
Einleitung: Warum SMED für die moderne Fertigung wichtig ist
Eine lange Umrüstung führt nicht nur zum Stillstand einer Maschine. Sie reduziert die verfügbare Kapazität, verzögert Aufträge, erhöht die Überstunden und erschwert die rentable Produktion von Kleinserien. Deshalb SMED SMED ist auch heute noch in der Fertigungshalle wichtig. Ein-Minuten-Würfeltausch, eine schlanke Methode zur Reduzierung von Rüst- und Umrüstzeiten.
Für Produktionsleiter, Lean-Manager, Werksleiter, Wirtschaftsingenieure und Instandhaltungsteams wirkt sich die Reduzierung von Rüstzeiten direkt auf die Gesamtanlageneffektivität (OEE), die Termintreue, die Personalauslastung und die Reaktionszeit auf Nachfrageänderungen aus. Der Druck ist in vielen Branchen spürbar: Automobilwerke benötigen schnellere Modell- oder Teilewechsel, Verpackungslinien sehen sich häufigen Artikelnummernänderungen gegenüber, Elektronikfabriken arbeiten mit kürzeren Produktzyklen, und Lebensmittel- und Getränkehersteller müssen schnell umrüsten, ohne Kompromisse bei Qualität oder Hygiene einzugehen. Selbst eine Reduzierung der Rüstzeit um 10 bis 20 Minuten pro Umrüstung kann auf Produktionslinien mit hoher Produktvielfalt wöchentlich mehrere Stunden Produktionskapazität freisetzen.
Dieser Artikel erklärt, was SMED Es geht darum, wie der SMED-Prozess funktioniert und warum die Trennung von interner und externer Rüsttechnik die Grundlage für schnellere Umrüstungen bildet. Außerdem wird aufgezeigt, wie Hersteller durch standardisierte, digitale Prozesse nachhaltige Verbesserungen bei den Umrüstungen erzielen können, anstatt nur einmalige Kaizen-Maßnahmen zu nutzen.
Was SMED ist: Interne und externe Einrichtung
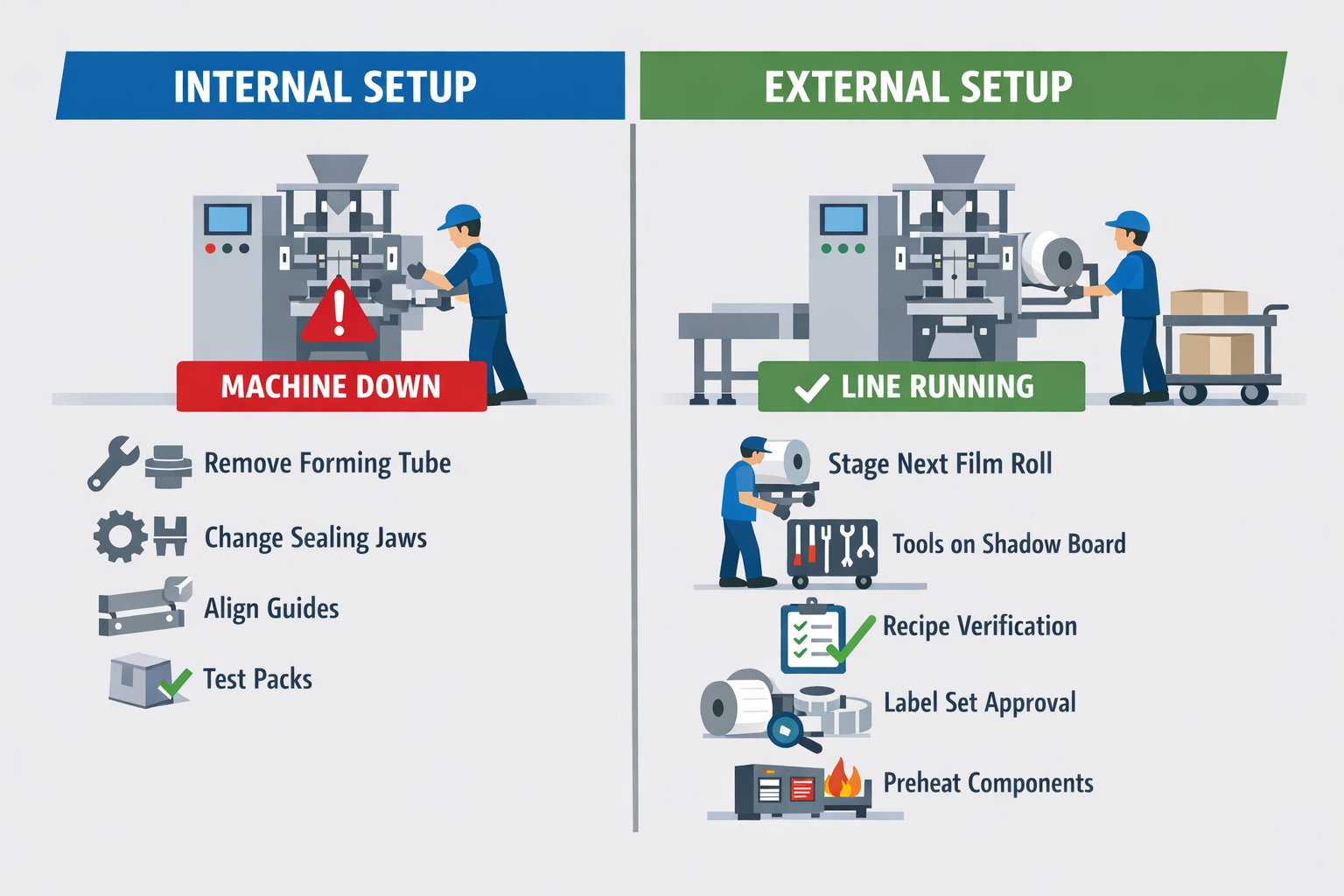
Interne Einrichtung stoppt die Leitung; externe Einrichtung nicht.
Die Kernlogik von SMED Das Prinzip ist einfach: Die Rüstarbeiten, die bei Maschinenstillstand durchgeführt werden müssen, werden von den Arbeiten getrennt, die vor oder nach dem Stillstand erledigt werden können. Beim Werkzeugwechsel in einer Minute, interne Einrichtung Dazu gehören Aufgaben wie das Entfernen eines Formkragens, das Wechseln von Siegelbacken oder das Justieren von Führungen, die einen Stillstand der Verpackungslinie erfordern. Externe Einrichtung Dazu gehören das Holen der nächsten Filmrolle, das Bereitstellen der Werkzeuge, das Überprüfen des Rezepts, das Vorheizen der Komponenten und das Vorbereiten der Etiketten, während die aktuelle SKU noch läuft.
Diese Unterscheidung ist wichtig, da viele Betriebe den gesamten Umrüstvorgang als Maschinenstillstand behandeln, selbst wenn ein Großteil der Arbeit dies nicht erfordert. In der Praxis warten die Bediener oft auf Werkzeuge, suchen nach Teilen, prüfen Materialien oder fordern Freigaben an, erst nachdem die letzte einwandfreie Packung vom Band gelaufen ist. Deshalb besteht der erste Durchbruch im SMED-Prozess nicht in schnelleren Arbeitsabläufen, sondern darin, sicherzustellen, dass vermeidbare Wartezeiten nicht länger im Stillstand verborgen bleiben.
Ein Beispiel aus der Verpackungslinie: Wo wirklich Zeit verloren geht
Angenommen, eine Verpackungslinie für Beutelverpackungen wird von einer 200-g-Snackpackung auf eine 500-g-Familienpackung umgestellt. Das Team misst eine Umstellungszeit von 42 Minuten, wobei jedoch nur ein Teil dieser Zeit auf die eigentliche interne Einrichtung entfällt. Bei der Beobachtung der Umstellung stellt das Team fest, dass 11 Minuten für die Suche nach der richtigen Folienrolle, den Druckregistrierungsmustern, den Wechselteilen und den Drehmomentwerkzeugen benötigt werden – und das alles, nachdem die Maschine bereits angehalten hat.
Weitere sieben Minuten gehen verloren, weil der Bediener zweimal zum Verkaufsraum läuft, die Instandhaltung verspätet zur Justierung der Führungsschiene hinzugezogen wird und die Qualitätskontrolle des neuen Etiketts erst nach der Anbringung erfolgt. Keiner dieser Schritte erfordert zwingend einen Produktionsstopp. Deshalb zeigen SMED-Beispiele oft schon früh schnelle Erfolge: Die Verschwendung liegt meist in mangelhafter Trennung, nicht nur in langsamer Ausführung.
Wie Teams interne Arbeit in externe Arbeit umwandeln
Im Verpackungsbeispiel beginnt das Team damit, für jede Aufgabe eine praktische Frage zu stellen: Muss die Maschine hierfür angehalten werden? Lautet die Antwort „Nein“, sollte der Arbeitsschritt außerhalb des Umrüstzeitraums erfolgen. Die nächste Filmrolle wird an der Linie bereitgestellt, die benötigten Werkzeuge werden auf einem Schattenbrett platziert, der Arbeitsauftrag für die nächste Artikelnummer wird im Voraus geprüft, und die Qualitätssicherung gibt den Etikettensatz vor Abschluss des aktuellen Produktionslaufs frei.
Allein diese Umstellung kann mehrere Minuten Produktionsausfallzeit einsparen, ohne die Maschine selbst zu verändern. Eine Aufgabe wie “Das richtige Backenset finden” wird zu “Backenset prüfen und bereitstellen, bevor die Maschine anhält”. Eine Aufgabe wie “Auf Bestätigung des Vorgesetzten warten” wird zu “Nächstes Produkt und Produktionsplan bestätigen, bevor die letzte Charge abgeschlossen ist”. Dies ist die Grundlage für die Reduzierung der Rüstzeiten. SMED: Zuerst die Arbeit aus dem Weg räumen, dann die verbleibende Arbeit verbessern.
Was bleibt intern und warum muss es vereinfacht werden?
Einige Aufgaben bleiben zwangsläufig intern, da sie während des Stillstands direkten Maschinenzugriff erfordern. An der Verpackungslinie umfasst dies beispielsweise das Entfernen des aktuellen Formrohrs, das Einsetzen der neuen Wechselteile, das Ausrichten der Führungen und das Verpacken der ersten Testpackungen. Sobald diese Aufgaben isoliert sind, kann das Team sie durch einfachere Befestigungsmethoden, klare Ablaufregeln und die parallele Arbeit von Maschinenbediener und Techniker optimieren.
Hier werden viele Bemühungen zur Reduzierung der Rüstzeiten systematischer umgesetzt. Anstatt dass ein Bediener alle Schritte nacheinander ausführt, wechselt eine Person den Filmpfad, während eine andere die Führungen ändert und die Einstellungen überprüft. Selbst kleine Konstruktionsänderungen, wie z. B. Schnellspannklemmen anstelle von Schraubverbindungen, können die internen Bearbeitungszeiten deutlich verkürzen; Studien zu SMED-Implementierungen berichten häufig davon. Reduzierung der Rüstzeit von 30% auf 70%, insbesondere dann, wenn Anlagen zunächst die Vorbereitung auslagern und dann die verbleibenden Arbeiten während der Stillstandszeit optimieren.
Warum Pflanzen die einfachen SMED-Gewinne verpassen
Die meisten entgangenen Gewinne resultieren aus mangelhaften Vorbereitungsstandards und nicht aus komplexen technischen Beschränkungen. Wenn Werkzeuge nicht zugewiesen, Teile nicht bereitgestellt, Rezepte nicht überprüft und Verantwortlichkeiten nicht klar definiert sind, häufen die Teams diese Unordnung während der Stillstandszeiten an. Der Maschinenstillstand wird zum Sammelbecken für jede fehlende Entscheidung, jedes fehlende Teil und jede fehlende Übergabe.
Im Verpackungsszenario verkürzt sich die ursprüngliche Umrüstzeit von 42 Minuten, weil das Team die Rüstzeit nicht mehr als einen einzigen Zeitblock betrachtet. Es identifiziert die externen Schritte, führt diese vor dem Produktionsstopp durch und beschränkt die eigentliche Maschinenstillstandsarbeit auf das Zeitfenster. Genau das macht eine effiziente Umrüstoptimierung so praktikabel: nicht dem Slogan “Ein-Minuten-Umrüstung” hinterherzujagen, sondern die Prinzipien konsequent anzuwenden. SMED auf eine Weise, die den Zeitverlust schrittweise reduziert.
Der SMED-Prozess: Ein schrittweiser Leitfaden zur Reduzierung von Rüstzeiten
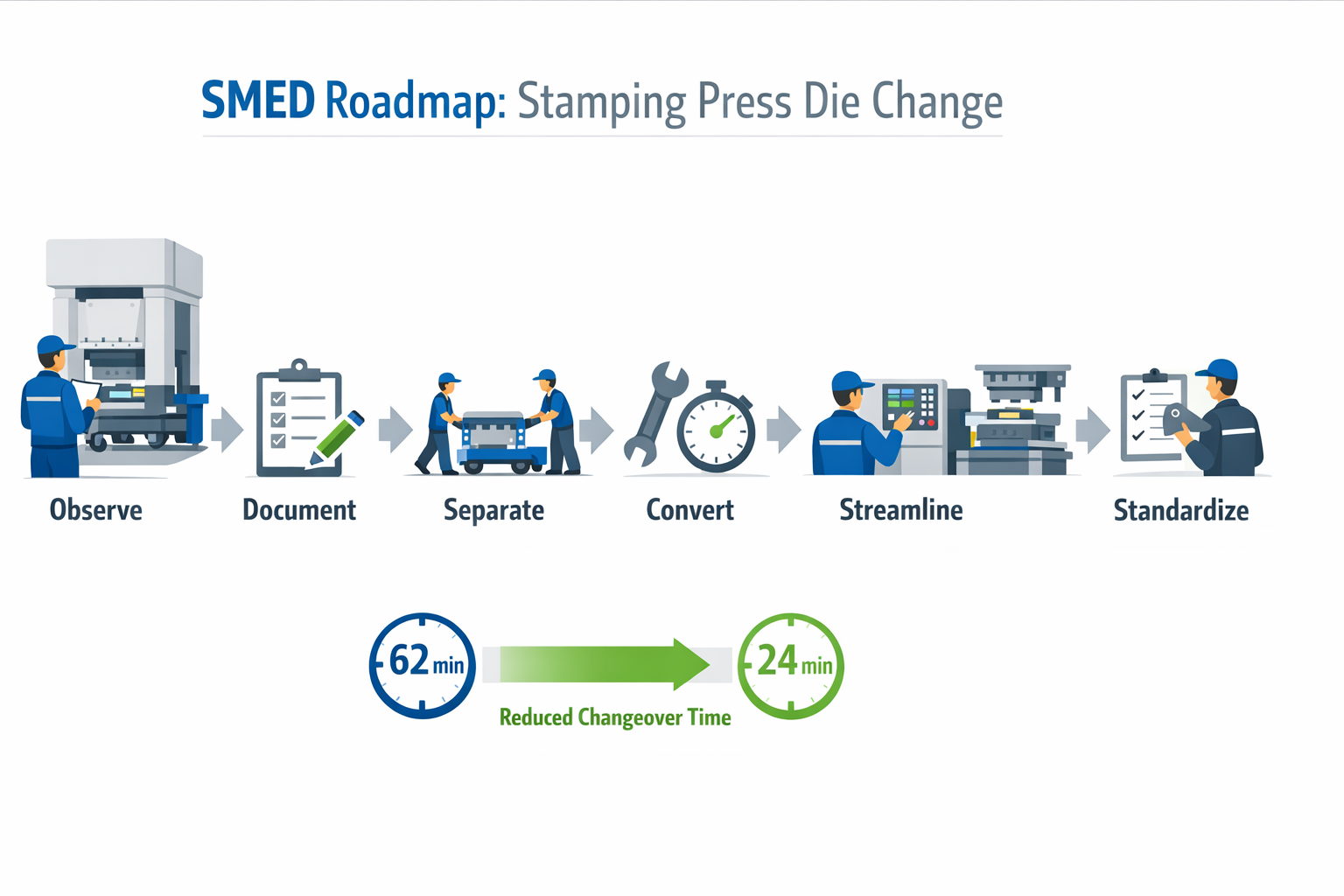
Ein praktischer SMED Der Prozess folgt einer klaren Abfolge: den aktuellen Umstellungsprozess beobachten, jede Aufgabe der Reihe nach dokumentieren, interne und externe Arbeiten trennen, so viel Arbeit wie möglich, die durch Stillstand entstanden ist, in externe Vorbereitung umwandeln, die verbleibenden internen Aufgaben optimieren und schließlich die neue Methode standardisieren.
In den meisten Betrieben werden die größten Einsparungen durch kleine Details in der Ausführung erzielt, anstatt durch eine umfassende Umstrukturierung. Beispiele hierfür sind die frühzeitige Rollenverteilung, das Vorbereiten von Werkzeugen, die Videoanalyse zur Aufdeckung unnötiger Bewegungen und die unverzügliche Bestätigung des ersten einwandfreien Teils. Im folgenden Beispiel der Metallbearbeitung nutzt eine Pressenlinie, die von einer gestanzten Halterung zur nächsten wechselt, genau diese Vorgehensweise, um Rüstverluste schrittweise zu reduzieren, anstatt auf Versuch und Irrtum zu setzen.
Beobachten Sie den Stromumschaltvorgang in Echtzeit
Beginnen Sie mit der direkten Beobachtung eines tatsächlichen Produktwechsels, nicht mit der in einer Standardarbeitsanweisung beschriebenen Vorgehensweise. Dokumentieren Sie den gesamten Vorgang per Video, erfassen Sie die Zeitstempel und notieren Sie, wer welche Schritte vom letzten erfolgreichen Abschnitt des vorherigen Durchlaufs bis zum ersten erfolgreichen Abschnitt des nächsten Durchlaufs durchführt. Studien zu Programmen zur Optimierung der Rüstzeiten zeigen durchweg, dass Teams unnötige Bewegungen, Wartezeiten und Suchvorgänge unterschätzen, bis sie den Produktwechsel Bild für Bild analysieren.
Im Beispiel der Pressenlinie filmt das Team einen 62-minütigen Werkzeugwechsel an einer 400-Tonnen-Stanzpresse. Das Video zeigt, wie der Bediener auf einen Gabelstapler wartet, Klemmen holt und pausiert, während die Instandhaltung den passenden Drehmomentschlüssel sucht. Keine dieser Verzögerungen schafft Wert, aber sie alle verlängern die Produktionsausfallzeit.
Dokumentieren Sie jeden Schritt und weisen Sie die Verantwortlichkeit zu.
Sobald der Umrüstvorgang erfasst ist, unterteilen Sie ihn in einzelne Aufgaben mit exakter Zeitangabe, benötigten Werkzeugen und Verantwortlichkeiten. Vermeiden Sie allgemeine Bezeichnungen wie “Werkzeug vorbereiten” oder “Maschine einstellen”, da diese wichtige Verzögerungsquellen bei einem Werkzeugwechsel von nur einer Minute verschleiern. Ein guter SMED-Prozessplan zeigt Abfolge, Dauer, Verantwortlichkeiten und ob die Maschine für jede Aufgabe angehalten werden muss.
Für die Presslinie listet das Team über 30 Arbeitsschritte auf, darunter das Entnehmen des nächsten Werkzeugs, das Lösen von Klemmen, das Entfernen von Abfall vom Presskörper, das Reinigen der Positionierflächen, das Anschließen von Druckluftleitungen, das Eingeben von Rezepteinstellungen und das Durchführen von Probedrucken. Dieser Detaillierungsgrad erleichtert es, zu erkennen, wo Maschinenbediener, Werkzeugmacher und Instandhalter parallel arbeiten können, anstatt aufeinander zu warten. Er deckt auch Aufgaben auf, die nur deshalb wiederholt werden, weil sie keiner klaren Zuständigkeit zugeordnet sind.
Separate interne und externe Einrichtungsarbeiten
Der nächste Schritt besteht darin, jede Aktivität korrekt zu klassifizieren. Interne Arbeiten können nur bei Stillstand der Maschine durchgeführt werden, während externe Arbeiten vor dem Herunterfahren oder nach dem Neustart erfolgen können, ohne die Leistung zu beeinträchtigen. Viele SMED Beispiele scheitern an dieser Stelle, weil Teams Aufgaben zu ungenau einteilen und die Vorbereitung in das Zeitfenster für die Ausfallzeit legen.
Im Stanzbeispiel werden das Herausholen des nächsten Werkzeugs, die Überprüfung des Werkzeugzustands, das Bereitstellen der Spannvorrichtungen und das Laden der nächsten Programmparameter in die externe Vorbereitung verlagert. Die eigentliche Werkzeugentnahme, Werkzeugmontage, das Verriegeln der Spannvorrichtungen und die abschließende Sicherheitsprüfung erfolgen intern, da hierfür ein Stillstand der Presse erforderlich ist. Allein diese Trennung reduziert die Komplexität und schafft die Grundlage für eine deutliche Reduzierung der Rüstzeiten.
Angehaltene Aufgaben in externe Vorbereitung umwandeln
Nach der Klassifizierung sollte jede interne Aufgabe hinterfragt werden: Muss die Maschine für diesen Schritt wirklich abgeschaltet sein? Falls nicht, kann sie durch Vorbereiten, Offline-Vorbereitung oder parallele Supportarbeiten außerhalb des Abschaltfensters ausgeführt werden. Dadurch lässt sich die Rüstzeit in der Regel deutlich verkürzen, da viele Minuten eingespart werden, ohne dass die Maschine selbst verändert werden muss.
An der Presslinie wird das nächste Werkzeug vor Abschluss des letzten Produktionslaufs an einen Bereitstellungspunkt gebracht, und alle benötigten Klemmen, Schrauben und Messgeräte werden auf einem separaten Umrüstwagen platziert. Die Instandhaltung prüft Hydraulikanschlüsse und Schmierstellen, bevor die Presse anhält, während der Bediener das korrekte Teileprogramm und das Qualitätsblatt vorlädt. Was zuvor während Stillstandszeiten geschah, erfolgt nun während des laufenden Produktionslaufs.
Die verbleibenden internen Aufgaben optimieren
Sobald die Prozesse nach außen verlagert sind, sollten die internen, nicht verlagerbaren Aufgaben optimiert werden. Der Fokus liegt dabei auf Bewegungsreduzierung, schnellerem Anbringen von Schrauben, weniger Justierungen und besserer Koordination zwischen den Mitarbeitern. Gängige Verbesserungen umfassen Schnellspannklemmen, Positionierstifte, voreingestellte Anschläge, farbcodierte Verbindungen und rollenbasiertes, paralleles Arbeiten, anstatt dass eine Person alles nacheinander erledigt.
Im Beispiel der Metallbearbeitung ersetzt das Werk herkömmliche Schrauben durch Schnellspannklemmen und markiert Standardpositionen für die Werkzeuge, um die Ausrichtungszeit zu verkürzen. Zwei Personen arbeiten nun parallel während der internen Phase: Der Maschinenbediener wechselt die Werkzeuge und nimmt die Maschineneinstellungen vor, während ein Instandhaltungstechniker die Versorgungsleitungen anschließt und das Anzugsmoment der Klemmen überprüft. Die Prüfung des ersten Ausschussteils wird durch die Verwendung eines vordefinierten Prüfprotokolls zusätzlich optimiert, sodass keine Zeit durch Diskussionen über die Vollständigkeit der Einrichtung verloren geht.
Die neue Methode standardisieren und den ersten Erfolg bestätigen
Der letzte Schritt besteht darin, die verbesserte Methode im täglichen Arbeitsablauf zu verankern. Dokumentieren Sie die bewährte Abfolge, Zielzeiten, Werkzeuglisten, Kontrollpunkte und Rollenzuweisungen, damit das Ergebnis nicht von einem einzelnen qualifizierten Mitarbeiter abhängt. Ohne Standardisierung verpufft die Verbesserung durch Lean-Umstellungen oft schon nach wenigen Wochen, da die Teams in alte Gewohnheiten zurückfallen.
Für die Stanzpresse definiert die neue Norm, wer das Werkzeug bereitstellt, wann die äußeren Prüfungen abgeschlossen sein müssen, die genaue interne Abfolge und die Kriterien für die Freigabe des ersten Gutteils. Nach den Änderungen verkürzt sich die Rüstzeit von 62 auf 24 Minuten, und auch der Anlaufausschuss sinkt, da die Einstellungen und Prüfschritte einheitlicher sind. Das ist das eigentliche Ziel der neuen Norm. SMED Prozess: nicht nur ein schnellerer Umrüstvorgang einmalig, sondern eine wiederholbare Methode, die jedes Mal ein stabiles Ergebnis liefert.
Wie man SMED-Verbesserungen misst und aufrechterhält
Den Umschalttakt klar definieren
Falls Sie es wollen SMED Damit die Ergebnisse auch nach einer Werkstattphase Bestand haben, ist eine präzise Zeitvorgabe erforderlich. In den meisten Werken sollte der Startpunkt das letzte fehlerfreie Teil des vorherigen Produktionslaufs oder der Zeitpunkt des Produktionsstopps für den Umrüstvorgang sein, und der Stopppunkt das erste fehlerfreie Teil bei Standardgeschwindigkeit für den nächsten Produktionslauf. Letzteres ist wichtig, da eine Maschine, die langsam wieder anläuft oder frühzeitig Fehler produziert, den Umrüstvorgang betrieblich noch nicht vollständig abgeschlossen hat. Anders ausgedrückt: Beim Werkzeugwechsel innerhalb einer Minute geht es nicht nur um die mechanische Wechselzeit, sondern um die Wiederherstellung einer stabilen Produktion.
Diese Definition muss für jede Linie, Produktfamilie und Schicht einheitlich sein. Wenn ein Vorgesetzter die Zeitmessung bei “Maschine läuft” stoppt, ein anderer jedoch bei “erstes freigegebenes Teil”, werden die Rüstzeitreduzierungen in Ihren Daten überschätzt. Eine Abfüllanlage für Lebensmittel und Getränke beispielsweise kann zwar schnell wieder anlaufen, benötigt aber dennoch eine Etikettenprüfung, Siegelkontrolle und Gewichtsbestätigung, bevor die Produkte verkaufsfertig sind. Ohne einen einheitlichen Zeitstandard lassen sich Verbesserungen bei der Umrüstung über verschiedene Ereignisse oder Werke hinweg nur schwer vergleichen.
Die richtigen SMED-Kennzahlen nach der Implementierung verfolgen
Die durchschnittliche Rüstzeit ist wichtig, aber allein nicht ausreichend. Nach einer SMED-Prozessverbesserung sollten Sie mindestens die durchschnittliche Rüstzeit, die mittlere Rüstzeit, die Best-Case-Zeit, die Schichtvarianz, die Zeit bis zum ersten brauchbaren Teil, den Anlaufausschuss, die Auswirkungen auf die Termintreue und die häufigsten Gründe für Überschreitungen erfassen. Diese Kennzahlen trennen die tatsächliche Prozessfähigkeit von vereinzelten Erfolgen während der Kaizen-Woche und zeigen, ob die neue Methode unter normalen Betriebsbedingungen wiederholbar ist.
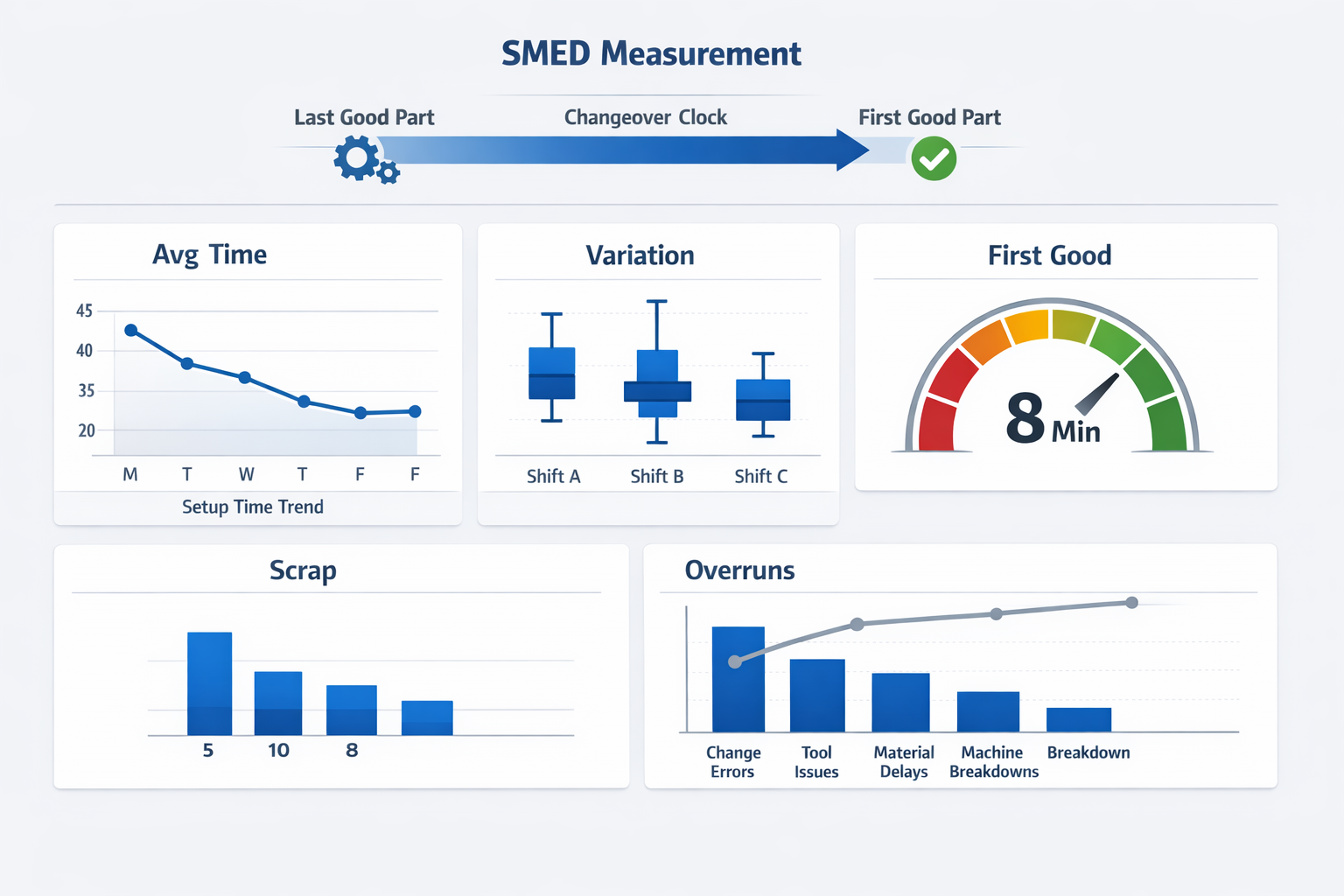
Variation Oftmals sagt die Variabilität mehr aus als der Durchschnitt. Verbessert sich beispielsweise die durchschnittliche Rüstzeit einer SMT-Linie in der Elektronik von 42 auf 28 Minuten, schwankt sie aber je nach Bediener- und Zuführungsverfügbarkeit weiterhin zwischen 22 und 41 Minuten, ist der Prozess noch nicht optimal. Im Gegensatz dazu kann eine Linie, die sich von 40 auf stabile 30 bis 32 Minuten einpendelt, einen höheren Planungswert generieren, da Produktionsplanung, Personaleinsatz und Lieferzusagen besser planbar werden. Für Werksleiter ist eine geringere Variabilität oft genauso wertvoll wie eine schnellere Durchschnittszeit.
Geschwindigkeitsverbesserung von Stabilitätsverbesserung trennen
Viele SMED-Beispiele heben die Kennzahl in der Überschrift hervor, ignorieren aber die Konsistenz. Ein Team mag zwar eine Reduzierung der Rüstzeiten um 30% melden, doch wenn die Hälfte dieser Einsparungen in der Nachtschicht oder bei komplexen Artikeln wieder verloren geht, hat sich die Leistung des Werks nur auf dem Papier verbessert. Daher sollte die Reduzierung der Rüstzeiten nach Produkttyp, Personal, Werkzeugsatz und Maschinenzustand und nicht als pauschale Durchschnittsberechnung analysiert werden. Ziel ist eine Methode, die sich im normalen Fabrikbetrieb bewährt, nicht eine einmalige Demonstration.
Dies ist besonders wichtig, wenn die Qualitätskontrollen beim Anlauf von großer Bedeutung sind. In der Lebensmittelverpackung kann ein schneller Formatwechsel dennoch zu erheblichen Anlaufverlusten führen, wenn die Temperatureinstellungen abweichen, die Folienausrichtung nicht stimmt oder die Codierung nachbearbeitet werden muss. In der Elektronik kann ein Zuführungswechsel zwar mechanisch abgeschlossen sein, die Ausbeute im ersten Durchlauf kann jedoch sinken, wenn die Bauteilprüfung überhastet durchgeführt wird. In beiden Fällen ist der tatsächliche Maßstab für die Reduzierung der Umrüstzeit ein stabiler Output, nicht nur eine kürzere Stillstandszeit.
Warum SMED-Gewinne nach einem Kaizen-Event oft wieder verschwinden
Der häufigste Grund für das Scheitern von SMED-Verbesserungen liegt nicht in technischen Schwierigkeiten, sondern schwache Kontrolle Nach der Implementierung nehmen die Teams während der Veranstaltung zwar sinnvolle Änderungen vor, fallen dann aber wieder in alte Muster zurück, weil die Standardarbeitsabläufe unklar sind, die Vorbereitungsregeln nicht überprüft werden und niemand die Verantwortung für die Nachverfolgung wiederkehrender Verzögerungen übernimmt. Mit der Zeit gehen Werkzeuge verloren, Wagen werden nicht aufgefüllt, Checklisten werden ignoriert und die “neue Methode” wird optional. Das Ergebnis: Der SMED-Prozess existiert zwar in den Präsentationsfolien, aber nicht in der täglichen Praxis.
Die konsequente Verwendung von Ursachencodes ist eine der einfachsten Methoden, um Rückschritte zu vermeiden. Wenn jeder Umrüstvorgang, der das Ziel überschreitet, mit einer konkreten Ursache wie fehlendem Werkzeug, Wartezeit auf die Qualitätsfreigabe, Überschreitung des Einstellzeitraums, Reinigungsverzögerung oder Wartungsproblem gekennzeichnet wird, basieren Verbesserungsmaßnahmen auf Fakten statt auf Einzelfällen. Nach wenigen Wochen lassen sich meist schnell Muster erkennen: Eine Maschine, eine Artikelfamilie oder ein Übergabepunkt verursacht den größten Zeitverlust. Ab diesem Punkt wird die Optimierung der Umrüstprozesse durch Lean-Management realisierbar.
Nachhaltigkeit in das tägliche Management integrieren
Damit die erzielten Rüstzeitvorteile nachhaltig sind, benötigen Werke standardisierte Arbeitsabläufe, die sichtbar, nachvollziehbar und mit Verantwortlichkeiten verknüpft sind. Dies bedeutet in der Regel eine dokumentierte Umrüstsequenz, klar definierte Aufgabenverantwortung für jede Rolle, Zielzeiten für wichtige Schritte und mehrstufige Audits, um die Einhaltung der Methode sicherzustellen. Kurze Überprüfungszyklen sind ebenfalls hilfreich: Vorgesetzte sollten nicht bis zum monatlichen Lean-Meeting warten, um zu untersuchen, warum die tatsächlichen Zeiten in der Vorwoche abgewichen sind. Je schneller der Feedback-Zyklus, desto einfacher lassen sich kleine Fehler beheben, bevor sie zum neuen Standard werden.
Ein praktischer Überprüfungsrhythmus besteht darin, jede Ausnahme täglich zu prüfen, wiederkehrende Ursachen wöchentlich zu analysieren und Standardarbeitsabläufe nur dann anzupassen, wenn dies durch Beweise gerechtfertigt ist. Dadurch entsteht ein geschlossener Kreislauf zwischen Messung und Handlung, der nachhaltige SMED-Leistung von kurzfristiger Begeisterung unterscheidet. Wenn Betriebe dies erfolgreich umsetzen, profitieren sie von mehr als nur schnelleren Umrüstungen: Die Termintreue verbessert sich, der Überstundendruck sinkt, und Instandhaltung, Qualitätssicherung und Produktion arbeiten auf Basis derselben Fakten.
Wie man SMED für die tägliche Umsetzung digitalisiert
Den SMED-Prozess in einen kontrollierten täglichen Arbeitsablauf umwandeln
Sobald Ihr Team die physische Umrüstmethode optimiert hat, besteht der nächste Schritt darin, diese Methode wiederholbar zu machen. In der Praxis verlieren viele Initiativen zur Umrüstung von Werkzeugen innerhalb einer Minute an Dynamik, weil die neue Abfolge nur auf einem laminierten Blatt, im Notizbuch eines Vorgesetzten oder im Erfahrungsschatz einer einzelnen Schicht festgehalten ist. Die Digitalisierung der SMED Der Prozess hilft dabei, die Verbesserung der Umstellung auf schlanke Produktionslinien von einem einmaligen Ereignis in eine kontrollierte Betriebsroutine über Linien, Teams und Werke hinweg zu überführen.
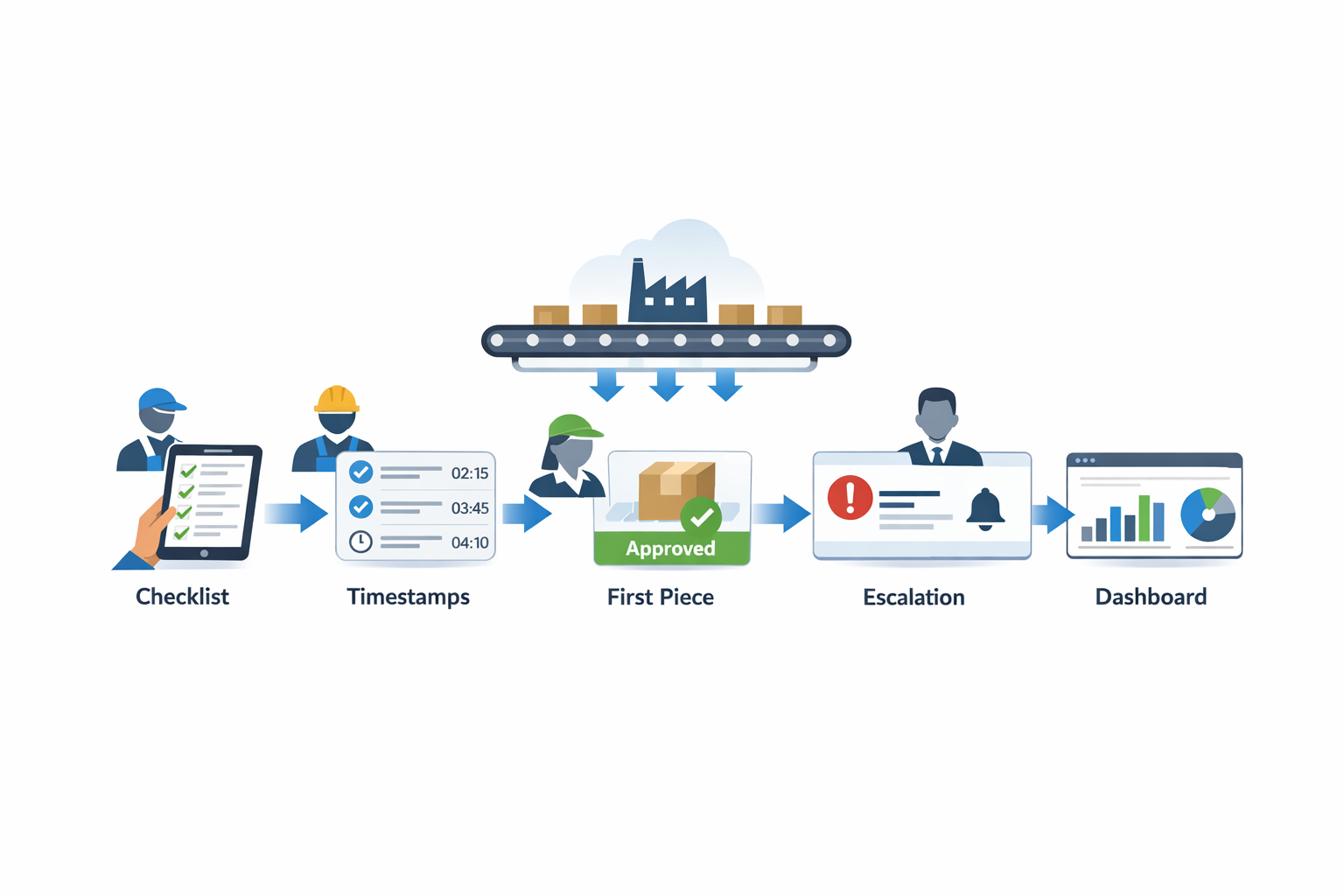
Ein digitaler Workflow sollte den gesamten Ausführungsprozess abdecken: Vorbereitung vor dem Produktwechsel, Aufgabenerledigung durch die jeweilige Rolle, Zeiterfassung für wichtige Rüstvorgänge, Erststückprüfung, Ausnahmebehandlung und Nachbereitung. Das ist wichtig, denn die Reduzierung der Rüstzeit geht selten durch einen einzigen schwerwiegenden Fehler verloren; meist passieren dies durch kleine Verzögerungen wie fehlende Werkzeuge, unvollständige Reinigung, verspätete Materialbereitstellung oder unklare Qualitätsfreigabe. Werden diese Schritte in Echtzeit erfasst, können Manager erkennen, wo die Reduzierung der Rüstzeit ins Stocken gerät und schneller eingreifen.
Standardisierung von Checklisten nach Rolle, Maschine und Produktfamilie
Eine gute digitale SMED-Checkliste ist mehr als nur ein Papierformular auf einem Tablet. Sie sollte die tatsächliche Arbeitsabfolge nach Maschinentyp, Umrüstart und Verantwortlichkeit abbilden, sodass Maschinenbediener, Instandhaltungstechniker, Werkzeugmacher und Qualitätsmitarbeiter jeweils die für sie relevanten Aufgaben sehen. Dadurch werden übersprungene Arbeitsschritte vermieden und verhindert, dass Teams jede Einrichtung als identisch behandeln.
In digitaler Form lassen sich diese Aufgaben bedingt gestalten, sodass die Zeile nur die für den jeweiligen Wechsel erforderlichen Schritte anzeigt. Dadurch wird der Arbeitsablauf beschleunigt und die Daten für die spätere SMED-Analyse werden übersichtlicher.
Erfassungszeitdaten an der Quelle
Für zuverlässige Daten zur Reduzierung von Rüstzeiten sollten Bediener die Zeitstempel nicht erst am Schichtende manuell erfassen. Die mobile Aufgabenabwicklung ermöglicht die Bestätigung jedes Arbeitsschritts zum Zeitpunkt der tatsächlichen Fertigstellung, inklusive automatischer Zeiterfassung für Maschinenstopp, Werkzeugentnahme, Reinigungsabschluss, Rüstverifizierung, Probelauf und Freigabe des ersten einwandfreien Teils. Dies führt zu deutlich genaueren Aufzeichnungen als manuelle Protokolle, insbesondere in Anlagen mit häufigen kurzen Umrüstungen.
Hier kommt eine No-Code-Plattform wie Jodoo Dies erweist sich als nützlich. Ein Werk kann linienspezifische Umrüstformulare, rollenbasierte Aufgabenlisten und mobile Eingabemasken erstellen, ohne auf ein individuelles MES-Projekt warten zu müssen. Die Betriebsteams können Felder, Logik und Genehmigungsprozesse im Zuge der Weiterentwicklung der SMED-Methode anpassen. Dies ist wichtig, da standardisierte Arbeitsabläufe für Umrüstungen sich in der Regel erst nach mehreren Iterationen stabilisieren.
Verknüpfung der Erststückgenehmigung mit dem Umstellungsdatensatz
Viele Fabriken messen den Umrüstzeitpunkt zu früh, beispielsweise wenn die Mechaniker die Justierungen abgeschlossen haben, anstatt wenn die Produktion das erste freigegebene Teil erreicht hat. Die digitalisierte Erststückfreigabe schließt diese Lücke, indem sie die Anlaufprüfungen direkt mit dem Umrüstprotokoll verknüpft. Die Qualitätssicherung kann im selben Workflow Maße, Dichtheit, Drehmoment, Passergenauigkeit oder andere kritische Parameter prüfen, wobei der Status (bestanden/nicht bestanden) und Kommentare dem jeweiligen Ereignis zugeordnet werden.
Diese Verbindung ist besonders wertvoll bei hohen Anlaufverlusten. Wenn eine Linie zwar wiederholt die mechanischen Rüstziele erreicht, aber dennoch 10 bis 15 Minuten auf die Qualitätsfreigabe warten muss, erkennt das Werk, dass der Engpass nicht nur in der mechanischen Arbeit, sondern auch im Freigabeprozess liegt. Anders ausgedrückt: Die digitale SMED-Umsetzung unterstützt Werke dabei, das gesamte Rüstfenster zu optimieren, nicht nur die reine Arbeitszeit.
Nutzen Sie Eskalationsregeln und Dashboards, um Verbesserungen nachhaltig zu sichern.
Ein praxisorientierter digitaler SMED-Workflow sollte nicht mit dem Absenden der Checkliste enden. Wird die Zielvorgabe für die Umrüstzeit überschritten, ein kritischer Schritt ausgelassen oder schlägt die Erstteilprüfung fehl, sollte das System automatisch Prüfaufgaben für den zuständigen Vorgesetzten, Ingenieur oder Instandhaltungsleiter auslösen. Dadurch wird Verantwortlichkeit geschaffen, ohne dass jeder einzelne Fehler manuell verfolgt werden muss.
Jodoo Dies lässt sich durch No-Code-Workflows unterstützen, die Genehmigungen weiterleiten, Benachrichtigungen versenden, Fehlercodes erfassen und Live-Dashboards bereitstellen. Produktionsleiter können geplante und tatsächliche Umrüstzeiten nach Maschine, Artikelnummer, Schicht und Team verfolgen, während Instandhaltung und Qualitätssicherung wiederkehrende Verzögerungsursachen in derselben Datenumgebung erkennen können. Langfristig bietet dies Werken eine solidere Grundlage für SMED-Beispiele, die auf täglichen Betriebsdaten und nicht auf isolierten Kaizen-Ergebnissen basieren.
Eine mehrlinienige Lebensmittelverpackungsanlage kann beispielsweise Folgendes verwenden: Jodoo Die Papier-Umrüstlisten werden durch mobile Checklisten ersetzt, die mit jedem Artikelwechsel verknüpft sind. Die Bediener erfassen geplante und tatsächliche Rüstzeiten, die Qualitätssicherung führt die Erststückprüfung im selben Workflow durch, und jede Überschreitung der Soll-Zeiten löst automatisch eine Überprüfung durch den Vorgesetzten mit einem Verzögerungscode aus, z. B. aufgrund von Reinigungsüberschreitungen, Werkzeugproblemen oder Materialabweichungen. Dadurch erhält das Werk eine praktische Möglichkeit, den SMED-Prozess über alle Schichten hinweg zu standardisieren und gleichzeitig einen nutzbaren Datensatz für die kontinuierliche Verbesserung der Umrüstprozesse zu erstellen.
Warum No-Code für die mehrzeilige Einführung wichtig ist
Für die meisten Hersteller besteht die Herausforderung nicht in der Entwicklung eines einheitlichen digitalen Formulars. Vielmehr geht es darum, einen Standard zu skalieren, ohne alle Produktionslinien in dieselbe starre Vorlage zu pressen, da sich Ausrüstung, Personal und Genehmigungsanforderungen je nach Prozess unterscheiden. Eine No-Code-Schicht ermöglicht es den Betriebsteams, die wichtigsten SMED-Steuerungen zu standardisieren und gleichzeitig Checklisten und Arbeitsabläufe für Abfüllanlagen, Kartoniermaschinen, Stanzpressen, CNC-Zellen oder Montagestationen anzupassen.
Diese Flexibilität ist wichtig, wenn Unternehmen eine schnellere Markteinführung wünschen, als es herkömmliche Softwareprojekte ermöglichen. Jodoo, Teams können ein vernetztes System für die Checklistenabarbeitung, die Zeiterfassung, die Genehmigungsweiterleitung und das Dashboard-Reporting in einer zentralen Umgebung aufbauen und es anschließend optimieren, sobald Bediener und Vorgesetzte Verbesserungspotenzial erkennen. Für Betriebe, die Wert auf die Reduzierung von Umrüstzeiten legen, ist die digitale Abwicklung dadurch deutlich praktischer als die Arbeit mit Tabellenkalkulationen, E-Mail-Verläufen und unstrukturierten Papierdokumenten.
Fazit: Ein praktisches SMED-Programm entwickeln
SMED Es funktioniert, weil es die Optimierung von Umrüstungen in eine wiederholbare Methode verwandelt, nicht in ein einmaliges Workshop-Ergebnis. Die Vorgehensweise ist einfach: Man versteht, was während der Rüstzeit passiert, trennt interne und externe Arbeiten, nutzt möglichst viel Stillstandszeit für Vorbereitungsarbeiten und vereinfacht dann die verbleibenden internen Schritte. Wenn Teams diese Abfolge diszipliniert befolgen, reduzieren sie Produktionsausfälle, verbessern die Flexibilität ihrer Produktionsplanung und schaffen zusätzliche Kapazitäten, ohne zusätzliche Anlagen anzuschaffen.
Die nächste Herausforderung ist Aufrechterhaltung. Ein schnellerer Umrüstvorgang bleibt nur dann dauerhaft schnell, wenn Zeitpunkte klar definiert, die tatsächliche Leistung überwacht, Überschreitungen untersucht und die neue Methode durch Standardarbeitsabläufe etabliert wird. Werke, die dies erfolgreich umsetzen, konzentrieren sich in der Regel nicht nur auf die durchschnittliche Rüstzeit, sondern auch auf Schwankungen, die Qualität des Anlaufs und wiederkehrende Verzögerungsursachen über Schichten und Linien hinweg.
Wenn Sie SMED einfacher in großem Maßstab umsetzen möchten, Jodoo bietet Ihnen eine praktische, codefreie Möglichkeit, den Prozess zu digitalisieren. Sie können Umrüstchecklisten erstellen, Rüstzeiten erfassen, Erststückfreigaben weiterleiten, Folgemaßnahmen zuweisen und die Ergebnisse in Produktion, Instandhaltung, Werkzeugbau und Qualitätssicherung in einem System überwachen. Wenn Sie bereit sind, die Optimierung von Umrüstprozessen durch schlanke Prozesse in einen kontrollierten Tagesablauf zu überführen, können Sie… Kostenlose Testversion starten oder Demo buchen mit Jodoo heute.

