
Einleitung: Warum Total Productive Maintenance auch in der modernen Fertigung noch relevant ist
Ungeplante Stillstandszeiten zählen nach wie vor zu den kostspieligsten Problemen in der Fertigungsindustrie. Je nach Branche können Anlagenausfälle Unternehmen Tausende von Dollar pro Stunde kosten, und in Produktionsumgebungen mit hohem Durchsatz gehen die tatsächlichen Schäden oft über die Wartungskosten hinaus und umfassen Lieferausfälle, Ausschuss, Überstunden und Kundenreklamationen. Aus diesem Grund, Total Productive Maintenance (TPM) bleibt relevant: Es bietet Fabriken eine praktische Möglichkeit, die Zuverlässigkeit der Anlagen zu verbessern, bevor Ausfälle den gesamten Betrieb lahmlegen.
TPM ist mehr als nur ein Programm der Instandhaltungsabteilung. Es ist ein unternehmensweites System, das ein gemeinsames Verantwortungsgefühl für die Anlagen bei Bedienern, Technikern, Vorgesetzten und Managern schafft. So werden routinemäßige Wartung, frühzeitige Problemerkennung und geplante Eingriffe zum festen Bestandteil der täglichen Arbeit. Für Werke, die unter Druck stehen, ihre Produktion ohne große Investitionen zu steigern, ist dieser Wandel oft einer der schnellsten Wege, ungenutzte Kapazitäten freizusetzen.
Dieser Leitfaden erklärt, was TPM Das bedeutet, welche Ziele damit erreicht werden sollen, wie die acht Säulen im realen Fabrikbetrieb funktionieren und wie Hersteller Inspektionen, Abweichungsmeldungen und Folgeprozesse digitalisieren können, um TPM in großem Umfang aufrechtzuerhalten.
Was Total Productive Maintenance in der Praxis bedeutet
TPM ist ein unternehmensweites Zuverlässigkeitssystem
TPM ist ein strukturierter Ansatz zur Verbesserung Zuverlässigkeit der Ausrüstung Indem die gesamte Fabrik, nicht nur die Instandhaltungsabteilung, einbezogen wird. Im Produktionsumfeld bedeutet dies, dass Bediener, Techniker, Vorarbeiter, Ingenieure und Supportteams alle dazu beitragen, die Anlagen stabil, sicher und leistungsfähig zu halten. Ziel ist es nicht nur, Maschinen schneller zu reparieren, sondern Verschleiß vorzubeugen, Störungen frühzeitig zu erkennen und die Anlagenleistung über den gesamten Lebenszyklus hinweg zu verbessern.
Das ist es, was unterscheidet TPM Ausgehend von einem eng gefassten Instandhaltungsprogramm konzentriert sich ein traditionelles Programm hauptsächlich auf die Störungsbehebung und planmäßige Wartung, während Total Productive Maintenance (TPM) auf gemeinsamer Verantwortung, standardisierten Arbeitsabläufen und kontinuierlicher Verbesserung basiert. Es verknüpft die tägliche Instandhaltung, die Schadensanalyse, die Arbeitsabläufe der Bediener und die Instandhaltungsplanung zu einem einzigen Betriebssystem. Die bekannteren TPM-Säulen bilden die Struktur dieses Systems und werden im nächsten Abschnitt erläutert.
Was die Total Productive Maintenance (TPM) erreichen soll
Auf praktischer Ebene, TPM ist darauf ausgelegt, Fabriken dabei zu helfen, vier Ziele zu erreichen: weniger Pannen, weniger Defekte, sicherere Betriebsabläufe, Und stabilerer Ausgang. Diese Folgen sind wichtig, da ungeplante Ausfallzeiten selten nur die Instandhaltung betreffen; sie stören Abläufe, Personaleinsatz, Materialfluss und Kundenauslieferung. In vielen Fabriken kann ein einzelner, wiederkehrender Stillstand an einer Engpassmaschine den Tagesdurchsatz weitaus stärker reduzieren, als die Betriebsleitung zunächst annimmt.
TPM zielt außerdem darauf ab, den Zustand der Anlagen zu verbessern, bevor sich Ausfälle in den Produktionsergebnissen bemerkbar machen. Dies umfasst Reinigung, Inspektion, Schmierung, Anziehen von Schrauben und Muttern, Zustandsüberwachung und die konsequente Nachverfolgung von Abweichungen. Autonome Wartung Und geplante Wartung Dieses Ziel wird auf unterschiedliche Weise unterstützt: Maschinenbediener tragen zur Aufrechterhaltung des korrekten Maschinenzustands bei, während Wartungsteams durch geplante Arbeiten das Ausfallrisiko reduzieren und die Lebensdauer der Anlagen verlängern. Gemeinsam sorgen sie dafür, dass Zuverlässigkeit zur Routine wird und nicht nur reaktiv agiert.

Wie TPM die Gesamtanlageneffektivität (OEE) steigert und die sechs größten Verlustfaktoren reduziert
Ein Grund dafür, dass TPM für die moderne Fertigung nach wie vor von zentraler Bedeutung ist, liegt in seiner direkten Beziehung zu Gesamtanlageneffektivität (OEE). Die Gesamtanlageneffektivität (OEE) misst, wie gut Anlagen hinsichtlich Verfügbarkeit, Leistung und Qualität funktionieren, und TPM Unterstützt alle drei. Wenn Ausfälle und Umrüstverluste sinken, verbessert sich die Verfügbarkeit; wenn kleinere Stillstände und Geschwindigkeitsverluste reduziert werden, verbessert sich die Leistung; wenn gerätebedingte Mängel abnehmen, verbessert sich die Qualität.
Dies ist auch der Grund, warum TPM eng mit dem “sechs große Verluste”: Ausfälle, Rüst- und Justierverluste, Leerlauf und kleinere Stillstände, reduzierte Geschwindigkeit, Prozessfehler und Anlaufverluste. Ein gutes TPM-Programm betrachtet diese Verluste nicht als Einzelfälle, sondern als wiederkehrende Muster, die durch Standardroutinen, Ursachenanalyse und verbesserte Anlagenpflege beobachtet, klassifiziert und reduziert werden können. In diesem Sinne ist TPM nicht nur eine Instandhaltungsphilosophie, sondern eine praktische Methode, um versteckte Anlagenverluste in messbare Verbesserungsmaßnahmen umzuwandeln.“.
Reaktives vs. präventives Denken in realen Fabriken
Ein kurzes Beispiel aus der Automobilindustrie verdeutlicht den Unterschied. Wenn ein Schweißroboter aufgrund von Verunreinigungen in einem Sensorgehäuse wiederholt stoppt, stellt ein reaktiver Ansatz die Produktion jedes Mal wieder her und fährt fort. Ein TPM-Ansatz hingegen fragt nach den Ursachen der wiederholten Verunreinigungen, weist den Bedienern grundlegende Inspektions- und Reinigungsmaßnahmen zu, ergänzt diese durch regelmäßige Wartungsprüfungen und aktualisiert die Systemdaten. TPM-Checkliste So wird verhindert, dass derselbe Fehler immer wieder auftritt. Dieser Wandel von der Reaktion zur Prävention ist der Kern der TPM-Implementierung und ermöglicht es Fabriken, von sporadischen Reparaturen zu wiederholbaren Zuverlässigkeitsverbesserungen überzugehen.
Acht Säulen des TPM im realen Fabrikbetrieb
In einer Fabrikumgebung, 8 TPM-Säulen Das ist deshalb wichtig, weil sie TPM von einer Instandhaltungsinitiative in ein Anlagenbetriebssystem verwandeln. Die acht Säulen greifen ineinander, aber jede schließt eine andere operative Lücke.
Autonome Wartung
Autonome Wartung Das bedeutet, dass die Bediener die Verantwortung für die grundlegende Instandhaltung der Anlagen übernehmen, anstatt bei jedem kleinen Problem auf die Wartung zu warten. Zu den typischen Aufgaben gehören Reinigen, Schmieren, Festziehen, Prüfen und das frühzeitige Erkennen von Auffälligkeiten im laufenden Produktionsablauf. Ziel ist es nicht, die Bediener zu Technikern auszubilden, sondern sie dabei zu unterstützen, die Maschinen in einem stabilen Grundzustand zu halten und Probleme zu melden, bevor sie zu Ausfällen führen.
In einer Elektronikmontageanlage äußert sich dies häufig in Schichtbeginn-Kontrollen von Zuleitungen, Sensoren, Luftdruck und Steckverbinderverschleiß. TPM-Checkliste Sie trägt dazu bei, den “Normalzustand” zu standardisieren, sodass Abweichungen nicht dem individuellen Urteilsvermögen überlassen werden. Bei korrekter Anwendung verbessert die autonome Wartung die Zuverlässigkeit der Anlagen und ermöglicht es den Wartungstechnikern, sich auf anspruchsvollere Aufgaben zu konzentrieren.
Geplante Wartung
Geplante Wartung Die planmäßige Instandhaltung ist die Säule, die die Wartung von reaktiver Planung hin zu kontrollierten Eingriffen verlagert. Sie kombiniert zeit-, zustands- und nutzungsbasierte Aufgaben, sodass Anlagen gewartet werden, bevor ein Ausfall die Produktion unterbricht. Für das Management liegt der Schlüssel darin, die Wartungsintervalle an den tatsächlichen Ausfallmustern, der Verfügbarkeit von Ersatzteilen und den Produktionsfenstern auszurichten.
In einem Lebensmittel- und Getränkewerk kann die geplante Instandhaltung den planmäßigen Austausch von Dichtungen, die Überprüfung von Lagern und die Kalibrierung während Reinigungs- oder Umrüstzeiten umfassen. Dadurch werden Notstillstände an Hochgeschwindigkeitsanlagen reduziert, bei denen ein defektes Bauteil vorgelagerte und nachgelagerte Prozesse gleichzeitig zum Erliegen bringen kann. Mit zunehmender Reife der TPM-Implementierung wird die geplante Instandhaltung datenbasierter und weniger kalendergesteuert.
Gezielte Verbesserung
Gezielte Verbesserung Ziel ist die Beseitigung chronischer Verluste, die sich mit Standardverfahren allein nicht beheben lassen. Bereichsübergreifende Teams analysieren die Ursachen, um wiederkehrende Stillstände, Mikrostopps, Geschwindigkeitsverluste, Nacharbeiten und andere wiederkehrende Ineffizienzen zu beheben. Dieser Schwerpunkt liegt weniger auf großen Investitionsprojekten, sondern vielmehr auf der Beseitigung der kleinen, wiederkehrenden Ursachen für mangelhafte Leistung.
Ein Fertigungsbetrieb stellt beispielsweise fest, dass eine CNC-Zelle pro Schicht 25 Minuten verliert – nicht durch Ausfälle, sondern durch wiederholte Fehlausrichtungen von Sensoren und Verschmutzungen der Vorrichtung. Ein spezialisiertes Verbesserungsteam kann die Ursachen ermitteln, Gegenmaßnahmen testen und die Lösung für ähnliche Maschinen standardisieren. So funktioniert es. TPM verbindet sich direkt mit OEE Verbesserung, ohne jeden Verlust als Wartungsproblem zu behandeln.
Qualitätssicherung
Qualitätssicherung Die Anlagenbedingungen gewährleisten eine gleichbleibende Produktqualität und nicht nur eine maximale Maschinenverfügbarkeit. Die zentrale Frage lautet: Welche Anlagenbedingungen verursachen Fehler, Abweichungen oder Verunreinigungen, und wie lassen sich diese Bedingungen kontrollieren, bevor minderwertige Produkte entstehen? Dieser Aspekt ist besonders wichtig, wenn Prozessabweichungen subtil sind und Fehler zu spät entdeckt werden.
Beispielsweise können in einem Spritzgießprozess verschlissene Temperatursensoren oder ungleichmäßige Schließkräfte Maßabweichungen verursachen, lange bevor die Maschine tatsächlich ausfällt. Die Qualitätssicherung verknüpft den Maschinenzustand mit Fehlermustern und legt Inspektions- und Kontrollpunkte um diese Risiken herum fest. Dadurch ist dieser Aspekt in Branchen wie der Elektronik-, Kunststoff- und Präzisionsfertigung besonders relevant.
Frühes Gerätemanagement
Frühes Gerätemanagement gilt TPM Vorausschauendes Denken ist entscheidend, bevor eine neue Maschine morgen schon Wartungsprobleme bereitet. Dabei werden Erfahrungen mit bestehenden Anlagen genutzt, um die Geräteauswahl, das Anlagenlayout, die Wartungsfreundlichkeit, die Reinigungszugänglichkeit, die Ersatzteilstrategie und die Anlaufplanung zu optimieren. Für Werksleiter ist dieser Aspekt der Ausgangspunkt, an dem Wartungserfahrung in Investitionsentscheidungen einfließt.
Eine neue Verpackungsmaschine mag zwar auf dem Papier die Durchsatzziele erreichen, doch wenn Schmierstellen schwer zugänglich sind und der Umrüstvorgang mangelhaft ist, leidet die tägliche Produktion vom ersten Tag an. Ein frühzeitiges Anlagenmanagement beugt dem vor, indem Produktion, Instandhaltung, Entwicklung und Qualitätssicherung bereits vor der endgültigen Installation einbezogen werden. Langfristig reduziert dies Anlaufverluste und senkt die Lebenszykluskosten – nicht nur die Anschaffungskosten.
Ausbildung und Weiterbildung
Schulung und Weiterbildung bilden die Grundlage für alle anderen Säulen, denn TPM scheitert, wenn die Verantwortlichkeiten schneller wachsen als die Kompetenzen. Bediener müssen lernen, Störungen zu erkennen, Vorgesetzte müssen die Einhaltung von Standards vermitteln und Techniker benötigen fundiertere Diagnose- und Zuverlässigkeitskenntnisse. Effektive Schulungen sind rollenbasiert, kompetenzorientiert und an realen Anlagen und Schadensmustern ausgerichtet.
In einem typischen Produktionsbetrieb kann dies bedeuten, Bediener für die Durchführung bestimmter autonomer Wartungsaufgaben zu zertifizieren und gleichzeitig Techniker in Schwingungsanalyse oder Fehlermodusanalyse zu schulen. Die erfolgreichsten Betriebe betrachten Schulungen nicht als einmalige Veranstaltung, sondern integrieren sie in die Produktionsabläufe, Audits und Verbesserungsmaßnahmen. Dies ist einer der Gründe, warum die TPM-Implementierung an einer Produktionslinie oft erfolgreich ist, an einer anderen jedoch mit denselben Anlagen scheitert.
Sicherheit, Gesundheit und Umwelt
Die Säule Sicherheit, Gesundheit und Umwelt macht einen sicheren Betrieb zu einer festen Voraussetzung für die Pflege von Anlagen, die Instandhaltung und die Prozessoptimierung. In der Praxis bedeutet dies, Gefahren bei Reinigung, Inspektion, Zugang, Einrichtung und Reparatur zu identifizieren und diese anschließend durch Konstruktionsmaßnahmen zu vermeiden oder mithilfe klarer Standards zu kontrollieren. Eine Maschine, die sich nur schwer sicher reinigen oder ordnungsgemäß inspizieren lässt, führt unweigerlich zu Wartungs- und Sicherheitsproblemen.
In einer Getränkeabfüllanlage beispielsweise stellen nasse Böden, der Kontakt mit Chemikalien und der Zugang zur Produktionslinie bei Störungen routinemäßige Risikofaktoren dar. TPM-Aktivitäten müssen die Einhaltung der Lockout-Tagout-Verfahren, sichere Reinigungsverfahren, gesicherte Zugänge und ergonomische Wartungsarbeiten umfassen. Diese Säule sollte nicht parallel zu den TPM-Arbeiten verlaufen, sondern die Gestaltung jeder einzelnen TPM-Routine maßgeblich prägen.
Office TPM
TPM im Büro erweitert die Verlustreduzierung über die Fertigung hinaus auf Planung, Einkauf, Terminplanung, Dokumentation und Supportprozesse. Viele anlagenbedingte Verluste entstehen oder werden durch langsame Genehmigungen, fehlende Teile, unklare Arbeitsaufträge oder mangelhafte Stammdaten verursacht oder verlängert. Diese Säule trägt dazu bei, administrative Verzögerungen zu beseitigen, die die Instandhaltungsdurchführung und die Produktionsstabilität beeinträchtigen.
Eine Elektronikfabrik verfügt möglicherweise über qualifizierte Techniker, die sofort einsatzbereit sind, doch wiederholt kommt es zu Stillstandszeiten, weil die Genehmigung von Ersatzteilanforderungen zwei Tage dauert oder die Stücklisten fehlerhaft sind. TPM im Büro geht diese Prozessfehler mit der gleichen Disziplin an wie in der Produktion. Für Betriebsleiter ist dies oft der entscheidende Unterschied zwischen einem einzelnen TPM-Erfolg und einer unternehmensweiten, konsistenten Umsetzung.
Zusammengenommen verleihen diese acht Säulen der Struktur TPM Die Implementierung erfolgt, ohne dabei in eine starre Checklistenübung zu verfallen. Sie verdeutlichen, wie die Teams aus Bedienern, Instandhaltern, Ingenieuren, Qualitätssicherung und Verwaltung jeweils zur Zuverlässigkeit und Leistung der Anlagen beitragen. Die Säulen entfalten ihren Wert erst, wenn sie zur täglichen Routine werden – und genau hier beginnt die TPM-Implementierung.

Wie die TPM-Implementierung eine Fabrik von reaktiver Instandhaltung zu täglicher Disziplin führt
Beginnen Sie mit dem Engagement der Führungsebene und einem eng gefassten Pilotprojekt.
TPM Die Implementierung scheitert in der Regel, wenn Werke sie als Instandhaltungsmaßnahme statt als Umstellung des Betriebssystems angehen. Die Werksleitung muss klare Erwartungen formulieren: Die Bediener sind für die grundlegende Instandhaltung der Anlagen verantwortlich, die Vorgesetzten setzen die täglichen Abläufe durch, und die Instandhaltungstechniker widmen sich verstärkt geplanten Arbeiten anstatt ständigen Störungen. Dieses Engagement ist entscheidend, denn ausgereifte TPM-Produktionsumgebungen verbessern sich nicht durch Poster oder Kick-off-Meetings, sondern durch klare Rollenverteilung, effiziente Zeiteinteilung und konsequente Überprüfung.
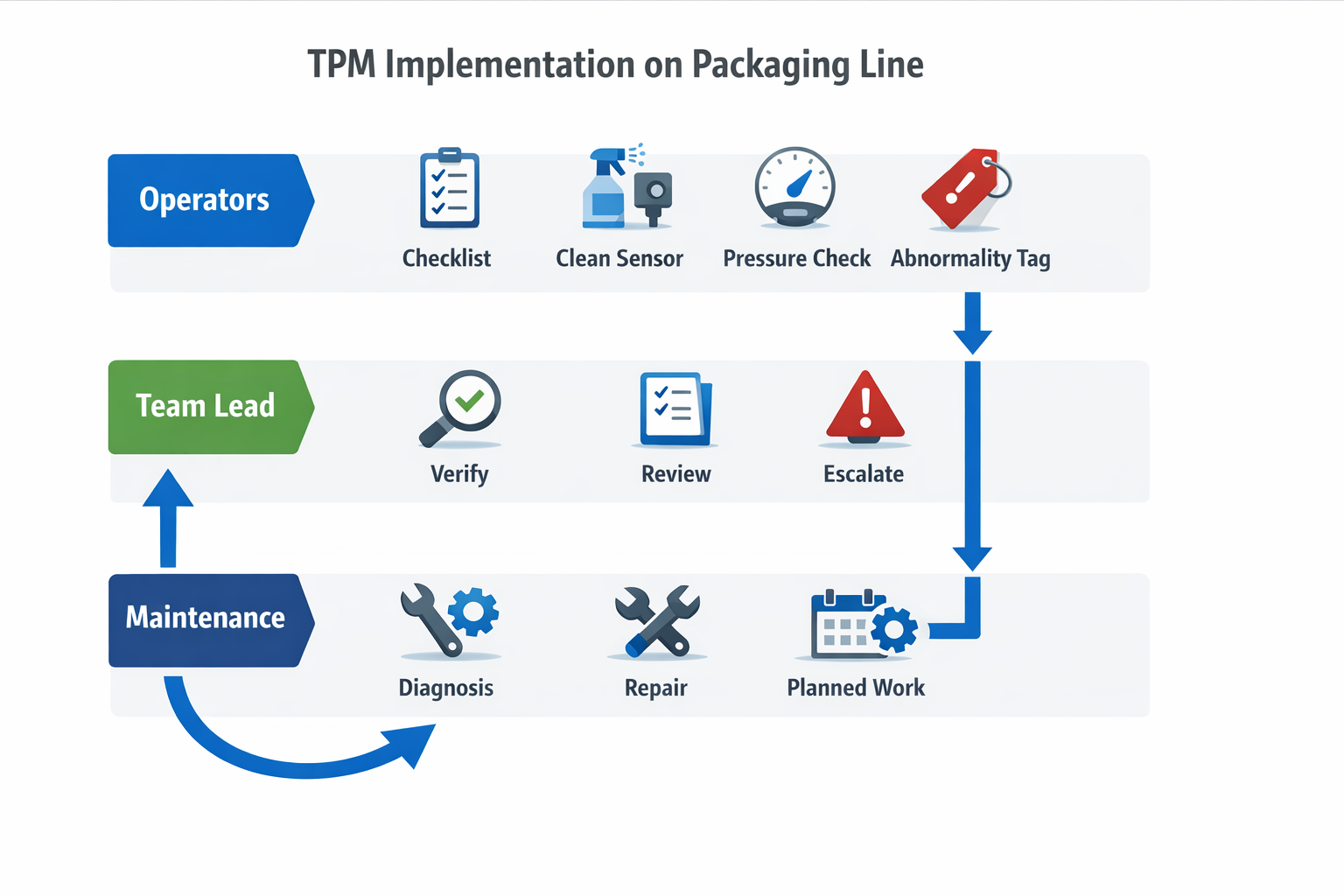
Ein praktischer Einstieg ist die Pilotlinie, nicht die gesamte Anlage. In einem Lebensmittel- und Getränkehersteller bietet sich oft eine Verpackungslinie an, da Ausfallzeiten sichtbar sind, Umrüstungen häufig erfolgen und selbst kleinere Stillstände die Tagesproduktion direkt beeinträchtigen. Angenommen, ein Snackhersteller wählt seine Beutelverpackungslinie, nachdem er festgestellt hat, dass diese … 28% Trotz der Tatsache, dass es sich nur um eine von sechs Produktionslinien handelt, kommt es zu wöchentlichen Ausfallzeiten. Das macht es spezifisch genug, um es zu steuern, und wichtig genug, um seinen Wert schnell unter Beweis zu stellen.
Ermitteln Sie die aktuellen Verluste, bevor Sie neue Abläufe entwerfen.
Bevor TPM-Checklisten erstellt oder neue Aufgaben zugewiesen werden, benötigt das Team einen faktischen Überblick darüber, wie die Linie Zeitverluste verursacht. Für die Verpackungslinie überprüfen Werksleiter, Produktionsleiter und Instandhaltungsleiter die Aufzeichnungen der letzten drei Monate und bestätigen vier wiederkehrende Probleme: Probleme mit dem Folientransport, Temperaturdrift beim Versiegeln, Sensorverschmutzung und ungeplante Stillstände im Förderbandübergabebereich. Dieser Schritt verknüpft die TPM-Implementierung mit tatsächlichen Verlusten, nicht mit Annahmen.
Das Team sollte diese Fehler in einfache, für alle Mitarbeiter in der Produktion verständliche Betriebskategorien übersetzen. Beispielsweise kann die Produktionslinie wöchentlich 6,5 Stunden durch kleinere Stillstände und 4 Stunden durch Ausfälle verlieren, während die Ausschussquote nach kurzen Unterbrechungen und Neustarts sprunghaft ansteigt. Diese Basisdaten dienen dem Werk als Ausgangspunkt für die Verbesserung der Anlagenzuverlässigkeit und helfen den Vorgesetzten, die Wirksamkeit der neuen Abläufe zu beurteilen.
Definieren Sie klare Verantwortlichkeiten für jede Schicht.
Eine der wichtigsten Brücken von der reaktiven Instandhaltung zur täglichen Disziplin ist Rollendefinition. Die Bediener sollten nicht im allgemeinen Sinne mit Wartungsarbeiten beauftragt werden; ihnen sollten spezifische, selbstständige Wartungsaufgaben zugewiesen werden, wie z. B. die Reinigung von Sensorlinsen, die Überprüfung des Luftdrucks, die Kontrolle lockerer Befestigungselemente, die Überprüfung der Schmierstellen und die Kennzeichnung von Auffälligkeiten. Die Wartungstechniker bleiben für die technische Diagnose, Reparaturen, zustandsorientierte Prüfungen und vorbeugende Maßnahmen verantwortlich, die Werkzeuge, Ersatzteile oder Fachkenntnisse erfordern.
An der Verpackungslinie teilt der Vorgesetzte die Verantwortlichkeiten in drei Ebenen auf. Die Maschinenbediener führen die Kontrollen zu Schichtbeginn und -ende durch, die Teamleiter überprüfen die Fertigstellung und melden Abweichungen, und die Instandhaltungstechniker bearbeiten die gekennzeichneten Probleme nach Priorität. Diese klare Rollentrennung ist die Grundlage für die praktische Umsetzung der TPM-Prinzipien: Jede Aufgabe wird dem passenden Qualifikationsniveau zugeordnet, anstatt zwischen Abteilungen hin- und hergeschoben zu werden.
Starten Sie die autonome Wartung mit einfachen, transparenten Standards
Die autonome Instandhaltung sollte mit den Grundlagen beginnen: Reinigen, Prüfen, Festziehen, Schmieren und frühzeitiges Erkennen von Störungen. An der Pilotverpackungslinie erstellt das Team für jede Schicht eine kurze TPM-Checkliste, die Siegelbacken, Folienwalzen, Lichtschranken, Druckregler, Not-Aus-Schalter und Förderbandschutzvorrichtungen umfasst. Die Checkliste beschränkt sich bewusst auf Punkte, die die Bediener selbst überprüfen können. 10 bis 15 Minuten ohne den Startvorgang zu verlangsamen oder die Sicherheit zu beeinträchtigen.
In den ersten Wochen sollte der Fokus weniger auf der fehlerfreien Einhaltung der Vorschriften liegen, sondern vielmehr darauf, Abweichungen sichtbar zu machen. Während der Reinigung bemerkt ein Bediener Produktstaubablagerungen an einer Sensorhalterung, ein anderer findet eine lockere Führungsschienenschraube und ein dritter meldet ungleichmäßigen Druck am pneumatischen Förderer. Anstatt diese Fehler als Einzelfälle zu behandeln, kennzeichnet das Team jeden einzelnen, protokolliert den Ort des Auftretens und hält fest, ob er sofort behoben werden kann oder Wartungsunterstützung erfordert.
Hier befinden sich viele TPM-Implementierung Die Bemühungen kommen entweder in Gang oder scheitern. Wenn Bediener Auffälligkeiten melden und niemand reagiert, verkommt das System schnell zu einem reinen Verwaltungsaufwand. Wenn Vorgesetzte die Ergebnisse in jeder Schicht überprüfen und die Instandhaltung die Maßnahmen innerhalb vereinbarter Zeitfenster abschließt, erkennen die Bediener die autonome Instandhaltung als echte Kontrolle über den Anlagenzustand und nicht als zusätzlichen Verwaltungsaufwand.
Die geplante Instandhaltung stärken, um die Brandbekämpfung zu reduzieren
Autonome Instandhaltung allein reicht nicht aus, um eine Produktionslinie zu stabilisieren, wenn die Instandhaltungsplanung mangelhaft ist. Sobald wiederkehrende Probleme der Verpackungslinie erkennbar sind, nutzt das Instandhaltungsteam diese Daten, um die geplanten Wartungsintervalle für besonders ausfallgefährdete Bereiche wie Dichtungen, Lager im Förderband und staubbelastete pneumatische Komponenten zu verkürzen. Ziel ist es nicht, mehr Arbeit um ihrer selbst willen einzuplanen, sondern den Aufwand von Notfallreparaturen auf die geplante Instandhaltung auf Basis bekannter Ausfallmuster umzuleiten.
Ein Team stellte beispielsweise fest, dass eine fehlerhafte Ausrichtung der Dichtungsbacken innerhalb eines Monats drei Produktionsstillstände verursacht hatte, alle nach längeren Produktionsläufen. Daraufhin führten sie wöchentliche Ausrichtungskontrollen und geplante Austauschintervalle für Verschleißteile während der vorgesehenen Stillstandszeiten ein. Langfristig reduziert diese Maßnahme die Anzahl der Störungsmeldungen und gibt den Technikern mehr Kapazität für die Ursachenforschung. Dies ist unerlässlich, damit die TPM-Fertigung zum Standard wird und nicht nur eine vorübergehende Maßnahme zur Fehlerbehebung bleibt.
Etablieren Sie einen Eskalationsprozess zwischen Bedienern, Vorgesetzten und der Instandhaltung.
Tägliche Disziplin erfordert eine schnelle und vorhersehbare Eskalation. An der Verpackungslinie werden Abweichungen in drei Kategorien eingeteilt: sofortige Korrektur, Überwachung oder Eskalation. Ein verschmutzter Sensor kann vom Bediener gereinigt und erneut geprüft werden. Wiederholte Sensorverschmutzungen werden jedoch dem Vorgesetzten zur Überprüfung vorgelegt, während instabiler Luftdruck oder wiederholte Dichtungsfehler direkt an die Instandhaltung weitergeleitet werden, da sie die Produktionsleistung und Produktqualität beeinträchtigen.
Diese Struktur trägt dazu bei, dass jede Rolle klar und deutlich agiert. Die Bediener identifizieren und beheben das Problem, die Vorgesetzten entscheiden, ob die Produktion sicher fortgesetzt werden kann, und die Instandhaltungstechniker priorisieren die Eingriffe anhand der Auswirkungen auf die Produktion und der Häufigkeit des Auftretens. Werke, die dies erfolgreich umsetzen, verzeichnen oft eine messbare Veränderung im Instandhaltungsmix: In vielen Fabriken kann die reaktive Instandhaltung den Großteil der Instandhaltungskosten decken. 50% zu 80% Der Wartungsaufwand ist begrenzt, solange sich die Disziplin nicht verbessert, sodass wenig Raum für vorbeugende Maßnahmen bleibt.
Überprüfen Sie die Ergebnisse regelmäßig und standardisieren Sie bewährte Vorgehensweisen.
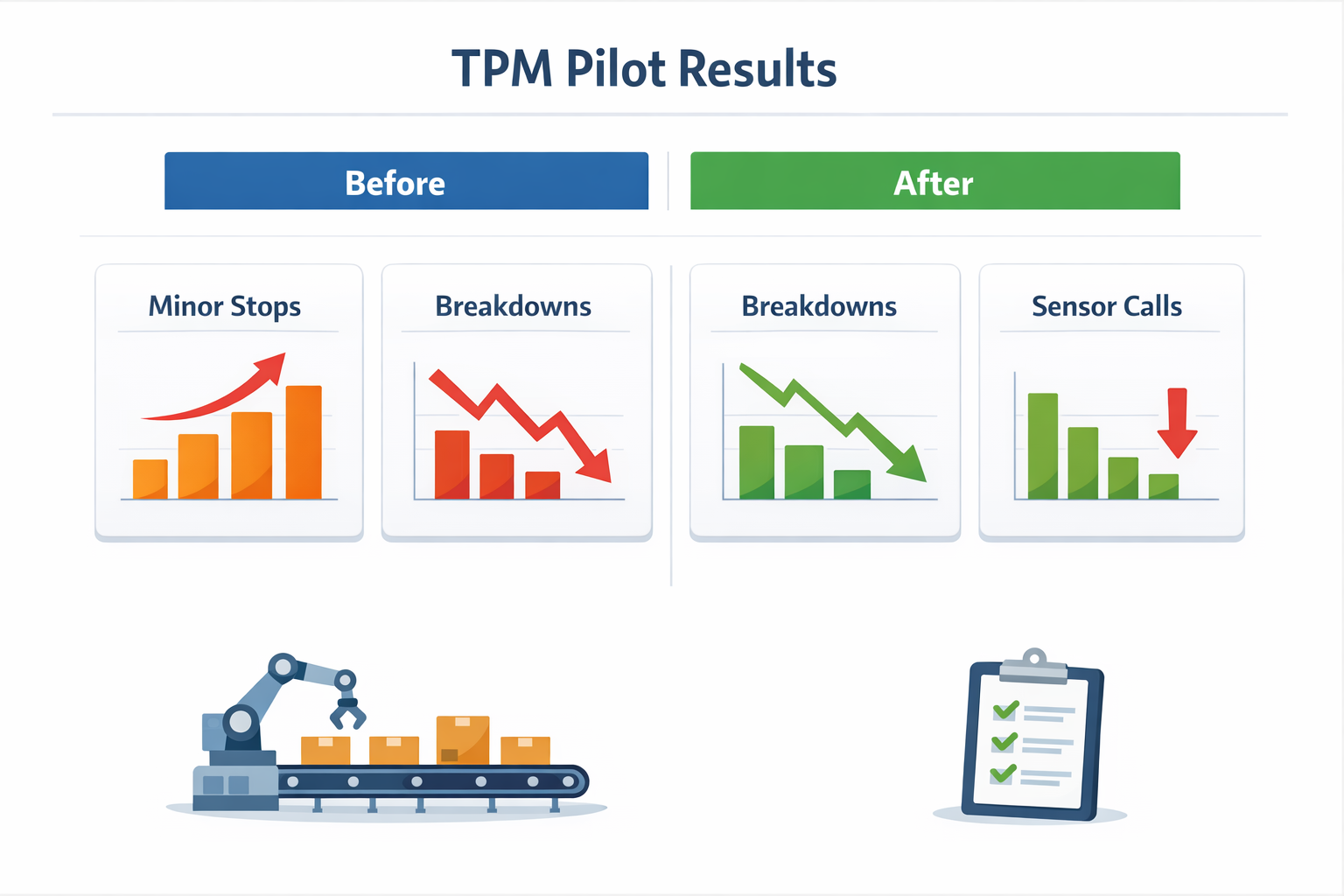
Eine Pilotlinie sollte anfangs wöchentlich anhand weniger Kennzahlen überprüft werden. Für die Verpackungslinie erfasst das Team kleinere Stillstände, Ausfallzeiten, die mittlere Zeit zwischen Ausfällen, die Checklisten-Abarbeitungsrate und wiederkehrende Störungen pro Anlagenteil. Diese Überprüfungsfrequenz hilft dem Werk zu entscheiden, ob die Routinen tatsächlich Verluste reduzieren oder lediglich mehr Datensätze generieren.
Nach acht Wochen zeigt die Linie eine erste Verbesserung: Die geringfügige Stoppzeit verringert sich um 18%, die Ausfallzeit sinkt um 22%, Die Anzahl wiederkehrender Anrufe im Zusammenhang mit Sensoren hat sich nahezu halbiert, da Reinigungsintervalle und Halterungsprüfung standardisiert wurden. Ebenso wichtig ist, dass das Wartungsteam weniger unangekündigte Eingriffe während der Produktionsspitzen meldet. In dieser Phase kann das Pilotprojekt verfeinert und auf eine zweite Produktionslinie ausgeweitet werden. Dabei werden die TPM-Checkliste, die Eskalationsregeln und die Auslöser für geplante Wartungsarbeiten auf Basis der Erkenntnisse aus der ersten Produktionslinie aktualisiert.
Wie man TPM-Workflows mit Jodoo digitalisiert
Sobald Ihr TPM Ist die Strategie auf dem Papier definiert, besteht die nächste Herausforderung in der konsequenten Umsetzung. Viele Betriebe haben in dieser Phase Schwierigkeiten: Bediener führen autonome Wartungsprüfungen auf Papier durch, Vorgesetzte suchen nach fehlenden Aufzeichnungen, und die Wartungsteams erhalten Störungsmeldungen zu spät oder mit zu wenigen Details, um reagieren zu können. Eine digitale Workflow-Ebene hilft, diese Lücke zu schließen, indem sie die Erfassung, Eskalation und Überprüfung von TPM-Aktivitäten standardisiert.
Jodoo Diese flexible No-Code-Plattform erfüllt die Anforderungen an die Digitalisierung von TPM-Fertigungsprozessen, insbesondere dort, wo Fabriken eine bessere Datenerfassung an der Basis und eine funktionsübergreifende Nachverfolgung ohne aufwendiges Softwareprojekt wünschen. Sie ist nicht als umfassendes CMMS für detaillierte Ersatzteilplanung oder fortgeschrittene Anlagenbuchhaltung konzipiert. Vielmehr eignet sie sich hervorragend als operative Ebene für die Ausführung von TPM-Checklisten, die Meldung von Abweichungen, die Übergabe von Arbeitsaufträgen und die Überwachung der Anlagenzuverlässigkeit in Produktion und Instandhaltung.
Tägliche TPM-Prüfungen direkt an der Quelle digitalisieren
In vielen Anlagen ist der schwächste Punkt der gesamten produktiven Instandhaltung nicht der Standard selbst, sondern die Disziplin bei der täglichen Umsetzung. Jodoo, Teams können papierbasierte, automatisierte Wartungsroutinen in mobile Formulare umwandeln, die die Bediener direkt an der Maschine ausfüllen. Diese Formulare enthalten Pflichtfelder für Reinigung, Inspektion, Schmierung, Drehmomentprüfungen, Fotos und Anmerkungen. Dadurch wird die Einhaltung standardisierter Arbeitsabläufe über Schichten hinweg erleichtert und das häufige Problem unvollständiger oder unleserlicher Aufzeichnungen reduziert.
Da die Formulare konfigurierbar sind, lässt sich die TPM-Checkliste individuell an Anlage, Linie, Produktfamilie oder Schichtbedingungen anpassen. Eine Verpackungslinie erfordert möglicherweise die Überprüfung der Siegelnahttemperatur und die Reinigung der Sensoren, während sich eine SMT-Linie eher auf den Zustand der Zuführung, die Düsenreinheit und die Luftdruckstabilität konzentriert. Dies ist wichtig, da die Säulen der Total Productive Maintenance (TPM) nur dann funktionieren, wenn die täglichen Abläufe die tatsächlichen Ausfallarten der Anlagen widerspiegeln und nicht eine generische Checkliste, die im gesamten Werk kopiert wird.
Routenanomalien, bevor sie zu Pannen führen
Ein digitaler Scheck ist nur dann sinnvoll, wenn er bei einem Fehler eine Reaktion auslöst. Jodoo Störungen können automatisch anhand der Art des Problems, der Kritikalität der Maschine oder des Schweregrades weitergeleitet werden, sodass beispielsweise eine lockere Schutzvorrichtung, ein Ölleck, ein wiederkehrender Alarm oder ein Anstieg der Vibrationen nicht in einem Notizbuch oder Schichtprotokoll unentdeckt bleiben. Bediener können Störungen mit Fotos, Zeitstempeln und Maschinen-IDs melden, und der Workflow benachrichtigt umgehend den zuständigen Wartungstechniker oder Vorgesetzten.
Dies ist besonders an der Schnittstelle zwischen autonomer und geplanter Instandhaltung hilfreich. Bediener können grundlegende Reinigungs-, Inspektions- und Nachzieharbeiten durchführen, sollten aber nicht selbst entscheiden müssen, ob ein wiederkehrendes Problem mit der Lagertemperatur Schmierung, Ausrichtung oder einen planmäßigen Eingriff erfordert. Ein strukturierter Eskalationsprozess hilft Produktions- und Instandhaltungsteams, Sofortreparaturen von Arbeiten zu trennen, die den nächsten Stillstand einleiten. Dies ist entscheidend für die Verbesserung der Anlagenzuverlässigkeit ohne unnötige Stillstände.
Verknüpfung von TPM-Ergebnissen mit Wartungsaufträgen
In vielen Fabriken sind TPM-Daten und Instandhaltungsmaßnahmen voneinander getrennt. Ein Team füllt Checklisten aus, ein anderes kümmert sich um Reparaturen, und niemand hat einen klaren Überblick darüber, ob wiederkehrende Störungen tatsächlich behoben werden. Jodoo hilft, diese Lücke zu schließen, indem Inspektionsergebnisse und Meldungen von Abweichungen mit Wartungsaufträgen, Genehmigungen, Statusaktualisierungen und Abschlussdatensätzen in einem zusammenhängenden Arbeitsablauf verknüpft werden.

Meldet beispielsweise ein Bediener wiederholtes Durchrutschen der Förderkette, kann das System automatisch eine Wartungsaufgabe erstellen, diese dem zuständigen Techniker zuweisen und nachverfolgen, ob das Problem vorübergehend behoben oder vollständig beseitigt wurde. Vorgesetzte können zudem Regelungsregeln für die Genehmigung von Stillstandszeiten, Ersatzteilanforderungen oder die Überprüfung durch die Techniker hinzufügen, wenn ein Problem über den Umfang der routinemäßigen Wartung hinausgeht. Diese Vernetzung unterstützt die Implementierung von TPM, da sie Beobachtungen in der Fertigung in nachvollziehbare Maßnahmen umwandelt, anstatt sie als isolierte Berichte zu speichern.
Verfolgung und Geräteleistung in Echtzeit
Eine häufige Schwäche von TPM ist nicht mangelnde Aktivität, sondern mangelnde Transparenz. Teams führen zwar Inspektionen durch und erstellen Arbeitsaufträge, haben aber dennoch Schwierigkeiten, überfällige Maßnahmen, wiederholte Ausfälle oder die Maschinen mit dem höchsten Störungsaufkommen zu erkennen. Jodoo Mithilfe von Dashboards können Produktions- und Instandhaltungsmanager in Echtzeit die Erfüllungsquoten für TPM-Checklisten, offene Abweichungen pro Linie, Reaktionszeiten, überfällige Aufgaben und wiederkehrende Problemkategorien überwachen.
Diese Transparenz hilft Managern zu überprüfen, ob die Säulen der Total Productive Maintenance (TPM) im täglichen Betrieb tatsächlich umgesetzt werden. Weist eine Produktionslinie beispielsweise eine hohe Erfüllungsquote der Checkliste 98% auf, zeigt aber dennoch wiederholt Kontaminationsprobleme oder kleinere Stillstände. Das Problem liegt möglicherweise eher in der Qualität der Checkliste, den Fähigkeiten der Bediener oder in einer mangelhaften Disziplin bei der Durchführung von Abschlussarbeiten als in der reinen Einhaltung der Vorgaben. In der Praxis ermöglicht die digitale Nachverfolgung faktenbasiertere TPM-Überprüfungen und reduziert den Zeitaufwand für die manuelle Datenerfassung durch die Vorgesetzten vor den täglichen oder wöchentlichen Besprechungen.
Ein praktisches Beispiel aus einer Elektronikfabrik
Ein Elektronikwerk nutzte Jodoo, um die papierbasierten, automatisierten Wartungsprüfungen an SMT-Anlagen und Maschinen zur Endmontage zu ersetzen. Die Bediener führten zu Beginn jeder Schicht mobile Inspektionen durch, darunter Fotos zur Überprüfung der Sauberkeit der Zuführungen, Luftdruckmessungen und Geräuschprüfungen. Bei Auffälligkeiten wurden automatisch Benachrichtigungen an das Wartungsteam gesendet. Der Produktionsleiter konnte anschließend über ein Live-Dashboard überfällige Maßnahmen, wiederkehrende Störungen pro Maschine und die am häufigsten die Produktion beeinträchtigenden Probleme einsehen.
Diese Konfiguration ist wertvoll, da sie die TPM-Implementierung unterstützt, ohne dass das Werk gezwungen ist, alle Instandhaltungssysteme gleichzeitig neu zu gestalten. Das Werk behielt seine bestehenden Instandhaltungsplanungsinstrumente für eine umfassendere Anlagensteuerung bei und nutzte gleichzeitig Jodoo Als Ausführungsebene für das Reporting, die Eskalation und die kontinuierliche Verbesserung an der Basis. Für Betriebe, die wichtige TPM-Routinen noch auf Papier oder in Tabellenkalkulationen durchführen, ist dies oft der praktikablere Weg zu höherer Anlagenzuverlässigkeit und schnellerer Umsetzung.
Fazit: Ein zuverlässigeres TPM-System aufbauen
Totale produktive Instandhaltung TPM funktioniert, wenn es als Betriebssystem für Zuverlässigkeit und nicht nur als Wartungsprogramm betrachtet wird. Fabriken erzielen Ergebnisse, wenn die Säulen von TPM in klare Tagesabläufe umgesetzt werden, Bediener und Techniker definierte Rollen erfüllen und Führungskräfte Verluste, Abweichungen und Folgemaßnahmen regelmäßig überprüfen. Dadurch wird TPM von einer Initiative zu einer nachhaltigen Betriebspraxis.
Das praktische Ziel ist klar: weniger Ausfälle, geringere Qualitätsverluste, sicherere Anlagennutzung und langfristig höhere Gesamtanlageneffektivität (OEE). Diese Ergebnisse hängen jedoch von der Qualität der Umsetzung in der Fertigung ab. Wenn Inspektionen nur auf Papier erfolgen, Abweichungen nicht erfasst werden und die Übergabe von Arbeitsaufträgen per Telefon oder Chat erfolgt, verliert TPM schnell an Dynamik.
Als No-Code-Plattform für schlanke Fertigung, Jodoo Unterstützt diese Ausführungsebene, indem es Fabriken hilft, TPM-Checklisten, autonome Wartungsinspektionen, Störungsmeldungen, Wartungsübergaben und die Zuverlässigkeitsüberwachung von Anlagen ohne aufwändige individuelle Entwicklung zu digitalisieren. Dadurch wird es einfacher, Abläufe linienübergreifend zu standardisieren, überfällige Maßnahmen zu überwachen und kontinuierliche Verbesserungen durch Echtzeit-Transparenz zu gewährleisten.
Wenn Sie TPM einfacher skalieren und verwalten möchten, können Sie Kostenlose Testversion starten oder Demo buchen mit Jodoo.
