
Pendahuluan: Mengapa Bagan Pareto Penting dalam Kualitas Manufaktur
Di sebagian besar pabrik, masalahnya bukanlah kurangnya data. Terlalu banyak kode cacat, terlalu banyak alasan waktu henti, dan terlalu banyak masalah pengerjaan ulang yang bersaing untuk waktu perbaikan yang terbatas. Studi di seluruh operasi dan manajemen kualitas sering menunjukkan bahwa sejumlah kecil penyebab mendorong sebagian besar kerugian, dan itulah sebabnya mengapa Bagan Pareto tetap menjadi salah satu alat paling praktis di lantai pabrik.
Bagi seorang manajer mutu atau pemimpin pabrik, nilainya sederhana: alih-alih memperdebatkan 20 kemungkinan masalah, Anda dapat melihat beberapa masalah mana yang menyebabkan sebagian besar produk cacat, keluhan, atau gangguan produksi. Itulah kegunaan sebenarnya dari aturan 80/20 dalam kualitas manufaktur. Ini bukanlah rumus yang kaku, tetapi cara untuk memfokuskan tindakan korektif di tempat yang akan memberikan hasil operasional tercepat.
Artikel ini menjelaskan bagaimana sebuah Bagan Pareto Anda akan mempelajari cara kerja analisis Pareto, cara membangunnya dengan benar dari data produksi, dan cara menafsirkannya tanpa terj陷入 kesalahan analisis umum. Anda juga akan melihat bagaimana tim menggunakan analisis Pareto dalam manufaktur di luar penghitungan cacat, termasuk waktu henti, pengerjaan ulang, dan masalah pemasok, sehingga Anda dapat mengubah analisis cacat kualitas menjadi daftar prioritas peningkatan yang jelas.
Apa yang Ditunjukkan oleh Bagan Pareto dan Bagaimana Aturan 80/20 Bekerja di Lantai Produksi
Dua Bagian dari Diagram Pareto
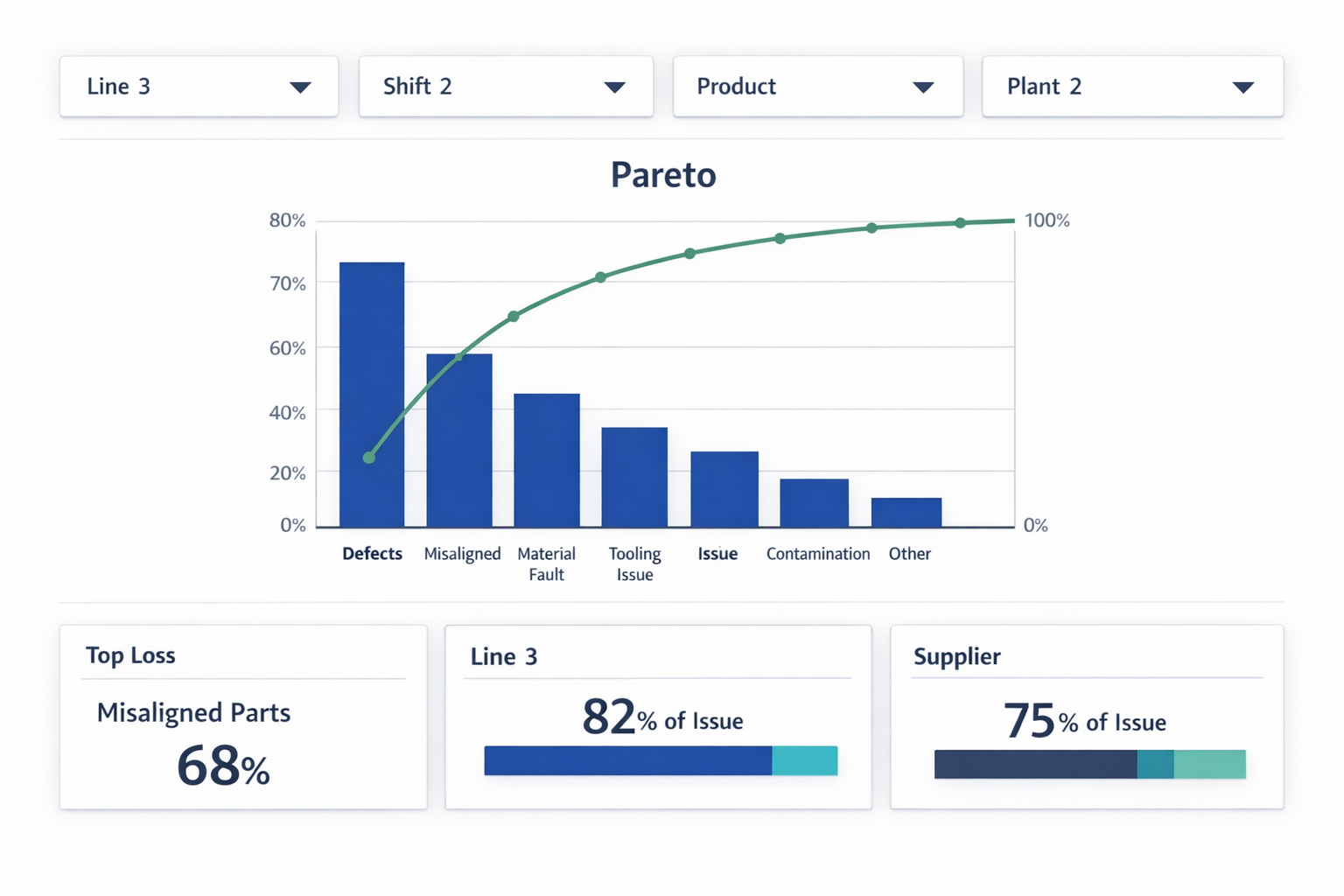
A Bagan Pareto Menggabungkan dua tampilan dalam satu visual. Batang menunjukkan seberapa sering setiap masalah terjadi, diurutkan dari tertinggi ke terendah, sementara garis menunjukkan pangsa kumulatif dari total masalah saat Anda bergerak dari kiri ke kanan. Tata letak ini memudahkan untuk melihat beberapa kategori mana yang menyumbang sebagian besar kerugian, alih-alih memperlakukan setiap masalah sebagai sama pentingnya.
Dalam bidang manufaktur, kategori-kategori tersebut dapat mewakili jenis cacat, alasan barang rusak, penyebab waktu henti produksi, pendorong pengerjaan ulang, atau bahkan ketidaksesuaian pemasok. Seorang manajer kualitas mungkin menggunakan bagan Pareto cacat untuk memberi peringkat jembatan solder, kegagalan dimensi, dan kesalahan pengemasan berdasarkan frekuensi. Seorang manajer produksi mungkin menggunakan logika yang sama untuk memberi peringkat penghentian mesin seperti kerusakan sensor, kemacetan material, dan penundaan pergantian.
Bagaimana Tim Menemukan “Beberapa Orang yang Sangat Penting”
Nilai praktis dari sebuah Bagan Pareto Bukan hanya grafik batangnya saja, tetapi juga pola yang ditunjukkannya. Ketika tiga atau empat kategori pertama menyumbang sebagian besar total, Anda telah mengidentifikasi "“beberapa yang penting” penyebab yang membutuhkan perhatian segera. Kategori lainnya tetap penting, tetapi biasanya tidak membutuhkan sumber daya yang sama pada siklus perbaikan pertama.
Di sinilah analisis Pareto dalam manufaktur menjadi berguna untuk pengambilan keputusan sehari-hari. Jika satu sel permesinan menunjukkan bahwa cacat berupa gerinda, keausan alat, dan ketidaksejajaran perlengkapan menyumbang 78% dari ketidaksesuaian, tim memiliki titik awal yang jelas untuk analisis cacat kualitas. Alih-alih meluncurkan enam tindakan yang terpisah, mereka dapat memfokuskan pemeliharaan, pemeriksaan proses, dan pelatihan ulang operator pada kontributor terbesar terlebih dahulu.
Apa Arti Sebenarnya dari Aturan 80/20 dalam Manufaktur?
Aturan 80/20 dalam manufaktur adalah sebuah prinsip prioritas, Ini bukan rumus yang kaku. Di pabrik sebenarnya, polanya mungkin 70/30, 85/15, atau 65/20 tergantung pada proses, campuran produk, dan kualitas data. Intinya bukan untuk memaksa angka-angka tersebut sama dengan 80 dan 20, tetapi untuk mengidentifikasi sejumlah kecil penyebab yang menciptakan dampak yang tidak proporsional.
Perbedaan itu penting di lantai produksi. Misalnya, pabrik pengepresan mungkin menemukan bahwa dua penyebab barang rusak menghasilkan total biaya barang rusak sebesar 68%, sedangkan di jalur perakitan, empat kategori cacat dapat menghasilkan 82% dari semua tiket pengerjaan ulang. Keduanya merupakan contoh bagan Pareto yang valid karena bagan tersebut membantu tim untuk menentukan apa yang harus diperbaiki terlebih dahulu, bukan membuktikan hukum matematika.
Di mana Analisis Pareto Berperan dalam Operasi Pabrik
Analisis Pareto sering dikaitkan dengan cacat produksi, tetapi penggunaannya jauh lebih luas. Dalam analisis waktu henti produksi, batang grafik dapat mewakili penyebab kerusakan, dan garis kumulatif menunjukkan penghentian mana yang paling banyak menghabiskan waktu produksi yang tersedia. Dalam analisis pengerjaan ulang, grafik dapat mengungkapkan bahwa sejumlah kecil kesalahan perakitan yang berulang menyebabkan sebagian besar jam kerja yang dihabiskan untuk perbaikan.
Bagi para pemimpin pabrik, hal ini membuat bagan Pareto berguna di berbagai rutinitas peninjauan. Bagan ini dapat mendukung rapat kualitas mingguan, tinjauan kerugian produksi harian, diskusi kinerja pemasok, dan proyek peningkatan berkelanjutan. Ketika logika yang sama diterapkan secara konsisten, tim dapat membandingkan prioritas berdasarkan lini produksi, shift, kelompok produk, atau periode waktu sebelum wawasan tersebut digabungkan ke dalam dasbor kualitas manufaktur yang lebih luas.
Apa yang Tidak Diberitahukan oleh Bagan Pareto
A Bagan Pareto Ini menunjukkan konsentrasi masalah, bukan akar penyebabnya. Ini memberi tahu Anda di mana masalah terbesar berada, tetapi tidak menjelaskan mengapa masalah itu terjadi atau tindakan korektif mana yang paling efektif. Itulah mengapa tim berkinerja tinggi menggunakannya sebagai... alat penyaringan sebelum beralih ke analisis yang lebih mendalam seperti lembar periksa, 5 Why, diagram tulang ikan, atau verifikasi proses.
Selain itu, grafik ini juga tidak mengukur tingkat keparahan kecuali jika Anda membangun kategori berdasarkan dampak, bukan sekadar penghitungan. Cacat dengan frekuensi rendah namun berisiko tinggi bagi pelanggan tetap memerlukan tindakan mendesak, meskipun muncul di sisi kanan grafik. Dalam praktiknya, grafik ini membantu Anda memprioritaskan percakapan pertama; grafik ini tidak menggantikan pertimbangan teknis.
Contoh Bagan Pareto: Cara Membuatnya untuk Analisis Cacat
Langkah 1: Kumpulkan Data Cacat dari Satu Jendela Proses yang Stabil
Gunakan satu skenario produksi yang konsisten Jadi, angka-angka itu memiliki makna. Misalnya, anggaplah jalur perakitan elektronik mencatat semua cacat inspeksi akhir untuk 1.000 unit PCB selama satu minggu di Jalur 3. Tim mencatat setiap cacat berdasarkan kode alasan standar: jembatan solder, komponen hilang, label salah, goresan kosmetik, dan pin bengkok.
Kuncinya pada tahap ini adalah konsistensi, Bukan soal kompleksitas. Jika satu inspektur menulis "solder buruk" dan inspektur lain menulis "korsleting solder," analisis cacat kualitas Anda akan membagi masalah yang sama menjadi dua kategori yang lebih kecil dan melemahkan hasilnya. Lembar periksa sederhana atau formulir inspeksi digital biasanya sudah cukup, selama setiap cacat dicatat dengan cara yang sama.
Langkah 2: Tetapkan Kategori Cacat yang Jelas Sebelum Menghitung
Untuk suatu cacat Bagan Pareto, kategori harus menjelaskan jenis cacat, bukan penyebab yang dicurigai. Dalam contoh ini, "komponen hilang" adalah kategori yang valid, tetapi "kesalahan operator" tidak, karena langsung melompat ke akar penyebab sebelum tim memverifikasi apa pun. Jaga agar kategori tetap dapat diamati dan saling eksklusif sehingga inspektur dapat mengklasifikasikan cacat dengan cepat di lantai produksi.
Setelah satu minggu, tim tersebut memiliki jumlah mentah sebagai berikut: jembatan solder 38, komponen hilang 27, label salah 14, goresan kosmetik 11, dan pin bengkok 10. Itu memberikan total 100 cacat, yang membuat perhitungan persentase menjadi mudah, tetapi metode yang sama berlaku untuk total berapa pun. Ini adalah dasar praktis untuk analisis Pareto dalam manufaktur: hitung dulu, selidiki kemudian.
Langkah 3: Urutkan Data dan Hitung Persentase Kumulatif
Sekarang urutkan kategori dari frekuensi tertinggi ke terendah. Dalam hal ini, urutannya sudah dimulai dari 38, 27, 14, 11, sampai 10, Jadi, langkah selanjutnya adalah mengubah setiap hitungan menjadi bagian dari total cacat, lalu membangun garis persentase kumulatif. Nilai kumulatifnya menjadi... 38%, 65%, 79%, 90%, Dan 100%.
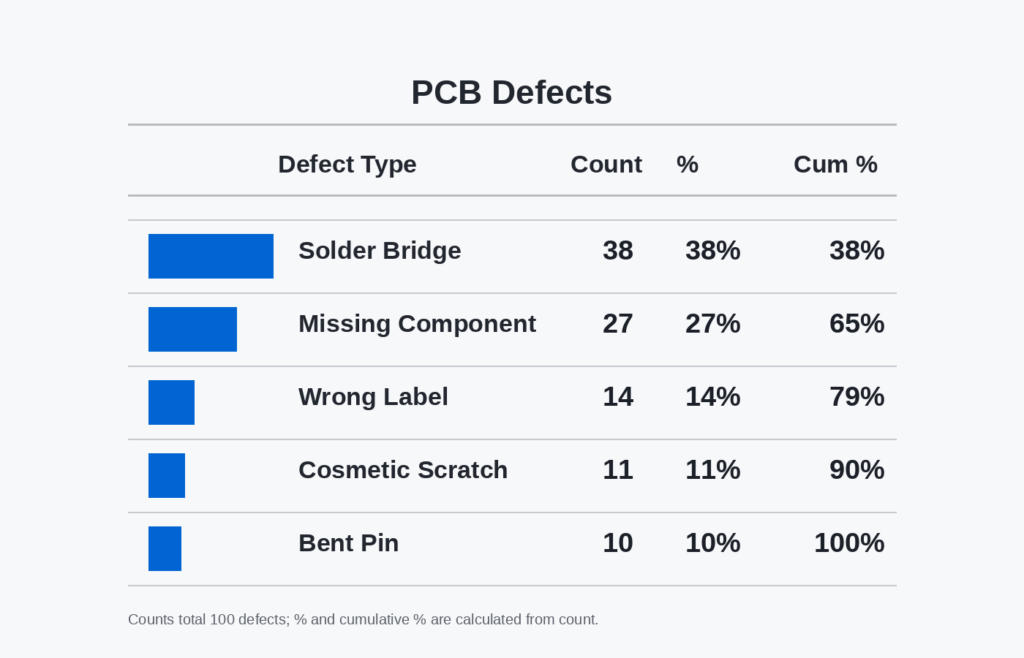
Tampilan yang diurutkan ini adalah tempat aturan 80/20 dalam manufaktur menjadi operasional. Anda sudah dapat melihat bahwa dua kategori pertama mencakup... 65% dari semua cacat yang tercatat, dan tiga yang pertama menyumbang 79%, yang cukup dekat untuk mengidentifikasi "beberapa hal penting" untuk tindakan segera. Pembagian pastinya akan bervariasi, tetapi logikanya tetap sama: fokus pada beberapa kategori yang menyebabkan sebagian besar penurunan kualitas.
Langkah 4: Gambarkan Bagan Pareto Cacat dengan Benar
Buat grafik batang dengan kategori cacat pada sumbu horizontal dan jumlah cacat pada sumbu vertikal kiri. Kemudian tambahkan garis persentase kumulatif menggunakan sumbu vertikal kanan, dengan skala dari 0% hingga 100%. Batang-batang tersebut harus tetap dalam urutan menurun, karena peringkat visual itulah yang membuat grafik berguna untuk prioritas.
Jika Anda membuat grafik di Excel, Google Sheets, atau dasbor kualitas manufaktur, gunakan format grafik kombinasi daripada dua visual terpisah. Hal itu memungkinkan tim untuk membaca volume cacat dan kontribusi kumulatif dalam satu tampilan. Grafik yang rapi harus menunjukkan, sekilas, di mana upaya perbaikan akan memberikan hasil tertinggi.
Langkah 5: Periksa Apakah Data Cukup Baik untuk Ditindaklanjuti
Sebelum Anda menyerahkan grafik ke bagian produksi atau teknik, lakukan satu langkah cepat berikut ini: lulus validasi. Pastikan bahwa semua penghitungan berasal dari titik inspeksi yang sama, periode waktu yang sama, dan standar pengkodean cacat yang sama. Jika data mencampur inspeksi masuk, pemeriksaan dalam proses, dan QC akhir, grafik mungkin masih terlihat akurat tetapi dapat menyebabkan tindakan yang salah.
Untuk lini elektronik ini, hasilnya cukup kuat untuk mendukung langkah selanjutnya dalam pengambilan keputusan. Tim sekarang mengetahui bahwa jembatan solder dan komponen yang hilang mendominasi pola cacat, sehingga pekerjaan perbaikan harus dimulai dari sana daripada pada masalah frekuensi rendah seperti goresan atau pin yang bengkok. Bagan tersebut tidak menyelesaikan masalah dengan sendirinya, tetapi memberikan tim titik awal yang disiplin untuk pengurangan cacat.
Cara Menginterpretasikan Bagan Pareto Cacat dan Menghindari Kesalahan Analisis Umum
Di mana Batas Harus Ditetapkan dan Apa yang Harus Diperbaiki Terlebih Dahulu
Cacat Bagan Pareto Hal ini menjadi berguna hanya ketika Anda mengubahnya menjadi sebuah keputusan. Di sebagian besar pabrik, batasan praktisnya adalah ketika garis kumulatif mencapai sekitar 70% hingga 80% total cacat, karena hal itu biasanya mengidentifikasi beberapa kategori yang menyebabkan sebagian besar kerugian kualitas. Inilah logika inti di balik Aturan 80/20 dalam manufakturTidak setiap kekurangan memerlukan tingkat perhatian yang sama pada waktu yang bersamaan. Daftar tindakan pertama Anda harus berasal dari beberapa kekurangan "penting" di sebelah kiri batas tersebut, bukan dari keseluruhan daftar masalah.
Meskipun demikian, cacat dengan frekuensi tertinggi tidak secara otomatis menjadi masalah pertama yang harus ditangani. Dalam analisis cacat kualitas, Anda juga perlu bertanya apakah cacat tersebut mudah dikendalikan, mahal untuk diperbaiki di tahap selanjutnya, atau cenderung memicu keluhan pelanggan. Kategori yang bertanggung jawab atas 18% cacat mungkin layak diprioritaskan daripada kategori dengan 22% jika menyebabkan pengembalian garansi, penghentian lini produksi, atau risiko keselamatan. Analisis Pareto yang baik dalam manufaktur menggabungkan data jumlah dengan dampak operasional, bukan hanya data hitungan saja.
Hubungkan Frekuensi dengan Biaya, Risiko, dan Alur.
Pembacaan yang kuat dari bagan Pareto cacat menghubungkan frekuensi dengan konsekuensi bisnis. Sebagai contoh, pemasok otomotif mungkin menemukan bahwa goresan permukaan kecil adalah cacat yang paling umum, tetapi kesalahan perakitan terkait torsi menciptakan jam kerja ulang dan risiko pelanggan tertinggi. Dalam hal ini, bagan tersebut masih membantu memprioritaskan, tetapi keputusan harus mencakup tingkat keparahan, biaya penahanan, dan risiko kebocoran. Di sinilah banyak tim beralih dari pendekatan dasar. Bagan Pareto contoh alat manajemen yang bermanfaat.
Salah satu metode praktis adalah meninjau kategori-kategori teratas berdasarkan tiga filter: jumlah cacat, biaya kualitas buruk, dan gangguan proses. Pabrik permesinan mungkin melihat gerinda di bagian atas grafik, tetapi dimensi yang terlalu besar mungkin menjadi masalah yang lebih besar karena menyebabkan komponen bernilai tinggi terbuang dan menghabiskan kapasitas mesin. Jika dua kategori memiliki frekuensi yang hampir sama, pilih kategori dengan dampak finansial atau pengiriman yang lebih besar terlebih dahulu. Hal ini menjaga agar grafik tetap selaras dengan kinerja pabrik, bukan hanya total inspeksi.
Bandingkan Grafik yang Baik dengan Grafik yang Menyesatkan
Bagan Pareto yang terstruktur dengan baik menggunakan kategori cacat yang jelas dan tidak tumpang tindih, jendela waktu yang ditentukan, dan metode penghitungan yang konsisten di seluruh shift atau lini produksi. Bagan yang menyesatkan mencampur label luas seperti "masalah perakitan" dengan label sempit seperti "sekrup longgar" atau menggabungkan cacat yang dikumpulkan selama periode dan ukuran sampel yang berbeda. Hasilnya adalah bagan yang tampak analitis tetapi tidak dapat mendukung tindakan yang tepat. Jika kategori yang mendasarinya lemah, peringkat visualnya juga akan lemah.

Kesalahan Umum yang Mendistorsi Interpretasi
Kode alasan yang tidak konsisten adalah salah satu kegagalan yang paling umum. Dalam perakitan diskrit, satu operator mungkin mencatat "label salah," operator lain menggunakan "ketidaksesuaian label," dan operator ketiga memilih "masalah pencetakan," bahkan ketika masalah yang sama terjadi. Hal ini memecah satu kelompok cacat menjadi beberapa batang yang lebih kecil dan menyembunyikan prioritas sebenarnya. Sebelum mempercayai bagan tersebut, pastikan taksonomi cacat distandarisasi pada saat entri data.
Kesalahan lain adalah mencampuradukkan tingkat keparahan dengan frekuensi dalam grafik yang sama. Dalam produksi otomotif, cacat terkait rem yang jarang terjadi dan cacat kosmetik yang sering terjadi tidak boleh digabungkan menjadi satu peringkat tanpa konteks, karena keduanya menjawab pertanyaan yang berbeda. Frekuensi memberi tahu Anda di mana cacat paling sering terjadi, sementara tingkat keparahan memberi tahu Anda di mana risikonya paling tinggi. Jika keduanya penting, gunakan grafik Pareto untuk frekuensi dan tinjau tingkat keparahan dalam lapisan terpisah, seperti skor FMEA atau matriks eskalasi.
Data yang sudah usang juga menciptakan prioritas yang salah. Sel permesinan mungkin masih menggunakan pola kerusakan Pareto dari kuartal sebelumnya, meskipun penggantian alat dan desain ulang perlengkapan telah menghilangkan penyebab utama yang lama. Jika jendela data terlalu lama, tim Anda mungkin akan meluncurkan tindakan korektif pada masalah yang sudah tidak dominan lagi. Untuk proses yang cepat berubah, siklus penyegaran mingguan atau bahkan harian seringkali lebih bermanfaat daripada tinjauan statis bulanan.
Sampel kecil pun bisa sama berbahayanya. Jika peluncuran model baru hanya menghasilkan Total 25 kerusakan Pada beberapa hari pertama, batang tertinggi mungkin mencerminkan variasi awal yang normal, bukan pola yang stabil. Dalam hal ini, gunakan grafik sebagai sinyal awal, bukan sebagai bukti masalah jangka panjang. Aturan yang baik adalah memeriksa apakah ukuran sampel dan periode pengumpulan data cukup besar untuk mewakili kondisi produksi normal.
Ubah Interpretasi Menjadi Tindakan
Setelah Anda mengidentifikasi kategori cacat utama, tentukan satu penanggung jawab, satu tindakan penahanan, dan satu jalur akar penyebab. Jangan meluncurkan lima proyek perbaikan hanya karena grafik menunjukkan lima batang di sisi kiri; sebagian besar pabrik mendapatkan hasil yang lebih baik dengan menutup satu masalah utama, kemudian membangun kembali grafik dengan data baru. Disiplin tersebut mencegah tim menyebar waktu rekayasa terlalu tipis. Hal ini juga membuat tinjauan Pareto berikutnya lebih mudah dihubungkan dengan peningkatan aktual dalam hal limbah, pengerjaan ulang, atau hasil produksi pertama.
Seiring bertambahnya data, banyak pabrik melacak prioritas ini dalam sebuah dasbor kualitas manufaktur Sehingga mereka dapat membandingkan perubahan, lini, atau kelompok produk tanpa harus membangun kembali analisis secara manual. Dasbor ini tidak menggantikan interpretasi, tetapi membantu manajer melihat apakah kategori teratas yang sama bersifat persisten, terlokalisasi, atau sudah membaik. Saat itulah... Bagan Pareto berhenti menjadi slide pelaporan dan mulai menjadi alat kontrol.
Penggunaan Analisis Pareto dalam Manufaktur di Luar Cacat
A Bagan Pareto Analisis Pareto paling berguna ketika Anda berhenti memperlakukannya hanya sebagai alat untuk mendeteksi cacat. Dalam praktiknya, analisis Pareto di bidang manufaktur membantu berbagai pemimpin untuk memberi peringkat pada beberapa kategori kerugian yang menciptakan sebagian besar hambatan operasional pabrik, baik itu berupa waktu henti, barang rusak, pengerjaan ulang, masalah pemasok, atau keluhan pelanggan. Di sinilah letak manfaatnya. Aturan 80/20 dalam manufaktur menjadi operasional: tidak setiap kategori layak mendapat perhatian yang sama, dan tidak setiap grafik harus mendorong tindakan yang sama.
Untuk Manajer Produksi: Prioritaskan Kerugian Akibat Waktu Henti Produksi.
Bagi seorang manajer produksi, pandangan Pareto yang paling berharga seringkali adalah waktu henti berdasarkan penyebab, bukan jumlah kerusakan berdasarkan jenis. Misalnya, lini pengemasan mungkin menunjukkan bahwa pembersihan kemacetan, penundaan pergantian, dan kerusakan sensor menyebabkan hilangnya waktu kerja sebanyak 78% menit, meskipun operator melaporkan sepuluh alasan penghentian yang berbeda sepanjang shift. Hal itu mengubah respons dari "perbaiki semuanya" menjadi "stabilkan tiga gangguan utama terlebih dahulu."“
Dalam kasus ini, frekuensi saja tidak cukup, jadi grafik harus menggunakan total menit waktu henti sebagai dasar pengukuran. Penghentian singkat yang terjadi 40 kali mungkin masih kurang penting dibandingkan satu kesalahan berulang yang menghabiskan dua jam per hari. Pasangkan grafik Pareto dengan lembar periksa sederhana atau catatan penghentian mesin sehingga kode alasan dicatat secara konsisten berdasarkan lini dan shift.
Untuk Manajer Lean: Fokus pada Penyebab Pengerjaan Ulang dan Kerugian Tersembunyi di Pabrik
Manajer lean sering menggunakan analisis Pareto untuk mengungkap kategori yang menghabiskan tenaga kerja tanpa terlihat jelas dalam angka barang cacat jadi. Di pabrik perakitan peralatan rumah tangga, analisis Pareto pengerjaan ulang dapat menunjukkan bahwa koreksi keselarasan pintu, penataan ulang kabel, dan pengencangan ulang pengikat menciptakan jam kerja perbaikan paling banyak pada inspeksi akhir. Itu adalah sinyal peningkatan yang lebih kuat daripada hanya melacak jumlah lulus/gagal.
Di sinilah contoh bagan Pareto berdasarkan jam kerja dapat lebih bermanfaat daripada bagan Pareto cacat klasik berdasarkan frekuensi. Satu kategori pengerjaan ulang mungkin terjadi lebih jarang tetapi menyerap lebih banyak waktu teknisi, upaya penyeimbangan lini produksi, dan biaya lembur. Ketika tujuannya adalah peningkatan efisiensi, bagan terbaik mengukur sumber daya yang hilang, bukan hanya jumlah insiden.
Untuk Insinyur Proses: Pisahkan Penyebab Kegagalan dari Kategori Gejala
Insinyur proses membutuhkan pandangan Pareto yang membantu mengisolasi ketidakstabilan proses, bukan hanya mengurutkan hasil yang terlihat. Dalam operasi pencetakan logam, "gerinda," "distorsi," dan "tanda permukaan" mungkin muncul sebagai kategori limbah teratas, tetapi itu masih label gejala. Langkah selanjutnya adalah menghubungkan grafik tersebut dengan variabel proses seperti keausan cetakan, ketidakkonsistenan pelumasan, variasi gulungan, atau penyelarasan mesin pres.
Diagram Pareto sebaiknya sering dipasangkan dengan alat analisis akar penyebab, bukan digunakan sendiri. Urutan yang baik adalah... Lembar periksa → Peringkat Pareto → Analisis 5 Mengapa atau diagram tulang ikan → Uji coba dan validasi. Tanpa tindak lanjut tersebut, tim mungkin menghasilkan grafik yang bersih tetapi tetap gagal mengurangi limbah secara berkelanjutan.
Untuk Manajer Pabrik: Prioritaskan Kategori Pemasok dan Keluhan
Di tingkat pabrik, analisis Pareto menjadi alat prioritas lintas fungsi. Manajer pabrik dapat meninjau ketidaksesuaian pemasok berdasarkan biaya insiden, jumlah cacat yang masuk, atau gangguan produksi, sementara kategori keluhan pelanggan dapat diurutkan berdasarkan volume pengembalian atau nilai klaim. Intinya bukanlah untuk membuat satu bagan utama untuk seluruh lokasi, tetapi untuk membandingkan kategori "beberapa yang vital" mana yang merugikan kinerja di setiap bagian rantai nilai.
Dasbor kualitas manufaktur membuat hal ini jauh lebih mudah karena logika Pareto yang sama dapat disegmentasikan berdasarkan lini produksi, shift, kelompok produk, pabrik, atau pemasok. Alih-alih memperdebatkan satu laporan bulanan statis, manajer dapat melihat apakah kerusakan karton terkonsentrasi pada satu lini pengemasan, apakah keluhan kosmetik terkait dengan satu kelompok produk, atau apakah kegagalan dimensi yang masuk berasal dari pola lot pemasok tertentu.
Tampilan tersegmentasi ini sangat penting dalam operasi multi-lini atau multi-lokasi. Bagan gabungan dapat menyembunyikan konsentrasi lokal dan membuat masalah yang salah tampak lebih besar dari sebenarnya. Ketika tim menggunakan dasbor untuk memfilter hasil Pareto secara dinamis, mereka bergerak lebih cepat dari pemeringkatan ke tindakan.
Kapan Menggunakan Bagan Pareto Bersama Alat Lainnya?
Gunakan diagram Pareto ketika Anda perlu mengambil keputusan. dari mana harus memulai, Namun, jangan berharap alat ini akan memberi tahu Anda mengapa masalah itu ada atau bagaimana cara mengendalikannya. Untuk analisis cacat kualitas yang berulang, tinjauan waktu henti, atau triase keluhan, alat ini paling efektif sebagai lapisan prioritas di atas pengumpulan data terstruktur. Setelah kategori utama jelas, tim harus beralih ke alat tindak lanjut yang tepat berdasarkan jenis masalah.
Jika masalahnya adalah pelaporan yang tidak konsisten, mulailah dengan lembar periksa dan definisi kategori yang lebih ketat. Jika masalahnya adalah ketidakstabilan proses, gunakan analisis akar penyebab dan validasi proses. Jika masalahnya mencakup lini produksi, produk, atau pemasok, hubungkan bagan tersebut ke dasbor kualitas manufaktur sehingga para pemimpin dapat membandingkan pola secara real-time alih-alih mengandalkan satu bagan Pareto cacat statis.
Kesimpulan: Ubah Wawasan Pareto Menjadi Tindakan
A Bagan Pareto Ini membantu tim Anda berhenti mengejar setiap masalah sekaligus dan fokus pada beberapa penyebab yang menciptakan sebagian besar kerugian kualitas. Hal ini penting di pabrik nyata, di mana waktu rekayasa, perhatian pengawas, dan anggaran tindakan korektif selalu terbatas. Tetapi bagan itu sendiri hanyalah titik awal. Jika data cacat tertunda, kategori tidak konsisten, atau tindakan tidak dilacak, bahkan analisis Pareto yang baik pun tidak akan menghasilkan peningkatan yang berkelanjutan.
Jodoo Membantu produsen beralih dari analisis manual ke alur kerja kualitas yang terhubung. Tim dapat menggunakan formulir tanpa kode untuk mencatat cacat di lini produksi, menstandarisasi kategori cacat di seluruh shift dan produk, dan secara otomatis memasukkan data tersebut ke dalam laporan Pareto langsung dan dasbor kualitas manufaktur. Dari sana, Anda dapat memicu alur kerja tindakan korektif, menetapkan pemilik, menetapkan tanggal jatuh tempo, dan memantau status penyelesaian dalam satu sistem.

Jika Anda ingin mengubah wawasan Pareto menjadi tindakan yang lebih cepat di lantai produksi, Jodoo adalah platform tanpa kode yang praktis untuk tim manufaktur ramping. Anda dapat mulai uji coba gratis atau pesan demo untuk melihat bagaimana hal itu sesuai dengan proses kualitas Anda.

