Pendahuluan: Mengapa Pemetaan Aliran Nilai Masih Penting dalam Manufaktur Modern
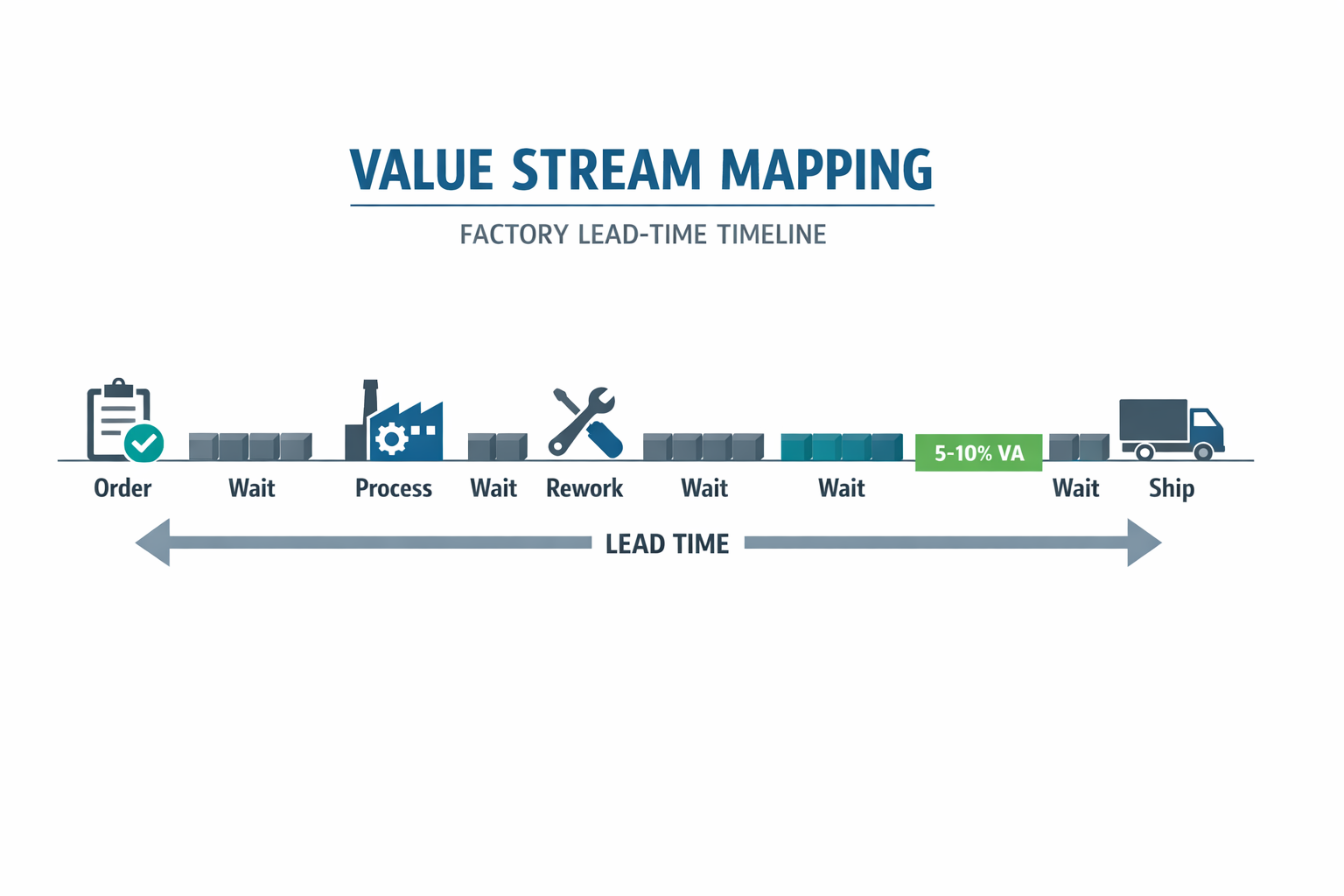
Sebuah pabrik dapat mencapai target produksi harian dan tetap kehilangan waktu berjam-jam karena menunggu, mempercepat proses, dan pengerjaan ulang yang sebenarnya dapat dihindari. Di banyak pabrik, hanya 5% hingga 10% Sebagian besar dari total waktu tunggu benar-benar bernilai tambah, sementara sisanya terikat dalam antrian, transportasi, persetujuan, dan penundaan penjadwalan. Itulah sebabnya pemetaan aliran nilai Hal ini tetap penting: memberikan para insinyur lean dan manajer pabrik cara praktis untuk melihat bagaimana material dan informasi benar-benar bergerak dari pesanan pelanggan hingga pengiriman, bukan hanya bagaimana proses tersebut seharusnya berjalan di atas kertas.
Bagi produsen diskrit, hal ini penting karena limbah jarang hanya terkonsentrasi di satu mesin atau satu departemen. Bayangkan seorang manajer produksi di pabrik suku cadang otomotif yang melihat OEE (Overall Equipment Effectiveness) yang dapat diterima pada setiap lini produksi, namun pesanan pelanggan tetap terlambat dikirim karena WIP (Work in Progress) menumpuk antara proses pencetakan, pemesinan, dan inspeksi akhir. Laporan standar mungkin menunjukkan utilisasi dan output, tetapi seringkali mengabaikan hambatan tersembunyi dalam proses serah terima, kesenjangan perencanaan, keterlambatan batch, dan berbagi data secara manual.
Artikel ini menjelaskan apa itu pemetaan aliran nilai, bagaimana membangun peta kondisi saat ini, pemborosan apa yang perlu diperhatikan, dan bagaimana mengubah analisis aliran nilai menjadi peningkatan pabrik yang praktis.
Apa itu Pemetaan Aliran Nilai dalam Manufaktur Lean?
Pemetaan aliran nilai adalah metode manufaktur ramping yang digunakan untuk memvisualisasikan bagaimana material dan informasi bergerak dari pesanan pelanggan hingga produk jadi. Dalam praktiknya, pemetaan aliran nilai Menampilkan lebih dari sekadar urutan operasi. Ini menghubungkan permintaan, tahapan produksi, waktu tunggu, inventaris, serah terima, dan sinyal perencanaan dalam satu tampilan sehingga tim Anda dapat melihat bagaimana kinerja seluruh sistem, bukan hanya bagaimana satu mesin atau lini berperilaku.
A aliran nilai adalah rangkaian lengkap aktivitas yang diperlukan untuk menghasilkan suatu keluarga produk, termasuk pekerjaan yang menambah nilai dan langkah-langkah yang tidak menambah nilai. Ini mencakup proses produksi, transportasi internal, inspeksi, penjadwalan, dan aliran informasi yang memberi tahu orang-orang apa yang harus dibuat dan kapan harus dibuat. Dalam VSM lean manufacturing, Intinya adalah memahami alur dari awal hingga akhir sebagaimana dialami pelanggan, mulai dari permintaan pesanan hingga pengiriman.
Perbedaan antara Value Stream Map dan Diagram Alur Proses Dasar
Diagram alir dasar menunjukkan urutan langkah-langkah, seperti pencampuran, pengisian, pelabelan, dan pengemasan. Peta aliran nilai melangkah lebih jauh dengan menambahkan data operasional di sekitar setiap langkah, seperti waktu siklus, waktu peralihan, waktu operasional, persediaan barang dalam proses, jumlah operator, dan waktu tunggu. Hal ini menjadikannya alat untuk analisis aliran nilai, karena hal itu menunjukkan di mana waktu sebenarnya dihabiskan di seluruh sistem.
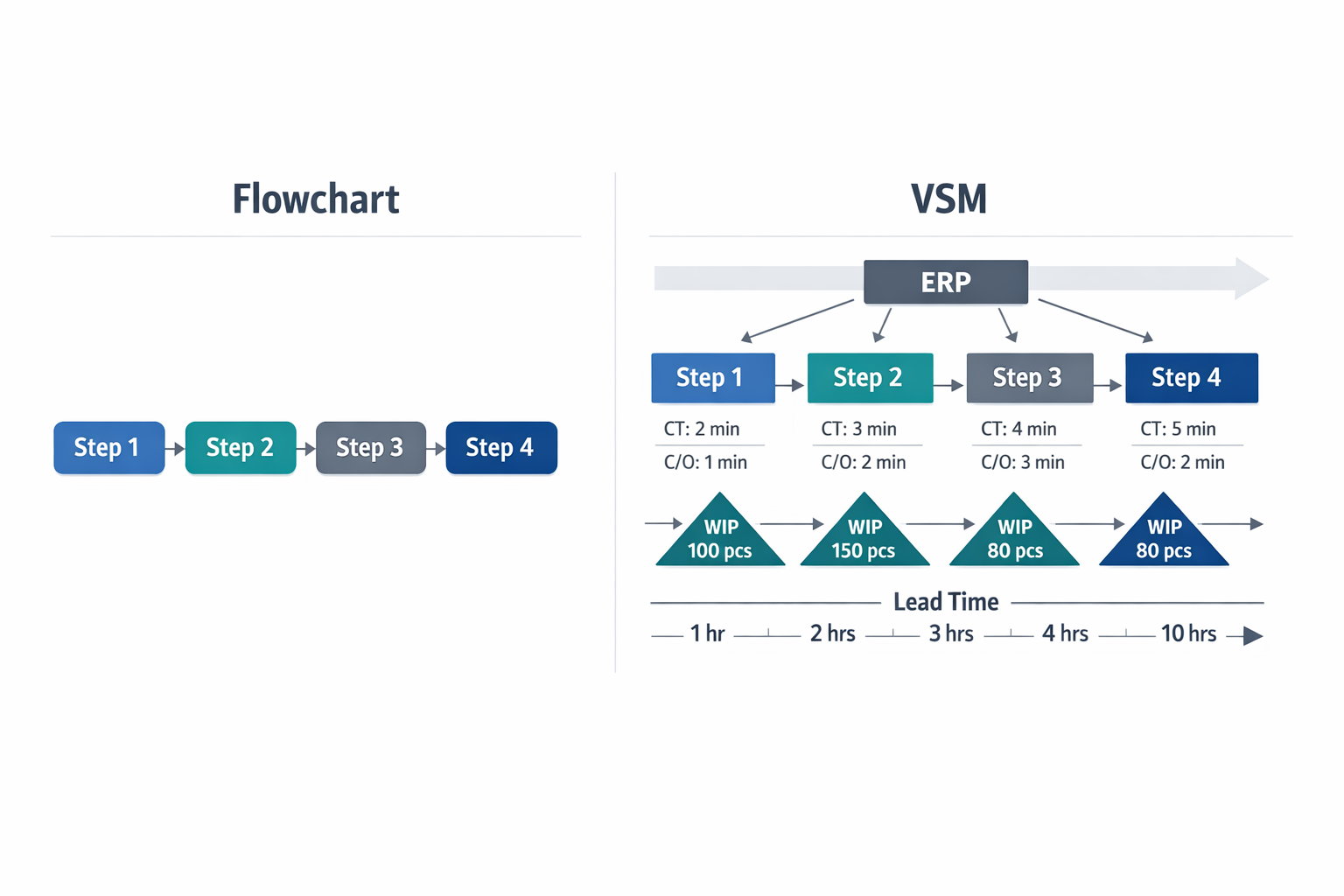
Bayangkan seorang manajer produksi di pabrik pengemasan makanan yang memproduksi saus botolan untuk pelanggan ritel. Diagram alur proses mungkin menunjukkan penerimaan bahan baku, pemasakan, pengisian, penutupan, pelabelan, dan penataan di atas palet. Peta aliran nilai juga akan menunjukkan bahwa botol jadi menunggu delapan jam sebelum diberi label karena penjadwalan batch, bahwa pergantian saat pengisian membutuhkan waktu 45 menit, dan bahwa pembaruan perencanaan dikirim sekali sehari dari ERP ke lantai produksi. Lapisan tambahan itulah yang mengubah diagram sederhana menjadi alat pengambilan keputusan.
Apa yang Tim Coba Lihat dengan VSM
Tim menggunakan pemetaan aliran nilai untuk menghubungkan tiga hal yang sering ditinjau secara terpisah: permintaan pelanggan, kinerja proses, dan aliran informasi. Misalnya, jika kebutuhan pelanggan adalah 900 unit per shift tetapi satu langkah inspeksi hanya dapat mendukung 700 unit, kesenjangan tersebut akan langsung terlihat pada peta. Jika perencana merilis jadwal mingguan tetapi lini produksi mengubah prioritas dua kali sehari, bagian aliran informasi pada peta menunjukkan mengapa aliran fisik menjadi tidak stabil.
Inilah juga alasan mengapa sebagian besar tim lean membuat keduanya. peta kondisi saat ini kondisi masa depan. Peta kondisi saat ini mendokumentasikan bagaimana proses tersebut benar-benar berjalan saat ini menggunakan data nyata dari lantai produksi. Peta kondisi masa depan kemudian mendefinisikan bagaimana alur tersebut seharusnya beroperasi setelah perubahan yang ditargetkan, seperti sistem tarik supermarket, pengurangan ukuran batch, penyeimbangan lini yang lebih baik, atau pembaruan informasi yang lebih cepat dari perencanaan hingga produksi.
Elemen-elemen Dasar Umum dari Peta Aliran Nilai
Sebagian besar peta aliran nilai dibangun dari beberapa elemen standar. Di bagian atas, Anda menunjukkan pelanggan dan pemasok, termasuk frekuensi pesanan dan ekspektasi pengiriman. Di bagian tengah, Anda memetakan langkah-langkah proses utama dan menempatkan kotak data di bawah setiap langkah untuk menangkap metrik seperti waktu siklus, waktu peralihan, waktu operasional, tingkat limbah, dan waktu kerja yang tersedia.
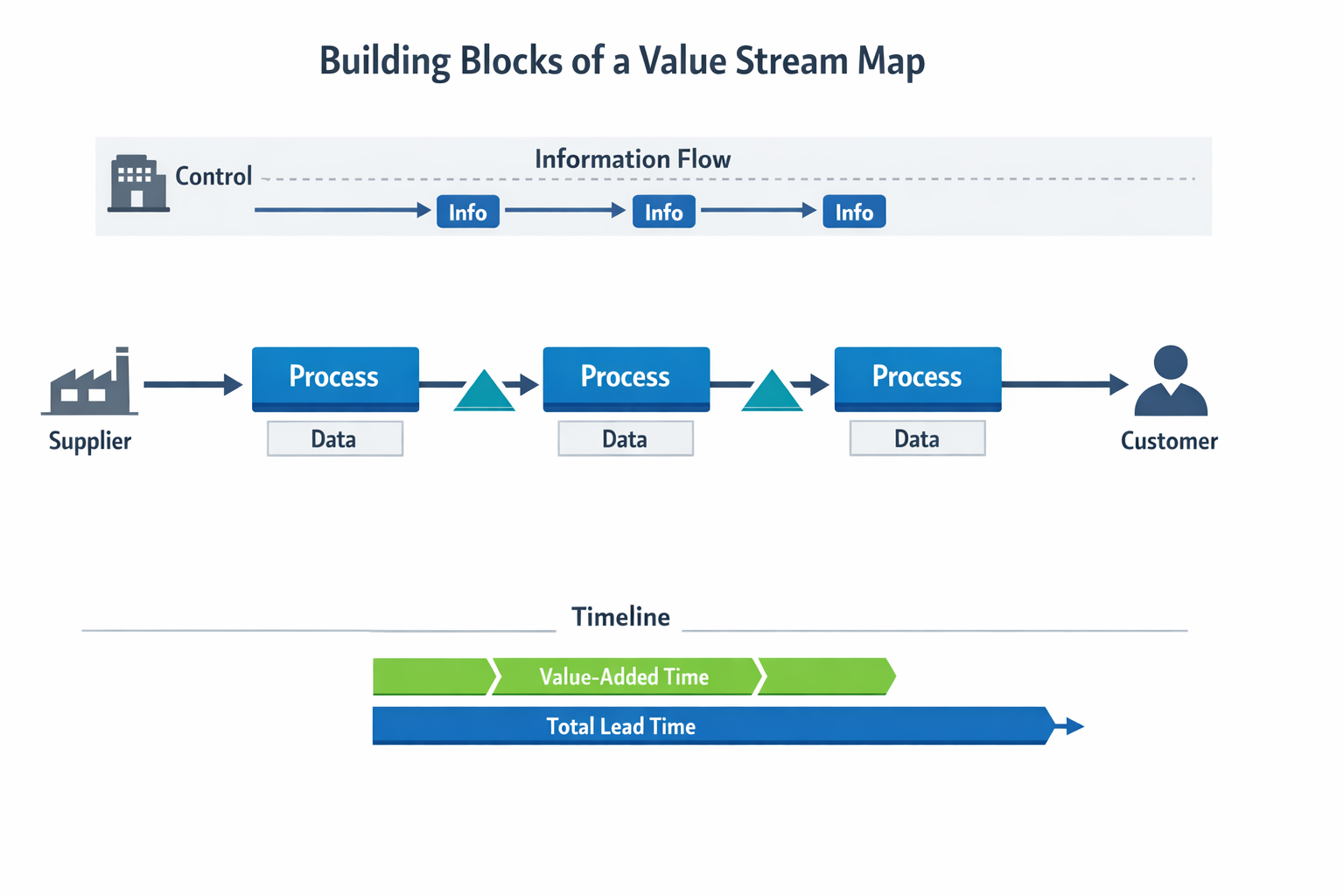
Di antara proses, Anda menambahkan titik inventaris atau antrian untuk menunjukkan di mana material sedang menunggu. Di atas atau di samping aliran fisik, Anda menggambar aliran informasi, seperti kontrol produksi, rilis MRP, penjadwalan manual, sinyal kanban, atau panggilan produksi harian. Di bagian bawah, Anda biasanya menambahkan garis waktu yang memisahkan waktu penambahan nilai dari total waktu tunggu, yang seringkali merupakan tempat munculnya wawasan terbesar.
A templat peta aliran nilai Hal ini membantu menstandarisasi struktur ini sehingga tim tidak perlu membuat format dari awal setiap kali. Misalnya, pabrik perakitan elektronik yang memetakan jalur papan sirkuit tercetak dapat menggunakan templat yang sama di berbagai keluarga produk, hanya mengubah data proses dan detail perutean. Konsistensi tersebut membuat perbandingan antar lini jauh lebih mudah selama perencanaan kaizen.
Simbol-Simbol VSM Penting yang Harus Anda Kenali
Anda tidak perlu menghafal setiap simbol sebelum memulai, tetapi Anda harus memahami intinya. Simbol VSM Digunakan di sebagian besar pabrik. Kotak proses mewakili langkah-langkah manufaktur utama, sementara kotak data di bawahnya mencatat angka-angka yang penting untuk analisis. Segitiga biasanya digunakan untuk lokasi inventaris atau antrian, dan panah menunjukkan arah pergerakan material antar langkah.
Alur informasi menggunakan isyarat visual yang berbeda dari alur material. Panah lurus sering mewakili komunikasi manual, sedangkan panah berbentuk petir umumnya digunakan untuk informasi elektronik, seperti rilis jadwal dari ERP atau MES. Ikon untuk pelanggan, pemasok, pengiriman, dan pengendalian produksi membantu menempatkan setiap proses dalam sistem operasi yang lebih luas daripada memperlakukan produksi sebagai lini yang terisolasi.
Saat Anda membangunnya nanti peta kondisi saat ini kondisi masa depan, Simbol-simbol ini menjadi sangat berguna karena memungkinkan semua orang membaca peta dengan cepat, mulai dari insinyur industri hingga pengawas dan perencana. Tujuannya bukanlah kesempurnaan artistik. Tujuannya adalah untuk menciptakan bahasa visual bersama yang membantu tim mendiskusikan alur kerja, membandingkan alternatif, dan menyepakati apa yang harus diubah terlebih dahulu.
Contoh Praktis dari Lantai Pabrik
Bayangkan sebuah pabrik garmen yang memproduksi kaos polo untuk pesanan ekspor. Jalur jahit mungkin terlihat efisien jika dilihat langkah demi langkah, tetapi peta aliran nilai dapat mengungkapkan bahwa panel yang dipotong menunggu setengah hari sebelum dikemas, hasil jahitan didorong dalam jumlah besar ke bagian inspeksi, dan penyelesaian hanya menerima pembaruan prioritas di akhir setiap shift. Setelah dipetakan, tim dapat melihat jalur lengkap dari sinyal pesanan hingga karton yang dikemas dan merancang kondisi masa depan dengan transfer batch yang lebih kecil dan pemicu penjadwalan yang lebih jelas.
Itulah nilai praktis dari pemetaan aliran nilai dalam manufaktur ramping. Ini memberikan tim Anda cara terstruktur untuk mendokumentasikan sistem saat ini, menerapkan analisis aliran nilai, dan bersiap untuk perbaikan menggunakan metode visual yang terstandarisasi. Pada langkah selanjutnya, elemen-elemen dasar yang sama dan Simbol VSM menjadi dasar untuk membuat peta yang mencerminkan apa yang sebenarnya terjadi di lantai pabrik Anda.
Cara Membangun Peta Aliran Nilai Kondisi Saat Ini
1. Pilih Satu Keluarga Produk Terlebih Dahulu
Mulailah pemetaan aliran nilai Upaya difokuskan pada satu keluarga produk yang mengikuti rute serupa, menggunakan peralatan serupa, dan melayani pola permintaan yang jelas. Ini menjaga agar peta tetap dapat digunakan. Jika Anda mencoba menggabungkan terlalu banyak varian, peta kondisi saat ini dan kondisi masa depan Anda akan dengan cepat menjadi terlalu abstrak untuk mendorong tindakan di lantai produksi.
Bayangkan seorang manajer produksi di sebuah pabrik perakitan elektronik yang memproduksi papan kontrol untuk tiga program pelanggan. Alih-alih memetakan setiap lini PCB sekaligus, tim memilih satu keluarga papan yang memiliki kesamaan dalam penempatan SMT, penyisipan manual, pengujian, dan langkah-langkah pengemasan. Hal itu memberi mereka dasar yang bersih untuk analisis aliran nilai tanpa mencampurkan alur yang sangat berbeda ke dalam satu diagram.
2. Tentukan Titik Awal dan Titik Akhir
Selanjutnya, tetapkan ruang lingkup dengan jelas sebelum siapa pun mulai menggambar. Tentukan di mana aliran nilai dimulai dan berakhir: dari penerimaan bahan baku hingga pengiriman barang jadi, atau dari perakitan komponen hingga pengemasan akhir. Di banyak pabrik, disiplin ruang lingkup adalah yang membedakan antara pabrik yang bermanfaat dan yang tidak. VSM lean manufacturing Latihan dari poster dinding yang tidak pernah digunakan siapa pun.
Misalnya, dalam sebuah manufaktur makanan Dalam proses produksi saus botolan di pabrik, tim dapat mendefinisikan alur kerja mulai dari penimbangan bahan baku hingga pencampuran, pengisian, penutupan, pelabelan, pengemasan karton, dan penyiapan produk jadi. Mereka mengecualikan produksi pemasok hulu dan transportasi distributor hilir untuk tahap pertama ini. Cakupan yang lebih sempit ini membuat pengumpulan data lebih cepat dan peta proses lebih mudah divalidasi.
3. Bentuk Tim Lintas Fungsi
Peta kondisi terkini yang kuat tidak boleh hanya dibuat oleh bagian teknik industri saja. Sertakan produksi, perencanaan, kualitas, pemeliharaan, gudang, dan jika memungkinkan, seorang supervisor dari setiap tahapan proses utama. Fungsi yang berbeda melihat bagian aliran yang berbeda, terutama ketika transfer informasi sama pentingnya dengan pergerakan material.
Pertahankan ukuran tim yang cukup kecil agar dapat bergerak cepat, biasanya. 4 hingga 8 orang. Dalam praktiknya, satu orang mengamati dan mencatat waktu proses, satu orang mencatat data inventaris dan antrian, dan orang lain mencatat aturan perencanaan dan penjadwalan. Struktur ini membantu menstandarisasi peta proses dan mengurangi perdebatan di kemudian hari tentang seperti apa proses "sebenarnya".
4. Telusuri Proses dari Pengiriman ke Belakang
Dalam gaya klasik pemetaan aliran nilai, Tim sering kali menelusuri proses dari pengiriman pelanggan mundur ke material yang masuk. Pendekatan ini menjaga agar permintaan pelanggan tetap terlihat dan membantu Anda melihat di mana alur proses terhenti antara langkah hilir dan hulu. Hal ini juga mencegah tim terjebak dalam detail tingkat mesin terlalu dini.
Saat berjalan, gunakan standar yang berlaku. Simbol VSM untuk kotak proses, segitiga inventaris, aliran informasi, pengiriman, dan kotak data. Simbol-simbol tersebut penting karena membuat peta mudah dibaca di berbagai fungsi dan pabrik. Jika tim Anda sudah menggunakan sistem digital templat peta aliran nilai, Pastikan simbol dan kolom data konsisten sehingga setiap proses didokumentasikan dengan cara yang sama.
5. Tangkap Proses Sebenarnya, Bukan Versi SOP.
Catat apa yang sebenarnya terjadi di lantai produksi selama shift kerja normal, bukan hanya apa yang tertulis dalam prosedur kerja standar. Catat di mana proses produksi berhenti, di mana komponen menunggu inspeksi, bagaimana operator menerima perubahan jadwal, dan bagaimana material berpindah antar stasiun. Peta kondisi terkini hanya berguna jika mencerminkan kondisi operasional yang sebenarnya.
Hal ini sangat penting terutama untuk lingkungan manual dan semi-otomatis. Di pabrik garmen, misalnya, pemotongan mungkin melepaskan bundel dua kali sehari, penjahitan mungkin berjalan berdasarkan prioritas gaya, dan penyelesaian mungkin menahan unit hingga persetujuan QA selesai. Tak satu pun dari detail tersebut mungkin muncul dalam alur kerja formal, tetapi detail tersebut membentuk waktu tunggu dan WIP (Work in Progress) setiap hari.
6. Kumpulkan Metrik Manufaktur Inti
Kotak data di bawah setiap proses harus mencakup metrik operasional yang paling penting untuk alur kerja. Minimal, catat waktu siklus, waktu peralihan, waktu aktif, Jumlah operator, ukuran batch, dan output tahap pertama merupakan faktor yang relevan. Ukuran-ukuran ini menunjukkan bagaimana setiap proses berperilaku, bukan hanya bagaimana proses tersebut dinamai pada lembar routing.
Anda juga harus mengukur Sedang dalam pengerjaan, waktu tunggu, dan total waktu tunggu di antara setiap langkah. Di banyak pabrik, waktu tunggu didominasi oleh waktu antrian daripada waktu pemrosesan. Tolok ukur Lean Enterprise Institute dan studi kasus industri sering menunjukkan bahwa waktu penambahan nilai bisa kurang dari Total waktu tunggu 5% dalam lingkungan batch tradisional, itulah mengapa pengukuran kondisi terkini yang baik sangat penting.
7. Hitung Takt Time dan Bandingkan dengan Kapasitas Proses
Tidak ada peta negara bagian saat ini yang lengkap tanpa waktu takt. Waktu takt adalah waktu produksi yang tersedia dibagi dengan permintaan pelanggan, dan ini memberikan kecepatan proses yang harus dijalankan. Setelah waktu takt diketahui, bandingkan setiap waktu siklus proses dengan waktu takt untuk mengidentifikasi di mana aliran kemungkinan akan melambat.
Sebagai contoh, jika suatu lini produk elektronik memiliki 450 menit tersedia per shift dan permintaan pelanggan adalah 900 unit, waktu takt adalah 30 detik per unit. Jika pengujian berjalan pada 42 detik sementara penempatan berjalan pada 24 detik, Kendala tersebut sudah terlihat di peta. Itu adalah diskusi yang jauh lebih bermanfaat daripada sekadar memberi label satu stasiun sebagai "sibuk."“
8. Petakan Serah Terima Informasi dengan Cermat Seperti Alur Material
Banyak pabrik memetakan mesin secara detail tetapi menganggap perencanaan dan komunikasi sebagai hal yang kurang penting. Padahal, transfer informasi seringkali menentukan kelancaran produksi. Tunjukkan bagaimana pesanan dikeluarkan, bagaimana perubahan jadwal dikomunikasikan, bagaimana sinyal pengisian ulang dipicu, dan di mana persetujuan atau entri data manual memperlambat respons.
Di pabrik makanan, bagian produksi mungkin menerima rencana harian dari ERP, kemudian mengandalkan pembaruan spreadsheet, lembar batch tercetak, dan grup pesan untuk perubahan selama shift. Setiap peralihan harus muncul di peta karena masing-masing memengaruhi waktu reaksi, ketertelusuran, dan stabilitas jadwal. Di sinilah letak permasalahannya. analisis aliran nilai Menjadi lebih dari sekadar latihan tata letak.
9. Gunakan Templat Peta Aliran Nilai untuk Menstandarisasi Pengumpulan Data
Terstruktur templat peta aliran nilai Templat ini membantu tim menghindari hilangnya kolom-kolom penting dan mempermudah perbandingan peta antar lini atau pabrik. Templat harus mencakup nama proses, CT, C/O, waktu aktif, jumlah operator, WIP, waktu antrian, sumber informasi, frekuensi penjadwalan, frekuensi pengiriman, dan catatan tentang pengecualian. Standardisasi sangat penting ketika beberapa departemen menyumbangkan data selama beberapa hari.
Templat digital sangat berguna terutama ketika Anda menginginkan pembaruan yang berulang, bukan hasil lokakarya sekali saja. Dengan platform tanpa kode seperti Jodoo, Dengan demikian, tim dapat membuat formulir untuk mencatat data waktu di lantai produksi, jumlah inventaris, dan titik pemeriksaan alur informasi secara real-time, lalu mengirimkan data tersebut ke dasbor untuk ditinjau. Hal ini mempercepat transisi dari kondisi saat ini ke kondisi masa depan karena data dasar Anda sudah terstruktur dan dapat dibagikan.
10. Validasi Kondisi Saat Ini Sebelum Merancang Kondisi Masa Depan
Sebelum beralih ke desain kondisi masa depan, tinjau peta tersebut bersama supervisor dan operator yang bertanggung jawab atas proses tersebut. Pastikan waktu, ukuran antrian, pola shift, dan aturan penjadwalan mencerminkan praktik aktual. Peta kondisi saat ini dan kondisi masa depan hanya berfungsi jika "kondisi saat ini" dipercaya oleh orang-orang yang diharapkan untuk memperbaikinya.
Aturan praktisnya sederhana: jika tim tidak dapat menjelaskan perhitungan waktu tunggu dari bahan baku hingga barang jadi, peta tersebut belum selesai. Setelah garis dasar divalidasi, Anda dapat menggunakannya untuk mengidentifikasi siklus aliran, supermarket, proses pengatur kecepatan, dan sinyal penarik di kondisi masa depan. Di situlah letaknya pemetaan aliran nilai mulai mengubah pengamatan menjadi peningkatan yang terukur.
Cara Menggunakan Analisis Aliran Nilai untuk Mengidentifikasi Pemborosan dan Merancang Kondisi Masa Depan
Bacalah Peta Kondisi Saat Ini Seperti Sebuah Laporan Operasional
Peta kondisi terkini hanya berguna jika Anda memperlakukannya lebih dari sekadar diagram. Dalam pemetaan aliran nilai, Tujuan peta ini adalah untuk menunjukkan bagaimana material dan informasi sebenarnya bergerak melalui pabrik, di mana waktu dihabiskan, dan di mana aliran terhenti. Itulah mengapa peta ini dibuat dengan sangat baik. analisis aliran nilai Pendekatan ini melihat keseluruhan rangkaian proses secara bersamaan: waktu proses, waktu tunggu, tingkat persediaan, pergantian produksi, persetujuan, transportasi, dan siklus umpan balik. Dengan membaca peta proses ini, pemborosan akan terlihat dalam konteksnya, bukan sebagai masalah yang terisolasi.
Mulailah dengan garis waktu di bagian bawah peta dan bandingkan total waktu tunggu dengan waktu pemrosesan aktual. Di banyak pabrik, kesenjangannya besar: studi lean sering menunjukkan bahwa waktu penambahan nilai bisa kurang dari 5% dari total waktu tunggu dalam lingkungan batch tradisional. Jika sebuah pabrik perakitan elektronik memiliki waktu tunggu 2,5 hari tetapi hanya 18 menit waktu sentuhan, peta tersebut sudah menunjukkan di mana peluangnya berada. Masalahnya jarang hanya satu mesin yang lambat; biasanya merupakan akumulasi waktu tunggu, serah terima, waktu antrian, dan pelepasan pekerjaan yang tidak merata.
Identifikasi Pemborosan dengan Mencari Pola, Bukan Peristiwa Tunggal
Saat meninjau sebuah peta kondisi saat ini kondisi masa depan, Carilah pola pemborosan yang berulang. Segitiga persediaan antara dua stasiun mungkin menunjukkan lebih dari sekadar penumpukan stok; itu mungkin menunjukkan bahwa output hulu terputus dari permintaan hilir. Siklus pengerjaan ulang, siklus inspeksi, dan persetujuan berulang sering menunjukkan kemampuan proses yang tidak stabil atau standar operasi yang tidak jelas. Dalam VSM lean manufacturing, Pola-pola ini penting karena mengungkapkan di mana aliran data terganggu secara sistematis.
Hambatan biasanya menjadi hal pertama yang diperiksa tim, tetapi seharusnya bukan satu-satunya fokus. Bayangkan seorang manajer produksi di pabrik pengemasan makanan yang memetakan jalur dari pencampuran hingga pengisian, penyegelan, pengemasan kotak, dan penataan palet. Mesin pengisi mungkin tampak sebagai aset yang paling lambat, tetapi peta tersebut juga menunjukkan barang jadi yang menunggu persetujuan QA, catatan batch tulisan tangan yang dimasukkan kembali ke dalam spreadsheet, dan antrian palet yang menumpuk sebelum pengiriman. Dalam hal ini, kendala sebagian terkait dengan peralatan, tetapi gambaran pemborosan secara keseluruhan juga mencakup penundaan informasi dan penundaan pelepasan.
Apa yang Harus Dicari di Peta
Gunakan kotak data dan Simbol VSM untuk memeriksa sinyal-sinyal berikut:
- Hambatan: Satu proses memiliki waktu siklus terpanjang, waktu aktif terendah, atau antrian tertinggi sebelum proses lainnya.
- Langkah-langkah yang tidak memberikan nilai tambah: inspeksi, pengangkutan, penghitungan, entri data manual, atau persetujuan berulang yang tidak mengubah produk
- Persediaan berlebih: Segitiga WIP (Work in Progress) tumbuh di antara tahapan, terutama sebelum mesin bersama atau titik rilis.
- Pengerjaan ulang loop: Anak panah kembali ke stasiun sebelumnya karena kerusakan, kesalahan label, variasi berat isi, atau komponen yang hilang.
- Produksi berlebih: proses hulu berproduksi sesuai jadwal atau ukuran batch, bukan berdasarkan permintaan aktual.
- Kesenjangan komunikasi: papan penjadwalan manual, serah terima email, lembar kerja kertas, atau pelaporan produksi yang tertunda
Masalah-masalah ini harus dikuantifikasi sedapat mungkin. Misalnya, jika satu lini pengemasan memproduksi dalam batch 10.000 unit sementara pengiriman hilir menerima pesanan harian campuran sebanyak 2.000 hingga 3.000 unit, kelebihan produksi bukanlah teori; hal itu terlihat dalam jumlah hari persediaan dan pergerakan penyimpanan. Jika pengerjaan ulang mengirimkan 4% label cetak kembali untuk koreksi, siklus tersebut harus muncul di peta dan dalam rencana perbaikan. Yang terbaik templat peta aliran nilai adalah pihak yang mampu menangkap fakta-fakta ini dengan cukup jelas sehingga tim dapat mengambil tindakan berdasarkan fakta tersebut.
Rancang Kondisi Masa Depan Berdasarkan Arus dan Permintaan
Setelah pemborosan terlihat, kondisi masa depan harus menjawab pertanyaan praktis: bagaimana pekerjaan dapat berjalan dengan lebih sedikit gangguan sambil tetap memenuhi permintaan pelanggan? Di sinilah banyak tim membuat kesalahan dengan menggambar peta ideal yang mengasumsikan sumber daya tak terbatas, persetujuan instan, atau keandalan mesin yang sempurna. Desain kondisi masa depan yang lebih baik adalah... pemetaan aliran nilai Fokusnya adalah pada perubahan yang layak dilakukan untuk mengurangi penundaan, menyederhanakan pengambilan keputusan, dan meningkatkan kontrol alur kerja. Tujuannya bukanlah kesempurnaan di atas kertas; melainkan model operasional yang dapat dicapai.
Mulailah dengan takt dan penyelarasan permintaan. Jika permintaan pelanggan membutuhkan 480 unit per shift, tetapi satu proses hulu mengeluarkan batch 800 unit dua kali sehari, kondisi masa depan harus membahas frekuensi pengeluaran, ukuran batch, dan aturan penyangga. Anda dapat memperkenalkan supermarket, jalur FIFO, perataan gaya heijunka, atau sinyal pengisian ulang standar tergantung pada prosesnya. Intinya adalah menyeimbangkan pekerjaan dengan permintaan aktual daripada membiarkan setiap departemen mengoptimalkan outputnya sendiri secara independen.
Membangun Kondisi Masa Depan yang Realistis Selangkah demi Selangkah
Kondisi masa depan yang praktis biasanya menggabungkan beberapa peningkatan yang ditargetkan daripada satu desain ulang besar. Misalnya, dalam lini manufaktur kontrak elektronik, peta kondisi saat ini mungkin menunjukkan waktu antrian sebelum SMT, persetujuan artikel pertama yang tertunda, dan transfer data cacat secara manual dari stasiun AOI ke laporan terpisah. Kondisi masa depan dapat mengurangi ukuran lot, mendigitalkan alur persetujuan, menghubungkan data kualitas langsung ke pelacakan produksi, dan membuat jalur FIFO antara SMT dan perakitan akhir. Setiap perubahan bersifat spesifik, terukur, dan terkait dengan sumber penundaan yang terlihat pada peta.
Di sinilah juga alat digital membantu mengubah peta kondisi saat ini kondisi masa depan untuk dieksekusi. Dengan platform tanpa kode seperti Jodoo, Dengan begitu, sebuah pabrik dapat mendigitalisasi formulir inspeksi, mengotomatiskan eskalasi ketika WIP (Work in Progress) melebihi batas, menstandarisasi alur kerja persetujuan untuk pergantian atau rilis QA, dan membangun dasbor waktu nyata untuk pencapaian takt, tingkat antrian, dan tren cacat. Hal ini penting karena alur kerja di masa depan bergantung pada data yang tepat waktu, bukan hanya diskusi bengkel yang lebih baik. Ketika informasi bergerak lebih cepat, material biasanya juga ikut bergerak lebih cepat.
Prioritaskan Perubahan berdasarkan Dampak dan Kemudahan Implementasi
Tidak setiap celah di peta harus langsung dijadikan proyek. Sebuah proyek yang baik analisis aliran nilai Memisahkan perbaikan menjadi solusi cepat, perubahan dengan upaya sedang, dan perbaikan struktural jangka panjang. Mengurangi persetujuan dokumen batch dari empat tanda tangan menjadi dua mungkin membutuhkan waktu berminggu-minggu, sementara memindahkan peralatan atau menambah kapasitas pengujian mungkin memerlukan investasi modal dan perencanaan berbulan-bulan. Prioritas menjaga kondisi masa depan tetap berlandaskan pada realitas operasional.
Salah satu metode yang berguna adalah dengan memberi peringkat setiap peningkatan berdasarkan tiga faktor: potensi pengurangan waktu tunggu, kesulitan implementasi, dan ketergantungan lintas fungsi. Misalkan sebuah pabrik minuman mengidentifikasi lima perubahan: mempersingkat waktu rilis QA, mengurangi ukuran batch sirup, menstandarisasi daftar periksa pergantian, mengotomatiskan pencatatan waktu henti, dan menambahkan konveyor palet tambahan. Empat perubahan pertama mungkin memberikan hasil yang lebih cepat dengan investasi yang lebih rendah daripada proyek konveyor, meskipun konveyor tampak menarik di peta. Itulah bagaimana desain kondisi masa depan menjadi rencana transformasi bertahap, bukan sekadar latihan lean teoretis.
Ubah Peta Kondisi Masa Depan Menjadi Rencana Aksi
Langkah terakhir adalah menghubungkan setiap elemen kondisi masa depan dengan pemilik, garis waktu, KPI, dan ritme peninjauan. Jika peta menunjukkan jalur FIFO (First In, First Out), tentukan batas jalur dan siapa yang bereaksi ketika batas tersebut terlampaui. Jika menunjukkan penjadwalan tarik (pull schedule), tentukan sinyal pemicu, aturan pengisian ulang, dan visibilitas dasbor. Tanpa aturan operasional ini, bahkan peta yang digambar dengan baik pun tetap berada di tingkat bengkel dan tidak pernah mengubah manajemen harian.
Rencana masa depan yang kuat juga harus mendefinisikan seperti apa kesuksesan itu dalam angka. Itu mungkin termasuk memangkas waktu tunggu dari 3,2 hari menjadi 1,8 hari, mengurangi WIP (Work in Progress) sebesar... 30%, mengurangi pengerjaan ulang dari 4.5% hingga 2%, atau meningkatkan kepatuhan jadwal dari 78% hingga 92%. Saat Anda menggunakan struktur yang terstruktur templat peta aliran nilai, standar Simbol VSM, Dengan target kinerja yang jelas, peta kondisi masa depan menjadi alat manajemen. Itulah nilai sebenarnya dari VSM lean manufacturingIni memberi Anda cara yang disiplin untuk beralih dari pengamatan ke tindakan.
Bagaimana Jodoo Membantu Produsen Mengubah Pemetaan Aliran Nilai Menjadi Tindakan Nyata
Latihan pemetaan aliran nilai hanya menciptakan nilai ketika tindakan perbaikan benar-benar berjalan di lantai produksi. Banyak tim menyelesaikan peta kondisi saat ini dan kondisi masa depan dalam sebuah lokakarya, menyimpan file tersebut, dan kemudian kesulitan untuk mengubah wawasan tersebut menjadi eksekusi harian. Di situlah Jodoo berbeda: alih-alih berhenti pada diagram statis, produsen dapat menggunakannya untuk membangun formulir, alur kerja, dasbor, dan jalur persetujuan yang diperlukan untuk menjalankan pekerjaan tindak lanjut. Dalam praktiknya, itu berarti... pemetaan aliran nilai Hasilnya menjadi sistem operasi yang dinamis untuk perbaikan berkelanjutan, bukan sekadar dokumen sekali pakai.
Dari Analisis Aliran Nilai hingga Alur Kerja yang Dapat Dieksekusi
Di sebagian besar pabrik, analisis aliran nilai mengidentifikasi daftar tindakan yang jelas: mengurangi waktu pergantian, menstandarisasi pengisian ulang material, meningkatkan waktu henti yang berulang, atau meningkatkan hasil produksi pertama pada satu langkah proses. Jodoo memungkinkan Anda mengubah tindakan tersebut menjadi aplikasi tanpa kode yang sesuai dengan proses aktual pabrik Anda, dengan kolom untuk lini, stasiun, kategori cacat, alasan waktu henti, pemilik, tanggal jatuh tempo, hasil verifikasi, dan foto pendukung. Alih-alih mengandalkan templat peta aliran nilai generik yang ada di PowerPoint atau Excel, tim Anda dapat mencatat tugas peningkatan dalam sistem terstruktur yang terkait dengan data produksi nyata. Ini sangat berguna dalam VSM lean manufacturing program-program yang tujuannya bukan hanya untuk melihat sampah, tetapi juga untuk menghilangkannya secara sistematis.
Bayangkan seorang manajer produksi di pabrik makanan kemasan yang telah memetakan proses pemesanan hingga pengemasan dan mengidentifikasi penundaan berulang antara pencampuran dan pengisian. Dengan menggunakan Jodoo, tim dapat membuat log tindakan digital untuk setiap hambatan, menetapkan tindakan korektif kepada pengawas QA, pemeliharaan, dan produksi, serta meminta bukti penyelesaian sebelum suatu tugas ditandai selesai. Karena alur kerja dapat dikonfigurasi tanpa kode, pabrik dapat menyesuaikan aturan perutean seiring proses di masa mendatang menjadi lebih stabil. Fleksibilitas itu penting ketika prioritas peningkatan berubah dari minggu ke minggu.
Digitalisasi Pengumpulan Data Lantai Produksi Setelah Peta Dibuat
Setelah tim Anda menyepakati desain kondisi masa depan, langkah selanjutnya adalah pengumpulan data yang disiplin. Formulir Jodoo dapat digunakan pada tablet atau ponsel di lini produksi, sehingga operator dan supervisor dapat mencatat waktu tunggu, penghentian kecil, kejadian pengerjaan ulang, dan kekurangan material pada langkah proses yang tepat yang diidentifikasi dalam peta. Anda juga dapat menyertakan kolom referensi yang terhubung ke daftar proses Anda, yang membuat data konsisten dengan Simbol VSM dan tahapan alur yang telah ditentukan tim Anda selama pemetaan. Hasilnya adalah data tindak lanjut yang lebih bersih dan tinjauan akar penyebab yang lebih cepat.
Sebagai contoh, pabrik pembotolan minuman dapat membuat formulir sederhana di sisi jalur produksi untuk mencatat penghentian pengisian berdasarkan kode penyebab, durasi, shift, dan SKU. Jika penghentian melebihi ambang batas, Jodoo dapat secara otomatis memicu pemberitahuan pemeliharaan dan membuat tugas tindak lanjut untuk teknisi yang bertanggung jawab. Seiring waktu, data tersebut membantu memvalidasi apakah peningkatan yang diusulkan dalam peta kondisi masa depan mengurangi waktu tunggu dan frekuensi gangguan. Hal ini juga memberikan dasar bukti yang lebih kuat kepada para insinyur lean daripada catatan papan tulis manual.
Mengarahkan Tindakan di Seluruh Produksi, Pemeliharaan, dan Kualitas
Tindakan perbaikan dari pemetaan aliran nilai sering kali melintasi batas departemen, itulah sebabnya rangkaian email dan spreadsheet bersama cenderung memperlambat momentum. Alur kerja Jodoo dapat secara otomatis mengarahkan tugas berdasarkan lini, stasiun, jenis masalah, atau tingkat keparahan, memastikan tim yang tepat menerima tindakan yang tepat tanpa perlu pengejaran manual. Langkah persetujuan juga dapat ditambahkan ketika tindakan korektif memerlukan persetujuan dari tim teknik, kualitas, atau pimpinan pabrik sebelum ditutup. Ini membantu menstandarisasi tata kelola tanpa menambah administrasi yang tidak perlu.
Contoh yang baik berasal dari perakitan elektronik, di mana hambatan seringkali terletak pada stasiun tertentu dan bukan di seluruh lini produksi. Setelah memetakan lini perakitan, sebuah produsen elektronik menengah menggunakan Jodoo untuk mencatat hambatan berdasarkan stasiun, mengarahkan tindakan korektif ke produksi dan pemeliharaan, serta melacak tugas yang tertunda pada dasbor bersama. Hal itu memberi para supervisor pandangan tunggal tentang tindakan yang masih terbuka, tugas yang sudah lama tertunda, dan status verifikasi, membantu tim mempertahankan keuntungan dari analisis aliran nilai mereka daripada meninjau kembali masalah yang sama setiap bulan. Hal itu mengubah hasil kerja di bengkel menjadi proses manajemen harian yang aktif.
Tampilkan Kemajuan Perbaikan Secara Jelas dengan Dasbor Waktu Nyata
Tim Lean membutuhkan lebih dari sekadar peta yang lengkap; mereka membutuhkan visibilitas tentang apakah tindakan sedang diselesaikan dan apakah kinerja proses benar-benar meningkat. Dasbor Jodoo dapat menampilkan hambatan yang terbuka, tindakan yang tertunda, masalah berulang berdasarkan stasiun, waktu penyelesaian rata-rata, dan tren waktu henti atau jumlah cacat yang terkait dengan setiap area peningkatan. Di sinilah templat peta aliran nilai statis kurang memadai, karena hanya menunjukkan desain proses tetapi bukan disiplin eksekusi di baliknya. Dasbor langsung menutup kesenjangan tersebut.
Bagi para insinyur industri, ini menciptakan jembatan praktis antara kondisi saat ini dan peta kondisi masa depan serta akuntabilitas harian. Anda dapat meninjau status tindakan selama rapat tingkatan, membandingkan kemajuan peningkatan di seluruh lini, dan menyoroti pengecualian sebelum memengaruhi pencapaian jadwal atau pengiriman kepada pelanggan. Di pabrik yang sudah mapan, dasbor ini juga dapat mendukung tinjauan kaizen bulanan dengan menunjukkan tindakan mana yang memberikan dampak terukur dan mana yang perlu ditindaklanjuti. Hal itu membuat pemetaan aliran nilai bagian dari kontrol operasional, bukan hanya analisis.
Mengapa Hal Ini Penting untuk Peningkatan Berkelanjutan
Program manufaktur ramping VSM yang paling kuat tidak berakhir ketika lokakarya selesai. Program tersebut menciptakan siklus yang berulang: memetakan proses, mengidentifikasi pemborosan, menetapkan tindakan, memverifikasi hasil, dan memperbarui standar. Jodoo mendukung siklus tersebut dengan memberikan platform yang dapat dikonfigurasi kepada produsen untuk pengumpulan data, manajemen alur kerja, persetujuan, dan pelaporan di satu tempat. Bagi pabrik yang mencoba menerapkan praktik ramping di berbagai lini atau lokasi, konsistensi tersebut seringkali menjadi pembeda antara keberhasilan yang terisolasi dan peningkatan yang berkelanjutan.
Jika tim Anda sudah tahu cara membangun peta aliran nilai yang kuat, langkah selanjutnya adalah memastikan setiap tindakan memiliki pemilik, tenggat waktu, dan hasil yang terlihat. Jodoo membantu Anda melakukan itu tanpa menunggu proyek perangkat lunak khusus, sehingga pabrik Anda dapat beralih dari analisis ke eksekusi lebih cepat. Dengan kata lain, Jodoo membantu mengubah proses menjadi eksekusi. pemetaan aliran nilai dari aktivitas lokakarya menjadi sistem operasional yang terkelola.
Kesimpulan: Dari Templat Peta Aliran Nilai hingga Peningkatan Berkelanjutan dengan Jodoo
Pemetaan aliran nilai memberikan nilai paling besar ketika ia melakukan lebih dari sekadar mendokumentasikan proses saat ini. Di pabrik nyata, peta tersebut harus menjadi alat manajemen yang berfungsi dan membantu tim Anda beralih dari analisis kondisi saat ini ke eksekusi kondisi masa depan. Itu berarti memahami pemetaan aliran nilai Dalam konteks manufaktur ramping, membangun peta berdasarkan aliran material dan informasi aktual, menggunakan simbol dan metrik VSM dengan benar, dan kemudian mengubah temuan pemborosan menjadi tindakan perbaikan spesifik.
Bayangkan seorang manajer produksi di pabrik perakitan elektronik yang mengidentifikasi waktu tunggu yang berlebihan antara SMT (Surface Mount Technology) dan inspeksi akhir. Lokakarya itu sendiri bermanfaat, tetapi keuntungan sebenarnya berasal dari penugasan tindakan, pelacakan tanggal penyelesaian, dan pengukuran apakah waktu tunggu, WIP (Work in Progress), dan hasil produksi pertama benar-benar meningkat. Hal yang sama berlaku di industri suku cadang otomotif dan manufaktur makanan, di mana tindak lanjut yang terlewatkan sering menyebabkan sesi VSM (Value-Specific Management) yang baik menjadi kurang efektif setelah acara tersebut.
Di sinilah Jodoo dapat membantu. Sebagai platform manufaktur ramping tanpa kode, Jodoo memungkinkan Anda mendigitalkan daftar tindakan, inspeksi, persetujuan, alur kerja eskalasi, dan dasbor KPI tanpa pengembangan TI yang rumit. Jika Anda ingin peta kondisi masa depan Anda menjadi disiplin operasional sehari-hari, Anda dapat mulai uji coba gratis atau pesan demo untuk melihat bagaimana Jodoo mendukung peningkatan berkelanjutan di lantai pabrik.