
Telusuri berdasarkan kategori
Pendahuluan: Mengapa Pemantauan Produksi Penting di Lantai Produksi Saat Ini
Masalah umum di pabrik adalah: pada saat laporan akhir shift menunjukkan kekurangan produksi, kesempatan untuk memulihkan produksi sudah hilang. Hal ini penting karena waktu henti yang tidak direncanakan biasanya merugikan produsen industri. 5% hingga 20% dari kapasitas produktif, dan sebagian besar kerugian itu baru terlihat setelah kejadian ketika pelaporan tertunda. Pemantauan produksi Artinya, melacak apa yang terjadi di lantai produksi saat pekerjaan berlangsung di lini produksi, sehingga pengawas dapat bertindak selama shift, bukan setelahnya.
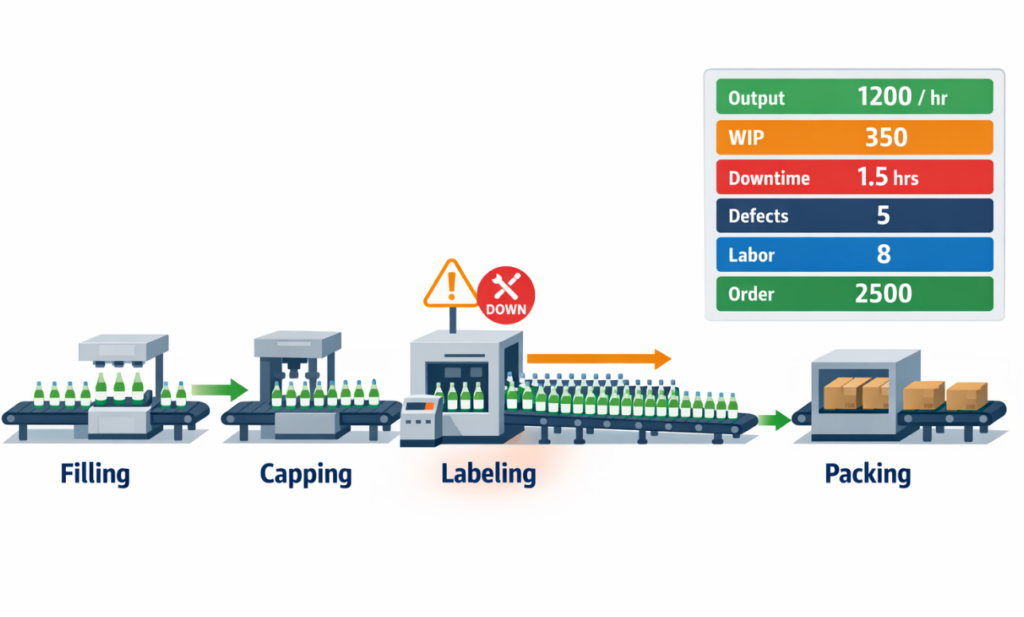
Bagi manajer produksi, visibilitas tersebut jarang hanya tentang satu angka saja. Pencapaian target output bergantung pada bagaimana kuantitas barang jadi, WIP (Work in Progress) antar stasiun, kejadian waktu henti, tingkat cacat, status operator, dan kemajuan pesanan saling memengaruhi secara real time. Tanpa pandangan yang terhubung tersebut, tim sering kali mengandalkan papan tulis, spreadsheet, atau pembaruan verbal yang terlalu lambat untuk mendukung pelacakan produksi yang efektif.
Artikel ini berfokus pada pertanyaan praktis: bagaimana Anda membangun visibilitas lantai produksi secara real-time tanpa mengubah diskusi menjadi pembahasan yang terlalu mendalam? MES atau pabrik pintar proyek? Bagian-bagian berikut menguraikan apa yang perlu dilacak, bagaimana pemantauan langsung meningkatkan keputusan harian, bagaimana menyusun alur kerja pelaporan, dan apa yang perlu dicari dalam sistem pemantauan produksi yang fleksibel.
Apa yang Seharusnya Dilacak oleh Sistem Pemantauan Produksi Secara Real Time
Output dan Pencapaian Target berdasarkan Lini dan Jendela Waktu
A pemantauan produksi Sistem harus dimulai dengan pertanyaan paling mendasar di lantai produksi: berapa banyak yang telah diproduksi lini produksi dibandingkan dengan berapa banyak yang seharusnya diproduksi hingga saat ini. Pada lini pengemasan minuman botol, itu berarti melacak output aktual per jam, per shift, dan per pesanan dibandingkan dengan tingkat yang direncanakan, bukan hanya total di akhir hari. Jika targetnya adalah 4.800 botol per jam dan lini produksi menghasilkan 4.200 botol, selisihnya perlu terlihat segera sehingga supervisor dapat bertindak sebelum shift tersebut tertinggal. Inilah inti dari pelacakan produksi secara real-time karena mengubah produksi dari angka historis menjadi titik kontrol langsung.
Pencapaian target juga harus diuraikan berdasarkan mesin, lini, dan SKU ketika pergantian produksi memengaruhi kecepatan. Suatu lini mungkin tampak dapat diterima pada tingkat shift, sementara satu proses produksi produk sudah berkinerja buruk dibandingkan waktu siklus standarnya. Oleh karena itu, pemantauan lantai produksi yang baik menunjukkan output kumulatif dan tingkat produksi saat ini, sehingga manajer dapat membedakan perlambatan sementara dari masalah struktural. Tanpa pandangan tersebut, visibilitas status produksi tidak lengkap meskipun total unit dilaporkan.
Pekerjaan yang Sedang Dikerjakan Antar Stasiun
Setelah hasil produksi terlihat, kategori selanjutnya adalah pekerjaan dalam proses antar stasiun. Pada jalur produksi minuman yang sama, botol mungkin bergerak lancar melalui proses pengisian tetapi mulai mengantre sebelum penutupan atau pelabelan, menciptakan penyangga yang semakin besar yang menyembunyikan kendala sebenarnya. Sistem pemantauan produksi harus mencatat jumlah WIP (Work in Process) atau status antrean pada poin-poin penting serah terima, Karena penumpukan berlebih biasanya muncul sebelum hilangnya output. Di banyak pabrik, ini adalah sinyal paling awal bahwa aliran produksi terganggu.
WIP (Work in Progress) penting karena menghubungkan pergerakan fisik dengan penurunan kinerja. Jika output pengisi tetap tinggi sementara unit jadi berlabel menurun, masalahnya bukan pada permintaan keseluruhan atau kehadiran tenaga kerja, tetapi pada penyumbatan di dalam lini produksi. Ketika operator, pengawas, dan perencana dapat melihat output, WIP, waktu henti, dan cacat secara bersamaan, mereka mendapatkan gambaran operasional yang utuh, bukan empat laporan yang terpisah.
Kode Waktu Henti dan Alasan
Setelah output dan WIP, sistem perlu... memanfaatkan waktu henti Secara terstruktur. Pada lini produksi minuman, jika mesin pelabelan berhenti selama 12 menit karena ketidaksejajaran sensor, waktu yang hilang harus segera dicatat dengan kode alasan, bukan ditulis di atas kertas kemudian. Penghentian singkat sama pentingnya di sini seperti kerusakan besar, karena penghentian mikro yang berulang sering mengurangi pencapaian per jam tanpa terlihat dramatis pada laporan shift. Pemantauan lantai produksi secara real-time menjadi jauh lebih mudah ditindaklanjuti ketika waktu henti dikaitkan dengan durasi, aset, penyebab, dan status respons.
Kode alasan harus cukup praktis agar operator dapat menggunakannya secara konsisten. Kategori seperti kekurangan material, pergantian produksi, kerusakan mekanis, penangguhan kualitas, dan menunggu perawatan biasanya lebih bermanfaat daripada label yang samar seperti "masalah mesin". Seiring waktu, pengumpulan data produksi ini menciptakan profil kerugian yang membantu pengawas membedakan antara ketidakstabilan peralatan kronis dan masalah disiplin proses. Nilainya bukan hanya pada pencatatan penghentian, tetapi juga dalam membuat sumber kehilangan kapasitas terlihat saat shift masih berjalan.
Cacat dan Pengerjaan Ulang
Suatu lini produksi dapat mencapai target produksi tetapi tetap menghancurkan margin keuntungan jika terlalu banyak produk yang diproduksi. ditolak atau dikerjakan ulang. Pada lini produksi minuman, tutup botol yang rusak, label yang salah, atau botol yang kurang terisi harus dicatat di tempat ditemukannya, dengan jumlah dan jenis kerusakan dicatat secara real-time. Jika jumlah kerusakan meningkat sementara WIP (Work in Progress) juga meningkat, masalah tersebut dapat menyebabkan penurunan kualitas dan gangguan alur produksi secara bersamaan. Hubungan inilah mengapa kerusakan tidak dapat dicantumkan dalam laporan kualitas terpisah jika tujuannya adalah visibilitas status produksi yang sebenarnya.
Pengerjaan ulang harus dilacak secara terpisah dari hasil bagus pada percobaan pertama. Jika tidak, lini produksi mungkin tampak produktif hanya karena unit-unit diproses dua kali. Dasbor produksi yang bermanfaat membedakan total unit yang diproses, unit yang baik, unit yang ditolak, dan unit yang dikerjakan ulang sehingga manajer dapat melihat apakah lini produksi benar-benar mengubah material menjadi output yang dapat dijual. Bagi banyak pabrik, hasil produksi pertama (first-pass yield) adalah salah satu indikator paling jelas apakah lini produksi stabil atau diam-diam mengonsumsi kapasitas.
Status Tenaga Kerja dan Shift
Setelah titik aliran dan kehilangan terlihat, sistem harus menunjukkan siapa yang tersedia untuk menjalankan lini produksi dan dalam kondisi apa. Pada lini yang sama, kekurangan satu operator di stasiun pengemasan atau menjalankan produksi dengan pekerja yang baru dipindahkan dapat menjelaskan mengapa pemulihan output lebih lambat dari yang diharapkan setelah penghentian produksi. Status tenaga kerja tidak perlu menjadi sistem SDM lengkap, tetapi lantai produksi harus mengetahui fakta-fakta pelaksanaan dasar seperti penugasan operator, status serah terima shift, kesenjangan kehadiran, dan apakah tim pendukung telah merespons. Tanpa konteks tersebut, data lini produksi dapat terlihat lebih buruk atau lebih baik dari yang sebenarnya.
Hal ini sangat penting terutama di seluruh perubahan shift, Di sinilah banyak pabrik kehilangan kontinuitas. Jika shift siang meninggalkan tumpukan botol tanpa label dan shift malam dimulai tanpa pembaruan yang jelas, dasbor produksi mungkin hanya menunjukkan gejala tanpa menunjukkan apakah masalah tersebut masih aktif, sudah meningkat, atau sedang menunggu material. Bahkan tampilan langsung sederhana tentang staf lini produksi, kepemilikan shift, dan masalah yang belum terselesaikan dapat meningkatkan kualitas respons. Dalam praktiknya, visibilitas tenaga kerja memberikan makna pada angka-angka yang sudah dilacak.
Jadwal Kemajuan berdasarkan Urutan
Lapisan terakhir dijadwalkan untuk diproses berdasarkan pesanan produksi, batch, atau lini. Lini produksi minuman mungkin berproduksi dengan stabil, tetapi jika tertinggal dari SKU yang dibutuhkan untuk pengiriman, kinerja pabrik secara keseluruhan tetap berisiko. pemantauan produksi Oleh karena itu, sistem harus menghubungkan data eksekusi langsung dengan pesanan yang sedang berjalan, berapa banyak dari pesanan tersebut yang telah selesai, dan apakah lini produksi berjalan lebih cepat, tepat waktu, atau terlambat dari jadwal. Hal ini menutup siklus antara aktivitas tingkat mesin dan rencana produksi.
Bagi manajer produksi, di sinilah pelacakan produksi secara real-time menjadi berguna di luar lini produksi itu sendiri. Output menunjukkan apa yang sedang terjadi; WIP menunjukkan di mana aliran produksi melambat; waktu henti dan cacat menunjukkan mengapa kerugian terjadi; status tenaga kerja menunjukkan kapasitas pelaksanaan; dan kemajuan pesanan menunjukkan dampak bisnis. Ketika sinyal-sinyal ini diperbarui dalam satu tampilan pemantauan, supervisor tidak perlu menunggu ringkasan akhir shift untuk mengetahui apakah intervensi diperlukan. Mereka dapat melihat, lini demi lini dan pesanan demi pesanan, apakah pelaksanaan masih sesuai dengan rencana hari itu.
Bagaimana Pelacakan Produksi Real-Time Meningkatkan Kinerja Manufaktur
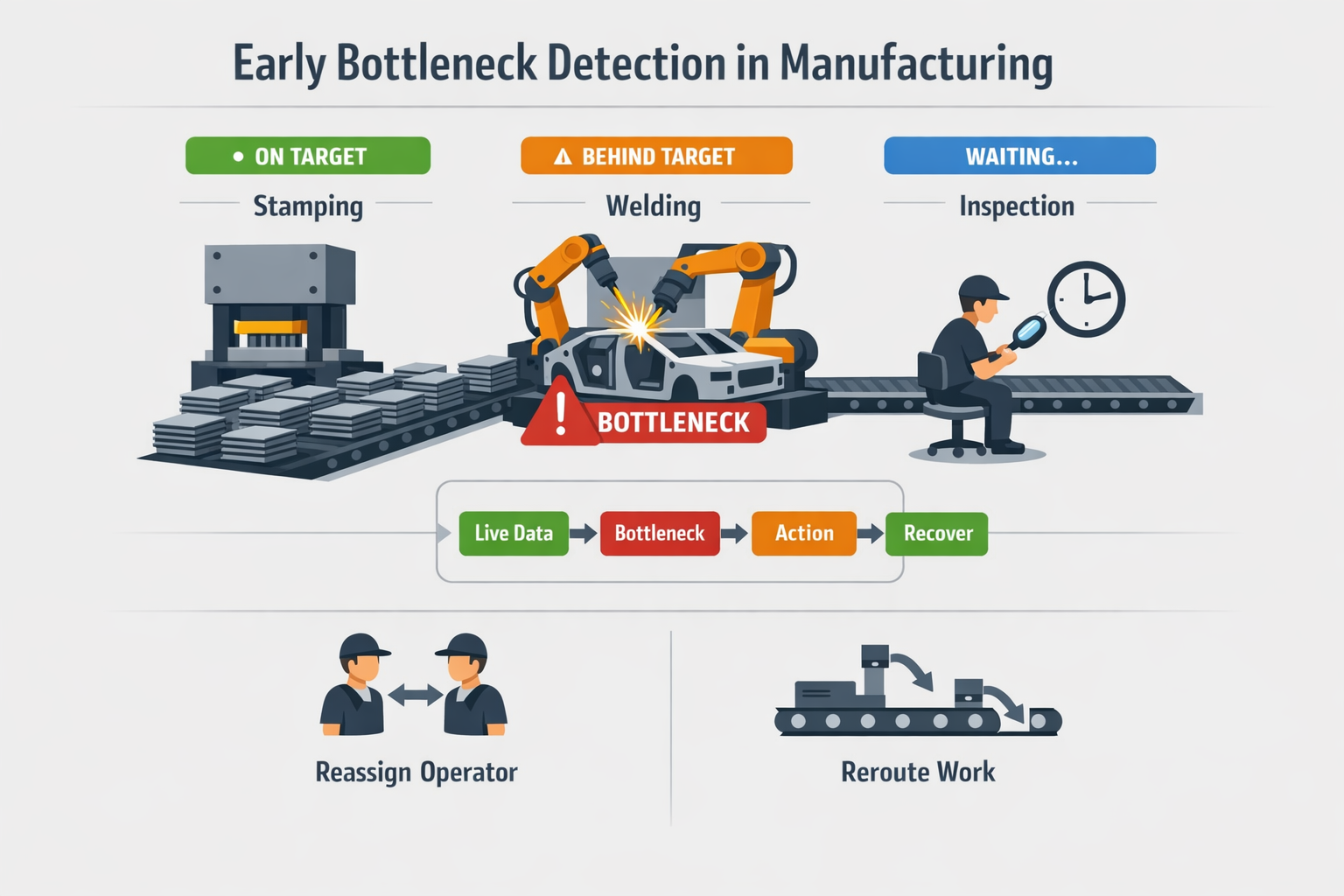
Identifikasi hambatan sebelum mengganggu seluruh jalur produksi.
Dalam manufaktur komponen otomotif, hambatan jarang muncul sebagai peristiwa dramatis tunggal. Lebih sering, seorang supervisor melihat satu sel pengelasan tertinggal beberapa unit dari target, sementara bagian pencetakan di hulu terus memasok komponen, dan bagian inspeksi di hilir mulai menunggu secara berkala. Dengan pelacakan produksi secara real-time, pola tersebut menjadi terlihat cukup dini untuk menyeimbangkan kembali operator, menyesuaikan waktu pergantian, atau mengalihkan sementara pekerjaan sebelum waktu antrian berubah menjadi kehilangan output. Di situlah pemantauan kinerja manufaktur menjadi praktis: hal itu mengubah gangguan aliran kecil menjadi keputusan yang dapat dikelola, bukan kejutan di akhir shift.
Yang baik pemantauan produksi Sistem ini mempersingkat siklus pengambilan keputusan supervisor dari deteksi hingga tindakan. Ketika output per jam, kinerja siklus, dan antrian tingkat stasiun diperbarui secara langsung, tim dapat memastikan apakah masalahnya adalah ketersediaan tenaga kerja, penurunan kecepatan mesin, kekurangan material, atau penahanan kualitas. Alih-alih bereaksi terhadap total produksi yang terlewatkan per shift, mereka bertindak saat masalah masih terbatas pada satu langkah proses. Itulah perbedaan utama antara pelaporan dasar dan pemantauan lantai produksi yang sebenarnya.
Tanggapi Waktu Henti Lebih Cepat dengan Sinyal Kerugian yang Jelas
Dalam lingkungan perakitan elektronik, jalur perakitan permukaan (surface-mount) mungkin hanya kehilangan waktu 8 hingga 12 menit setiap kali terjadi kemacetan pada pengumpan komponen, pemeriksaan program, atau pengisian ulang komponen. Secara individual, penghentian ini tampak kecil, tetapi jika berulang selama satu shift, dapat menghilangkan lebih dari satu jam waktu produktif. Pelacakan produksi secara real-time membantu supervisor melihat tidak hanya bahwa jalur tersebut telah berhenti, tetapi juga berapa lama jalur tersebut berhenti, kode alasan apa yang tercatat, dan apakah dukungan teknis telah merespons. Hal ini meningkatkan disiplin penanganan masalah dan mencegah penghentian singkat menjadi kerugian kronis yang tidak terlihat.
Hal ini penting karena kecepatan respons secara langsung memengaruhi OEEPerforma yang optimal, bahkan jika pabrik tersebut tidak secara formal mengelola setiap lini melalui program OEE. Dasbor produksi yang menyoroti waktu henti aktif berdasarkan durasi dan alasan membantu pemimpin pemeliharaan dan produksi memprioritaskan penghentian yang benar-benar mengancam pencapaian jadwal. Menurut tolok ukur industri dari studi waktu henti, waktu henti yang tidak direncanakan dapat merugikan produsen. 5% hingga 20% kapasitas produksi, bergantung pada stabilitas proses dan kematangan respons. Visibilitas status produksi yang lebih baik tidak menghilangkan kerusakan, tetapi mengurangi keterlambatan antara kejadian, pengenalan, dan intervensi.
Kurangi WIP Tersembunyi dan Jaga Alur Kerja Tetap Terkendali
Dalam kemasan makanan dan minuman, WIP tersembunyi Seringkali penumpukan terjadi antara pengisian, pelabelan, dan pengemasan jauh sebelum lini produksi secara resmi dianggap tertunda. Jika setiap stasiun hanya melaporkan kemasan akhir yang sudah dikemas, pengawas mungkin melewatkan fakta bahwa produk setengah jadi menumpuk di satu titik transfer sementara stasiun lain terus melakukan penghentian mikro. Pengumpulan data produksi secara real-time di titik-titik kritis membuat ketidakseimbangan tersebut terlihat selama shift, bukan setelah rekonsiliasi inventaris. Hal itu memungkinkan tim untuk melindungi alur produksi, mengurangi waktu tunggu, dan menurunkan risiko produk cacat akibat paparan berlebihan atau keterlambatan penanganan.
Hal ini sangat penting terutama di pabrik-pabrik di mana masa simpan, rentang suhu, atau waktu sanitasi memengaruhi ekonomi penundaan. Suatu lini produksi dapat tampak produktif di atas kertas, sementara sebenarnya terdapat kelebihan WIP (Work in Progress) yang menyita tenaga kerja, ruang lantai, dan risiko pengerjaan ulang. Dengan pemantauan lantai produksi yang lebih kuat, pengawas dapat melakukan koreksi yang lebih kecil dan lebih awal, seperti memperlambat satu proses hulu, mengurangi dukungan ke stasiun yang terbatas, atau menyesuaikan urutan batch. Keputusan-keputusan tersebut meningkatkan kualitas hasil produksi tanpa perlu mendesain ulang sistem secara keseluruhan.
Jaga agar Jadwal Produksi Tetap Sesuai Rencana, Shift demi Shift
Kontrol jadwal membaik ketika pemantauan produksi Menghubungkan kemajuan aktual dengan rencana pesanan secara real-time. Pada lini model campuran, keterlambatan 3% pada siang hari mungkin masih bisa diatasi; tetapi keterlambatan 3% pada SKU yang salah dengan pengiriman pelanggan pada pukul 4 sore adalah masalah yang berbeda sama sekali. Pelacakan produksi real-time memberi perencana, pengawas, dan pemimpin lini pandangan bersama tentang pesanan mana yang mengalami kemajuan, mana yang tertunda, dan di mana intervensi akan memberikan dampak tertinggi. Hal itu membuat pemulihan jadwal lebih terarah dan tidak terlalu mengganggu.
Dalam praktiknya, hal ini mengubah manajemen shift dari tekanan umum menjadi tindakan spesifik. Alih-alih meminta lini produksi untuk "bekerja lebih keras," supervisor dapat memutuskan apakah akan mengizinkan lembur di satu stasiun, mengatur ulang pesanan jangka pendek, menghubungi bagian logistik untuk pengisian ulang yang lebih cepat, atau memindahkan operator terlatih ke proses yang terbatas. Pabrik dengan visibilitas status produksi yang kuat biasanya pulih lebih cepat karena mereka mengelola pengecualian, bukan asumsi. Itulah nilai operasional dari dasbor produksi yang digunakan dengan baik: dasbor tersebut mendukung pengambilan keputusan sesuai dengan kecepatan operasional pabrik sebenarnya.
Dari Papan Tulis ke Dasbor: Cara Membangun Alur Kerja Pemantauan Lantai Produksi yang Praktis
Mulailah dengan Poin-Poin Pelaporan yang Mendorong Pengambilan Keputusan
Sebuah praktik pemantauan produksi Alur kerja dimulai dengan memilih sejumlah kecil titik pelaporan yang sesuai dengan cara pengawas benar-benar mengelola lini produksi. Di sebagian besar pabrik, itu berarti mencatat jumlah di akhir langkah proses, mencatat waktu henti ketika mesin berhenti melebihi ambang batas yang ditetapkan, dan mengkonfirmasi kemajuan pesanan pada setiap pergantian shift atau tahapan produksi. Jika Anda mencoba mencatat semuanya pada hari pertama, pengumpulan data produksi menjadi beban dan kualitas data menurun.
Untuk pabrik semi-digital, titik awal terbaik biasanya adalah... satu jalur, satu pola kerja shift, dan satu ritme pelaporan.. Pembaruan output per jam, pencatatan alasan downtime, dan pelaporan cacat dasar seringkali cukup untuk menciptakan visibilitas status produksi yang bermanfaat tanpa membebani operator. Ini memberi Anda dasar untuk pelacakan produksi secara real-time sambil menjaga agar peluncuran tetap terkendali.
Tetapkan Kepemilikan Data yang Jelas di Lantai Produksi
Setiap titik data dalam sistem pemantauan produksi harus memiliki nama. pemilik. Operator dapat memasukkan output, penghentian, dan jumlah kerusakan di tingkat stasiun, sementara pemimpin lini atau pengawas memvalidasi pengecualian, entri yang hilang, dan varians yang tidak biasa terhadap target. Tanpa kepemilikan, bahkan proses pemantauan lantai produksi yang dirancang dengan baik pun hanya akan menjadi latihan spreadsheet yang tidak lengkap.
Di sinilah banyak implementasi gagal secara diam-diam: pabrik menambahkan layar, tetapi tidak ada yang mendefinisikan siapa yang memperbarui apa, kapan, dan dalam kondisi apa. Model kepemilikan yang sederhana bekerja lebih baik daripada yang kompleks. Misalnya, operator mengirimkan data produksi aktual per jam, bagian pemeliharaan mengkonfirmasi penyebab penghentian yang lebih lama, dan pengawas menyelesaikan masalah yang perlu ditangani sebelum shift berakhir.
Standarisasi Input Sebelum Anda Membuat Dasbor
Sebelum Anda mendesain dasbor produksi, membakukan Cara data dikumpulkan. Itu berarti interval pelaporan yang tetap, kode alasan waktu henti yang konsisten, kategori barang rusak dan pengerjaan ulang yang jelas, dan aturan sederhana untuk penyelesaian sebagian atau pergantian. Jika satu lini mencatat "kekurangan material," lini lain mencatat "tidak ada material," dan lini ketiga membiarkan kolom tersebut kosong, pemantauan kinerja manufaktur akan menghasilkan kebisingan alih-alih wawasan.
Dalam praktiknya, standardisasi seharusnya membuat entri data lebih cepat, bukan lebih sulit. Formulir seluler atau tablet di sisi jalur produksi harus menggunakan menu tarik-turun (dropdown), stempel waktu otomatis, informasi pesanan yang sudah terisi sebelumnya, dan kolom wajib hanya di tempat yang relevan. Tujuannya adalah untuk mengurangi entri teks bebas dan menciptakan data yang bersih yang dapat dipercaya oleh supervisor selama jam kerja, bukan hanya setelahnya.
Buat Alur Sederhana dari Entri Data ke Dasbor hingga Peringatan
Setelah input distandarisasi, hubungkan ke dalam alur operasi yang sederhana. Operator memasukkan jumlah dan penghentian melalui formulir seluler atau tablet; data tersebut masuk ke dasbor produksi langsung berdasarkan lini dan shift, dan aturan peringatan dipicu ketika output tertinggal dari rencana atau waktu henti melebihi ambang batas. Ini mengubah pembaruan manual menjadi siklus pemantauan lantai produksi yang dapat digunakan, bukan sekadar pencatatan pasif.
Alur kerja tahap pertama yang realistis tidak memerlukan otomatisasi tingkat lanjut. Anda hanya membutuhkan stempel waktu, referensi pesanan atau baris, validasi dasar, status visual pada dasbor, dan satu atau dua aturan eskalasi, seperti memberi tahu supervisor setelah 10 menit penghentian yang tidak direncanakan. Itu sudah cukup untuk beralih dari pelaporan yang tertunda ke pemantauan produksi aktif.

Jika Anda mendigitalisasi alur kerja ini, Jodoo Sistem ini dapat mendukung struktur ujung-ke-ujung tersebut dengan formulir tanpa kode untuk pelaporan operator, aturan alur kerja untuk peringatan dan eskalasi, serta dasbor yang diperbarui berdasarkan lini, pesanan, atau shift. Hal ini penting bagi pabrik yang menginginkan pelacakan produksi secara real-time tanpa harus menunggu siklus pengembangan kustom yang panjang. Keunggulan utamanya bukanlah alat itu sendiri, tetapi kemampuan untuk mengkonfigurasi alur kerja di sekitar logika pelaporan yang ada dan kemudian memperbaikinya secara bertahap.
Lakukan secara bertahap dan perketat aturan seiring waktu.
Urutan peluncuran yang paling efektif biasanya adalah... Tangkap data terlebih dahulu, visibilitas kedua, peringatan ketiga.. Pada minggu pertama, fokuslah untuk mendapatkan data yang andal dari lantai produksi. Setelah data stabil, bangun dasbor produksi berdasarkan beberapa tampilan inti seperti aktual vs target, kejadian waktu henti yang terbuka, dan kemajuan pesanan per lini.
Setelah itu, tambahkan hanya peringatan yang mendorong tindakan. Terlalu banyak notifikasi akan menimbulkan kebutaan yang sama seperti tidak adanya notifikasi sama sekali. Sebuah pendekatan praktis. pemantauan produksi Sistem mungkin dimulai hanya dengan tiga pemicu: target per jam yang terlewat, waktu henti di atas batas tetap, dan lonjakan kerusakan berulang dalam satu shift.
Jaga agar alur kerja bermanfaat bagi operator dan supervisor.
Proses pemantauan lantai produksi hanya berfungsi jika antarmuka sesuai dengan pengguna. Operator membutuhkan entri data yang cepat dan mudah di perangkat seluler atau tablet yang digunakan bersama, sementara supervisor membutuhkan tampilan yang difilter yang menyoroti pengecualian, bukan daftar transaksi mentah. Data yang sama harus mendukung eksekusi dan manajemen, tetapi tampilan layarnya tidak boleh sama.
Itulah mengapa tampilan berbasis peran penting bahkan pada tahap pengaturan awal. Layar operator harus menjawab, “Apa yang perlu saya laporkan sekarang?” Tampilan pengawas harus menjawab, “Lini mana yang membutuhkan intervensi sekarang?” Ketika pengumpulan data produksi dan pengambilan keputusan dirancang bersama, alur kerja menjadi bagian dari manajemen harian, bukan tugas sampingan.
Hal yang Perlu Diperhatikan dalam Perangkat Lunak Pemantauan Produksi untuk Visibilitas Fleksibel dan Real-Time
Memilih pemantauan produksi Perangkat lunak bukan hanya tentang membeli sistem tercanggih, tetapi lebih tentang mencocokkan alat tersebut dengan cara kerja pabrik Anda sebenarnya. Bagi sebagian besar pabrik, pertanyaan intinya sederhana: dapatkah sistem tersebut menangkap data produksi yang tepat di titik kerja, menampilkannya kepada orang yang tepat dengan cepat, dan memicu tindakan sebelum waktu kerja berakhir? Itulah standar yang harus dipenuhi oleh sistem pemantauan produksi yang praktis.
Pengambilan Data yang Dapat Dikonfigurasi Adalah Suatu Keharusan
Sistem yang bermanfaat seharusnya memungkinkan Anda untuk menentukan apa yang perlu dilaporkan oleh operator, teknisi, dan supervisor tanpa memaksa setiap lini produksi menggunakan templat yang sama. Dalam praktiknya, itu berarti formulir yang fleksibel untuk output per jam, kode alasan waktu henti, jumlah barang rusak, status pergantian produksi, dan komentar di sisi lini produksi. Jika proses pengumpulan data produksi Anda tidak dapat disesuaikan berdasarkan kelompok produk, pusat kerja, atau shift, perangkat lunak tersebut akan menjadi masalah solusi sementara alih-alih alat visibilitas.
Hal ini sangat penting dalam lingkungan manufaktur campuran. Lini pengemasan mungkin memerlukan pelacakan kehilangan kecepatan dan penggantian film, sementara sel permesinan mungkin memerlukan data penyelesaian siklus, penggantian alat, dan hasil produksi pertama. Pengaturan kaku yang hanya mendukung penghitungan produksi umum akan membatasi pelacakan produksi secara real-time saat Anda mencoba untuk memperluasnya melampaui satu lini sederhana.
Tampilan Berbasis Peran Menjaga Sistem Tetap Dapat Digunakan
Pengguna yang berbeda membutuhkan tingkat visibilitas status produksi yang berbeda. Operator membutuhkan layar entri cepat dan target yang jelas, pengawas shift membutuhkan tampilan lini yang berfokus pada pengecualian, dan manajer pabrik membutuhkan dasbor produksi yang lebih luas yang membandingkan lini, pesanan, dan shift. Jika semua orang melihat layar yang sama dan penuh sesak, adopsi biasanya menurun, dan waktu respons melambat.
Pandangan berbasis peran Selain itu, hal ini juga meningkatkan disiplin data. Ketika seorang teknisi hanya melihat kejadian waktu henti yang terbuka dan kolom respons yang diperlukan, sistem menjadi lebih mudah digunakan di bawah tekanan waktu. Untuk pemantauan kinerja manufaktur, kesederhanaan di setiap peran seringkali lebih berharga daripada memberikan setiap pengguna akses ke setiap metrik.
Peringatan Seharusnya Mendorong Tindakan, Bukan Hanya Pemberitahuan
Banyak alat yang dapat menampilkan angka secara langsung, tetapi hanya sedikit yang dapat mengubah kondisi abnormal menjadi tindakan tepat waktu. Perangkat lunak pemantauan lantai produksi yang baik harus mendukung peringatan ambang batas seperti output yang turun di bawah target selama dua interval berturut-turut, waktu henti melebihi batas yang ditetapkan, atau limbah yang melampaui toleransi tingkat shift. Nilainya bukan pada peringatan itu sendiri, tetapi pada kemampuan untuk mengarahkannya ke orang yang tepat dengan konteks yang cukup untuk merespons dengan cepat.
Titik kegagalan umum dalam pelaporan manual adalah bahwa masalah hanya terlihat ketika seseorang memeriksa papan, membuka spreadsheet, atau meminta pembaruan. Sistem yang kaku memiliki masalah sebaliknya: mereka mengumpulkan data secara konsisten tetapi membuat perubahan pada logika peringatan lambat atau bergantung pada TI. Alur kerja pemantauan yang dapat dikonfigurasi berada di tengah-tengah, memberi Anda pelaporan terstruktur dengan kontrol praktis atas kapan dan bagaimana eskalasi terjadi.

Desain Dasbor Harus Sesuai dengan Cara Pengambilan Keputusan
Dasbor produksi seharusnya membantu pengawas dan manajer memutuskan langkah selanjutnya, bukan hanya menampilkan lebih banyak grafik. Di tingkat lini produksi, biasanya itu berarti target versus output aktual secara langsung, status pesanan saat ini, kejadian waktu henti aktif, penumpukan WIP (Work in Progress), dan tren cacat dalam satu tampilan. Di tingkat pabrik, itu mungkin berarti membandingkan pencapaian jadwal, kerugian terkait OEE (Overall Equipment Effectiveness), dan status tenaga kerja di berbagai lini atau departemen.
Desain dasbor terbaik juga memungkinkan pengguna untuk beralih dari ringkasan ke detail tanpa meninggalkan alur kerja. Misalnya, jika seorang manajer pabrik melihat satu lini produksi tertinggal dari jadwal, mereka harus dapat menelusuri pola waktu henti atau lonjakan cacat yang menyebabkan kesenjangan tersebut. Koneksi antara gambaran umum dan detail akar penyebab inilah yang membedakan visibilitas operasional dari pelaporan statis.
Otomatisasi Alur Kerja Menjadi Lebih Penting Seiring dengan Skalabilitas Perusahaan
Dalam skala kecil, sebuah lini produksi dapat bertahan dengan pelaporan yang disiplin dan seorang supervisor yang memantau angka-angka dengan cermat. Namun, seiring bertambahnya lini produksi, shift, dan produk, pemantauan manual menjadi tidak konsisten. Di sinilah masalahnya muncul. otomatisasi alur kerja menjadi barang yang wajib dimiliki untuk pemantauan produksi perangkat lunak, terutama jika aturan eskalasi, persetujuan, atau serah terima lintas fungsi Anda masih dikelola melalui pesan obrolan dan panggilan telepon.
Opsi Integrasi Penting untuk Akurasi Data
Visibilitas waktu nyata Sistem menjadi lebih andal ketika dapat terhubung dengan alat-alat yang sudah digunakan pabrik Anda. Tergantung pada pengaturan Anda, itu mungkin termasuk pesanan produksi ERP, pemindaian kode batang, sinyal mesin, catatan perawatan, atau data inspeksi kualitas. Tanpa kemampuan integrasi, tim sering kali harus memasukkan data ulang, yang melemahkan kepercayaan dan kecepatan.
Itu tidak berarti setiap pabrik membutuhkan arsitektur mesin-ke-sistem lengkap sejak hari pertama. Banyak produsen memulai dengan pengumpulan data produksi manual dan semi-otomatis, kemudian menambahkan integrasi di mana manfaat operasionalnya jelas. Saat mengevaluasi perangkat lunak, periksa apakah perangkat lunak tersebut dapat berkembang dari tablet dan input operator ke koneksi data yang lebih luas tanpa memaksa pembangunan ulang total.
Skalabilitas di Seluruh Lini dan Pabrik Merupakan Persyaratan Jangka Panjang
Proyek percontohan yang berjalan pada satu lini saja tidak cukup jika setiap perluasan memerlukan perancangan ulang formulir, pembangunan ulang dasbor, dan pelatihan ulang pengguna dari awal. Perangkat lunak yang dapat diskalakan Hal ini memungkinkan Anda untuk menstandarisasi metrik inti sambil tetap beradaptasi dengan perbedaan proses lokal berdasarkan lini, area, atau pabrik. Keseimbangan tersebut sangat penting bagi perusahaan yang menjalankan operasi regional dengan kebutuhan pelaporan bersama dan realitas produksi yang berbeda.
Sebagai contoh, sebuah grup dengan satu pabrik di Thailand dan satu lagi di Vietnam mungkin menginginkan pandangan eksekutif yang sama tentang pencapaian jadwal dan kerugian, tetapi detail pelaporan yang berbeda di tingkat lini produksi. Sistem pemantauan produksi yang fleksibel harus mendukung keduanya. Jika sistem tersebut tidak dapat diskalakan secara struktural, model pelaporan Anda akan kembali terfragmentasi seiring dengan pertumbuhan implementasinya.
Kesimpulan: Mengapa Jodoo Apakah Ada Cara Praktis untuk Meluncurkan Pemantauan Produksi Lebih Cepat?
Efektif pemantauan produksi Dimulai dengan disiplin sederhana: tangkap sinyal yang tepat di lantai produksi, buat sinyal tersebut terlihat dengan cepat, dan picu tindakan sebelum kerugian kecil menjadi kehilangan produksi. Bagi sebagian besar pabrik, itu berarti melacak output, WIP (Work in Progress), waktu henti, cacat, status tenaga kerja, dan kemajuan pesanan dalam satu tampilan operasional daripada melalui lembaran kertas, spreadsheet, dan ringkasan shift yang tertunda. Ketika supervisor dapat melihat perubahan saat terjadi, mereka dapat merespons dalam hitungan menit alih-alih menunggu hingga akhir shift.
Sebagai platform manufaktur ramping tanpa kode, Jodoo Memungkinkan tim Anda untuk membuat formulir pelaporan seluler, perintah kerja digital, alur kerja eskalasi, dan dasbor waktu nyata tanpa proyek perangkat lunak khusus yang panjang. Tim perakitan elektronik, misalnya, dapat menggunakan tablet atau ponsel untuk mengirimkan penghitungan per jam, mencatat waktu henti berdasarkan kode alasan, dan memperbarui status lini secara langsung, sementara pengawas menerima peringatan dan melihat risiko jadwal pada satu dasbor.
Jika Anda ingin meluncurkan pemantauan produksi lebih cepat tanpa implementasi MES yang besar, Jodoo memberi Anda cara fleksibel untuk mendigitalisasi alur kerja seputar operasi aktual Anda. Anda dapat mulai uji coba gratis atau pesan demo untuk melihat apakah cocok dengan tanaman Anda.

