
Pendahuluan: Apa Arti Pemeliharaan Otonom dalam TPM Modern
Satu kali penghentian yang tidak direncanakan dapat merugikan produsen jauh lebih banyak daripada sekadar hilangnya waktu di lini produksi. Di pabrik otomotif dan elektronik, waktu henti dapat mengganggu siklus produksi, menunda pengiriman ke pelanggan, dan memaksa lembur yang semakin membebani sumber daya tenaga kerja yang sudah terbatas. Itulah sebabnya pemeliharaan mandiri telah menjadi bagian inti dari TPM modern: hal ini mengalihkan perawatan peralatan dasar kepada orang-orang yang paling dekat dengan mesin, sehingga masalah kecil dapat ditemukan sebelum menjadi kerusakan yang mahal.
Secara praktis, pemeliharaan otonom adalah pilar pemeliharaan yang dipimpin operator dalam Total Productive Maintenance (TPM). Operator bertanggung jawab atas pembersihan rutin, inspeksi, pelumasan, pengencangan baut, dan deteksi dini kelainan, sementara teknisi pemeliharaan fokus pada pekerjaan korektif dan preventif yang membutuhkan keterampilan lebih tinggi. Bayangkan seorang supervisor produksi di pabrik suku cadang otomotif yang meminta operator untuk memeriksa kebocoran oli, getaran yang tidak biasa, dan pelindung yang longgar setiap kali memulai shift; tindakan sederhana tersebut dapat mencegah masalah kecil berubah menjadi jam kerja yang hilang.
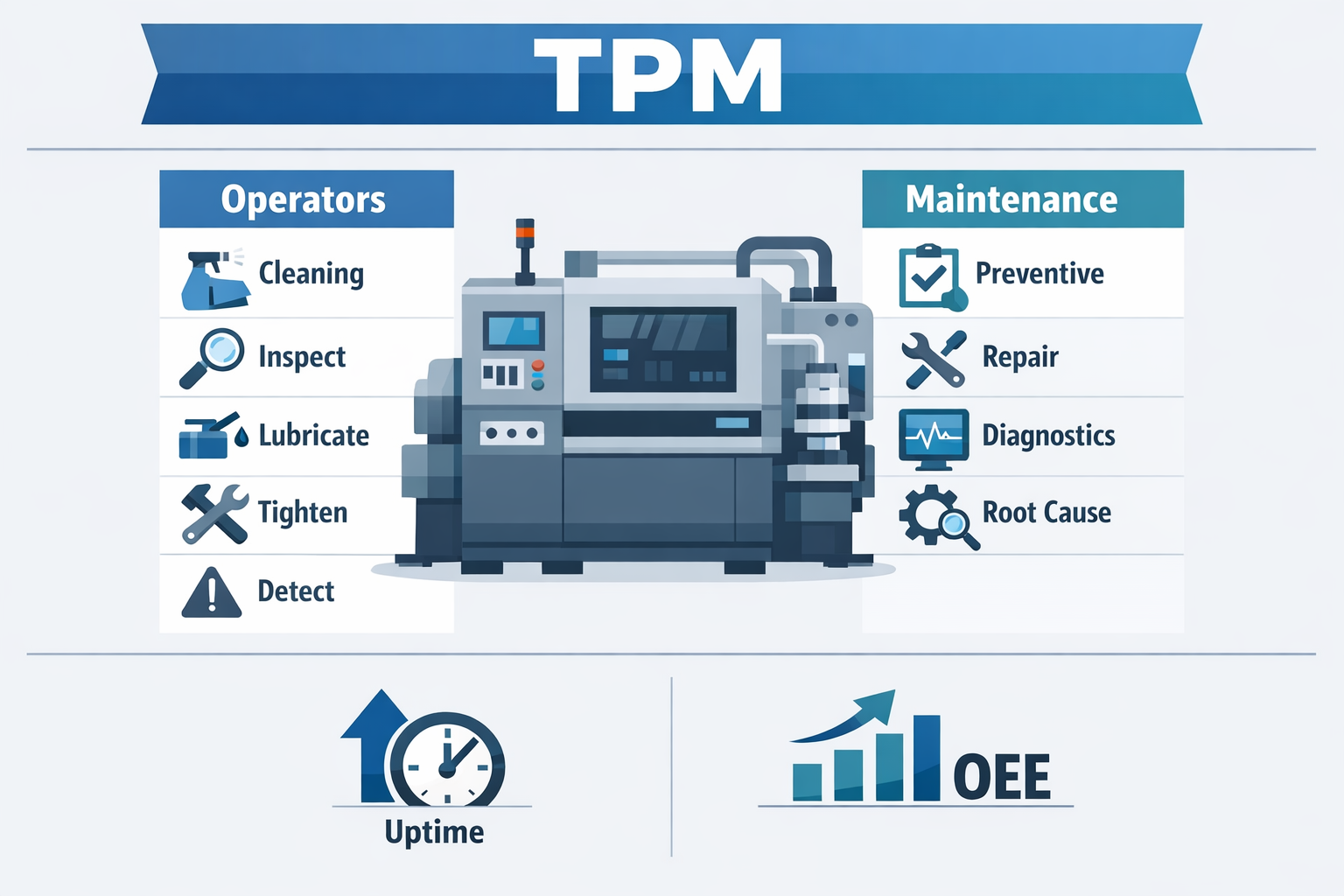
Hal ini menjadi semakin penting saat ini karena pabrik menghadapi target waktu operasional yang lebih tinggi, tim yang lebih ramping, dan tekanan yang meningkat untuk meningkatkan OEE (Overall Equipment Effectiveness). Dalam artikel ini, Anda akan mempelajari seperti apa pemeliharaan otonom TPM (Total Productive Maintenance) dalam pengaturan pabrik nyata, bagaimana melatih operator secara efektif, dan bagaimana alat digital seperti Jodoo dapat menstandarisasi pemeriksaan, mendeteksi anomali, dan menjaga agar tindakan tindak lanjut tetap terlihat.
Mengapa Program Pemeliharaan Mandiri Terhenti di Lantai Bengkel?
Masalahnya biasanya terletak pada sistem harian, bukan pada konsep AM.
Paling pemeliharaan mandiri Program tidak gagal karena operator menolak merawat peralatan. Program terhenti karena pabrik tidak pernah beroperasi. Pemeliharaan mandiri TPM Mengubah ide menjadi rutinitas harian yang sederhana dan dapat diulang yang sesuai dengan realitas produksi. Tim meluncurkan pelatihan, menetapkan standar kebersihan, dan menerapkan lembar periksa, tetapi setelah beberapa minggu, pekerjaan mulai bervariasi menurut lini produksi, shift, dan pengawas. Apa yang tampak bagus selama peluncuran menjadi sulit untuk dipertahankan selama tekanan produksi yang sebenarnya.
Pada banyak tanaman, terdapat kesenjangan antara proses yang dirancang dan proses yang terjadi. Pilar AM TPM dapat mendefinisikan dengan jelas langkah-langkah pemeliharaan mandiri Seperti pembersihan, inspeksi, pelumasan, pengencangan, dan penandaan kelainan, tetapi operator masih diharapkan untuk mengingat detail dari pelajaran satu poin yang dilaminasi atau map kertas. Ketika waktu siklus produksi ketat, pergantian lini terlambat, atau ketidakhadiran memaksa rotasi pekerjaan, langkah-langkah tersebut mudah dilewati atau dipercepat. Itulah mengapa pemeliharaan yang dipimpin operator sering melemah setelah diluncurkan, bahkan ketika dukungan manajemen tulus.
Daftar Periksa Kertas Gagal Berfungsi dalam Kondisi Produksi Nyata
Pengendalian berbasis kertas adalah salah satu alasan terbesar. perawatan yang dipimpin operator Kehilangan konsistensi. Daftar periksa di papan klip dapat mengkonfirmasi bahwa suatu tugas telah disetujui, tetapi jarang menunjukkan apakah poin yang tepat telah diperiksa, apakah anomali telah difoto, atau apakah tugas tersebut diselesaikan pada waktu yang tepat. Dalam praktiknya, kertas memberi tanaman catatan, tetapi tidak selalu verifikasi.
Bayangkan seorang supervisor produksi di pabrik perakitan elektronik yang meminta tiga shift untuk menyelesaikan pemeriksaan awal pada pengumpan SMT, titik tekanan udara, dan sensor konveyor. Shift siang mengisi formulir dengan cermat, shift malam mencentang kotak di akhir proses produksi, dan tim pengganti akhir pekan menggunakan versi daftar periksa yang sudah usang. Pada Senin pagi, supervisor memiliki tumpukan formulir tetapi tidak ada cara yang dapat diandalkan untuk melihat tugas perawatan peralatan mana yang sebenarnya telah dilakukan, anomali mana yang masih belum terselesaikan, atau mesin mana yang mengalami masalah berulang.
Hal ini penting karena kesalahan kecil dalam pengecekan dapat dengan cepat berubah menjadi waktu henti produksi. Menurut perkiraan industri, waktu henti produksi yang tidak direncanakan dapat merugikan produsen ribuan dolar per jam, tergantung pada proses dan nilai produk, dengan lini produksi berkecepatan tinggi atau yang sangat otomatis seringkali menghadapi kerugian yang jauh lebih besar. Dalam konteks tersebut, perawatan peralatan oleh operator Ini harus lebih dari sekadar lembar yang ditandatangani; ini membutuhkan ketertelusuran, ketepatan waktu, dan eskalasi yang cepat.
Pelaksanaan yang Tidak Konsisten Antar Shift Mengikis Standar
Salah satu titik kemacetan umum di Pemeliharaan mandiri TPM Salah satu masalah yang sering terjadi adalah variasi antar shift. Bahkan ketika prosedur kerja standar sudah ditulis dengan baik, pabrik sering menemukan bahwa setiap shift menafsirkan poin inspeksi secara berbeda. Satu tim membersihkan dan memeriksa secara menyeluruh, tim lain hanya fokus pada kotoran yang terlihat jelas, dan tim lainnya melewatkan pemeriksaan pelumasan karena mereka berasumsi bahwa bagian perawatan telah menanganinya selama penghentian operasional terakhir.
Jalur pengemasan makanan menunjukkan hal ini dengan jelas. Pada shift pagi, operator mungkin memeriksa rahang penyegel untuk melihat adanya penumpukan residu dan memastikan stabilitas suhu sebelum memulai proses pengemasan SKU. Pada shift malam, pemeriksaan yang sama mungkin dianggap opsional jika jalur produksi sudah tertunda. Seiring waktu, pabrik mulai melihat lebih banyak cacat penyegelan, lebih banyak pengerjaan ulang, dan lebih banyak perdebatan tentang apakah masalah tersebut berasal dari kondisi mesin, variasi material, atau disiplin pengaturan.
Di sinilah banyak orang Pilar AM TPM Upaya-upaya tersebut kehilangan kredibilitas. Para pemimpin berasumsi bahwa standar tersebut ada, sehingga mereka berasumsi bahwa pekerjaan sedang berlangsung. Tetapi kecuali para penyelia dapat dengan cepat membandingkan tingkat penyelesaian, anomali, dan kesalahan berulang per shift, standar tersebut menjadi teoritis dan bukan operasional.
Rendahnya Kepercayaan Diri Operator Memperlambat Perawatan Peralatan oleh Operator
Alasan lain mengapa pemeliharaan mandiri terhambat adalah karena operator diberitahu untuk "menguasai mesin" sebelum mereka merasa yakin untuk mengidentifikasi seperti apa kondisi normalnya. Pembersihan biasanya diterima terlebih dahulu karena terlihat dan mudah dilakukan. Inspeksi, penilaian pelumasan, dan pengenalan kelainan lebih sulit karena membutuhkan pengetahuan praktis tentang peralatan, bukan hanya kepatuhan.
Bayangkan seorang operator di pabrik pengisian minuman yang memperhatikan getaran kecil pada mesin penutup botol selama pembersihan rutin. Jika operator tersebut belum dilatih untuk membedakan getaran normal dari keausan bantalan awal, mereka mungkin mengabaikannya untuk menghindari memperlambat lini produksi atau menimbulkan alarm palsu. Jika mereka melaporkan terlalu banyak masalah yang tidak pasti dan mendapatkan sedikit umpan balik, mereka mungkin berhenti melaporkan kondisi yang meragukan sama sekali.
Di sinilah tempatnya langkah-langkah pemeliharaan mandiri Seringkali menjadi mekanis daripada bermakna. Operator dapat menyelesaikan tugas tanpa membangun kepercayaan diri untuk mendeteksi tanda-tanda peringatan dini. Berkelanjutan perawatan yang dipimpin operator Hal ini bergantung pada pemberian standar sederhana kepada tim garda depan tentang apa yang harus diperiksa, apa yang harus dicatat, apa yang dianggap tidak normal, dan apa yang terjadi selanjutnya setelah mereka melaporkannya.
Tindak Lanjut yang Lemah Mengubah Deteksi Kelainan Menjadi Jalan Buntu
Banyak pabrik berupaya keras melatih operator untuk mengidentifikasi anomali, tetapi kemudian gagal menutup siklusnya. Label dipasang, catatan ditulis, dan cacat disebutkan selama serah terima shift, tetapi tidak ada proses yang cepat dan terstruktur untuk menetapkan, melacak, dan memverifikasi tindakan korektif. Setelah beberapa waktu, operator menyadari bahwa melaporkan masalah tidak selalu menghasilkan tindakan nyata.
Hal ini menciptakan pola yang berbahaya dalam pemeliharaan mandiri. Tim lapangan terus menemukan pelindung yang longgar, kebocoran oli, kontaminasi sensor, sabuk yang aus, atau suara yang tidak biasa, tetapi sinyal-sinyal tersebut tetap terputus dari respons pemeliharaan. Dalam istilah TPM, pabrik meminta operator untuk mendukung pengendalian kerusakan dini tanpa memberi mereka jalur eskalasi yang dapat diandalkan.
Pendekatan yang lebih baik adalah memperlakukan setiap anomali sebagai bagian dari alur kerja, bukan hanya pengamatan. Jika seorang operator mencatat kemacetan berulang di mesin pengemas karton, masalah tersebut harus segera diteruskan ke pemilik yang tepat, memiliki tenggat waktu, dan memberikan umpan balik yang terlihat ke bagian produksi setelah tindakan diambil. Tanpa siklus tersebut, perawatan peralatan oleh operator mulai terasa seperti urusan administrasi daripada pencegahan.
Pengawas Seringkali Kurang Memiliki Visibilitas Waktu Nyata
Pengawas biasanya bertanggung jawab untuk memverifikasi apakah Pemeliharaan mandiri TPM Upaya tersebut tetap dilakukan, tetapi banyak dari mereka bekerja dengan informasi yang tertunda atau tidak lengkap. Pada saat catatan kertas dikumpulkan, ditinjau, dan diringkas, kesempatan untuk membimbing perilaku yang terlewatkan telah berlalu. Hasilnya adalah audit setelah kejadian, bukan koreksi pada shift yang sama.
Hal ini sangat sulit terutama di lingkungan multi-lini. Seorang supervisor di pabrik garmen mungkin mengawasi area menjahit, menyetrika, memotong, dan mengemas dengan berbagai jenis mesin dan tingkat keterampilan operator yang berbeda. Jika data penyelesaian AM hanya ada dalam folder atau spreadsheet yang diperbarui di akhir hari, supervisor tidak dapat dengan cepat melihat lini mana yang melewatkan pemeriksaan pembersihan area jarum, mesin mana yang mengalami kelainan berulang, atau tim mana yang membutuhkan dukungan segera sebelum cacat meningkat.
Kurangnya visibilitas itulah mengapa banyak pabrik mengatakan mereka memiliki program pemeliharaan otonom, tetapi tidak dapat menjawab pertanyaan operasional dasar secara konsisten. Jalur mana yang menyelesaikan semua pemeriksaan harian hari ini? Anomali mana yang masih terbuka setelah 24 jam? Aset mana yang mengalami masalah yang sama tiga kali bulan ini? Tanpa jawaban tersebut, Pilar AM TPM tetap bergantung pada disiplin individu daripada eksekusi yang terkontrol.
Pemeliharaan Otonom yang Berkelanjutan Membutuhkan Kontrol Harian yang Sederhana dan Terverifikasi
Tumbuhan yang menopang pemeliharaan mandiri Biasanya, sistem ini melakukan satu hal lebih baik daripada yang lain: mereka membuat pelaksanaan harian mudah diselesaikan dan mudah diverifikasi. Operator tahu persis tugas mana yang menjadi tanggung jawab mereka, supervisor dapat melihat penyelesaian dan anomali secara real time, dan tim pemeliharaan menerima eskalasi terstruktur alih-alih laporan verbal yang terfragmentasi. Itulah yang mengubah TPM dari inisiatif peluncuran menjadi sistem yang berfungsi di lantai produksi.
Di sinilah dukungan digital menjadi praktis, bukan teoritis. Dengan platform tanpa kode seperti ini Jodoo, Dengan demikian, produsen dapat mengganti daftar periksa AM statis dengan formulir seluler, pencatatan anomali berbasis foto, alur kerja tindak lanjut otomatis, dan dasbor berdasarkan lini, shift, atau mesin. Alih-alih meminta tim untuk "mengingat prosesnya," pabrik dapat membangun sistem yang memandu setiap langkah, mencatat bukti, dan memberi pengawas visibilitas langsung tentang apakah ada anomali atau tidak. perawatan yang dipimpin operator Ini benar-benar terjadi.
7 Langkah Pemeliharaan Mandiri yang Perlu Dikuasai Operator
Ide inti di balik pemeliharaan mandiri Sederhana saja: operator bertanggung jawab penuh atas mesin yang mereka operasikan setiap hari, sementara tim pemeliharaan fokus pada pekerjaan teknis yang membutuhkan keterampilan lebih tinggi. Dalam praktiknya, hal itu hanya berhasil jika prosesnya terstruktur, terlatih, dan terdokumentasi. Ini langkah-langkah pemeliharaan mandiri menciptakan struktur itu, mengubah perawatan peralatan oleh operator menjadi rutinitas yang dapat diulang di dalam Pemeliharaan mandiri TPM, bukan daftar periksa informal yang akan hilang setelah beberapa minggu.
Langkah 1: Melatih Operator tentang Kepemilikan Peralatan Dasar
Pelatihan adalah fondasi dari Pilar AM TPM Karena operator tidak dapat merawat peralatan yang tidak mereka pahami. Pada tahap ini, mereka perlu mempelajari komponen mesin, kondisi operasi normal, metode pembersihan dasar, titik pelumasan, tindakan pencegahan keselamatan, dan cara mendeteksi kelainan awal seperti getaran yang tidak biasa, kebocoran, pengencang yang longgar, atau perubahan suhu. Tujuannya bukan untuk mengubah operator menjadi teknisi, tetapi untuk menjadikan mereka pemilik lini pertama peralatan yang percaya diri.
Dukungan dari supervisor sangat penting dalam penyampaian pelatihan. Supervisor produksi dan pemimpin pemeliharaan harus berlatih berdampingan di mesin, menggunakan komponen sebenarnya, kerusakan sebenarnya, dan kondisi operasi sebenarnya, bukan hanya sesi di kelas. Di pabrik perakitan elektronik, misalnya, operator lini SMT harus diperlihatkan bagaimana debu pengumpan, sensor yang tidak sejajar, dan sambungan udara yang longgar memengaruhi akurasi penempatan, bukan hanya diberi tahu untuk "menjaga mesin tetap bersih."“
Dokumentasi pada tahap ini harus praktis dan visual. Gunakan pelajaran satu poin, daftar periksa awal, standar kebersihan berbasis foto, dan aturan eskalasi sederhana yang mendefinisikan apa yang dapat dilakukan operator dan apa yang harus diserahkan kepada bagian pemeliharaan. Formulir digital yang dibuat dalam platform seperti Jodoo dapat membantu menstandarisasi catatan pelatihan, persetujuan, dan pelacakan pelatihan penyegaran di seluruh shift tanpa bergantung pada map kertas.
Langkah 2: Pembersihan dan Inspeksi Awal
Pembersihan awal adalah langkah praktis pertama yang sesungguhnya dalam perawatan yang dipimpin operator, Dan ini jauh lebih dari sekadar pekerjaan rumah tangga. Ketika operator membersihkan mesin secara menyeluruh, mereka menemukan titik keausan tersembunyi, penutup yang rusak, rembesan oli, kabel yang longgar, ventilasi yang tersumbat, dan selang yang retak yang mudah terlewatkan selama produksi normal. Inilah mengapa banyak tim TPM memperlakukan pembersihan sebagai inspeksi dengan nama lain.
Pengawas harus merencanakan langkah ini sebagai aktivitas terkontrol, bukan sebagai sesuatu yang dilakukan di antara proses produksi. Mereka perlu mengalokasikan waktu, menentukan zona mesin, menyediakan alat pembersih, dan melibatkan teknisi perawatan untuk mengkonfirmasi temuan operator. Bayangkan seorang pengawas produksi di lini pengemasan makanan yang menjadwalkan pembersihan awal selama dua jam pada mesin pengisian-penyegelan horizontal; tim mungkin menemukan penumpukan bubuk di dekat segel, pelindung yang tidak sejajar, dan kebocoran udara yang menyebabkan kualitas kemasan tidak konsisten.
Dokumentasi yang dibutuhkan harus mencakup tindakan dan temuan. Itu termasuk foto sebelum dan sesudah, label anomali, lembar inspeksi, dan log cacat yang dikategorikan berdasarkan sumber, tingkat keparahan, dan tim yang bertanggung jawab. Alur kerja penandaan digital sangat berguna di sini karena mencegah daftar anomali tetap berada di papan tulis dan hilang setelah pergantian shift.
Langkah 3: Hilangkan Sumber Kontaminasi dan Area yang Sulit Diakses
Setelah tahap pembersihan pertama mengungkap dari mana kotoran, puing-puing, kebocoran, dan penumpukan berulang berasal, langkah selanjutnya adalah menghilangkan penyebabnya. Ini adalah perubahan pola pikir yang penting: operator berhenti membersihkan masalah yang sama berulang kali dan mulai membantu tim mendesain ulang kondisi yang menciptakannya. Dalam kondisi yang baik Pemeliharaan mandiri TPM Dalam program-program tersebut, langkah ini memisahkan upaya jangka pendek dari kendali jangka panjang.
Perilaku operator di sini mencakup mengidentifikasi titik-titik kontaminasi yang berulang, mencatat area inspeksi yang sulit dijangkau, dan menyarankan perbaikan sederhana di sisi mesin. Di pabrik garmen, misalnya, operator yang mengoperasikan peralatan pemotong otomatis mungkin memperhatikan serat kain menumpuk di sekitar sensor dan di bawah penutup yang sulit dibuka selama penghentian singkat. Bagian pemeliharaan dan teknik dapat merespons dengan peningkatan akses, pelindung debu, atau metode pembersihan udara yang direvisi sehingga area tersebut tetap terlihat dan lebih mudah diperiksa.
Dukungan dari supervisor harus fokus pada prioritas dan tindak lanjut yang cepat. Tim akan kehilangan momentum ketika operator mengangkat masalah kontaminasi yang sama selama berminggu-minggu tanpa tindakan. Oleh karena itu, dokumentasi harus mencakup register tindakan penanggulangan dengan tanggal jatuh tempo, kepemilikan, status, dan validasi apakah perubahan tersebut benar-benar mengurangi waktu pembersihan atau frekuensi anomali.
Langkah 4: Tetapkan Standar Sementara untuk Perawatan Rutin
Setelah pembersihan dan penghilangan sumber masalah, operator memerlukan rutinitas harian yang jelas yang mendefinisikan seperti apa "perawatan dasar" itu. Standar sementara ini biasanya mencakup titik pembersihan, titik inspeksi, tugas pelumasan dalam lingkup operator, frekuensi, alat yang dibutuhkan, dan kondisi yang dapat diterima untuk setiap item. Pada titik ini, perawatan peralatan oleh operator menjadi terlihat, dapat diajarkan, dan dapat diaudit.
Pengawas harus membuat versi pertama standar yang cukup sederhana agar dapat digunakan dalam kondisi produksi nyata. Standar yang membutuhkan waktu 40 menit tetapi hanya diberi waktu 10 menit akan diabaikan, tidak peduli seberapa baik penulisannya. Di pabrik pembotolan minuman, seorang pemimpin lini dapat membuat standar sementara untuk nosel pembilas, pemandu konveyor, dan sensor label, dengan pemeriksaan khusus pada saat memulai, pertengahan shift, dan pergantian shift untuk menjaga agar rutinitas tetap realistis.
Dokumentasi harus visual dan spesifik untuk mesin. Gunakan lembar informasi yang dilaminasi, instruksi tugas yang ditautkan dengan kode QR, peta pelumasan, dan daftar periksa digital singkat yang dapat diisi operator di perangkat seluler. Jodoo dapat mendukung hal ini dengan mengubah setiap standar mesin menjadi alur kerja yang terkontrol, dengan akses berbasis peran, riwayat penyelesaian, dan peringatan ketika pemeriksaan dilewati atau terjadi kelainan.
Langkah 5: Membangun Keterampilan Inspeksi Umum
Inspeksi umum memperluas kemampuan operator melampaui masalah yang tampak jelas dan masuk ke dalam penilaian kondisi dasar. Operator mempelajari bagaimana elemen mesin seperti bantalan, rantai, sabuk, komponen pneumatik, indikator listrik, dan sensor seharusnya terlihat, terdengar, dan terasa normal. Inilah tahap di mana perawatan yang dipimpin operator Mulai memberikan nilai keandalan yang nyata, karena anomali diidentifikasi lebih awal dan dengan kualitas yang lebih baik.
Dukungan dari supervisor dan teknisi perawatan sangat penting karena langkah ini melibatkan pengembangan keterampilan, bukan hanya kepatuhan. Teknisi perawatan harus mengajarkan sinyal-sinyal kegagalan umum, urutan inspeksi, dan batasan aman untuk pemeriksaan operator. Di pabrik pengolahan plastik, misalnya, operator lini ekstrusi dapat dilatih untuk mengenali perubahan warna pita pemanas, ketidakkonsistenan aliran pendingin, variasi tekanan, atau suara abnormal pada gearbox sebelum kondisi tersebut meningkat hingga menyebabkan waktu henti.
Dokumentasi harus berkembang dari sekadar pengecekan ya atau tidak menjadi catatan inspeksi yang terarah. Artinya, perlu ditambahkan kode kondisi, kategori kerusakan, foto, dan data yang dapat dianalisis trennya seperti pengamatan suhu, tekanan, atau getaran jika memungkinkan. Tujuannya adalah agar temuan inspeksi bermanfaat untuk perencanaan, bukan hanya untuk pengarsipan.
Langkah 6: Standardisasi di Seluruh Shift dan Mesin
Setelah operator dapat membersihkan, memeriksa, dan melakukan perawatan rutin secara konsisten, langkah selanjutnya adalah standardisasi. Ini memastikan mesin yang sama menerima tingkat perawatan yang sama terlepas dari shift, pengawas, atau pengalaman operator. Tanpa standardisasi, satu lini mungkin berkinerja sangat baik. pemeliharaan mandiri, sementara lini lain dengan peralatan yang sama kembali mengalami rutinitas yang tidak konsisten.
Pengawas harus membandingkan penyelesaian tugas, kualitas penandaan anomali, dan disiplin inspeksi di seluruh tim, kemudian menyelaraskan metode terbaik ke dalam satu standar yang disetujui. Hal ini sangat penting dalam operasi multi-lini di mana variasi menciptakan perbedaan keandalan yang tersembunyi. Di pabrik barang konsumsi dengan beberapa jalur pengemasan, satu shift mungkin mendeteksi rel pemandu yang longgar lebih awal karena mereka mengikuti pemeriksaan awal yang lebih ketat, sementara shift lain melewatkannya; standardisasi menutup kesenjangan tersebut.
Dokumentasi pada tahap ini harus mencakup SOP terkontrol, riwayat revisi, matriks kompetensi, lembar audit, dan definisi KPI standar. Sistem digital sangat berharga karena memastikan setiap orang melihat daftar periksa terbaru, versi pelatihan, dan jalur eskalasi. Sistem ini juga mempermudah perbandingan kepatuhan berdasarkan lini produksi, shift, dan jenis mesin.
Langkah 7: Mendorong Peningkatan Berkelanjutan dan Manajemen Diri
Tahap terakhir dari langkah-langkah pemeliharaan mandiri Di sinilah rutinitas menjadi berkelanjutan. Operator tidak lagi hanya menyelesaikan pemeriksaan yang ditugaskan; mereka secara aktif meninjau kondisi peralatan, mengusulkan perbaikan, melacak anomali yang berulang, dan bertanggung jawab untuk menjaga kondisi dasar mesin mereka. Di sinilah Pilar AM TPM berkembang dari proyek peluncuran menjadi sistem manajemen.
Para supervisor harus beralih dari penegakan langsung ke pembinaan dan peninjauan kinerja. Hal itu termasuk meninjau tren seperti label yang berulang, waktu rata-rata antar penghentian kecil, pengurangan waktu pembersihan, dan skor audit dengan operator selama rapat shift atau tinjauan lini mingguan. Tim yang berkinerja tinggi tidak hanya mengatakan bahwa pemeriksaan telah dilakukan; mereka dapat menunjukkan bahwa inspeksi dan perawatan yang lebih baik mengurangi penghentian berulang pada mesin selama kuartal terakhir.
Dokumentasi harus mendukung siklus manajemen mandiri tersebut. Gunakan log peningkatan, register tindakan, dasbor audit, dan tinjauan bulanan yang terkait dengan KPI tingkat mesin. Dengan platform tanpa kode seperti Jodoo, tim dapat menghubungkan daftar periksa operator, laporan anomali, tindakan korektif, dan tren dasbor dalam satu sistem, sehingga memudahkan. pemeliharaan mandiri lebih mudah untuk dipertahankan di seluruh pabrik daripada bergantung pada spreadsheet atau file kertas yang terisolasi.
Bagaimana Mengevaluasi Alat untuk Eksekusi Pemeliharaan Otonom TPM
Memilih alat untuk pemeliharaan mandiri Ini bukan sekadar keputusan perangkat lunak. Ini adalah keputusan desain operasional yang memengaruhi seberapa konsisten operator memeriksa, membersihkan, melumasi, menandai kelainan, dan menyerahkan masalah kepada bagian pemeliharaan. Jika Anda ingin Pemeliharaan mandiri TPM Agar dapat digunakan sehari-hari, alat tersebut harus sesuai dengan perilaku di lantai produksi, rutinitas shift, dan kematangan karyawan Anda. langkah-langkah pemeliharaan mandiri. Kerangka evaluasi yang baik seharusnya lebih berfokus pada apakah sistem tersebut mendukung disiplin daripada pada jumlah fitur. perawatan peralatan oleh operator dalam skala besar.
Mulailah dengan Kemudahan Penggunaan bagi Operator di Lantai Produksi
Uji pertama sederhana: dapatkah operator menggunakan alat tersebut dengan cepat selama shift kerja sebenarnya tanpa menghentikan alur produksi? Di banyak pabrik, tugas perawatan otomatis terjadi dalam waktu singkat sebelum memulai produksi, selama pergantian shift, atau pada serah terima akhir shift, sehingga antarmuka harus berfungsi dengan baik pada perangkat seluler dan tablet. Itu berarti tombol yang besar, urutan tugas yang sederhana, dukungan offline atau konektivitas rendah jika diperlukan, dan pengetikan minimal. Jika operator harus menavigasi lima layar hanya untuk mengkonfirmasi pelumasan, adopsi akan menurun dengan cepat.
Bayangkan seorang supervisor produksi di pabrik perakitan elektronik yang menjalankan empat jalur SMT dalam dua shift. Operator perlu menyelesaikan pemeriksaan pembersihan awal, memverifikasi kondisi pengumpan, memeriksa tekanan udara, dan mengunggah foto nozel yang aus sebelum jalur produksi dilepas. Dalam lingkungan tersebut, kemudahan penggunaan seluler lebih penting daripada menu konfigurasi tingkat lanjut karena sistem harus berfungsi di tempat penggunaan, bukan hanya di kantor pemeliharaan. Aturan praktisnya adalah mengukur waktu yang dibutuhkan operator sebenarnya untuk menyelesaikan satu rutinitas pemeliharaan preventif (AM); jika membutuhkan waktu lebih dari beberapa menit untuk pemeriksaan dasar, alat tersebut mungkin terlalu berat untuk digunakan di lini produksi.
Periksa Apakah Daftar Periksa Dapat Berkembang Seiring dengan Kematangan AM
Kuat Pilar AM TPM Program tidak bersifat statis. Daftar periksa tahap awal seringkali berfokus pada pembersihan dasar, inspeksi, pengencangan, dan pelumasan, sementara tahap selanjutnya menambahkan standar kondisi, pemeriksaan garis tengah, dan tugas kepemilikan operator yang lebih tepat. Alat Anda harus memungkinkan Anda untuk memperbarui logika daftar periksa, frekuensi, bidang, dan instruksi kerja tanpa siklus TI yang panjang. Ini penting karena perawatan yang dipimpin operator Menjadi lebih kuat ketika standar semakin matang sebagai respons terhadap perilaku mesin yang sebenarnya.
Carilah formulir fleksibel yang mendukung langkah-langkah bersyarat, instruksi berbasis peran, dan varian khusus peralatan. Misalnya, lini pengemasan makanan mungkin memerlukan rutinitas perawatan otonom yang berbeda untuk unit pengisi, penyegel, dan pengkodean tanggal bahkan dalam sel produksi yang sama. Jika ditemukan penyimpangan suhu rahang penyegel berulang kali, Anda harus dapat menambahkan titik inspeksi baru dan persyaratan foto dalam hitungan jam, bukan menunggu berminggu-minggu untuk perubahan sistem. Alat terbaik memudahkan penyempurnaan standar saat tim bergerak maju di tahap selanjutnya. langkah-langkah pemeliharaan mandiri.
Evaluasi Peningkatan Abnormalitas dan Pengambilan Foto Secara Bersamaan
Salah satu kriteria terpenting adalah bagaimana alat tersebut menangani anomali setelah operator menemukannya. Alat tersebut seharusnya melakukan lebih dari sekadar mencatat "masalah ditemukan"; alat tersebut harus mengklasifikasikan anomali, menetapkan prioritas, memberi tahu orang yang tepat, dan melacak penyelesaiannya. Di sinilah banyak tim memisahkan pemeriksaan rutin dari pelaksanaan TPM yang sebenarnya, meskipun TPM yang efektif Pemeliharaan mandiri TPM Hal ini bergantung pada deteksi dan respons. Jika eskalasi lemah, lantai produksi menjadi tempat pengumpulan tag yang belum terselesaikan, bukan sistem peningkatan siklus tertutup.
Pengambilan foto sangat penting karena operator sering mengidentifikasi masalah visual: kebocoran oli, pelindung yang longgar, selang yang retak, penumpukan bubuk, atau label yang hilang. Di pabrik pembotolan minuman, misalnya, operator dapat melihat keausan awal pada pemandu sisi konveyor selama pemeriksaan sanitasi dan memulai ulang. Foto yang dikaitkan dengan ID peralatan, lini produksi, shift, dan kategori kelainan memberikan konteks kepada teknisi perawatan sebelum mereka tiba, mengurangi perjalanan yang sia-sia dan mempercepat penanganan masalah. Alat ini harus memungkinkan pengambilan beberapa foto, anotasi jika memungkinkan, dan tautan langsung dari catatan foto ke alur kerja kelainan.
Pastikan Alur Kerja Persetujuan Sesuai dengan Tata Kelola TPM yang Sesungguhnya
Tidak setiap tugas pemeliharaan otonom memerlukan persetujuan, tetapi beberapa memang memerlukannya. Perubahan standar sementara, penyelesaian tindakan pemulihan, pembukaan kembali anomali yang berulang, atau persetujuan pada poin perawatan operator baru biasanya memerlukan validasi dari pengawas atau bagian pemeliharaan. Alat yang tepat seharusnya memungkinkan Anda untuk mengatur alur kerja persetujuan yang sederhana sehingga tata kelola mendukung proses tanpa memperlambatnya. Hal ini sangat berguna di pabrik-pabrik di mana bagian teknik, produksi, dan pemeliharaan berbagi kepemilikan aset-aset penting.
Sebagai contoh, di pabrik garmen dengan peralatan pemotongan dan pengepresan berkecepatan tinggi, seorang operator mungkin menyelesaikan inspeksi harian yang direvisi setelah pembaruan rekayasa proses. Standar baru mungkin memerlukan konfirmasi dari pemimpin lini selama dua minggu pertama untuk memastikan pemeriksaan dilakukan dengan benar. Sistem yang berguna harus secara otomatis mengarahkan tinjauan tersebut, mencatat siapa yang menyetujuinya, dan menyimpan versi yang disetujui yang terkait dengan mesin dan tanggal. Tingkat kontrol tersebut sangat penting ketika perawatan peralatan oleh operator menjadi bagian dari standar operasional formal.
Prioritaskan Jejak Audit dan Ketertelusuran
Seiring dengan semakin terintegrasinya pemeliharaan otonom, ketertelusuran menjadi semakin penting. Anda perlu mengetahui siapa yang melakukan tugas tersebut, kapan tugas itu dilakukan, apa yang ditemukan, apakah anomali tersebut dilaporkan, dan berapa lama waktu yang dibutuhkan untuk penyelesaiannya. Hal ini sangat berharga untuk tinjauan TPM internal, audit proses berlapis, dan lingkungan produksi yang sensitif terhadap kepatuhan. Ini juga membantu manajer pemeliharaan memisahkan kesenjangan eksekusi yang sebenarnya dari kesenjangan dokumentasi.
Jejak audit yang andal harus mencatat stempel waktu, identitas pengguna, versi daftar periksa, perubahan status, komentar, dan tindakan tindak lanjut. Jika suatu lini mengalami penghentian berulang dan tim mencurigai pemeriksaan harian yang tidak lengkap, Anda harus dapat meninjau catatan berdasarkan mesin, operator, dan shift tanpa harus mencari-cari di dalam map kertas. Dalam sistem yang sudah mapan, perawatan yang dipimpin operator Dengan sistem ini, visibilitas ini mendukung pembinaan sekaligus akuntabilitas. Hal ini mengubah AM dari aktivitas "selesai atau belum selesai" menjadi disiplin operasional yang terukur.
Cari Laporan berdasarkan Lini Produksi, Shift, dan Pabrik
Suatu alat mungkin berfungsi dengan baik untuk satu lini produksi tetapi tetap gagal sebagai sistem manajemen TPM jika pelaporannya lemah. Anda harus dapat melihat tingkat penyelesaian, tren anomali, penutupan yang tertunda, cacat berulang, dan kepatuhan inspeksi berdasarkan lini produksi, shift, area, dan pabrik. Dasbor ini membantu supervisor mengelola pelaksanaan harian dan membantu pimpinan pabrik melihat apakah... Pilar AM TPM terus berkembang secara konsisten di seluruh departemen. Tanpa lapisan pelaporan ini, pemeliharaan otonom tetap bersifat lokal dan sulit untuk ditingkatkan skalanya.
Pelaporan terbaik juga mendukung perbandingan, bukan hanya total. Seorang manajer pemeliharaan mungkin ingin membandingkan tingkat penyelesaian shift pagi dan malam pada lini pengemasan, atau melihat pabrik mana yang memiliki jumlah anomali berulang tertinggi per 100 inspeksi. Menurut studi industri tentang kinerja pemeliharaan, waktu henti yang tidak direncanakan dapat menghabiskan biaya yang besar. Kapasitas produksi 5% hingga 20% Dalam bidang manufaktur, visibilitas terhadap pola anomali sejak dini memiliki nilai operasional langsung. Dasbor yang baik memungkinkan Anda untuk bertindak berdasarkan tren sebelum tren tersebut menjadi kerugian kronis.
Menilai Seberapa Cepat Standar Dapat Diperbarui di Seluruh Pabrik
One overlooked evaluation point is change management. As teams gain experience, the standards behind langkah-langkah pemeliharaan mandiri should improve: unclear checks get clarified, frequencies change, photos become mandatory, and certain findings trigger new escalation paths. The tool should make these updates fast, controlled, and deployable across selected assets or plants. Otherwise, mature AM practices stall because old versions of standards remain in circulation.
This matters most in multi-line or multi-site operations. If a plant engineering team improves a motor inspection standard on one line, they should be able to push that update to similar equipment elsewhere while still keeping local differences where needed. Platforms like Jodoo are useful in this context because operations teams can configure forms, workflows, and dashboards without waiting for heavy custom development. That makes it easier to keep autonomous maintenance execution aligned with actual equipment conditions, not outdated documents.
A Practical Evaluation Checklist
When you evaluate any tool for pemeliharaan mandiri, ask these operational questions:
- Can operators complete checks easily on mobile during real shift conditions?
- Can checklists change as your Pemeliharaan mandiri TPM program matures?
- Can operators capture abnormalities with photos and escalate them immediately?
- Can approvals be added for standard changes, validation, or exception handling?
- Is there a full audit trail for every check, abnormality, and closure action?
- Can dashboards report performance by line, shift, area, and plant?
- Can standards be updated quickly across equipment groups without IT delays?
If the answer to several of these is no, the tool may support recordkeeping but not true TPM execution. The best systems strengthen perawatan peralatan oleh operator, create closed-loop responses to abnormalities, and make continuous improvement easier as your AM program advances.
Paper vs. CMMS vs. No-Code: Where Jodoo Fits for Operator-Led Maintenance
Choosing the right system for pemeliharaan mandiri is not just an IT decision. It directly affects how consistently operators perform cleaning, inspection, lubrication, and abnormality tagging on the shop floor. For teams rolling out Pemeliharaan mandiri TPM, the best approach is the one that makes daily action simple for operators, visible to supervisors, and usable for improvement over time.
Paper and Spreadsheets: Simple to Start, Hard to Scale
Paper checklists and spreadsheet logs are still common in early-stage perawatan yang dipimpin operator programs because they are easy to launch. A production supervisor can print a daily inspection sheet, add a few machine points, and start immediately without software setup. This works for a single area or pilot cell, especially when you are first teaching the langkah-langkah pemeliharaan mandiri.
The limitation appears when you need control, traceability, and speed. Paper records are hard to verify in real time, photos cannot be attached easily, and trend analysis usually depends on someone retyping data later. In a food packaging plant, for example, operators may complete line-side inspection sheets for sealers and conveyors, but recurring issues like guard looseness or unusual vibration often stay buried in binders until a weekly review.
Traditional CMMS: Strong for Maintenance Control, Less Flexible for Operators
A traditional CMMS is useful when you need structured maintenance planning, spare parts tracking, asset history, and formal work order management. For maintenance managers, it is often the backbone of preventive maintenance and corrective maintenance activity. It can also support parts of the Pilar AM TPM when operator findings need to escalate into maintenance tasks.
However, many CMMS platforms are designed primarily for technicians and planners rather than frontline operators. That means daily perawatan peralatan oleh operator can feel too formal, too slow, or too difficult to adapt when inspection points change by machine, product, or shift. Imagine a production manager at a beverage plant who wants filler operators to capture capper alignment checks, lubrication confirmation, and photo-based abnormalities from a phone in under two minutes; a conventional CMMS may record the work, but not always in a way that fits fast, repetitive shop-floor routines.
No-Code Operational Workflow Platforms: Where Jodoo Fits
This is where a no-code operational workflow platform like Jodoo fits especially well for pemeliharaan mandiri. Instead of forcing your perawatan yang dipimpin operator process into a rigid maintenance module, you can build mobile point inspection apps that match the exact inspection sequence, machine labels, abnormality categories, and approval flow used in your plant. That is valuable in Pilar AM TPM, where standardization matters, but local line conditions also vary.
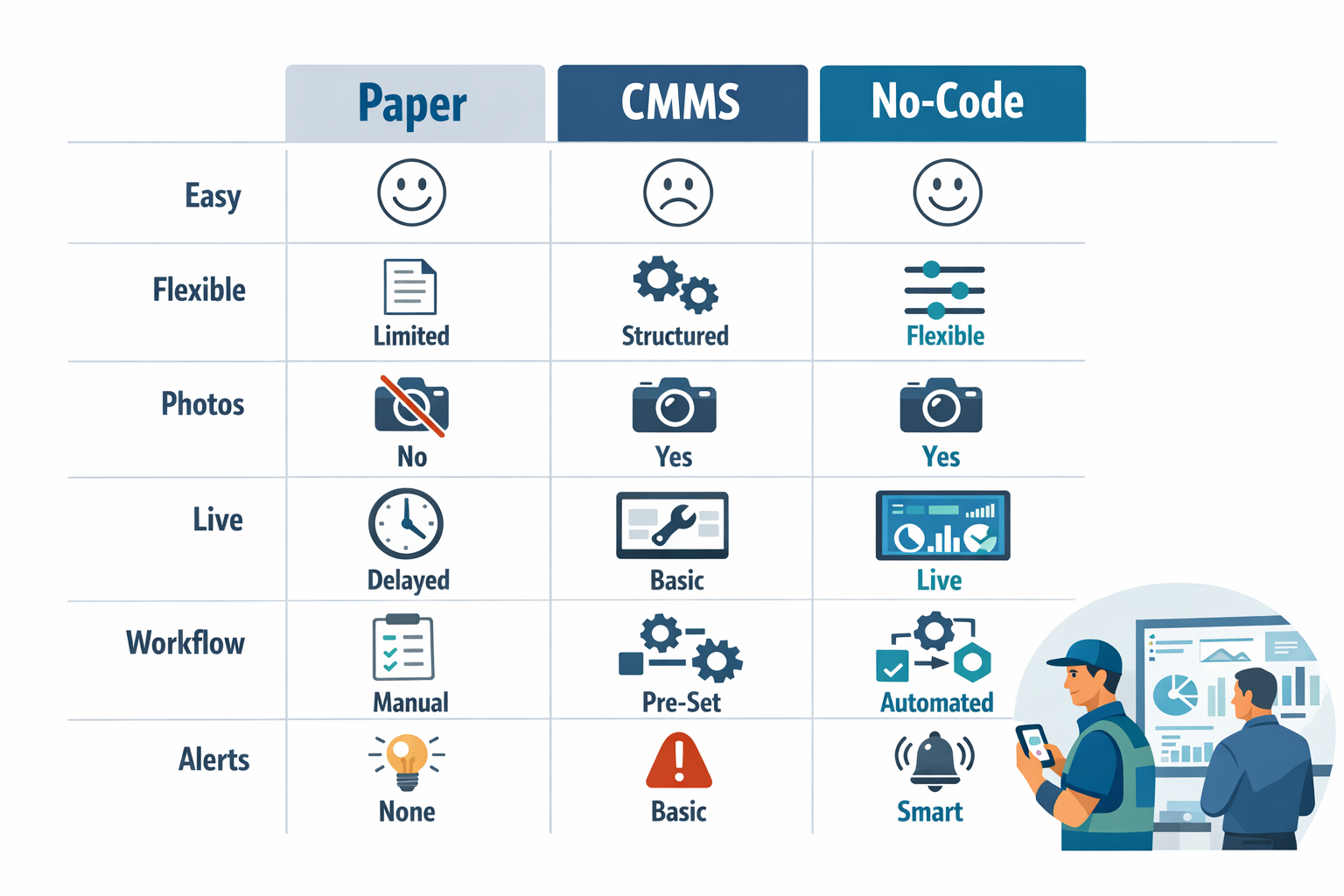
With Jodoo, you can create flexible digital forms for cleaning checks, lubrication confirmation, bolt tightening verification, centerline checks, and abnormality reporting. Operators can submit readings, tick standards, scan QR codes on equipment, and attach photos directly from the line. If an issue is found, automated notifications can alert the area supervisor or maintenance lead immediately, while supervisor verification ensures that follow-up actions are confirmed instead of assumed.
How Jodoo Connects Daily Checks to Continuous Improvement
Kuat Pemeliharaan mandiri TPM system should do more than digitize a checklist. It should connect daily operator activity with visual management, escalation, and recurring-loss analysis. Jodoo supports that link by combining forms, workflow automation, and dashboards in one environment, so the data captured by operators becomes usable for shift review and kaizen actions.
For example, dashboards can show completion rate by line, top abnormality types by machine, repeat findings by shift, and overdue verifications by supervisor. This helps lean coordinators see whether the langkah-langkah pemeliharaan mandiri are being sustained, not just launched. In practice, that means perawatan peralatan oleh operator becomes measurable and easier to improve, rather than remaining a compliance exercise.
Practical Example: Electronics Plant Pilot on an SMT Line
Consider an electronics plant piloting Jodoo on one SMT line as part of its Pilar AM TPM rollout. Operators completed daily inspection checklists on mobile before startup, including feeder cleanliness, air pressure status, and visual checks on pneumatic connections. When one operator found loose pneumatic fittings, they flagged the abnormality with photos, and supervisors had same-shift visibility into recurring issues instead of discovering them at the end of the week.
That pilot matters because it shows how no-code tools can support real shop-floor behavior. The plant did not need to wait for a large software project to digitize perawatan yang dipimpin operator. It built a focused workflow first, verified adoption on one line, and then used dashboard trends to decide which inspection points and escalation rules to standardize across other lines.
When Each Option Makes Sense
If you are testing a very small program, paper may still be enough for a short-term trial. If your priority is technician scheduling, asset registers, and formal work order control, a CMMS remains important. But if your immediate goal is to strengthen pemeliharaan mandiri, improve response to operator findings, and make perawatan peralatan oleh operator visible across shifts, a no-code platform like Jodoo gives you more flexibility at the point of use.
In many factories, the most practical path is not CMMS versus no-code, but CMMS plus a better frontline execution layer. Jodoo can serve as that layer for mobile inspections, abnormality capture, supervisor verification, and performance dashboards. That makes it a strong fit for teams that want to turn Pemeliharaan mandiri TPM from a paper routine into a managed, scalable daily practice.
Conclusion: Build a Scalable Autonomous Maintenance System with Jodoo
Successful pemeliharaan mandiri does not come from a one-time workshop or a laminated checklist posted on a machine. It works when operators follow clear daily standards, supervisors verify completion, and maintenance teams use the data to prevent repeat failures. In practice, that means turning cleaning, inspection, lubrication, tightening, tagging abnormalities, and follow-up actions into a repeatable system that holds up across shifts, lines, and plants.
Imagine a production supervisor at an electronics assembly plant who needs to confirm that every SMT line completes startup checks before the first board runs, or a maintenance manager at a food processing site who wants instant visibility into recurring minor stops on packaging equipment. Without a structured system, those checks often stay on paper, get delayed, or never reach the right person. With the right digital workflow, Pemeliharaan mandiri TPM becomes easier to sustain and improve over time.
Jodoo gives you a practical way to digitize operator care routines, standardize inspections, automate follow-ups, and track performance with real-time dashboards. As a no-code lean manufacturing platform, it helps maintenance managers, plant engineers, and lean coordinators scale pemeliharaan mandiri without heavy IT development.
Mulai Uji Coba Gratis atau pesan demo to see how Jodoo can help you build a more reliable, accountable equipment care system.


