
Pendahuluan: Mengapa Total Productive Maintenance Masih Penting dalam Manufaktur Modern
Waktu henti yang tidak direncanakan tetap menjadi salah satu masalah paling mahal dalam manufaktur. Tergantung pada industrinya, kegagalan peralatan dapat merugikan pabrik ribuan dolar per jam, dan dalam lingkungan produksi volume tinggi, kerugian sebenarnya seringkali melampaui biaya perawatan hingga pengiriman yang terlewat, barang rusak, lembur, dan keluhan pelanggan. Karena alasan itu, pemeliharaan produktif total (TPM) tetap relevan: hal ini memberikan cara praktis bagi pabrik untuk meningkatkan keandalan peralatan sebelum kerusakan mengganggu seluruh operasi.
TPM bukan hanya program departemen pemeliharaan. Ini adalah sistem di seluruh pabrik yang membangun kepemilikan bersama atas peralatan di antara operator, teknisi, pengawas, dan manajer, sehingga perawatan rutin, deteksi dini masalah, dan intervensi terencana menjadi bagian dari pekerjaan sehari-hari. Bagi pabrik yang berada di bawah tekanan untuk meningkatkan produksi tanpa pengeluaran modal besar, perubahan tersebut seringkali merupakan salah satu cara tercepat untuk memulihkan kapasitas tersembunyi.
Panduan ini menjelaskan apa TPM Artinya, tujuan yang ingin dicapai, bagaimana delapan pilar tersebut bekerja dalam operasi pabrik sebenarnya, dan bagaimana produsen dapat mendigitalisasi inspeksi, pelaporan anomali, dan alur kerja tindak lanjut untuk mempertahankan TPM dalam skala besar.
Apa Arti Total Productive Maintenance dalam Praktik?
TPM adalah Sistem Keandalan di Seluruh Perusahaan.
TPM adalah pendekatan terstruktur untuk meningkatkan keandalan peralatan Dengan melibatkan seluruh pabrik, bukan hanya departemen pemeliharaan. Dalam lingkungan manufaktur, ini berarti operator, teknisi, pengawas, insinyur, dan tim pendukung semuanya berperan dalam menjaga peralatan tetap stabil, aman, dan berfungsi dengan baik. Tujuannya bukan hanya untuk memperbaiki mesin lebih cepat, tetapi untuk mencegah kerusakan, mendeteksi kelainan sejak dini, dan meningkatkan kinerja aset di seluruh siklus hidup peralatan.
Itulah yang membedakan TPM dari program pemeliharaan yang sempit. Program tradisional mungkin berfokus terutama pada respons kerusakan dan servis terjadwal, sementara pemeliharaan produktif total dibangun di sekitar kepemilikan bersama, pekerjaan standar, dan peningkatan berkelanjutan. Ini menghubungkan perawatan sehari-hari, analisis kerugian, rutinitas operator, dan perencanaan pemeliharaan ke dalam satu sistem operasi. Pilar-pilar TPM yang lebih dikenal memberikan struktur untuk sistem tersebut, dan akan dibahas di bagian selanjutnya.
Apa yang ingin dicapai oleh Total Productive Maintenance?
Pada tingkat praktis, TPM dirancang untuk membantu pabrik mencapai empat hasil: lebih sedikit kerusakan, lebih sedikit cacat, operasi yang lebih aman, Dan keluaran yang lebih stabil. Hasil tersebut penting karena waktu henti yang tidak direncanakan jarang hanya memengaruhi pemeliharaan; hal itu mengganggu jadwal, pemanfaatan tenaga kerja, aliran material, dan pengiriman kepada pelanggan. Di banyak pabrik, satu kali penghentian berulang pada mesin yang menjadi hambatan dapat mengurangi hasil produksi harian jauh lebih banyak daripada perkiraan awal para manajer.
TPM juga bertujuan untuk memperbaiki kondisi peralatan sebelum kegagalan terlihat dalam hasil produksi. Hal itu meliputi pembersihan, inspeksi, pelumasan, pengencangan, pemantauan kondisi, dan tindak lanjut yang disiplin terhadap anomali. Pemeliharaan mandiri Dan pemeliharaan terencana Mereka mendukung tujuan tersebut dengan berbagai cara: operator membantu menjaga kondisi dasar mesin tetap terkendali, sementara tim pemeliharaan menggunakan pekerjaan yang direncanakan untuk mengurangi risiko kegagalan dan memperpanjang umur aset. Bersama-sama, mereka menjadikan keandalan sebagai hal yang rutin, bukan reaktif.

Bagaimana TPM Mendukung OEE dan Mengurangi Enam Kerugian Besar
Salah satu alasan mengapa TPM tetap menjadi pusat manufaktur modern adalah karena hubungannya yang langsung dengan efektivitas peralatan secara keseluruhan (OEE). OEE mengukur seberapa baik kinerja peralatan dalam hal ketersediaan, performa, dan kualitas, dan TPM Mendukung ketiga hal tersebut. Ketika kerusakan dan kerugian saat pergantian peralatan berkurang, ketersediaan meningkat; ketika penghentian kecil dan kehilangan kecepatan berkurang, kinerja meningkat; ketika kerusakan terkait peralatan menurun, kualitas meningkat.
Inilah juga mengapa TPM terkait erat dengan “enam kerugian besar”: kerusakan, kerugian pengaturan dan penyesuaian, waktu idle dan penghentian kecil, penurunan kecepatan, cacat proses, dan kerugian saat memulai. Program TPM yang baik tidak memperlakukan kerugian ini sebagai insiden terisolasi. Program ini memperlakukannya sebagai pola berulang yang dapat diamati, diklasifikasikan, dan dikurangi melalui rutinitas standar, tindakan akar penyebab, dan perawatan peralatan yang lebih baik. Dalam hal ini, TPM bukan hanya filosofi pemeliharaan; ini adalah metode praktis untuk mengubah kerugian peralatan yang tersembunyi menjadi pekerjaan perbaikan yang terukur.
Pola Pikir Reaktif vs. Preventif di Pabrik Nyata
Sebuah contoh singkat di bidang otomotif memperjelas perbedaannya. Jika robot pengelasan berulang kali berhenti karena kontaminasi di dalam wadah sensor, pendekatan reaktif akan memulihkan produksi setiap kali dan melanjutkan pekerjaan. Pendekatan TPM (Total Productive Maintenance) mempertanyakan mengapa kontaminasi terus terjadi, menugaskan pemeriksaan dan pembersihan dasar kepada operator, menambahkan verifikasi berkala oleh bagian pemeliharaan, dan memperbarui data. Daftar periksa TPM Sehingga masalah yang sama tidak terus berulang. Pergeseran dari respons ke pencegahan inilah inti dari implementasi TPM, dan inilah yang memungkinkan pabrik untuk beralih dari perbaikan terisolasi ke peningkatan keandalan yang berulang.
Delapan Pilar TPM dalam Operasi Pabrik Nyata
Dalam lingkungan pabrik, 8 pilar TPM Hal ini penting karena mereka mengubah TPM dari inisiatif pemeliharaan menjadi sistem operasi pabrik. Kedelapan pilar tersebut bekerja bersama-sama, tetapi masing-masing menyelesaikan kesenjangan operasional yang berbeda.
Pemeliharaan Mandiri
Pemeliharaan mandiri Artinya, operator bertanggung jawab atas perawatan dasar peralatan alih-alih menunggu bagian pemeliharaan turun tangan untuk setiap masalah kecil. Tugas-tugas umum meliputi pembersihan, pelumasan, pengencangan, inspeksi, dan mendeteksi kelainan awal selama rutinitas produksi normal. Tujuannya bukan untuk menjadikan operator sebagai teknisi, tetapi untuk membantu mereka menjaga mesin dalam kondisi dasar yang stabil dan meningkatkan masalah sebelum menjadi kerusakan.
Di pabrik perakitan elektronik, hal ini sering kali terlihat sebagai pemeriksaan awal shift pada pengumpan, sensor, tekanan udara, dan keausan konektor. Sebuah pemeriksaan sederhana. Daftar periksa TPM Hal ini membantu menstandarisasi apa yang dianggap "normal", sehingga anomali tidak lagi bergantung pada penilaian individu. Jika dilakukan dengan baik, pemeliharaan otonom meningkatkan keandalan peralatan dan membebaskan teknisi pemeliharaan untuk fokus pada pekerjaan yang membutuhkan keterampilan lebih tinggi.
Pemeliharaan Terencana
Pemeliharaan terencana adalah pilar yang menggeser pekerjaan pemeliharaan dari penjadwalan reaktif ke intervensi terkontrol. Pilar ini menggabungkan tugas berbasis waktu, berbasis kondisi, dan berbasis penggunaan sehingga aset dilayani sebelum kegagalan mengganggu produksi. Bagi para manajer, kuncinya adalah menyelaraskan interval pemeliharaan dengan pola kegagalan aktual, ketersediaan suku cadang, dan jendela produksi.
Di pabrik makanan dan minuman, pemeliharaan terencana dapat mencakup penggantian segel terjadwal, inspeksi bantalan, dan kalibrasi selama sanitasi atau periode pergantian. Hal ini mengurangi penghentian darurat pada jalur produksi berkecepatan tinggi di mana satu komponen yang rusak dapat menghentikan proses hulu dan hilir secara bersamaan. Seiring dengan semakin matangnya implementasi TPM, pemeliharaan terencana menjadi lebih berbasis data dan kurang berbasis kalender.
Peningkatan Terfokus
Peningkatan terfokus Pilar ini menargetkan kerugian kronis yang tidak dapat diatasi hanya dengan rutinitas standar. Tim lintas fungsi menggunakan analisis akar penyebab untuk mengatasi penghentian berulang, penghentian mikro, kehilangan kecepatan, pengerjaan ulang, dan inefisiensi berulang lainnya. Pilar ini lebih berfokus pada penghapusan penyebab kecil dan berulang dari kinerja yang buruk, daripada proyek modal besar.
Sebagai contoh, sebuah pabrik permesinan mungkin mendapati bahwa sel CNC kehilangan 25 menit per shift, bukan karena kerusakan, tetapi karena kesalahan penyelarasan sensor yang berulang dan kontaminasi perlengkapan. Tim peningkatan yang terfokus dapat mengisolasi penyebabnya, menguji tindakan penanggulangan, dan menstandarisasi perbaikan di seluruh mesin serupa. Inilah caranya. TPM terhubung langsung ke OEE peningkatan tanpa memperlakukan setiap kerugian sebagai masalah pemeliharaan.
Pemeliharaan Kualitas
Pemeliharaan kualitas Memastikan kondisi peralatan mendukung kualitas produk yang konsisten, bukan hanya waktu operasional mesin. Pertanyaan kuncinya sederhana: kondisi peralatan apa yang menyebabkan cacat, variasi, atau kontaminasi, dan bagaimana kondisi tersebut dapat dikendalikan sebelum produk yang buruk dihasilkan? Pilar ini sangat penting terutama jika penyimpangan proses bersifat halus dan cacat ditemukan terlalu terlambat.
Sebagai contoh, dalam operasi pencetakan injeksi, sensor suhu yang aus atau gaya penjepitan yang tidak konsisten dapat menyebabkan variasi dimensi jauh sebelum mesin benar-benar rusak. Pemeliharaan mutu menghubungkan kondisi mesin dengan mode kerusakan, kemudian menetapkan titik inspeksi dan kontrol di sekitar risiko tersebut. Hal ini membuat pilar tersebut sangat relevan di sektor-sektor seperti elektronik, plastik, dan manufaktur presisi.
Manajemen Peralatan Awal
Pengelolaan peralatan sejak dini berlaku. TPM Berpikir sebelum mesin baru menjadi masalah perawatan di masa depan. Pendekatan ini menggunakan pelajaran dari aset yang sudah ada untuk meningkatkan pemilihan peralatan, tata letak, kemudahan perawatan, akses pembersihan, strategi suku cadang, dan perencanaan awal. Bagi para pemimpin pabrik, pilar ini adalah tempat pengalaman perawatan mulai memengaruhi keputusan investasi modal.
Mesin pengemasan baru mungkin memenuhi target throughput di atas kertas, tetapi jika titik pelumasan sulit dijangkau dan akses pergantian peralatan buruk, kinerja harian akan terganggu sejak hari pertama. Manajemen peralatan sejak dini mencegah hal itu dengan melibatkan produksi, pemeliharaan, teknik, dan kualitas sebelum instalasi diselesaikan. Seiring waktu, ini mengurangi kerugian selama masa peningkatan produksi dan meningkatkan biaya siklus hidup, bukan hanya biaya pembelian.
Pelatihan dan Pendidikan
Pelatihan dan pendidikan mendukung setiap pilar lainnya karena TPM gagal ketika tanggung jawab tumbuh lebih cepat daripada kemampuan. Operator perlu mengetahui cara mendeteksi kondisi abnormal, supervisor perlu melatih standar, dan teknisi membutuhkan keterampilan diagnostik dan keandalan yang lebih mendalam. Pelatihan yang efektif berbasis peran, dipetakan berdasarkan keterampilan, dan dikaitkan dengan peralatan aktual dan pola kerugian.
Di pabrik manufaktur umum, ini mungkin berarti mensertifikasi operator untuk menyelesaikan tugas pemeliharaan otonom tertentu sambil melatih teknisi tentang analisis getaran atau tinjauan mode kegagalan. Pabrik-pabrik terbaik tidak memperlakukan pelatihan sebagai latihan kelas satu kali; mereka mengintegrasikannya ke dalam rutinitas lini produksi, audit, dan pekerjaan peningkatan. Inilah salah satu alasan mengapa implementasi TPM sering berhasil di satu lini produksi dan terhenti di lini produksi lain dengan peralatan yang sama.
Keselamatan, Kesehatan, dan Lingkungan
Pilar keselamatan, kesehatan, dan lingkungan menjadikan pengoperasian yang aman sebagai syarat bawaan dalam perawatan peralatan, pekerjaan pemeliharaan, dan peningkatan proses. Dalam praktiknya, ini berarti mengidentifikasi bahaya selama pembersihan, inspeksi, akses, pengaturan, dan perbaikan, kemudian menghilangkannya melalui desain atau mengendalikannya dengan standar yang jelas. Mesin yang sulit dibersihkan dengan aman atau diperiksa dengan benar pada akhirnya akan menimbulkan masalah pemeliharaan dan keselamatan.
Di fasilitas peng bottling minuman, misalnya, lantai basah, paparan bahan kimia, dan akses jalur produksi selama pembersihan kemacetan merupakan titik risiko rutin. Aktivitas TPM harus mencakup kepatuhan terhadap aturan penguncian dan penandaan (lockout-tagout), prosedur pembersihan yang aman, akses yang terlindungi, dan tugas pemeliharaan yang ergonomis. Pilar ini tidak boleh berjalan paralel dengan pekerjaan TPM; pilar ini harus membentuk bagaimana setiap rutinitas TPM dirancang.
Kantor TPM
Office TPM memperluas pengurangan kerugian di luar lantai produksi hingga ke perencanaan, pembelian, penjadwalan, dokumentasi, dan proses pendukung. Banyak kerugian terkait peralatan disebabkan atau diperpanjang oleh persetujuan yang lambat, suku cadang yang hilang, perintah kerja yang tidak jelas, atau data master yang buruk. Pilar ini membantu menghilangkan penundaan administratif yang merusak pelaksanaan pemeliharaan dan stabilitas produksi.
Pabrik elektronik mungkin memiliki teknisi terampil yang siap bertindak, tetapi waktu henti berulang terus terjadi karena permintaan suku cadang membutuhkan waktu dua hari untuk disetujui atau catatan BOM (Bill of Materials) tidak akurat. Office TPM (Total Productive Maintenance) mengatasi kegagalan proses tersebut dengan disiplin yang sama seperti yang digunakan di lini produksi. Bagi para pemimpin operasional, ini seringkali menjadi perbedaan antara keberhasilan TPM yang terisolasi dan konsistensi di seluruh pabrik.
Secara keseluruhan, kedelapan pilar ini memberikan struktur pada TPM Implementasi ini dilakukan tanpa mengubahnya menjadi latihan daftar periksa yang kaku. Mereka menjelaskan bagaimana operator, pemeliharaan, teknik, kualitas, dan tim kantor masing-masing berkontribusi terhadap keandalan dan kinerja peralatan. Pilar-pilar ini hanya menciptakan nilai ketika menjadi rutinitas harian, dan di situlah implementasi TPM dimulai.

Bagaimana Implementasi TPM Mengubah Pabrik dari Pemeliharaan Reaktif menjadi Disiplin Harian
Mulailah dengan Komitmen Kepemimpinan dan Proyek Percontohan yang Terbatas.
TPM Implementasi biasanya gagal ketika pabrik meluncurkannya sebagai inisiatif pemeliharaan, bukan sebagai perubahan sistem operasi. Kepemimpinan pabrik perlu menetapkan ekspektasi yang jelas: operator akan bertanggung jawab atas perawatan peralatan dasar, pengawas akan menegakkan rutinitas harian, dan teknisi pemeliharaan akan mengalihkan lebih banyak waktu untuk pekerjaan yang direncanakan daripada respons kerusakan yang terus-menerus. Komitmen itu penting karena lingkungan manufaktur TPM yang matang tidak akan meningkat melalui poster atau rapat pembukaan; lingkungan tersebut akan meningkat melalui kejelasan peran, alokasi waktu, dan disiplin peninjauan.
Cara praktis untuk memulai adalah dengan satu lini percontohan, bukan seluruh pabrik. Di pabrik makanan dan minuman, lini pengemasan seringkali menjadi kandidat yang kuat karena waktu henti terlihat jelas, pergantian sering terjadi, dan penghentian kecil secara langsung memengaruhi hasil produksi harian. Misalkan produsen makanan ringan memilih lini pengemasan kantong setelah menemukan bahwa lini tersebut menyumbang sebagian besar waktu henti. 28% dengan waktu henti mingguan meskipun hanya mewakili satu dari enam lini produksi. Hal itu membuatnya cukup spesifik untuk dikelola dan cukup penting untuk membuktikan nilainya dengan cepat.
Lakukan Penilaian Kerugian Saat Ini Sebelum Merancang Rutinitas Baru
Sebelum membuat daftar periksa TPM atau menetapkan tugas baru, tim perlu melihat secara faktual bagaimana lini produksi kehilangan waktu. Untuk lini pengemasan, manajer pabrik, pengawas produksi, dan kepala pemeliharaan meninjau catatan selama tiga bulan dan mengkonfirmasi empat masalah yang berulang: masalah pelacakan film, penyimpangan suhu penyegelan, kontaminasi sensor, dan penghentian yang tidak direncanakan di bagian transfer konveyor. Langkah ini menghubungkan implementasi TPM dengan kerugian nyata, bukan asumsi.
Tim harus menerjemahkan kegagalan tersebut ke dalam kategori operasional sederhana yang dipahami semua orang di lantai produksi. Misalnya, lini produksi mungkin kehilangan 6,5 jam per minggu karena penghentian kecil dan 4 jam per minggu karena kerusakan, sementara penolakan kualitas meningkat setelah gangguan dan pengaktifan kembali yang singkat. Dasar tersebut memberikan titik awal bagi pabrik untuk meningkatkan keandalan peralatan dan membantu pengawas menilai apakah rutinitas baru tersebut berhasil.
Tetapkan Tanggung Jawab yang Jelas untuk Setiap Shift
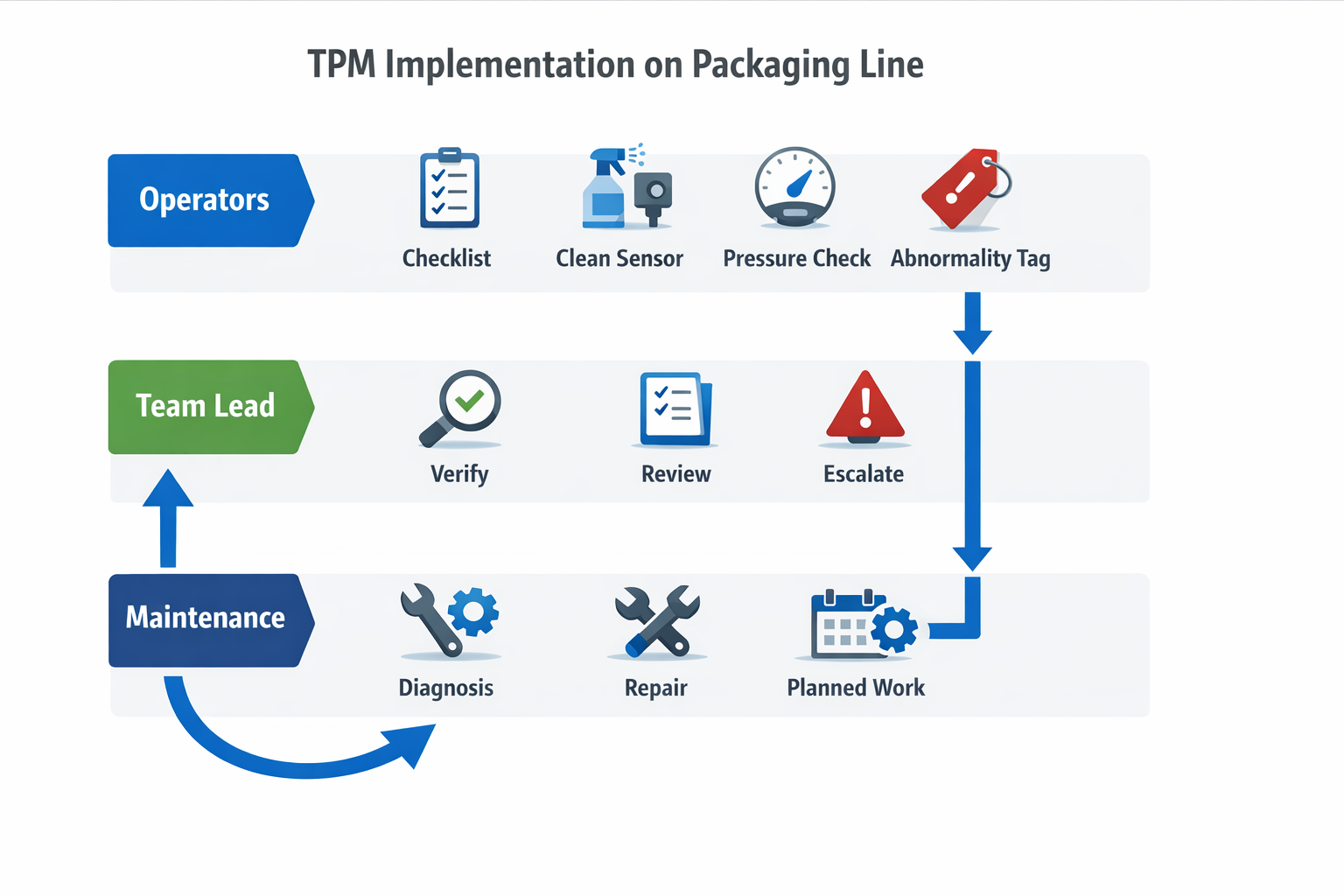
Salah satu jembatan terpenting dari pemeliharaan reaktif ke disiplin sehari-hari adalah definisi peran. Operator tidak boleh diminta untuk "melakukan perawatan" dalam arti yang samar; mereka harus diberi tugas perawatan mandiri yang spesifik seperti membersihkan lensa sensor, memeriksa tekanan udara, memeriksa pengencang yang longgar, memastikan titik pelumasan, dan menandai kelainan. Teknisi perawatan tetap bertanggung jawab atas diagnosis teknis, perbaikan, pemeriksaan berdasarkan kondisi, dan intervensi pencegahan yang membutuhkan alat, suku cadang, atau keahlian khusus.
Di lini pengemasan, pengawas membagi tanggung jawab menjadi tiga lapisan. Operator menyelesaikan pemeriksaan awal dan akhir shift, pemimpin tim memverifikasi penyelesaian dan melaporkan anomali, dan teknisi perawatan menangani masalah yang ditandai berdasarkan prioritas. Pemisahan peran yang jelas inilah yang membuat pilar TPM dapat diterapkan di lapangan: setiap tugas disesuaikan dengan tingkat keterampilan yang tepat, bukan dipindah-pindahkan antar departemen.
Luncurkan Pemeliharaan Otonom dengan Standar yang Sederhana dan Terlihat Jelas
Pemeliharaan mandiri harus dimulai dari hal-hal mendasar: membersihkan, memeriksa, mengencangkan, melumasi, dan mengidentifikasi kondisi abnormal sejak dini. Pada lini pengemasan percontohan, tim membuat daftar periksa TPM singkat untuk setiap shift yang mencakup rahang penyegel, rol film, sensor fotolistrik, regulator udara, tombol berhenti darurat, dan pelindung konveyor. Daftar periksa ini sengaja dibatasi pada item yang dapat diperiksa oleh operator. 10 hingga 15 menit tanpa memperlambat proses startup atau membahayakan keselamatan.
Beberapa minggu pertama sebaiknya lebih fokus pada mengidentifikasi kondisi abnormal daripada kepatuhan sempurna. Selama pembersihan, seorang operator memperhatikan debu produk menumpuk di sekitar braket sensor, operator lain menemukan baut rel pemandu yang longgar, dan operator ketiga melaporkan tekanan yang tidak konsisten pada pengumpan pneumatik. Alih-alih memperlakukan ini sebagai cacat terisolasi, tim menandai setiap masalah, mencatat lokasi terjadinya, dan mencatat apakah masalah tersebut dapat diperbaiki segera atau memerlukan dukungan pemeliharaan.
Di sinilah banyak orang Implementasi TPM Upaya-upaya tersebut akan membuahkan hasil atau justru terhenti. Jika operator melaporkan anomali dan tidak ada yang merespons, sistem akan dengan cepat berubah menjadi tumpukan dokumen. Jika supervisor meninjau temuan setiap shift dan bagian pemeliharaan menyelesaikan tindakan dalam jangka waktu yang disepakati, operator mulai melihat pemeliharaan otomatis sebagai kendali nyata atas kondisi lini produksi, bukan sekadar pekerjaan administrasi tambahan.
Perkuat Pemeliharaan Terencana untuk Mengurangi Pemadaman Kebakaran
Pemeliharaan mandiri saja tidak akan menstabilkan lini produksi jika perencanaan pemeliharaan tetap lemah. Setelah masalah berulang pada lini pengemasan terlihat, tim pemeliharaan menggunakan data tersebut untuk memperketat interval pemeliharaan terencana untuk titik-titik rawan kegagalan seperti rakitan segel, bantalan pada konveyor transfer, dan komponen pneumatik yang terpapar debu. Tujuannya bukan untuk menjadwalkan lebih banyak pekerjaan demi pekerjaan itu sendiri, tetapi untuk mengalihkan upaya dari perbaikan darurat ke pemeliharaan terencana berdasarkan pola kegagalan yang diketahui.
Sebagai contoh, satu tim menemukan bahwa ketidaksejajaran rahang segel telah memicu tiga penghentian produksi dalam satu bulan, semuanya setelah proses produksi yang panjang. Mereka menanggapi hal ini dengan menambahkan pemeriksaan keselarasan mingguan dan interval penggantian terjadwal untuk komponen aus selama waktu henti yang direncanakan. Seiring waktu, perubahan tersebut mengurangi panggilan perbaikan dan memberi teknisi lebih banyak kapasitas untuk pekerjaan pencarian akar penyebab, yang sangat penting jika manufaktur TPM (Total Productive Maintenance) dimaksudkan untuk menjadi pekerjaan standar dan bukan hanya sekadar upaya pembersihan sementara.
Bangun Rutinitas Eskalasi Antara Operator, Supervisor, dan Bagian Pemeliharaan
Disiplin harian bergantung pada eskalasi yang cepat dan dapat diprediksi. Pada lini pengemasan, anomali dikategorikan menjadi tiga: perbaiki sekarang, pantau, atau eskalasi. Sensor yang kotor dapat dibersihkan oleh operator dan diperiksa ulang, tetapi kontaminasi sensor yang berulang akan diteruskan ke supervisor untuk ditinjau, sementara tekanan udara yang tidak stabil atau kerusakan segel yang berulang langsung ditangani oleh bagian pemeliharaan karena memengaruhi output dan kualitas produk.
Struktur ini membantu setiap peran bertindak tanpa kebingungan. Operator mengidentifikasi dan mengatasi masalah, pengawas memutuskan apakah produksi dapat dilanjutkan dengan aman, dan teknisi perawatan memprioritaskan intervensi berdasarkan dampak produksi dan kekambuhan. Pabrik yang melakukannya dengan baik sering melihat pergeseran yang terukur dalam komposisi perawatan: di banyak pabrik, pekerjaan reaktif dapat menghabiskan banyak waktu. 50% hingga 80% pekerjaan pemeliharaan sebelum disiplin meningkat, sehingga menyisakan sedikit ruang untuk tugas-tugas pencegahan.
Tinjau Hasil Secara Berkala dan Standarisasi Apa yang Berhasil
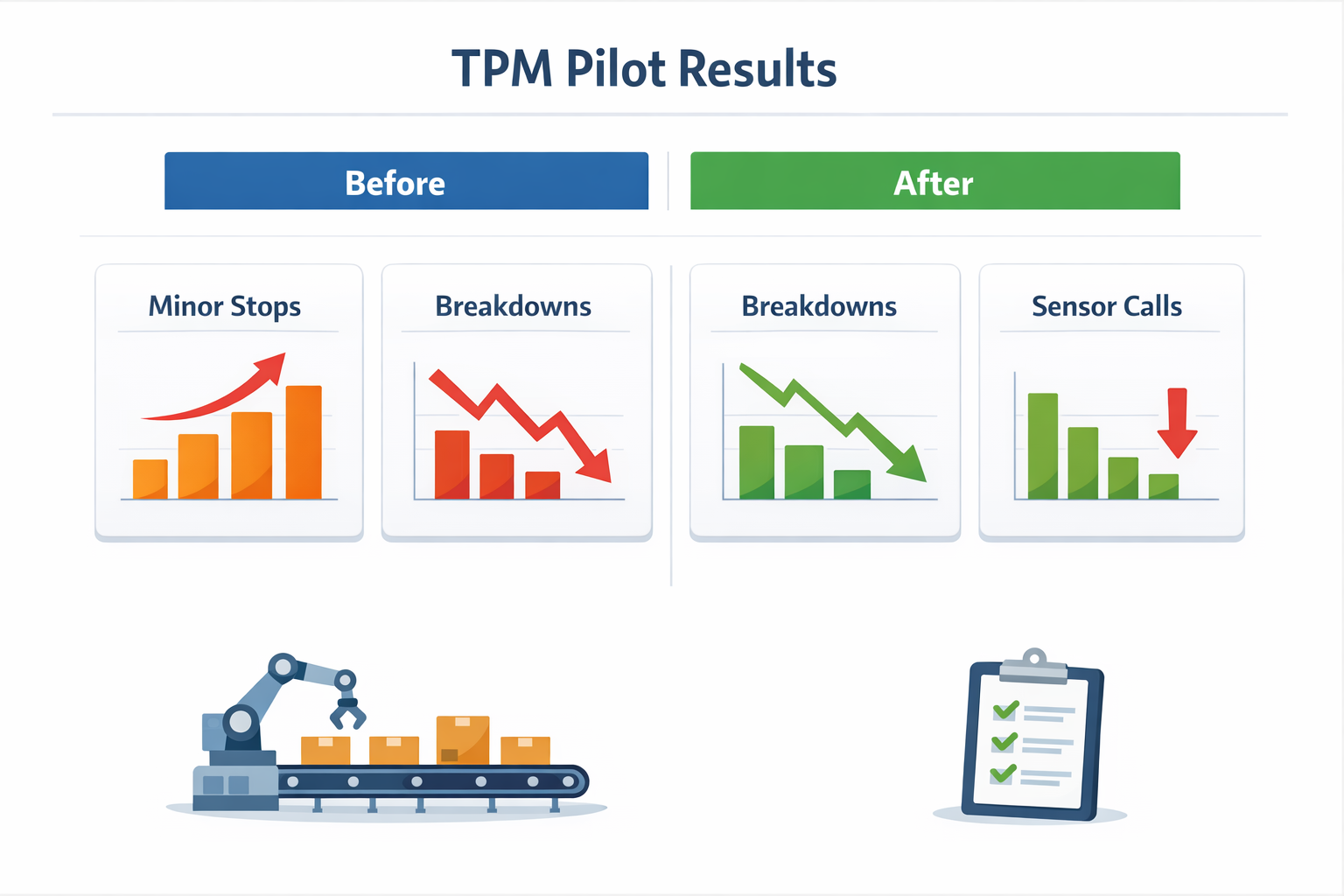
Lini produksi percontohan sebaiknya ditinjau setiap minggu pada awalnya, menggunakan serangkaian kecil ukuran operasional. Untuk lini pengemasan, tim melacak penghentian kecil, menit kerusakan, waktu rata-rata antar kegagalan, tingkat penyelesaian daftar periksa, dan anomali berulang berdasarkan titik peralatan. Irama peninjauan tersebut membantu pabrik memutuskan apakah rutinitas tersebut mengurangi kerugian atau hanya menghasilkan lebih banyak catatan.
Setelah delapan minggu, jalur tersebut menunjukkan peningkatan awal: waktu berhenti minor berkurang sebesar 18%, waktu kerusakan berkurang 22%, Selain itu, panggilan berulang terkait sensor berkurang hampir setengahnya karena frekuensi pembersihan dan inspeksi braket telah distandarisasi. Yang tak kalah penting, tim pemeliharaan melaporkan lebih sedikit intervensi mendadak selama jam produksi puncak. Pada tahap itu, proyek percontohan dapat disempurnakan dan diperluas ke lini kedua, dengan daftar periksa TPM, aturan eskalasi, dan pemicu pemeliharaan terencana yang diperbarui berdasarkan apa yang sebenarnya diajarkan lini pertama kepada tim.
Cara Mendigitalkan Alur Kerja TPM dengan Jodoo
Setelah Anda TPM Setelah didefinisikan di atas kertas, tantangan selanjutnya adalah konsistensi pelaksanaan. Banyak pabrik kesulitan pada tahap pelaksanaan ini: operator menyelesaikan pemeriksaan pemeliharaan otomatis di atas kertas, pengawas mencari catatan yang hilang, dan tim pemeliharaan menerima laporan anomali terlalu terlambat atau tanpa detail yang cukup untuk bertindak. Lapisan alur kerja digital membantu menutup kesenjangan tersebut dengan menstandarisasi cara aktivitas TPM dicatat, ditindaklanjuti, dan ditinjau setiap hari.
Jodoo Platform ini memenuhi kebutuhan tersebut sebagai platform tanpa kode yang fleksibel untuk mendigitalisasi alur kerja manufaktur TPM, terutama di tempat-tempat di mana pabrik menginginkan pengumpulan data lini depan yang lebih baik dan tindak lanjut lintas fungsi tanpa proyek perangkat lunak yang panjang. Platform ini tidak diposisikan sebagai CMMS yang berat untuk perencanaan suku cadang yang mendalam atau akuntansi aset tingkat lanjut. Sebaliknya, platform ini berfungsi dengan baik sebagai lapisan operasional untuk pelaksanaan daftar periksa TPM, pelaporan anomali, penyerahan perintah kerja, dan pelacakan keandalan peralatan di seluruh tim produksi dan pemeliharaan.
Digitalisasi Pemeriksaan TPM Harian di Sumbernya
Di banyak pabrik, bagian terlemah dari pemeliharaan produktif total bukanlah standar itu sendiri, tetapi disiplin dalam penyelesaian harian. Dengan Jodoo, Dengan demikian, tim dapat mengubah rutinitas perawatan mandiri berbasis kertas menjadi formulir seluler yang diisi oleh operator di mesin, dengan kolom wajib untuk pembersihan, inspeksi, pelumasan, pengecekan torsi, foto, dan catatan. Hal ini mempermudah penegakan standar kerja di seluruh shift dan mengurangi masalah umum berupa catatan yang tidak lengkap atau tidak terbaca.
Karena formulirnya dapat dikonfigurasi, daftar periksa TPM dapat disesuaikan berdasarkan aset, lini produksi, kelompok produk, atau kondisi shift. Lini pengemasan mungkin memerlukan verifikasi suhu penyegelan dan pembersihan sensor, sementara lini SMT mungkin lebih fokus pada kondisi pengumpan, kebersihan nosel, dan stabilitas tekanan udara. Hal ini penting karena pilar pemeliharaan produktif total hanya berfungsi ketika rutinitas harian mencerminkan mode kegagalan sebenarnya dari peralatan, bukan daftar periksa umum yang disalin di seluruh pabrik.
Kelainan Rute Sebelum Menjadi Kerusakan
Cek digital hanya berguna jika memicu tindakan ketika terjadi kesalahan. Jodoo Sistem ini dapat secara otomatis mengarahkan anomali berdasarkan jenis masalah, tingkat kekritisan mesin, atau tingkat keparahan, sehingga pelindung yang longgar, kebocoran oli, alarm berulang, atau tren peningkatan getaran tidak akan terpendam dalam buku catatan atau log shift. Operator dapat mengirimkan anomali dengan foto, cap waktu, dan ID mesin, dan alur kerja dapat segera memberi tahu teknisi perawatan atau supervisor yang tepat.
Hal ini sangat berguna terutama pada batas antara pemeliharaan otonom dan pemeliharaan terencana. Operator dapat menangani pembersihan, inspeksi, dan pengencangan dasar, tetapi mereka tidak boleh dibiarkan memutuskan apakah masalah suhu bantalan yang berulang memerlukan pelumasan, penyelarasan, atau intervensi terjadwal. Alur eskalasi yang terstruktur membantu tim produksi dan pemeliharaan memisahkan item yang perlu diperbaiki sekarang dari pekerjaan yang direncanakan untuk penghentian sementara, yang sangat penting untuk meningkatkan keandalan peralatan tanpa menimbulkan penghentian yang tidak perlu.
Hubungkan Temuan TPM dengan Perintah Kerja Pemeliharaan
Di banyak pabrik, data TPM dan pelaksanaan pemeliharaan berada di silo yang terpisah. Satu tim mengisi lembar periksa, tim lain mengelola perbaikan, dan tidak ada yang memiliki gambaran jelas apakah anomali yang berulang benar-benar diatasi. Jodoo membantu menjembatani kesenjangan tersebut dengan menghubungkan hasil inspeksi dan pengajuan anomali dengan perintah kerja pemeliharaan, persetujuan, pembaruan status, dan catatan penutupan dalam satu alur kerja yang terhubung.

Sebagai contoh, jika operator melaporkan selip rantai berulang pada konveyor, sistem dapat secara otomatis membuat tugas pemeliharaan, menugaskannya kepada teknisi yang bertanggung jawab, dan melacak apakah masalah tersebut telah diperbaiki sementara atau sepenuhnya dihilangkan. Supervisor juga dapat menambahkan aturan perutean untuk persetujuan waktu henti, permintaan suku cadang, atau tinjauan teknik ketika suatu masalah melebihi cakupan pemeliharaan rutin. Koneksi semacam itu mendukung implementasi TPM karena mengubah pengamatan di lantai produksi menjadi tindakan yang dapat dilacak, bukan laporan yang terisolasi.
Pantau Perkembangan dan Kinerja Peralatan secara Real Time
Kelemahan umum dalam TPM bukanlah kurangnya aktivitas, melainkan kurangnya visibilitas. Tim mungkin menyelesaikan inspeksi dan mengajukan permintaan pekerjaan, namun tetap kesulitan untuk melihat tindakan yang tertunda, kegagalan yang berulang, atau mesin mana yang menghasilkan volume abnormalitas tertinggi. Dengan Jodoo Melalui dasbor, manajer produksi dan pemeliharaan dapat memantau tingkat penyelesaian daftar periksa TPM, anomali terbuka berdasarkan lini produksi, waktu respons, tugas yang terlambat, dan kategori masalah berulang secara real-time.
Visibilitas tersebut membantu manajer meninjau apakah pilar-pilar pemeliharaan produktif total benar-benar diterapkan dalam operasi harian. Jika suatu lini memiliki tingkat penyelesaian daftar periksa 98% tetapi masih menunjukkan masalah kontaminasi berulang atau penghentian kecil, masalahnya mungkin terletak pada kualitas daftar periksa, kemampuan operator, atau disiplin penutupan yang lemah, bukan hanya kepatuhan semata. Dalam praktiknya, pelacakan digital membuat tinjauan TPM lebih berbasis fakta dan mengurangi waktu yang dihabiskan supervisor untuk mengumpulkan data secara manual sebelum rapat harian atau mingguan.
Contoh Praktis dari Pabrik Elektronik
Sebuah pabrik elektronik menggunakan Jodoo untuk menggantikan pemeriksaan perawatan otomatis berbasis kertas pada peralatan SMT dan mesin pendukung perakitan akhir. Operator menyelesaikan inspeksi seluler di awal setiap shift, termasuk foto untuk kebersihan pengumpan, pembacaan tekanan udara, dan pemeriksaan suara abnormal, sementara item yang gagal memicu pemberitahuan otomatis kepada tim perawatan. Manajer produksi kemudian menggunakan dasbor langsung untuk meninjau tindakan yang tertunda, kelainan berulang berdasarkan mesin, dan masalah mana yang paling sering memengaruhi output.
Pengaturan semacam ini berharga karena mendukung implementasi TPM tanpa memaksa pabrik untuk mendesain ulang setiap sistem pemeliharaan sekaligus. Pabrik tersebut mempertahankan alat perencanaan pemeliharaan yang ada untuk pengendalian aset yang lebih luas, sambil menggunakan Jodoo Sebagai lapisan eksekusi untuk pelaporan lini depan, eskalasi, dan peningkatan berkelanjutan. Bagi pabrik yang masih menjalankan rutinitas TPM utama di atas kertas atau spreadsheet, itu seringkali merupakan jalur yang lebih praktis untuk keandalan peralatan yang lebih kuat dan tindak lanjut yang lebih cepat.
Kesimpulan: Bangun Sistem TPM yang Lebih Andal
Pemeliharaan produktif total TPM akan berhasil jika diperlakukan sebagai sistem operasi untuk keandalan, bukan hanya program pemeliharaan. Pabrik akan melihat hasilnya ketika pilar-pilar TPM diterjemahkan ke dalam rutinitas harian yang jelas, operator dan teknisi mengikuti peran yang telah ditentukan, dan manajer meninjau kerugian, anomali, dan tindakan tindak lanjut secara konsisten. Itulah yang mengubah TPM dari sebuah inisiatif menjadi disiplin pabrik yang berkelanjutan.
Tujuan praktisnya sederhana: lebih sedikit kerusakan, lebih sedikit kehilangan kualitas, penggunaan peralatan yang lebih aman, dan OEE yang lebih baik dari waktu ke waktu. Namun, hasil tersebut bergantung pada kualitas pelaksanaan di lantai produksi. Jika inspeksi tetap dilakukan di atas kertas, label anomali tidak dilacak, dan penyerahan perintah kerja bergantung pada panggilan telepon atau pesan obrolan, TPM akan cepat kehilangan momentum.
Sebagai platform manufaktur ramping tanpa kode, Jodoo Mendukung lapisan eksekusi tersebut dengan membantu pabrik mendigitalisasi daftar periksa TPM, inspeksi pemeliharaan otomatis, pelaporan anomali, serah terima pemeliharaan, dan pelacakan keandalan peralatan tanpa pengembangan khusus yang rumit. Hal ini mempermudah standardisasi rutinitas di seluruh lini produksi, memantau tindakan yang tertunda, dan mempertahankan peningkatan berkelanjutan dengan visibilitas waktu nyata.
Jika Anda ingin membuat TPM lebih mudah diskalakan dan dikelola, Anda dapat mulai uji coba gratis atau pesan demo bersama Jodoo.
