
カテゴリー別に閲覧する
はじめに:現代の工場においてアンドンシステム製造が依然として重要な理由
欠陥アラートを見逃すと、上流工程の担当者が問題に気づくまでに何時間もの不良品発生、手直し、または生産ライン停止につながる可能性があります。多品種少量生産でサイクルが短い環境では、このリスクは現実のものであり、製造業者は通常、 生産能力5%~20% 予期せぬダウンタイムや品質不良は、接続されたプロセス全体で急速に増加する可能性があります。まさにそれが、 アンドンシステム製造 チームがそれに依存することは、今日でも依然として重要であり、特に自動車部品、電子機器組立、食品包装ラインでは、未解決の問題が1つあるだけで数千個の製品に影響を与える可能性がある。.
この記事では、アンドンシステムとは何か、製造現場でどのように機能するのか、そしてなぜ従来の照明やコードだけでは多くの工場にとって不十分なのかを解説します。また、デジタルアンドンワークフローが、エスカレーションのスピード向上、リアルタイムでの可視性、データ収集、そしてラインやシフト全体にわたる継続的な改善にどのように貢献するのかについてもご紹介します。.
製造業におけるアンドンシステムとは?
1 製造業におけるアンドンシステム これは、製造現場で使用される視覚的および聴覚的な警報システムであり、何かがすぐに注意を要する場合に知らせるものです。実際には、作業員、監督者、保守チーム、品質管理担当者が、プロセスが正常に稼働しているかどうかを把握するのに役立ちます。その目的は、単に警報を発するだけでなく、生産の流れを保護し、対応時間を短縮し、小さな問題が生産ラインを停止させるような深刻な問題に発展するのを防ぐことです。.
このコンセプトは、リーン生産方式とトヨタ式ビジュアルマネジメントに由来するもので、異常はシフト終了まで隠しておくのではなく、すぐに可視化すべきだという考え方に基づいています。アンドンシステムは、品質不良、機械の故障、材料不足、安全上の問題、サイクルタイムの遅延などが発生した場合に、チームが標準的な方法で支援を要請できるようにします。電話や大声での指示、メモ書きに頼るのではなく、問題がリアルタイムで通知されるため、適切な担当者が迅速に対応できます。.
アンドンシステムが製造現場でどのように機能するか
基本的なレベルでは、オペレーターが異常を検知し、アラートをトリガーします。そのアラートは、 アンドンライトシステム, 、 アンドンボード製造 画面上部に警告表示、ブザー音、または上司の携帯端末へのメッセージ送信によって、問題発生箇所、発生した問題の種類、および緊急のサポートの必要性がチームに伝えられます。.

共通構成要素:ライト、掲示板、アラート
システムの中で最も馴染みのある部分は アンドンライトシステム, これらのスタックライトは、作業ステーションや機械の上部に設置されることが多い。通常、これらのライトは、正常動作時は緑、支援が必要な時は黄色、停止状態時は赤といった色分けで表示される。多くの工場では、プレス加工、射出成形、高速包装などの騒音の多い環境でも対応できるよう、サポートチーム向けに音声信号が追加されている。.
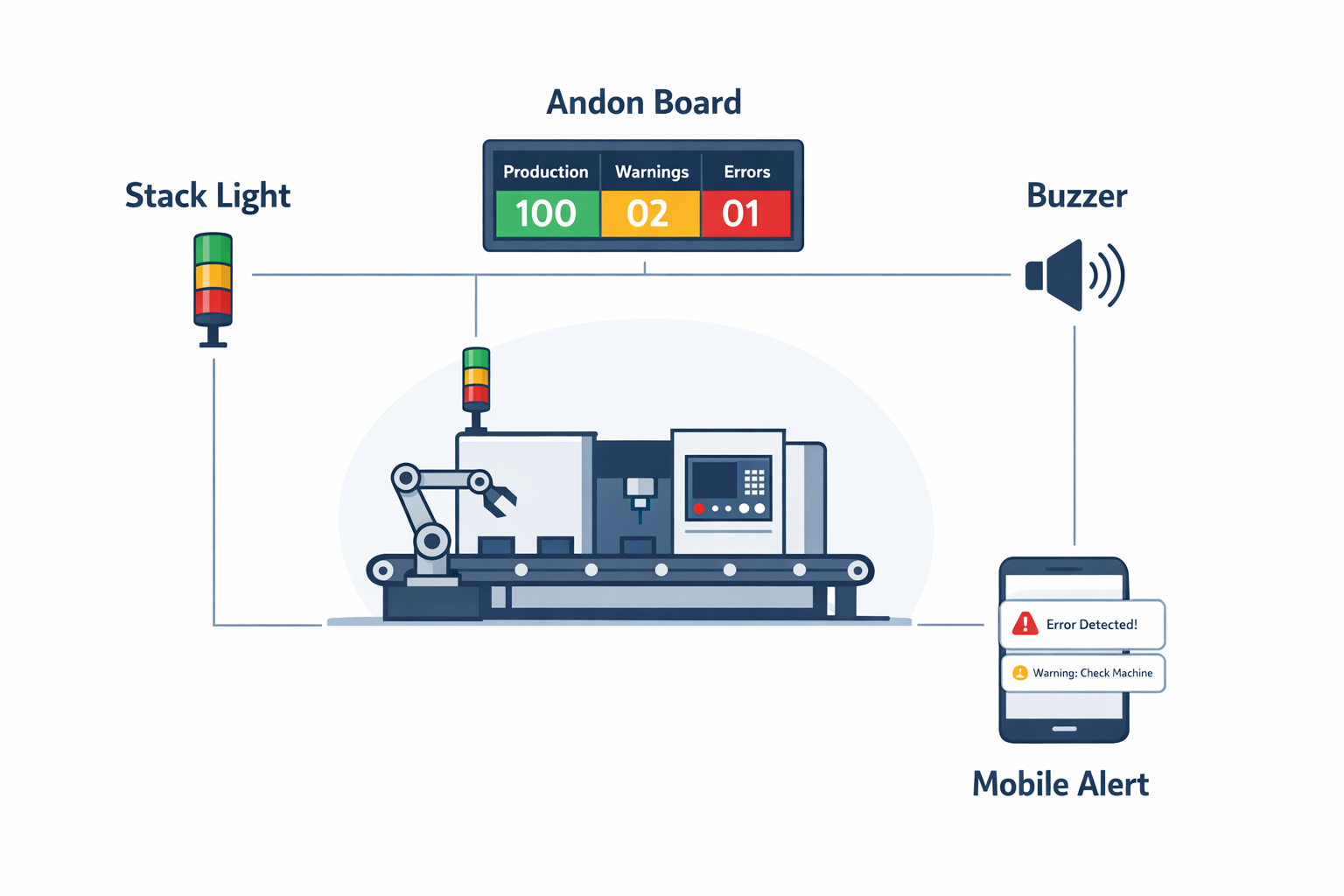
1 アンドンボード製造 セットアップとは、エリア、部門、または工場全体のラインの状態を表示する集中型ビジュアルディスプレイのことです。機械番号、ダウンタイムの原因、サポートコール、タクトタイム、目標に対する生産量、エスカレーションタイマーなどを表示できます。例えば、電子機器組立ラインでは、SMTラインの上にある大型ボードに、フィーダー不足、プリンタの不具合、検査保留などがスループットに影響を与えているかどうかを表示することで、管理者がリアルタイムで対応の優先順位を決定できます。.
より高度な 生産アラートシステム製造 この環境は、これらの物理的な信号とソフトウェアを組み合わせます。赤や黄色のライトを表示するだけでなく、システムは問題の種類を記録し、応答時間を追跡し、担当者を割り当て、設定された分数以内に誰も応答しない場合はエスカレーションをトリガーできます。 デジタルアンドン 信号を実用的な運用データに変換するため、特に価値が高まる。.
リーン生産方式においてアンドンが重要な理由
リーン生産方式における重要な考え方の一つは、問題は発生源で解決できるよう、直ちに明らかにすべきだというものです。アンドンシステムは、異常を問題に直面している作業員だけでなく、関係者全員に可視化することで、この考え方を支えています。このような可視化は、たとえ数分間の予期せぬダウンタイムでもシフトの生産性、労働効率、納期遵守に影響を与える可能性がある大量生産環境において、極めて重要です。.
このシステムは、説明責任と標準的な対応も強化します。ラベルのずれが原因で食品包装ラインが停止した場合、チームは誰に連絡すべきか、どのように報告すべきかを決めるのに時間を費やすべきではありません。明確な アンドン警報システム 問題の通知、サポートの要請、問題の解決、そして日常的な管理や根本原因分析の際にレビューするためのイベントの記録という、再現可能なプロセスを作成します。.
従来型アンドン vs. デジタルアンドン
従来のアンドンシステムは、プルコード、ビーコンライト、ブザー、ホワイトボードなどを利用することが多い。これらはシンプルで視認性が高く、オペレーターにとって理解しやすいため、今でも有効である。しかし、アラートが継続的に記録されない場合、傾向がExcelで手動で確認される場合、誰が対応し、解決にどれくらいの時間がかかったかの明確な監査証跡がない場合、多くの工場で問題が発生する。.
そのため、より多くのメーカーが デジタルアンドン. デジタルシステムは、オペレーターへの警告、ラインディスプレイ、ワークフロー、ダッシュボード、モバイル通知などを一つのプロセスに統合することができます。.
これは、応答速度がコストに直接影響するため重要です。業界調査では、計画外のダウンタイムは製造業者に1時間あたり数千ドルの損失をもたらすことが一般的に示されており、その正確な金額は業界やプロセスの複雑さによって異なります。このような状況において、デジタル 製造業の生産アラートシステム リーダーがリアルタイムで監視できる機能は、単なるリーンツールではなく、稼働時間、品質管理、および労務調整を改善するための実践的な方法です。.
アンドンシステムは通常、どのような問題を検知するのでしょうか?
ほとんどの工場では、アンドンシステムは、定義された一連の異常状態を知らせるために使用されます。これには通常、機器の故障、品質不良、材料の不足、工具交換、安全上の懸念、および作業員のサポート要請などが含まれます。優れたシステムは、あらゆる事象を知らせようとするのではなく、作業の流れ、品質、および対応規律に最も直接的に影響を与える問題に焦点を当てます。.
例えば、食品製造工場では、フィルムロールの供給が少なくなったとき、日付コーダーが故障したとき、またはシールチェックが基準外になったときに、オペレーターがアンドンをトリガーする可能性があります。電子機器工場では、トリガーはテスト失敗の急増、部品リールの不足、またはESD関連の停止である可能性があります。これらのアラートを適切に分類することで、管理者は アンドンボード製造 その場で対応するだけでなく、シフト別、ライン別、または製品ファミリー別に繰り返し発生する損失を特定するためにも、この視点を活用する。.
従来型アンドンボード製造 vs. デジタルアンドン
多くの工場では、人々が最初に思い浮かべるのは アンドンシステム製造 機械のタワーライト、組立ライン上部のプルコード、あるいは異常発生時に鳴るブザーなど、従来からあるこれらのツールは、作業現場で即座に視覚的または聴覚的な信号を送ることができるため、今でも有効です。変化の激しい環境では、これは非常に重要です。作業員は、どのステーションに支援が必要かを知るために、ノートパソコンを開いたりシステムにログインしたりする必要はありません。.
しかし伝統的には アンドンボード製造 こうしたシステムは、主に問題発生を知らせるために設計されたものであり、対応全体を管理するためのものではありません。赤信号はステーション6がダウンしていることを全員に知らせることはできますが、誰が問題を認識したのか、ラインがどれくらい待機しているのか、根本原因は何だったのか、問題が完全に解決されたのかどうかは示しません。複数のライン、複数のシフト、または混合モデル生産を行っている工場では、このギャップはさらに深刻になります。.
伝統的なアンドン:迅速な信号、限定的なフォローアップ
従来型 アンドンライトシステム 通常、スタックランプ、押しボタン、プルコード、ブザー、そして場合によってはライン付近に手動のホワイトボードが設置されています。例えば、自動車部品工場では、ブレーキキャリパー組立ラインの作業員がトルクツールの故障時にコードを引くことがあります。チームリーダーはランプが点灯するのを見て、現場に駆けつけ、ラインを停止するか、該当箇所でトラブルシューティングを行うかを判断します。このプロセスはシンプルで分かりやすく、リーン生産方式の原則に沿っています。.
問題は、対応の多くが依然として記憶、無線連絡、手動によるフォローアップに依存している点です。同じトルクツールの問題が1週間に5回発生した場合、誰かが継続的に記録しない限り、そのパターンが有用なレポートに反映されることはありません。多くの工場では、ダウンタイムの理由が依然として紙に書き留められ、後でExcelに入力されるため、遅延やデータ欠落が発生します。業界の推定によると、計画外のダウンタイムは、特に自動車や電子機器の製造において、メーカーに1時間あたり数千ドルの損失をもたらす可能性があるため、問題追跡の不備はすぐにコスト増につながります。.
手書きのホワイトボードにも同様の限界がある。管理者が作業停止状況を追跡したり、シフト中に作業を割り当てたりするのに役立つが、部門や拠点間で標準化するのは難しい。シフトが終了すると、データは分析されることなく消去または写真に撮られることが多い。つまり、工場は現場の状況を把握できるものの、継続的な改善を推進するのに十分な洞察を得ることができないのだ。.
デジタルアンドン:信号管理から応答管理へ
A デジタルアンドン このプラットフォームは、従来の信号伝達方式の即時可視性を維持しつつ、構造、スピード、追跡可能性を向上させます。単にライトやブザーを鳴らすだけでなく、デジタルシステムは適切な担当者にモバイルアラートを送信し、インシデントをライブダッシュボードに表示し、ワークフローを開始し、応答時間を自動的に計測できます。これにより、アンドンは単なる信号から管理されたプロセスへと変化します。.
電子機器工場で4つのSMTラインと2つの最終組立ラインを管理する生産マネージャーを想像してみてください。ライン2でフィーダーの詰まりが発生して停止すると、オペレーターはステーションのタブレットをタップするか、QRコードをスキャンしてアンドンコールを発信します。 アンドン警報システム 事前に定義されたルールに基づいて、ラインリーダー、保守技術者、シフトスーパーバイザーに即座に通知します。2分以内に誰もアラートに応答しない場合、システムはそれを生産マネージャーにエスカレーションします。.
ここでデジタルアンドンはスタンドアロンよりもはるかに強力になる アンドンボード製造 セットアップ。システムは、問題カテゴリ、機械ID、製品モデル、開始時刻、応答時間、ダウンタイム期間、解決状況を自動的に取得できます。時間の経過とともに、このデータは、最大の遅延が段取り替え、材料不足、機械の故障、または品質保留のいずれに起因するかを示します。工場のリーダーは、逸話的なフィードバックに頼るのではなく、事実に基づいて対策を講じることができます。 カイゼン 努力。.
デジタルアンドンがライトやブザー以外に追加するもの
現代 生産アラートシステム製造 環境には視覚的な警報以上のものが必要です。明確な責任体制とクローズドループのプロセスが求められます。デジタルツールは、最初の反応だけでなく、警報を次の行動に結びつけることで、これをサポートします。.
主な機能には以下が含まれることが多い。
- モバイルアラートと通知 そのため、サポートチームはブザーの音が聞こえる範囲に留まる必要はありません。
- 確認応答の追跡 誰が電話を受けたか、そしてどれだけ早く応答したかを示すため
- エスカレーションルール 初期対応者が定められた時間内に行動を起こさない場合
- ワークフロールーティング 問題の種類に基づいて、保守、品質、生産、または資材チームに割り当てます。
- ダッシュボードとKPI 応答時間、原因別のダウンタイム、繰り返し発生する問題、未解決のアラートについて
- デジタル記録 監査、根本原因分析、継続的改善レビューのために
例えば、食品製造工場では、日付印字プリンターが判読不能なラベルを印字しているため、包装作業員がアンドンを作動させる場合があります。従来のシステムでは、ラインリーダーが現場に出向き、電話で保守担当者に連絡するかもしれません。しかし、デジタルシステムでは、作業員が問題を一度記録するだけで済み、ラベル表示はコンプライアンスに影響するため品質管理部門に通知され、保守担当者は機械の故障詳細を受け取り、管理者はダッシュボード上でラインが待機状態なのか、低速運転なのか、完全に停止しているのかを確認できます。.
チーム間におけるクローズドループ型の解決
デジタルアンドンの最大の利点は、単にアラートが速いことだけではありません。それは、クローズドループによる解決です。 アンドン警報システム アラートの発生、アラートの確認、講じられた措置、問題の解決、必要に応じて割り当てられたフォローアップなど、一連の流れ全体を文書化する必要があります。これは、多くの現場で繰り返される問題は、検出の遅れだけでなく、フォローアップの不備によって引き起こされるため重要です。.
自動車組立顧客に部品を供給するプレス加工工場を例に考えてみましょう。夜勤中にプレス機の不具合が繰り返し発生した場合、その都度、目先の不具合は解消されるかもしれませんが、根本原因は解決されないままになる可能性があります。デジタルアンドンワークフローを導入すれば、担当者は不具合を分類し、写真を添付し、一時的な対策を記録し、同じ不具合が一定の閾値を超えて繰り返される場合には、保守または継続的改善(CI)アクションを開始することが求められます。これにより、日常的な管理と長期的な問題解決との間の橋渡しが実現します。.
その閉ループは、 リーン生産方式 A3、8D、階層型プロセス監査などの手法を活用しましょう。工場で、先月発生した18%件のアンドン呼び出しが、あるラインでの資材供給の問題が原因だったと分かれば、それは具体的な改善目標となります。アンドンを単なる緊急信号として扱うのではなく、運用上の情報源として活用するのです。.
なぜこの変化が複数生産ライン・複数拠点を持つ工場にとって重要なのか
オペレーションが複雑になればなるほど、純粋に物理的な アンドンライトシステム スタックライトは単独で機能します。関連するサポートチームが物理的に近くにいて、ライン構造が単純な場合は効果的です。技術者が複数のエリアを担当する場合、生産が複数のホールにまたがる場合、または管理者が複数の拠点の状況を把握する必要がある場合は、スタックライトの効果は低下します。.
デジタルアンドンは、シフトや工場を跨いだ対応の標準化に役立ちます。ペナン、ジョホール、バンコクのいずれの工場でも、同じカテゴリ、エスカレーションルール、および対応KPIを適用できます。これにより、ベンチマークが可能になります。また、どのラインの対応時間が最も遅いか、どの機械ファミリーが最も多くの警告を発生させているか、どの問題が最も累積ダウンタイムを招いているかなど、運用責任者が実務的な疑問に答えるのにも役立ちます。.
ISO 9001またはISO 45001の枠組みで事業を行う製造業者にとって、このトレーサビリティは監査や是正措置管理にも役立ちます。すべてのアラートにタイムスタンプ、担当者、および解決記録が付与されることで、プロセス規律と証拠に基づいた改善を示すことが容易になります。.
従来型アンドンとデジタルアンドンは組み合わせることで最高の効果を発揮します
デジタルアンドンは、フロアからすべての物理的な信号を取り除くことを意味するものではありません。多くの工場では、最適な設定は両方を組み合わせたものです。機械レベルの アンドンライトシステム 従来のシステムではリアルタイムでの現場状況の把握が可能であり、デジタルレイヤーは通知、エスカレーション、データ収集、レポート作成を担います。このハイブリッドモデルは、オペレーターの業務を妨げることなく近代化を図りたいプラントにとって、多くの場合最も現実的な選択肢となります。.
これが、多くのメーカーが現在、 デジタルアンドン スタンドアロンのディスプレイボードとしてではなく、より広範な運用ワークフローの一部として。 Jodoo, これにより、大規模なカスタム開発を待つことなく、エスカレーションルール、ライン構造、KPIのニーズに合わせたアンドンプロセスを構築できます。つまり、工場は「問題が発生した」状態から「適切な担当者が対応し、問題が解決され、改善のためのデータが準備できた」状態までを、単一の連携システムでスムーズに移行できるのです。.
製造現場における手動アンドン警報システムの一般的な問題点
マニュアル アンドンシステム製造 セットアップは一見シンプルに見えることが多い。スタックランプが赤く点灯し、ブザーが鳴り、誰かが対応することが期待される。しかし、多くの工場では、その信号は実際のワークフロー、エスカレーションパス、データ追跡に繋がっていない。結果として、目に見えるアラートは表示されるものの、その後の対応をほとんど制御できない状態になる。.
生産管理者や工場管理者にとって、これは問題の発見と解決の間に日常的なギャップを生み出す。 アンドンライトシステム 何らかの問題が発生していることは示せるかもしれませんが、問題の責任者、未解決期間、適切なサポートチームへの通知状況などは必ずしも明らかではありません。多品種少量生産の環境では、このギャップがすぐに生産性の低下、品質リスク、そして回避可能な残業時間の増加につながります。.
アラートがプロセスではなく人に依存している場合、応答時間が遅くなる。
手動設定の場合、対応は、たまたま最初にランプを点灯させた人、またはブザー音を聞いた人に左右されることがよくあります。監督者が別の場所にいたり、保守担当者が別の故障に対応していたり、資材担当者がラインから離れていたりすると、アラートが予想以上に長く未解決のまま放置される可能性があります。本来なら2分で済むはずの対応が、15分、あるいは20分ものダウンタイムに発展してしまうことも容易に起こり得ます。.
自動車部品工場で2交代制で3つの機械加工ラインを運営する生産マネージャーを想像してみてください。オペレーターが アンドン警報システム 切削工具が摩耗限界に達し、部品の寸法がずれてきたためです。タワーのライトは色が変わりますが、保守部門や品質管理部門への自動通知は行われないため、チームは電話や口コミに頼らざるを得ません。適切な技術者が到着する頃には、生産ラインはすでに停止しており、最後のバッチは追加検査が必要になります。.
これは決して小さな問題ではありません。個別生産においては、計画外のダウンタイムは大きな損失につながり、たとえ短時間の停止であっても、複数の生産ラインにまたがって累積していくと大きな負担となります。業界の試算では、特に自動車や電子機器の生産においては、工程、製品の価値、労働集約度に応じて、ダウンタイムによるコストは1時間あたり数百ドルから数千ドルにも達することがよくあります。.
所有権の不明確さが問題解決を遅らせる
マニュアルの最大の弱点の1つは 生産アラートシステム製造 プロセスの責任範囲が不明確です。赤信号は停止を示すかもしれませんが、問題が保守、品質、生産、エンジニアリング、あるいは社内物流のいずれに属するのかをチームに伝えることはできません。明確な手順がないため、最初の対応は行動ではなく混乱を招くことがよくあります。.
症状が似ていても根本原因が異なると、事態はさらに深刻になります。フィーダーの詰まり、部品の欠落、はんだペーストの問題、機械のプログラミングエラーなどが原因で、電子機器組立ラインが停止する可能性があります。「ラインの問題」という信号しか表示されない場合、チームは問題解決そのものよりも、誰が対応すべきかを判断することに貴重な時間を費やしてしまうことになります。.
多くの工場では、これは部門間の緊張も生み出します。生産部門は保守作業が遅いと考え、保守部門は連絡が不完全だったと言い、品質部門は欠陥のエスカレーションが遅すぎたと言います。 アンドンライトシステム 問題点を可視化することはできるかもしれないが、体系的なワークフローがなければ、説明責任の向上にはつながらない。.
エスカレーションの見落としは、小さな問題を小さな問題のままにしておくことを妨げます。
効果的なアンドンプロセスとは、単にアラートを発するだけではありません。最初の対応で定められた時間内に問題が解決しない場合に、アラートをエスカレートさせることも含まれます。手動システムでは、エスカレーションが非公式であったり、一貫性がなかったり、あるいは上司がフォローアップを忘れないように完全に依存していたりするため、この点でしばしば失敗します。.
例えば、食品製造工場では、高速包装ラインで包装フィルムの送り不良が発生し、オペレーターがアンドンコールを発動することがあります。ライン技術者は応急処置を試みますが、問題はさらに10分間続きます。メンテナンス部門や生産部門の責任者に適切なタイミングでエスカレーションが行われない場合、ラインは短い停止を繰り返し、生産性が低下します。 OEE そして、注文遅延のリスクを高める。.
伝統的な アンドンボード製造 セットアップと接続 デジタルアンドン プロセスが明確になります。ビジュアルボードはステータスを表示できますが、5分、10分、15分後に未解決の問題を自動的にエスカレーションすることはできません。手動で行わない限りは。実際には、多くのチームは生産管理に忙しすぎて、エスカレーションの手順を常に手動で管理する余裕がありません。.
紙の記録とスプレッドシートによる追跡はデータギャップを生み出す
多くの工場では、今でもシフト終了時に紙のシート、ホワイトボード、またはExcelファイルにアンドンイベントを記録しています。しかし、これには2つの問題が同時に発生します。データの遅延と、データ品質の低さです。作業員が正確な時間を忘れてしまったり、管理者が同じ問題に対して異なる説明を使ったり、短時間のイベントが全く記録されないこともあります。.
そのため、トレンド分析が難しくなります。工場が先週の停止のうち、材料不足によるものと機械の故障によるものの割合を知りたい場合、その答えは不完全なメモや手動で更新されたスプレッドシートに依存する可能性があります。 カイゼン プロジェクトは、意思決定の基盤としては脆弱である。.
手動による記録は、現場のリーダーに事務的な負担をかける。監督者は、封じ込めや復旧に集中する代わりに、事後的に書類の記入に時間を費やすことになる。多くの工場では、監査が迫っている時や経営陣から報告を求められたときにのみアンドン記録が更新されるため、システムの有用性が低下する。.
過去の記録の可視性が低いことが、継続的な改善を阻害する
信頼できるイベント履歴がなければ、工場は火消しから根本原因の削減へと移行するのに苦労します。今週、生産ラインが何度か停止したことはわかっていても、どの工程が損失の大部分を引き起こしたのか、どのシフトの対応時間が最も長かったのか、あるいは一時的な修正後にどの警告が繰り返し再開されたのかはわかりません。そのため、 アンドンシステム製造 リーンツールとしてのアプローチ。.
過去の記録が重要なのは、小さな停止が繰り返される方が、大きな故障が一度発生するよりも大きな損害をもたらす可能性があるからです。例えば、電子機器のSMTラインでは、部品補充に5分程度の遅延が頻繁に発生しても、現場ではそれほど大きな問題には見えないかもしれません。しかし、それが1か月続くと、何時間もの生産時間の損失につながる可能性があります。こうした事象が構造化されたデータではなく、シフトノートの中に埋もれてしまうと、改善チームは真の影響を定量化することができなくなります。.
これは経営陣の評価を弱めることにもなります。工場管理者は逸話的なフィードバック以上のものを必要としています。カテゴリー、ライン、シフト、機械、対応チームごとの傾向が必要です。 アンドンボード製造 プロセスでは、相当な手作業を伴わない限り、そのようなレベルの可視性を実現することはほとんどない。.
生産、保守、品質管理、物流における連携不足
アンドン事象は、一つの部門内にとどまることは稀です。機械の停止には保守サポートが必要となる場合があり、不良品の問題には品質管理が必要となる場合があり、生産ラインでの不足には倉庫や社内輸送が関係する場合があります。複数のチームが順番に作業を行う必要がある場合、手動システムでは対応が困難になります。アラートは光信号や音声による呼び出しのみでしか存在しないからです。.
飲料工場で、キャップが時間通りにラインに届かなかったために充填ラインが停止したとします。オペレーターは アンドン警報システム 問題は生産ではなく、倉庫の資材補充エリアからの内部的な遅延にある。物流部門にすぐに連絡しないと、生産部門と保守部門は機械の点検に時間を費やし、根本的な問題が解決されないままになってしまう可能性がある。.
これは、 生産アラートシステム製造 チームが分かれており、報告ツールも別々で、インシデント対応のワークフローも共有されていない環境。信号はローカルでは確認できるものの、情報が部門間で十分に迅速に伝達されない。その結果、資材不足、品質問題、メンテナンスの遅延などの解決に、本来よりも時間がかかってしまう。.
デジタルアンドンシステムの仕組み:自動車および電子機器製造におけるユースケース
現代 アンドンシステム製造 セットアップは、タワーライトを点灯させてスーパーバイザーに連絡するだけにとどまりません。デジタル環境では、アンドン信号は構造化データとなり、ワークフローのトリガー、アラートのエスカレーション、タスクの割り当て、リアルタイムパフォーマンスダッシュボードへのデータ提供などが可能になります。点滅するランプに誰かが気付くのを待つのではなく、システムはライン、シフト、機械、問題の種類、または深刻度に基づいて、適切な担当者に問題をルーティングします。.
これは、計画外のダウンタイムが生産における隠れたコストの中で最も高いものの1つであるため重要です。個別生産では、計画外のダウンタイムは一般的にコストがかかると推定されています。 時給数千ドル, 特に、プロセスが密接に連携している自動車工場や電子機器工場では、デジタルアンドンはこうした損失を軽減するのに役立ちます。応答時間を短縮し、トレーサビリティを向上させ、あらゆる停止、欠陥、または材料不足を確実に記録してフォローアップできるようにするためです。.
機械のダウンタイム:出力が失われる前に停止する回数を増やす
自動車部品工場で、ブレーキ部品を組立ラインに供給する複数のCNC加工セルを監督する生産管理者を想像してみてください。作業員がスピンドルの異常な振動に気づき、機械に設置されたタブレットのデジタルアンドンボタンを押します。システムは即座にその事象を機械の問題として記録し、タイムスタンプを付け、セルとシフトを特定し、エリアリーダーと保守技術者にアラートを送信します。.
基本的な設定では、近くの アンドンライトシステム 色は変化するので、問題は現場で確認できます。より高度な設定では、同じイベントが中央の アンドンボード製造 機械番号、停止理由、経過ダウン時間、および担当者を示す画面が表示されます。問題が2分以内に確認されない場合、ワークフローは自動的に生産監督者にエスカレーションされ、定義されたしきい値を超えると保守管理者にエスカレーションされます。.
ここは デジタルアンドン 手動によるエスカレーションよりも優れた性能を発揮します。無線連絡、紙のダウンタイムシート、口頭での引き継ぎに頼るのではなく、イベントは事前に定義されたワークフローに沿って処理されます。これにより、工場は機械の種類、シフトパターン、故障コード、技術者の対応時間などに基づいて、繰り返し発生する停止を分析できるため、継続的な改善活動をより的確に行うことができます。.
品質不良:問題を品質管理チームとプロセス管理チームに振り分ける
電子機器製造においては、不良基板がすぐに下流工程に流れてしまうため、品質問題はダウンタイムよりも迅速な対応が求められることが多い。例えば、SMTラインのオペレーターが、実装済みPCBのバッチで工程内検査中に半田ブリッジを発見したとしよう。オペレーターは品質エンジニアを探しに行く代わりに、アンドンインターフェースを通して欠陥アラートを送信し、欠陥の種類、製品モデル、ロット番号を選択する。.
の アンドン警報システム この問題の解決方法は、機械停止とは異なります。メンテナンス担当者ではなく、まずそのラインを担当するラインリーダー、品質技術者、プロセスエンジニアにアラートが送信されます。メッセージには、写真、欠陥の種類、機械ID、生産が継続中か、封じ込めのために停止されているかなどの情報を含めることができます。.
このルーティングロジックは、製品ごとに顧客リスクやコンプライアンスリスクが異なる多品種少量生産の電子機器工場では非常に重要です。外観上の筐体の傷は監督者による確認だけで済む場合もありますが、安全性が重要なアセンブリのはんだ付け不良は、即座にライン停止、仕掛品の隔離、8DまたはNCRワークフローの導入につながる可能性があります。 生産アラートシステム製造 プロセスはすべての問題を同じように扱うのではなく、ビジネスへの影響度に応じて分類し、エスカレーションします。.
物資補給:前線での飢餓を防ぐ
資材不足は、最もよくあるアンドン使用例の一つですが、最も管理が行き届いていないケースでもあります。多くの工場では、作業員がフォークリフトの運転手に合図を送ったり、手動で倉庫に電話をかけたり、ラインがほぼ空になるまで待ってから発注したりしています。これは回避可能な待ち時間を生み出し、リーンチームはこれが典型的な無駄の一つであることを認識しています。.
自動車業界の配線ハーネス組立ラインを想像してみてください。端子の在庫が再発注点を下回ると、作業員が棚のラベルをスキャンし、補充要求がトリガーされます。デジタルワークフローは、ライン番号、部品番号、現在の在庫レベル、配送場所などの情報とともに、そのゾーンを担当するスーパーマーケットチームまたは資材担当者に直接アラートを送信します。.
地元の アンドンボード製造 ディスプレイにはリクエストの状態が「オープン」「輸送中」「配達済み」のいずれかで表示されるため、生産チームと物流チームの両方がリアルタイムで状況を確認できます。補充がタクトタイムに基づくしきい値を超えて遅延した場合、ラインが停止する前にリクエストが物流スーパーバイザーにエスカレーションされます。これにより、事後的な停止信号が、事前的なフロー制御ツールへと変わります。.
オペレーター支援:駅を離れることなく適切なサポートを受ける
アンドンが発生するたびに、それが故障や欠陥を意味するわけではありません。時には、作業員がミスをしたり、生産ラインの速度を落としたりしないように、単にサポートが必要な場合もあります。これは、電子機器の組み立て、食品包装の切り替え、あるいは経験の浅い作業員が多く、製品バリエーションが頻繁に変わる工場などで特に役立ちます。.
電子機器工場の最終組立作業員が、改訂された作業指示書が現在の製品改訂版に適用されるかどうか確信が持てないとします。作業員は持ち場を離れたり、同僚に非公式に尋ねたりする代わりに、デジタル端末を通して支援要請を出します。 アンドンライトシステム ローカルでヘルプ要請を通知すると同時に、デジタルワークフローによってそのステーショングループを担当するチームリーダーに通知が送られる。.
この問題がダウンタイムではなくオペレーター支援として分類されるため、アラートのルーティング方法やKPIが異なります。リーンマネージャーは、時間の経過とともに、サポートリクエストがステーション、製品ファミリー、またはシフトごとに集中している箇所を把握できます。このデータからは、不十分なトレーニング、不適切な作業指示管理、不安定な標準作業など、より深い根本原因が明らかになることがよくあります。.
スマートルーティングがデジタルアンドンをより効果的にする方法
最適なデジタルワークフローは、単なる通知ではなく、ルーティングルールに基づいて構築されます。夜勤中の1番線での回線停止は、日勤中の軽微なサポート依頼と同じ担当者に同じ方法で通知されるべきではありません。スマートルーティングにより、アラートが適切な担当者に迅速に届き、生産性と品質が保護されます。.
実用的なルーティングモデルには通常4つの次元が含まれます。1つ目は 線または領域, ということで、問題は担当チームに回されます。2つ目は シフト, 人員配置やエスカレーション経路は時間帯によって変化することが多いため、3つ目は 問題の種類, ダウンタイム、品質、材料、安全性、サポートなど。4番目は 重大度, これは、その事象が地域内で解決されるか、管理部門にエスカレートされるかを決定するものです。.
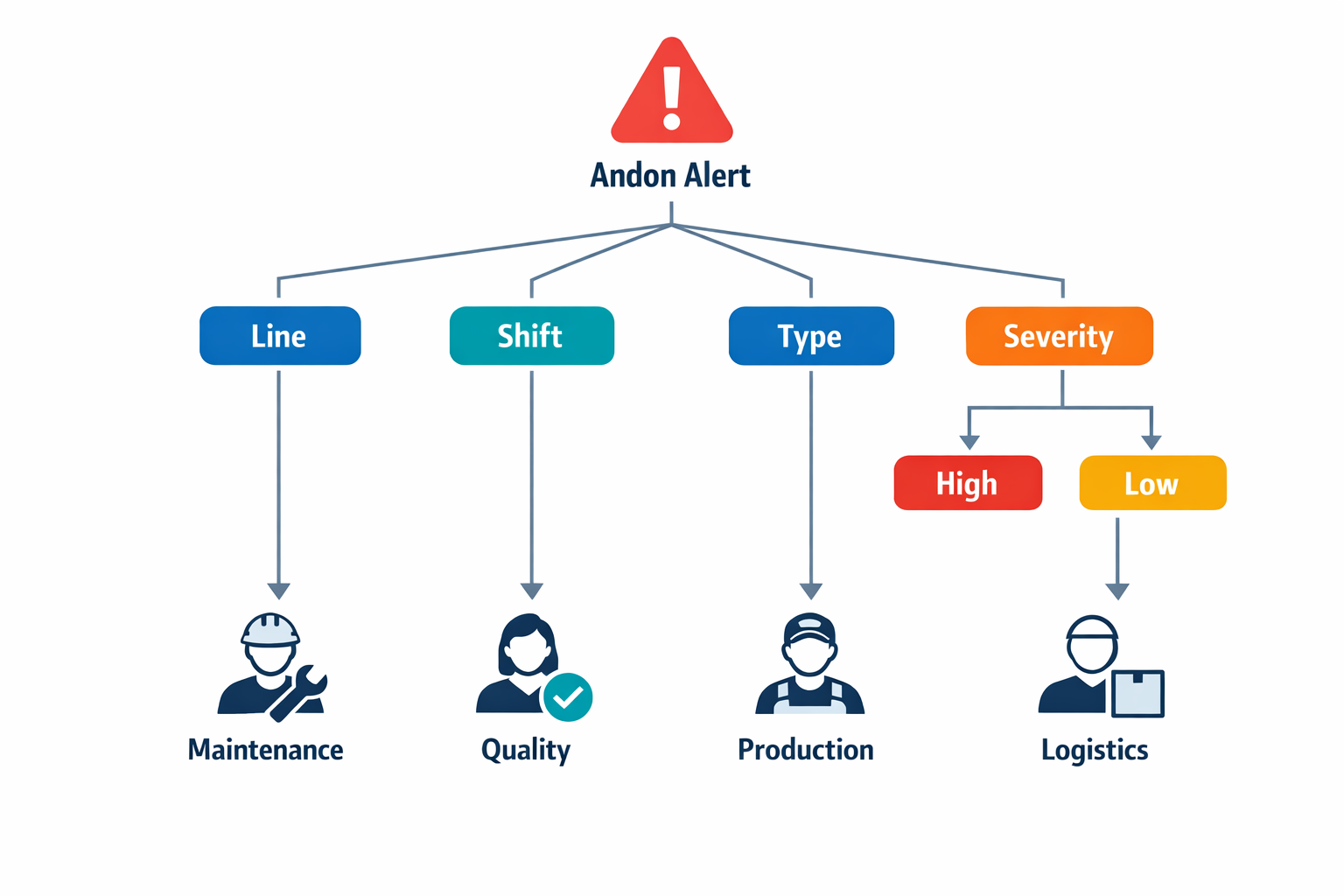
例えば、深刻度レベル1の資材要求はラインフィーダーにのみ送られる可能性がある一方、顧客への出荷を脅かす深刻度レベル4の機械故障は、生産、保守、品質、および工場管理部門にアラートを発する可能性がある。これが単純なシステムを区別する点である。 アンドンライトシステム 真の デジタルアンドン ワークフロー。プラントはもはや単に問題を知らせるだけでなく、対応策を統括する存在となっている。.
優れたデジタルアンドンワークフローとはどのようなものか
実際には、効果的なワークフローは通常、一貫した手順に従います。オペレーターはタブレット、キオスク端末、プッシュボタン、またはスキャンしたQRコードから問題を提起します。システムは、ライン、ステーション、機械、製品、ユーザー、タイムスタンプなどのコンテキストを自動的に取得するため、手動入力が削減され、データ品質が向上します。.
次に、プラットフォームはビジネスルールを適用してアラートをルーティングします。機械の故障の場合は保守部門とエリアリーダーに通知され、欠陥の問題の場合は品質部門とプロセスエンジニアリング部門に通知されます。イベントはその後、 アンドンボード製造 応答状況と経過時間が、対応が必要なすべての人に表示される画面。.
最後に、問題は認識され、解決され、原因と対策の詳細とともにクローズされます。このクローズ手順は、事象を実用的な改善データに変換するため不可欠です。数週間から数か月かけて、工場はどのラインで最も多くの問い合わせが発生しているか、どの問題タイプに最も時間がかかっているか、どのシフトでプロセスサポートが必要かを分析できます。.
リーンマネージャーがシグナルの背後にあるデータに関心を持つ理由
リーンマネージャーにとって、デジタルアンドンの価値は、エスカレーションの迅速化だけでなく、問題解決の規律強化にもあります。すべてのアラートがカテゴリ、応答時間、根本原因、および解決アクションとともにログに記録されると、工場はパレート分析と日常管理のためのクリーンなデータセットを獲得します。これは、A3レビュー、階層化されたプロセス監査、および カイゼン 優先順位付けは、ホワイトボードや口頭での要約よりもはるかに優れている。.
接続された 生産アラートシステム製造 セットアップは改善の持続にも役立ちます。工場で1つのラインの段取り替えサポートコールを削減するためのカイゼンを実施した場合、前後の傾向はすぐに明らかになります。「対応が良くなった」と言う代わりに、サポートコールの頻度が35%減少したことや、平均応答時間が8分から3分に短縮されたことを示すことができます。.
ノーコードプラットフォームでは、 Jodoo, これにより、メーカーは完全なカスタムソフトウェアプロジェクトを待つことなく、これらのワークフローを構築できます。アラートキャプチャ用のデジタルフォームを構成したり、役割と重要度に基づいてルーティングを自動化したり、ラインまたはプラントごとにライブダッシュボードを表示したり、アンドンレコードを保守、品質、またはCIフォローアップワークフローに接続したりできます。 アンドンシステム製造 単なる視覚信号以上のものを処理する――それは、より迅速な対応と継続的な改善のための実用的なエンジンとなる。.
製造業向けアンドンソフトウェアを選ぶ際に注目すべき点
評価している場合 アンドンシステム製造 ソフトウェアに関して言えば、重要なのはアラートをトリガーできるかどうかだけではありません。本当の問題は、それが現在工場で実際にどのように稼働しているか、そして今後12~24か月でプロセスがどのように変化するかをサポートできるかどうかです。多くの工場では、問題は アンドン警報システム; 問題は、アラートプロセスがスタックランプ、ホワイトボード、無線、WhatsAppグループ、スプレッドシート、手動によるエスカレーションなど、複数の場所に分散していることです。.
優れたソフトウェアプラットフォームは、対応の標準化、ダウンタイムの短縮、継続的な改善に活用できるデータの作成を支援するものでなければなりません。また、大量生産の自動車ライン、多品種少量生産の電子機器組立ライン、厳格な品質・衛生管理が求められる食品包装工場など、さまざまな生産環境に対応できる必要があります。以下に、ツールが現代の製造業に真に適しているかどうかを評価するための実用的なチェックリストを示します。.
設定可能なワークフロー、固定アラートロジックではない
ハードウェア優先の固定ツールと柔軟なツールの最大の違いの1つは、 デジタルアンドン このプラットフォームの特長は、ワークフローの構成可能性です。従来の多くのシステムでは、オペレーターがボタンを押すとタワーのライトの色が変わり、監督者がそれに気づくことが期待されていました。これは単純なエスカレーションには有効かもしれませんが、機械の停止、材料不足、品質保留、段取り替えの遅延など、プロセスで異なる対応が必要になると、うまく機能しなくなります。.
カスタムコーディングなしでアラートの種類、ルーティングルール、応答担当者、および完了手順を設定できるソフトウェアを探すべきです。自動車部品工場の生産管理者が、ライン3の機械故障はすぐに保守部門に通知し、ライン5の材料不足はまず倉庫チームに通知し、5分後にシフトリーダーにエスカレーションしたいと考えていると想像してみてください。システムがこのレベルのロジックをサポートできない場合、それは真のツールではなく、単なる回避策ツールになってしまうでしょう。 製造業の生産アラートシステム チームが頼りにできる。.
モバイルフォームで迅速かつ正確なデータ収集を実現
文脈のないアラートはノイズを生み出すだけです。優れたアンドンソフトウェアには、オペレーターや技術者が数回のタップで呼び出し理由、機械番号、製品コード、不具合の種類、写真証拠、緊急度レベルを送信できるモバイルフレンドリーなフォームが含まれているべきです。これは、対応の質が、発生時点で取得される情報の質に左右されるため重要です。.
例えば、電子機器組立工場では、作業員が アンドンライトシステム はんだ付け不良が繰り返し発生する場合、技術者は赤ランプ信号だけでなく、ワークステーションID、不良カテゴリ、影響を受けるSKU、基板の写真も受け取ることで、トラブルシューティングをより迅速に開始できます。現場からの報告をデジタル化している工場では、問題の分類がより一貫していることが多く、その結果、後々のパレート分析や根本原因の追跡が改善されます。.
リアルタイムダッシュボードとアンドンボードの可視性
ソフトウェアベースの アンドンボード製造 環境は、赤、黄、緑のステータスを表示するだけでなく、もっと多くの機能を持つべきです。アラートを発令した人物、アラートが開いている期間、アラートのカテゴリ、対応責任者、そしてサービスレベル目標が達成されているかどうかを表示する必要があります。これにより、アンドンボードは単なる視覚的な信号から、リアルタイムの運用制御ポイントへと変わります。.
現場のスクリーン、監督者のタブレット、管理者のデスクトップに同時に表示できるダッシュボードを探しましょう。例えば、食品製造工場では、フィルム供給の問題で包装ラインが停止した場合、20分の遅延が後工程のパレタイジングや配送に影響を与える可能性があるため、生産、保守、計画担当者はすぐに状況を把握する必要があります。リアルタイムダッシュボードがあれば、個別の電話や更新に頼るのではなく、全員が同じ状況を確認できます。.
現場の実情を反映したエスカレーションルール
アンドン応答ではスピードが重要です。複数の製造改善研究によると、軽微な停止に対する応答の遅れは、特に短時間の停止が過少報告されたり、事後に手動で記録されたりする工場において、OEEの低下に大きく寄与しています。 アンドン警報システム 時間、問題の種類、ラインの重要度、またはシフト状況に基づいたエスカレーションルールを含めるべきです。.
例えば、ラインコールが2分以内に応答されない場合は、自動的にエリアスーパーバイザーにエスカレーションされるべきです。品質アラートが10分間解決されない場合は、品質保証部門と生産管理部門の両方に通知する必要があるかもしれません。多品種少量生産の電子機器工場では、このようなエスカレーションによって、小さな工程の逸脱が大規模な再加工や不良品の発生につながるのを防ぐことができます。.
役割に基づくアクセス制御と明確な説明責任
工場内の全員が同じデータを見たり編集したりできる必要はありません。オペレーターは簡単に問い合わせを行う必要があり、チームリーダーはアクションを割り当てる必要があり、保守担当者は障害履歴を必要とし、工場管理者はライン全体の傾向を把握する必要があります。そのため、ロールベースのアクセスは評価時に不可欠です。 デジタルアンドン ソフトウェア。.
これは監査可能性とコンプライアンスにも役立ちます。工場がISO 9001規格や顧客固有のトレーサビリティ要件に基づいて運営されている場合、誰がアラートを作成したか、誰が対応したか、どのような措置が取られたか、そして問題がいつ解決されたかを把握する必要があります。強力なアクセス権限とアクティビティ履歴を備えたシステムは、共有スプレッドシートや非公式なメッセージンググループよりもはるかに信頼性が高いと言えます。.
アラーム数を超える分析
多くの工場が アンドンライトシステム しかし、アラートを改善データに変換することは決してしてはいけません。それは機会損失です。ソフトウェアは、ダウンタイムを原因、ライン、シフト、機械、製品ファミリー、応答時間、再発率、および解決効果別に分析できるものでなければなりません。.
ここでアンドンは、単なる信号伝達ツールではなく、リーン生産方式における重要なツールとなります。例えば、工場長が月次データをレビューし、ある自動車組立セルにおけるすべての呼び出しのうち38%が、夜勤中のインサート不足に関連していることを発見したとします。この洞察は、対象を絞った資材補充の変更、標準作業の見直し、あるいはスーパーマーケットの再設計を正当化する根拠となり得ます。分析がなければ、問題が発生したことしか分かりませんが、分析があれば、問題の発生頻度を減らすことができるのです。.
既存の製造システムとの統合
アンドンプラットフォームは、単なる独立したアプリケーションであってはなりません。MES、ERP、CMMS、品質管理ツール、あるいはシンプルなバーコードベースの生産追跡システムなど、工場で既に利用されているシステムと連携させるべきです。統合によってデータの重複入力が削減され、現場で何が起こっているのかをより包括的に把握できるようになります。.
例えば、機械の故障アラートが発動した場合、システムは自動的に保守作業依頼を作成したり、イベントを機器の履歴にリンクさせたりすることができます。品質関連のアンドンコールが発生した場合は、フォローアップのためにNCR、8D、またはCAPAワークフローにフィードすることができます。これは、事後対応型の問題解決からクローズドループ型の問題解決へと移行しようとしている製造業者にとって特に有益です。.
日々の対応だけでなく、継続的な改善を支援する
優れたアンドンソフトウェアは、即時対応と長期的な改善の両方をサポートする必要があります。つまり、アラート通知だけで終わるのではなく、チームが是正措置を割り当て、未解決の問題を追跡し、対策を検証し、時間の経過とともに繰り返される損失をレビューできるように支援する必要があります。実際には、これが基本的な信号システムとより強力なシステムを区別するものです。 生産アラートシステム製造 リーダーは、リーンプログラムの一環としてこれを活用できます。.
柔軟なプラットフォーム Jodoo ITへの依存度を高くすることなく、このモデルをサポートできます。運用チームは、コールトリガー用のモバイルフォームを作成したり、エスカレーションワークフローを自動化したり、ライブダッシュボードを表示したり、アンドンイベントをA3、8D、メンテナンス、または検査プロセスに接続したりすることが、1つの環境で可能です。これにより、進化が容易になります。 アンドンボード製造 ラインレイアウト、人員配置、エスカレーションルールが変更されるにつれて、プロセスも変更される。.
ハードウェアの囲い込みよりも柔軟性を選ぼう
ハードウェアは依然として製造現場で重要な役割を果たしています。物理的なボタン、スタックランプ、ディスプレイ画面は、製造現場の有用な部分であり続けます。 アンドンシステム製造 特に騒音の多い環境や高速な環境では、セットアップが重要になります。しかし、背後にあるソフトウェアが柔軟性に欠けると、あらゆるプロセス変更がエンジニアリングプロジェクトとなり、新たなレポート作成ニーズが発生するたびに、新たな手作業による回避策が生まれます。.
そのため、多くのメーカーはフレキシブルな製品へと移行している。 デジタルアンドン 既存の信号と連携しながら、ワークフロー、データ収集、分析、統合機能を追加できるプラットフォーム。工場が応答時間の短縮、予期せぬダウンタイムの削減、現場の問題を社内全体に可視化したいのであれば、業務をツールに合わせるのではなく、業務に合わせて柔軟に対応できるソフトウェアを選ぶべきです。.
Jodooがカスタム開発なしで柔軟なデジタルアンドンシステムを構築するのにどのように役立つか
現代 アンドンシステム製造 セットアップは、タワーライトを点滅させたり、ボードに赤いステータスを表示したりする以上のことをするべきです。問題を捕捉し、適切な担当者に即座に通知し、誰が対応したかを追跡し、修正内容を文書化し、同じ問題が繰り返し発生している場所を示す必要があります。多くの工場が苦労しているのはまさにこの点です。特に、 アンドンボード製造 このプロセスは依然としてホワイトボード、ラジオ、スプレッドシート、またはスタンドアロンに依存している アンドンライトシステム ワークフローが存在しない状態では、Jodooは製造業者がカスタムソフトウェア開発を行うことなく、不足しているワークフローレイヤーを構築するのに役立ちます。.
と Jodoo, 作成できます デジタルアンドン ノーコードフォーム、ワークフロー、ダッシュボード、モバイルアクセスを使用してプロセスを実行します。アンドンを単なる信号として扱うのではなく、オペレーター、ラインリーダー、保守技術者、品質エンジニア、監督者を1つのプラットフォームでリンクする接続された応答システムに変換します。これは、ダウンタイム、欠陥の封じ込め、エスカレーションのスピードが直接影響を与える工場で特に役立ちます。 OEE, 不良品コストや納期遵守率にも影響します。電子機器組立や自動車部品などの多品種少量生産環境では、10分から15分の対応遅延でも、シフト全体の計画が狂ってしまう可能性があります。.
問題が発生した時点で把握する
効果的な 製造業における生産アラートシステム 環境は、問題が発生した瞬間にオペレーターが信号を出すことを容易にします。 Jodoo, タブレット、産業用タッチスクリーン、または各ワークステーションに設置されたQRコードからオペレーターがアクセスできる、モバイルフレンドリーなフォームを作成できます。シンプルなフォームで、生産ライン、機械ID、製品モデル、問題カテゴリ、深刻度、写真証拠、発生時刻を数秒で記録できます。これにより、オペレーターが作業場を離れたり、監督者を探したり、問題を紙に書き留めたりする際に発生する一般的な遅延を解消できます。.
適切なチームに即座にアラートを送信
便利な アンドン警報システム すべての問題について、全員に同じ方法で通知するべきではありません。資材不足は物流部門またはラインサポート部門へ、トルクの不具合は品質管理部門と生産部門へ、機械の故障は直接メンテナンス部門へ通知する必要があります。Jodooでは、問題の種類、エリア、シフト、重大度、生産ラインに基づいてルーティングルールを設定できるため、手動によるトリアージなしにアラートが適切なチームに届きます。これにより、このシステムは汎用アラームやスタンドアロンシステムよりもはるかに実用的になります。 アンドンライトシステム.
例えば、オペレーターが「リフロー炉の温度が範囲外です」と報告した場合、Jodooは社内コミュニケーションプロセスに応じて、アプリ通知やメールなどを通じて、保守担当者、生産監督者、品質エンジニアに自動的に通知できます。3分などの定義されたSLA内に問題が認識されない場合、ワークフローは部門長にエスカレーションできます。10分経過しても解決しない場合は、システムは2回目のエスカレーションをトリガーし、管理者が状況を把握できるようライブダッシュボードを更新します。このような構造化されたエスカレーションは、紙のログや基本的なタワーライトだけでは一貫して維持することが困難です。.
割り当て、エスカレーション、および解決の調整
多くの工場では、真の弱点は問題の検出ではなく、問題の責任の所在です。問題が提起されると、複数の人が他の誰かが対応していると思い込み、生産ラインは待機状態のままになります。Jodooは、各アンドンイベントに担当者またはチームを割り当て、「新規」から「進行中」、「解決済み」、「クローズ済み」へとステータスを追跡することで、この問題を解決します。誰が問題の責任者であるか、いつ担当者が問題を受け入れたか、生産ラインがどれくらい待機しているかを、誰もが確認できます。.
これは デジタルアンドン セットアップは、単なる視覚的なボードよりもはるかに価値が高くなります。物理的なボードでは、ライン3に支援が必要であることは示せますが、通常、メンテナンス担当者が2分で到着したのか20分で到着したのか、同じ問題が今週3回発生したのか、根本原因が解消されたのかは示されません。Jodooでは、すべてのアラートがタイムスタンプ、コメント、添付ファイル、フォローアップアクションを含む追跡可能な記録となり、リーンマネージャーがA3、8D、および繰り返し発生する損失の分析に必要なデータ基盤を構築できます。.
手動アンドンボードをリアルタイムダッシュボードに置き換える
多くの工場では、ラインの状態を表示するために、いまだにマグネットボード、ホワイトボード、または基本的なモニター画面を使用しています。これらのツールは可視性を提供しますが、実際のワークフローの実行とは切り離されていることがよくあります。Jodooダッシュボードは、手動による表示を置き換えたり、補完したりすることができます。 アンドンボード製造 リアルタイムアラート、ライン別の未解決インシデント、平均応答時間、カテゴリ別のダウンタイム、エスカレーション状況、マシンまたはステーション別の繰り返し発生問題などを表示することで、システムを構築します。その結果、単なる視覚的な表示ではなく、実際に機能する管理システムが実現します。.
工場管理者にとって、これはダッシュボードが運用管理センターになることを意味します。今日のボトルネックがSMTライン2のフィーダー詰まりなのか、パッケージのラベルの読み間違いなのか、自動車部品エリアのプレス機の予期せぬ停止なのかを確認できます。また、シフトを比較したり、どのチームがアラートを最も早く解決しているかを追跡したり、人員配置や予防保全の調整が必要な箇所を特定したりすることもできます。複数の製造業調査によると、計画外のダウンタイムは産業企業に1時間あたり数千ドルの損失をもたらす可能性があり、ワークフローを標準化することで、対応の遅延による損失を削減するのは最も容易な方法の1つです。.
ソフトウェアを再構築することなく、さまざまなアンドンシナリオをサポートします。
製造業者がデジタルシステムを避ける理由の一つは、各ラインごとに異なる設定が必要になるという懸念です。実際には、電子機器組立ライン、自動車加工セル、食品包装ラインではトリガーが異なりますが、コアとなるワークフローは共通しています。つまり、キャプチャ、アラート、割り当て、エスカレーション、解決、そしてレポートです。Jodooのノーコード構造により、ワークフローを標準化しながらも、部門や拠点ごとにフォーム、カテゴリ、SLAルール、ダッシュボードをカスタマイズすることが可能です。この柔軟性は、複数の工場を運営する地域密着型の製造業者や、複数の生産モデルを混在させる製造業者にとって重要です。.
例えば、自動車部品サプライヤーは、機械の故障、工具の問題、初回合格率の低下、安全上のリスク、材料不足といったアンドンカテゴリを必要とするかもしれません。食品メーカーは、汚染リスク、ラベルの不一致、温度偏差、CIPの遅延、包装の詰まりといった問題に対処する必要があるかもしれません。それぞれのシナリオに合わせてカスタムソフトウェアを開発する代わりに、運用チームは1つのプラットフォーム内で個別のワークフローを設定できます。これにより、導入時間を短縮し、工場全体でベストプラクティスを容易に展開できるようになります。.
クローズドループ型の継続的改善システムを構築する
接続された最大の利点 アンドンシステム製造 Jodooのワークフローの特長は、リアルタイムのアラートを長期的な改善データに変換することです。多くの工場では、アンドンイベントは即座に処理されますが、その後体系的に分析されることはありません。Jodooは、イベントデータをダッシュボード、トレンドレポート、アクション追跡ワークフローに取り込むことで、このギャップを埋めます。これにより、生産チームと継続的改善(CI)チームは、問題解決から問題予防へと移行できるようになります。.
先ほど述べた電子機器工場を例にとると、導入から3か月が経過したとします。ダッシュボードを見ると、1つの回線におけるアンドン呼び出しのうち28%が2つのフィーダーモデルから発生しており、夜勤中の平均応答時間は日勤中よりも40%遅いことが分かります。この知見は、スペアパーツの在庫管理、技術者の配置変更、フィーダー保守の標準化といった的を絞った対策を裏付けるものとなります。工場は、断片的な苦情に頼るのではなく、是正措置と投資を正当化するための構造化されたデータを手に入れたのです。.
製造現場でノーコードが重要な理由
従来の製造ソフトウェアプロジェクトは、時間がかかりすぎたり、コストがかかりすぎたり、プロセス変更に対応できなかったりするため、失敗することがよくあります。製品構成の変化、ボトルネックの変動、CIチームのエスカレーションルールの改良に伴い、製造現場のワークフローは常に進化しています。Jodooは、運用チームが完全な開発サイクルを待つことなく、フォーム、ロジック、通知、ダッシュボードを調整できる機能を提供します。これは、パイロット運用が必要な工場にとって特に価値があります。 生産アラートシステム製造 1行で処理し、投資対効果(ROI)を証明し、それから拡大する。.
実際には、これは小規模から始めることができることを意味します。例えば、電子機器組立ライン1つにデジタルアンドンワークフローを導入し、チームが慣れてきたら、保守手配、階層型監査、定期的な欠陥追跡へと拡張していくことができます。すべてが単一のプラットフォーム上に存在するため、アンドンプロセスは他の運用データから孤立することはありません。より迅速な対応、説明責任の向上、そして継続的な改善を促進する、より広範なデジタルファクトリーワークフローの一部となるのです。.
結論:Jodooでアンドンシステム製造プロセスを近代化しましょう
効果的な アンドンシステム製造 プロセスは、タワーライトを点灯したり、助けを求めてブザーを鳴らしたりする以上のことをするべきです。 何が起こったのか、どこで起こったのか、誰が対応しているのか、そして問題が解決するまでにどれくらいの時間がかかるのか。. そのため、多くの製造業者が、静的なアンドンライトシステムから、アラート、エスカレーション、根本原因の追跡、パフォーマンスレポートを1つのシステムに統合したデジタルワークフローへと移行しているのです。.
Jodoo メーカーがこのようなシステムをより迅速に構築するのに役立ちます。 ノーコードリーン生産方式プラットフォーム, Jodooを使えば、カスタムソフトウェア開発に何ヶ月も待つことなく、カスタマイズされたアンドンフォーム、ワークフロー、モバイルアラート、エスカレーションルール、ダッシュボードを作成できます。.
アンドンプロセスを近代化したい場合は、, 無料トライアルを開始する または デモを予約する Jodooがどのようにして工場向けの実用的なデジタルアンドンシステムの導入を支援できるかをご覧ください。.

