
カテゴリー別に閲覧する
はじめに:現代の製造業においてカイゼンソフトウェアが重要な理由
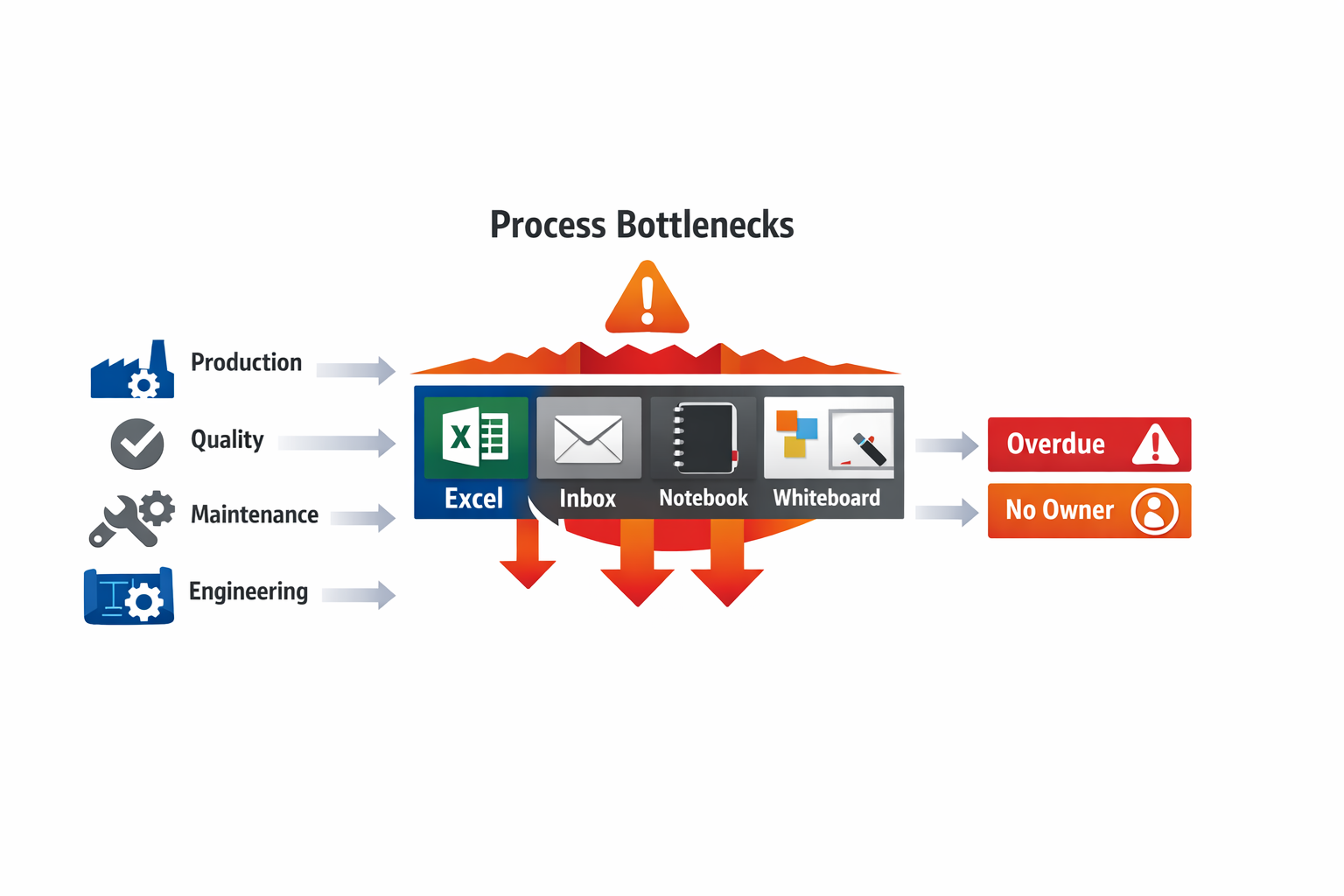
多くの工場では、継続的改善の最大の障壁はアイデアの不足ではなく、実行力の欠如です。調査によると、改善活動の大部分はワークショップ後に停滞してしまうことが多く、その理由はチームが依然として紙のチェックリスト、Excelトラッカー、長いメールのやり取りに頼っているからです。 カイゼンソフトウェア これは、製造現場でより迅速な実行、より優れた可視性、そしてより強力な説明責任を必要とする製造業者にとって、ますます重要になってきている。.
自動車部品工場の生産マネージャーが、段取り替え時間を12%短縮するカイゼン活動を成功させたものの、3週間後には、責任者が不明確だったためにフォローアップ活動の半分が未完了のままになっている状況を想像してみてください。あるいは、作業員が改善案を提出するものの、どの案が承認され、実施され、測定可能なコスト削減につながったのかが誰にも分からない電子機器工場を想像してみてください。どちらの場合も、問題はリーン生産方式の知識にあるのではなく、改善活動を管理するためのシステムが分断されていることにあるのです。.
この記事では、カイゼン管理ソフトウェアの機能、最も重要な機能、スプレッドシートとの比較、ノーコードプラットフォームの使用方法について説明します。 Jodoo 生産ライン、部門、工場全体にわたる継続的な改善をデジタル化する。.

カイゼンソフトウェアとは何か?そして、それはどのように継続的改善を支援するのか?
カイゼンは、小さな改善を継続的に行う考え方としてよく説明されますが、工場現場では、考え方だけでは十分ではありません。アイデアが紙のシート、ホワイトボード、Excelファイル、あるいは管理者のWhatsAppチャットにとどまっていると、改善活動の追跡が難しくなり、継続することもさらに困難になります。. カイゼンソフトウェア これは、継続的改善を理念から再現可能な運用プロセスへと変えるデジタルシステムです。具体的には、工場において改善アイデアの収集、評価、担当者の割り当て、完了状況の追跡、そして事業成果の検証を体系的に行うための手段を提供します。.
リーンマネージャーや工場長にとって、これは重要です。なぜなら、ほとんどのCIプログラムはアイデア出しではなく、実行段階で失敗するからです。ある作業員が段取り替え時の歩行距離の短縮を提案したり、別のチームがラベルの誤りの繰り返しを特定したり、CIエンジニアが不良品削減に関するA3レポートを作成したりするかもしれませんが、記録システムが統一されていないと、これらの行動は断片化されてしまいます。 継続的改善ソフトウェア このプラットフォームはこれらの活動を1か所に集約することで、チームが未完了のタスク、期限切れのタスク、そして測定可能な成果を上げたタスクを把握できるようにします。これが、単発的なカイゼン活動と拡張可能な改善システムとの違いです。.
単なる意見箱以上のもの
多くの工場はすでにアイデアを集めているが、アイデアを集めることは作業の最初の10%に過ぎない。 カイゼン管理ソフトウェア このソリューションは、提案の提出にとどまらず、改善のライフサイクル全体をサポートします。問題点やアイデアを記録し、分野別または損失カテゴリ別に分類し、レビューのためにルーティングし、担当者を割り当て、タイムスタンプと証拠に基づいて完了状況を監視できる必要があります。これは、複数のシフト、複数の生産ライン、または複数の拠点を持つ工場において特に重要です。このような環境では、紙ベースのフォローアップはすぐに破綻してしまうからです。.
自動車部品工場の生産管理者が、第3ラインの治具交換中に繰り返しダウンタイムが発生していることに気づいたと想像してみてください。作業員は以前にもこの問題を提起していましたが、各シフトで記録の仕方が異なり、以前の対策が効果があったかどうかは誰にもわかりません。 カイゼンデジタルプラットフォーム, これにより、チームはモバイルデバイスから問題を送信し、治具のセットアップ写真を添付し、保守および生産作業を割り当て、期限を設定し、対策実施後に段取り替え時間が実際に短縮されたかどうかを追跡できます。毎月同じ問題を議論する代わりに、工場は試みたことと効果があったことのデジタル記録を作成します。.
カイゼンソフトウェアがCIサイクル全体をどのようにサポートするか
カイゼンソフトウェアの最大の価値は、継続的改善の各段階を体系的にサポートする点にあります。第一に、アイデアや問題を標準フォーマットで記録するため、チームは記憶や一貫性のない紙のフォームに頼る必要がなくなります。第二に、リーダーが影響度、緊急性、コスト、安全リスクに基づいて改善機会の優先順位付けを行うのを支援し、チームが価値の低い改善に時間を費やしすぎることを防ぎます。第三に、責任と期日を割り当てることで、部門横断的にアクションの責任者を明確にします。.

アクションが完了したら、ソフトウェアは成功を前提とするのではなく、結果を検証するのに役立つべきです。 CI管理ソフトウェア これは、意見に基づいてタスクを完了させるのではなく、行動を測定可能なKPIに結び付けるため、特に有用です。多くの工場ではこのステップが欠けているため、経営陣はカイゼン活動の投資対効果(ROI)に疑問を抱くことがよくあります。.
最終段階は標準化です。改善策が効果的であることが証明されたら、それは一人の監督者のノートや日勤者の記憶の中にだけ残っていてはいけません。強力な標準化は、 カイゼン追跡ツール 工場が標準作業手順書(SOP)、研修チェックリスト、監査項目、管理計画を更新し、改善が日常業務の一部となるよう支援します。こうして、カイゼンは事象ベースの問題解決から持続的な業務規律へと移行していくのです。.
期待できる典型的な機能
製造業において、最も有用なカイゼンソフトウェア機能は、派手さよりも実用性を重視したものである。チームは通常、アイデア提出用のデジタルフォーム、承認とエスカレーションのためのワークフロー、リマインダー付きのアクション追跡機能、未完了項目、期限切れタスク、完了率、および達成されたコスト削減額を表示するダッシュボードを必要とする。また、A3問題解決、8D、階層型プロセス監査、現場検査といった関連するリーンプロセスをサポートできるシステムも価値がある。なぜなら、改善の機会はしばしばこれらの活動から生まれるからである。これらすべてが連携することで、工場は継続的改善のための信頼できる唯一の情報源を得ることができる。.
例えば、食品製造工場では、ラインリーダーが包装機器のフィルム供給の不均一性によって発生する軽微な停止が繰り返されることを指摘するかもしれません。 継続的改善ソフトウェア, この問題には以下のタグを付けることができます OEE 損失は保守部門に報告され、写真、ダウンタイム記録、是正措置と関連付けられます。チームが6週間で停止時間を18%削減した場合、その結果は同じシステムに記録され、オペレーターや技術者向けの標準チェックに組み込むことができます。このようなレベルのトレーサビリティは、スプレッドシートだけでは維持が困難です。.
製造業者がデジタルCIシステムに移行する理由
デジタル改善管理への移行は、規模、スピード、説明責任によって推進されています。業界調査によると、最前線のワークフローをデジタル化した製造業者は、データが分断されたツールに分散されることがなくなったため、問題解決の迅速化と部門横断的な可視性の向上を実感することが多いです。実際には、中規模の工場でも毎月数十件のカイゼンアイデア、監査結果、アクションアイテムが生成され、それらが手動による追跡能力を超えると、チームは勢いを失い始めます。 カイゼンデジタルプラットフォーム リアルタイムでステータスを表示することで、それを防ぐのに役立ちます。.
これは、ISO 9001規格や顧客固有の監査要件に基づいて操業している工場にとって特に重要です。こうした工場では、是正措置やプロセス管理の証拠が重要となるからです。監査員が、内部監査、安全観察、品質不良などから得られた改善活動をどのように追跡しているかを尋ねた場合、紙の書類の束よりもデジタル記録の方がはるかに説得力があります。さらに重要なのは、工場のリーダーが、改善活動が部門間でバランスよく行われているか、あるいは特定の分野に集中しているかを把握できることです。こうした可視性によって、継続的改善(CI)は単なるリーンチームの副次的なプロジェクトではなく、工場経営の一部となるのです。.
よくある問題点:スプレッドシートと手動によるカイゼン追跡が破綻する理由
改善案は成果が出る前に消えてしまう
多くの工場では、継続的改善は依然として紙、Excel、またはチャットグループから始まります。これは1つのラインでの単一のカイゼン活動には有効かもしれませんが、数十ものアイデア、複数の部門、そして複数の承認者が関わるとすぐに破綻します。朝の現場巡回中に提起された提案は、簡単にノートに書き留められたままになったり、メールに埋もれたり、シフト交代後に消えてしまったりします。適切な カイゼン追跡ツール, 本当の問題はアイデアを生み出すことではなく、アイデアを存続させることだ。.
自動車部品工場の生産マネージャーが、プレス加工、溶接、最終検査の各チームから改善案を集めていると想像してみてください。ある監督者はアイデアをExcelに記録し、別の監督者はWhatsAppの写真を使用し、保守チームは作業場近くのホワイトボードに作業内容を書き込みます。2週間後、提案されたもの、承認されたもの、完了したものの完全なリストは誰も持っていません。製造業者が手動による追跡の限界に気づき、 カイゼン管理ソフトウェア あらゆるアイデアを1か所に集約できる。.
フォローアップが不徹底で、対応項目が長期間未完了のままになっている。
手動カイゼンシステムの最大の失敗は、通常、無駄の特定ではなく、フォローアップの不備にある。チームは優れたワークショップを開催し、行動計画に合意するものの、その後は日常的な問題解決に追われる。未解決事項が別々のファイルで管理され、リマインダーが1人のコーディネーターに依存している場合、行動計画は可視性のないまま期限を過ぎてしまう。実際には、貴重な段取り時間短縮のアイデアや不良防止策が、エスカレーションされることなく30日、60日、あるいは90日間も未解決のまま放置される可能性がある。.
これは特に電子機器工場でよく見られる現象で、工程変更には生産、品質、エンジニアリング、EHSからのインプットが必要となることが多い。ラインリーダーが繰り返し発生するはんだ付け不良を特定し、治具の変更を提案するかもしれないが、担当者が不明確でエンジニアリングレビューが誰かの受信箱に眠っているため、承認が遅れる。手動システムではワークフローも自動アラートもリアルタイムステータス表示もないため、完了までの時間を管理するのが困難になる。 継続的改善ソフトウェア 設定では、担当者、期日、エスカレーションルールを自動的に割り当てることで、この問題を解決します。.
ライン間および工場間の視界が弱い
スプレッドシートは、その性質上、多くの場合ローカルなものです。あるファイルは工場Aの共有ドライブに保存され、別のファイルは工場Bのデスクトップに保存され、さらに別のファイルは継続的改善(CI)エンジニアのみが管理しているといった具合です。これは、複数の拠点を持つ地域製造業者にとって深刻な問題となります。なぜなら、経営陣は事業全体にわたって改善活動、完了率、またはコスト削減実績を一貫して比較することができないからです。見えないものは管理できません。.
例えば、3つの工場を持つ食品メーカーは、混合、包装、倉庫業務それぞれに個別のカイゼンプログラムを実施しているかもしれません。ある工場は月々のコスト削減額を米ドルで報告し、別の工場はアイデアの数だけを報告し、3つ目の工場は完了したアクション以外は何も追跡していません。経営陣がどの工場が段取り替えロスを最も早く削減しているかを尋ねると、その答えはデータではなく意見に基づいていることが多いのです。 カイゼンデジタルプラットフォーム これにより、すべてのサイトに共通の構造が提供されるため、CIチームは同じ指標を使用して、参加状況、サイクルタイム、および検証済みのコスト削減効果を比較できます。.
責任追及は体系的なものではなく、個人的なものとなる
カイゼンフォローアップが少数の規律正しい人員に依存している場合、そのプロセスは脆弱です。CIマネージャーが休暇を取ったり、生産監督者が異動したり、Excelファイルの管理者が更新を忘れたりすると、勢いはたちまち失速します。手動システムは、反復可能な管理プロセスではなく、個人への隠れた依存を生み出します。そのため、特に監督者の離職率が高い工場や、生産立ち上げが急速な工場では、持続可能性が困難になります。.
信頼できる CI管理ソフトウェア このアプローチにより、関係者全員に説明責任が明確になります。各改善点には、明確な担当者、目標期日、承認経路、およびステータス履歴が設定されます。「ファイルの最新バージョンは誰が持っているか?」と尋ねる代わりに、管理者は「4号線での実施を妨げている期限切れの作業はどれか?」というより適切な質問をすることができます。この変化は、カイゼンを非公式な調整から運用管理へと移行させるため、重要です。.
承認手続きは遅く、監査も困難である。
多くの改善策は、特にツール、プロセスパラメータ、安全管理、品質文書に影響を与える場合、実施前に承認が必要です。手作業による環境では、承認はメールのやり取り、紙の署名、会議中の口頭での合意などによって行われることがよくあります。これは実施を遅らせ、監査証跡を弱体化させます。ISO 9001に準拠した環境では、このトレーサビリティの欠如は深刻なコンプライアンス上の問題となります。.
食品工場で、機械設定の調整や検査頻度の変更によってフィルム廃棄物を削減する包装改善策を考えてみましょう。生産部門はこの改善策を支持していますが、品質部門は検証データを必要とし、保守部門は機械の限界を確認する必要があります。これらの承認が個別のメッセージや手書きのメモで処理される場合、誰がいつ何を承認したかを確認するのは困難です。デジタルワークフローを導入することで、 カイゼン管理ソフトウェア それらの決定事項は文書化され、タイムスタンプが付けられ、後で簡単に確認できる。.
節約効果や投資対効果の測定は、しばしば信頼性に欠ける。
リーン生産方式や継続的改善(CI)のリーダーにとって、最もよくある悩みの1つは、カイゼン活動がビジネス価値をもたらすことを証明することです。チームは多くの施策を実行するかもしれませんが、削減額の見積もりが不整合であったり、そもそも追跡されていなかったりすると、経営陣はカイゼンを測定可能な業績改善ではなく、単なる活動とみなしてしまいます。こうした点で、スプレッドシートはしばしば大きな失敗を犯します。人によって使用する計算式が異なり、前提条件が文書化されておらず、予測された削減額と検証済みの削減額を区別する標準的な方法がないためです。.
手作業によるシステムは、時間の経過とともに従業員の参加を減少させる。
オペレーターや管理者は、次に何かが起こると確信している場合に、より積極的にアイデアを提出する傾向があります。もし返答がなかったり、承認されたアイデアが実行されるまでに何ヶ月もかかったりすると、参加率は低下します。これが、多くの提案制度が初期段階では衰退してしまう理由の一つです。問題は従業員の参加意欲の欠如だけではなく、それに対応するシステムが存在しないことにもあります。.
手動によるカイゼン追跡は、工場の複雑化に対応できない。
工場は、1つのExcelファイルと熱心なCI推進担当者1人から始まるかもしれません。しかし、複数の生産ライン、階層化されたプロセス監査、A3アクション、8Dフォローアップ、部門横断的な承認などを追加すると、手動システムは処理速度が遅くなり、断片化されすぎてしまいます。データ量が増えても、それを管理するプロセスが脆弱であれば、管理能力は向上しません。単に管理業務が増えるだけです。.
そのため、メーカーは最終的に カイゼンソフトウェア 断片的なツールに頼るのではなく、現代的な カイゼンデジタルプラットフォーム アイデアの収集、レビュー、割り当て、承認、アクション追跡、KPIレポート作成を一つのシステムで完結できます。ファイルやリマインダーを追いかける代わりに、チームは改善策の迅速な実施と成果の長期的な維持に集中できます。.
工場におけるカイゼン管理ソフトウェアがサポートすべきワークフローとは?
優れたカイゼンソフトウェアは、従業員の提案を収集するだけにとどまらず、はるかに多くの機能を備えているべきです。実際の工場では、改善活動は部門、シフト、承認レベルを超えて展開されるため、システムはその流れを途切れることなく追従する必要があります。カイゼン管理ソフトウェアがアイデアを収集するだけで、担当者の割り当て、アクションの追跡、結果の検証、基準の更新ができない場合、それは単なるデジタル提案箱になってしまいます。真に優れたカイゼン管理ソフトウェアは、現場からの意見収集から継続的な管理まで、改善ライフサイクル全体をサポートするべきです。.
現場からのアイデア募集
最初のワークフローはシンプルながら非常に重要です。現場のチームは、改善案を迅速に提出できなければなりません。多くの工場では、最大の障壁はアイデアの不足ではなく、アイデアを文書化するのに要する労力です。作業員がノートパソコンを開き、長文のフォームに記入し、上司にメールで送る必要がある場合、参加率は急速に低下します。実用的なカイゼンデジタルプラットフォームは、モバイルフォーム、ラインでのタブレット入力、ワークステーションでのQRコードアクセス、そして問題点を数秒で記録するための写真アップロードに対応している必要があります。.

自動車部品工場の生産管理者が、組立セルで頻繁に発生する棚の不足を作業員に報告させたいとします。モバイル対応のカイゼン追跡ツールを使えば、作業員は作業ステーションに掲示されているQRコードをスキャンし、ラインを選択し、空の棚の写真を添付して、次のサイクルが始まる前に問題を送信できます。この単一のワークフローにより、口頭での引き継ぎでは失われがちな状況情報が保持されます。また、CIチームが後でライン、シフト、部品番号、部門ごとに分析できる構造化されたデータも作成されます。.
評価と優先順位付けのワークフロー
アイデアが集まったら、次のワークフローは選別と優先順位付けです。工場には毎週数十件の提案が寄せられるかもしれませんが、すべての項目で本格的なカイゼン活動を行う必要はありません。継続的改善ソフトウェアは、生産、品質、保守、エンジニアリング、EHSなど、分野、カテゴリ、または推定される影響に基づいて、適切な担当者に提案を振り分ける必要があります。これにより、優れたアイデアが担当者のいない共有受信箱に放置されるというよくある問題を回避できます。.
例えば、食品製造工場では、1日に3つの異なる改善提案を受け取ることがあります。包装の切り替え時間短縮案、品質管理部門からのシール不良に関する苦情、洗浄エリア付近の滑りやすい場所に関する報告です。これらは同じ審査経路をたどるべきではありません。高性能な継続的改善(CI)管理ソフトウェアであれば、包装案は生産監督者とIEエンジニアへ、不良問題は品質管理部門とプロセスエンジニアリング部門へ、安全上の懸念事項は環境・安全・衛生部門へ、それぞれ優先的に自動的に送付できます。このようなルーティングにより、対応時間が短縮され、リスクが軽減されます。.
根本原因分析と問題解決のワークフロー
優れたカイゼン管理ソフトウェアプラットフォームは、単なるアイデア収集だけでなく、正式な問題解決もサポートする必要があります。繰り返し発生する問題が是正措置の対象として承認されたら、チームはA3、5つのなぜ、フィッシュボーン図、あるいはより深刻な品質問題の場合は8Dといった手法を用いた根本原因分析のための構造化されたワークフローを必要とします。重要なのは、ワークフローが元の問題、分析記録、是正措置を1か所に集約することです。そうしないと、工場では分断されたExcelファイル、印刷されたA3シート、監査が困難なメール承認などが散乱することになります。.
これは電子機器製造において特に重要です。なぜなら、断続的な欠陥はコストがかさみ、原因究明も困難だからです。例えば、ある製品群で繰り返し発生するはんだブリッジングが発生する表面実装ラインを想像してみてください。カイゼンソフトウェアは、品質エンジニアが欠陥の証拠を記録し、保守担当者が機械の校正記録を添付し、生産担当者がシフトパターンを追加し、エンジニアリング担当者がプロセスパラメータの変更を文書化できるようにする必要があります。多くの工場問題は1つの部門だけで解決できるものではないため、部門横断的な可視性が不可欠です。.
部門横断的なアクション追跡
カイゼン管理ソフトウェアにおいて最も価値のあるワークフローは、多くの場合、アクション追跡です。多くの工場は無駄の特定には長けていますが、特に複数の機能が関わるアクションの場合、改善サイクルを完結させるのが苦手です。生産上の問題が発生した場合、摩耗したセンサーの交換には保守部門、治具の再設計にはエンジニアリング部門、新しい部品の調達には購買部門、オペレーターの手順書の更新には研修部門が必要となる場合があります。これらのアクションを別々のシステムやスプレッドシートで追跡すると、期限が遅れ、改善の勢いが失われてしまいます。.
カイゼン追跡ツールは、各タスクに対して、担当者、期日、エスカレーションルール、完了証拠を割り当てる必要があります。また、ステータス(未完了、進行中、期限超過、承認待ち、完了)も明確に表示する必要があります。業界の実務家が引用するリーンプログラムのベンチマークによると、カイゼンの成果が持続しない最も一般的な理由の1つは、イベント後のフォローアップが不十分であることです。実際には、100件の未完了の継続的改善(CI)アクションがあり、デジタルによる所有権管理がない工場では、経営陣に進捗状況を証明するのに苦労するでしょう。.
閉鎖前の結果の検証
アクションを完了させることと、改善が成功したことを証明することは同じではありません。信頼性の高い継続的改善ソフトウェアのワークフローでは、最終的な完了前に結果を検証する必要があります。つまり、サイクルタイム、不良率、ダウンタイム、段取り替え時間、安全事故などの指標を、改善前と改善後で比較する必要があります。この手順を踏まないと、チームは成果ではなく労力に基づいてアクションを完了させてしまう可能性があります。.
フィーダーのセットアップエラーを減らすためにカイゼン活動を開始する電子機器工場を例に考えてみましょう。色分けされたトレイと改訂されたセットアップチェックを導入した後、チームは4週間のライン稼働など、一定期間にわたる実際の結果を記録する必要があります。システムには、セットアップ関連の停止が減少したか、初回合格率が向上したか、作業員が新しいプロセスを一貫して遵守したかなどを記録する必要があります。このようにして、CIマネージャーは逸話的な成功事例に頼るのではなく、信頼できるROI事例を構築できるのです。.
標準化および管理計画の更新
最終的なワークフローは標準化ですが、多くのカイゼンプログラムがここで失敗します。改善が検証されたら、新しい方法は標準作業手順書(SOP)、作業指示書、チェックリスト、LPA質問、トレーニング記録、監査手順に反映されなければなりません。変更がカイゼンレポートにとどまると、プロセスは数週間以内に後退してしまうことがよくあります。リーン生産方式の維持に関する研究では、標準作業の定着不足が、改善イベント後の後退の主な原因であることがしばしば示されています。.
優れたカイゼンデジタルプラットフォームは、プロジェクトが完了承認された際に、標準化タスクを自動的にトリガーするべきです。例えば、食品工場でラインクリアランスの手順を変更することでラベルの混同リスクを低減した場合、システムは品質文書、オペレーター研修、階層化されたプロセス監査チェックリストへの更新をルーティングする必要があります。こうすることで、改善は単発のプロジェクトではなく、日常的な管理の一部となります。カイゼン管理ソフトウェアは、活動の追跡から運用規律の維持へと移行するのです。.
製造業向けカイゼンソフトウェアを選ぶ際に注目すべき点
選択する カイゼンソフトウェア 工場向けのシステムを選ぶことは、一般的なタスク管理アプリを選ぶこととは全く異なります。製造業においては、あらゆる改善アイデアは、実際の生産状況、作業員の行動、品質結果、安全リスク、そしてコストへの影響と密接に関わっています。もしシステムが工場の実際の稼働状況を反映していなければ、それはすぐに孤立したツールとなり、最初の数回のカイゼン活動の後にはチームによって使われなくなってしまうでしょう。.
優れた購入質問は、「このシステムはアイデアを記録できますか?」だけではありません。「このソフトウェアは、ライン、部門、工場全体にわたる改善の把握、承認、実行、検証、維持に役立ちますか?」であるべきです。これが、基本的な提案箱と真の提案箱との違いです。 継続的改善ソフトウェア プラットフォーム。.
改善プロセスに合わせた設定可能なワークフロー
カイゼンの実施方法は、製造業者ごとに異なります。自動車部品工場では、工程変更を完了する前に、チームリーダーによるレビュー、生産マネージャーの承認、試作検証、品質承認が必要となる場合があります。食品製造業者では、実施前にHACCP管理、衛生面への影響、文書の改訂などについて、追加のチェックが必要となる場合があります。.
あなたの カイゼン管理ソフトウェア カスタムコーディングなしでこれらのワークフローを設定できるようにする必要があります。これには、承認段階、自動通知、期限切れのアクションに対するエスカレーションルール、アイデアの提出から検証済みの結果までのステータス追跡などが含まれます。ワークフローが固定化されている場合、チームはExcel、メール、または紙でシステムを回避して作業することになり、デジタル化の目的が損なわれてしまいます。.
現場管理のための役割ベースの権限
製造改善プログラムには多くの役割が関わっており、全員が同じ情報を閲覧したり編集したりできる必要はありません。作業員はアイデアを提出したり、自身の作業状況を確認したりできますが、監督者はラインレベルの問題にアクセスできる必要があり、工場管理者は複数の拠点のKPIを把握する必要があります。品質、保守、エンジニアリングの各チームも、改善の種類に応じて異なる編集権限が必要になる場合があります。.
強力なロールベースの権限は、 CI管理ソフトウェア データ品質を保護し、導入を容易にするためです。電子機器組立工場の生産管理者が、作業員にライン上のタブレット端末からはんだ付け不良の改善案を提出させたいと考えていると想像してみてください。作業員は写真をアップロードして問題点を説明できるべきですが、製品品質に影響を与えるプロセスパラメータの変更は、エンジニアまたは継続的改善(CI)リーダーのみが承認できるようにすべきです。.
活動状況だけでなく、結果も表示するダッシュボード
多くのシステムは、提出されたアイデアの数をカウントできます。しかし、それらのアイデアが不良品を減らし、 OEE, 切り替え時間の短縮、または繰り返し発生する欠陥の排除。工場経営陣にとっての真の価値は、 カイゼンソフトウェア 重要なのは、単なる参加人数ではなく、ビジネスへの影響を把握することです。.
未完了のアクションと完了したアクション、期限切れの項目、部門別の完了率、コスト削減、および時間の経過に伴う傾向データを追跡するダッシュボードを探してください。継続的改善プログラムに関する業界の調査結果によると、よくある失敗の原因は、アイデアの創出の失敗ではなく、フォローアップの不備です。ダッシュボード主導の カイゼン追跡ツール これにより、CIマネージャーは、どのアクションが停滞しているか、どの部門が改善を最も早く完了させているか、どのサイトでサポートが必要かを迅速に特定できます。.
実際の製造現場で使用できるモバイルアクセス
チームが現場でシステムを活用できない場合、導入率は低下します。多くの工場では、改善の機会はラインウォーク、階層的なプロセス監査、保守点検、またはシフト交代時に特定されます。しかし、担当者がデスクトップに戻る頃には、詳細が不完全であったり、問題自体が忘れ去られていたりします。.
実用的 カイゼンデジタルプラットフォーム 現場でのデータ収集のために、携帯電話やタブレット端末に対応している必要があります。つまり、作業員や監督者は、写真付きでアイデアを送信したり、機器のQRコードをスキャンしたり、不良サンプルを添付したり、アクションのステータスをリアルタイムで更新したりできるということです。例えば、食品包装工場では、監督者が包装ラインでフィルム詰まりが繰り返し発生していることに気付いた場合、シフト終了を待つことなく、問題を即座に記録し、メンテナンス担当者を割り当て、是正措置の進捗状況を追跡できる必要があります。.
説明責任を果たすための監査証跡と履歴追跡
改善を持続させるには、トレーサビリティが不可欠です。誰がアイデアを提案し、誰が承認し、何が変更され、いつ実施され、7日後、14日後、または30日後に結果が検証されたかどうかを把握する必要があります。これは、経営規律だけでなく、ISO 9001認証や内部監査への対応にも重要です。.
監査証跡は、カイゼン活動が標準作業手順書(SOP)、プロセス設定、検査基準、または保守基準に影響を与える場合に特に重要です。ラインチームが段取り替え時間を短縮するために治具の設定を変更した場合、記録には元の状態、承認された対策、および実施後の結果を示す必要があります。こうした履歴がなければ、成功した改善策を標準化することは難しく、失敗した変更から学ぶことも困難になります。.
生産ラインと拠点を横断した工場レベルのレポート
多くの工場では、まず1つの部門でカイゼン活動の追跡を開始するものの、規模を拡大しようとすると苦労する。ある工場ではスプレッドシートを使用し、別の工場ではメールを使用し、さらに別の工場では拠点間のパフォーマンスを比較できないスタンドアロンのアプリを使用している。そのため、地域運営責任者は、継続的改善がどこで効果を上げ、どこで停滞しているのかを把握するのが難しくなる。.
右 カイゼン管理ソフトウェア 一貫したデータ構造で、工場レベルおよび複数拠点にわたるレポート機能を提供する必要があります。アイデア参加率、アクション完了時間、検証済みコスト削減額、繰り返し発生する問題カテゴリ、導入率などの指標を、ライン、部門、または工場ごとに比較できるようにする必要があります。東南アジアに複数の工場を持つティア1自動車部品サプライヤーにとって、このようなレポート機能は、ベストプラクティスを標準化し、どの施設が真にリーン生産方式による成果を維持しているかを特定するのに役立ちます。.
ERP、MES、QMS、保守システムとの連携
改善データは、運用システムと連携することで、はるかに価値が高まります。カイゼン活動によってダウンタイムが削減された場合、その改善を保守履歴と関連付けることができます。再発する不具合を対象とした改善策であれば、それをQMS不適合データと連携させることで、優先順位付けがはるかに容易になります。プロセス変更がルーティング、労働基準、または材料使用量に影響を与える場合は、ERPとMESの統合が重要になります。.
多くの基本的なツールがここで不十分になる。 カイゼン追跡ツール アイデアをうまく捉えることはできるが、それらのアイデアを生産指示、ダウンタイムコード、欠陥カテゴリ、または予防保守記録に結びつけることができないことが多い。より強力な 継続的改善ソフトウェア このプラットフォームにより、製造業者は改善ワークフローをERP、MES、QMS、またはCMMSのデータと統合できるため、チームは経験に基づく問題解決からデータに基づいた行動へと移行できます。.
リーンプログラムの進化に合わせて柔軟に対応可能
リーンプログラムは時間の経過とともに変化していきます。最初はシンプルな提案管理から始め、その後、A3、8D、階層型プロセス監査、5S活動、TPM活動、あるいは部門横断的なCAPAワークフローへと拡張していくでしょう。もしお使いのソフトウェアが1つの固定プロセスしかサポートしていない場合、すぐに対応しきれなくなるでしょう。.
そのため、メーカーは固定的なポイントソリューションには注意する必要があります。狭い範囲のツールは特定の用途には適しているかもしれませんが、適応性の高いツールは CI管理ソフトウェア プラットフォームは、工場の成熟度に合わせて進化させることができます。例えば、工場はまずカイゼンアイデアの提出をデジタル化し、その後、承認ワークフロー、LPAフォローアップ、メンテナンスをトリガーとした改善、経営層向けダッシュボードなどをシステム全体を置き換えることなく追加していくことができます。.
ポイントソリューション対適応型カイゼンプラットフォーム
画一的なソリューションは導入当初は迅速に展開できることが多いものの、プロセスが複雑化するにつれて制約となる場合が少なくありません。固定されたフォーム、限られた承認経路、不十分なレポート機能、役割ベースのアクセス制御や部門横断的なワークフローへの対応不足などが課題となります。製造業においては、こうした状況は数ヶ月のうちに、別個のスプレッドシートの作成、手作業によるフォローアップ、断片的なレポート作成といった問題を引き起こすことになりかねません。.
適応力のある カイゼンデジタルプラットフォーム 実際の工場環境により適しているのは、プロセスをソフトウェアに合わせるのではなく、プロセスを反映できるからです。 Jodoo, これにより、製造業者は、工場や製品ライン全体で要件が変化するにつれて、カイゼン、A3、8D、監査、およびアクション追跡のワークフローを構築および調整できます。この柔軟性は、改善プロセスが顧客監査、新製品の導入、ライン拡張、またはより厳格なコンプライアンス要件に対応する必要がある場合に重要になります。.
実用的な購入者チェックリスト
評価する際 カイゼンソフトウェア, 以下の機能をサポートしているかどうかを確認してください。
- 承認、検証、エスカレーションのための設定可能なワークフロー
- オペレーター、スーパーバイザー、エンジニア、マネージャー向けの役割ベースの権限
- 行動、節約、傾向、参加状況に関するリアルタイムダッシュボード
- 現場からの報告、写真撮影、更新のためのモバイルアクセス
- 変更、承認、および完了の完全な履歴を含む監査証跡
- 標準化されたKPIビューによる工場レベルおよび複数拠点のレポート
- ERP、MES、QMS、および保守システムとの統合
- 後々A3、8D、LPA、CAPA、またはTPMワークフローに拡張できる柔軟性
ツールがアイデアを集めるのに役立つだけでは不十分です。 カイゼン管理ソフトウェア 継続的な改善活動の維持、投資対効果(ROI)の証明、そして工場全体における継続的改善の規模拡大を支援します。これにより、個々の改善活動が、製造業の卓越性を実現するための再現可能な運用システムへと変貌します。.
ノーコード・カイゼンソフトウェアが製造業者にさらなる柔軟性をもたらす理由
カイゼンの根底にある考え方はシンプルです。プロセスは継続的に改善されるべきです。継続的改善を実行するために使用するソフトウェアにも、同じ論理を適用する必要があります。 カイゼンソフトウェア 柔軟性に欠け、変更が遅く、フォームや承認ルールを更新するたびにIT部門のキューに依存している場合、それはすぐにサポートシステムではなくボトルネックとなってしまいます。.
製造業においては、これはオフィス環境よりも重要です。食品工場では、はんだ付け不良を追跡する電子機器工場とは異なる衛生違反のエスカレーションルールが必要になるかもしれませんし、自動車部品サプライヤーは顧客からの苦情の深刻度に応じた階層的な承認を求めるかもしれません。 カイゼンデジタルプラットフォーム 各拠点が迅速に適応できるようにすべきであり、ビジネスを一つの固定されたワークフローに押し込めるべきではない。.
固定機能ツールは工場レベルで故障することが多い
多くの既製品 カイゼン管理ソフトウェア デモでは、提案フォーム、アクションリスト、ダッシュボードがあらかじめ用意されているため、製品は非常に魅力的に映ります。しかし、導入後に問題が生じます。工場側が、欠陥カテゴリ、アクションの担当者ロジック、監査チェックリスト、コスト削減額の計算方法といった実務的な詳細を変更したい場合です。多くの工場では、特にデジタル化開始後最初の6~12ヶ月間は、チームが継続的改善(CI)プロセスを洗練させていく過程で、こうした変更が毎月発生します。.
自動車部品工場の生産管理者が、作業員にライン、機械の種類、シフトごとに改善案を記録してもらい、監督者は24時間以内にそれらをレビューし、安全関連の項目は直ちにEHS(環境・安全・衛生)部門に送付することを求めていると想像してみてください。固定機能ツールは提案ワークフローの基本的な考え方はサポートできるかもしれませんが、工場が必要とする正確なルーティングロジック、スコアリング方法、ダッシュボードレイアウトはサポートできません。そのため、Excelでの回避策、手動メール、紙のログの並行使用などが行われ、導入の目的が損なわれてしまいます。 継続的改善ソフトウェア そもそも。.
カスタムソフトウェアは柔軟性があるが、多くの場合、動作が遅く、高価である。
一方、特注システムは工場の要件に非常に近い形で適合させることができます。しかし、製造業においては、初期構築コストだけが問題ではありません。より大きな問題は、継続的な変化です。新しい工場、生産ライン、CIテンプレート、承認ステップなど、あらゆるものが新たな開発要求となり、ERP、品質、保守といった優先事項と競合することになります。.
これが、多くのCIチームがパイロットフェーズ後に勢いを維持するのに苦労する理由です。ある工場が1つの施設でしっかりとしたカイゼン追跡プロセスを開始しても、IT部門や外部開発者がそれをさらに3つの拠点に複製して適応させるのを何ヶ月も待たなければならない場合があります。この遅延はコストがかかります。特に、業界調査ではデジタルワークフローの自動化によって管理処理時間を短縮できることが示されている場合、なおさらです。 30%~50%, しかし、システム自体が十分な速さで進化できないため、そうした成果は遅れる。.
汎用ワークフローアプリは製造コンテキストを欠落させている
一部のメーカーは汎用ワークフローツールでそのギャップを埋めようと試みています。これらのアプリは基本的な承認には役立ちますが、多くの場合、製造現場の改善作業に必要な構造が欠けています。適切な カイゼン追跡ツール デジタル形式だけでは不十分です。追跡可能な行動の所有権、ステータスの可視化、写真による証拠、期日に関するエスカレーション、そしてアイデア、根本原因、監査、KPIの結果間の関連性が必要です。.
例えば、電子機器組立工場では、CIエンジニアは、繰り返し発生するはんだブリッジの欠陥を、オペレーターの提案、8Dアクション、SMTラインの検証監査と関連付けたいと考えるかもしれません。汎用ワークフローアプリでは、リクエストと承認を記録することはできますが、その改善によってステーション、製品ファミリー、またはシフトごとに、次の8週間で欠陥が減少したかどうかをチームが実用的に確認する方法は提供されない可能性があります。そこで、専用設計でありながら構成可能なソリューションが役立ちます。 CI管理ソフトウェア 明らかに優位性がある。.
ノーコードが工場改善の現実に適合する理由
ノーコードは、多くの製造業者が実際に必要としている中間的な位置づけにあります。固定機能ツールよりもはるかに高い柔軟性を提供しながら、従来のカスタム開発のような長いリードタイムや高コストは発生しません。つまり、少人数のチームにとって、ソフトウェアの改善は改善プロセス自体と同じペースで進めることができるのです。.
ノーコードで カイゼンソフトウェア, プロセスが成熟するにつれて、フォーム、承認フロー、ダッシュボード、フィールドロジックを更新できます。マレーシアの工場がモバイル向けのシンプルなオペレーター提案フォームを必要とし、地域CIリーダーがROI追跡と多段階承認を備えたより詳細なA3ワークフローを必要としている場合でも、同じ環境内で両方を構築できます。これは、グループレベルでの標準化が必要でありながら、工場レベルでの多様性も必要とする複数拠点を持つ製造業者にとって特に便利です。.
IT部門のバックログを待たずに、より迅速な導入を実現
継続的改善への取り組みにおいて、スピードは重要です。チームがアイデアを提出しても、ワークフローの調整に何週間も待たされると、システムへの信頼を失ってしまいます。ノーコード カイゼンデジタルプラットフォーム これにより、運用チームは、新しい廃棄物カテゴリの追加、マネージャーによるレビュー手順の導入、週次現場会議用のダッシュボードフィルターの変更など、実用的な変更を迅速に行うことができます。.
これが、ノーコードがCIだけでなく運用機能全体で注目を集めている理由の一つです。ガートナーによると、ビジネスチームが従来の開発モデルよりも迅速なデリバリーを必要としているため、ローコードおよびノーコード技術は拡大を続けています。製造業で言えば、リーンマネージャーは、アクション完了ワークフローを変更するためだけに、チケットを発行して財務やCRMプロジェクトの後ろで待つ必要がなくなるということです。.
中央集権的な管理による、より優れた地域ごとの柔軟性
工場グループは、多くの場合、地域ごとの柔軟性と企業全体の可視性という2つの要素を同時に必要とします。例えば、飲料メーカーは各工場が独自の提案キャンペーン、監査頻度、承認基準を設定できるようにしたい一方で、本社はすべての拠点におけるアイデアの参加状況、実行率、検証済みのコスト削減額を示す単一のダッシュボードを必要とします。固定的なシステムは往々にして過剰な標準化を強いる一方、断片化されたスプレッドシートでは標準化が全く実現しません。.
ノーコード カイゼン管理ソフトウェア このアプローチにより、より実践的なバランスが実現します。問題の種類、部門、担当者、目標日、節約カテゴリといったコアフィールドを標準化し、各工場がライン固有のフィールドやルーティングルールを追加できるようにします。これにより、各施設の実際の運用状況を無視することなく、施設間で継続的改善(CI)のパフォーマンスを比較するための、より強固な基盤が構築されます。.
ノーコードはシステム自体の継続的な改善をサポートする
これが重要なポイントです。ソフトウェアは、それがサポートするプロセスよりも静的であってはなりません。工場が学習するにつれて、フォームも、承認ルールも、ダッシュボードも改善されるべきです。強力なノーコードソフトウェア CI管理ソフトウェア このアプローチは、チームが効果的な方法をテスト、調整、標準化できるようにすることで、そのサイクルをサポートします。.
単発的なイベントを超えてカイゼンをスケールアップしようとする製造業者にとって、この柔軟性はあれば良いというものではありません。デジタルCIが製造現場で有効性を維持し、実際の工場の状況に合わせ、運用上の変化に追随することを可能にするのは、まさにこの柔軟性です。だからこそ、ノーコードが重要なのです。 カイゼンソフトウェア これは、迅速な導入、実用的なカスタマイズ、そして複雑さを増すことなく測定可能な改善を必要とする工場にとって、非常に適したソリューションです。.
Jodooが実用的なCI管理ソフトウェアシステムの構築にどのように役立つか
多くの工場が継続的改善に失敗する理由は、アイデアが不足しているからではない。失敗の原因は、カイゼンプロセスが紙の提案書、Excelのアクションリスト、メールによる承認、経営陣のレビュー用PowerPoint要約といった、互いに連携していないツールの中に存在していることにある。. Jodoo 構築に役立ちます カイゼンソフトウェア 既存の工場運営方法に合わせて調整することで、チームはすべての生産ライン、部門、拠点を同じ厳格なテンプレートに無理やり当てはめることなく、改善作業を標準化できます。.
現場の実情に合ったカイゼン提出フォームを作成する
良い カイゼン管理ソフトウェア システムは単純なデータ収集から始まります。オペレーターや監督者が数分以内にアイデアを提出できない場合、参加率は急速に低下します。 Jodoo, これにより、工場が必要とする正確な情報(ライン番号、機械ID、廃棄物の種類、ビフォーアフター写真、推定節約額、安全への影響、導入状況など)を収集できる、モバイルフレンドリーな提出フォームを作成できます。.
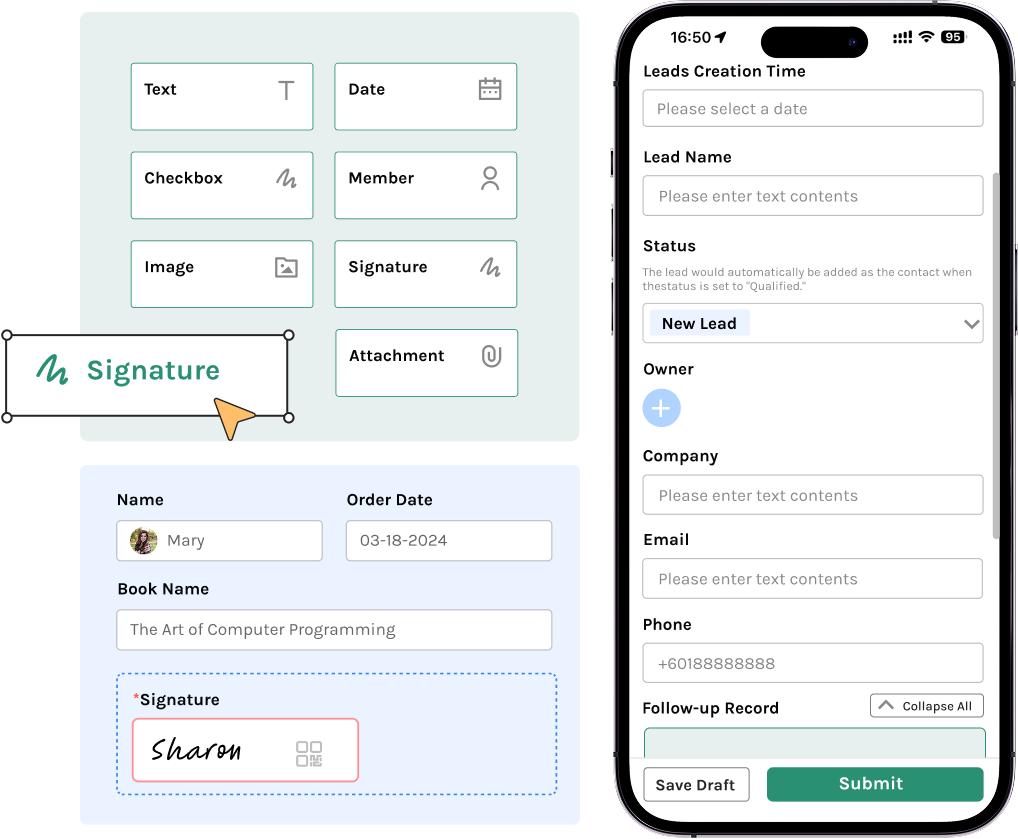
自動車部品工場の生産管理者が、各チームリーダーに日々の現場巡回中に小さな改善点を記録してほしいと考えていると想像してみてください。汎用テンプレートを使用する代わりに、工場は組立、プレス、品質検査の各エリアごとに個別のフォームロジックを作成できます。組立チームはサイクルタイムの損失や人間工学上の懸念事項を記録し、品質チームは欠陥画像を添付して問題を8DまたはA3ケースにリンクできます。これにより、Jodooは単なる提案箱以上のものとなり、構造化されたシステムになります。 カイゼンデジタルプラットフォーム 最前線での参加のために。.
このアプローチはデータ品質の向上にも役立ちます。必須項目、ドロップダウンリスト、バーコードまたはQRコードによる機器識別、写真アップロードなどにより、不完全な提出が減ります。実際には、問題が発生した場所、観察された内容、次の対応担当者などを確認するためだけに、CIチームからフォローアップの電話がかかってくる回数が減ります。.
アイデアを行動に移すための本格的なカイゼン追跡ツール
多くのCIプログラムにおける最大のギャップの1つは、アイデアの創出ではなく、実行です。業界の調査では、特にアクションアイテムがスプレッドシートや会議で手動で追跡されている場合、改善の取り組みが停滞するのは実行段階であることがよく示されています。Jodooは、 カイゼン追跡ツール これにより、各アイデアがレビュー、割り当て、実装、検証、完了という各段階を経て、ステータスが完全に可視化されます。.
例えば、電子機器組立工場の継続的改善マネージャーは、「新規」「審査中」「試用承認済み」「進行中」「検証待ち」「完了」「却下」といった段階を設定できます。各段階では、通知、期日、エスカレーション、役割に基づく承認をトリガーできます。改善活動が「進行中」の状態で14日以上経過した場合、システムは自動的にエリアマネージャーに通知します。これにより、ワークショップ終了後にカイゼン活動が消えてしまうことを防ぎます。.
これは、毎月のカイゼンイベントや集中的な改善週間を実施している工場で特に役立ちます。アクションの完了状況を別のトラッカーで管理するのではなく、アクションは元のアイデア、担当者、目標日、完了の証拠に紐づけられたままになります。管理者は、部門別の未完了項目、担当者別の期限切れアクション、サイト別の完了率を1か所で確認できます。これが、 継続的改善ソフトウェア 記録管理ツールから実行システムへ。.
改善のスピードを落とさずに承認フローを追加する
すべての改善を同じスピードで進める必要はありません。包装ラインの視覚管理の更新は監督者の承認だけで済むかもしれませんが、加工セルの治具変更には保守、エンジニアリング、EHS(環境・安全・衛生)部門による審査が必要になる場合があります。Jodooでは、リスク、コスト、部門に基づいて承認ロジックを設定できるため、プロセスが官僚的になることなく、適切に管理されます。.
例えば、食品製造工場では、低コスト改善のためのワークフローを以下のように定義するかもしれない。 200米ドル また、食品安全管理や洗浄手順に影響を与える変更については、別の承認ルートが設けられています。前者はチームリーダーの承認から直接実施に進むことができます。後者は、変更が実行される前に、品質保証レビュー、更新された作業指示書、および監督者の承認が必要となる場合があります。このような柔軟な承認ルートは、次のような場合に不可欠です。 カイゼン管理ソフトウェア スピードとコンプライアンスの両方をサポートする。.
承認、コメント、タイムスタンプ、添付ファイルがすべて一つのシステムに保存されるため、監査への対応力も向上します。工場がISO 9001またはISO 45001の要件に基づいて運営されている場合、誰が何を承認したか、変更がいつ実施されたか、その後有効性が検証されたかどうかを示すことがはるかに容易になります。.
根本原因ワークフローをA3、8D、およびCAPAに接続する
多くの改善策は、小さなカイゼン活動から始まるものの、より根深い問題が明らかになることがあります。例えば、電子機器組立におけるはんだ付け不良は、作業ステーションの設定調整という提案から始まるかもしれませんが、複数のシフトで同じ問題が発生すると、徹底的な根本原因調査が必要になります。Jodooは、現場の改善記録をA3、8D、またはCAPAワークフローに接続できるため、チームは同じ問題を複数のシステムに再入力する必要がなくなります。.
これは、連携していないツールが盲点を生み出すため重要です。カイゼンログがExcelにあり、CAPA記録が別のシステムにあり、監査結果がメールに保存されている場合、誰も繰り返される損失パターンの全体像を把握できません。Jodooでは、改善提案を不適合にリンクし、根本原因タスクを割り当て、封じ込めと是正措置を追跡し、単一のワークフローチェーンで有効性を検証できます。これにより、このプラットフォームは、 カイゼンソフトウェア, しかし、より広い意味で CI管理ソフトウェア 構造化された問題解決のために。.
工場責任者にとってのメリットは、状況の可視化です。どのアイデアが単一ポイントの改善で済むのか、どのアイデアが設備の不安定性、トレーニングの不足、不明確な標準作業手順書(SOP)といったシステム的な原因を示しているのかを迅速に特定できます。これにより、継続的改善(CI)チームは、業務に最も大きな影響を与える作業の優先順位付けを行うことができます。.
KPIダッシュボードを使用してCIの成果を証明する
リーンおよびCIマネージャーからよく聞かれる不満は、経営陣は原則としてカイゼンを支持しているものの、予算の議論になると具体的な数値を要求するという点です。Jodooには、改善パフォーマンスをリアルタイムで追跡できるダッシュボードが搭載されており、改善の価値をより簡単に証明できます。 継続的改善ソフトウェア システム。提出状況を行別、完了率、期限切れ処理、完了までの平均日数、推定節約額、繰り返し発生する問題カテゴリ、部門別または拠点別の参加状況など、各種で監視できます。.
東南アジアの3つの工場を統括する地域運営責任者を想像してみてください。ダッシュボードを使えば、どの拠点がアクションを最も早く完了させているか、どの部門が最も多くのアイデアを実行に移しているか、承認の遅れが進捗を遅らせている場所はどこかを比較できます。電子機器工場の1つが閉鎖された場合、 85% 30日以内に行われる行動のうち、別の行動は閉鎖される。 52%, そうすれば、ギャップがすぐに明らかになります。これは、すでに時代遅れになっている静的な月次報告書をレビューするよりも、より効果的な経営上の対話につながります。.
ダッシュボードは、製造現場レベルでも役立ちます。チームリーダーは担当エリアの進行中のアクションを確認でき、継続的改善(CI)マネージャーはコスト削減の進捗状況を追跡でき、経営幹部は生の記録を掘り下げることなく、高レベルの傾向を把握できます。多くの工場では、この可視性だけでも、期限切れのタスクがスプレッドシートの中に隠されていないことをオーナーが認識できるため、業務規律の向上につながります。.
地域ごとの柔軟性を損なうことなく、複数拠点におけるガバナンスを標準化する
大手製造業では、しばしば二つの極端な状況の間で葛藤が生じる。各拠点がそれぞれ異なる方法でカイゼンを実施し、グループでの報告が困難になるか、あるいは本社が画一的なテンプレートを押し付け、現地チームがそれに反発するかのどちらかだ。. Jodoo コアとなる項目、ワークフロー、KPIを標準化することで、実用的な妥協点を見出すのに役立ちます。同時に、各工場がフォームや承認ルールを現地の業務に合わせて調整できるようにすることも可能です。.
例えば、マレーシア、タイ、インドネシアに工場を持つ多国籍サプライヤーは、改善カテゴリ、コスト削減分類、および完了報告のためのグローバルな構造を一つにまとめたいと考えるかもしれません。同時に、ある拠点では二言語対応のオペレーターフォームが必要であり、別の拠点では機械変更に関するメンテナンスレビューが必要であり、また別の拠点では食品安全やトレーサビリティの項目を優先する必要があるかもしれません。Jodooは、このような統制された柔軟性をサポートしており、これは拡張性の高いシステムにとって非常に重要です。 カイゼンデジタルプラットフォーム.
役割ベースの権限設定は、ガバナンスもサポートします。オペレーターは自身のアイデアを提出・閲覧でき、スーパーバイザーはエリアのアクションを管理でき、工場の継続的改善リーダーはサイトのパフォーマンスを監視でき、企業の卓越性チームはローカルのワークフローを変更することなくサイトのベンチマークを行うことができます。これにより、現場でのシステムの使いやすさを維持しながら、経営陣が必要とする制御と可視性を確保できます。.
カイゼンを監査、保守、標準作業手順書(SOP)の更新にまで拡大する
ほとんどの工場では、改善活動はカイゼン提案だけで終わるわけではありません。階層的なプロセス監査によって、見落とされている標準が明らかになることがあります。保守依頼によって、繰り返し発生する停止の真の原因が判明することもあります。是正措置には、標準作業手順書(SOP)の改訂と再教育が必要になる場合もあります。Jodooが役立つのは、カイゼンを孤立したモジュールとして扱うのではなく、改善を支える関連プロセス全体に拡張できるからです。.
具体的な例として、食品工場の包装ラインで、作業員がフィルムのずれを繰り返し報告するケースが挙げられます。最初のカイゼン記録によって、ローラー検査の保守依頼、エンジニアリング部門による根本原因分析、そして対策が確定した後の標準作業手順書(SOP)の更新がトリガーされます。LPA(改善計画)中に問題が発生した場合、監査結果を別のログを作成するのではなく、同じアクションレコードにリンクさせることができます。これにより重複作業が削減され、管理者は改善関連作業に関する信頼できる唯一の情報源を得ることができます。.
多くの工場にとって、この連携したワークフローこそが最大の運用上のメリットをもたらす。アイデア管理、監査管理、是正措置・予防措置(CAPA)管理など、それぞれ異なるシステムを管理する代わりに、統合されたワークフローを構築できるのだ。 継続的改善ソフトウェア 単一プラットフォーム上で環境を構築できます。運用チームにとっては、より迅速な完了、説明責任の向上、そして管理業務の軽減につながります。.
実用的なデジタルCIのユースケース
中規模の自動車部品サプライヤーを例に考えてみましょう。このサプライヤーは以前は、紙のカードと共有のExcelファイルを使ってカイゼン活動を管理していました。作業員は改善案を物理的な箱に提出し、管理者は週例会議でそれらを検討し、CIエンジニアはトラッカーのステータスを手動で更新していました。経営陣が月次結果を確認する頃には、多くのアクションが既に期限切れとなっており、どの部署が完了を妨げているのかが容易には分かりませんでした。.
Jodooを使用すれば、工場は従来のプロセスをモバイル提出フォーム、部門別自動ルーティング、期日リマインダー、前後状況の写真証拠、担当者別・ライン別の未解決事項ダッシュボードに置き換えることができます。工具変更を伴う改善案はエンジニアリング部門に、安全関連案は完了前にEHSレビューを受けるように設定できます。このようなシステムでは、担当者が自動リマインダーを受け取り、管理者が期限切れのタスクに早期に対応できるため、管理上の追跡時間を大幅に短縮し、完了までのスピードを向上させることが可能です。.
このような使用例は、柔軟性がなぜ重要なのかを示しています カイゼン管理ソフトウェア 重要なのは、単にフォームをデジタル化することではありません。工場の実際の承認プロセス、アクションの所有権ルール、レポート作成ニーズに合ったワークフローを構築することで、継続的な改善を日々容易に実行できるようにすることです。.
もしあなたが カイゼンソフトウェア Jodooは、固定テンプレートに縛られるのではなく、実際のプラントプロセスに合わせたシステムを構築するための構成要素を提供します。そして、CIプログラムが成熟するにつれて、監査、CAPA、メンテナンス、SOP管理へと拡張していくことができます。.
結論:Jodooで継続的改善のデジタル化を始めましょう
要点は以下のとおりです。 カイゼンソフトウェア デジタルボックスに提案を集めるだけでは不十分です。工場環境においては、アイデア、根本原因分析、アクション追跡、監査、承認、KPIレポートを、人々が実際に毎日使用する単一のシステムに統合する必要があります。そうすることで、孤立したカイゼン活動から、ライン、部門、工場全体に拡張可能な、再現性のある継続的改善プロセスへと移行できるのです。.
自動車部品工場の生産管理者が、スプレッドシートやメールで最新情報を追いかける代わりに、ダッシュボード一つで未完了のカイゼン活動、期限切れの是正措置、改善傾向をすべて把握できるとしたらどうでしょう。あるいは、電子機器工場の継続的改善(CI)マネージャーが、プロジェクトごとの従業員の参加状況、完了率、コスト削減額をリアルタイムで追跡できるとしたらどうでしょう。このような可視性があれば、成果を維持し、投資対効果(ROI)を証明し、パフォーマンスが低下し始めた際に迅速に対応することが容易になります。.
大規模なカスタム開発を行わずにそのシステムを構築する実用的な方法をお探しなら、, Jodoo は有力な選択肢です。 ノーコードリーン生産方式プラットフォーム, Jodooは、柔軟な カイゼンデジタルプラットフォーム アイデアの収集、A3ワークフロー、LPAフォローアップ、CIダッシュボードなど。 無料トライアルを開始する または デモを予約する Jodooが、より迅速で適応性の高い継続的改善プログラムをどのようにサポートできるかをご覧ください。.

