はじめに:デジタル作業指示書が製造現場で紙に取って代わる理由
作業指示書が見つからないと、ほとんどの管理者が予想するよりも早くラインが遅延する可能性があります。多くの工場では、紙の作業指示書が依然として生産、保守、品質、倉庫の間で手作業でやり取りされており、回避可能な遅延、手戻り、データギャップが発生しています。 デジタル作業指示製造 これは、より迅速な対応時間と日常業務に対するより厳密な管理を必要とする工場にとって、優先事項になりつつある。.
この変革は、単に紙をなくすことだけではありません。リアルタイムでの可視性の向上、ワークフローの標準化、そしてISO 9001認証や工場レベルの業績評価のための監査可能な記録の作成が重要なのです。この記事では、紙ベースの作業指示書が工場の生産性を低下させる仕組み、モバイルファーストシステムが実際にどのように機能するのか、そして製造業者が大規模なIT開発を必要とせずにデジタル作業指示書を導入する方法について解説します。.
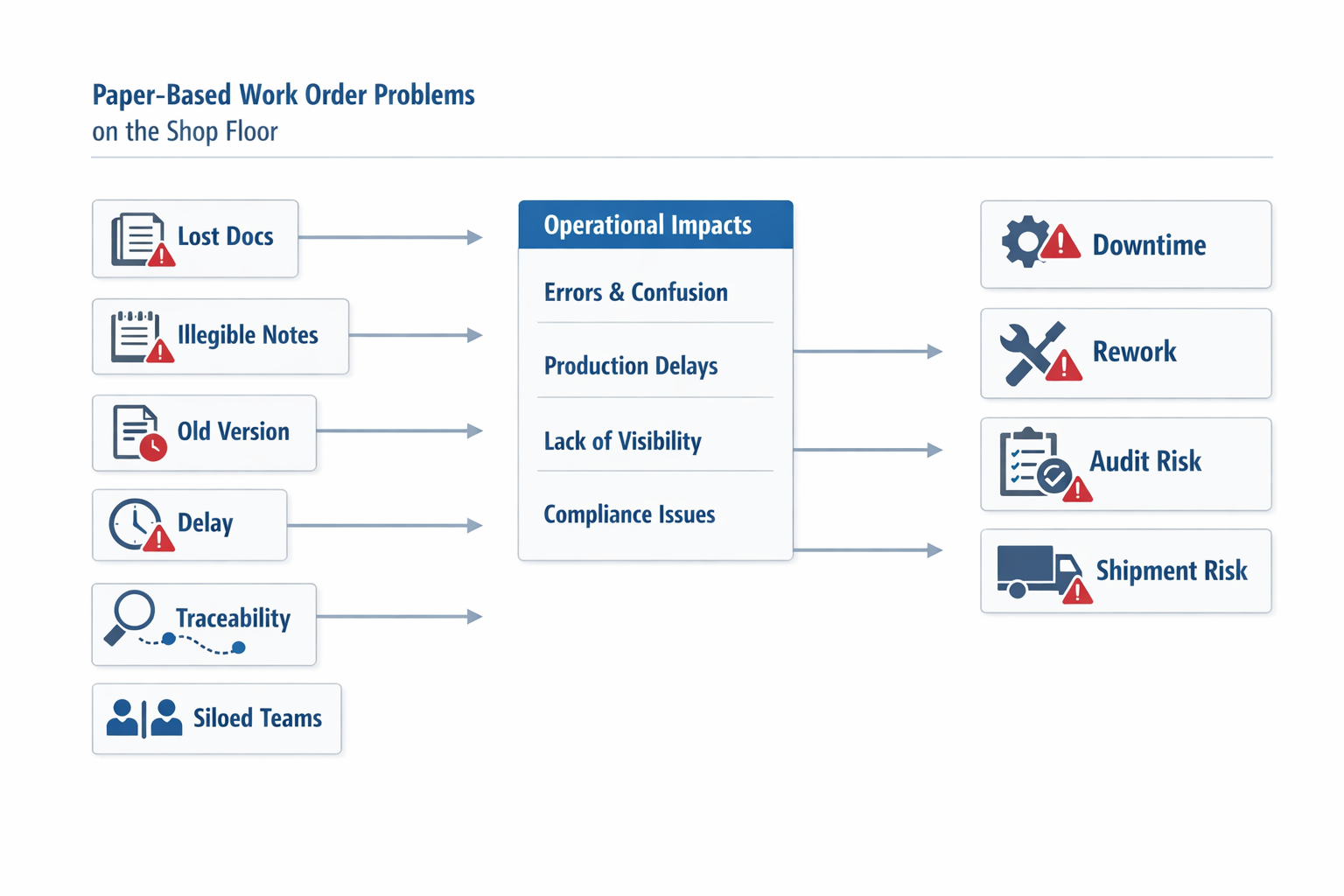
製造業における紙ベースの作業指示書の一般的な問題点
紙は製造現場では馴染み深いものに感じられるかもしれませんが、ほとんどの工場では、紙は大規模な生産において制御が難しい遅延や盲点を生み出します。多品種少量生産環境では、紙の作業指示書は計画、生産、保守、品質管理を数時間で通過できますが、引き継ぎのたびにリスクが増大します。そのため、多くのチームが紙の作業指示書の活用を検討しています。 デジタル作業指示製造 彼らは単に紙をなくそうとしているのではなく、回避可能なダウンタイム、手戻り、混乱をなくそうとしているのだ。.
工場が複数のライン、複数のシフト、または複数の拠点で稼働している場合、問題はさらに深刻になります。1人の監督者がすべての書類を物理的に確認できる場合は紙のフォームで機能するかもしれませんが、オペレーター、技術者、検査官がリアルタイムで同じ情報を必要とする場合、すぐに破綻します。ここで、 電子作業指示システム または 作業指示管理ソフトウェア ITプロジェクトというよりも、運用上の要件としての側面が強くなり始める。.
紛失、遅延、または不完全な書類
紙ベースの作業指示書で最もよくある問題の一つは、単純に書類が紛失することです。作業指示書が機械のそばに置き忘れられたり、保守依頼書がクリップボードに挟まったままになったり、署名済みの品質チェックシートが次のシフトまで机の上に放置されたりします。忙しい工場では、適切な書類を見つけるのに10分遅れるだけでも、ラインの切り替えが遅れたり、修理対応が遅れたりする可能性があります。.
自動車部品工場では、生産管理者が加工バッチが最新の工具指示書に基づいてリリースされているかどうかを確認する必要がある場合があります。指示書が紛失していたり、品質管理部門の承認待ちだったりすると、生産ラインが停止したり、最悪の場合、古い情報に基づいて作業を開始してしまう可能性があります。納期が厳しいティア1顧客に製品を出荷する工場では、このような遅延はすぐに出荷予定日を逃し、輸送コストの増加につながる恐れがあります。.
紙のフォームは不完全な場合も多い。作業員はラインを滞りなく進めるために急いでいるため、項目を飛ばしたり、タイムスタンプを忘れたり、不良品の数量を記入し忘れたりする。そうなると、監督者は後から不足している情報を探し出すことになり、作業指示書の業務記録としての価値が低下してしまう。.
判読不能な手書き文字と手動入力ミス
手書きの指示書は、特に保守、再加工、非定型業務において、多くの工場で依然として日常的な問題となっています。技術者が「シール交換」と書いたのに、手書きの文字が「シャフト交換」と読み間違えられた場合、混乱を招くだけでなく、労働力の浪費、部品の誤用、操業停止時間の延長といったリスクが生じます。食品製造や電子機器組立においては、たった1つの指示書の読み間違いが、製品の品質やトレーサビリティに影響を与える可能性があります。.
手作業による書き換えは、新たなエラーの発生源となります。チームはシフト終了時に紙の作業指示書からExcel、ERPシステム、またはメンテナンスログにデータをコピーすることがよくありますが、これは同じ情報が複数回入力されることを意味します。再入力のたびに、数量の間違い、機械IDの誤り、完了時間の欠落などの可能性が生じ、報告の正確性と根本原因分析の両方を低下させます。.
これはメーカーが ペーパーレス作業指示書による製造. 必須フィールド、ドロップダウン選択、タイムスタンプキャプチャを備えたモバイルフォームは、手書き記録の推測を排除します。より丁寧に書くように人々に求める代わりに、 デジタル作業指示ソフトウェア工場 セットアップによって、データを最初からより構造化することができます。.
作業現場の古い指示
紙の作業指示書は、生産状況が変わるとしばしば機能不全に陥る。エンジニアリング部門が工程パラメータを更新したり、品質管理部門がチェックポイントを追加したり、計画部門がバッチのスケジュールを変更したりしても、古い印刷版の指示書が生産ライン上で流通している。作業員は、作業に物理的に添付されているのが昨日の指示書であるという理由だけで、昨日の指示書に基づいて作業を続ける可能性がある。.
これは直接的な品質リスクを生み出します。例えば、電子機器製造においては、改訂されたはんだ付け温度プロファイルや検査限界値がすぐに確認できる必要があります。あるシフトが最新バージョンを使用し、別のシフトが古い印刷物を使用している場合、管理されたプロセスはもはや存在せず、実行段階でばらつきが生じることになります。.
バージョン管理は、監査においても重要な課題です。ISO 9001では、製造業者は文書化された情報を管理し、使用時に正しいバージョンが使用されていることを確認することが求められています。紙ベースの作業指示書では、特に変更が頻繁に発生し、実際にどのバージョンが使用されたかを確実に確認する方法がない場合、この管理が困難になります。.
承認の遅延により生産とメンテナンスが遅れる
多くの作業指示書は、作業の開始または完了前に署名が必要となります。これには、上司の承認、品質保証部門の承認、保守確認、または逸脱に関する技術レビューなどが含まれます。承認者が会議中、別の作業現場にいる、または勤務時間外の場合、書類はただ待たされることになります。.
実際には、これは目に見えないダウンタイムを生み出します。例えば、保守技術者が包装ライン上のセンサーの故障を特定したとしても、交換部品の発行前に作業指示書に上司の承認が必要な場合、ラインは必要以上に長く停止したままになる可能性があります。工場全体で見ると、このような小さな承認の遅れが、毎週何時間もの生産損失につながるのです。.
モバイルファースト 電子作業指示システム 承認フローが変わります。工場内で書類をあちこち持ち運ぶ代わりに、通知、ステータス追跡、エスカレーションルールによって、リクエストを適切な担当者に即座にルーティングできます。これは重要です。なぜなら、業界調査によると、計画外のダウンタイムは製造業者に1時間あたり数千ドルの損失をもたらし、特に生産量が厳密にスケジュールされている自動車や食品加工業界では損失がさらに大きくなるからです。.
トレーサビリティの低さが根本原因分析を困難にする
作業指示書がバインダー、キャビネット、または部門別のファイルに保管されている場合、追跡が困難で信頼性に欠けます。顧客からの苦情があった場合、該当バッチに関連する元の製造記録、保守履歴、検査結果を探し出すのに何時間もかかる可能性があります。必要な書類が揃う頃には、すでにエンジニアリング、品質管理、および運用部門の時間が費やされていることになります。.
トレーサビリティの不備は、規制の厳しい分野や品質管理が重要な分野では特に大きな損失につながります。食品製造業では、充填機がバッチ処理中に繰り返し停止した場合、工場は問題が発生した正確な日時、対応した担当者、そして講じた是正措置を把握する必要があります。これらの記録が手書きであったり、不完全であったり、複数の部署に分散していたりすると、問題の封じ込めと調査の両方に時間がかかります。.
ここは 作業指示管理ソフトウェア 実用的な利点があります。デジタル記録には、機械ID、オペレーター、ロット番号、欠陥コード、使用されたスペアパーツ、写真、承認など、あらゆる情報を1つの検索可能な記録にリンクさせることができます。これにより、「何が起こったのか」「いつ起こったのか」「誰が承認したのか」「同じことが再び起こったのか」といった、基本的でありながら重要な質問に、はるかに簡単に答えることができるようになります。
生産、保守、品質管理間のコミュニケーションの断絶
紙ベースの作業指示書は、部門間の壁を反映していることが多い。生産部門は生産量を記録し、保守部門は修理記録を別々に保管し、品質管理部門は検査シートを別のフォルダやシステムに保管している。その結果、誰もリアルタイムで全体像を把握できない。.
電子機器工場では、生産監督者がSMTラインでフィーダーが繰り返し停止していることを報告する必要があるかもしれません。保守部門は修理内容を紙に記録し、品質管理部門は実装不良の増加を別途追跡しますが、誰かが手動でこれらの記録を関連付けない限り、工場は問題のパターンを見落としてしまいます。その結果、繰り返し発生する機器の問題がシフトをまたいで継続し、不良品の発生、微小停止、納期リスクにつながります。.
コミュニケーションの断絶はエスカレーションの遅延にもつながります。本番環境で問題が発生し、保守サポートと品質保証レビューが必要な場合、チームは電話、メッセージ、または書類のやり取りに頼ることがよくあります。 デジタル作業指示ソフトウェア工場 このアプローチでは、やり取りを一元化することで、更新情報、コメント、添付ファイル、ステータス変更などが関係者全員に表示されるようになります。.
監査上の問題と業務状況の把握の難しさ
紙ベースの作業指示書は、監査を必要以上に煩雑なものにしてしまう。内部監査、顧客監査、ISO 9001およびISO 45001のレビューの際、チームは記録の準備、署名の確認、部門間の書類照合に何日も費やすことがある。たとえ作業が正しく行われたとしても、記録が不完全であったり、入手が困難であったりすると、それを証明することが難しくなる。.
紙媒体では、日々の管理状況を把握することも困難です。工場長は、手作業でデータを集計しない限り、未処理の作業指示書の数、繰り返し発生する不具合のある機械、承認サイクルにかかる時間などを容易に把握できません。つまり、問題がより長く隠蔽され、継続的改善チームは行動の優先順位付けに必要な証拠を得ることができないのです。.
対照的に、, ペーパーレス作業指示書による製造 ステータス、バックログ、応答時間、および繰り返し発生する障害傾向をリアルタイムで可視化します。この可視化は監査に役立つだけでなく、人員配置、予防保守、ラインバランス調整、および是正措置のフォローアップに関する意思決定を迅速化するのに役立ちます。.
なぜこれらの課題が製造業者をデジタル化へと駆り立てるのか
これらの紙ベースの問題は、連鎖反応を引き起こします。情報不足は遅延につながり、遅延はダウンタイムにつながり、古い指示は再作業につながり、トレーサビリティの悪さは調査の長期化につながります。OEE、納期遵守、コンプライアンスを守ろうとしている工場にとって、紙のファイルにこれだけのリスクを残しておくのは危険すぎます。 デジタル作業指示製造 これはまさに、より迅速な実行、より優れた管理、そしてより明確な説明責任への転換を意味する。.
そのため、より多くのメーカーが 電子作業指示システム 紙ベースのシステムを、ファイリングや印刷、あるいはより厳格な手作業によるチェックで改善しようとするのではなく、作業指示書がモバイル化され、構造化され、部門間で連携することで、工場はより迅速に対応し、同時に文書化も改善できます。次のステップは、モバイルアプリベースのシステムが実際にどのように機能するのか、そして製造現場で最も重要な機能は何かを正確に理解することです。.
ペーパーレスの作業指示書製造プロセスとはどのようなものか
A ペーパーレス作業指示書による製造 このプロセスは、単に紙のフォームをタブレットに転送するだけではありません。依頼、割り当て、実行、検査、承認、完了といったすべてのステップが1つのシステムで行われ、リアルタイムで更新される、連携したワークフローです。つまり、生産、保守、品質管理、そして管理者は、印刷された用紙や電話、スプレッドシートの更新を追うことなく、同じ作業指示ステータスを確認できるのです。.
工場管理者にとっての価値は デジタル作業指示製造 遅延が通常どこで発生するかを見てみると、その原因は明らかになります。紙の作業指示書はしばしばトレイに放置され、署名が遅れたり、部品番号、ダウンタイムの理由、検査結果などの情報が欠落した状態で返送されたりします。モバイルファースト 電子作業指示システム このシステムは、タイムスタンプ、写真、署名、必須項目などを組み込むことで、作業現場でデータを取得することにより、その問題を解決します。.
作業指示書の作成は、構造化された正確なデータから始まります。
適切に設計されたワークフローでは、作業指示書は手書きの依頼書ではなく、デジタルフォームから始まります。依頼者は、ライン、機械、問題の種類、優先度、シフト、納期、および関連する製造指示書を選択します。システムは、送信前に必須情報の入力を求めることができます。このシンプルな変更により、工場で最もよくある問題の一つである、技術者の時間を無駄にし、不必要なやり取りを生み出す不完全な作業指示書を減らすことができます。.
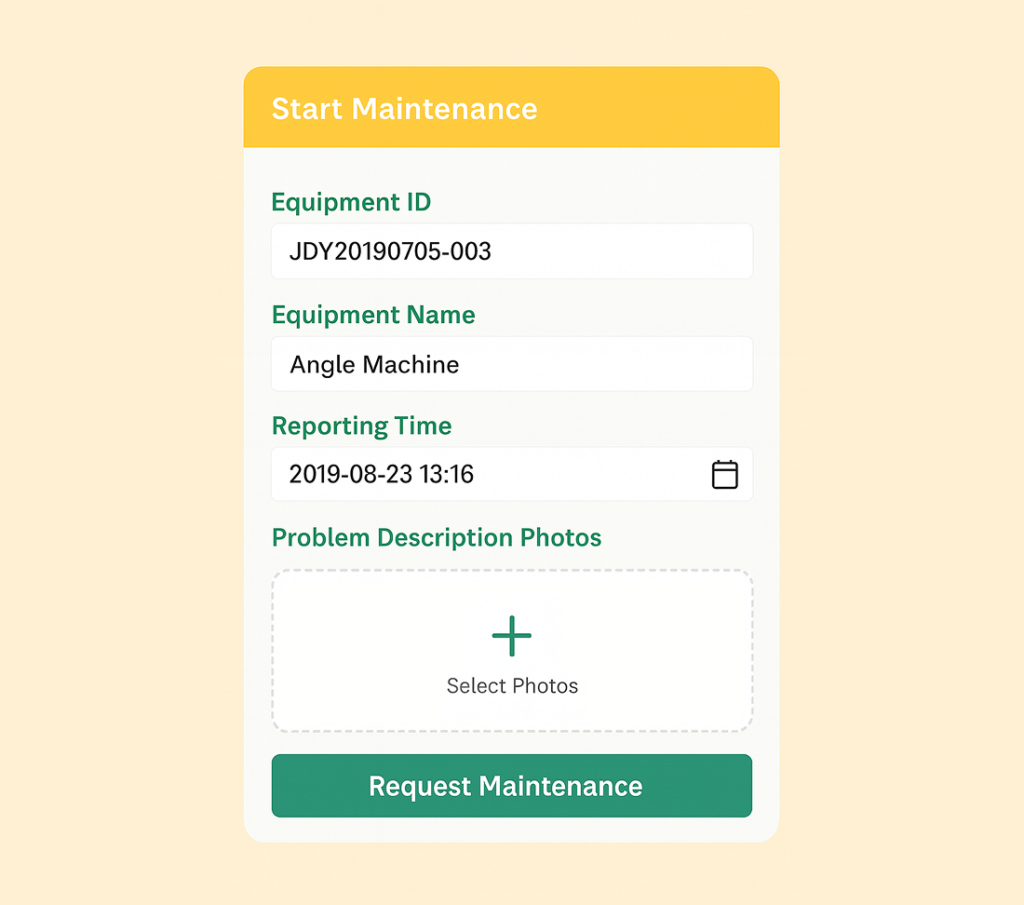
例えば、自動車部品工場の生産管理者が、CNC加工セルで繰り返し停止が発生していることに気づいたとします。紙の伝票に記入して保守担当者を派遣する代わりに、モバイルフォームを開き、資産IDを選択し、故障症状を入力し、アラーム画面の写真を添付して、すぐに依頼を送信します。保守計画担当者は、適切な技術者を割り当て、適切なスペアパーツを準備するのに十分な詳細情報を含む作業指示を数秒で受け取ります。.
ここは デジタル作業指示ソフトウェア工場 チームは、紙ベースの作業よりも効率的な作業を実現するために、このツールを活用しています。このフォームは、資産マスターデータ、メンテナンス履歴、さらには該当機械に関連付けられた標準修理チェックリストを自動的に取得できます。問題が安全上重大なもの、または生産停止につながるものと分類された場合、ワークフローは自動的にメンテナンスマネージャーとラインスーパーバイザーに問題をエスカレーションします。.
割り当てがより迅速かつ透明になります
作成された作業指示書は、手動での引き継ぎなしに自動的に担当者に割り当てられます。管理者は、スキルセット、生産エリア、機械の種類、緊急度に基づいて作業指示書を振り分けることができ、記憶やWhatsAppメッセージに頼るよりもはるかに信頼性が高いです。多くの工場では、この手順だけでも、特に複数の建物やシフトにまたがる場合、対応時間を大幅に短縮できます。.
良い 作業指示管理ソフトウェア 設定画面には、各タスクの担当者、割り当て日時、承認状況が表示されます。例えば、電子機器工場では、SMTラインの問題がはんだ接合部の信頼性に影響を与える可能性がある場合、保守技術者と品質エンジニアの両方が必要になることがあります。デジタルワークフローを使用すれば、並行してタスクを割り当て、両者に即座に通知し、完了状況を個別に追跡できます。.
割り当てがデジタル化されているため、管理者は紙ではめったに得られない可視性も得られます。部門ごとの未処理のバックログ、技術者ごとの期限切れの作業、まだ対応待ちの優先度の高い作業指示などを確認できます。メンテナンスのデジタル化に関する業界調査によると、リアルタイムの作業可視性を向上させた組織は、管理時間を短縮できます。 20%~30%, 主に、手作業による調整や進捗状況の確認をなくすことによって実現する。.
モバイルガイダンスにより、製造現場で作業が実行される
実行段階では、多くの工場でデータ品質が低下します。紙面上では、技術者はまず作業を完了してから後でフォームに記入することが多く、そのためタイムスタンプが不正確になり、根本原因のメモが不完全になります。 ペーパーレス作業指示書による製造, 技術者はモバイルデバイスを使用して、作業を開始し、作業を開始し、実施した作業を記録し、スペアパーツをスキャンし、作業の進行状況を更新します。.
実際の工場環境では、作業は直線的ではないため、この点は重要です。技術者は、報告された症状と実際の原因が異なることに気づいたり、再稼働前に追加の検査が必要であることに気づいたりする可能性があります。デジタルワークフローを使用すれば、ラインを離れたり、オフィス端末に戻ったりすることなく、診断の更新、サポートの依頼、新しい写真の添付、使用部品の記録を行うことができます。.
食品製造工場で、包装機のシール温度が不安定なために機械が停止したと想像してみてください。担当技術者はモバイルアプリで作業指示書を開き、標準的なトラブルシューティングチェックリストを確認し、ヒーター交換を記録し、摩耗した部品の写真をアップロードします。修理が食品安全管理や重要管理点(CCP)の検証に影響を与える場合、システムは生産再開前に自動的に品質保留または検査を開始できます。.
検査、写真撮影、承認はプロセスに組み込まれています
強い 電子作業指示システム 単に作業が完了したことを記録するだけでなく、その作業がどのように行われたか、そして必要な基準を満たしていたかどうかも証明します。実行後、ワークフローは技術者や検査員にデジタルチェックリストの記入、測定データの取得、作業前後の写真のアップロード、関連する承認者からの署名の収集を促します。これは、食品、電子機器、自動車サプライチェーンなど、規制が厳しく監査が頻繁に行われる環境で特に役立ちます。.
例えば、電子機器工場のピックアンドプレース機の修正作業後、技術者はフィーダーの位置合わせ、真空圧、試運転性能を確認する必要があるかもしれません。品質管理責任者は、スマートフォンやタブレットでデータを確認し、コメントを追加し、ラインをリリースする前にデジタル署名を行うことができます。メンテナンスログ、品質記録、電子メールによる承認など、紙の記録が分散する代わりに、すべてが1つの作業指示記録にリンクされます。.
これは、トレーサビリティが重要なISO 9001およびISO 45001環境にも対応します。監査員が修理の承認者、生産再開日時、保守後の点検完了の有無などを尋ねた場合でも、タイムスタンプとユーザー履歴を含むデータが既に揃っています。このような監査対応体制を、手作業による書類作成で一貫して実現するのは困難です。.
承認と完了:クリーンで検索可能な記録を作成する
成熟した デジタル作業指示製造 プロセスにおいて、完了とは単にタスクを完了済みとしてマークすることではありません。システムは、必要なフィールドがすべて入力されているか、検査に不合格がないか、署名が収集されているか、フォローアップアクションがまだ未完了であるかなどを確認します。これらの条件を満たして初めて、作業指示書は完了状態に移行し、分析のために整理された検索可能な記録が作成されます。.
この体系的な完了プロセスは重要です。なぜなら、完了プロセスが不完全な場合、問題が再発する原因となることが多いからです。根本原因、ダウンタイム、消費部品、検証結果などが欠落している場合、保守・運用チームは事象から学ぶことができません。デジタルプロセスは、適切なデータが入力されるまで完了プロセスをアプリで阻止できるため、書類作業を増やすことなく規律を徹底させることができます。.
時間が経つにつれ、これは単なるアーカイブされた書類の山ではなく、貴重なデータベースへと変化します。管理者は、資産ごとの繰り返し発生する故障を分析したり、シフトごとの対応時間と修理時間を比較したり、予防措置が遅れている箇所を特定したりすることができます。多くの工場では、この時点で作業指示書は管理上の負担から、業務改善のためのツールへと生まれ変わります。.
ダッシュボードが作業指示書をリアルタイムの工場可視化ツールに変える
最後の層は 作業指示管理ソフトウェア 重要なのは可視性です。すべての作業指示がデジタル化されると、工場管理者は、未完了の作業、応答時間、期限切れのタスク、エリア別のダウンタイム、チーム別の完了率などを表示するリアルタイムのダッシュボードを監視できるようになります。週末のスプレッドシート集計を待つのではなく、シフト中に問題に対処できるようになります。.
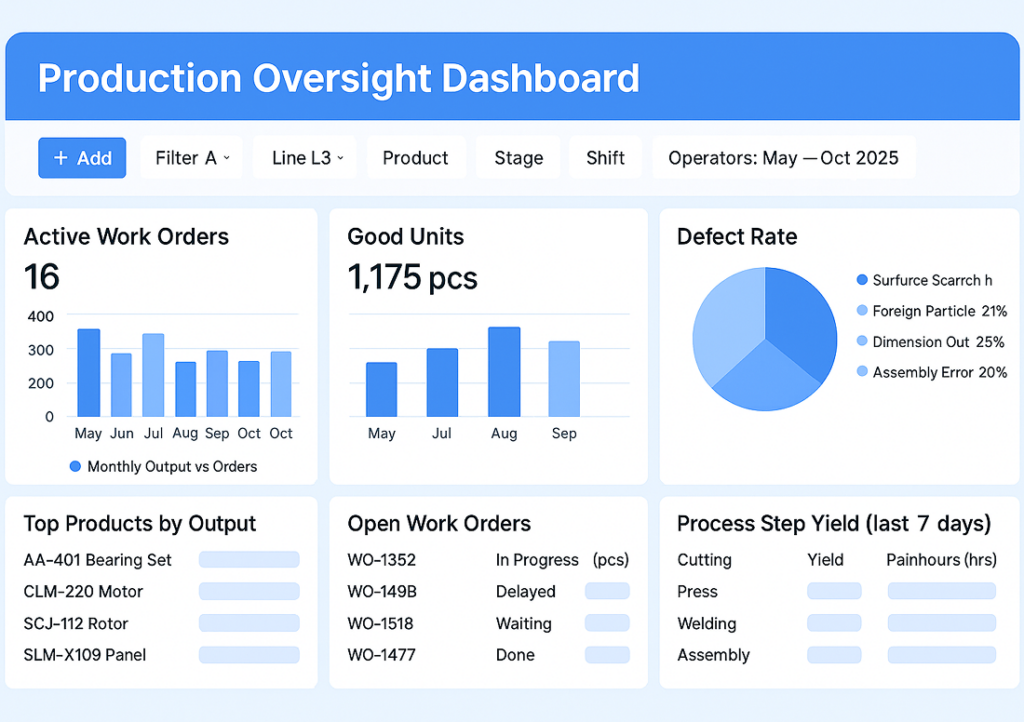
ティア1自動車部品サプライヤーの工場で、3つの生産ホールを担当する保守管理者を想像してみてください。ダッシュボードには、ホールBの2つのプレスラインで計画外の作業指示が急増していること、平均応答時間が目標を上回っていること、そして安全関連の作業が1件承認待ちになっていることが表示されます。これにより、問題がOEE(設備総合効率)、出荷約束、または顧客パフォーマンス指標に影響を与える前に、即座に対応することが可能になります。.
そのため、多くのメーカーはスタンドアロンアプリを超えて、次のような接続プラットフォームを採用しています。 Jodoo. モバイルフォーム、ワークフロー、ダッシュボード、写真、署名、ロールベースの承認を1か所に集約することで、 デジタル作業指示ソフトウェア工場 チームは実際に現場でこれを使用します。その結果、より迅速で、より責任があり、完全に ペーパーレス作業指示書による製造 日々の業務遂行と継続的な改善を同時に支援するプロセス。.
製造業向け電子作業指示システムソフトウェアを選ぶ際に注目すべき点
適切な選択をする 電子作業指示システム 単に紙を画面に置き換えるだけではありません。工場では、システムは実際の稼働環境、つまり騒々しい作業現場、共有デバイス、シフト交代、緊急メンテナンスコール、厳しい生産目標といった状況下で動作する必要があります。ソフトウェアの動作が遅かったり、使いにくかったり、他のシステムと連携していなかったりすると、作業員は紙、WhatsAppメッセージ、ホワイトボードに戻ってしまいます。だからこそ、最高の デジタル作業指示製造 解決策はまず実用的でなければならず、次に効果的でなければならない。.
生産管理者、保守管理者、工場管理者にとって、評価の焦点は、システムが単なるレポート作成だけでなく、日々の業務遂行をサポートしているかどうかであるべきです。有用なプラットフォームは、チームが作業指示書をリアルタイムで作成、割り当て、更新、承認、完了できると同時に、記録を正確かつ容易に監査できるようにする必要があります。また、生産、保守、品質、倉庫業務など、さまざまなワークフローをサポートできる柔軟性も必要です。つまり、最高の 作業指示管理ソフトウェア 工場に適合させるべきであり、工場にソフトウェアの変更を強制するべきではない。.
現場で使えるモバイルアクセス
製造業の作業指示システムは、デスクトップ専用ではなく、モバイルファーストでなければなりません。ほとんどの工場では、技術者、監督者、フォークリフト運転手、ラインリーダーが一日中機械、ライン、保管エリアの間を移動しているため、スマートフォンやタブレットから作業指示を開いたり更新したりする必要があります。保守技術者がベアリング交換完了を記録するためだけにオフィス端末まで戻らなければならない場合、データの遅延や欠落が発生します。実際、強力なモバイルアクセスは、あらゆる作業指示システムにおいて最も重要な機能の1つです。 デジタル作業指示ソフトウェア工場 チームは実際に採用するだろう。.
自動車部品工場で、プレス機の寸法不良が発生し、緊急の作業指示書を作成する必要が生じた生産管理者を想像してみてください。モバイルアプリを使えば、管理者はすぐに作業指示書を提出し、不良箇所の写真を添付し、機械IDをスキャンして、同時に保守部門と品質管理部門に作業を割り当てることができます。これにより、対応時間が短縮され、紙の指示書が生産ラインから保守部門に届くのを待つという、よくある遅延が解消されます。多品種少量生産の工場では、たとえ10分の遅延が複数の不具合で繰り返されるだけでも、重大なダウンタイムコストにつながる可能性があります。.
リアルタイムのステータス追跡と可視化
紙ベースのシステムの最大の弱点の1つは、電話をかけたり現場を回ったりしない限り、作業指示書の本当の状況が誰にもわからないことです。 電子作業指示システム ジョブが新規、割り当て済み、進行中、部品待ち、承認待ち、または完了済みであるかを表示する必要があります。これは、製造遅延は作業そのものよりも、調整不足に起因することが多いため重要です。管理者がボトルネックをリアルタイムで把握できない場合、小さな問題が生産損失につながる前に対応することはできません。.
リアルタイム追跡は、特にシフト交代時に非常に有効です。例えば、電子機器組立工場では、SMTラインの保守作業が日勤から夜勤に持ち越されることがあり、引き継ぎが不完全なためにトラブルシューティングが繰り返されることがよくあります。デジタルシステムでは、最終更新日時、担当者、使用されたスペアパーツ、未処理の作業内容などを表示できます。保守のデジタル化に関する業界調査によると、引き継ぎ時の情報伝達の不備は、特に24時間365日稼働している工場において、回避可能なダウンタイムの繰り返し発生原因となっています。.
実際の工場プロセスに合致した承認ワークフロー
すべての作業指示書が同じ承認経路をたどる必要はありません。摩耗したセンサーの交換など、一部の作業は自動的に承認できますが、充填ラインの是正保守のための停止など、他の作業では生産、保守、およびEHSからの承認が必要になる場合があります。 作業指示管理ソフトウェア 複雑なカスタムコーディングを必要とせずに、これらの承認手順を設定できるようにする必要があります。この柔軟性は、定型業務と高リスク業務の両方を管理する製造業者にとって非常に重要です。.
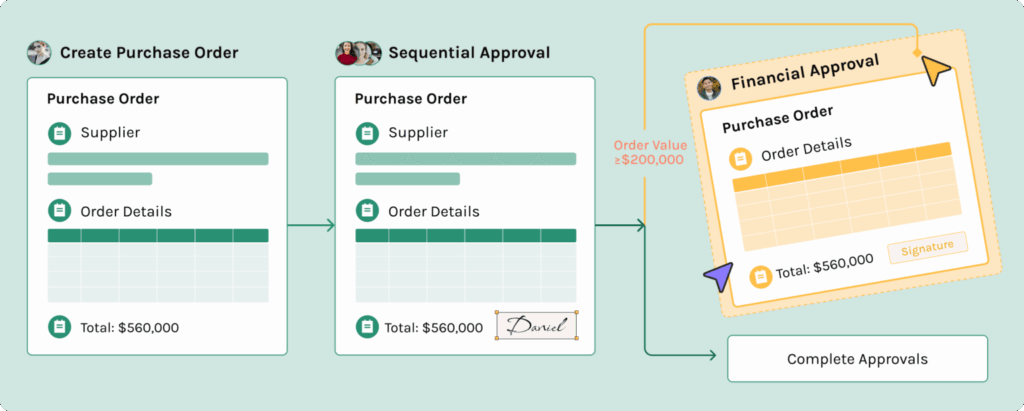
例えば食品製造工場では、包装ラインの接触部品に関わる作業指示書は、再開前に衛生状態の確認が必要になる場合があります。紙のフォームでは署名を取得できますが、タスクを適切な承認者に自動的にルーティングしたり、承認が遅れた場合にアラートを送信したりすることはできません。デジタルワークフローは、これら両方を実行できるだけでなく、完全なタイムスタンプ付き履歴も作成できます。これは、特に次のような環境において役立ちます。 ISO 9001 または ISO 45001, 監査やインシデントレビューの際には、追跡可能な承認記録が重要となる。.
監査証跡と完全な記録履歴
強い ペーパーレス作業指示書による製造 このプロセスは信頼できる記録に依存しています。作業指示書を作成した人物、優先順位を変更した人物、技術者が作業を開始した日時、講じられた是正措置、そして注文が完了した日時を把握する必要があります。こうした監査証跡がなければ、根本原因分析は困難になり、コンプライアンスリスクが高まります。多くの工場では、顧客からの苦情、機器の故障、または認証監査によって調査を余儀なくされた場合にのみ、記録の欠落や不備が明らかになります。.
この点において、デジタルシステムは紙媒体に比べて明らかに優位性を持っています。紙の書類は紛失したり、破損したり、後から記入されたりすることが多く、信頼性が低下します。適切に設計されたデジタルプラットフォームは、すべての重要なアクションを自動的に記録し、写真、署名、コメント、添付ファイルなどの証拠を1か所に保存します。対応時間の短縮、失敗の再発率の低減、予防保全の遵守状況の改善を目指す管理者にとって、こうした履歴データは継続的な改善の基盤となります。.
役割に基づいた権限設定による制御と簡素化
製造チーム全員が同じレベルのアクセス権限を必要とするわけではなく、アクセス権限が多すぎるとリスクが生じます。オペレーターは自身の作業指示書を提出または閲覧する必要があり、監督者はそれらを承認して再割り当てする必要があり、保守計画担当者はスケジュール、スペアパーツ、バックログデータへのアクセスを必要とする場合があります。財務部門や調達部門は、一定のコストしきい値を超える承認済みジョブのみを可視化すれば十分かもしれません。 デジタル作業指示製造 プラットフォームは役割ベースのアクセス権限をサポートし、各ユーザーが関連情報のみを閲覧できるようにすべきである。.
これは使いやすさの向上にもつながります。オペレーターがアプリを開いたときに、不要な入力項目、複数のモジュール、管理オプションが多数表示されると、利用率はすぐに低下します。一方、インターフェースに機械番号、問題の種類、写真のアップロード、優先度といったシンプルなフォームのみが表示されていれば、提出は容易になります。多くの成功した工場デジタル化プロジェクトにおいて、継続的な利用を促進する要因は、機能の豊富さだけではなく、ユーザーレベルでのシンプルさなのです。.
高速データ取得のためのQRコードとバーコードのサポート
製造業において、手動入力は特に機械ID、スペアパーツ番号、製造指示書番号などが長くて類似している場合にエラーの原因となります。QRコードやバーコードのスキャンは、チームが適切な資産、ライン、バッチを数秒で取得するのに役立ちます。これは、技術者が多数の機械を移動し、長いドロップダウンリストを検索する時間がない大規模工場で特に有効です。また、データの標準化にも役立ち、後々のレポート作成の精度向上にもつながります。.
例えば、電子機器工場の保守技術者は、リフロー炉のQRコードをスキャンすることで、その保守履歴を開き、その場で新しい作業指示書を作成できます。資産名を手動で入力する代わりに、システムが機器の詳細、保守区分、設置場所を自動入力します。食品工場では、パレットコンベアのバーコードをスキャンすることで、問題を直接そのコンベアの資産記録と過去の故障履歴に紐付けることができます。この小さな機能は、データ入力時間とデータ品質の問題の両方を軽減するため、非常に大きな効果を発揮します。.
ERP、MES、および既存のスプレッドシートとの統合
どの工場も、もう1つの独立したツールは欲しくない。 電子作業指示システム ERP、MES、在庫管理システム、あるいは従来の表計算ソフトとデータを交換できない場合、チームは作業を重複させてしまうことになります。つまり、プランナーはジョブデータを再入力し、スーパーバイザーは不一致な記録を調整し、マネージャーは数値に対する信頼を失うことになります。統合は贅沢な機能ではなく、デジタルフォームを運用可能なシステムへと変えるための不可欠な要素なのです。.
例えば、自動車部品サプライヤーの工場では、保守作業指示書を作成する際に、ERPから設備マスタデータ、MESからダウンタイム状況、在庫記録からスペアパーツの在庫状況を取得する必要があるかもしれません。システムが接続されていれば、作業開始前に交換用モーターの在庫状況を確認できます。接続されていない場合は、倉庫に問い合わせるか、別のスプレッドシートを確認する必要があります。現在Excelを多用している工場は、既存のテンプレートやデータをインポートできるソフトウェアを探すべきです。そうすることで、移行作業が長期にわたるITプロジェクトになるのを防ぐことができます。.
IT部門への依存度が低い、簡単な設定
製造プロセスは頻繁に変化します。新しい機械が導入されたり、承認ルールが変更されたり、監査要件が進化したり、工場によっては故障、予防保全、品質問題、設計変更などに対応するために異なる作業指示書が必要になる場合があります。小さな変更のたびに開発者や外部コンサルタントが必要になると、システムの維持管理コストが高騰し、改善も遅くなります。そのため、設定の容易さは重要な購入基準となるべきです。.
ノーコードプラットフォームのような Jodoo 運用チームがソフトウェア開発サイクル全体を待つことなく、フォーム、ワークフロー、ダッシュボード、権限を構築および調整できるため、ここに最適です。たとえば、工場は保守作業指示アプリから始め、同じプラットフォームを使用して品質アクション追跡、階層型プロセス監査、または生産問題のエスカレーションに拡張できます。これは、標準化を望む一方で、ローカルな柔軟性も必要とする中規模および複数拠点の製造業者にとって重要です。 デジタル作業指示ソフトウェア工場 チームが採用するソリューションは、通常、運用開始後も継続的に改善できるものである。.
部門や拠点を横断した拡張性
作業指示システムは保守部門で導入されることが多いですが、ほとんどの工場ではそのニーズはすぐに広がります。生産部門はライン停止依頼、品質管理部門は是正措置タスク、エンジニアリング部門は機械改造依頼、そして環境・安全衛生部門は危険是正措置のフォローアップを必要とします。ソフトウェアが特定の部門しか適切にサポートしない場合、工場は再び個別のツールと断片化されたデータを抱えることになります。より良いアプローチは、データの連携を維持しながら、複数の機能にわたって拡張可能なシステムを選択することです。.
これは、東南アジアに複数の工場を運営している企業や、グローバルなサプライヤーネットワークを持つ企業にとって特に重要です。地域オペレーションのリーダーは、マレーシア、タイ、ベトナムの各拠点における応答時間、バックログ、繰り返し発生する不具合、および完了率を共通の方法で追跡したいと考えるかもしれません。標準化されたワークフローによりベンチマークが可能になり、設定可能なローカルフィールドにより各拠点で機器の違いに対応できます。この制御と柔軟性のバランスは、成熟した企業の重要な指標です。 作業指示管理ソフトウェア.
オペレーターにとって十分シンプル、管理者にとって十分強力
最終テストは単純明快です。現場のユーザーはタスクを迅速に完了できるか、そして管理者は手動での報告なしに必要なデータを入手できるか。どちらかの答えが「いいえ」であれば、システムは機能不全に陥るでしょう。オペレーターには、高速なフォーム、分かりやすいボタン、オフラインでも利用できるモバイルアクセス、そして最小限のトレーニングが必要です。管理者には、迅速な意思決定を行うためのダッシュボード、フィルター、KPI、そして検索可能な履歴が必要です。.
多くのソフトウェア評価が失敗するのはまさにこの点です。購入者は長い機能リストにばかり注目し、現場責任者が1分以内に作業指示書を提出できるかどうか、あるいは保守管理者が1つのダッシュボードで3つのシフトにわたる期限切れの作業を特定できるかどうかを無視します。実際の ペーパーレス作業指示書による製造 環境においては、使いやすさと制御性の両方が重要です。適切なプラットフォームは、日々の業務遂行を容易にすると同時に、経営陣に優れた可視性、より強力なコンプライアンス、そして継続的な改善への明確な道筋を提供する必要があります。.
紙ベースの作業指示書をデジタル作業指示書ソフトウェアに置き換える方法(工場展開)
紙の置き換えは、単なるソフトウェアプロジェクトではありません。ほとんどの工場では、作業指示書は生産、保守、品質管理、倉庫、各シフトの監督者など、複数のチームに関わっています。すべてを一度にデジタル化しようとすると、通常は抵抗が生じ、データの一貫性が失われ、紙に戻るような回避策が講じられることになります。段階的なアプローチが求められます。 デジタル作業指示製造 段階的な展開の方が効果的なのは、混乱を最小限に抑えつつ、管理者が規模拡大前にプロセスを標準化する時間を確保できるからである。.
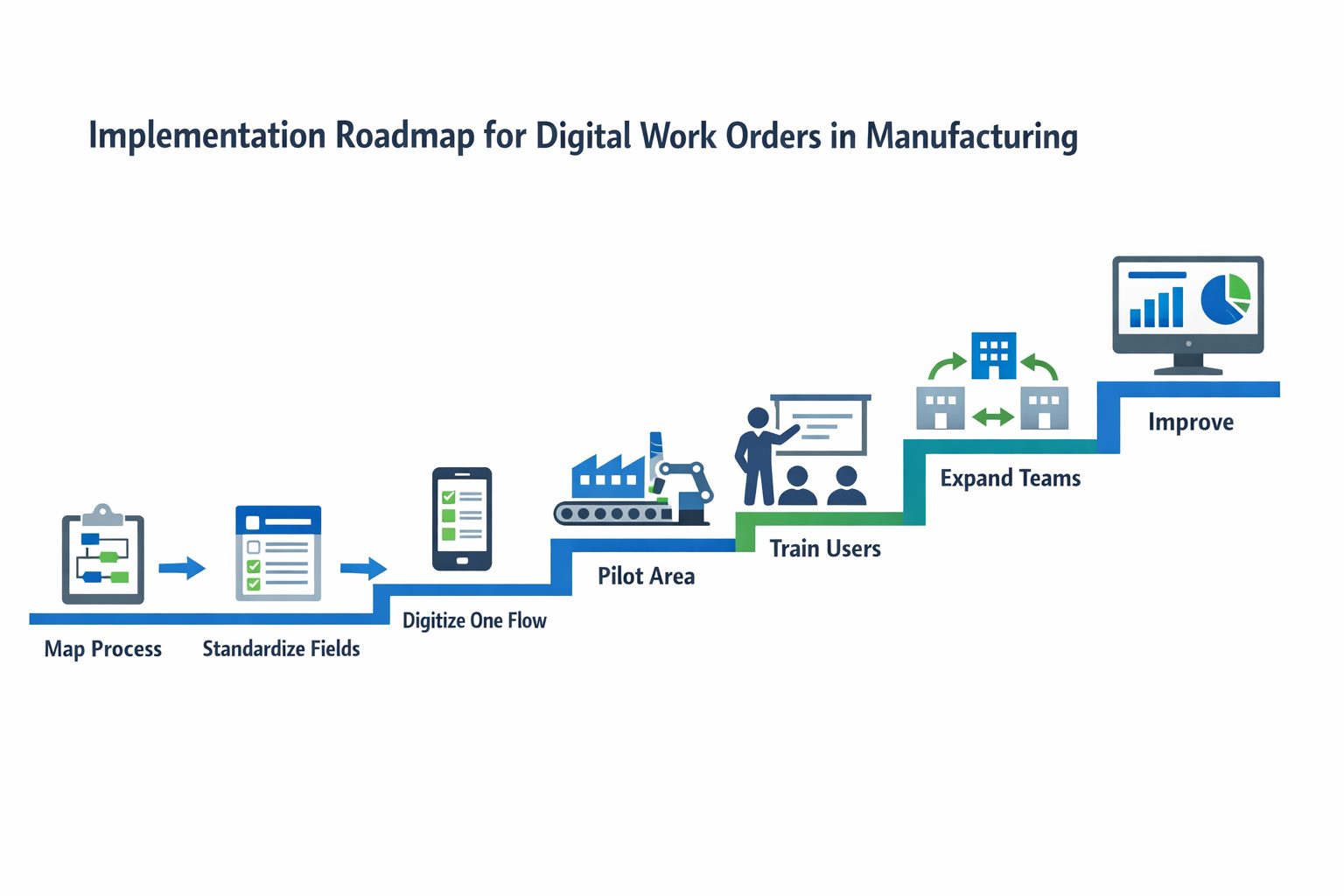
まずは現在の紙ベースのプロセスをマッピングすることから始めましょう。
画面、フィールド、承認方法を選択する前に、紙の作業指示書が現在工場内で実際にどのように処理されているかを文書化してください。多くの工場では、「公式」のSOPにはあることが書かれていますが、実際のプロセスには手書きのメモ、WhatsAppメッセージ、口頭での承認、さまざまな部署が管理するExcelトラッカーなどが含まれています。これらの隠れた手順をマッピングしないと、新しいシステムはうまく機能しません。 電子作業指示システム オペレーターが頼りにしている実用的な詳細情報が失われるだろう。.
まずは、保守修理依頼や生産作業指示書など、1つのプロセスから始めましょう。作業指示書を作成する担当者、必要な情報、承認者、技術者や作業員がどのように完了を確認するか、そして遅延が発生する主な箇所を特定します。また、緊急の故障対応作業、再作業指示、スペアパーツの承認が必要な作業など、例外的なケースも把握しておきましょう。これらの状況は、早期に無視すると、導入の失敗につながることがよくあります。.
自動車部品工場で、機械修理依頼に未だに3枚複写の紙の用紙を使っている生産管理者を想像してみてください。作業員が用紙に記入し、ラインリーダーが署名し、保守担当者がコピーを受け取り、さらに別のコピーが計画担当者に渡されます。夜勤中に機械が故障した場合、用紙は20分から30分も放置され、誰も取りに来ないため、ダウンタイムが長引き、OEE(設備総合効率)の回復が遅れてしまいます。このプロセスをマッピングすることで、モバイルファーストのワークフローによって待ち時間をどこで削減できるかが明確になります。.
デジタル化する前にフィールドを標準化する
最大のミスの1つは デジタル作業指示ソフトウェア工場 導入にあたっては、紙のフォームをそのままコピーすることが一般的です。紙のフォームには、重複した項目、不明瞭な説明、自由記述欄などが含まれていることが多く、レポート作成がほぼ不可能です。より良いアプローチは、まずデータ構造を簡素化・標準化し、その後、スマートフォンやタブレットでユーザーが迅速に入力できるフォームにデジタル化することです。.
例えば、標準フィールドには、作業指示番号、ラインまたは機械ID、資産カテゴリ、問題タイプ、優先度、依頼時間、担当技術者、使用されたスペアパーツ、根本原因、実施された措置、および完了確認などが含まれる場合があります。また、障害コード、保守カテゴリ、生産エリアなどの繰り返し項目については、ドロップダウンリストを定義する必要があります。これは、構造化データによって基本的なモバイルフォームが有用なものになるため重要です。 作業指示管理ソフトウェア 検索可能な履歴とリアルタイムダッシュボードを備えています。.
電子機器製造においては、これは特に重要です。「問題発見」のような曖昧な項目でも、SMT、テスト、最終組立といった工程によって意味が大きく異なる可能性があるからです。ある技術者が「センサーエラー」と書き、別の技術者が「PLCの問題」と書き、さらに別の技術者が「機械停止」と書いた場合、パターンを正確に分析することはできません。標準化された項目を使用することで、繰り返し発生する故障、平均修理時間、部品消費量などを、より確実に追跡できるようになります。.
まず、1つのワークフローをデジタル化する。
生産指示、保守依頼、品質逸脱、設計変更を一度にすべて始めるのは避けてください。 ペーパーレス作業指示書による製造 重要なのは、頻繁に発生し、可視化され、測定しやすいワークフローをデジタル化することです。多くの工場では、メンテナンス依頼管理が最初のステップとして最適です。なぜなら、ダウンタイム、対応の遅延、トレーサビリティの低さ、完了記録の欠落といった問題点が明確だからです。.
開始点と終了点が明確なワークフローを選択してください。一般的な最初のユースケースとしては、オペレーターがモバイル端末で問題を送信し、スーパーバイザーがアラートを受信し、メンテナンス担当者が自動的に割り当てられ、技術者がステータスを更新し、完了が時間、アクション、署名とともに確認される、という流れが挙げられます。この単一のワークフローにより、紙ベースの引き継ぎ作業が不要になり、対応状況の可視性が向上し、監査やKPI追跡に利用できるデジタル記録が作成されます。.
食品製造工場が良い例です。現在、オペレーターが切り替え時に充填機の不具合を紙で報告している場合、遅延によって生産量、廃棄物、衛生管理スケジュールに影響が出る可能性があります。まずこの報告プロセスをデジタル化することで、工場は不具合検出から技術者派遣までのロス時間を短縮し、新しいシステムへの信頼を高めることができます。.
1ラインまたは1チームのパイロット
パイロットプロジェクトは、管理しやすい規模でありながら、その価値を実証できるほど重要なものでなければなりません。通常、生産ライン1つ、保守チーム1つ、あるいはユーティリティや梱包といった特定のエリア1つで十分です。これにより、ユーザーが実際の勤務シフト条件下で、デジタル作業指示書の提出、割り当て、更新、完了を一貫して行えるかどうかをテストできる、管理しやすい環境が実現します。.
パイロット運用中は、すべてを測定しようとするのではなく、少数の指標に絞って追跡しましょう。例えば、作業指示への応答時間、完了時間、データが完全に揃っている注文の割合、期限切れの作業数、現在も使用されている紙のフォームの数などが挙げられます。業界調査によると、データの質が低いと、製造業者は手戻りや意思決定の遅延に多大な時間を費やすことになるため、完了精度を向上させるだけでも、最初の数週間で目に見える運用上のメリットが得られます。.
電子機器工場がモバイルを操縦する様子を想像してみてください 電子作業指示システム 最終組立ラインで稼働する。試験運用前は、技術者は手書きの修理伝票を受け取り、機械の位置と優先順位を確認するために上司に電話をかけるのに時間を費やしていた。デジタル化後は、オペレーターがラインのQRコードをスキャンし、写真付きで問題を送信すると、技術者は正確な機械タグと故障カテゴリを即座に受け取ることができる。1件あたりの時間短縮がわずか5~10分であっても、週に数十件の作業が行われることを考えると、その効果は大きい。.
実際の製造現場のシナリオに基づいてユーザーをトレーニングする
トレーニングは、一般的なソフトウェア機能ではなく、実際に人々がシステムを使用する場面に焦点を当てるべきです。オペレーターは、1分以内に作業指示書を作成する方法を知っている必要があります。スーパーバイザーは、モバイルデバイスからジョブを承認またはエスカレーションする方法を知っている必要があります。技術者は、オフィスに戻ることなく、ステータスを更新したり、写真を添付したり、ジョブを完了したりする方法を知っている必要があります。.
多くの導入が失敗するのは、まさにこの点です。トレーニングが抽象的すぎると、ユーザーは忙しいシフト中、特に機械が故障したり、顧客の注文が遅れたりしたときに、紙の資料に頼ってしまうでしょう。実践的なトレーニングセッションでは、緊急の故障、繰り返し発生する不具合、品質保留、スペアパーツ待ちの作業など、実際のシナリオをシミュレートする必要があります。そうすることで、新しいユーザーが理解しやすくなります。 デジタル作業指示製造 このプロセスは、既存の業務を直接置き換えるものであり、追加の管理業務ではないと感じられる。.
役割に基づいた作業補助ツールには、スクリーンショット、簡単な手順、パイロットエリアでの事例を盛り込みましょう。最初の1か月間は、作業ステーションやメンテナンスボードに掲示しておきましょう。現場での指導による早期導入支援を行う工場は、教室での研修だけに頼る工場よりも、導入が早く進む傾向があります。.
展開プロセスにチェンジマネジメントを組み込む
変更管理が重要なのは、紙の書類は単なる文書ではなく、習慣だからです。作業員は、紙の書類を物理的に手渡せるため、紙を信頼するかもしれません。管理者は、作業状況を一目で確認できるため、ホワイトボードを好むかもしれません。技術者は、問題解決の迅速化に役立たないのに報告業務が増えるだけだと思えば、デジタル化に抵抗するかもしれません。.
この問題を解決するために、何が変わるのか、何が変わらないのかを説明してください。目標は、現場に余分なデータ入力の負担をかけることではありません。目標は、応答時間を短縮し、トレーサビリティを向上させ、手作業による転記の繰り返しをなくすことです。新しいシステムがどのように機能するかをチームに示してください。 作業指示管理ソフトウェア これにより、迅速なエスカレーション、リクエストの紛失の減少、監査証跡の簡素化、バックログの可視性の向上など、様々なメリットが得られます。.
また、各分野ごとに担当者を一人任命することも有効です。通常は、スーパーバイザー、プランナー、または上級技術者が適任です。担当者は、日々の質問に答えたり、フィードバックを収集したり、フォームやワークフローの調整が必要な箇所を特定したりできます。Jodooのようなノーコード環境では、こうした改善を長期にわたるITプロジェクトなしで迅速に行うことができるため、プロセス変更が頻繁に発生する導入初期段階において特に価値があります。.
生産、保守、品質管理の分野に拡大する
パイロット運用が安定したら、同じデータ基盤を共有する隣接するワークフローへと拡張できます。例えば、保守依頼から始まる工場であれば、次に予防保全作業指示書、品質不適合対応、工具変更依頼、または生産再作業依頼を追加できます。資産ID、ライン名、部品番号、ユーザーなどのマスターデータは既に定義されているため、拡張ははるかに容易になります。.
ここにメリットが積み重なる部分があります。個別の紙の記録ではなく、つながりのある デジタル作業指示ソフトウェア工場 生産、保守、品質管理の各チームが、共通の情報源に基づいて作業できる環境。品質エンジニアは、欠陥が機械の問題に関連しているかどうかを確認できます。保守管理者は、ラインごとの繰り返し発生する故障を確認できます。工場長は、期限切れの作業指示書と対応傾向を1つのダッシュボードで確認できます。.
この段階的なモデルはリスクも軽減します。フォームの修正が必要な場合は、工場全体に展開する前に調整できます。承認手順の遅延が問題となる場合は、他の部署が関与する前に修正できます。これは、大規模で柔軟性のないシステムを工場全体に導入し、ユーザーが既に信頼を失った後にプロセス上の問題が発覚するよりもはるかに安全です。.
稼働後も改善を続ける
運用開始はゴールではありません。最初の30~90日間は、不要な項目、役立つアラート、簡素化が必要な手順を見極める期間です。初期段階では、利用率、未完了の提出物、バックログの傾向、ユーザーからのフィードバックを毎週確認しましょう。小さな変更でも、使いやすさとコンプライアンスに大きな違いをもたらすことがあります。.
例えば、食品工場の技術者が締め切り時に写真を添付していない場合、問題は抵抗感にあるのではなく、単にモバイルフォームがワークフローの後半で写真を要求するか、クリック回数が多すぎることが原因かもしれません。継続的な改善こそが、基本的なモバイルフォームを信頼性の高いものへと変える鍵となります。 ペーパーレス作業指示書による製造 人々が実際に毎日使うシステム。.
時間の経過とともに、その価値は紙の置き換えにとどまりません。履歴記録の取得、KPIの可視性の向上、ISO 9001監査準備の容易化、そしてシフト間の説明責任の強化など、様々なメリットが得られます。段階的な導入が効果的なのはそのためです。製造業者が不必要なリスクや摩擦を生み出すことなく、より迅速にデジタルオペレーションへと移行できるよう支援するからです。.
Jodooは、大規模なITプロジェクトなしでデジタル作業指示製造をどのように解決するのか
多くのメーカーは紙から デジタル作業指示製造 プロセスは必要ですが、12 か月かかる MES の導入や高額なカスタム ソフトウェア プロジェクトは望んでいません。そこで Jodoo が役立ちます。Jodoo は、工場に厳格なソフトウェアへの適応を強制するのではなく、 電子作業指示システム 既存の生産、保守、品質管理、再加工プロセスに合わせて柔軟に対応できます。工場管理者や運用チームにとっては、導入の迅速化、リスクの低減、ITへの依存度の大幅な低下につながります。.
実際には、作業指示書は単純なままでいることはほとんどないため、これは重要です。自動車部品工場では、電子機器組立工場や食品包装ラインとは異なるルーティング、承認ルール、トレーサビリティフィールド、および承認手順が必要になる場合があります。従来のシステムでは、ワークフローが変更されるたびにコンサルタントや開発者が必要になることが多く、紙のフォームは遅延、データの欠落、可視性の低下を引き起こします。Jodooは製造業者に柔軟なソリューションを提供します。 作業指示管理ソフトウェア 運用チームがノーコードツールを使用して設定できるアプローチ。.
ドラッグ&ドロップフォームで作業指示書アプリを作成する
Jodoo Jodooは、オペレーター名、機械ID、バッチ番号、期日、欠陥コード、使用部品、写真証拠、署名などのフィールドをドラッグアンドドロップして作業指示書フォームを作成できます。必須フィールド、検証ルール、条件付きロジックを追加することで、注文タイプに基づいてフォームを変更できます。たとえば、予防保守作業指示書には潤滑チェックポイントとメーター読み取り値を表示できますが、再作業指示書には完了前に欠陥写真と品質確認を要求できます。これがJodooが役立つ理由です。 デジタル作業指示ソフトウェア工場 チームは実際に自分たちのプロセスに適応することができる。.
電子機器工場で、作業員にスマートフォンからライン停止を報告させる必要がある生産管理者を想像してみてください。Jodooアプリを使えば、作業指示番号、ダウンタイムの種類、根本原因、故障した部品の画像、技術者の対応時間などを1つのモバイルフォームにまとめて記録できます。シフト終了時に紙の伝票を追いかける代わりに、管理者はラインが停止している間に未解決の問題を即座に確認し、対応策を割り当てることができます。これにより、対応時間が短縮され、作業現場でのデータ精度が向上します。.
承認プロセスと部門横断的な引き継ぎを自動化する
紙ベースの作業指示書は、複数の部署が同じ作業に対応する必要がある場合に、しばしば機能不全に陥ります。製造部門が依頼を出し、保守部門がそれを確認、品質管理部門が結果をチェックし、最後に上司が完了を承認します。紙ベースの場合、通常は書類がトレイに山積みになり、フォローアップはWhatsAppメッセージで行われ、信頼できる監査証跡は残されません。Jodooは、定義したルールに基づいて各作業指示書を適切な担当者にルーティングするワークフロー自動化によって、この問題を解決します。.
例えば、食品製造工場では、衛生関連の作業指示を、まず生産部門、次に衛生部門、そして品質保証部門へと送られ、その後生産ラインが再開されるように設定できます。作業が期限を過ぎた場合、Jodooは自動的にリマインダーを送信できます。欠陥がしきい値を超えた場合、システムは問題を工場長にエスカレーションするか、関連する是正措置ワークフローをトリガーできます。これは、 ペーパーレス作業指示書による製造, 特に、本格的な企業向けシステムを購入せずに、より高度な制御を必要とする植物に適しています。.
生産、保守、品質管理、再加工を1つのプラットフォームでサポート
紙やスプレッドシートの大きな問題点の1つは、データの断片化です。製造部門は作業指示書をある形式で記録し、保守部門は別の形式を使用し、品質管理部門は不適合記録をまた別の場所に保管しているといった具合です。そのため、トレンド分析が難しくなり、チームが全体像を把握できないため、継続的な改善が遅れてしまいます。Jodooは、これらのワークフローを1つのプラットフォームに統合しつつ、各部門がそれぞれの役割に応じたフォームやルールを使用できるようにします。.
例えば、機械加工工場では、生産作業指示書を機械の故障記録、保守対応、品質検査結果に直接リンクさせることができます。バッチが最終検査に不合格になった場合、チームは明確な担当者、期日、検証手順を設定した再作業指示書を発行できます。すべての記録が接続されているため、管理者は何が起こったのかをより迅速に追跡し、シフト、ライン、または機器の種類を超えて繰り返される故障パターンを特定できます。これにより、 電子作業指示システム 単なる紙のデジタル版ではなく、実用的な運用データベースへと進化させる。.
現場チームにモバイルアクセスを提供する
A デジタル作業指示製造 システムは、現場の作業員が実際に使用してこそ効果を発揮します。Jodooはモバイルデータ入力に対応しているため、オペレーター、技術者、検査員、監督者は、スマートフォンやタブレットから作業指示書を作成、更新、完了できます。これは、作業員がデスクトップ端末に座っているのではなく、生産ライン、倉庫、ユーティリティエリア間を移動している大規模工場で特に役立ちます。モバイルアクセスにより遅延が削減され、作業中に情報が入力されることが保証されるため、数時間後に記憶を頼りに入力する必要がなくなります。.
これは、紙ベースのシステムでは手入力によるエラーが頻繁に発生するため重要です。製造業のデジタル化に関する研究では、現場でのモバイルデータ収集は、シフト終了時の事務処理と比較して、適時性を向上させ、記録の欠落を減らすことが一貫して示されています。週に数百件の作業指示を処理する工場では、更新の遅延がわずかに減少するだけでも、スケジュール遵守、保守対応、監査準備において目に見える違いを生み出すことができます。管理者にとってのメリットは単純明快です。追加の事務作業なしに、より正確なステータス情報が得られるのです。.
作業指示データをリアルタイムダッシュボードに変換する
紙のフォームでは活動記録はできますが、業務状況を把握することはできません。Jodooのダッシュボードを使えば、工場管理者は未処理の作業指示、期限切れのタスク、メンテナンスのバックログ、欠陥の種類、手直し作業量、完了率などをリアルタイムで追跡できます。金曜日に誰かがスプレッドシートを作成するのを待つ代わりに、ライン、シフト、部門、または資産ごとに最新のデータを確認できます。これにより、小さな問題がスケジュールの遅延や顧客からの苦情につながる前に、迅速に対応しやすくなります。.
自動車部品サプライヤーの保守管理者が、どの機械が最も繰り返し発生する故障作業指示を出しているかを知りたいと想像してみてください。Jodoo を使用すると、ダッシュボードで機器ごとの故障傾向、技術者の対応時間、平均完了時間、および保留中のスペアパーツ関連の遅延を表示できます。あるプレスラインで繰り返し作業が発生し続ける場合、チームは事後的な修理から根本原因分析と予防保全へとエスカレートできます。 作業指示管理ソフトウェア 単なる管理システムではなく、意思決定のためのツールとなる。.
大規模な開発を必要とせずに迅速に適応する
製造ワークフローは、新製品の発売、顧客の要求、監査結果、社内改善プロジェクトなどにより常に変化しています。柔軟性に欠けるシステムはすぐに時代遅れになり、カスタムコードで作成されたツールは維持管理にコストがかさむことがよくあります。Jodooのノーコードアプローチでは、ソフトウェアプロジェクト全体をやり直すことなく、フィールド、フォーム、承認フロー、ダッシュボードを調整できます。この柔軟性は、管理が必要でありながら、アップデートごとに何ヶ月も待つことができない中規模および大規模の製造業者にとって非常に価値があります。.
例えば、ISO 9001監査で再作業のトレーサビリティにギャップが見つかった場合、チームは再作業作業指示プロセスに必須の欠陥コード、承認手順、写真による文書化を迅速に追加できます。保守部門がQRコードベースの機器識別を希望する場合も、システム全体を再設計することなく追加できます。これが、Jodooが製造業者にとって最適な理由です。 デジタル作業指示ソフトウェア工場 チームは段階的に導入を進めることができ、まずは1つのユースケースから始め、時間をかけて部門全体に拡大していくことができます。.
Jodooは、あらゆるコア製造プラットフォームの代替となるものではありません。大規模なITプロジェクトに伴うコストや遅延なしに、作業指示書のデジタル化、ワークフローの標準化、工場データの接続を実現する実用的な方法です。拡張性の高いシステムを構築することが目標であれば、 ペーパーレス作業指示書による製造 Jodooは、モバイルフォーム、承認機能、ダッシュボード、部門横断的な可視性を備えたプロセスを提供し、運用チームが主体的に活用・改善できる柔軟な出発点となります。.
問題提起:紙が作業現場のスピードを低下させる
この工場では、最初にデジタル化することにしたプロセスはすべてを一度に行うのではなく、 多品種少量生産組立ライン1本分の生産作業指示書 ティア1の自動車部品メーカーに製品を供給していたラインは、モデルチェンジが頻繁に行われ、書類上のミスも最も多かったため、問題視されました。作業員は紙の作業指示書に記入し、数量を手作業で記録し、ダウンタイムが発生すると保守担当者に連絡していたため、情報が書類、ホワイトボード、WhatsAppメッセージなどに分散していました。その結果、管理者はリアルタイムで状況を把握することが難しく、トレーサビリティは手書きの文字が読みやすいか、書類が正しくファイリングされているかに大きく依存していました。.
この状況は、非常に具体的な運用リスクを生み出しました。署名がないとバッチリリースが遅れる可能性があり、作業指示書の改訂版が間違っているとライン上に何時間も残る可能性があり、ダウンタイムの理由は監督者によって異なるコードで記録されることがよくありました。厳しい顧客スケジュールに合わせて出荷する工場では、 事件発生ごとに15分から20分の情報遅延 勤務シフトをまたいで作業する場合、費用はすぐに積み重なってしまう。ISO 9001規格に準拠して作業する製造業者にとって、紙の記録は監査準備の時間を長くし、ストレスを増やす原因にもなった。.
彼らが最初にデジタル化したもの
チームは、完全なMESの置き換えを実施する代わりに、集中的な 電子作業指示システム パイロットエリア1箇所で実施されたこのデジタルワークフローには、作業指示書の作成、オペレーターの作業確認、ダウンタイム報告、初回品の品質チェック、スーパーバイザーの承認、およびシフト終了時の完了報告がモバイルデバイス上で含まれていました。各作業指示書には、固有のID、製品コード、計画数量、目標完了時間、およびリンクされたSOP文書が付与されていたため、オペレーターは印刷された指示書に頼るのではなく、常にアプリ上で最新の指示を確認することができました。.
また、シンプルながらも価値の高い制御機能も追加されました。オペレーターは自由記述式のコメントを書く代わりに、標準化されたダウンタイム理由をリストから選択する必要があり、品質チェックポイントでは不適合部品の写真証拠が必須となりました。ダウンタイムイベントが定義されたしきい値を超えると、メンテナンスアラートが自動的にトリガーされ、機器の故障から技術者の対応までの遅延が短縮されました。 作業指示管理ソフトウェア 工場環境において価値を提供する。それは、単に紙をデジタル化するだけでなく、静的な記録をリアルタイムのワークフローに変えることによって実現される。.
新しいデジタルワークフローがライン上でどのように機能したか
プランナーが作業指示書を発行すると、作業員はラインに設置されたタブレット端末または携帯電話でその指示書を受け取ります。作業員はバーコードをスキャンして該当する指示書を開き、生産開始を確認し、バッチごとの生産量を記録し、異常を即座に報告できます。フィーダーの詰まりやトルクのずれなどの問題が発生した場合は、作業員は同じワークフローで問題を送信し、写真を添付して機械IDを選択します。すると、監督者と保守技術者に自動的に通知され、タイムスタンプ付きの完全な履歴が同じ記録に添付されます。.
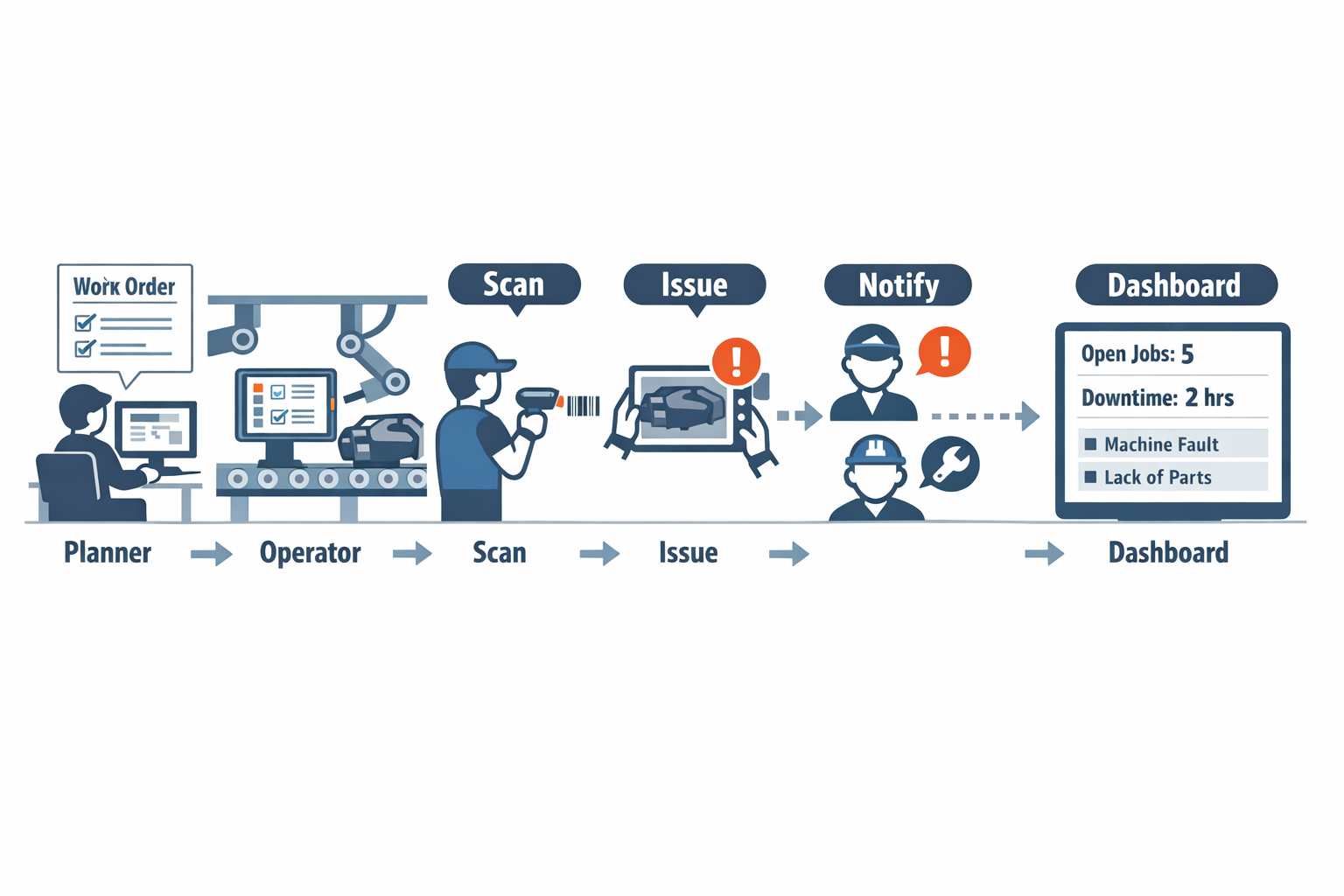
このアプローチにより、チームのフォローアップ管理方法が変化しました。以前は、紙の作業指示書がシフト終了までトレイに放置され、ダウンタイムのメモは報告のためにExcelに再入力する必要がありました。デジタル化後、ラインリーダーはダッシュボードから、未処理の注文、遅延している注文、および理由コード別のダウンタイムをリアルタイムで確認できるようになりました。このような可視性は、最大の成果の1つです。 ペーパーレス作業指示書による製造, 特に、管理者が複数の生産ラインを担当し、すべての機械のそばに立つことができない工場では、この傾向が顕著です。.
ペーパーレス化後の具体的な成果
最初の数か月で、工場では目に見える改善が見られました。作業指示書の完了状況がリアルタイムで更新されるようになり、生産管理部門はスケジュール上のリスクに迅速に対応できるようになり、計画担当者と監督者間の手動によるフォローアップの電話が減りました。また、チームは書類関連のミス、特に記入漏れ、判読しにくい手書き文字、印刷された指示書に関連するバージョン管理の問題を削減しました。具体的には、シフト交代時の遅延が減り、顧客監査や社内監査におけるトレーサビリティが向上しました。.
保守面も改善されました。ダウンタイムレポートが標準化され、タイムスタンプが付与されたため、工場は最も頻繁に発生する停止事象をより正確に特定し、是正措置の優先順位付けを行うことができました。保守記録と生産記録をデジタル化する製造業者は、多くの場合、大幅な時間短縮を実現しています。業界調査では、技術者が通常、 20%から30%までの彼らの時間 デジタルワークフローによって削減できる管理業務や情報検索業務などにおいて、技術者は必ずしもアプリだけで機械の修理時間を短縮できたわけではありませんが、より適切な状況把握と電話の回数の削減によって、適切な機械にたどり着くことができました。.
なぜこの事例が他のメーカーにとって重要なのか
教訓は、すべての工場が初日から複雑なエンタープライズ展開を必要とするわけではないということです。より現実的な方法は、紙が最も遅延や手戻りの原因となっている1つのライン、1つのシフト、または1種類の作業指示から始めることです。電子機器工場であれば、シリアル番号による追跡が可能な手戻り指示かもしれません。食品メーカーであれば、署名と検証手順が必要な衛生作業指示や切り替え作業指示かもしれません。いずれの場合も、同じ原則が適用されます。 デジタル作業指示ソフトウェア工場 設定は、実際の作業現場での作業手順を反映している場合に最も効果を発揮します。.
ノーコードプラットフォームを使えば Jodoo, 運用チームは、長期間にわたるカスタムソフトウェアプロジェクトを待つことなく、このようなワークフローを構築できます。オペレーター向けのモバイルフォームを作成し、承認を自動的にルーティングし、写真や署名を添付し、ライブダッシュボードから完了状況を追跡できます。 デジタル作業指示製造 より現実的な選択肢は、すべてのシステムを一度に交換することなく、より優れた制御とトレーサビリティを求める中規模工場にとって有効です。.
結論:Jodooでペーパーレス製造ワークフローの構築を始めましょう
紙の作業指示書は、製造においてスピードと管理が必要なまさにその時点で、作業の実行を遅らせます。忙しい自動車部品工場や電子機器組立ラインでは、 5~10分の遅延 適切な作業指示書を見つけること、完了状況を更新すること、または機械の問題をエスカレーションすることの遅れは、生産量の損失、残業、納期遅延につながる可能性があります。 デジタル作業指示製造 これはもはや単なるITプロジェクトではなく、生産性、トレーサビリティ、コンプライアンスに直接結びついた業務改善イニシアチブである。.
紙を置き換える場合、優先事項は単に画面上のフォームをデジタル化することではありません。リアルタイムのジョブ更新、写真と署名のキャプチャ、ワークフローの承認、バーコードまたはQRコードのスキャン、保守および生産データの連携、監督者および工場管理者向けのライブダッシュボードをサポートするモバイルシステムが必要です。 ISO 9001 または ISO 45001 これらの機能は、要件を満たすだけでなく、監査、例外処理、および記録の取得をはるかに容易にします。.
Jodoo カスタムコーディングなしで、このようなペーパーレスワークフローを構築するのに役立ちます。ノーコードのリーン生産方式プラットフォームとして、汎用テンプレートではなく、実際の工場プロセスに合ったデジタル作業指示アプリをチームが作成できるようにします。. 無料トライアルを開始する または デモを予約する Jodooが、実用的なデジタル作業指示ソフトウェア工場ソリューションをより迅速に導入するのにどのように役立つかをご覧ください。.