
カテゴリー別に閲覧する
はじめに:リーン生産方式のデジタル化が製造現場の優先事項となった理由
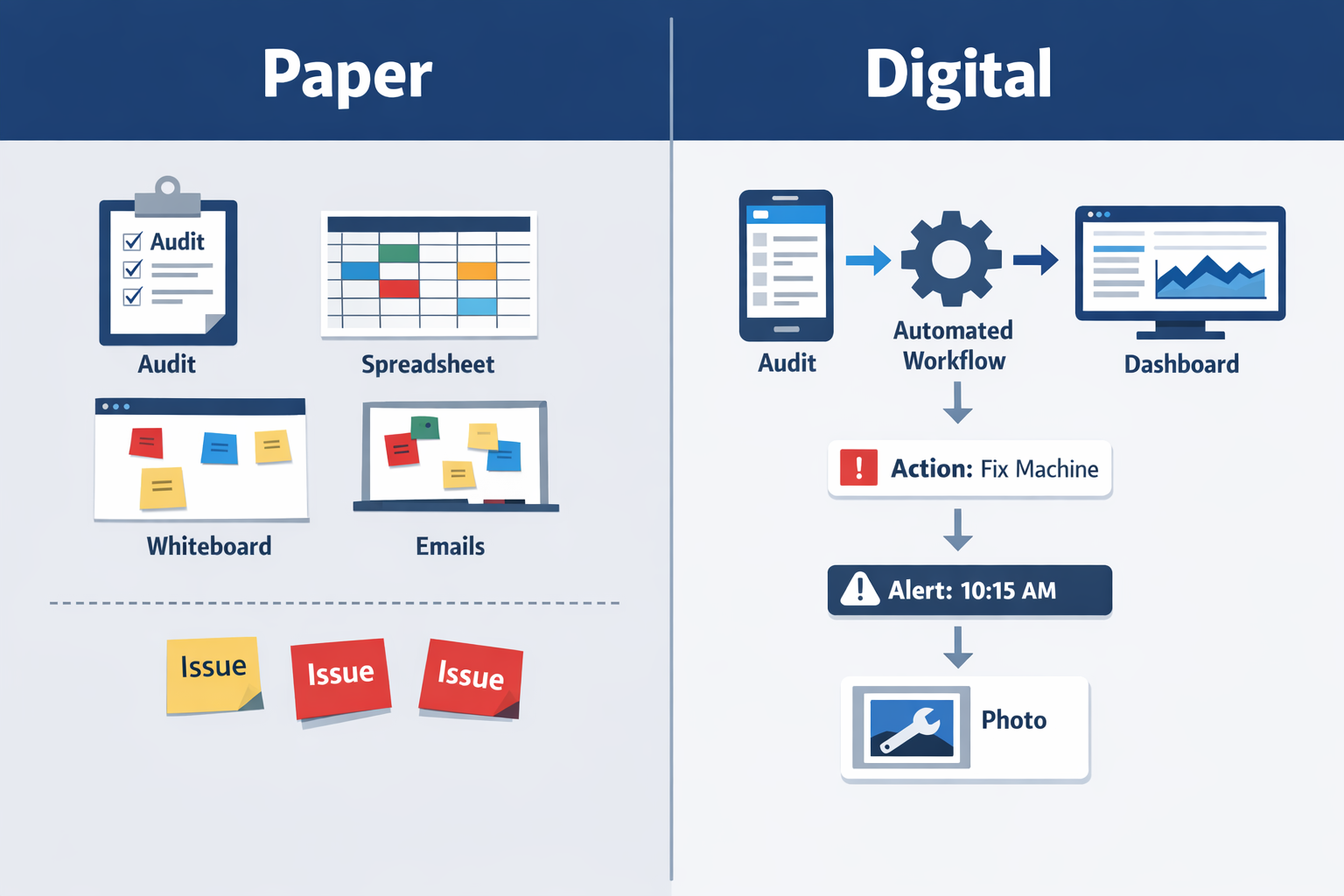
多くの工場では、遅延コストが上昇しているにもかかわらず、いまだに主要なリーン活動を紙、ホワイトボード、連携していないスプレッドシートで行っています。工場は毎日の現場巡回、階層的なプロセス監査、カイゼンレビューを完了しているかもしれませんが、アクションアイテムがメールのスレッドや手書きのログに放置されていると、改善は急速に遅くなります。 リーン生産方式のデジタル化 これは単なるインダストリー4.0のスローガンではなく、実践的な優先事項となっている。業界調査によると、製造業者は毎週、不足している情報の追跡、データの再入力、未解決の問題への対応などに、相当な生産時間を浪費している。.
自動車部品工場の生産管理者が、2つのシフトで同じ不具合が繰り返し発生していることに気づいたと想像してみてください。しかし、根本原因のメモ、対策、監査結果が3つの異なる場所に保管されているとしたらどうでしょうか。問題はリーン生産方式の規律の欠如ではなく、連携した実行の欠如です。電子機器や食品製造業でも、同様のギャップが見られます。手作業によるチェックは完了しているものの、未完了の是正措置やラインレベルの傾向をリアルタイムで把握できる人がいないのです。.
この記事では、紙ベースのリーン生産方式からデジタルリーン生産方式への移行に向けた現実的なロードマップを示します。どこから始めるべきか、どのプロセスを最初にデジタル化すべきか、どのデータが最も重要か、そして次のようなプラットフォームがどのように役立つかがわかります。 Jodoo ワークフローの標準化、改善点の追跡、そして複数のラインや拠点にわたる成果の維持に役立ちます。.
リーン生産方式のデジタル化が実際に意味すること
リーン生産方式のデジタル化とは、デジタルツールを活用して、リーンプロセスをより一貫性があり、可視化され、大規模に実行することです。簡単に言えば、リーン生産方式をソフトウェアに置き換えることではありません。日々の管理、階層的なプロセス監査、カイゼン追跡、ダウンタイム報告、欠陥ログ記録、アクションフォローアップといった、実績のあるリーンルーチンを、より迅速に、より測定しやすく、より無視しにくいものにすることです。.
これは工場管理者にとって重要な区別です。 リーン生産方式のデジタル化は、大規模なデジタル変革プログラムとは異なる。. 企業全体の変革には、ERPシステムの置き換え、倉庫の自動化、ロボット工学、あるいは全社規模のデータプラットフォームの導入などが含まれる場合があります。一方、デジタルリーン生産方式は、より限定的で実践的なアプローチです。製造現場における無駄、流れ、品質、そして説明責任に直接影響を与えるワークフローに焦点を当てています。.
これは、多くのチームが高額な「スマートファクトリー」プロジェクトと結びつけるイメージとも異なります。リーンオペレーションをデジタル化するために、高度な自動化システムや、あらゆる機械への産業用IoTの導入、数百万ドル規模のMES(製造実行システム)の導入は必要ありません。多くの工場では、紙の監査シートをモバイルフォームに置き換えたり、異常報告を自動的にルーティングしたり、未解決のアクション項目をリアルタイムダッシュボードに表示したりといった、はるかにシンプルな変更から最初の成果が得られます。.
リーン思考は依然として最優先事項であり、デジタル技術によってそれが定着する。
ホワイトボードを使うかタブレットを使うかにかかわらず、リーン原則は変わりません。無駄を排除し、作業を標準化し、根本原因を解決し、継続的改善の文化を構築することに重点を置く点は変わりません。デジタルツールがもたらすのは、実行規律の向上です。より正確なタイムスタンプ、迅速なエスカレーション、よりクリーンなデータ、そしてシフト、ライン、部門全体にわたるリアルタイムの可視性などが実現します。.
自動車部品工場では、生産管理者が機械加工、組み立て、最終検査の各工程を毎日巡回する「現場視察(ゲンバウォーク)」を実施することがあります。紙媒体では、問題点はしばしば書き留められ、簡単に話し合われた後、ノートやスプレッドシートの中に埋もれてしまいます。デジタルリーン生産方式では、同じ管理者がモバイル端末で異常を記録し、担当者を即座に割り当て、写真を添付し、期日を設定し、エリアごとの解決率を追跡することができます。リーン生産方式自体は変わっていませんが、工場がこの方式を継続的に運用できる可能性は格段に高まります。.
これが次のような用語が使われる理由です リーンデジタルトランスフォーメーション そして リーン4.0 どちらも、古典的なリーン思考と最新のデジタル実行を融合させる取り組みを指している。その目的は、デジタル化そのものにあるのではなく、実際の生産現場において、リーンシステムをより迅速に対応でき、測定可能で、再現性の高いものにすることにある。.
デジタルリーン生産方式が製造現場でどのように機能するか
実際には、デジタルリーン生産方式は通常、摩擦の多いいくつかのプロセスから始まります。これらは、紙、Excel、電子メールによって遅延が発生したり、問題が隠蔽されたりするルーチン作業です。一般的な例としては、初回合格率報告、保守対応追跡、段取り替えチェックリスト、不適合処理、階層型プロセス監査、カイゼン活動管理などが挙げられます。.
電子機器組立工場を例にとってみましょう。作業員がシフト終了時に手作業で欠陥を記録する場合、品質問題の確認は数百枚もの基板が生産された数時間後になってしまう可能性があります。欠陥タグ、エスカレーションワークフロー、ラインレベルのダッシュボードといったリーンツールをデジタル化することで、管理者は繰り返し発生するはんだ付け不良をほぼリアルタイムで把握し、早期に封じ込め措置を講じ、不良コストを削減できます。多品種少量生産の環境では、このスピードが小規模な修正で済むか、大規模な再加工が必要になるかの分かれ目となるのです。.
食品製造業においても同様のことが言えます。食品製造業では、法令遵守とトレーサビリティがリーン生産方式と密接に結びついています。品質管理責任者は標準作業手順や視覚管理を引き続き活用するかもしれませんが、デジタルフォームを使用することで、衛生チェック、温度確認、是正措置のすべてが確実に記録されるようになります。重要管理点(CCP)のチェックが漏れた場合、システムはシフト終了時の紙ベースのレビューを待つことなく、担当スーパーバイザーに即座に通知することができます。.
「デジタル化リーンツール」の実際の内容とは
製造業者がリーンツールのデジタル化について語る場合、通常は静的な記録から連携したワークフローへとリーン活動の変換を意味します。これには、デジタル5S監査、A3問題解決フォーム、カイゼン提案システム、アクションレジスター、TPM検査チェックリスト、日々の管理ボードなどが含まれます。その価値は、単にフォームが電子化されることだけではありません。データに基づいてアクションがトリガーされ、ダッシュボードに反映され、説明責任が自動的に確立されるという点にこそ価値があるのです。.
例えば、3 つの工場で毎月カイゼン イベントを実施しているリーン マネージャーは、すべての改善が別々の Excel ファイルに保存されている場合、その効果を証明するのに苦労するかもしれません。ノーコード プラットフォーム、例えば Jodoo 改善提案を一元管理し、フォローアップタスクを割り当て、期限切れのアクションを追跡し、コスト削減、リードタイム短縮、欠陥傾向などを1つのダッシュボードに表示できます。これにより、ワークショップ終了後、どのプロジェクトが成果を上げ、どのプロジェクトが停滞したかを経営陣に容易に示すことができます。.
これは重要な点です。なぜなら、多くのリーンプログラムは、継続性という点で失敗するからです。業界調査では、継続性の欠如が、初期段階での成果後に継続性が失われる主な原因であることが一貫して示されています。アクションアイテムがメールのやり取りやローカルのスプレッドシートに埋もれてしまうと、標準作業を維持することが難しくなり、ラインや拠点全体に改善を拡大することはさらに困難になります。.
Lean 4.0がどこに当てはまるのか
リーン4.0は、リーン思考とインダストリー4.0の機能が融合した地点として理解するのが最も適切です。実際の製造業においては、これは流れ、品質、問題解決をサポートするために適切なレベルのリーン製造技術を活用することを意味します。これには、高度なロボット工学やAIだけでなく、モバイルデータ収集、ワークフロー自動化、ダッシュボード、バーコードスキャン、機械データ統合、役割ベースのアラートなども含まれます。.
ほとんどの工場管理者にとって、リーン4.0は可視性と対応時間の確保から始めるべきです。ラインごとのダウンタイム、繰り返し発生する不具合の原因、期限切れの監査措置、カイゼン完了率などを表示するダッシュボードがあれば、管理者はより早期に介入できるようになります。業界調査によると、リアルタイムの可視性とデジタルワークフローの導入を改善した製造業者は、大規模な自動化投資を行う前から、対応速度、コンプライアンスの一貫性、労働生産性において目に見える成果を上げていることが多いのです。.
重要なのは、技術をプロセス上の問題に合わせることです。検査漏れが問題であれば、デジタル監査ワークフローから始めましょう。是正措置・予防措置(CAPA)の完了が遅いことが問題であれば、自動化されたアクション追跡とエスカレーションから始めましょう。効果的なリーン生産方式のデジタル化とは、最先端のシステムを購入することではなく、工場が既に依存しているリーンルーチンに、信頼性の高い実行機能を組み込むことなのです。.
リーンなデジタルトランスフォーメーションを遅らせる一般的な問題点
多くの工場がリーン生産方式で苦労しているのは、チームの規律や理解が不足しているからではありません。実際には、より大きな問題は、システムが依然として紙、スプレッドシート、ホワイトボード、そして断片的なメッセージに基づいて構築されていることです。これがリーン生産方式の意図と日々の実行との間にギャップを生み出し、 リーン生産方式のデジタル化 リーダーシップが継続的な改善を支持している場合でも、しばしば停滞する。.
これは自動車、電子機器、食品工場でよく見られるパターンです。工場ではカイゼン活動を実施し、階層的なプロセス監査を行い、毎シフト欠陥を追跡しているにもかかわらず、データがあまりにも多くの場所に分散しているため、繰り返し発生する問題を見逃してしまうことがあります。言い換えれば、問題はリーン思考そのものではなく、時代遅れのツールが リーンツールのデジタル化 動作が遅く、手作業が多く、拡張性に乏しい。.
紙のフォームは廃棄物を隠蔽する
紙は依然として最大の障害の1つであり、 デジタルリーン生産方式. 作業員は、時間当たりの生産量、機械の停止時間、初回合格率、品質チェックなどを手書きで記録し、シフト終了時にそれらのシートを監督者に渡すことがある。誰かがデータをExcelに入力する頃には、生産ラインはすでに何時間もの対応時間を失っている。.

自動車部品工場の生産管理者が、午前中のシフト中にプレスラインでバリ欠陥が増加していることに気づいたとします。作業員はそれを紙のチェックシートに記録し、品質技術者は後でそれを指摘し、監督者は午後の会議でようやくそれを確認します。本来なら20分で対処できるはずだったものが、半日の遅延となり、不良品、手直し、顧客リスクが増加します。.
紙媒体は、ラインやサイト間の標準化を弱める。あるチームは詳細なメモを書き、別のチームはチェックマークを使用し、さらに別のチームはフォームの提出を完全に忘れる。この一貫性の欠如は リーンデジタルトランスフォーメーション 工場側が問題解決に用いる基本データを信頼できないため、より困難になる。.
スプレッドシートの乱立は、管理ではなく混乱を生む。
スプレッドシートは、最初は手っ取り早い解決策として使われることが多いが、時間が経つにつれて、隠れた無駄の源となってしまう。リーンマネージャーは、カイゼンアイデア、A3レポート、8D調査、アクション追跡、監査結果、KPIサマリーなどをそれぞれ別のファイルで管理することが多い。これらのファイルがメールで共有されたり、異なるフォルダに保存されたりすると、バージョン管理が日常的な問題となる。.
これは特に電子機器製造においてよく見られる現象で、複数のチームが欠陥、生産ラインの損失、設計変更などを並行して追跡している場合がある。あるワークブックには欠陥の傾向が示され、別のワークブックには是正措置が記録され、さらに別のワークブックは品質管理部門が顧客からの苦情に対応するために使用されている。信頼できる唯一の情報源がないため、チームは問題解決ではなく、ファイルの照合に時間を費やしてしまう。.
コストは事務的な煩わしさだけにとどまらない。業界の推定によると、知識労働者は 20%から30%までの彼らの時間 情報の検索や欠落データの再構築。工場環境では、こうした遅延は対応速度、エスカレーションの質、そしてリーンプログラム自体の信頼性に影響を与える。.
承認の遅延が業務の進行を遅らせる
リーン生産方式による改善は、多くの場合、迅速な意思決定に依存します。治具の変更、一時的な封じ込め措置、保守依頼、またはプロセスパラメータの変更には、生産、品質、エンジニアリング、またはEHS(環境・安全・衛生)部門からの承認が必要となる場合があります。承認が紙の書類、メールのやり取り、またはチャットメッセージを通じて行われる場合、業務が部門間で滞ってしまう可能性があります。.
食品製造工場が良い例です。例えば、包装作業中にラインチームが繰り返し重量不足の製品を発見し、短期的な校正チェックと恒久的な機械設定の変更を提案したとします。承認が翌日まで保留されると、根本原因がすでに判明しているにもかかわらず、工場はリスクのある在庫を生産し続けてしまいます。.
ここは多くの人が リーン4.0 取り組みは勢いを失う。チームは無駄を迅速に特定できるかもしれないが、周囲のシステムは同じスピードで動けない。リーン生産方式は短いフィードバックループに依存しており、承認の遅延はループを長引かせ、是正措置が予防的ではなく事後的なものになってしまう。.
品質ログが途切れるとフィードバックループが壊れる
品質データは、入荷検査票、工程内チェックシート、不適合報告書、顧客クレーム、保守記録など、さまざまな媒体に分散していることがよくあります。これらの記録が連携していないと、工場側は問題間の関連性を把握できません。そのため、繰り返し発生する欠陥が、体系的なパターンではなく、個別の事例として現れる可能性があります。.
例えば、電子機器組立工場では、はんだブリッジの欠陥はライン検査員によって記録される一方、再加工の詳細は別のファイルに保存され、SMTメンテナンス設定は別の場所に保存されます。生産チームは歩留まりの低下を、品質管理チームは欠陥を、メンテナンスチームは機械のばらつきを把握しますが、誰も全体像を一つのワークフローで把握することはできません。このような分断が、根本原因分析の速度低下と精度低下につながります。.
これは大きな障壁です リーン生産方式 導入。デジタルツールは異常の検出、エスカレーション、分析を容易にするはずだが、多くの工場では、背後にあるプロセスを連携させることなく、単に書類をデジタル化しているだけだ。その結果、意思決定の改善につながることなく、収集するデータ量が増えるだけになっている。.
トレーサビリティが不十分だと問題解決が難しくなる
トレーサビリティはリーン生産方式において不可欠であり、特に欠陥の発生源、影響を受けたシフト、封じ込め策の有効性を確認する必要がある場合はなおさらです。しかし、多くの工場では依然として手書きのバッチ番号、手作業によるロット追跡、生産と品質管理間の連携が不十分な記録に頼っています。問題が発生すると、チームは問題解決に着手する前に、基本的な事実を把握するために何時間も費やさなければなりません。.
食品・飲料製造業において、これは深刻な操業上の影響をもたらす可能性があります。最終検査で包装シールの不具合が検出された場合、工場は製品コード、機械、作業者、時間帯、原材料のロット番号を迅速に特定する必要があります。これらの詳細情報が複数のログに分散している場合、対応は必要以上に複雑かつ高額になり、在庫の保留や生産時間の損失につながります。.
トレーサビリティが弱いと、説明責任も損なわれる。工場が異常をプロセスステップに明確に結びつけることができない場合、アクションの責任者を割り当てたり、対策を検証したり、再発を防止したりすることが難しくなる。これは、 リーンデジタルトランスフォーメーション問題を早期に可視化し、対策を測定可能にする。.
陳腐化したKPIボードが日々の管理を遅らせる
リーン生産方式においてビジュアルマネジメントは中心的な役割を担いますが、多くのKPIボードはリアルタイム制御をサポートするには更新速度が遅すぎます。一部の工場では、いまだに監督者が時間当たりの生産量、ダウンタイム、不良品、OEEの数値をホワイトボードに書き写し、シフト終了後にExcelで集計しています。管理者が数値を確認する頃には、今日のボトルネックではなく、昨日の損失を見ていることになります。.
ティア1自動車部品サプライヤーのラインリーダーは、週の間に段取り替えによる損失が増加したことを把握しているかもしれないが、ダッシュボードの更新が1日1回しかない場合、チームは影響を受けたシフト中に対応することができない。そのため、問題のエスカレーションが遅れ、日々の現場巡回における責任の所在が曖昧になる。例外管理を行う代わりに、リーダーは数値が最新のものかどうかを確認することに時間を費やしてしまう。.
これが多くの工場が追求している理由の1つです デジタルリーン生産方式 しかし、依然として遅行指標に基づいて運用されている。問題はダッシュボードのデザインだけではない。問題は、ソースデータ、ワークフロー、および現場からの報告が、リアルタイムの運用状況を把握できるほど十分に連携していないことにある。.
是正措置はしばしば実行に移されない
リーンプログラムが信頼性を失う最も一般的な理由の一つは、完了処理の規律が不十分であることです。チームは監査、カイゼン活動、安全パトロール、問題解決セッションなどで問題を特定しますが、その結果として生じるアクションアイテムは非公式に追跡されます。会議議事録に記録されたものもあれば、スプレッドシートにまとめられたもの、誰も見返すことのないメールのやり取りの中に残されたものもあります。.
改善プログラムに関する調査では、継続的改善において実行が最も難しい部分であることが一貫して示されています。実際には、多くの工場が毎月数十もの改善機会を特定できるにもかかわらず、有効性が検証された上で期限内に完了するのはごく一部に過ぎません。そのため、未解決のアクションリストは増え続け、同じラインで繰り返し発生する問題も後を絶ちません。.
例えば、3つのSMTラインで毎月階層的なプロセス監査を実施している電子機器工場を考えてみましょう。監査の結果、フィーダー検証の欠落、ESDチェックの不整合、再加工ラベルの不明瞭さが発見されました。これらの発見事項を自動化された担当者割り当て、リマインダー、エスカレーション、および完了状況の追跡なしに手動で記録した場合、翌月には同じ問題が再び発生する可能性が高いでしょう。.
本当の問題はリーンそのものではなく、リーンを取り巻くオペレーティングシステムにある。
工場が苦労しているとき リーン生産方式のデジタル化, そのため、組織にコミットメントが欠けていると簡単に考えてしまいがちです。しかし、多くの場合、それは誤った結論です。工場にはすでに強力なリーン生産方式、訓練された監督者、定期的な改善ルーチンがあるかもしれませんが、それらのルーチンは依然として、遅延、ばらつき、引き継ぎ漏れを隠蔽する時代遅れのシステム上で稼働している可能性があります。.
だからこそ成功している リーン4.0 リーン生産方式のプログラムは通常、大規模なテクノロジー導入ではなく、実践的なワークフローの改善から始まります。目標は、監査、品質チェック、エスカレーション、承認、アクション追跡、KPIレポートといった、リーン生産方式を支える日常的なプロセスにおける摩擦を軽減することです。これらのワークフローが連携することで、無駄が容易に把握できるようになり、リーンチームは情報収集に費やす時間を減らし、プロセスの改善により多くの時間を費やすことができるようになります。.
工場管理者やオペレーション責任者にとって、メッセージは単純明快です。リーンイニシアチブが持続的な成果を上げていない場合、問題はリーン戦略そのものではないかもしれません。紙、スプレッドシート、そして連携していないシステムといった現状の混在が、リーン戦略の実現を妨げている可能性があります。 リーン生産方式 本来の役割を果たすことから逸脱している。つまり、異常を可視化し、対応を迅速化し、大規模な改善を持続させるということだ。.
迅速な成果を上げるために、どのリーンプロセスを最初にデジタル化すべきか
リーン生産方式のデジタル化で迅速に成果を出したいなら、大規模なMESの導入や複雑な工場全体のシステム置換から始めるべきではありません。監督者、エンジニア、オペレーターが毎日実行しているものの、現在紙、スプレッドシート、ホワイトボード、WhatsAppメッセージで管理しているリーンプロセスから始めましょう。初期段階で最適な候補は、次のようなワークフローです。 反復的で、複数の機能にまたがり、時間的制約があり、手作業で維持するのが難しい シフトやラインを越えて。.
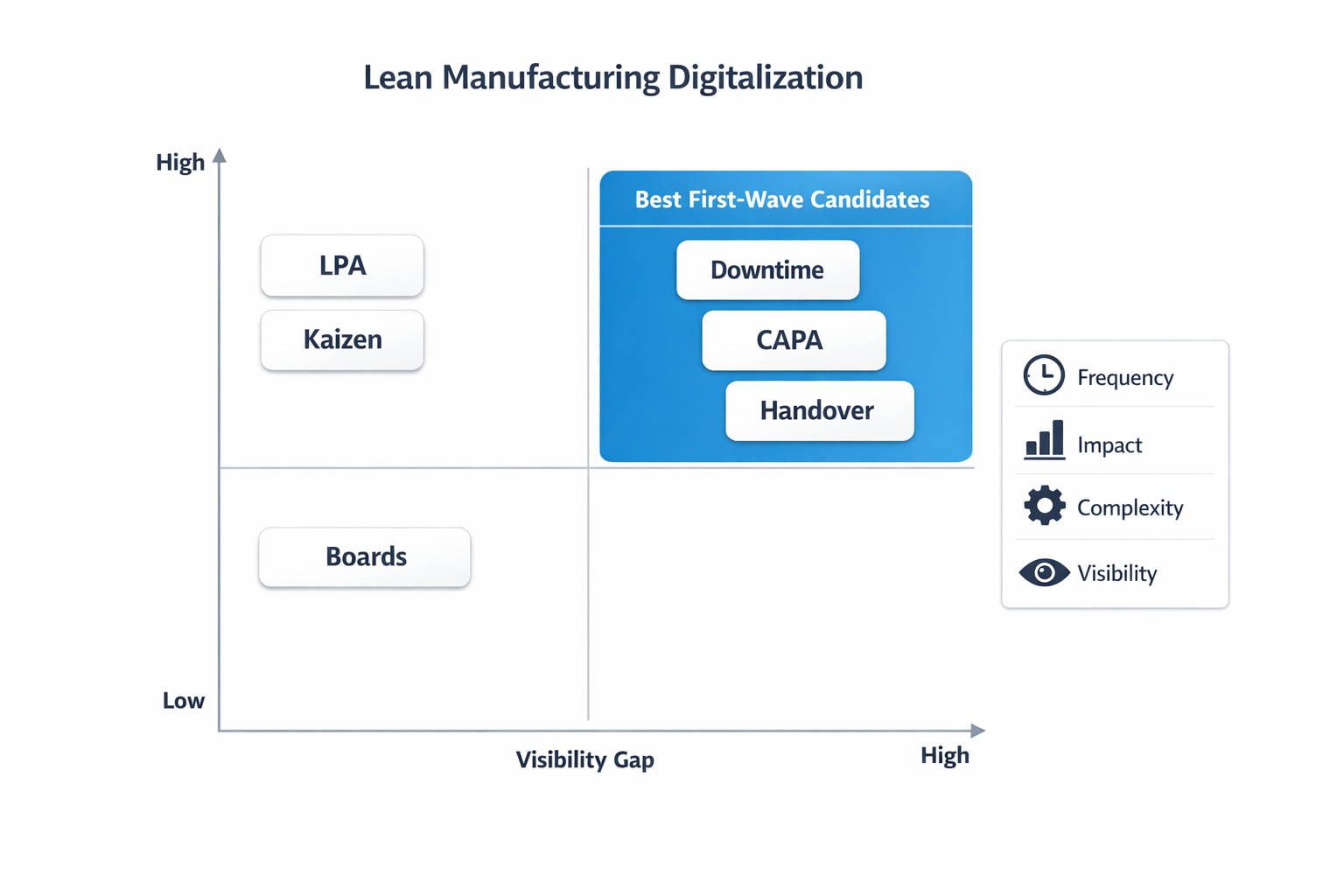
優先順位付けの簡単な方法は、各プロセスを頻度、ビジネスへの影響、調整の複雑さ、可視性のギャップという4つの要素で評価することです。例えば、生産、品質、保守に関わる毎シフトの作業で、リアルタイムの追跡が不十分な場合は、優先順位リストの最上位に置くべきです。デジタルリーン生産方式は、まさにこのような場面で迅速な成果を生み出します。遅延を削減し、実行を標準化し、問題が不良品、ダウンタイム、納期遅延に発展する前に可視化できるからです。.
実践的な優先順位付けフレームワークを使用する
優れた初期候補リストには、通常、手作業が多く、データの信頼性が低いプロセスが含まれます。あなたのチームがシフト終了時にデータを再入力したり、署名を集めたり、会議後にアクションアイテムを紛失したりしている箇所を考えてみてください。多くの工場では、これらは戦略的な計画プロセスではなく、現場での実行プロセスなのです。.
リーンツールをデジタル化する前に、以下の5つの実用的な質問を自問してみましょう。プロセスは毎日、あるいは毎週行われますか?複数の部署が関わっていますか?フォローアップが漏れることはよくありますか?報告が遅れたり、不完全だったりしますか?モバイルフォーム、ワークフローアラート、またはライブダッシュボードを導入すれば、対応時間がすぐに改善されますか?これらの質問のほとんどに「はい」と答えるなら、そのプロセスはリーンデジタル変革の有力候補と言えるでしょう。.
1. 階層型プロセス監査
階層型プロセス監査は、構造化され、反復的で、紙媒体では管理が不十分な場合が多いため、最も早く効果が得られるものの1つです。電子機器組立工場を例にとると、生産マネージャーがチームリーダー、スーパーバイザー、工場長に異なる頻度でLPA(階層型プロセス監査)を完了することを期待しているにもかかわらず、紙のチェックリストはバインダーに綴じられ、問題は何週間も未解決のままになっている状況を想像してみてください。LPAをデジタル化することで、各監査をモバイル端末で完了させることができ、写真、タイムスタンプ、担当者、期日、是正措置が期限切れになった場合のエスカレーションルールなどを設定できます。.
これは、監査が改善につながるのは、発見された内容が行動に結びついた時だけであるため重要です。デジタルワークフローは、失敗したチェックポイントを責任のあるエンジニアに自動的にルーティングし、ラインスーパーバイザーに通知し、ダッシュボードに領域別の未解決問題を表示できます。ISO 9001認証や顧客監査のプレッシャーを受けている工場にとって、これはトレーサビリティを向上させると同時に、リーン4.0を理論ではなく実践的なものに感じさせます。.
2. カイゼン提案と改善状況の追跡
多くの工場では継続的な改善を推進していますが、従業員のアイデアはメールのやり取りや提案箱の中に埋もれてしまい、フィードバックの仕組みがありません。これは参加意欲を阻害します。なぜなら、決定や結果が目に見えないと、作業員はアイデアを提出しなくなるからです。デジタル化されたカイゼンワークフローを導入すれば、写真付きでのアイデア提出、廃棄物の種類別分類、承認ルートの設定、実施状況の追跡、時間、不良品、床面積の削減効果の測定などが容易になります。.
自動車部品工場では、作業員が動作の無駄を削減できるような小さな治具の変更を頻繁に発見することがあります。しかし、こうしたアイデアは、紙の上でチームボードに掲示されるだけで、それ以上進展しない可能性があります。リーン生産方式の技術を使えば、それぞれのアイデアをスマートフォンに記録し、エンジニアリング部門がレビューし、エリアマネージャーが承認し、完了するまで追跡することができます。これは、従業員のエンゲージメントを高めると同時に、経営陣に実施された改善点と投資対効果(ROI)の明確な記録を提供するため、リーンデジタル変革における強力な第一歩となります。.
業界調査によると、従業員主導の継続的改善プログラムは、参加が継続されれば大きな成果を生み出すことができるものの、多くの製造業者は単発的なカイゼン活動から抜け出すのに苦労している。デジタル化の利点は、単にアイデアを集めることだけではなく、評価と完了のプロセスにおける説明責任とスピードを高めることにある。だからこそ、カイゼンのためのリーンツールをデジタル化することで、多くの場合、1四半期以内に目に見える文化的および業務上のメリットが得られるのだ。.
3. CAPAおよび不適合報告
是正措置と予防措置の追跡は、品質、生産、エンジニアリング、管理を自然に結びつけるため、非常に価値のある出発点となります。例えば、食品製造業では、包装の欠陥やラベルの誤りが、再作業、在庫の保留、複数のチームにまたがる緊急調査を引き起こす可能性があります。もしこのプロセスが分断されたExcelファイルやメールで管理されている場合、対応が遅れ、根本原因が不明瞭なままとなり、問題が繰り返し発生することになります。.
デジタルCAPA(是正措置・予防措置)または不適合ワークフローは、欠陥の種類、ライン、ロット、シフト、封じ込め措置、根本原因、担当者、期日など、記録される項目を標準化します。また、検証が文書化されるまで問題が解決済みとみなされないクローズドループシステムを構築します。デジタルリーン生産方式の強化を目指す工場にとって、これは理想的な活用事例です。なぜなら、問題解決の規律を事後的な品質管理ではなく、追跡可能な日々のプロセスへと変えることができるからです。.
4. ダウンタイムのログ記録とエスカレーション
ダウンタイムデータは入手可能な場合が多いものの、必ずしも正確であったり、実用的な情報として活用できるとは限りません。多くの工場では、作業員が機械の停止状況を紙に記録し、監督者が後でそれを要約し、保守部門は停止からかなり時間が経ってから不完全な情報を受け取ります。その時点では、詳細は曖昧で、コードは一貫性がなく、実際の最大損失額を正確に把握することは困難です。.
ダウンタイムのログ記録をデジタル化することで、状況は一変します。オペレーターはタブレットやモバイル端末から、停止理由、機械の種類、停止時間、写真などの証拠をリアルタイムで記録でき、長時間の停止が発生した場合は自動アラートで保守部門に通知されます。例えば、自動車プレス工場では、これにより、工具の問題、材料不足、軽微な停止、待ち時間などを区別し、最大の損失を正確に優先順位付けすることが可能になります。これこそまさに、リーン生産方式4.0の出発点となるべきものです。よりクリーンな実行データに基づいて、日々の意思決定を迅速化できるのです。.
5. シフト交代
シフト交代は、デジタル化すべきリーンワークフローの中でも最も過小評価されているものの1つです。引き継ぎが不十分だと、トラブルシューティングの繰り返し、メンテナンスフォローアップの漏れ、チーム間の品質管理のばらつきなどが発生します。交代するスーパーバイザーが手書きのメモを残したり、断片的なチャットメッセージを送ったりすると、交代するチームは不完全な情報でシフトを開始せざるを得なくなります。.
デジタルシフト引き継ぎフォームは、生産状況、安全上の問題、機械の異常、品質アラート、資材不足、未解決事項などを標準化された構造で記録します。必須項目を設定したり、写真を添付したり、未解決事項を次のシフトリーダーや部門長に引き継いだりすることも可能です。リーン生産方式のデジタル化に注力する工場管理者にとって、これはコアとなる生産プロセスを変更することなく日々の規律を向上させるため、非常に実用的な活用事例となります。.
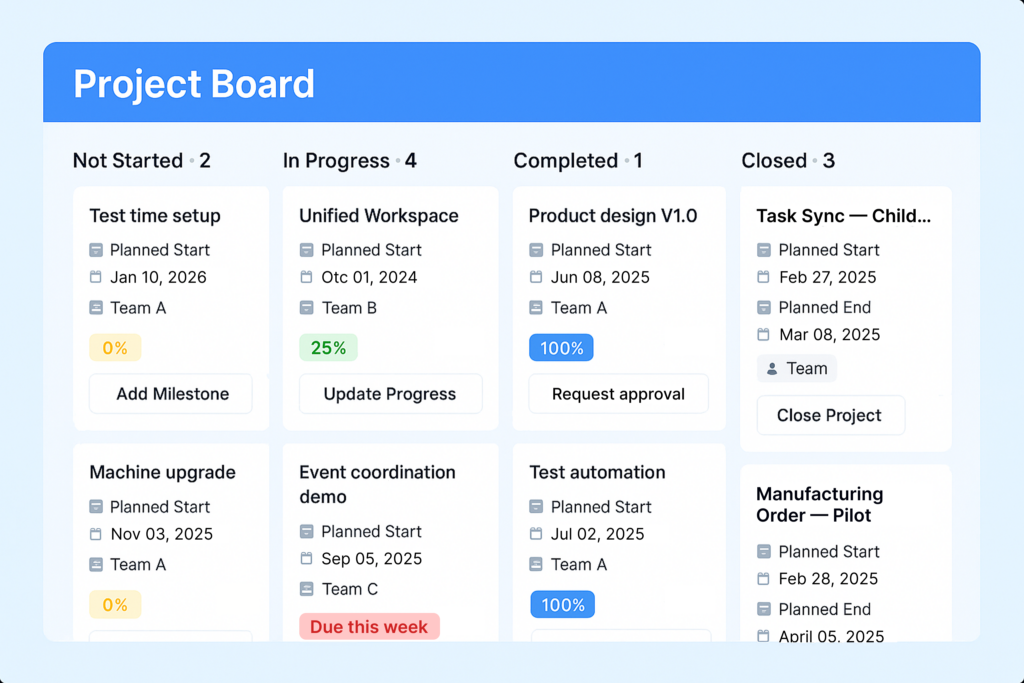
6. 日々の管理ボード
多くの工場では、今でも物理的なホワイトボードを使って日々の管理を行っており、ホワイトボードは1日に1、2回手動で更新される。視覚的な管理は役立つものの、データはしばしば遅延したり、一貫性を欠いたり、複数のラインにわたって統合するのが困難だったりする。ある管理者が別の管理者とダウンタイムの定義が異なる場合、ホワイトボードは議論の場にはなるかもしれないが、信頼できる意思決定の場にはならないだろう。.
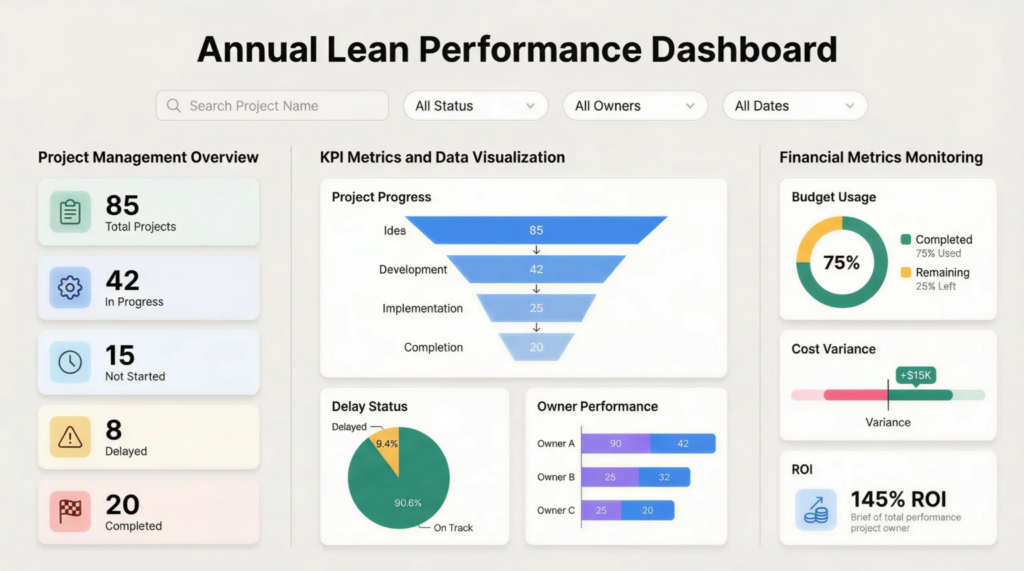
デジタル日次管理ボードは、視覚的な管理原則を維持しながら、スピードと精度を向上させます。監査、ダウンタイムログ、品質インシデント、アクション追跡、生産レポートなどのリアルタイムデータを、ライン、シフト、工場ごとに1つのダッシュボードに集約できます。複数の拠点を統括するオペレーションディレクターにとって、これは最も効果的なリーン生産方式技術の一つです。なぜなら、一日の終わりにスプレッドシートを待つことなく、共通の運用状況を把握できるからです。.
実行から始め、それから展開する
リーンデジタル変革における最大の誤りは、日々の工場業務からかけ離れた技術ロードマップから始めることです。成功するチームは、まず管理者が既に改善を望んでいる、いくつかの煩雑なワークフローから着手し、データの標準化、フォローアップの自動化、そしてそれらのプロセスを中心としたダッシュボードの構築を行います。LPA(リーンプロセス改善)、カイゼン、CAPA(是正措置・予防措置)、ダウンタイム、シフト交代などで導入が実証されれば、より広範なデジタルリーン製造イニシアチブへの展開がはるかに容易になります。.
これも、ノーコードプラットフォームが製造業で注目を集めている理由の一つです。カスタム開発に何ヶ月も待つ代わりに、オペレーションチームは実際のSOPに基づいてフォーム、ワークフロー、ダッシュボードを構成し、状況の変化に応じて改善することができます。 Jodoo, これにより、リーンツールを段階的にデジタル化し、部門横断的なアクション追跡を連携させ、リーン4.0を長期的なITプロジェクトではなく、製造現場向けの実際的なオペレーティングシステムに変えることができます。.
デジタルリーン生産方式導入のための実践的なロードマップ
リーン生産方式のデジタル化は、ITプロジェクトとしてではなく、業務改善プログラムとして捉えることで最大限の効果を発揮します。多くの工場では、既に強力なリーン手法が文書化されていますが、実際の運用は依然としてホワイトボード、スプレッドシート、シフト表、そしてメールやWhatsAppによるフォローアップに依存しています。こうしたギャップこそが、遅延、見落とし、そして責任の所在の不明確さを生み出す原因となります。実践的なロードマップがあれば、手作業によるリーンルーチンから、管理された測定可能な方法でデジタルリーン生産方式へとスムーズに移行できます。.
重要なのは、順序付けです。不安定なプロセスをデジタル化しても、無駄が加速するだけです。まず標準化を行い、慎重にパイロットテストを実施し、早期に成果を測定すれば、リーンなデジタル変革の正当性が高まり、ライン、部門、拠点全体への展開がはるかに容易になります。.
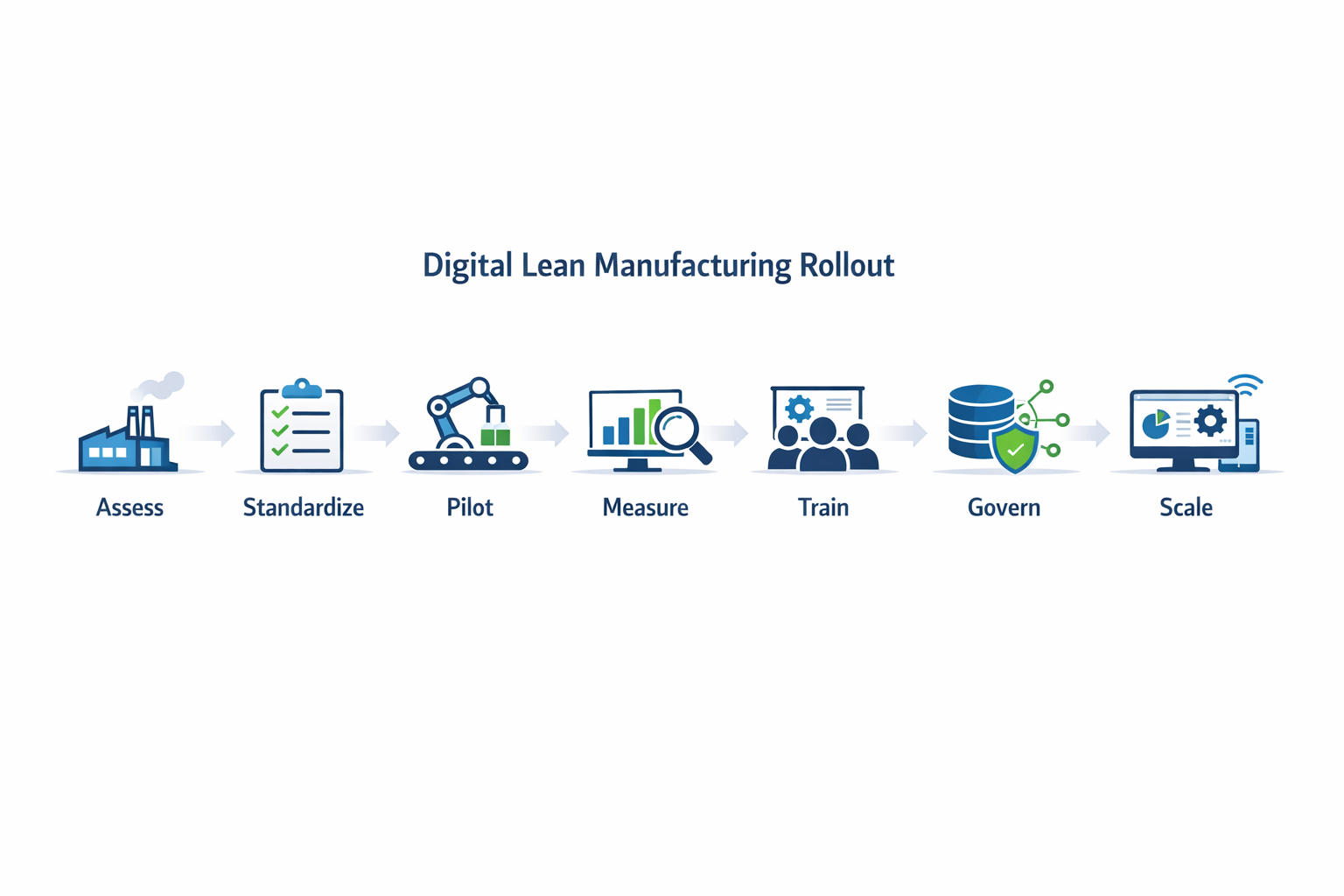
ステップ1:現状を詳細に評価する
まず、標準作業手順書(SOP)に記載されている方法ではなく、実際のリーン活動の実施状況をマッピングすることから始めましょう。日々の管理会議、階層的なプロセス監査、カイゼン提案の処理、5Sチェック、逸脱のエスカレーション、是正措置・予防措置(CAPA)のフォローアップ、生産報告などを確認してください。多くの工場では、プロセスが紙のフォーム、Excelファイル、そして管理者の記憶に分散しているため、サイクルタイムを把握しにくく、改善はさらに困難になっています。リーン生産方式の技術を選択する前に、データがどこで作成され、誰が更新し、誰が承認し、アクション項目がどこで滞っているのかを文書化してください。.
有用なベースライン指標としては、監査完了率、平均是正措置完了時間、期限切れのカイゼン作業数、初回合格率、現場異常への対応時間などが挙げられます。業界調査によると、リアルタイムの運用データを使用する製造業者は、紙ベースの環境と比較して、特に品質管理や保守対応において、意思決定のスピードを大幅に向上させることができます。単純なベースライン数値だけでも、リーン生産方式のデジタル化が最初の30~90日以内に価値を生み出しているかどうかを証明できます。.
ステップ2:自動化する前にプロセスを標準化する
デジタルリーン生産方式における最もよくある間違いの一つは、本来最初に統一すべきだったローカルなばらつきを自動化してしまうことです。あるラインでは12項目の5Sチェックリストを使用し、別のラインでは18項目、さらに別のラインでは明確な採点方法がない場合、問題はソフトウェアにあるのではなく、プロセス規律とガバナンスにあります。デジタルワークフローが5つの相反する習慣ではなく、合意された1つの方法を反映するように、まず標準化作業を行う必要があります。.
これは、A3、8Dワークフロー、LPA、カイゼンフォームなどのリーンツールをデジタル化する際に特に重要です。最低限必要な項目、エスカレーションルール、担当者、完了基準、レビュー頻度を定義します。たとえば、LPAで発見された不適合を2時間以内に担当者を割り当て、72時間以内に完了させる必要がある場合、そのルールはワークフローに組み込む前に明確に定義しておく必要があります。優れたリーン4.0の実行は、単に画面を改善するだけでなく、プロセスの明確化から始まります。.
この段階では、監督者、継続的改善リーダー、品質保証担当者、保守担当者をまとめて関与させましょう。食品製造工場では、衛生検査フォームがシフトごとに異なるため、監査傾向分析が信頼できないという問題が生じる可能性があります。そこで、デジタルチェックリスト、採点基準、エスカレーション手順を標準化することで、工場はパフォーマンスに関する共通言語を確立できます。これにより、報告の有用性が向上し、指導の一貫性が高まります。.
ステップ3:まず、インパクトの大きいワークフローを1つ試験的に導入する
リーンシステム全体を一度にデジタル化しようとしないでください。まずは、頻繁に発生し、目に見える形で反映され、かつ運用上の負担が大きいワークフローから始め、迅速な成果が得られるようにしましょう。多くの工場では、階層化されたプロセス監査、カイゼン活動の追跡、シフト交代ログ、欠陥のエスカレーション、現場検査ワークフローなどが、パイロットプロジェクトとして最適です。これらのプロセスは毎日または毎週発生し、複数の役割が関わり、フォローアップが漏れるという問題がしばしば生じます。.
優れたパイロットプロジェクトには明確な境界線があります。例えば、電子機器組立工場では、SMTラインと最終組立ラインのそれぞれ1つずつでLPA(リーンプロセス分析)の実行をデジタル化することを選択するかもしれません。監査担当者はモバイルデバイスでチェックリストを記入し、不適合が発生すると自動的にタスクが割り当てられ、問題発生箇所に写真が添付され、未解決事項は生産、品質、エンジニアリング部門が閲覧できるダッシュボードで追跡されます。これは、標準作業、問題管理、可視性を1つのクローズドループプロセスに統合しているため、リーン生産方式のデジタル化の実践的な例と言えます。.
Jodooのようなノーコードプラットフォームを使用すれば、運用チームは長いカスタム開発サイクルを待つことなく、このようなワークフローを構築できます。監査用のフォームを設定したり、是正措置のルーティングを自動化したり、期限切れ項目や繰り返し発生する問題に関するダッシュボードを作成したりできます。これは、工場がITリソースの確保に何ヶ月も待たされると、リーンなデジタルトランスフォーメーションの勢いが失われてしまうことが多いため重要です。設定が迅速に行えれば、パイロット段階が有効なうちに、工場はプロセスをテスト、学習、改善することができます。.
ステップ4:システムの使用状況だけでなく、価値実現までの時間を測定する
パイロットプロジェクトの成果は、ログイン数だけで判断すべきではありません。新しいプロセスが業務成果を向上させるかどうかを測定する必要があります。初期段階で良好な指標となるのは、アクション完了時間の短縮、未解決問題の減少、監査完了率の向上、エスカレーション対応の迅速化、手動報告作業の削減などです。これらは、安全性、品質、納期、労働効率に直接的に結びつくため、工場管理者にとって重要な指標となります。.
例えば、以前は紙の監査結果をExcelにまとめるのに毎週6時間かかっていた工場が、デジタルワークフローによってそれが1時間に短縮された場合、時間の節約は即座に目に見える形で現れます。是正措置の完了までの平均日数が10日から4日に短縮されれば、プロセスが問題をより迅速に管理できるようになるため、その価値はさらに高まります。典型的なCIシナリオでは、工場は未解決のアクション項目を以下のように削減できます。 50%~70% 所有権、期日、エスカレーション状況をリアルタイムで可視化するだけで、こうした具体的な成果が得られます。これは、より広範なリーン4.0イニシアチブへの支持を高めるための、測定可能な成功事例と言えるでしょう。.
価値実現までの期間は、最初の1か月以内に見直し、その後60日後と90日後に再度見直す必要があります。これにより、パイロット運用の公平性を保ち、ワークフローのルール、通知、ダッシュボードのデザインを洗練させることができます。オペレーターが入力項目をスキップしたり、管理者が証拠なしに問題をクローズしたりしている場合は、貴重なフィードバックとなります。パイロット運用の目的は、最初のバージョンが完璧であることを証明することではなく、デジタルサポートによってプロセスが迅速に改善できることを証明することです。.
ステップ5:展開プロセスに変更管理を組み込む
たとえ最先端のリーン生産方式技術であっても、作業員や管理者がそれを余計な事務作業と捉えれば、失敗に終わるでしょう。変更管理は導入初日から組み込む必要があります。つまり、ワークフローが変わる理由、それが解決する問題、各役割に期待されること、そして成功をどのように評価するかを説明する必要があるのです。重複入力の減少、承認の迅速化、担当者の明確化など、直接的なメリットが分かると、人々はデジタルツールをより早く受け入れるようになります。.
トレーニングは役割に基づいた実践的なものであるべきです。オペレーターは、モバイルデバイスで問題の報告、写真の添付、操作の確認を行う方法を知る必要があります。スーパーバイザーは、例外の確認方法と障害のエスカレーション方法を知る必要があります。継続的改善(CI)担当者と工場管理者は、コンプライアンスの監視だけでなく、チームを指導するのに役立つダッシュボードビューを必要としています。複数のシフトで稼働する電子機器工場や自動車工場では、教室での講義中心のプログラムよりも、シフト制の短いトレーニングセッションの方が効果的な場合が多いです。.
システム管理者だけでなく、プロセスオーナーを任命することも有効です。例えば、リーンマネージャーがカイゼンワークフローを、品質保証部門がデジタル監査基準を、生産部門がシフトレビューのコンプライアンスをそれぞれ担当するといった具合です。このようなガバナンスモデルにより、リーンなデジタルトランスフォーメーションは、単なるソフトウェア保守作業ではなく、プロセス責任に基づいたものとなります。.
ステップ6:ガバナンスとデータ規律を確立する
パイロットプロジェクトが拡大するにつれて、ガバナンスの重要性が高まります。ガバナンスがなければ、各部門が重複したフォームを作成したり、KPIの定義が矛盾したり、標準化を阻害する並行ワークフローが発生したりする可能性があります。フォームを変更できる人、ワークフローの更新を承認する人、KPIの計算方法、各チェックリストのどのバージョンが公式版であるかを明確に定義する必要があります。これは、トレーサビリティと監査可能性が重要な、規制環境やISO 9001またはISO 45001などの規格認証を受けた工場において特に重要です。.
デジタルリーン生産方式のガバナンスモデルには、バージョン管理、ユーザー権限、監査証跡、ワークフローパフォーマンスの定期的なレビューが含まれるべきです。例えば、保守担当者は機械関連の異常を把握する必要があるかもしれませんが、プラットフォーム内の別の場所にリンクされている機密性の高い人事関連記録へのアクセスは不要です。Jodooのようなシステムは、ロールベースのアクセス、ワークフロー履歴、集中管理ダッシュボードをサポートしており、制御を失うことなくデジタルプロセスを拡張しやすくします。ガバナンスは管理業務のように聞こえるかもしれませんが、パイロットシステムを再現可能なプラントシステムへと発展させるために必要なものです。.
ステップ7:段階的に工場全体に拡大する
ワークフローが安定し、成果が出始めたら、一度にすべてを拡大するのではなく、段階的に拡大していく。まずは隣接するラインや部門の類似プロセスから始め、次に連携したワークフローへと拡張していく。例えば、デジタルLPA(生産計画分析)から始めた工場であれば、次にカイゼンアイデア管理、A3問題解決、シフト交代、保守点検などをデジタル化していくことができるだろう。このアプローチにより、孤立したデジタルフォームではなく、連携した運用システムが構築される。.
食品・飲料工場を例に考えてみましょう。まず、包装エリアの一つで衛生管理とGMP監査のデジタル化に着手します。コンプライアンス追跡の改善と是正措置の迅速な完了が実証された後、工場は同じロジックを生産工程全体の段取り替えチェック、ダウンタイムのタグ付け、日々の管理レビューにまで拡張します。フォーム、ワークフロー、ダッシュボードはすべて単一のプラットフォーム上に構築されているため、リーダーは個別のスプレッドシートを確認するのではなく、部門横断的に発生する問題点を一目で把握できるようになります。このように、リーン生産方式のデジタル化は、単なる局所的なプロセス改善にとどまらず、戦略的な価値を提供し始めるのです。.
この段階では、応答時間の短縮、重複する発見事項の減少、管理時間の短縮、監査対応力の強化など、部門横断的な成果を継続的に測定してください。マッキンゼーをはじめとする業界アナリストは、デジタルパフォーマンスシステムと連携した現場ワークフローを体系的に導入することで、生産性、品質、経営陣の対応力において大きな成果が得られると報告しています。工場管理者にとっての教訓はシンプルです。標準化され、実績があり、統制されているものだけを拡大してください。.
成功とはどのようなものか
リーン生産方式のデジタル化を成功させるには、人、プロセス、テクノロジーを、測定可能な少数の成果目標を中心に連携させる必要があります。基本的な運用上の質問に迅速に答えられるようになるはずです。例えば、どの監査が期限切れになっているか、どのラインで問題が繰り返し発生しているか、どの作業が停滞しているか、そして今日どこにサポートが必要か、といったことです。こうした可視性が向上すれば、意思決定も向上します。そして意思決定が向上すれば、工場はカイゼン活動のたびに成果を失うのではなく、リーン生産方式による成果を持続的に維持できるようになります。.
デジタルリーン生産方式で成功する工場は、必ずしもソフトウェア予算が最も多い工場ではありません。真のプロセス上の課題から出発し、慎重に標準化を進め、一つのワークフローを試験的に導入し、規律をもって規模を拡大していく工場こそが成功するのです。これこそが、リーンなデジタル変革への実践的な道筋です。つまり、すべてをデジタル化するのではなく、適切なものを適切な順序でデジタル化していくことが重要なのです。.
リーン生産方式のデジタル化ソフトウェアを選ぶ際に注目すべき点
評価する際 リーン生産方式のデジタル化 ソフトウェアに関して言えば、重要なのはプラットフォームに多くの機能があるかどうかではなく、管理作業やスプレッドシート、ITへの依存を増やすことなく、チームが日々の改善を継続できるかどうかです。実際には、最高の リーン生産方式 これにより、生産ライン、シフト、工場全体にわたって、カイゼン活動、監査、アクション追跡、およびビジュアル管理をより容易に実施できるようになるはずです。.
多くの工場が デジタルリーン生産方式 監査やチェックリストなど、特定のユースケース向けの狭いツールを使用していると、データが別のサイロに閉じ込められていることに気づくことがあります。これは、紙はなくなったものの、改善作業が依然として断片化されているという、古い問題の新たなバージョンを生み出します。長期的なサポートを提供するソフトウェアが必要な場合は、 リーンデジタルトランスフォーメーション, そのためには、最前線のデータ収集、ワークフロー、分析、および説明責任を1つのシステムでどれだけうまく連携させているかを評価する必要があります。.
現場チームにとっての使いやすさ
オペレーター、監督者、ラインリーダーがシステムを一貫して使用しなければ、機能一覧がどれほど充実していてもプロジェクトは失敗に終わります。現場のチームには、シンプルな画面、迅速なフォーム入力、明確なタスクリスト、そして忙しいシフト中でも使いやすいモバイルフレンドリーなレイアウトが必要です。製造現場では、監督者が既に生産量、品質、人員配置のバランスを取っている状況で、レコード1件あたりわずか30秒余計にかかるだけでも、システムの導入を妨げる要因となり得ます。.
自動車部品工場の生産管理者が3交代制の階層的なプロセス監査をデジタル化したい場合、アプリは監督者が一貫して使用できるほど高速かつシンプルである必要があります。監査アプリの操作にクリック回数が多すぎたり、デスクトップへのアクセスが必要だったり、フィールドラベルが分かりにくかったりすると、監督者はシフト終了まで提出を遅らせたり、詳細を完全に省略したりします。 リーンツールのデジタル化 つまり、そのソフトウェアは理想化されたオフィスワークフローではなく、実際の工場での作業状況に適合するということだ。.
ノーコードでの設定可能性は、汎用テンプレートよりも重要である
リーンプロセスは、工場ごとに全く同じということはありません。電子機器組立工場では、SMTラインごとの欠陥分類、再作業ループの追跡、顧客の重要度に応じたエスカレーションルールが必要になる場合があります。一方、食品工場では、衛生チェック、CCP検証、品質保証および生産部門と連携した承認ルートが必要になる場合があります。既製の画一的なツールでは、チームがリーンプロセスをソフトウェアに合わせて調整せざるを得なくなり、導入が阻害され、継続的な改善が遅れることがよくあります。.
そのため、ノーコード設定機能は非常に重要です。 リーン4.0 取り組み。運用チームは、開発者を何週間も待つことなく、フォーム、ワークフロー、承認ロジック、KPI定義、アクション追跡フィールドを調整できる必要があります。Jodooのようなプラットフォームは、このような柔軟性を実現するように設計されており、製造業者は、長いIT待ち行列を作ることなく、カイゼンアイデア、A3、LPA、CAPA、シフト引き継ぎ用のアプリを構築および改良できます。.
製造現場ではモバイルアクセスが不可欠
リーン活動は現場で行われるにもかかわらず、驚くほど多くのソフトウェアツールは依然としてデスク上で最も効果的に機能します。監査結果、異常報告、5S観察、改善アイデアは、写真、タイムスタンプ、正確なラインまたは機械の識別情報とともに即座に記録されると最も有用です。モバイルアクセスは便利な機能ではなく、 デジタルリーン生産方式; それによってリアルタイム応答が可能になるのです。.
例えば、食品包装工場では、衛生チェックを行うチームリーダーが、次の稼働が始まる前に写真を添付し、機械のQRコードをスキャンして是正措置を開始する必要があるかもしれません。ソフトウェアがスマートフォンやタブレットを適切にサポートしていれば、問題の検出から担当者への割り当てまで数分で完了します。そうでない場合は、チームは紙のメモと遅れたフォローアップに頼らざるを得ず、これは、 リーン生産方式のデジタル化.
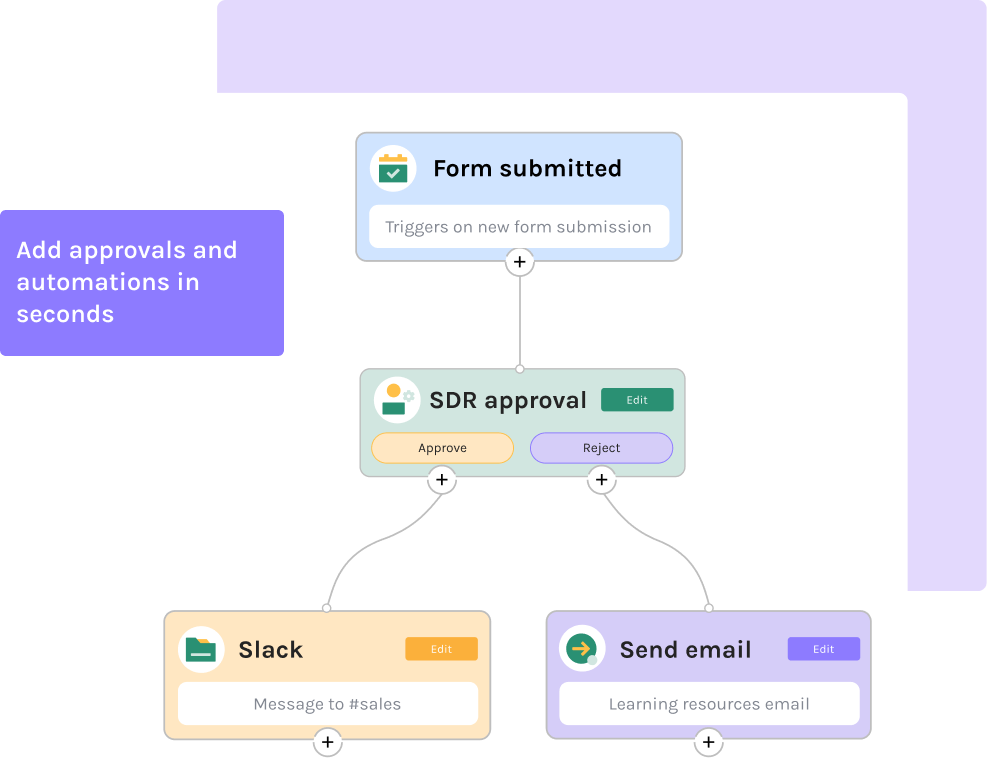
ワークフローの自動化と承認プロセスにより、改善が継続的に進む
リーンイニシアチブが失敗する原因のほとんどは、チームが問題を特定できないからではありません。部門間のフォローアップが滞ったり、優先順位が変わったり、期限切れの項目を誰も把握できていないことが原因です。優れたソフトウェアは、問題が記録された後に行われる処理を自動化する必要があります。具体的には、担当者の割り当て、期限の設定、遅延した対応のエスカレーション、承認者への通知、完了の証拠の記録などです。.
これは、電子機器やティア1自動車部品サプライヤーなど、複数の部門にまたがる環境では特に重要です。こうした環境では、一つの問題が生産、品質、保守、エンジニアリングなど、複数の部門に影響を及ぼす可能性があるからです。例えば、ある生産ラインでポカヨケ検証が省略されていたことをLPA(生産プロセス分析)で発見したとします。適切なシステムであれば、その問題を自動的に生産監督者に転送し、品質検証を要求し、機器に不具合がある場合は保守部門に通知し、解決に48時間以上かかる場合は運用管理者にエスカレーションするはずです。.
ダッシュボードには、アクティビティだけでなくアクションも表示すべきです。
ダッシュボードは、管理者が次に何をすべきかを判断するのに役立つ場合にのみ有用です。多くのツールは完了した監査や提出されたフォームの数を表示しますが、リーンリーダーは、傾向線、繰り返し発生する問題、期限切れのアクション、完了までのリードタイム、ライン、シフト、または製品ファミリーごとの繰り返し発生する損失を把握する必要があります。業界調査によると、運用データの可視性の低さは、特に複数拠点での操業において、製造業のデジタル化を拡大する上での主要な障壁の1つとなっています。.
リーンマネージャーにとって最も価値のあるダッシュボードには、多くの場合、いくつかの特定のビューが含まれます。オーナー別の未完了のカイゼンアクション、繰り返し発生するLPAの上位の発見事項、部門別の監査完了率、および是正措置の完了までの平均日数です。パーム油加工施設や自動車プレス工場では、このレベルの可視性により、リーダーは月末に静的なレポートを確認するのではなく、ボトルネックに集中することができます。 リーンデジタルトランスフォーメーション 理論的なものではなく、測定可能なものとなる。.
監査証跡と権限は譲れない
製造業において、リーンデータは品質、安全性、コンプライアンス要件と重複することがよくあります。記録が追跡不可能な状態で編集されたり、不適切なユーザーがレビューなしに処理を完了できたりすると、システムは管理ではなくリスクを生み出します。強力な監査証跡によって、各記録の提出者、編集者、承認者、却下者、完了者がタイムスタンプとコメントとともに記録されるべきです。.
権限管理は、大規模な工場や複数拠点を持つグループにおいても同様に重要です。ラインリーダーは監査結果の作成と更新を行う必要があり、部門マネージャーは対策を承認する必要があり、工場長は全部門のダッシュボードの可視性のみを必要とする場合があります。このような役割ベースの制御レベルは、ガバナンスを強化しつつ、システムを日常的に実用的に保ちます。特に、リーンシステムをISO 9001またはISO 45001の要件に適合させようとしている企業にとって重要です。.
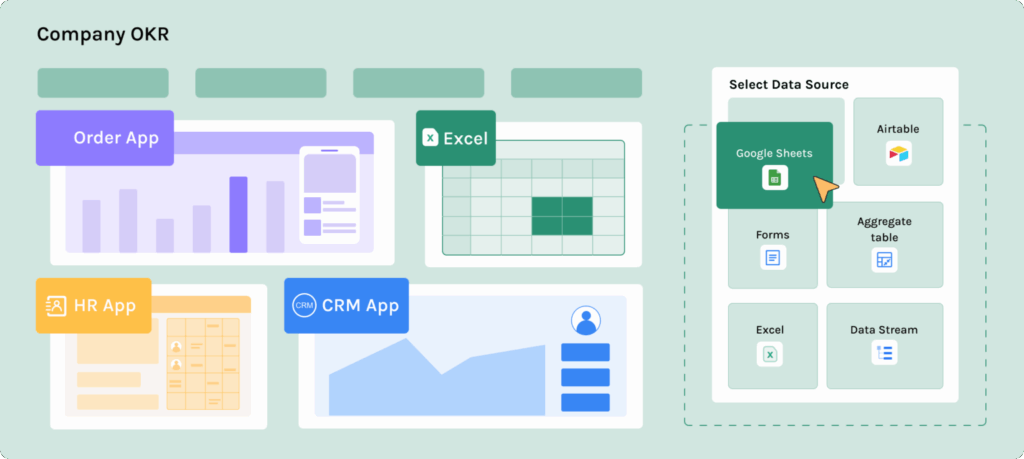
統合の柔軟性により、新たなデータサイロの発生を防ぐ
リーンプラットフォームは、孤立したアプリケーションになってはいけません。改善活動は、多くの場合、ERP、MES、保守、品質、人事、あるいはシフト調整に使用されるメッセージングツールからのデータに依存します。 リーン生産方式 これらのシステムとデータを交換できないため、チームは情報を手動で再入力し続けなければならず、管理者は改善活動をビジネス成果に結びつけるのに依然として苦労するだろう。.
電子機器メーカーを例に考えてみましょう。欠陥データはMESに、保守履歴はCMMSに、CIアクションはスプレッドシートで追跡されています。適切な統合アプローチにより、欠陥の傾向から調査ワークフローがトリガーされ、機械履歴にリンクされ、スクラップコストと完了ステータスを1か所に表示するダッシュボードにフィードされます。これは、 リーン4.0単にデータを収集するだけでなく、それらを連携させることで、チームがより迅速に行動できるようにする。.
ITのボトルネックを解消するプラットフォームを探しましょう
ソフトウェア選定における最大の過ちの一つは、技術専門家しか変更できないシステムを選んでしまうことです。リーンプロセスは、チームがチェックリストを改訂したり、エスカレーションルールを厳格化したり、新しいKPIビューを追加したり、拠点間で改善策を標準化したりするにつれて、常に進化していきます。あらゆる調整に正式なITプロジェクトが必要になるようでは、ソフトウェアは本来サポートすべき業務の進展に追いつけなくなってしまいます。.
適切なプラットフォームは、運用チームと継続的改善チームがプロセスを改善するのと同時にシステムも改善できるようにするべきです。これは、規模を拡大している企業にとって特に重要です。 リーンツールのデジタル化 パイロットプロジェクトを超えて、スピードとコントロールが等しく重要となる場面では、Jodooのようなノーコードプラットフォームが役立ちます。これにより、工場チームは、大規模なカスタム開発を行うことなく、フォームの作成、ワークフローの自動化、承認管理、ダッシュボードの作成を行うことができ、継続的な改善を長期的に維持しやすくなります。.
Jodooは工場現場でデジタルリーン生産方式をどのようにサポートするのか
多くの工場にとって最大の障壁は リーン生産方式のデジタル化 重要なのは戦略ではなく、実行です。工場では既に日常的な管理、階層的なプロセス監査、カイゼン追跡、ダウンタイムの記録、不適合報告などを行っているかもしれませんが、これらの活動は紙のフォーム、Excelファイル、WhatsAppメッセージ、連携していないERPノートなどに分散していることがよくあります。Jodooは、製造業者がこれらのワークフローを1つのノーコードプラットフォームに統合できるように支援し、工場チームが長いIT開発サイクルを待つことなく、より迅速に作業を進められるようにします。.
これは重要な点です。なぜなら、リーンプログラムは問題の特定から解決までの引き継ぎ段階で失敗することが多いからです。マッキンゼーの報告によると、多くのデジタルトランスフォーメーションの取り組みは期待された価値に達せず、その原因の多くは現場での導入とプロセス統合の弱さにあるとされています。工場現場では、監査結果に担当者がいなかったり、カイゼンのアイデアがフォローアップされなかったり、生産上の問題が1つのシステムに記録され、是正措置が別のシステムで追跡されていたりといった状況がよく見られます。Jodooは、運用チーム向けに構築された単一の環境でデータ収集、ワークフロー、ダッシュボード、承認を連携させることで、このギャップを解消します。.
紙ベースのリーンツールを実際のワークフローに変換する
実用的 デジタルリーン生産方式 このシステムは、管理者や作業員が既に利用しているツールを基盤としています。Jodooは、工場にリーン生産方式の置き換えを強制するのではなく、5Sチェックリスト、LPA監査、A3問題解決、8D調査、欠陥タグ付け、保守依頼、日々の生産状況ボードなど、既存のフォームやプロセスをデジタル化することを可能にします。プラットフォームはノーコードであるため、運用チームと継続的改善(CI)チームは、開発者に完全に依存することなく、フォーム、ルール、通知、ダッシュボードを設定できます。.
この変化は、スピードとトレーサビリティがリーン生産方式の成果を左右するため重要です。オペレーターがCNCラインで工具の摩耗が繰り返し発生していると報告した場合、その問題によってワークフローがトリガーされ、是正措置が開始され、期日が割り当てられ、期限切れのタスクが自動的にエスカレーションされます。次のレビュー会議でメールのスレッドを検索する代わりに、工場長はライン別、カテゴリ別、経過時間別に未解決の問題がいくつあるかをリアルタイムで確認できます。これが、 リーンツールのデジタル化 期待される効果:管理業務の軽減、応答速度の向上、そしてより優れた制御。.
問題報告、監査、および是正措置・予防措置(CAPA)を一元化する
最も一般的な故障の1つは、 リーンデジタルトランスフォーメーション 問題は、データの断片化です。品質ログは1つのフォルダに、監査結果は別のフォルダに、是正措置・予防措置(CAPA)は品質保証担当者が管理する別のスプレッドシートにそれぞれ保存されています。Jodooは、問題報告、監査結果、根本原因分析、是正措置をすべて連携できる共有運用データベースを製造業者に提供することで、この問題を解決します。.
例えば、電子機器メーカーは、検査員がバーコードをスキャンし、欠陥の種類を記録し、写真を添付して、生産ラインからケースを送信するデジタル不適合ワークフローを構築できます。この送信により、生産監督者に即座に通知され、該当ロットの封じ込めタスクが作成され、欠陥のしきい値を超えた場合は8DまたはCAPAレコードが作成されます。すべての手順が記録されるため、工場はISO 9001の要件をサポートする明確な監査証跡を得ることができ、同時に日々の対応力も向上します。.
階層型プロセス監査も、このシステムに最適なソリューションの一つです。多くの工場では、LPA(階層型プロセス監査)の完了率は書類上は許容範囲内に見えますが、監査結果が責任あるワークフローに結び付けられていないため、是正措置の実施率は低いのが現状です。Jodooを使用すれば、監査自体がデジタル化され、監査結果は検査時点で分類されます。また、各不適合事項に対して、担当者、期限、ステータス、エスカレーションロジックを含む是正措置項目を生成できます。これにより、LPAは単なるコンプライアンス遵守のための作業ではなく、積極的な管理ツールへと進化します。.
日々の生産状況の追跡とエスカレーションをサポートする
リーン生産方式は、異常の可視化と迅速な意思決定に依存しています。Jodooは、時間単位の生産状況追跡、ダウンタイムの記録、不良品のログ記録、段取り替えの検証、シフト交代ワークフローをサポートすることで、チームが問題発生時にすぐに把握できるようにし、一日の終わりに集計した後で問題が解消されるのを防ぎます。これは、生産ラインの状況が急速に変化し、管理者が手動レポートを待つ余裕がない多品種生産環境で特に有効です。.
複数の包装ラインを稼働させている食品製造工場を例に考えてみましょう。ライン2でフィルム詰まりが頻繁に発生し、時間当たりの生産目標を達成できなかった場合、作業員はタブレット端末に損失理由を記録し、必要に応じて写真を添付して、1分以内に送信できます。このデータは、目標生産量と実際の生産量、ダウンタイムの主な原因、シフトごとの未解決のサポート依頼などを表示するリアルタイムダッシュボードに反映されます。管理者は、意思決定を行う前に3人もの担当者に状況確認を依頼する必要がなくなります。.
この種の可視性は、 リーン4.0, そこでは、遅延のある手動による要約ではなく、リアルタイムの運用データによって継続的な改善が支えられています。デロイトと世界経済フォーラムの調査によると、デジタル化された工場では、現場でデータが活用可能になることで、生産性、品質、対応力を向上させることができます。実際には、日々の管理ボードには昨日の問題点だけでなく、シフト終了前に今日の問題点に対処できるよう支援する機能も必要となります。.
最前線の俊敏性とガバナンスのバランスを取る
多くの製造業者は、オペレーションチームにデジタルツールを与えることで、管理の行き届かないアプリケーションや一貫性のないデータが生み出されることを懸念しています。特に複数拠点を持つ組織や規制対象分野では、この懸念はもっともです。Jodooは、ロールベースの権限設定、承認ロジック、監査証跡、集中型データ構造を通じてガバナンスを維持しながら、工場チームがワークフローを迅速に構築・調整できる柔軟性を提供するように設計されています。.
マレーシア、タイ、ベトナムに工場を持つ地域メーカーにとって、このバランスは非常に重要です。グループの継続的改善(CI)リーダーは、共通のカイゼン提出フォーム、共通の是正措置・予防措置(CAPA)項目、および全拠点で共有されるKPI定義を望むかもしれませんが、各工場は、現地の承認階層や部門構造に合わせてワークフローを調整する必要があります。Jodooは、コアアプリテンプレートを中央で展開し、各拠点レベルで管理された方法で調整できるようにすることで、これを可能にします。.
このアプローチは拡張性をサポートします。リーンマネージャーは、カイゼンアイデア管理などの1つのユースケースから始め、個別のツールを購入して統合することなく、LPA、現場検査、シフト報告、保守依頼ワークフローへと拡張できます。時間の経過とともに、工場は接続されたシステムを構築します。 リーン生産方式 チームが硬直的なソフトウェアに合わせて作業することを強制するのではなく、実際の業務プロセスに合わせてシステムを構築する。.
実践的な工場シナリオ
ティア1の自動車部品サプライヤーが、毎週の現場巡回後に繰り返し発生する改善項目の遅延に苦慮している状況を想像してみてください。監督者は調査結果を紙に書き留め、継続的改善(CI)エンジニアはそれをExcelに再入力し、部門長は週に一度しか状況を確認しません。その結果、工場には120件もの未解決のアクション項目があり、その多くが期限を過ぎており、どの部門が繰り返し問題を引き起こしているのかを正確に把握できていません。.
Jodooを使用することで、工場は現場チェックリストをデジタル化し、問題カテゴリを標準化し、すべての発見事項を担当者、期日、エスカレーションルール、検証手順を含むアクションワークフローに振り分けます。ダッシュボードには、エリア別の未解決アクション、期限超過率、繰り返し発生する発見事項、および完了までのリードタイムが表示されます。数か月以内に、チームは手動での報告時間を大幅に削減し、問題が最初から最後まで可視化、割り当て、追跡されるため、完了までの規律を向上させることができます。.
そういう結果になるのは デジタルリーン生産方式 理論的なものから実践的なものへと進化する。価値は単にダッシュボードを追加することにあるのではなく、現場での発見、問題解決、説明責任、そして経営陣によるレビューを、人々が実際に利用する一つのシステムに統合することによって生まれるのだ。.
リーンチームにとってノーコードが重要な理由
工場のプロセスは常に変化しています。欠陥コードの追加、承認経路の変更、新しい生産ラインの開始、顧客からのトレーサビリティ強化の要求など、様々な変化が生じます。従来のソフトウェア開発プロジェクトでは、こうした変化に対応するのに時間がかかりすぎることが多く、そのため多くのリーンチームはスプレッドシートに頼らざるを得ません。Jodooのノーコードアプローチにより、運用チームはフォーム、ワークフロー、ダッシュボードを迅速に更新できるため、システムが時代遅れになることなく、工場とともに進化していくことができます。.
この柔軟性は、カイゼン活動後の成果を維持しようとするCIマネージャーにとって特に役立ちます。ワークショップで新しい標準チェック、エスカレーショントリガー、または日々の責任ルーチンを作成した場合、チームはプラットフォーム上で直接設定して迅速に展開できます。これにより、改善設計と現場での実行の間のギャップが短縮され、成功に不可欠な要素となります。 リーンデジタルトランスフォーメーション.
要するに、Jodooは リーン生産方式のデジタル化 製造業者が重要なことを標準化し、チームのスピードを低下させるものを自動化し、今すぐ注意が必要なことを可視化できるように支援します。工場管理者やリーンリーダーにとって、これは連携していないツールの削減、アクションフォローアップの強化、そしてより持続可能な道筋を意味します。 リーンツールのデジタル化 事業部門、部署、拠点を横断して。.
結論:Jodooで小規模から始め、賢くスケールアップし、リーン4.0の基盤を構築しましょう。
リーン生産方式のデジタル化は、リーン生産方式の代替ではなく、その延長として捉えることで最大限の効果を発揮します。工場では、標準作業、ビジュアルマネジメント、日々の責任体制、そして規律ある問題解決が依然として必要です。デジタルツールがもたらすのは、シフト、ライン、拠点全体にわたる一貫性、スピード、そして可視性です。これは、改善活動、監査結果、生産データが依然として紙の書類、スプレッドシート、あるいはWhatsAppメッセージに閉じ込められている場合に特に重要です。.
最も現実的なロードマップは、まず摩擦の多いプロセスを一つ選び、その成果を迅速に実証することです。例えば、電子機器工場の生産管理者が、階層化されたプロセス監査のデジタル化から始める場合や、自動車部品工場のリーン生産方式管理者が、6つのExcelファイルではなく、1つの共有システムでカイゼン活動項目を追跡する場合などが考えられます。そのプロセスが安定したら、A3トラッキング、現場検査、メンテナンスワークフロー、KPIダッシュボードへと拡張していくことができます。この段階的なアプローチにより、リスクを軽減し、完了率、応答時間、監査遵守率において測定可能な成果を示すことができます。.
Jodooは、製造業者が大規模なカスタム開発を必要とせずにリーン生産方式のデジタル化を開始するための実用的な方法を提供します。ノーコードのリーン生産プラットフォームとして、工場の実際の運用方法に合わせたフォーム、ワークフロー、ダッシュボード、アクション追跡の構築を支援します。1つのプロセス、1つのチーム、または1つの工場から始めたい場合、 無料トライアルを開始する または デモを予約する 貴社の業務に最適なものを見つけるため。.

