
カテゴリー別に閲覧する
はじめに:製造チームが今すぐ品質管理ソフトウェアを必要とする理由
見落とされた欠陥1つが、不良品1ロットよりもはるかに大きな損失につながる可能性がある。自動車業界では、製品リコールの平均コストは 数百万米ドル, 食品製造業では、ラベル表示や汚染の問題が1つ発生すると、複数のSKUにわたって廃棄物、再作業、出荷遅延、規制リスクが発生する可能性があります。そのため、多くの工場が紙のチェックリスト、Excelログ、分断されたシステムを置き換えています。 品質管理ソフトウェア製造 チームが現場で信頼できる存在。.
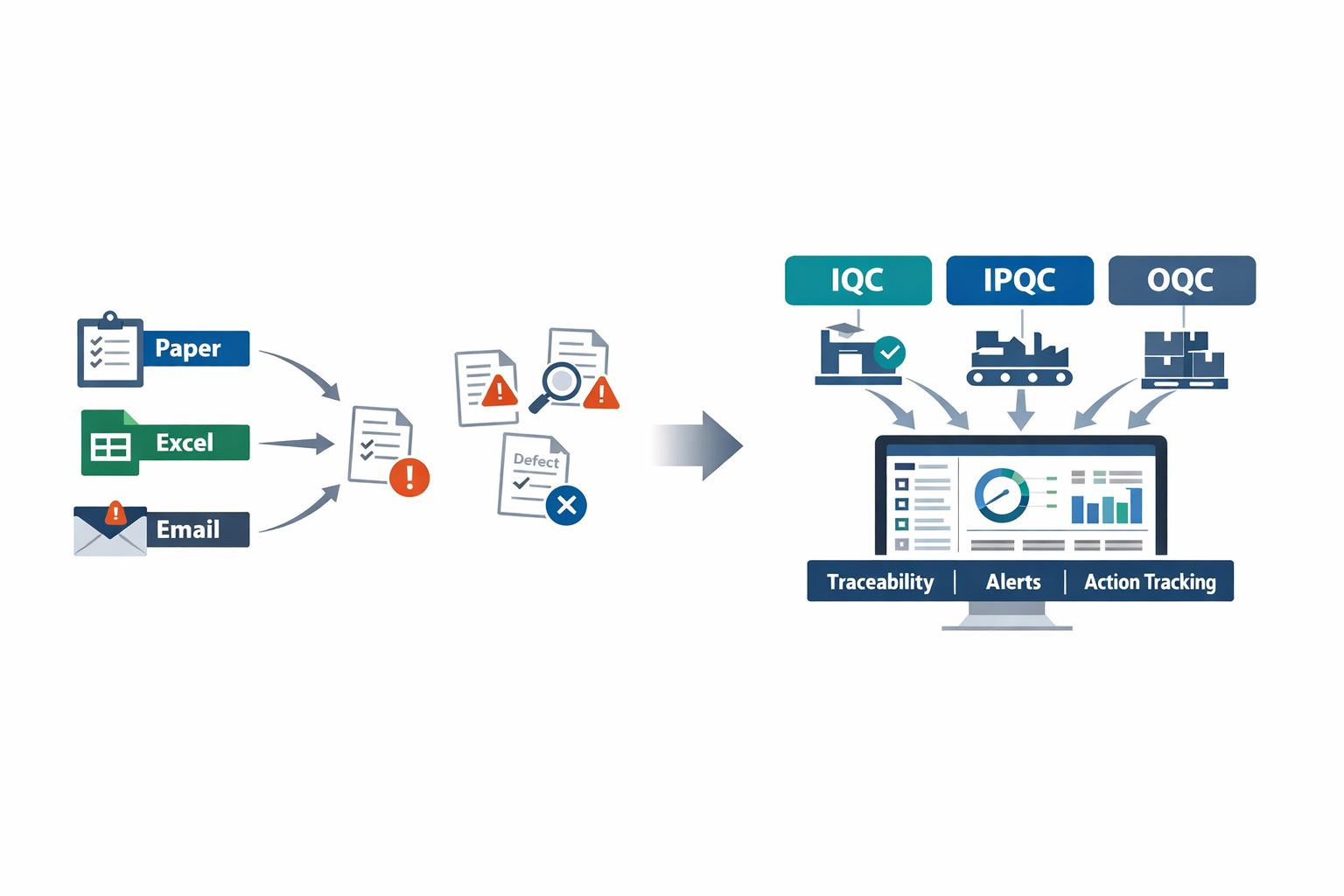
電子機器工場では、同じはんだ付け不良が、入荷検査シート、ライン品質管理スプレッドシート、最終検査からのメールという3つの異なる場所で報告される可能性があります。問題は不良そのものだけでなく、根本原因の特定と対策の割り当てに時間がかかることにもあります。多くの工場では、品質データが依然としてサイロ化されており、不良品の管理、顧客からの苦情の削減、不適合への迅速な対応を困難にしています。.
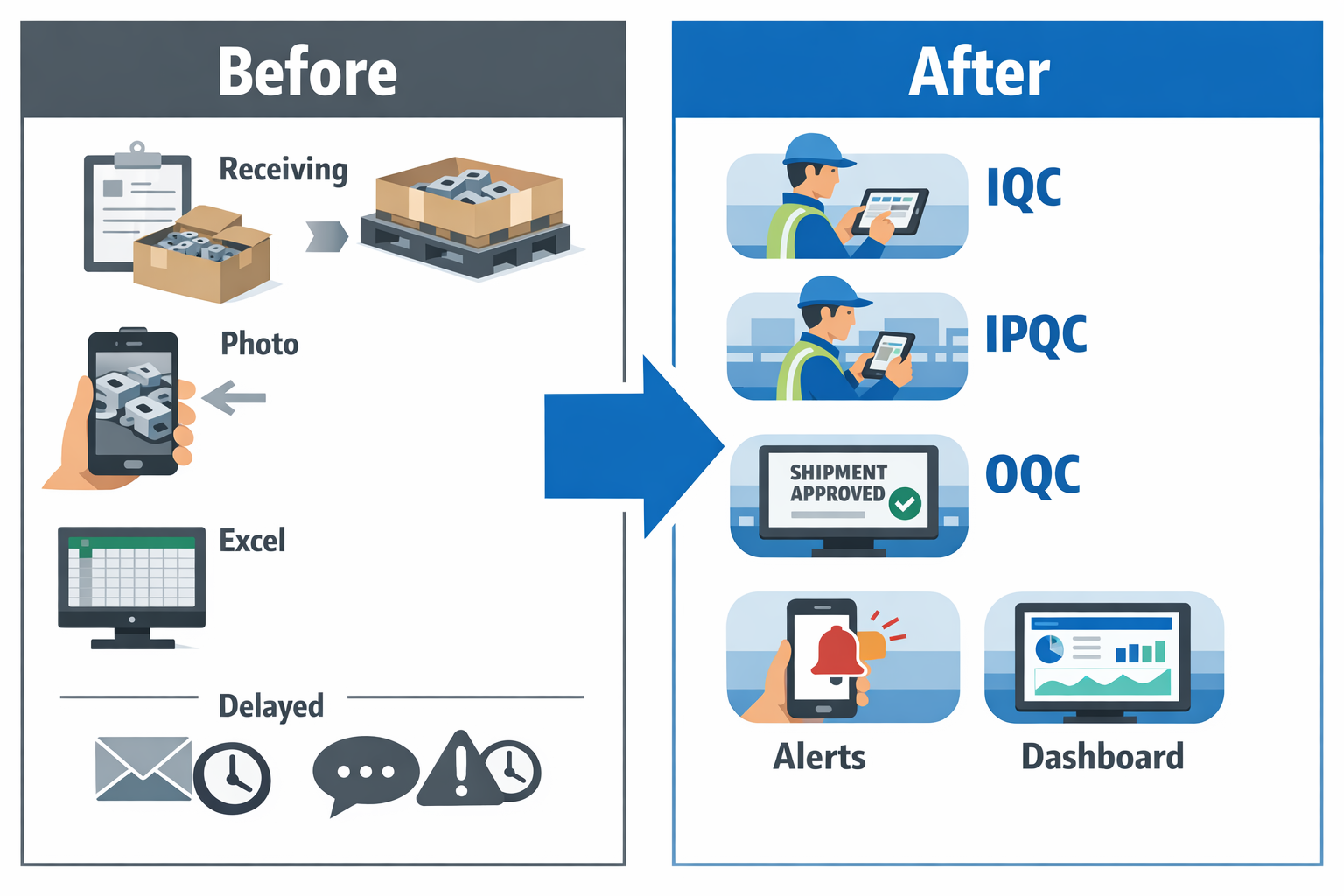
ここでデジタル品質管理が実用的になります。強力なシステムは接続します IQC、IPQC、およびOQC 入荷資材の検査、製造工程における品質管理、出荷前の製品確認といった一連の作業を、一つのワークフローに統合します。このガイドでは、各チェックポイントの意味、それらの連携方法、そして実際の製造業務に適したソフトウェアを選ぶ際に考慮すべき点について解説します。.
QMSソフトウェア製造におけるIQC、IPQC、OQCの意味
製造業において、品質は最終検査の段階で決まるものではありません。原材料が到着した時点から始まり、すべての重要な製造工程を経て、完成品が出荷のために検査された時点で初めて終わります。だからこそ、 品質管理ソフトウェア製造 チームで使用するシステムは通常、3つの主要な制御ポイントを中心に構築されています。 IQC, IPQC, 、 そして OQC.
簡単に言うと、, IQC 生産に入る前に入荷した材料をチェックすることを意味します。, IPQC 生産中の品質管理を意味し、 OQC これは、納品前に完成品を検証することを意味します。これらは単なる検査ラベルではありません。現代の QMSソフトウェア製造 環境においては、各段階が連結されたワークフローの一部となり、サプライヤーからの受領から顧客への出荷まで、データの収集、アクションのトリガー、トレーサビリティの確保が行われる。.
IQC:受入品質管理
受入品質管理は、原材料、部品、包装、購入部品が生産ラインに投入される前に、それらに焦点を当てて検査を行います。電子機器工場で品質エンジニアが、3つの異なるサプライヤーから抵抗器、プラスチック製ハウジング、プリント基板のロールを受け取る場面を想像してみてください。もし1つのロットが許容範囲外で生産ラインに投入されてしまうと、問題はあっという間に数千個もの製品に波及してしまう可能性があります。.
と 品質検査ソフトウェア, IQCチームは、デジタルチェックリスト、サンプリング計画、許容範囲フィールド、バーコードスキャン、写真証拠などを活用して、受入検査を標準化できます。検査員は、紙のフォームやExcelファイルに頼る代わりに、ロット番号、サプライヤー名、欠陥の種類、不合格数量、処理状況を1か所に記録します。これは、サプライヤー関連の欠陥が生産中断の大きな原因となるため重要です。特に、自動車や電子機器など、部品仕様が厳しい業界ではなおさらです。.
強い 品質管理ソフトウェア工場 設定は、リリース規則の遵守にも役立ちます。例えば、検査に合格するまで、技術レビューが完了するまで、または監督者が逸脱の使用を承認するまで、資材を保留状態にすることができます。ISO 9001環境では、このような文書化された管理は、入荷検査結果をサプライヤーのパフォーマンス、不適合処理、および資材のトレーサビリティに結び付けるため、非常に重要です。.
IPQC:工程内品質管理
工程内品質管理とは、生産工程中に実施される検査であり、欠陥が下流工程に持ち込まれるのを防ぐことを目的としています。これには、初回品承認、巡回検査、段取り確認、工程パラメータチェック、トルク検証、目視検査、インラインテスト結果などが含まれます。目標はシンプルです。不良品、手直し、顧客からのクレームが増える前に、ばらつきを早期に検出することです。.
自動車部品工場のプレス加工および組立ラインでは、金型が摩耗し始めると、バリ欠陥が徐々に現れることがあります。金型が摩耗し始めると、バリ欠陥は一度にすべてではなく、徐々に現れることがあります。 IQC IPQC OQC ソフトウェア, オペレーターやライン検査員は、工程上の欠陥を即座に記録し、写真を添付し、機械番号を記録し、欠陥数がしきい値を超えた場合にアラートを発することができます。.
ここは デジタル品質管理 単独の検査記録よりもはるかに有用になります。IPQCデータは、作業指示書、機械、シフト、作業員、特定の工程段階とリンクできるため、根本原因分析がはるかに迅速になります。工程内検査をデジタル化する製造業者は、品質異常への対応時間を短縮できることがよくあります。なぜなら、監督者は、ラインが仕様から外れていることに気づくために、シフト終了時の書類を待つ必要がなくなるからです。.
OQC:出荷品質管理
出荷品質管理は、製品が梱包、出荷される前の最終確認です。この段階で、工場は完成品が顧客の仕様、ラベル表示要件、包装基準、および出荷基準を満たしているかどうかを確認します。食品製造においては、シールの完全性、日付コード、カートン数、完成品の外観などが含まれる場合があります。電子機器においては、機能テスト、外観検査、包装の検証などが含まれる場合があります。.
管理されたOQCプロセスがなければ、工場は出荷不良のリスクを負い、それが顧客サイトでの返品、チャージバック、保証請求、あるいは生産ライン停止に直結します。製造業全体にわたる調査では、出荷後に不良を発見するコストは、工場内で発見するコストよりもはるかに高いことが一貫して示されています。そのため、OQCは単なる事務手続きではなく、リスク管理の重要なポイントとなっています。.
と 品質検査ソフトウェア, OQCチームは、出荷ロット、製造指示、顧客要件に紐づいたデジタルリリースワークフローに従うことができます。最終検査でバッチが不合格となった場合、システムは自動的に出荷をブロックし、製造および品質管理責任者に通知し、フォローアップのための不適合ケースを作成します。これは、最終品質チェックの明確な証拠を必要とする輸出メーカーやティア1またはティア2サプライヤーにとって特に重要です。.
QMSソフトウェアにおけるIQC、IPQC、OQCの連携方法
本当の価値は QMSソフトウェア製造 チームが採用する取り組みは、単に3つの別々の検査をデジタル化するだけではありません。それらの検査を1つの品質ループに統合することです。IQC、IPQC、OQCのデータが同じシステムに格納されていれば、完成品の欠陥を原材料のロット、機械の状態、プロセスパラメータ、またはサプライヤーの問題にまで遡って、はるかに迅速に追跡できます。.
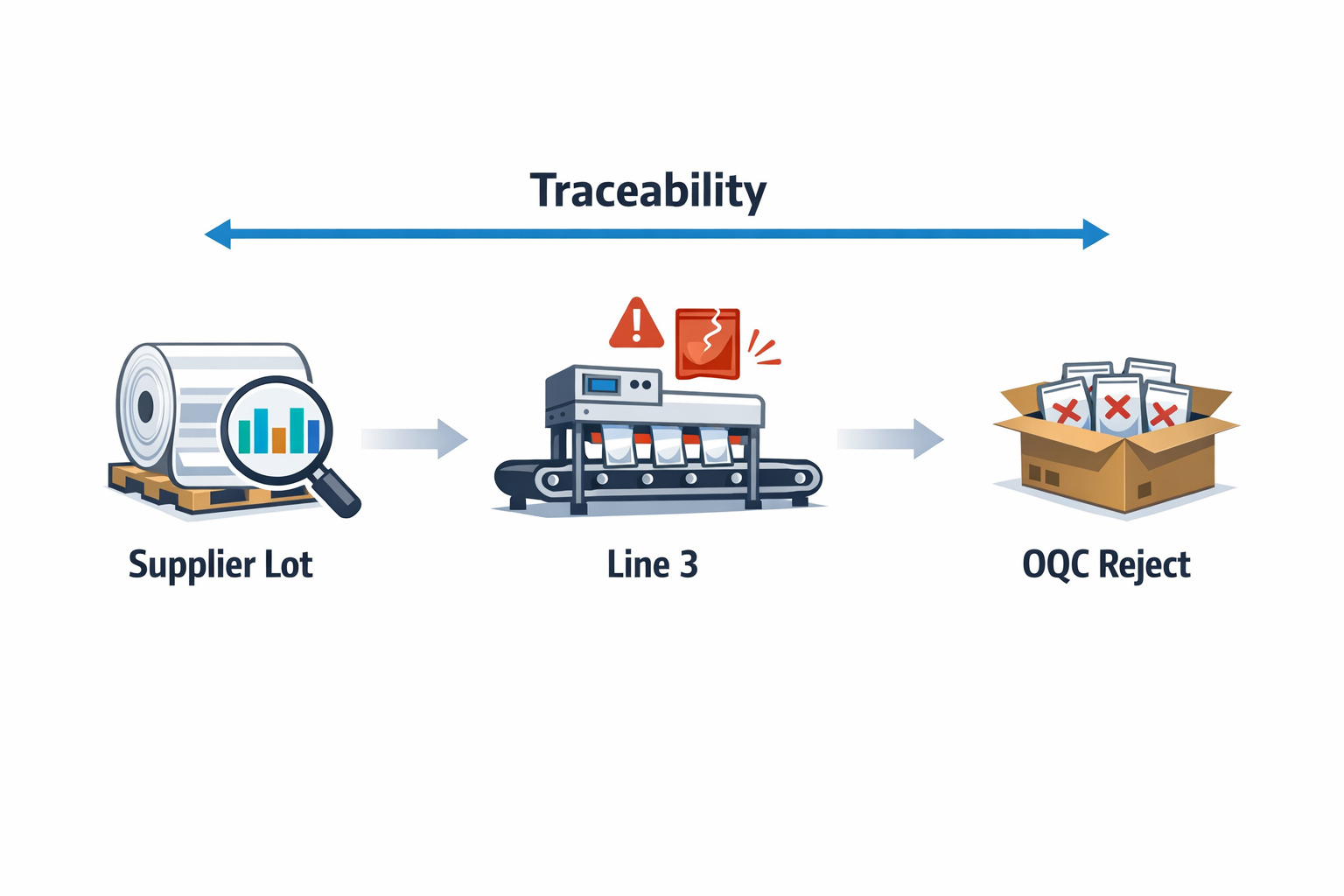
例えば、複数のサプライヤーからラミネートフィルムを受け取る食品包装工場を想像してみてください。IQCの記録によると、あるサプライヤーのロットで厚みのばらつきが境界線上にあり、IPQCのログには、夜勤中にライン3でシール不良が増加したことが示され、OQCでは、出荷前に不良品となった完成品のパウチが急増したことが示されています。分断されたシステムでは、これらの事実は3つの部門に埋もれたままになる可能性があります。 品質管理ソフトウェア製造 ワークフローにおいては、それらは追跡可能な一つの品質イベントとして結び付けられます。.
この連携したアプローチは、より良い意思決定にも役立ちます。品質管理者は、OQC(出荷品質管理)の失敗が繰り返される原因が、入荷時の管理の不備、不安定なプロセス設定、あるいは作業員のチェックの不備にあるかどうかを把握できます。顧客からの苦情にのみ対応するのではなく、工場は品質データを上流工程で活用して再発を防ぐことができます。.
品質検査ソフトウェアは各段階で何を管理すべきか
検査基準およびサンプリング規則
品質管理のあらゆる段階において、一貫した基準が必要である。. 品質検査ソフトウェア 検査基準、サンプリング計画、欠陥カテゴリ、許容限界、作業指示書は、製品、部品番号、工程、またはサプライヤーごとに保管する必要があります。これにより、検査員間のばらつきが減り、最新の基準がワークフローに直接組み込まれるため、監査が容易になります。.
欠陥ログ記録および不適合記録
検査官が問題を発見した場合、システムは合格か不合格かの結果だけでなく、より多くの情報を記録する必要があります。 デジタル品質管理 このツールは、欠陥コード、欠陥数、重大度、場所、疑われる原因、封じ込め措置、および写真や文書などの裏付けとなる証拠を記録します。これにより、パレート分析、サプライヤーレビュー、継続的改善活動に活用できるデータが作成されます。.
承認、保留、およびリリースに関する決定
工場は、検査に不合格となった後に何が起こるかを管理する必要がある。 品質管理ソフトウェア工場 ワークフローは、保留ステータス、MRB(資材審査委員会)による審査、逸脱承認、再検査、および最終処分をサポートする必要があります。これにより、誰かがメールや紙のタグを見落としたというだけの理由で、承認されていない資材や完成品が先に進んでしまうことを防ぎます。.
材料、工程、出荷におけるトレーサビリティ
トレーサビリティは、 IQC IPQC OQC ソフトウェア. 検査記録は、仕入先ロット、社内バッチ、作業指示書、機械、作業者、タイムスタンプ、出荷記録とリンクしている必要があります。顧客から不具合の報告があった場合、品質管理チームはどのロットが影響を受けたのか、各段階でどのような管理措置が適用されたのかを迅速に特定できます。.
クローズドループ是正措置
工場が発見した内容に基づいて行動しない限り、検査だけでは品質は向上しない。 QMSソフトウェア製造 ワークフローでは、繰り返し発生する不具合を是正措置に変換し、担当者を割り当て、期限を設定し、有効性の検証状況を追跡する必要があります。このようなクローズドループ型のフォローアップは、特に一時的な封じ込め後に同じ不具合が再発しやすい工場において、問題の再発を減らすために不可欠です。.
工場における実例
自動車業界向けプラスチック製内装部品メーカーを例にとってみましょう。IQC(受入品質管理)の過程で、あるサプライヤーから供給された樹脂に色のばらつきが見つかり、そのロットは保留となりました。その後、成形ラインのIPQC(工程内品質管理)で、立ち上げ時にショートショット欠陥が増加していることが判明し、OQC(出荷品質管理)では、ある顧客向けプログラムの最終梱包部品に外観上の不良が見つかりました。.
紙ベースのプロセスでは、これらは別々の問題のように見えるかもしれません。接続された 品質管理ソフトウェア製造 このシステムにより、品質管理チームは3つの事象すべてを同じサプライヤーロットに追跡し、承認状況を確認し、保留品が誤って出荷されたかどうかを確認し、8Dまたは是正措置のワークフローを開始できます。これが、品質事象を記録することと、実際にそれらを管理することの違いです。.
工場管理者にとって、この可視性は運用上重要です。不良品、再加工、緊急交換品の出荷、顧客からの苦情はすべて直接的なコストとなります。一部の業界の推定では、 低品質のコスト で 売上高5%~20%, プロセスの成熟度に応じて、連携した検査およびフォローアップのワークフローは、単なるコンプライアンスプロジェクトではなく、大きな効果をもたらす投資となる。.
工場がデジタル品質管理へと移行する上で共通する課題
多くのメーカーは、 品質管理ソフトウェア製造 なぜなら、彼らは別のシステムを求めているからです。現在の品質プロセスが生産を遅らせ、トレーサビリティを弱め、過剰な火消し作業を生み出しているため、彼らはそれを始めます。紙のフォーム、Excelファイル、WhatsAppの更新に依然として依存している工場では、品質チームは欠陥を防止するよりも情報を追いかけることに多くの時間を費やしています。 デジタル品質管理 ITプロジェクトというよりも、運用上の必要性が強くなる。.
検査の遅延は隠れた生産リスクを生み出す
手作業による検査環境では、検査用紙が入手できなかったり、検査員がデータ入力に追われていたり、監督者が保留中の検査を時間内に確認できなかったりするため、検査が予定より遅れることがよくあります。入荷検査を見落とすと、不適合な原材料が生産ラインに流れてしまう可能性があり、工程内検査が遅れると、欠陥が何時間も放置されてからようやく誰かが対応してくれるという事態になりかねません。電子機器や自動車部品などの大量生産分野では、工程のずれを検出するのに30分遅れるだけでも、数百個、あるいは数千個もの不良部品が発生することになりかねません。.
自動車部品工場の生産管理者が、毎朝3社のサプライヤーからプレス加工された金属製ブラケットを受け取っていると想像してみてください。もしIQC(受入品質管理)の結果が紙に記録され、シフト終了時にのみExcelに入力されるとしたら、不良品の傾向が明らかになる前に、すでに問題のあるロットが生産ラインで消費されている可能性があります。. IQC IPQC OQC ソフトウェア リアルタイムで検査を割り当て、必須項目を検証し、結果が許容範囲外になった場合にチームに即座に警告することで、このような事態を防ぐのに役立ちます。.
記録の不整合により、質の高いデータの信頼性が低下する
手動による品質管理システムでは、記録に一貫性がほとんどありません。検査員によって使用する欠陥コードが異なったり、項目を省略したり、曖昧なコメントを記入したり、後から誰も見つけられないような別々のフォルダに報告書を保管したりする可能性があります。記録に一貫性がないと、管理者はデータへの信頼を失い、サプライヤー、生産ライン、シフト、工場間の比較を正確に行うことが困難になります。.
これは食品製造業でよくある問題で、包装シールの完全性、ラベルの正確性、金属検出、温度管理のチェックが、異なる形式で異なる担当者によって記録されることがあります。あるチームは「シール漏れ」と書き、別のチームは「パックが閉じられていない」と書き、さらに別のチームは単に「NG」と記録します。構造化された 品質検査ソフトウェア この設定により、チェックリスト、欠陥カテゴリ、サンプリング計画、エスカレーションルールが標準化され、IQC、IPQC、OQCから得られるデータが単なるアーカイブ保存ではなく、傾向分析に利用できるようになります。.
追跡可能性の低さが封じ込めと根本原因分析を遅らせる
苦情、監査結果、または内部欠陥が発生した場合、最初に問われるのはたいてい単純な質問です。どのロット、どの機械、どの作業員、どの検査記録が影響を受けているのか?紙ベースのプロセスでは、その答えを見つけるのに数時間、あるいは数日かかることがあります。チームは品質保証部門からファイルを取り出し、製造部門にシフト記録を依頼し、倉庫の受領ログを確認し、タイムスタンプを手作業で照合する必要があるかもしれません。.
その遅延は重要です。業界の調査によると、品質不良のコストは、 売上高10%~20% 多くの製造業において、トレーサビリティの不備は、隔離、再作業、顧客へのリスク拡大によってコストをさらに悪化させる。 QMSソフトウェア製造 このアプローチでは、資材受領、検査結果、不適合記録、是正措置・予防措置(CAPA)、および出荷状況を連携させることで、チームが問題をより迅速に追跡し、拡大する前に封じ込めることができる。.
CAPAフォローアップは、多くの場合、時間がかかりすぎ、手作業が多すぎる。
ほとんどの工場は、是正措置や予防措置を文書上で実行する方法を既に理解している。本当の問題は、その後のフォローアップだ。会議で措置が割り当てられ、スプレッドシートに記録された後、次の顧客からの苦情や経営陣によるレビューで再び取り上げられるまで、メールのやり取りの中に埋もれてしまう。.
電子機器組立工場で、IPQCがSMTラインで繰り返し発生するはんだブリッジを発見したと想像してみてください。品質エンジニアは不適合報告書を作成し、保守部門はステンシルの摩耗を確認するよう指示され、生産部門はセットアップを見直すよう指示され、オペレーターにはトレーニングが割り当てられます。デジタル所有権、期限、リマインダー、ステータスの可視性がなければ、これらのアクションは遅くなり、同じ欠陥が数日後に再発する可能性があります。 品質管理ソフトウェア工場 CAPA(是正措置・予防措置)の管理にチームが使用するツールは、すべてのアクション項目、期日、承認、検証手順を1か所で追跡することで、目に見える効果をもたらすことができます。.
監査準備が火災訓練に変わる
多くの工場にとって、ISO 9001監査、顧客監査、または社内階層型プロセス監査の前の数週間は混乱の極みです。品質管理チームは、不足している記録を探し出し、改訂管理されたフォームを更新し、チェックが期日通りに完了し、逸脱が適切に是正されたことを証明しようと奔走します。問題は工場側の努力不足ではなく、証拠が散在していることなのです。.
デジタルシステムは、記録が一貫した形式で取得され、タイムスタンプ、ユーザー履歴、添付ファイル、承認履歴とともに保存されるため、監査のストレスを軽減します。異なる部門からIQCログ、IPQCチェックシート、OQCリリースフォーム、CAPAファイルを手作業で集める代わりに、チームはそれらを1つのシステムから直接取得できます。これが、より多くの製造業者がデジタルシステムへの移行を進めている理由の1つです。 デジタル品質管理 日常業務とコンプライアンス対応の両方をサポートするプラットフォーム。.
品質データは部門間で分断されている
品質不良の原因は、品質保証部門だけのミスであることは稀です。問題は通常、複数の部門が関与しています。例えば、購買部門が仕入先の問題を承認したり、倉庫部門が十分な検査を行わずに資材を受け入れたり、生産部門が不安定な設定で稼働したり、保守部門が機械の修理を遅らせたり、出荷部門がプレッシャーのかかる状態で製品を出荷したりといったケースです。各部門が独自の表計算ソフトや専用ツールを使用していると、全体像を把握することができません。.
これは、ERP、保守、品質記録がきちんと連携していない中規模工場で特によく見られます。サプライヤーのパフォーマンスは調達ファイルに、不良データは生産レポートに、顧客からの苦情はメールにそれぞれ記録されています。 品質管理ソフトウェア製造 部門をまたいでチームが利用できる機能として、入荷した不良品、プロセス逸脱、最終検査の不合格、および是正措置・予防措置(CAPA)は、サイロ化されたままではなく、共有ワークフローを通じて流れるようにすることができます。.
管理上の負担がチームの受動的な対応モードを阻害する
工場責任者が抱く最大の反対意見の一つは理解できるものです。彼らは、既に多忙な製造現場にさらにデータ入力を追加するようなソフトウェアを望んでいません。検査員が紙のフォーム、Excelシート、電子メールレポートで同じ情報を重複して入力する必要がある場合、システムはすぐに機能不全に陥ります。現代の目標は 品質検査ソフトウェア このシステムの目的は、書類をデジタル化すること自体ではなく、手作業を減らし、質の高い仕事をより迅速に行うことです。.
つまり、ラインサイドチェック用のモバイルフォーム、ロットとサプライヤーデータの自動入力、バーコードまたはQRコードベースのトレーサビリティ、不適合の自動トリガー、手動での統合なしに未解決の問題を表示するダッシュボードなどです。実際には、 IQC IPQC OQC ソフトウェア これにより、品質管理チームは報告書の作成に費やす時間を減らし、欠陥への対応に多くの時間を費やすことができるようになります。複数の生産ラインやサプライヤーを管理する工場にとって、管理業務から運用管理への移行こそが、デジタル化の成功の真の理由となることが多いのです。.
製造業向け品質管理ソフトウェアを選ぶ際に注目すべき点
評価する際 品質管理ソフトウェア製造 チームが実際に使用できるかどうか、重要な質問は「品質機能が備わっているか?」だけではありません。「現在の工場の稼働方法をサポートできるか、そして次の四半期にプロセスが変更されたときに適応できるか?」です。多くの工場では、品質管理は依然として紙のチェックシート、Excelファイル、および電子メールによるフォローアップに依存しており、検出、エスカレーション、および是正措置の間に遅延が生じています。適切なプラットフォームは、 デジタル品質管理 オペレーター、検査員、監督者が複雑なソフトウェアに苦労することなく、一つのシステムに統合する。.
優れた候補者リストは、次の4つの要素のバランスが取れているべきである。 コンプライアンス、使いやすさ、導入スピード、柔軟性. コンプライアンスは重要です。なぜなら、ISO 9001、顧客監査、および社内説明責任のためにトレーサビリティが必要だからです。使いやすさも重要です。なぜなら、ライン検査員がシステムを利用しないと、データ品質が著しく低下するからです。スピードと柔軟性も重要です。なぜなら、製造プロセスは頻繁に変更されるからです。特に自動車、電子機器、食品工場では、顧客の要求事項、管理計画、検査頻度が常に更新されるためです。.
IQC、IPQC、OQC用の設定可能なフォーム
まず最初に確認すべき機能は、汎用テンプレートではなく、実際のプロセスに合わせた設定可能な検査フォームです。 IQC IPQC OQC ソフトウェア 入荷原材料、工程内巡回検査、初回品検査、最終検査、出荷承認など、さまざまなチェックリストを作成できる必要があります。これには、数値許容差、合否判定基準、欠陥カテゴリ、添付ファイル、バーコードまたはQRコードスキャン、欠陥発見時の必須写真証拠などが含まれます。現在、仕入先入荷検査と最終梱包監査に別々の紙のフォームを使用している場合でも、ソフトウェアを使用すれば、大規模なITプロジェクトを必要とせずに、これらのワークフローをデジタルで再現できます。.
自動車部品工場の生産マネージャーが、5社のサプライヤーからブレーキ部品のバッチを受け取る場面を想像してみてください。入荷品質管理チームは、寸法チェック用のフォーム、コーティング厚さチェック用のフォーム、そしてサプライヤーのロット番号に関連付けられた外観欠陥チェック用のフォームをそれぞれ必要とします。その後、工程内品質管理チームは、時間ごとのラインチェック用の別のフォームを必要とし、最終品質管理チームは、製造指示書、パレットID、および顧客部品番号に関連付けられた最終検査フォームを必要とします。 品質検査ソフトウェア これにより、仕様変更に応じてこれらのフォームを簡単に設定および修正できるようになります。.
不適合および是正措置のためのワークフロー自動化
多くの工場が失敗する理由は、検査を怠ったからではなく、フォローアップが遅く一貫性がないからです。そのため、ワークフローの自動化が不可欠です。 QMSソフトウェア製造 検査環境において、検査員が測定不良や欠陥を記録すると、システムは隔離、監督者によるレビュー、再検査、MRB(資材審査委員会)の決定、サプライヤーからのクレーム、またはCAPA(是正措置・予防措置)の割り当てといった次のステップを自動的に開始する必要があります。これにより、「欠陥発見」から「対応策実施」までの一般的なギャップが縮小され、不良品、手直し、顧客からの苦情が増加する原因が軽減されます。.
例えば、電子機器組立工場では、IPQC(工程内品質管理)中に半田接合部の欠陥が管理限界を超えた場合、システムはラインリーダーと品質エンジニアに直ちに通知する必要があります。また、アクションレコードを作成し、根本原因調査を割り当て、処理が承認されるまでロットの出荷をブロックする必要があります。自動化されていない場合、同じプロセスは多くの場合、電話、印刷されたタグ、スプレッドシートへの手動更新に依存しています。 品質管理ソフトウェア工場 このシステムは、その応答をタイムスタンプと所有権情報を含む、管理されたデジタルワークフローに変換する。.
監査証跡と完全なトレーサビリティ
トレーサビリティは、メーカーが投資する最大の理由の1つです。 品質管理ソフトウェア製造 解決策。検査結果、承認、編集、例外、および完了処理はすべて、監査証跡に自動的に記録されるべきです。顧客からの苦情があった場合、フォルダをいちいち調べなくても、問題の原因を仕入先のバッチ、機械、オペレーター、シフト、検査記録、および是正措置履歴まで遡って追跡できる必要があります。これは、自動車エレクトロニクスや食品加工など、規制の厳しい分野や責任リスクの高い分野では特に重要です。.
業界調査では一貫して、品質の悪さが製造業者に 年間売上高は5%と20%, プロセス成熟度とセクターによって異なります。そのコストの大部分は、最初の欠陥そのものではなく、トレーサビリティの弱さ、封じ込めの遅延、および欠陥の繰り返しに起因します。 デジタル品質管理 ソフトウェアは、あらゆる品質関連イベントを検索可能にし、相互に関連付けることで、こうした隠れたコストの削減に役立ちます。監査時にも、署名やスキャンした文書を集めるのに半日も費やすことなく、わずか数分で必要な記録を取り出すことができます。.
製造現場でのモバイルデータ収集
検査員や監督者が現場でシステムを簡単に使用できない場合、導入は停滞します。モバイルフレンドリーなシステムを探しましょう。 品質検査ソフトウェア タブレットやスマートフォンで動作し、画像キャプチャをサポートし、受入、ラインサイド、倉庫、出荷検査ポイントで迅速なデータ入力を可能にする。多くの工場では、品質問題はデスクから離れた場所で発生する。例えば、プレスライン、包装機の横、冷蔵倉庫、あるいは入荷ドックなどだ。モバイルアクセスによって、問題発生から対応までの時間を短縮できる。.
食品製造工場を想像してみてください。そこでは、品質管理技術者が複数の製造ラインで30分ごとに包装のシールチェックを行っています。チェックのたびにデスクトップ端末に戻らなければならない場合、時間をロスし、後で記憶を頼りにデータを入力することになります。モバイルアプリを使えば、ラインコードをスキャンし、シール強度の結果を記録し、破損したパッケージの写真を添付し、測定値が許容範囲外になった場合は即座にアラートを発することができます。これは、デモで見栄えの良いソフトウェアと、実際の工場で機能するソフトウェアとの、実質的な違いです。.
意思決定を迅速化するリアルタイムダッシュボード
データ収集だけでは不十分です。管理者には可視性が必要です。 QMSソフトウェア製造 プラットフォームは、ライン、シフト、または製品ファミリーごとに、欠陥傾向、初回合格率、サプライヤー品質パフォーマンス、CAPAの経過時間、監査結果、検査合格率などのダッシュボードを提供する必要があります。これらの指標がリアルタイムで更新されることで、品質管理者は顧客からの苦情になる前に、繰り返し発生する問題を特定できます。また、工場管理者は、品質損失がスループットと利益率に悪影響を与えている箇所をより明確に把握できます。.
例えば、ダッシュボードには、ある射出成形ラインで夜勤中に不良率が上昇していることや、ある樹脂グレードの仕入先からの不良品が過去2週間で倍増していることが表示されるかもしれません。このような情報があれば、チームは工程のばらつきと仕入先の問題をより迅速に区別できます。多くの工場では、複数のスプレッドシートから毎週レポートが作成されるため、このようなレベルの洞察を得るのが遅れています。 デジタル品質管理 ソフトウェアは、単なる記録管理ではなく、質の高いデータを運用状況の可視化へと変換します。.
役割に基づく権限とアクセス制御
品質データは機密情報であり、誰もがすべてを閲覧したり編集したりできるべきではありません。ソフトウェアは役割ベースのアクセス権限をサポートし、オペレーター、検査員、生産管理者、品質エンジニア、工場管理者それぞれが適切なレベルのアクセス権限を持つようにする必要があります。例えば、オペレーターは欠陥発見の報告はできるが是正措置・予防措置(CAPA)記録を閉じることはできず、品質保証(QA)管理者のみが逸脱要求を承認したり、マスター検査基準を変更したりできるといった具合です。これは、ガバナンス、説明責任、およびデータ整合性の確保において重要です。.
役割ベースの管理は、複数拠点での業務やサプライヤーとのやり取りを伴うワークフローにおいても重要です。地域品質責任者は複数の工場を比較する必要があるかもしれませんが、現地のチームは自身の記録のみにアクセスできるべきです。サプライヤーの不適合報告書を外部と共有する場合、サプライヤーは自身のケースと添付ファイルのみを閲覧できるようにする必要があります。これは現代の業務における基本的な要件です。 品質管理ソフトウェア工場 特に監査対応や顧客情報の機密保持が重要な導入事例。.
文書管理および改訂管理
基礎となる基準が管理されていない場合、検査データは価値を失います。ソフトウェアは、SOP、管理計画、作業指示書、欠陥カタログ、サンプリング計画、仕様改訂などを、構造化された単一の環境で管理するのに役立つはずです。更新された文書が誰かのメールに保存されているために、OQCチームが古い包装基準に基づいて検査を行っている場合、ソフトウェアはその役割を果たしていません。 IQC IPQC OQC ソフトウェア ユーザーが常に適切なプロセスステップに関連付けられた最新バージョンを確認できるようにする必要があります。.
これは、顧客の要求が急速に変化する可能性のある電子機器や自動車のサプライチェーンにおいて特に重要です。顧客からの苦情を受けて、管理計画が改訂され、追加のトルクチェック、より厳格な目視基準、または新しいサンプリング頻度が必要になる場合があります。システムは、関連する検査フォームとワークフローに、こうした更新を即座に反映させる必要があります。これにより、オペレーターが古い指示に従うリスクが軽減され、繰り返し発生する欠陥の一般的な原因を防ぐことができます。.
ERPとMESの統合
品質は孤立した島として機能すべきではない。 品質管理ソフトウェア製造 プラットフォームはERPまたはMESシステムと統合されるため、検査記録は発注書、仕入先ロット、製造指示書、機械データ、在庫状況、出荷情報と連携します。統合がない場合、チームは部品番号、ロットID、注文参照番号を何度も入力することになり、エラーが発生し、時間の無駄になります。また、統合により、不良ロットを在庫状況や生産トレーサビリティに直接リンクできるため、迅速な対応が可能になります。.
購買と在庫管理にERP、ライン追跡にMESを使用している電子機器メーカーを考えてみましょう。コンデンサロットの入荷検査で不合格となった場合、品質システムはサプライヤーとPOデータを自動的に取得し、不合格ステータスを在庫にプッシュバックして、ロットが生産に出荷されないようにする必要があります。OQCが出荷を承認すると、その承認は出荷リリース記録にリンクされます。 品質検査ソフトウェア 単独のツールではなくなり、工場全体の制御システムの一部となる。.
柔軟性を損なうことなく迅速な導入を実現
多くの製造業者は、従来の品質システムの設定に数か月かかるため、スプレッドシートの置き換えをためらっています。そのため、導入スピードが重要になります。適切なプラットフォームであれば、フォーム、ワークフロー、ダッシュボードを迅速に立ち上げ、プロセスの成熟に合わせてそれらを改良できるはずです。実際には、工場は受入検査と不適合追跡から始め、その後、CAPA、サプライヤー品質、階層型監査、より広範な品質管理へと拡張していくことがよくあります。 デジタル品質管理 ワークフロー。.
この柔軟性は、顧客固有の要件が頻繁に発生する工場で特に役立ちます。ティア1の自動車部品サプライヤーは、OEM A向けに1つの検査フロー、OEM B向けに別の検査フロー、そして輸出プログラム向けに別のエスカレーションパスが必要になる場合があります。固定的なシステムは回避策を生み出しますが、設定可能なシステムは必要なバリエーションを妨げることなく標準化をサポートします。これは、単に記録を保存するだけのソフトウェアと、工場のパフォーマンス向上に役立つソフトウェアとの違いです。.
実用的な購入者チェックリスト
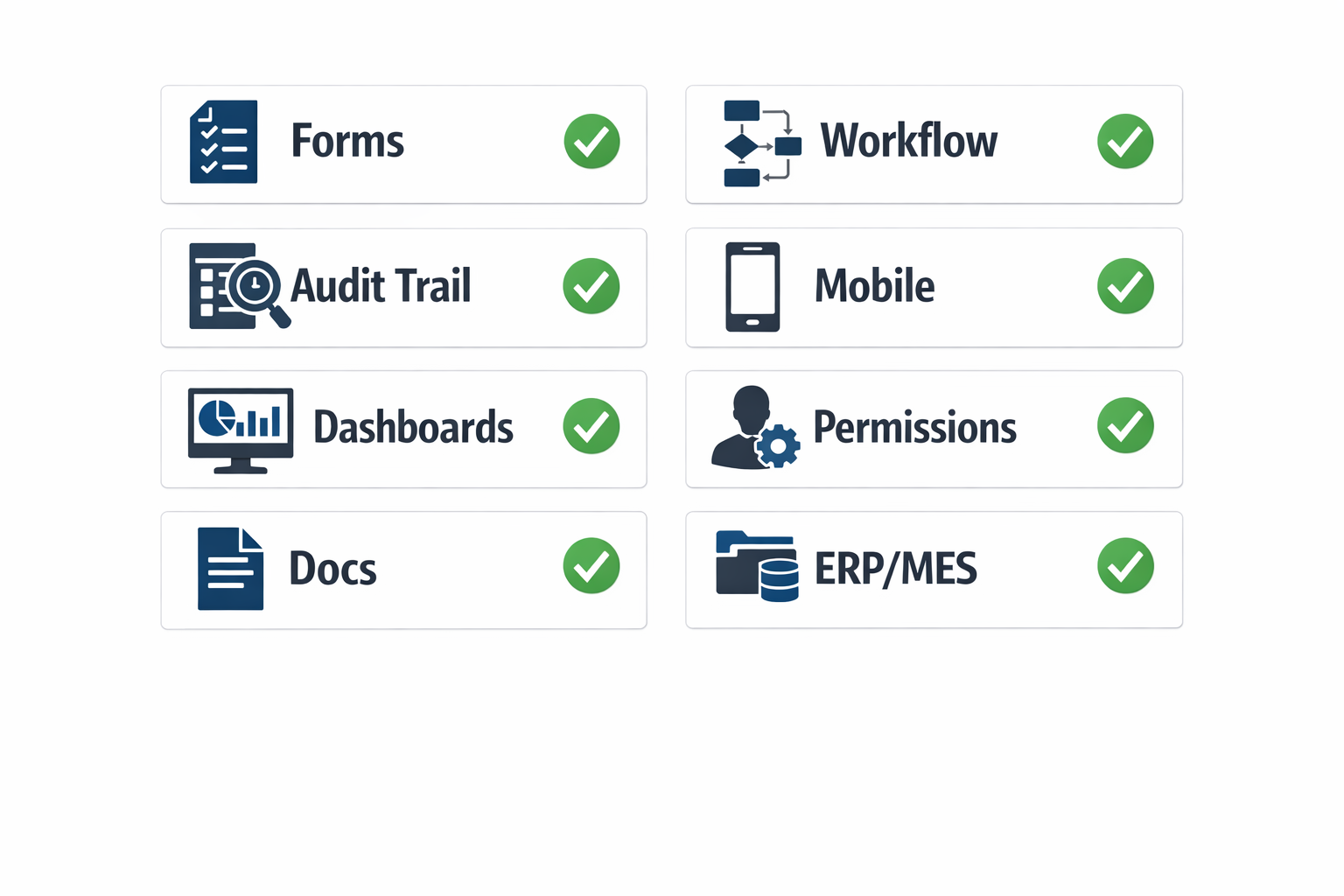
ベンダーを比較する際は、機能デモだけに頼るのではなく、チェックリストを活用しましょう。プラットフォームが、設定可能なフォーム、自動化されたワークフロー、監査証跡、モバイル検査、ライブダッシュボード、ロールベースの権限、文書管理、ERPまたはMESとの統合に対応しているかどうかを尋ねてください。また、開発者を待たずに、検査フォームの変更、新しい欠陥コードの追加、承認ルールの更新をチームがどれだけ迅速に行えるかも確認しましょう。製造業では変化が絶え間なく続くため、適応力は必須です。.
実用的な目安が欲しいなら、 QMSソフトウェア製造 チームは迅速に導入し、日常的に使用し、監査時に信頼することができます。最高のシステムとは、機能リストが最も長いシステムではなく、工場がIQC、IPQC、OQCをより少ない遅延、より良い可視性、より強力な制御で実行できるようにするシステムです。 Jodoo これらの技術は、製造業者が大規模なカスタム開発を行うことなく品質ワークフローを構築・調整できるため、ますます魅力的になっています。これは、工場のプロセスが従来のソフトウェアプロジェクトでは追いつけないほど速く進化する場合に非常に重要です。.
最高の品質検査ソフトウェアがサポートすべき主要な製造ワークフロー
評価している場合 品質管理ソフトウェア製造 チームが実際に現場で使用できるシステムの場合、重要なのは「検査フォームがあるかどうか」だけではありません。サプライヤーの受領から最終出荷まで、トレーサビリティ、承認、是正措置が組み込まれた、日々の品質管理ループ全体をシステムがサポートしているかどうかです。実際の工場では、品質問題が1つの部門にとどまることはほとんどないため、適切なシステムが不可欠です。 QMSソフトウェア製造 環境は、品質、生産、倉庫、エンジニアリング、およびサプライヤーの各チームを単一のワークフローで接続するべきである。.
強い 品質管理ソフトウェア工場 ソリューションは、プレッシャーのかかる状況下で製造が実際にどのように機能するかを反映している必要もあります。自動車部品工場の生産管理者が、第3ラインの工程内検査中に寸法上の欠陥を発見したと想像してみてください。チームは欠陥を記録するだけでなく、在庫を隔離し、監督者に警告を発し、原材料ロットを追跡し、再検査をトリガーし、部品が下流に進む前に是正措置を割り当てる必要があります。これが、スタンドアロンのフォームと真のソリューションとの違いです。 デジタル品質管理.
受入品質管理(IQC)
受入検査は、あらゆる重要なワークフローの最初のステップです。 品質検査ソフトウェア 原材料、電子部品、包装材、または外注部品が到着した際、検査員が仕入先の詳細、発注番号、バッチ番号またはロット番号、サンプリング計画、仕様チェック、写真、合否結果を1か所に記録できるシステムが必要です。多くの工場では、この手順は依然として紙のチェックシートとExcelログで処理されており、数週間後に欠陥が発覚した場合、仕入先の追跡が遅れる原因となっています。.
最高の IQC IPQC OQC ソフトウェア 入荷検査を迅速かつ標準化する必要があります。例えば、電子機器組立工場では、コンデンサを受け取るIQC検査員は、仕入先のバッチラベルをスキャンし、適切な検査基準を呼び出し、AQLサンプリング結果を記録し、ラベルやパッケージの問題箇所の写真を添付し、不合格ロットを自動的に隔離施設へ送ることができる必要があります。これにより、入荷時の遅延が削減され、調達チームと仕入先品質管理チームは仕入先のパフォーマンスを即座に把握できるようになります。.
工程内品質管理(IPQC)
工程内検査は、品質管理ソフトウェアが不良品、手直し、ライン停止に最も大きな影響を与える部分です。 品質管理ソフトウェア製造 チームが選択するシステムは、生産中の巡回検査、初回品検査、セットアップ検証、時間ごとの品質チェック、およびプロセスパラメータ確認をサポートするものであるべきです。オペレーターと品質技術者は、測定値を紙に書き留めてシフト後に保管するのではなく、タブレットやモバイルデバイスを使用してライン上で直接測定値を入力できるようにする必要があります。.
これは、大量生産環境では工程のずれが頻繁に発生するため重要です。例えば、食品製造工場では、作業員は1時間ごとに充填重量、シールの完全性、ラベルの貼付位置、温度管理などを確認する必要があるかもしれません。いずれかのパラメータが許容範囲を超えた場合、ソフトウェアは即座にアラートを発し、必要に応じてバッチの状態をロックしてレビューできるようにし、いつ、誰が、何を確認したかの記録を作成する必要があります。このような対応は、品質管理と監査対応の両方に役立ちます。.
出荷品質管理(OQC)
最終検査は不良品が顧客に届く前の最後の段階であるため、OQCワークフローは構造化され、追跡可能である必要があります。 品質管理ソフトウェア工場 システムは、最終的な目視検査、機能テスト、梱包確認、ラベル表示確認、および出荷承認をサポートする必要があります。また、完成品検査を製造指示、バッチ、および顧客出荷データと連携させ、出荷決定が孤立して行われないようにする必要があります。.
メーカーが自動車内装部品をティア1顧客に出荷する場面を想像してみてください。出荷前に、OQCチームは外観、重要な寸法、梱包数量、バーコードラベルを顧客固有の要件と照らし合わせて検証する必要があります。適切な 品質検査ソフトウェア, 検査員はチェックリストをデジタルで記入し、証拠を添付し、問題点を即座に指摘し、不適合が解消されるまで出荷を阻止することができます。これにより、顧客評価が保護され、返品やチャージバックのリスクが軽減されます。.
不適合品の取り扱いと封じ込め
ソフトウェアが欠陥発見後の対応を管理できない場合、検査だけでは不十分です。 QMSソフトウェア製造 プラットフォームは、不適合報告、欠陥分類、リスク評価、封じ込め措置、隔離状況、および再加工、現状使用、サプライヤーへの返品、廃棄などの処分決定をサポートする必要があります。これらのワークフローは、ステータス管理が不十分な場合、未解決の不適合品が容易に生産ラインに戻ったり、顧客に届いたりする可能性があるため、不可欠です。.
実際には、このシステムは欠陥が発生した際にチームが迅速に対応できるよう支援するものであるべきです。例えば、IPQC検査員がプレス加工された金属部品にバリ欠陥を発見した場合、ソフトウェアは影響を受けたロットの即時分離、選別作業の割り当て、そして生産、倉庫、品質管理の各責任者への状況把握を可能にする必要があります。メールや口頭での更新に頼るのではなく、全員が同じリアルタイムの状況を確認できるため、対応時間が短縮され、不良品によるコストを削減できます。.
CAPAおよび根本原因のフォローアップ
是正措置と予防措置は多くの工場が苦労する部分であり、特に措置が分断されたスプレッドシートで追跡されている場合はなおさらです。 デジタル品質管理 ツールは、不適合記録を根本原因分析、封じ込め検証、是正措置担当者、期日、証拠アップロード、有効性チェックに直接リンクさせるべきです。これは、監査員が欠陥ログだけでなく、チームがどのように再発防止策を講じているかを問うISO 9001環境において特に重要です。.
分かりやすい例として、電子機器工場で繰り返し発生するはんだ付け不良が挙げられます。品質エンジニアは、複数のIPQC(工程内品質管理)の失敗に関連する是正措置・予防措置(CAPA)を策定し、保守部門にリフロープロファイルの検査を指示し、生産部門に作業員の再訓練を指示し、エンジニアリング部門に作業指示書の改訂を要求するでしょう。ソフトウェアが期限を追跡し、リマインダーを送信し、期限切れのアクションをダッシュボードに表示すれば、工場は同じ問題を翌月に繰り返すことなく、問題解決のサイクルを完遂できる可能性がはるかに高くなります。.
サプライヤー品質管理
サプライヤーの品質は、検査プロセスから除外されるべきではありません。 品質管理ソフトウェア製造 業務上の必要性から、仕入先の欠陥、入荷時の不良率、SCAR(サプライヤー是正措置要求)、対応状況の追跡、および仕入先のパフォーマンス傾向を連携させる必要がある。仕入先の問題は社内業務の混乱の大きな部分を占める可能性があり、一部の研究では、仕入先の品質不良が、遅延、選別、再加工、および割増運賃を通じて、品質コスト全体に大きく影響すると推定されている。.
例えば食品包装工程では、同一サプライヤーからのシールフィルムのばらつきが繰り返されると、充填機の詰まりやシール性能のばらつきを引き起こす可能性があります。 品質検査ソフトウェア このプラットフォームにより、IQCチームはサプライヤーごとに発生した問題を記録し、サプライヤーへの是正措置要求を生成し、材料の種類別またはサプライヤーの拠点別に、経時的な不良率の傾向を把握できます。これにより、調達チームとサプライヤー品質管理チームは、断片的な苦情ではなく、レビュー会議のための確かなデータを得ることができます。.
逸脱承認および管理された例外
工場では、例外を管理するための統制された方法も必要です。材料、プロセス設定、または文書が一時的に標準要件から逸脱することがありますが、そのような決定はレビュー、承認、期限付き、および文書化されなければなりません。ここで、完全な 品質管理ソフトウェア工場 ソリューションは、逸脱要求、リスク評価、承認経路、一時的な有効期間、および関連するフォローアップ措置をサポートする必要があります。.
例えば、工場が改訂された包装ラベルを待っているものの、一時的な特例措置の下で承認済みの製品を出荷する必要があると想像してみてください。デジタル管理がない場合、これは非公式なメッセージや口頭での承認によって行われることが多く、監査リスクを生み出します。 デジタル品質管理, 工場は、逸脱を品質、生産、および顧客対応チームに伝達し、正当性を文書化し、有効期限ルールを定義し、完全な承認履歴を保持することができます。.
監査準備と証拠準備
成熟の最も明確な兆候の1つ QMSソフトウェア製造 監査準備をどれだけ効果的にサポートできるかが重要です。ISO 9001監査、顧客監査、または社内階層型プロセス監査の際、チームは検査記録、校正リンク、不適合履歴、是正措置・予防措置(CAPA)のステータス、承認履歴を迅速に取得できる必要があります。工場が未だにバインダー、共有ドライブ、古いスプレッドシートを何時間もかけて探し回っているとしたら、そのシステムは十分な機能を提供していません。.
最高の IQC IPQC OQC ソフトウェア 品質管理チームは、監査の直前だけでなく、毎日監査に対応できる体制を整えることができます。記録は部品番号、ロット、サプライヤー、日付、ライン、検査員で検索可能で、ダッシュボードには期限切れの是正措置・予防措置(CAPA)、繰り返し発生する欠陥、未解決の逸脱事項が強調表示される必要があります。リーン生産方式や継続的改善(CI)のリーダーにとっては、欠陥率の低下、完了までの時間の短縮、不適合の繰り返し発生の減少など、実際のデータを用いて改善結果を証明しやすくなります。.
完全なワークフローとはどのようなものか
評価する際 品質管理ソフトウェア製造 チームは複数の生産ラインや工場にわたって規模を拡大し、個別のモジュールではなくワークフローの継続性を重視します。IQCで発見された欠陥はサプライヤーの対応を促し、IPQCで発見された欠陥は封じ込めと是正措置(CAPA)を促し、OQCで不合格となった場合は、処分が完了するまで出荷を停止します。このようなエンドツーエンドのフローこそが、検査データを運用管理へと変換するのです。.
次のようなプラットフォーム Jodoo この文脈において、これらのツールは製造業者が工場を厳格なテンプレートに無理やり合わせるのではなく、独自のSOPに基づいてワークフローを構築できるため有用です。つまり、カスタム検査フォーム、承認ルート、不適合追跡、CAPAフォローアップ、リアルタイムダッシュボードを、コード不要の単一環境で構成できるということです。紙、Excel、および連携していないツールを置き換えようとしている工場にとって、これは多くの場合、より迅速な対応を実現するための最も実用的な道となります。 品質検査ソフトウェア システム。.
Jodooが柔軟なデジタル品質管理でIQC、IPQC、OQCをどのようにサポートするか
製造業者は品質管理プロセスがどのように機能すべきかを正確に把握していることが多いが、そのソフトウェアは現場の現実と一致していない。ある工場では仕入先ロットごとの受入検査が必要かもしれないし、別の工場ではキャビティ番号ごとに2時間ごとの工程内検査が必要かもしれないし、また別の工場では顧客固有の包装基準に関連した最終検査が必要かもしれない。そこで、 品質管理ソフトウェア製造 柔軟性が必要であり、硬直的であってはならない。. Jodoo メーカーが構築・適応できるようにすることで、このニーズをサポートする デジタル品質管理 大規模なカスタム開発や長期にわたるITプロジェクトを必要としないワークフロー。.
Jodooは、品質、生産、倉庫、エンジニアリングの各チームが紙のフォーム、スプレッドシート、分断されたシステムを横断して作業することを強制するのではなく、データの収集、問題のルーティング、アクションの追跡、トレンドの監視を行うための単一のノーコードプラットフォームを提供します。これにより、Jodooは、次のようなニーズを持つ企業にとって実用的な選択肢となります。 QMSソフトウェア製造 工場、製品、顧客の要件に合わせてカスタマイズされたプロセス。複数のモデルを生産している工場や、複数のOEMに製品を提供している工場にとって、この柔軟性は重要です。なぜなら、検査基準、承認手順、エスカレーションルールは、従来のソフトウェアでは対応できないほど速いペースで変化することが多いからです。.
実際のプロセスに合わせてIQC、IPQC、OQCのワークフローを構築する
Jodoo サポートするように構成できます IQC IPQC OQC ソフトウェア エンドツーエンドのワークフロー。IQCでは、チームは仕入先名、PO番号、バッチコード、サンプリング計画、寸法チェック、目視による欠陥、写真、および合格、不合格、条件付きリリースなどの処理状況のフィールドを含む入荷資材検査フォームを作成できます。IPQCでは、生産チームは、タブレットやモバイルデバイスからライン上で、初回品検査、巡回チェック、ラインクリアランス検証、およびプロセスパラメータ確認を直接記録できます。OQCでは、最終検査員は、商品が出荷される前に、梱包チェック、機能テスト結果、ラベル検証、および出荷承認を記録できます。.
Jodooはノーコードなので、品質チームは要件の変化に応じてフォームやロジックを調整できます。食品メーカーがOQCにアレルゲンラベルの検証を追加したり、電子機器工場がIPQCにESD準拠チェックを追加する必要がある場合、ソフトウェアの再開発サイクル全体を待つことなく、これらの変更を設定できます。そのため、Jodooは次のような用途に役立ちます。 品質検査ソフトウェア 規格、製品、顧客ニーズが絶えず変化する工場に最適です。また、シフト、生産ライン、拠点を横断した検査実施の標準化にも役立ちます。.
欠陥報告と不適合処理のデジタル化
良い 品質管理ソフトウェア工場 セットアップは検査結果の記録だけで終わるべきではありません。問題が発生した際には、適切なアクションをトリガーする必要があります。Jodooでは、検査結果が不合格だった場合、不適合記録、欠陥レポート、または封じ込めタスクを自動的に作成できるため、問題がメールのやり取りや紙のファイルに埋もれてしまうことを防ぎます。これは特に重要です。なぜなら、品質不良は通常、再加工、遅延、苦情、保証リスクなどを含めて、直接的な廃棄価値をはるかに超えるコストを製造業者にもたらすからです。.
自動車部品工場の生産管理者が、プレスラインでの工程内品質管理(IPQC)中に、繰り返し発生するバリ欠陥を発見したと想像してみてください。Jodooでは、検査員は欠陥を記録し、写真を添付し、機械と金型番号を特定して、すぐにケースを送信できます。システムは、ライン監督者、品質エンジニア、および工具室チームに通知し、封じ込め措置と期日を割り当てます。工場は、更新情報を手動で追跡するのに何時間も費やす代わりに、明確な責任体制を備えた追跡可能なデジタルワークフローを手に入れることができます。.
ルートのエスカレーションと承認を自動的に行う
品質問題は通常複数の部門に関係するため、承認ルートが重要になります。 QMSソフトウェア製造. Jodooは、重大度、欠陥の種類、顧客への影響、またはサプライヤーソースに基づいて、エスカレーションワークフローを自動化できます。軽微な視覚的欠陥はスーパーバイザーによる確認のみで済む場合もありますが、重大な寸法上の欠陥は、QAマネージャーの承認、生産保留、およびMRBレビューをトリガーする可能性があります。これにより、対応がリスクに見合ったものとなり、不明確な意思決定経路による遅延が軽減されます。.
例えば、電子機器組立業者は、定義されたしきい値を超えるはんだ接合部の欠陥が発生した場合、エンジニアリングレビューと一時的なライン停止をトリガーしたいと考えるかもしれません。食品包装工場は、条件付き検査結果が出たバッチを出荷する前に、品質保証部門の承認を必要とするかもしれません。これらのルールは、リマインダー、期限切れアラート、ステータス追跡とともに、ワークフローに直接組み込むことができます。その結果、Jodooは単なる 品質検査ソフトウェア, しかし、より広い意味で デジタル品質管理 検査と対応を結びつけるシステム。.
サプライヤーの品質問題をより効果的に追跡する
IQC(受入品質管理)は、サプライヤーの問題が可視化され、継続的に対処される場合にのみ効果を発揮します。Jodooは、サプライヤー関連の欠陥を把握し、入荷ロットと紐付け、是正措置を割り当て、サプライヤー、部品番号、または欠陥カテゴリ別に再発状況を監視するのに役立ちます。これは、電子機器、自動車、食品加工など、外部部品の一貫性に依存する工場にとって特に有効です。検査記録と是正措置が1つの統合システムに集約されることで、サプライヤーの品質管理が格段に容易になります。.
電子機器メーカーが、承認済みの3つのサプライヤーからコネクタを仕入れているとします。あるサプライヤーから複数のロットでピンの曲がり率が高くなり、組み立て中にライン停止が発生しました。Jodooを使用すれば、IQCチームはダッシュボード上で問題の傾向を把握し、サプライヤー苦情処理ワークフローを作成して、購買部門とサプライヤー品質管理部門にフォローアップを依頼できます。時間の経過とともに、企業はサプライヤーごとのPPM、不良率、是正措置の完了状況を比較できるため、サプライヤー評価をより事実に基づいたものにすることができます。.
ダッシュボードを使用してリアルタイムの品質可視化を実現する
現代の最大の利点の1つは 品質管理ソフトウェア製造 プラットフォームの本質は可視性です。Jodooダッシュボードは、不良率、欠陥パレート図、サプライヤーのパフォーマンス、未処理のNCR、CAPAの経過時間、初回合格率、検査完了状況などをリアルタイムで表示できます。これにより、工場管理者や品質管理者は、週ごとのExcelレポートを待つことなく、早期にパターンを把握できます。多くの工場では、可視性の向上は、迅速な問題解決と品質コストの削減につながります。.
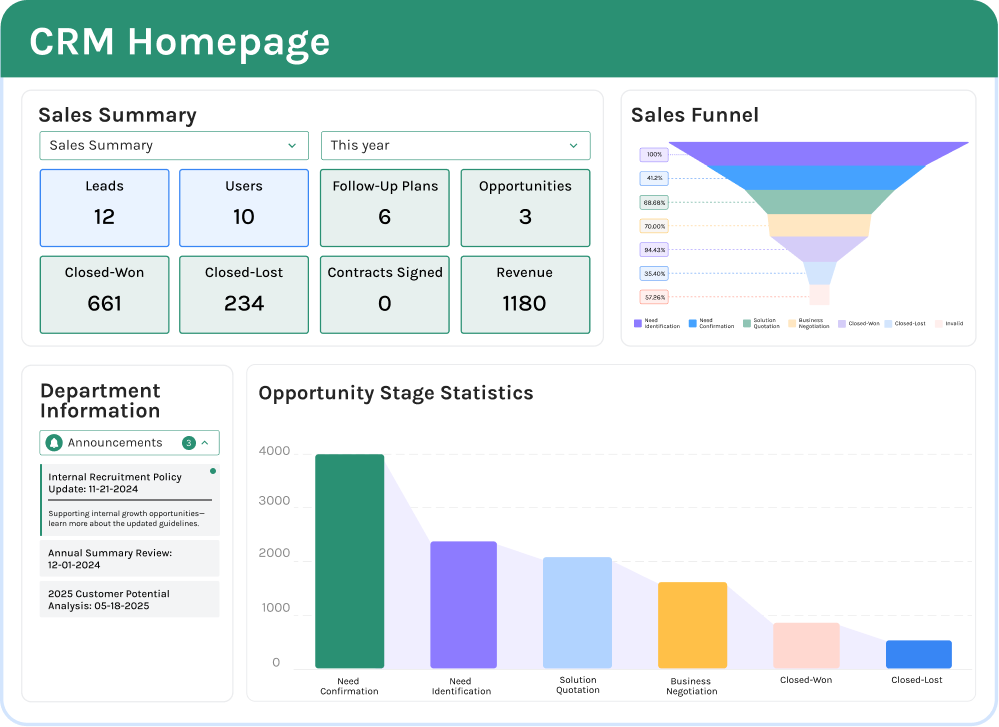
ダッシュボードは役割別にカスタマイズすることもできます。スーパーバイザーはラインレベルのIPQCミスと未解決のエスカレーションのみを確認すればよい場合があり、工場長はサイト全体の不良品傾向、主要な欠陥カテゴリ、サプライヤークレームを確認したい場合があります。複数の拠点を持つ製造業者にとって、標準化されたダッシュボードは、同じKPI定義を使用して工場間のパフォーマンスを比較しやすくします。これが、多くのチームがダッシュボードを探している主な理由です。 品質管理ソフトウェア工場 単に記録を保存する以上の機能を持つツール。.
大規模なIT作業を必要とせずに部門間の連携を改善する
品質問題は、多くの場合、単一の部門だけの問題ではありません。欠陥は仕入先から始まり、製造工程で発生し、品質保証部門によって検出され、保守、エンジニアリング、倉庫、購買といった複数の部門による対応が必要となる場合があります。Jodooは、共有レコード、役割ベースのアクセス権限、自動通知、タスク追跡といった機能を単一のプラットフォーム上で提供することで、これらのチーム間の連携を支援します。これにより、スプレッドシート、メッセージングアプリ、部門ごとのファイルなどに分散した品質データという、よくある問題を軽減できます。.
これは、是正措置を維持しようとするリーン生産方式や継続的改善チームにとって特に価値があります。工場は、欠陥記録を8D、A3、またはCAPAワークフローにリンクし、期限切れの措置を追跡し、ダッシュボードで完了状況を報告できます。一部の製造業者は、措置追跡をデジタル化するだけでも、責任が明確になるため、未解決の品質問題が大幅に減少すると考えています。その意味で、Jodooは、単に IQC IPQC OQC ソフトウェア ワークフローだけでなく、最初の対応後に改善が薄れてしまわないようにするためには、より広範な規律が必要となる。.
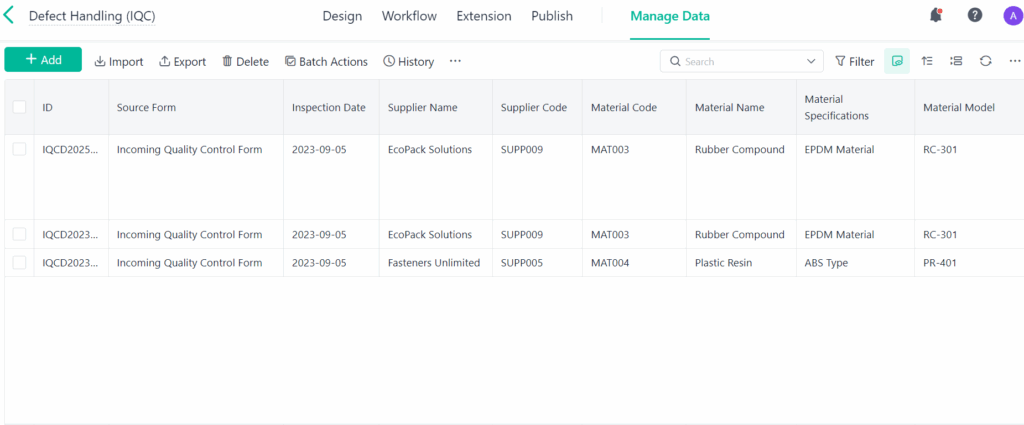
使用例:工場における品質管理ソフトウェアによる紙とスプレッドシートの置き換え
自動車部品工場で、ティア1顧客にプレス加工ブラケットと溶接アセンブリを供給する品質管理担当者を想像してみてください。工場では、鋼コイルと購入したファスナーの受入検査、プレスラインと溶接ラインでの工程内検査、パレット積みの出荷前に出荷検査を実施しています。書類上はプロセスが管理されているように見えますが、実際には検査記録はクリップボードに挟まれ、欠陥写真は個人の携帯電話に保存され、対応状況の追跡はたった一人のエンジニアが更新するExcelで行われています。 品質管理ソフトウェア製造 チームは、分断されたファイルに頼るのではなく、IQC、IPQC、OQCを1つのシステムに接続するためにこれを利用できます。.
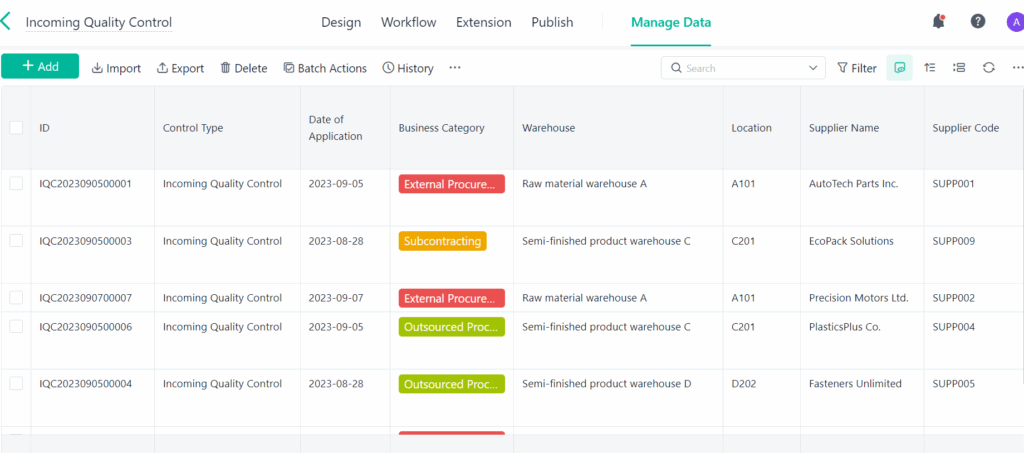
このシナリオでは、工場はJodooを使用してカスタマイズされた QMSソフトウェア製造 長期間にわたるカスタムソフトウェア開発プロジェクトを待つことなく、ワークフローを効率化できます。チームは、受入検査、工程内巡回チェック、初回品承認、最終検査、不適合処理のためのデジタルフォームを作成します。各フォームは、役割ベースのアクセス制御、必須項目、写真キャプチャ、タイムスタンプ付き記録機能を備えているため、管理者は誰がいつ何を検査したかを正確に把握できます。ISO 9001監査前に紙の記録を追いかける代わりに、工場全体で品質活動に関する検索可能なリアルタイム記録を保有できます。.
受入時のIQCのデジタル化
受入時には、入荷ロットごとに、仕入先名、発注番号、材料コード、バッチ番号、検査計画が記録されます。工場で生産マネージャーが午前10時前に12ロットのファスナーと4ロットの鋼材を受け取ったと想像してみてください。紙のフォームでは、忙しいシフト中に1ロットが完全な検証を見逃してしまう可能性があります。 品質検査ソフトウェア, 入荷検査員はバーコードをスキャンし、該当するチェックリストを表示して、寸法と外観の結果を記録し、錆、ねじ山の損傷、ラベルの不一致などの写真を添付します。ロットが不合格となった場合、Jodooは自動的に倉庫、購買、品質管理部門に保留通知を送信し、承認されていない資材が生産工程に届くのを防ぎます。.
これは、サプライヤーの品質問題が下流工程の混乱の大きな原因となるため重要です。製造業全体にわたる調査では、品質の悪さが消費を減少させる可能性があることがしばしば示されています。 売上高151兆3000億~201兆3000億 不良品、再加工、保証、生産性損失を含めると、紙ベースのプロセスでは、欠陥が見つかった場合でも、封じ込めが電話、メール、手動更新に依存するため、対応が遅くなります。接続された 品質管理ソフトウェア工場 ワークフローにより、工場はサプライヤーのNCRを即座に発行し、サプライヤー、商品、または欠陥の種類ごとに完了時間を追跡できます。.
IPQCと実際の生産現場との連携
工場現場では、同じ工場が初回出荷時、時間ごとの巡回、および段取り替え時にIPQCチェックをデジタル化しています。オペレーターとラインリーダーは、プレスライン、溶接セル、および塗装エリアでタブレットまたはモバイルデバイスを使用してチェックを完了し、寸法、トルク、溶接外観、および塗装厚さについて個別の基準が適用されます。測定値が許容範囲外の場合、フォームは、送信を完了する前に、ユーザーに封じ込め措置、隔離量、および疑われる原因を入力するように要求する場合があります。 デジタル品質管理 単なる記録ツールではなく、積極的な管理方法へと進化させる。.
工場でよくある問題は、生産ピーク時に検査頻度が不足することです。検査員が3つのラインを担当し、生産が遅れを取り戻すために加速すると、欠陥が蓄積するまで誰も気づかないうちに、1時間ごとの検査が2時間または3時間ごとになってしまうことがあります。 IQC IPQC OQC ソフトウェア, Jodooは、期限が到来した検査のリマインダーを自動的に送信し、期限を過ぎた検査を品質管理責任者にエスカレーションすることができます。実際には、これにより検査漏れが減り、異常な結果がシフト終了時に発見されるのではなくすぐに確認できるため、欠陥への対応時間が短縮されます。.
治具の摩耗により、溶接ステーションの一つで溶接不良が発生し始めたと想像してみてください。紙ベースのシステムでは、品質エンジニアがその日の後半にフォームを確認するまで問題が発覚しない可能性があり、その頃には複数のパレットの仕分けが必要になるかもしれません。一方、Jodooでは、IPQCの入力ミスを検知すると、ライン停止の確認、メンテナンス通知、材料の分離といったワークフローが即座に開始されます。このような対応により、問題解決にかかる時間を数時間から数分に短縮でき、自動車や電子機器の組立といった大量生産環境では非常に重要です。.
出荷前OQCの改善
OQCでは、工場は生産指示書と顧客部品番号にリンクされた最終検査および出荷承認フォームを作成します。出荷前に、検査員は外観、梱包方法、ラベルの正確性、数量、およびバーコードの配置や証明書の添付などの顧客固有の要件を確認します。ロットが合格した場合、, Jodoo デジタルリリース記録を生成し、出荷が完了したことを倉庫に通知できます。処理が失敗した場合は、システムはリリースをブロックし、再検査または再作業確認のためのフォローアップタスクを開始します。.
これは、ラベルの誤りやカートンの混入が顧客からのクレーム、チャージバック、あるいは緊急の航空貨物輸送費につながる可能性がある輸出志向型の製造業において特に有用です。例えば、食品製造業では、最終チェックにはシールの完全性、日付コードの確認、アレルゲンラベルの確認、パレットのトレーサビリティなどが含まれる場合があります。電子機器製造業では、外観検査、ESDパッケージの準拠、シリアル番号のトレーサビリティなどが対象となる場合があります。 品質検査ソフトウェア 製品や顧客によってOQC(出荷品質管理)の要件が大きく異なるため、設定が重要になります。.
稼働開始後に運用面で何が変わるのか
工場が紙やスプレッドシートから脱却すると、品質チームは会議のために検査データをまとめるのに何時間も費やす必要がなくなります。ダッシュボードには、サプライヤー別の入荷不良傾向、ラインとシフト別の工程内不良、製品ファミリー別の出荷不良率が表示されます。マネージャーは、初回合格率、品質アラートへの対応時間、未処理のNCRの経過時間、繰り返し発生する不良などの実用的なKPIも追跡できます。これが、 品質管理ソフトウェア製造 単なる電子ファイルキャビネットではなく、意思決定のためのツールとなる。.
監査対応も向上します。キャビネットからファイルを取り出して、管理者に古いExcelレポートを再送してもらう代わりに、工場はバッチ、日付範囲、顧客、または欠陥カテゴリで検査履歴を数分以内にフィルタリングできます。ISO 9001や顧客監査に対応する工場にとって、これは準備時間を短縮し、記録の不備のリスクを低減します。多くの業務において、これだけでも、生産サポートとコンプライアンス業務で既に多忙を極めている品質エンジニアの大きな負担を軽減できます。.
Jodooがこのような工場ワークフローに適している理由
Jodooがこのユースケースで実用的である理由は、工場がプロセスを既製の厳格な形式に無理やり押し込める必要がないからです。チームは、IQC、巡回検査、初回製品検査、OQC、CAPA、サプライヤー是正措置用に個別のアプリを構築し、それらをワークフローとダッシュボードに接続できます。つまり、製造業者は1つのラインまたは1つの工場から始めてその価値を実証し、その後、システムを部門全体に拡張できるということです。 QMSソフトウェア製造 選択肢の柔軟性は重要です。なぜなら、品質管理のワークフローは、顧客、製品の種類、監査要件によって頻繁に変化するからです。.
実際の工場環境では、ソフトウェアが日々の業務に合致している場合にのみ、導入が成功します。検査員はモバイル端末からの迅速な入力が必要であり、監督者は明確なエスカレーションを必要とし、工場管理者は誰かがスプレッドシートを更新するのを待つことなくトレンドを把握する必要があります。Jodooのようなノーコードプラットフォームは、プロセスが進化するにつれてチームがチェックリスト、承認ルール、ダッシュボードを調整できるようにすることで、これをサポートします。 デジタル品質管理 受入、生産、最終出荷に至るまで、このような連携した体制こそが、IQC、IPQC、OQCを個別の活動から、一つの統制されたシステムへと変えるのです。.
結論:適切な品質管理ソフトウェアを選択することで、製造チームは成長できる
ほとんどの工場では、品質問題はフォームの不足から生じるのではなく、入荷検査、工程内検査、出荷品質管理間のプロセスが分断されていることから生じます。もしあなたのチームがまだIQC、IPQC、OQCを紙、Excel、別々のシステムで管理しているなら、応答時間の遅さ、トレーサビリティの弱さ、シフトや工場間での実行の不一致に悩まされることになるでしょう。 品質管理ソフトウェア製造 選ばれたチームは、単に記録を保存する以上のことをすべきである。.
適切なシステムは、検査データ、承認ワークフロー、不適合処理、CAPA、リアルタイムレポートを1か所に統合する必要があります。電子機器工場では、生産管理者はIPQC中に半田不良の増加傾向を察知し、即座に封じ込め措置を開始し、担当者を割り当て、出荷リスクが高まる前に完了状況を追跡できる必要があります。このような可視性は、特に品質不良がコスト増につながる場合には重要です。 売上高10%~20% 多くの企業では、不良品、再加工、返品、保証費用などを通じて発生する。.
大規模なカスタム開発を待たずに品質をデジタル化する柔軟な方法が必要な場合は、, Jodoo Jodooは検討する価値があります。ノーコードのリーン生産方式プラットフォームとして、工場に合わせて検査フォーム、承認フロー、ダッシュボード、継続的改善ワークフローを構築するのに役立ちます。. 無料トライアルを開始する または デモを予約する 貴社の品質管理プロセスが、連携した単一のシステム内でどのように機能するかをご確認ください。.

