
はじめに:現代の製造業におけるTQMの意味
たった一度の品質不良が、一バッチの不良品よりもはるかに大きな損失につながる可能性があります。製造業では、本当の損害は保証請求、生産ラインの停止、顧客からの苦情、そして信頼の喪失といった形で後になって現れることが多いのです。だからこそ、 総合品質管理 (TQM) 依然として重要である。それは、品質を工場全体の管理システムとして捉え、品質保証部門だけが担う最終検査業務として扱わないからである。.
現代の製造業において、TQM(総合的品質管理)とは、購買、生産から保守、倉庫管理、顧客サービスに至るまで、あらゆる機能が品質向上に貢献することを意味します。これは、一般的な製造工場、自動車部品工場、電子機器組立ライン、あるいは厳格なトレーサビリティとコンプライアンスが求められる食品・飲料事業など、どのような業種であっても重要です。目標は、欠陥を検出するだけでなく、欠陥を未然に防ぎ、一貫性を向上させ、問題を早期に可視化するプロセスを構築することです。.
この記事では、その背後にある基本原則を説明します。 TQM, TQMがもたらすビジネス上のメリット、そして製造業におけるTQMの適用方法を段階的に解説します。また、標準作業、検査、是正措置、チームレビュー、データに基づいたフォローアップといった日常業務において、継続的な品質改善がどのように実践されるのかもご紹介します。.
総合品質管理の基本原則
さまざまなフレームワークが説明している TQM 原則 方法は多少異なるものの、4つか5つを挙げる人もいれば、7つか8つ挙げる人もいる。しかし、基本的な考え方は実際にはほぼ同じだ。製造業においては、これらの原則を一つのオペレーティングシステムとして扱うことで最も効果を発揮する。つまり、リーダーシップが方向性を示し、従業員は標準的なプロセスに従い、意思決定は事実に基づき、サプライヤーはサプライチェーンの一部として管理され、改善は絶え間なく続けられる。.

顧客重視
製造業におけるTQM(総合品質管理)は、シンプルな問いから始まります。顧客が実際に何を求めているのか、そして自社工場はそれをどの程度一貫して提供できるのか、ということです。これには、製品の寸法、機能性能、梱包精度、トレーサビリティ、納期遵守、そして該当する場合は規制遵守などが含まれます。例えば、自動車部品工場では、社内加工目標を満たしていても、顧客現場での嵌合公差を満たさない部品は、品質不良とみなされます。.
リーダーシップへのコミットメント
製造業における品質文化はポスターやスローガンから生まれるものではなく、 経営行動. 工場責任者が欠陥の傾向をレビューし、根本原因の議論に参加し、是正措置についてチームに責任を負わせることで、品質は単なる付随的なプログラムではなく、日常業務の一部となります。食品加工においては、生産スケジュールがタイトな場合でも、汚染リスクの規律あるエスカレーションと監査結果に対する迅速な対応という形で、リーダーシップのコミットメントがしばしば表れます。.
従業員の参加
オペレーター、技術者、検査員、監督者はプロセスのばらつきを最初に目にするため、TQMは彼らの 積極的な参加. それは、年に一度提案を募るだけにとどまらず、現場のチームが異常を察知し、欠陥の進行を阻止し、問題解決に貢献できるようなルーチンを構築することを意味します。電子機器の組立ラインでは、はんだ付け不良が繰り返し発生することを早期に報告する作業員がいれば、軽微な工程のずれが大規模なバッチ不良に発展するのを防ぐことができます。.
プロセス規律
強力な品質管理システムは、 制御された、再現可能なプロセス 個々の英雄的行為ではなく、標準作業、検査計画、対応計画、校正管理、および文書化された引き継ぎによって、シフト間およびライン間のばらつきが低減されます。包装工場では、2つの作業班が同じ機械を操作することがありますが、明確な設定基準がないと、一方のシフトではシール不良が頻繁に発生するのに、もう一方のシフトでは発生しないといった事態が生じる可能性があります。.
事実に基づいた意思決定
TQMでは工場に 証拠に基づいて行動する, 憶測ではなく、データに基づいて判断しましょう。不良率、初回合格率、顧客返品率、工程能力、監査結果、ダウンタイムパターンなどはすべて、品質損失が実際にどこで発生しているかをチームが特定するのに役立ちます。金属プレス加工の場合、管理者は工具が主な問題だと考えがちですが、データを見ると、ほとんどの欠陥は段取り替え後に発生しており、段取りの一貫性やトレーニングに問題があることが分かります。.
サプライヤーとの連携
多くの品質問題は上流から始まるため、 サプライヤーのパフォーマンス これは総合品質管理の一部であり、個別の調達問題ではありません。入荷資材のばらつき、証明書の不備、不適切な包装、または是正措置への対応の遅れは、いずれも社内プロセスを不安定化させる可能性があります。例えば、飲料メーカーは充填ラインの管理を徹底していても、仕入先からのボトルネック寸法が仕様範囲外であれば、繰り返し漏れが発生する可能性があります。.
継続的な改善
最後の原則は、他の原則を一つに結びつけるものです。それは、いかなるプロセスも永久に最適化されているとは考えられないということです。継続的な品質改善とは、結果をレビューし、不適合から学び、成功した改善策を標準化し、そして再び基準を引き上げることを意味します。実際には、これが個々の品質改善プロジェクトを、年々パフォーマンスを向上させる持続可能なシステムへと変えるのです。.
製造業におけるTQMが測定可能なビジネス価値をもたらす理由
TQM 製造業における総合品質管理は、単に最終工程で不良品を数えるだけでなく、日々の品質管理方法を変革することで価値を生み出します。総合品質管理の原則を一貫して適用することで、生産、保守、購買、研修、問題解決といった日常業務において、品質パフォーマンスが可視化されます。工場管理者にとって、これは品質がもはや独立した部門目標ではなく、業務パフォーマンスを向上させるための重要な要素となることを意味します。.
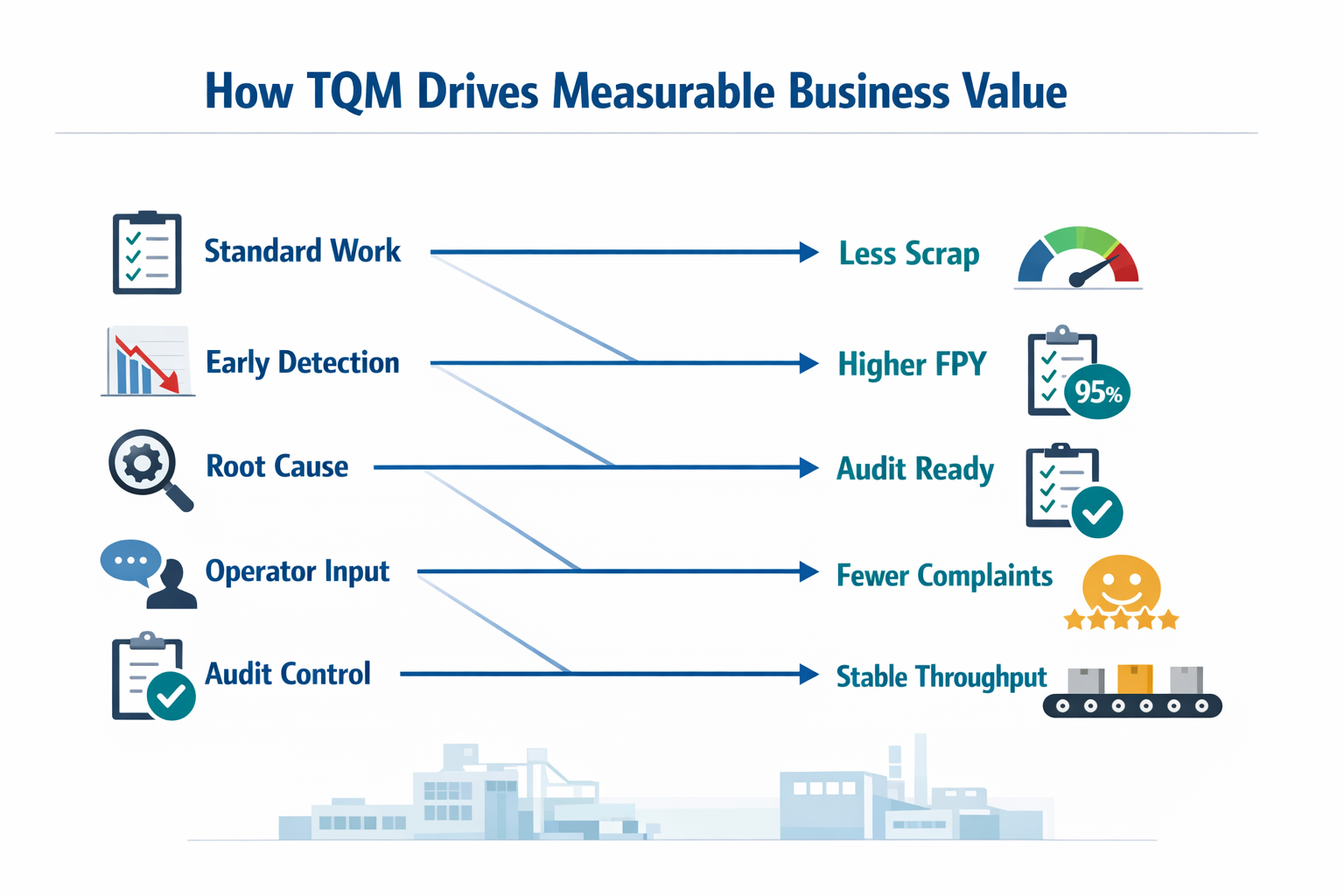
TQMの実践を現場のKPIに結びつけることで、ビジネスへの影響が最も分かりやすくなります。標準化された作業はばらつきを減らし、早期の欠陥検出は手直し時間を短縮し、体系的な根本原因分析は繰り返しの失敗を減らし、作業員の関与はプロセスが逸脱した際の対応速度を向上させます。実際には、工場は初回合格率、不良率、不良コスト、顧客クレーム率、サプライヤーppm、監査完了時間などの指標を通じてその効果を追跡できます。.
不良品とスクラップの減少
TQMの最も明確な利点の1つは、 不良率が低い なぜなら、問題は生産後に解決されるのではなく、工程レベルで対処されるからです。例えば、精密機械加工工場では、繰り返し発生するバリの欠陥は、最初は作業者の問題に見えるかもしれませんが、TQM(総合品質管理)の手法を用いると、工具の摩耗限界、不明確なセットアップ基準、検査頻度のばらつきなど、より広範な原因が明らかになることがよくあります。これらの管理を強化すれば、不良品の発生率は低下し、それに伴って不良品も減少します。.
これは財務的に重要です。なぜなら、不良品や手直しは品質予算の中に隠された小さな損失ではないからです。多くの工場では、品質不良のコストは次のように見積もられています。 売上高5%~15%, そして、脆弱なシステムでは、その割合はさらに高くなる可能性があります。成熟した品質管理システムは、同じエラーがシフト、ライン、または拠点間で繰り返されるのを防ぐことで、こうした漏れを減らします。.
初回合格率の向上とスループットの安定化
初回通過歩留まり プロセス設計を最適化し、毎回確実に適合する出力が得られるようにすることで、生産性は向上します。電子機器組立環境においては、これははんだ付けパラメータのより適切な制御、より明確な作業指示、そして試験失敗率が上昇傾向にある場合の迅速なエスカレーションを意味するかもしれません。その結果、歩留まりの向上だけでなく、生産ラインの出力予測性の向上とスケジュールの混乱の軽減にもつながります。.
手直し工程を一つでも回避できれば、労働力、検査能力、機械稼働時間を解放でき、それらを復旧作業ではなく計画された生産に充てることができます。オペレーションマネージャーにとって、初回合格率の向上は、人員を増やすことなく、OEE(総合設備効率)の向上と納期遵守率の向上につながることが多いのです。.
コンプライアンスと監査対応能力の向上
TQMは強化する コンプライアンス TQMは、再現可能なプロセス、文書化された基準、そしてクローズドループ型の是正措置に基づいているからです。例えば、食品・飲料工場では、品質は最終製品の検査だけでなく、衛生状態の検証、トレーサビリティ記録、校正済みの計測機器、そして逸脱に対する規律ある対応にも左右されます。TQMのアプローチでは、これらの管理を直前の監査準備ではなく、通常の業務の一部として組み込みます。.
これは監査パフォーマンスと規制リスクに測定可能な影響を与えます。プロセス規律がしっかりしている工場では、一般的に重大な指摘事項が少なく、是正措置・予防措置(CAPA)の完了が迅速で、顧客監査や認証監査における記録の完全性も向上します。ISO 9001、IATF 16949、GMP、またはHACCP関連の要件に基づいて業務を行っている拠点では、この一貫性によってコンプライアンスコストとビジネスリスクの両方が削減されます。.
より信頼性の高い顧客満足度
顧客満足度 総合品質管理(TQM)の下では、内部品質がより一貫性を持ち、事後対応型ではなくなるため、品質が向上します。自動車部品工場では、顧客は価格だけでなく、ppm(不良率)、納期遵守率、問題発生までのスピード、苦情への対応力といった要素で性能を評価する場合があります。TQMは、問題が早期に発見され、より体系的に調査され、再発が防止されるため、これらの成果を向上させます。.
商業的な影響は甚大です。調査によると、新規顧客を獲得するコストは既存顧客を維持するコストよりもはるかに高く、品質の低さはチャージバック、返品、信頼の低下を通じて顧客維持率を直接的に損なうことが明らかになっています。製造業におけるより強固な品質文化は、信頼性を四半期ごとのレビュー会議だけでなく、日々の業務遂行の一部とすることで、顧客との関係を保護します。.
より強固な品質文化は長期的な利益を支える
TQMの最も永続的な価値は文化的な側面にある。なぜなら、品質を共通の課題として捉えることで初めて、システムは維持されるからだ。監督者が工程の逸脱を検証し、作業員が異常を早期に発見し、管理者が意見ではなくデータに基づいて行動することで、品質パフォーマンスは時間とともに安定していく。製造業におけるこうした品質文化こそが、最初のプロジェクト群が完了した後も改善を継続することを可能にするのである。.
品質が日常業務に組み込まれている工場と、問題解決に追われている工場では、その違いがはっきりと分かります。問題がより早く表面化し、部門横断的なチームがより容易に連携し、改善策が定着しやすくなります。 TQM 製造業における品質向上は、単なる取り組みではなく、 実用的な運用モデル コスト効率、納期遵守、コンプライアンス、顧客満足度の向上を目指します。.
製造現場でTQMを段階的に適用する方法
まずはリーダーシップの連携から始めましょう
応募するには TQM 製造業においては、品質を品質部門のプロジェクトではなく、経営システム全体の課題として捉えることから始めるべきです。工場の経営陣は、まずどの工程を改善するか、成功を定義する指標は何か、そして日々のフォローアップを誰が担当するかという3つの基本事項について合意する必要があります。こうした合意がなければ、チームは通常、追加の検査を受けるだけで、工程管理の改善にはつながりません。.
中規模の金属部品メーカーを例にとってみましょう。このメーカーでは、2交代制で最終検査結果にばらつきが生じています。作業員は部品を検査し、監督者は欠陥に対応し、品質エンジニアは報告書を作成していますが、手順に一貫性がなく、根本原因の特定が長期間滞っています。そこで、工場全体に総合品質管理の原則を一度にすべて導入するのではなく、まず1つの生産ラインと1つの部品群から始めることにしました。.
実践的な導入は段階的に行うのが最適です。リーダー間の連携、現状プロセスのマッピング、作業の標準化、チームのトレーニング、現場データの収集、一定の頻度での結果レビュー、そして改善点の日常業務へのフィードバックといった手順を踏みます。この段階的なアプローチにより、品質管理システムは方針レベルにとどまらず、実際に運用可能な状態へと移行できます。また、一貫性のない検査活動から、規律正しく再現可能な品質管理ルーチンへと、チームが明確な道筋を見出すことができます。.

変更する前に現在のプロセスをマッピングする
次のステップは、標準作業手順書(SOP)に書かれている手順ではなく、実際の品質管理の流れを文書化することです。金属部品工場では、検査が行われる場所、結果を記録する担当者、不適合のエスカレーション方法、遅延や判断が必要となる箇所などをチームがマッピングします。その結果、Aシフトでは寸法を紙に記録し、Bシフトでは一部の結果をExcelに入力し、再検査基準の解釈が検査員によって異なることがすぐに判明しました。.
これ プロセスフロー図 検査項目だけでなく、材料の引き渡し、機械のセットアップ検証、規格外部品への対応計画、封じ込め措置の承認者なども含めるべきです。多くの工場では、品質活動は存在するものの、それらの間の連携が不明確なため、TQMの導入が停滞しています。.
実行段階で作業を標準化する
プロセスが可視化されると、プラントは 標準作業を定義する 品質結果に最も影響を与える少数の活動に焦点を絞る。この例では、チームは初回品検査、工程内サンプリングの頻度、ゲージの使用、欠陥コードの付け方、および測定値が管理限界に近づいた場合のエスカレーションルールを標準化する。目的は書類作業を増やすことではなく、人、シフト、ライン間の判断のずれを減らすことである。.
優れた標準化とは、行動を導くのに十分な具体性を持ちながら、生産現場のプレッシャー下でも容易に実行できるほどシンプルであるべきだ。各ステップにおいて、何をチェックすべきか、どのようにチェックすべきか、どのような結果が許容範囲か、そして結果が許容範囲外の場合にどうすべきかを明確に定める必要がある。そうすることで、総合品質管理の原則が現場での実践的な行動へと結びつくのである。.
チームを訓練し、役割を明確にする
トレーニングは、 役割の明確化, 単なる認識にとどまりません。作業員は基準を、検査員は欠陥基準を、監督者はエスカレーションのトリガーを、そして生産責任者は日々のどの指標をレビューすべきかを知る必要があります。全員が同じルールセットを共有することで、製造業における品質文化は個々の経験に左右されにくくなります。.
金属部品工場では、チームは一度限りの座学研修ではなく、1週間かけて生産ラインで短期集中型の研修を実施している。研修では、実際の部品、実際のゲージ、そして生産ラインで撮影された実際の欠陥写真を使用する。このアプローチは、一般的な研修用スライドを用いるよりも、解釈の相違をより迅速に解消する。.
意思決定を支援するデータを収集する
製造業におけるTQM(総合品質管理)は、利用可能なデータに依存しますが、すべてのデータポイントが同じ価値を持つわけではありません。工場ではまず、初回合格率、シフトごとの不良品の種類、再加工時間、不適合への対応時間、30日以内の同一問題の再発率といった、少数の管理指標を収集することから始めます。これらの指標は、管理者に過度の負担をかけることなく、日々の業務を継続的な品質改善に結びつけます。.
この段階では、, 一貫性 分析の複雑さよりも重要なのは、あるシフトが寸法不良を「サイズオーバー」と記録し、別のシフトが「外径高」と記録し、さらに別のシフトが「加工不良」と記録した場合、傾向分析は信頼できなくなります。標準コード、タイムスタンプ、および所有者フィールドこそが、検査活動を経営上の洞察へと変える鍵となります。.
一定の運用サイクルで結果をレビューする
データは、予測可能なリズムでレビューされた場合にのみ、パフォーマンスに変化をもたらします。この例の工場では、監督者と品質責任者が毎日15分間、生産ラインでレビューを行い、その後、繰り返し発生する欠陥や期限切れの対応について、毎週部門横断的なレビューを実施しています。これにより、異常な結果、封じ込め、根本原因分析、そして経営陣の注意との間に直接的なつながりが生まれます。.
レビューのサイクルは、いくつかの質問を中心に構成されるべきです。昨日何が失敗したのか、何が封じ込められたのか、何が未解決のままなのか、そして問題の再発を防ぐためにどのようなシステム変更が必要なのか。こうした規律こそが、工場を単発的な修正作業から、機能的な継続的品質改善ループへと移行させる鍵となります。.
ループを閉じ、段階的に拡張する
最終段階は、得られた知見をプロセス、トレーニング、標準作業に反映させることです。金属部品工場では、繰り返し発生したバリ欠陥を受けて、セットアップチェックリストの改訂、工具摩耗基準の明確化、インサート交換後の再稼働前の承認義務化が行われました。その結果、今週の欠陥件数が減少するだけでなく、次回の生産に向けた品質管理システムも強化されました。.
最初のラインで安定した利益が確認できたら、工場は同様のラインや隣接するプロセスにその方法を拡大することができます。 TQM 持続可能なものとなるためには、一度に1つの管理された展開、1つのクローズドループ、そして1つの反復可能な管理ルーチンが必要です。.
総合品質管理の事例とそれを維持するために必要なシステム
TQMの原則から日々の品質管理ワークフローまで
実際には、総合品質管理は次のような一連の取り組みとして現れます。 再現可能なワークフロー, 単なるスローガンとしてではなく、顧客重視の姿勢が、顧客からの苦情への対応と封じ込め追跡へと具体化されます。プロセス規律は、受入検査、工程内検査、階層的なプロセス監査、標準化された対応計画へと具体化されます。継続的な品質改善は、不適合報告、是正措置・予防措置(CAPA)の追跡、研修の受講確認、サプライヤーの是正措置へと具体化され、これらは部門横断的にレビュー、完了、そしてそこから得られる学びへと繋がります。.
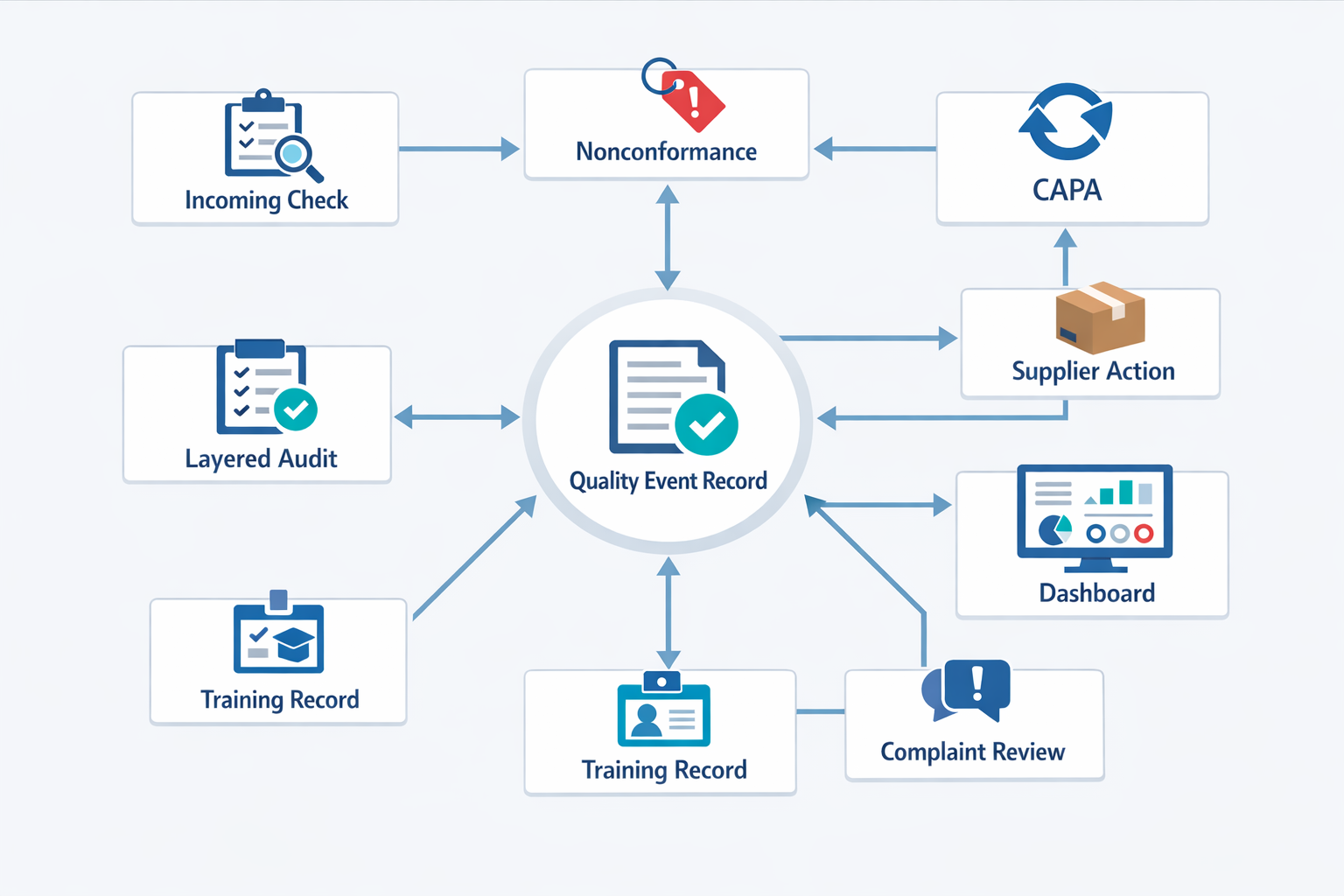
総合品質管理の原則に従う工場では、通常、これらのワークフローが個別に運用されるのではなく、連携して動作する必要があります。受入検査で特定のサプライヤーからの欠陥が繰り返し見つかった場合、その記録はサプライヤーの是正措置、在庫保留状況、生産リスクレビュー、および管理報告に反映されるべきです。顧客からの苦情が組立エラーを示している場合、同じ事象が根本原因分析、再トレーニング、検証、およびフォローアップ有効性チェックをトリガーするべきです。 TQM 製造業においては、あらゆる品質事象が運用上の問題となり、検出から解決に至るまでの管理された経路が構築される。.
品質管理システムを維持するためのコアワークフロー
受入検査 多くの場合、品質問題が生産段階に到達する前に封じ込めることができる最初の管理ポイントは、検査です。優れたワークフローでは、仕入先、ロット番号、欠陥の種類、検査結果、処置、そして写真や試験データなどの証拠が記録されます。電子機器、食品加工、金属部品製造などの分野のメーカーにとって、これはトレーサビリティを確立し、コンプライアンス遵守と迅速な仕入先からのフィードバックの両方をサポートします。.
不適合報告 そして カパ 継続的な品質改善の根幹となるのが、不適合管理です。効果的な不適合管理ワークフローは、欠陥を記録するだけでなく、所有者の割り当て、重大度の分類、封じ込め措置の関連付け、根本原因の検証の追跡などを行います。CAPA(是正措置・予防措置)は、この記録を是正措置と予防措置、期日、承認、有効性レビューへと拡張します。成熟したシステムを持つ工場は、どの措置が期限切れ、繰り返し、または再発防止に失敗しているかを把握できるため、より迅速に改善サイクルを完了できる傾向があります。.
階層型監査 そして 研修の謝辞 標準作業を強化することで、製造現場における品質文化を支えましょう。階層化された監査ワークフローは、主要なプロセス管理が現場で実際に遵守されているかどうかを監督者や管理者が確認するのに役立ちます。トレーニング確認書には、改訂された作業指示書について誰がいつトレーニングを受けたか、そして能力が確認されたかどうかが記録されます。この記録がないと、プロセス変更がシフトやライン間で不均一に実施されることがよくあります。.
スプレッドシートがTQMの実行を阻害することが多い理由
スプレッドシートは個々のレコードを処理することはできますが、品質管理システムが要求する場合には苦労します。 部門横断的なトレーサビリティ. あるワークブックでは仕入先の不具合を追跡し、別のワークブックでは是正措置・予防措置(CAPA)を追跡し、さらに別のワークブックでは研修記録を保管するなど、それぞれに信頼できる連携がない場合があります。そのため、特に製造、品質管理、エンジニアリング、購買といった各部門が個別に情報を更新する場合、バージョン競合、エスカレーションの遅延、監査可能性の低下といった問題が発生します。.
より大きな問題は、連携していないツールによって責任管理が難しくなることです。会議で是正措置を割り当てることはできますが、リマインダー、承認、証拠、完了確認がワークフローに組み込まれていないと、タスクが滞ってしまいます。多くの工場では、問題は品質への努力不足ではなく、システム管理の不足にあることに気づきます。製造業におけるTQMは、規律あるフォローアップに依存していますが、メールのやり取りや手動で更新されるファイルでは、それを維持するのは困難です。.
Jodooが測定可能な品質実行をどのようにサポートするか
ここは Jodoo より柔軟な品質管理システムをサポートできます。チームは、受入検査、欠陥受付、監査結果、苦情処理、是正措置・予防措置(CAPA)開始のためのノーコードフォームを作成し、各記録を役割ベースのワークフローを通してレビュー、承認、完了へと進めることができます。記録は接続されたデータ構造に格納されるため、品質、生産、エンジニアリング、購買部門は、個別のトラッカーを調整するのではなく、同じ信頼できる情報源に基づいて作業を進めることができます。.
Jodooは、総合品質管理の事例を測定可能な管理策へと具体化するのにも役立ちます。使用現場でモバイルデバイスに写真、署名、欠陥数量、ロット番号、根本原因などの情報を記録した後、重大度や欠陥の種類に基づいてフォローアップアクションを自動的にトリガーできます。ダッシュボードには、期限切れの是正措置・予防措置(CAPA)、ラインごとの繰り返し発生する不適合、サプライヤーの欠陥傾向、監査完了率などが表示され、管理者は継続的な品質改善が実際に行われているかどうかをリアルタイムで把握できます。.

例えば、中規模の電子機器メーカーは、電子メールによる欠陥報告を Jodoo ライン検査から品質レビュー、封じ込め、エンジニアリング分析、CAPA承認まで、各問題を段階的に処理するワークフロー。管理者は、状況確認のために毎週の会議を待つ代わりに、未解決の問題、未完了の対策、繰り返し発生する故障モードを1つのダッシュボードで確認できます。これにより、対応時間が短縮され、トレーサビリティが向上し、運用チームが要件の変化に応じてワークフローを構成できるため、IT部門の負担も軽減されます。.
結論:TQMの原則を日々の業務に落とし込む
TQM 品質管理が効果を発揮するのは、品質管理が単なる部門の業務ではなく、工場の日常業務の一部となった時です。この記事で取り上げた顧客重視、プロセス規律、従業員の参画、事実に基づいた意思決定、継続的改善といった原則は、日常業務に組み込まれて初めて成果を生み出します。つまり、標準的な検査、明確なエスカレーション経路、クローズドループ型の是正措置、可視化されたKPI、そして生産、品質、保守、サプライチェーンの各チームにおける定期的なレビューサイクルが不可欠となるのです。.
製造業のリーダーにとって、最も重要なポイントはシンプルです。TQMは単なる理念ではなく、実際に運用するマネジメントシステムなのです。TQMを実践する工場は、不良品、スクラップ、手直しを削減しつつ、初回合格率、法令遵守、顧客信頼度を向上させる傾向があります。実際には、チームが適切なデータを収集し、問題に迅速に対応し、トレーサビリティを損なうことなく改善活動を継続的に進めることができるかどうかが、成功の鍵となります。.
TQMをより簡単に実行したい場合は、, Jodoo 大規模なカスタム開発なしに品質ワークフローをデジタル化する実用的な方法を提供します。ノーコードのリーン生産プラットフォームとして、検査フォーム、不適合追跡、CAPAワークフロー、監査記録、リアルタイムダッシュボードを1つの接続されたシステムでサポートできます。 無料トライアルを開始する または デモを予約する Jodooがどのようにして、より少ない手作業で質の高い業務遂行をチーム全体で拡大するのに役立つかをご覧ください。.

