
カテゴリー別に閲覧する
はじめに:現代の製造業においてOEEソフトウェアが重要な理由
工場は、すべてのラインが 見た目 忙しい。多くの工場では、実際の損失は、短い停止、遅いサイクル、および日々の生産レポートには決して記載されない隠れた品質不良から生じます。まさにそれが理由です。 OEEソフトウェア ホワイトボードやスプレッドシート、シフト終了時の概算に頼るのではなく、機器の性能を正確かつリアルタイムに把握したいと考える製造業者にとって、これは優先事項となっている。.
自動車部品工場では、生産管理者は1か月で生産量が8%減少したことを目にするかもしれませんが、その主な原因が段取り替えの遅延、計画外のダウンタイム、または重要なプレス機の速度低下のどれなのかはまだわかりません。どちらの場合も、, OEE追跡ソフトウェア, OEEモニタリング ツール、そして 総合設備効率ソフトウェア 工場、生産、保守部門の責任者が、計画と実際のパフォーマンスの真のギャップを把握できるよう支援します。.
このガイドでは、OEEソフトウェアの機能、最も重要な機能、オプションの評価方法、そして適切なシステムを使用して製造現場全体の稼働率、パフォーマンス、品質を向上させる方法について学びます。.
OEEソフトウェアとは何ですか?また、OEEソフトウェアはどのようにして設備総合効率を測定するのですか?
OEEソフトウェア これは、製造業者が実際の生産条件下で機器がどれだけ効率的に稼働しているかを測定するのに役立つデジタルシステムです。簡単に言うと、機械が 稼働すべき時に利用可能であり、適切な速度で動作し、良質な部品を生産する. なぜなら、総合設備効率(OEE)は3つの要素から成り立っているからです。 可用性×パフォーマンス×品質. OEEソフトウェアは、シフト終了時の見積もりやスプレッドシートの更新に頼るのではなく、機械や生産データを活用して、製造現場における損失をリアルタイムで把握できるようにします。.
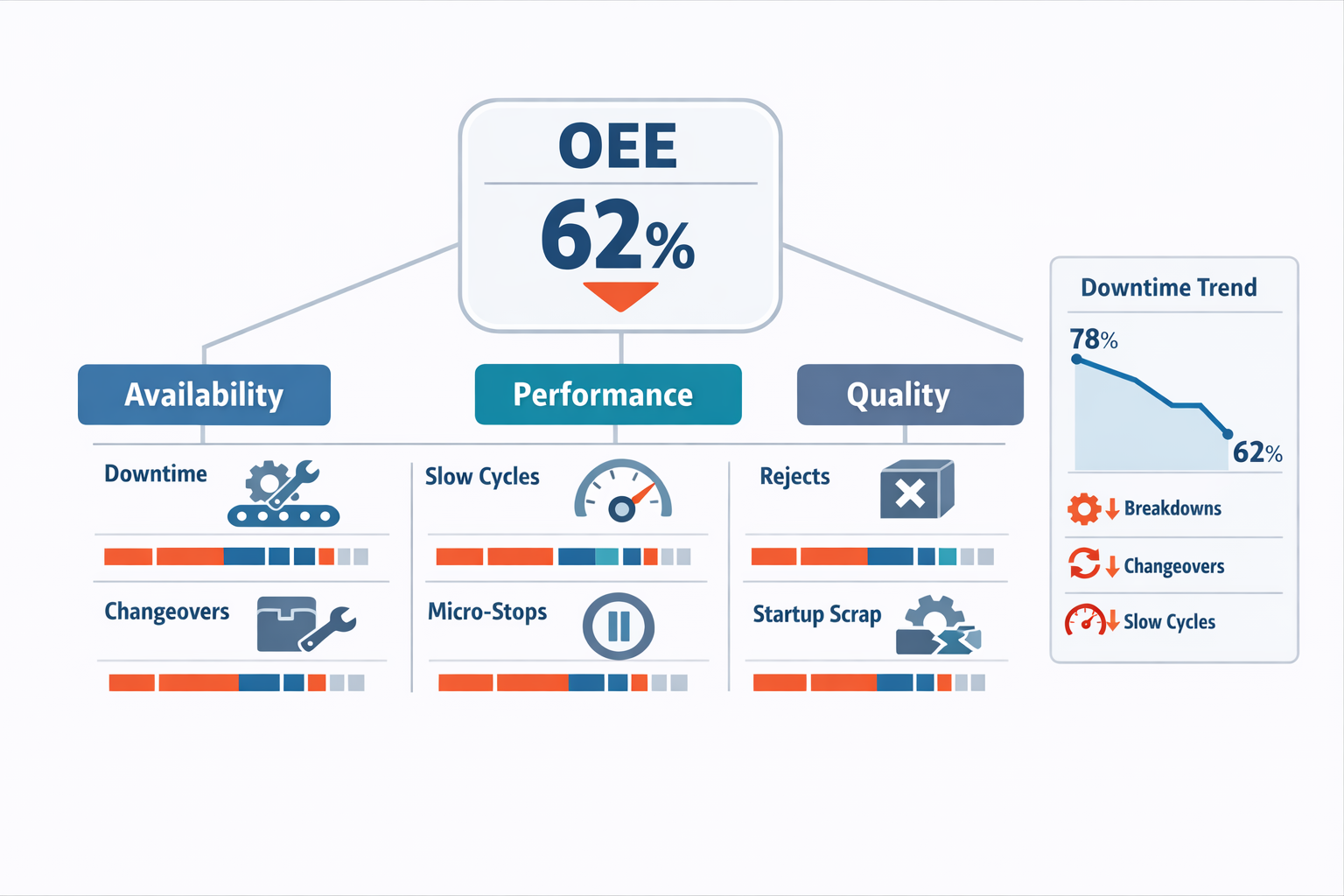
工場管理者や生産責任者にとって、価値は最終的なOEEパーセンテージだけではありません。 総合設備効率ソフトウェア 見るのに役立ちます なぜ OEEが低いのは、故障、軽微な停止、速度低下、起動時の不良、品質不良など、原因が何であれ同じです。自動車部品工場の生産マネージャーが、ライン3の生産量が 78% OEEから62%へ 午後のシフト中。 OEE追跡ソフトウェア, チームは、その低下の原因を、計画外の停止が47分発生したこと、工具交換後のサイクルタイムが遅くなったこと、および起動時の不良率の上昇に突き止めた。.
OEEソフトウェアが3つの主要要素を計算する方法
効果的な OEE計算ツール 3つの標準構成要素を体系的に測定する。. 可用性 稼働予定時間のうち、実際に稼働に使用された時間を追跡します。例えば、包装ラインの稼働予定時間が480分だったとしても、故障や段取り替えで60分ロスした場合、稼働率は残りの稼働時間に基づいて算出されます。これにより、保守・運用チームは、失われた時間をすべて一つの数値として扱うのではなく、ダウンタイムの影響を明確に把握できます。.
パフォーマンス 機械が稼働中に理想的な速度で動作したかどうかを測定します。たとえば、電子機器組立ラインが標準サイクルタイムに基づいて1シフトで1,200枚の基板を生産するはずなのに、実際には1,000枚しか生産しなかった場合、ラインが技術的には稼働していたとしても、パフォーマンスはその不足分を反映します。ここで、軽微な停止、速度低下、詰まり、およびオペレーターの調整が明らかになります。 OEEモニタリング, しかし、これらの速度低下は、機械が正式に「停止」と記録されていないため、しばしば隠蔽される。“
品質とは、総生産量のうち良品がどれだけ生産されたかを測定するものです。食品製造工場では、充填ラインがフルシフトで稼働し、目標速度を達成したとしても、シール不良によって4%のパウチが再加工または廃棄される場合、品質は低下し、総OEEも低下します。これが、 OEEソフトウェア 生産数量と不良コード、検査結果、または品質保証記録を関連付ける必要があります。優れたシステムは「不良数量」で終わるのではなく、欠陥の種類、バッチ、シフト、および根本原因のパターンを示します。.
OEEソフトウェアが追跡すべきもの
便利な OEE追跡ソフトウェア セットアップでは、実行時間と出力の合計だけでなく、さらに多くの情報を取得する必要があります。最低限、以下の情報を追跡する必要があります。 計画生産時間、ダウンタイムイベント、理由コード、実際のサイクルタイム、理想サイクルタイム、総数、良品数、不良品数、およびシフトまたはオペレーターのコンテキスト. 多くの工場では、段取り替え、微小停止、起動時の損失、手直し、保守作業の記録なども追跡する必要があります。こうした詳細な情報こそが、OEEを単なるKPIから改善ツールへと変えるのです。.
これは、プロセスごとに損失が異なるマルチライン環境では特に重要です。射出成形機は金型交換の遅延に悩まされる可能性があり、PCB組立ラインはフィーダーの中断や検査の保留によってパフォーマンスが低下する可能性があります。 OEE計算ツール ダウンタイムの合計値しか記録されないため、メンテナンスによる損失とセットアップによる損失、あるいは品質問題による中断を区別することはできません。より質の高いデータがあれば、より効果的な対策計画を策定できます。それは、平均修復時間の短縮、段取り替えの標準化、あるいはプロセス管理の強化などを意味します。.
製造業におけるOEEダッシュボードの仕組み
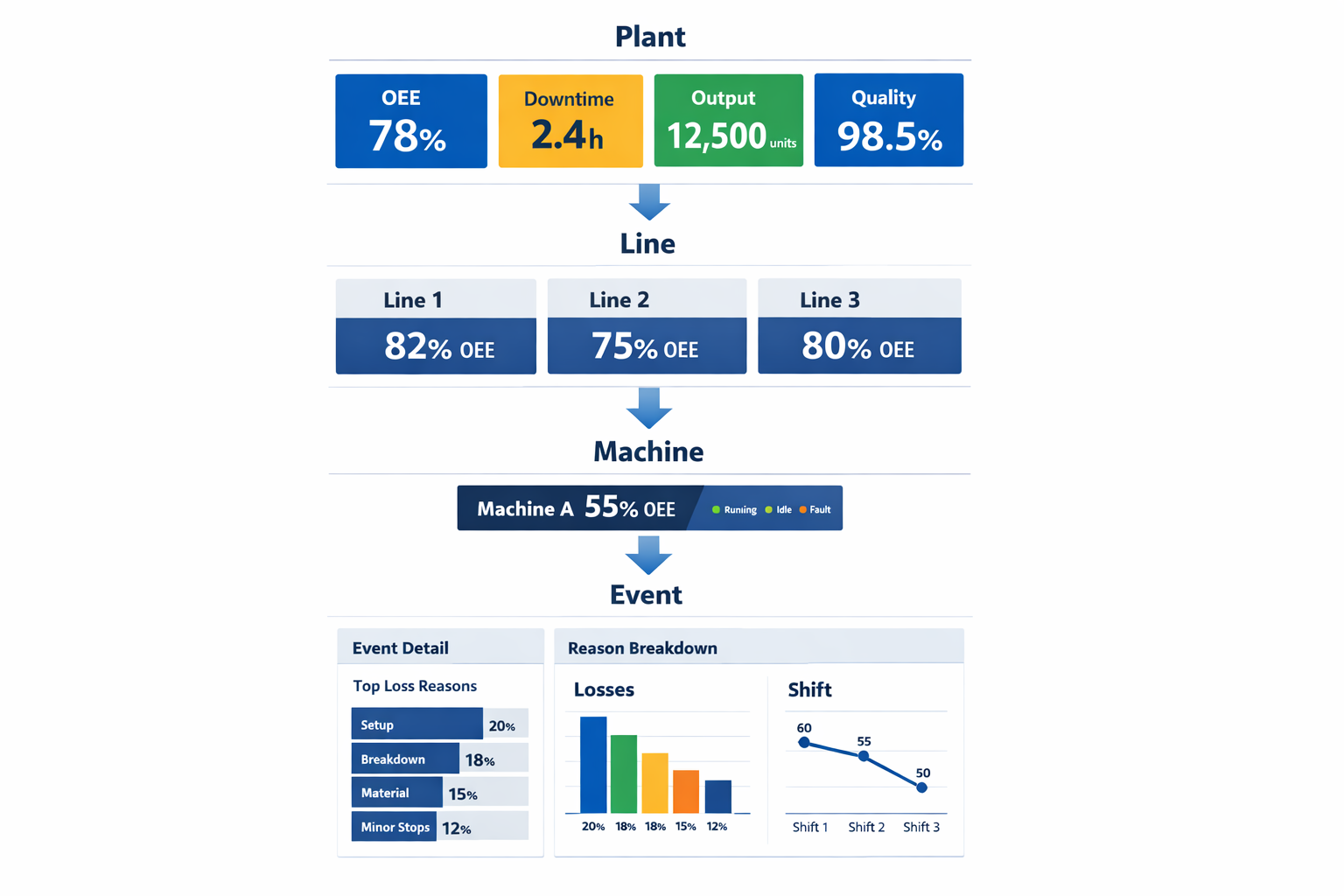
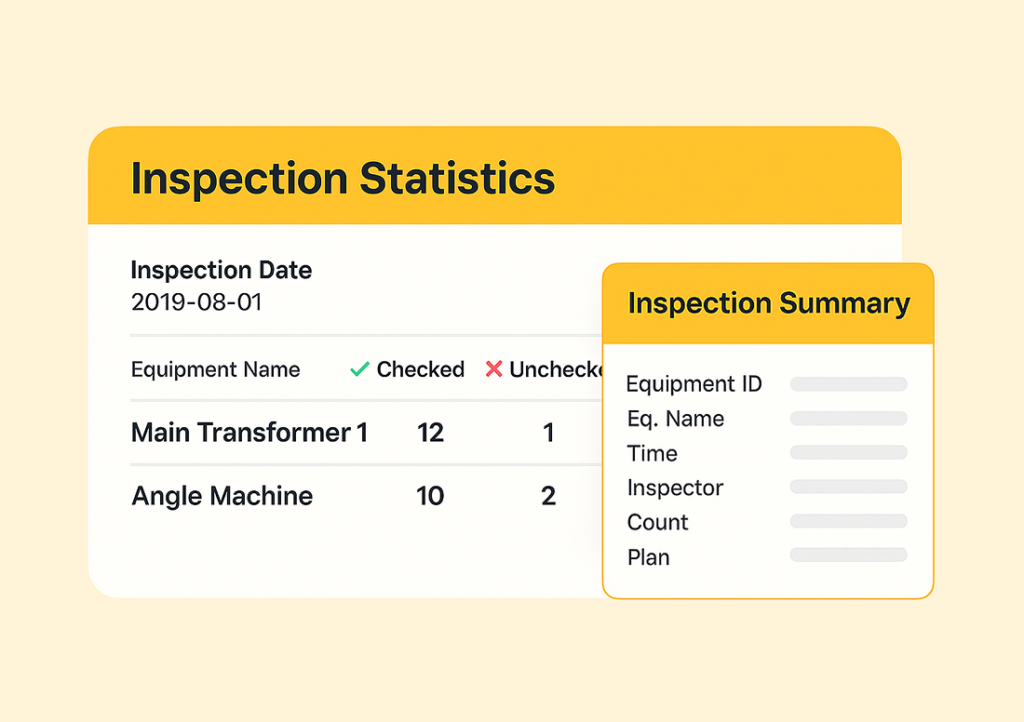
1 製造業のOEEダッシュボード チームが実際に活用できる機能は、機械、ライン、シフト、製品、工場ごとにリアルタイムの可視性を提供する必要があります。工場管理者は、1つの画面で現在のOEE、ダウンタイム時間、主な損失原因、目標に対する生産量、品質傾向を確認できる必要があります。週次レポートを待つ代わりに、管理者はシフト中にライン速度の低下や不良品の増加パターンを特定できます。これにより、迅速なエスカレーションと対応時間の短縮が可能になります。.
例えば、飲料瓶詰め工場の保守管理者が、毎朝9時から10時の間に1つの充填機の稼働率が低下していることに気づいたと想像してみてください。 製造業におけるOEEダッシュボード これは、大規模な故障ではなく、センサーの不具合に関連した短時間の停止が繰り返し発生していることを示しています。問題がほぼリアルタイムで可視化されるため、チームはセンサーの位置合わせを点検し、生産ラインが丸一日稼働できなくなる前に問題を修正できます。これは、数日間スプレッドシートをレビューした後にパターンを発見する場合とは全く異なる結果です。.
優れたダッシュボードは、ドリルダウン分析もサポートする必要があります。工場レベルの OEE 数値が低下した場合、ユーザーは影響を受けたライン、次に機械、そして具体的なダウンタイムまたは品質上の理由をクリックできる必要があります。これは、OEE を単一のパーセンテージとしてのみ見ると誤解を招くことが多いため重要です。 OEEモニタリング, パレート図、シフト比較、例外アラートは、運用チームに日々の階層別会議や継続的改善レビューのための実践的な基盤を提供する。.
リアルタイムデータがスプレッドシートによる報告よりも優れている理由
多くの工場では、依然として各シフトまたは各日の終わりにExcelでOEE(設備総合効率)を計算していますが、これには遅延や盲点が生じます。作業員が正確な停止時間を忘れたり、停止理由の入力が不整合になったり、パフォーマンス損失が測定ではなく推定値で済まされたりすることがよくあります。実際には、スプレッドシートベースのレポートはパフォーマンスを過大評価し、軽微な停止を過小評価する傾向があります。そのため、管理者はその数値を信頼したり、自信を持って行動したりすることが難しくなります。.
リアルタイム OEEソフトウェア データがイベントに近い場所で取得されるため、速度と精度の両方が向上します。機械信号、オペレーター入力、バーコードスキャン、QAチェックはすべて同じシステムに入力できるため、手動による照合が削減されます。TPMおよびリーン生産方式の実践者が引用する業界ベンチマークによると、世界クラスのOEEはしばしば 85%, しかし、多くの工場はより近い場所で操業している。 60%以下 損失が正確に測定されている場合。このギャップは機械の性能だけの問題ではなく、損失がどれだけ適切に把握され、分類されているかという点にも大きく関係している。.
ここで、柔軟なプラットフォームが役立ちます。 Jodoo 静的な OEE 画面以上の機能を必要とする製造業者にとって、これは非常に役立ちます。ダウンタイム理由の記録、メンテナンスのエスカレーションのワークフロー、ラインレベルの OEE レビューのダッシュボード、および管理者向けのモバイル ビューを、大規模なカスタム開発なしで構築できます。つまり、 総合設備効率ソフトウェア プレス機、SMTライン、食品包装設備など、お客様の実際の業務プロセスを反映させることができます。つまり、システムを工場に合わせるのではなく、工場に合わせてシステムを調整するのです。.
手動OEE追跡と従来型OEEモニタリングにおける共通の課題
生産の複雑さが増すにつれて、スプレッドシートは機能しなくなる
多くの工場では、稼働率、パフォーマンス、品質の追跡に、いまだにExcelシート、ホワイトボード、紙のシフトレポートに頼っています。製品のバリエーションが少ない単一ラインであればそれで問題ないかもしれませんが、SKUが複数あり、切り替えが頻繁で、シフトが混在するようになると、信頼性が失われます。プレス加工、機械加工、組立を行う自動車部品工場では、プレス機のダウンタイムの記録が1件でも漏れると、下流工程全体のOEE(設備総合効率)が歪んでしまう可能性があります。.
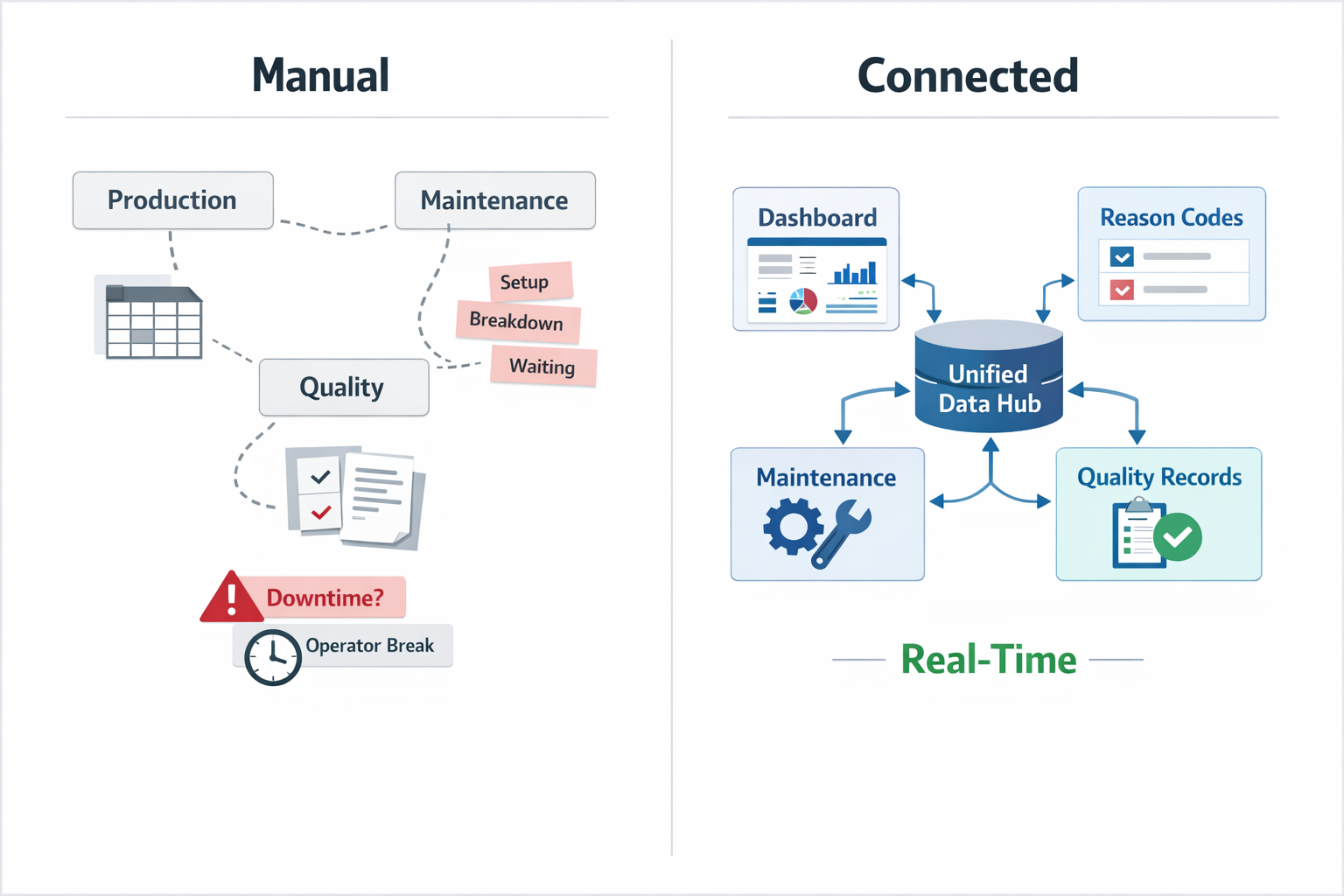
根本的な問題は、データ入力の手間だけではありません。手動システムでは、生産、保守、品質管理の各チーム間で、情報が分断されてしまうのです。生産管理者は20分間の停止を「材料遅延」と記録するかもしれませんが、保守部門はそれをセンサーの故障と記録し、品質管理部門は再起動後に不良品が発生したと記録するかもしれません。情報が連携していなければ、 OEE追跡ソフトウェア, あなたのチームは、数字を改善するよりも、数字について議論する時間の方が長くなっています。.
ダウンタイム報告は、遅延、不完全、または曖昧な場合が多い。
多くの工場では、ダウンタイムの理由は事後的に、時にはシフト終了時や翌朝に入力されます。その頃には、作業員は記憶に頼らざるを得ず、短い停止は一般的なカテゴリに分類されるか、完全に記録されないかのどちらかになります。これは、 OEEモニタリング なぜなら、小さな損失が繰り返されると、大きな故障が一度発生するよりも、損失する能力が大きくなることが多いからです。.
電子機器組立工場の生産管理者が、2週間でライン3のOEEが78%から68%に低下した状況を想像してみてください。ダッシュボードには稼働率の低下が表示されていますが、作業員が「機械の問題」や「待ち時間」といった漠然としたラベルを使用していたため、根本原因は不明です。実際には、最大の損失は、2~4分間続くフィーダーの詰まりが繰り返し発生したことによるもので、その頻度が高すぎ、かつ規模が小さすぎたため、紙ベースのプロセスでは正確に把握できませんでした。.
オペレーターの入力はシフトによって一貫性がない
手動によるOEEデータは、作業員の規律、訓練、解釈に大きく依存する。あるシフトでは60秒以上の微小停止を記録するかもしれないが、別のシフトでは5分以上の停止しか記録しないかもしれない。食品・飲料工場では、夜勤では清掃の遅延を計画的な停止時間として分類するかもしれないが、日勤ではそれを計画外の損失として記録するかもしれない。そうなると、OEEの比較は意味をなさなくなる。.
この一貫性の欠如は、工場管理者にとって大きな信頼問題を引き起こします。チームがダウンタイムコード、廃棄理由、サイクル基準を同じように定義しない場合、たとえ最高のチームであっても OEE計算ツール 誤解を招く結果を生み出す可能性があります。画面上の数値は正確に見えるかもしれませんが、元のデータに矛盾がある場合、出力結果は意思決定に役立ちません。.
シフト交代時にデータギャップとコンテキストの喪失が発生する
シフト交代は、OEEデータ品質が低下する最も一般的なポイントの1つです。作業員は引き継ぎ、清掃、起動チェック、緊急の生産目標に集中しているため、詳細な損失情報が見落とされがちです。電子機器や食品包装などの多品種生産環境では、これらの引き継ぎ作業は製品の切り替えや初回品品質チェックとも重なるため、報告がさらに複雑になります。.
例えば、スナック菓子の包装ラインは、シフト交代時にフィルム交換、金属探知機による確認、ラベル確認のために停止することがあります。各イベントが異なる人によって個別に記録された場合、またはまったく記録されなかった場合、 総合設備効率ソフトウェア データは実際の出来事を反映しません。結果として、OEEレポートにはパフォーマンスの低下は示されますが、その背後にある運用手順は示されません。.
従来のダッシュボードは問題点を示すが、次に何をすべきかは示さない。
古いシステムでよくある不満は、可視性はあっても実行可能性がないことです。ライン別、シフト別、または機械別のOEEを示すグラフは得られますが、フォローアップをトリガーしたり、担当者を割り当てたり、是正措置を確認したりするワークフローがありません。実際には、多くの OEEダッシュボード製造 設定は、積極的な改善システムではなく、受動的な報告ツールになってしまう。.
これは特に保守・継続的改善チームにとって大きな悩みの種です。例えば、飲料工場の充填機1台で先週11%の稼働率が低下したというダッシュボードが表示された場合、次に当然の疑問が生じます。どの停止作業が原因で稼働率が低下したのか、調査の責任者は誰なのか、そしてどのような対策をいつまでに講じるべきなのか、ということです。システムが稼働率の低下を保守チケット、根本原因分析、またはアクション追跡に紐づけることができない場合、チームはメール、チャットメッセージ、そして個別のスプレッドシートに頼らざるを得なくなります。.
リアルタイムOEEモニタリングの欠如が対応の遅延につながる
OEE(総合設備効率)がシフト終了時や日末の報告書でのみ評価される場合、管理者は問題が発生している最中に介入する機会を失ってしまいます。業界調査によると、計画外のダウンタイムは、プロセスによっては製造業者に1時間あたり数千ドルの損失をもたらす可能性があり、たとえ短時間の停止であっても、生産ラインの制約によってはスループットが大幅に低下する可能性があります。報告の遅れは対応の遅れを意味し、回復可能な損失が生産量の損失へと転化してしまうのです。.
リアルタイム OEEモニタリング ボトルネックとなる設備が全体のスケジュールを左右する工場では、これが最も重要になります。自動車の溶接ラインでは、ロボットセルが繰り返し停止し始めると、下流の組立エリアが同じシフト内に不足する可能性があります。タイムリーなアラートと構造化された OEE追跡ソフトウェア, そのため、生産目標が既に達成されなかった後に初めて、問題が報告書に記載される可能性がある。.
購入者がより優れたOEEソフトウェアを探し始める理由
ほとんどの購入者は検索を開始しません OEEソフトウェア 彼らが求めているのは、別のダッシュボードだからです。手動による報告では、迅速な意思決定、部門横断的な責任体制、持続的な改善がもはや実現できないため、彼らは新たな取り組みを始めます。ダウンタイムデータの遅延、オペレーターの入力の不整合、報告とアクションの連携不足などが発生すると、OEEは日々の管理ツールではなく、レビュー会議のためのKPIになってしまいます。.
製造業向けOEE追跡ソフトウェアで注目すべき点
選択する OEEソフトウェア 重要なのは、可用性、パフォーマンス、品質を表示する画面を見つけることだけではありません。ほとんどの工場にとって、真の課題は、機械と人の両方から正確なデータを取得し、そのデータを迅速に活用して生産性を向上させることです。 OEE追跡ソフトウェア リアルタイムで損失状況を把握し、記録方法を標準化し、現場で適切な対応を促すのに役立つはずです。シフト終了時に静的なグラフしか提供しない場合、継続的な改善を支援することにはなりません。.
自動車部品工場の生産管理者が、朝の報告書でプレス機のOEEが58%と表示されているのを見たと想像してみてください。この数字だけでは、最大の損失が工具交換の遅延、計画外の停止、サイクル速度の低下、または品質不良のどれによるものかは説明できません。 総合設備効率ソフトウェア チームは直ちに損失の原因を徹底的に調査し、対策を割り当て、シフト別、製品別、機械別に実績を目標と比較すべきである。.
スコアだけでなく損失も表示するリアルタイムダッシュボード
強い OEEダッシュボード製造 設定はリアルタイムで更新され、複数の主要なパーセンテージを表示する必要があります。工場管理者は、生産量、ダウンタイム、サイクルタイムの偏差、不良率、シフトパフォーマンスを1つの画面でリアルタイムに確認する必要があります。ダッシュボードでは、これらの損失をライン、機械、シフト、製品ファミリーごとに可視化する必要があります。.
例えば、電子機器組立工場では、あるSMTラインが全体的にパフォーマンスが低いように見えるかもしれませんが、実際の問題はフィーダーのずれによって10~15分ごとに発生する短いマイクロストップである可能性があります。 OEEモニタリング システムはシフト終了時にのみ更新されるため、そのパターンは平均値の中に埋もれてしまいます。リアルタイムダッシュボードを使用すれば、管理者や保守技術者は、繰り返し発生する障害を発生中に特定できます。これにより、対応時間が短縮され、小さな損失が生産目標の未達成につながるのを防ぐことができます。.
ダウンタイムの原因把握は、体系的かつ実用的である必要がある。
最も重要な機能の1つは OEE追跡ソフトウェア ダウンタイムの理由を構造的に記録することが重要です。オペレーターが自由記述欄に何でも入力できてしまうと、レポートには「詰まり」「ライン詰まり」「軽微な停止」「資材の問題の可能性あり」といった一貫性のないラベルがすぐに溢れてしまいます。そうなるとパレート分析の信頼性が損なわれ、改善会議の効果も弱まります。ソフトウェアは、標準化されたダウンタイムコード、エスカレーションルール、そしてオペレーターが数秒で入力できるシンプルなフォームを使用する必要があります。.
高速でボトル入り飲料を充填する食品製造ラインを想像してみてください。充填機が停止すると、オペレーターは機械的問題、材料不足、切り替え、洗浄、品質保留などのカテゴリを選択し、必要に応じて短いメモを追加できる必要があります。時間の経過とともに、このデータは、主な損失がCIPオーバーラン、キャップフィーダーの詰まり、または原材料の補充遅延によるものかどうかを示します。ここで、 OEE計算ツール パーセンテージを計算するだけでなく、それらの数値を根本原因と結びつけることができるため、はるかに有用になります。.
オペレーターにとって使いやすい入力方法は、機械の接続性と同じくらい重要である。
多くのメーカーは、 総合設備効率ソフトウェア 完全に自動化されている必要があります。実際には、高度に自動化された工場であっても、短時間の停止、段取り替えの理由、品質チェック、起動時の損失、機械信号では正しく分類できない異常状態などについては、現場からの入力に依存しています。適切なシステムは、バーコードスキャン、タッチ操作対応のフォーム、ライン上のタブレット端末、監督者や技術者向けのモバイルデータ入力に対応している必要があります。インターフェースが複雑すぎると、数日でデータ品質が低下します。.
これは、包装工場のような混合環境では特に重要です。包装工場では、一部のラインはPLCに接続されていますが、他のラインは依然として手動カウンターや半自動プロセスに依存しています。 OEEソフトウェア このアプローチでは、工場全体で単一の方法を強制するのではなく、機械データとオペレーターの入力を組み合わせます。Jodooのようなノーコードプラットフォームを使用すれば、チームは各ラインのプロセスに合わせたフォームを作成できます。例えば、機械の状態によるダウンタイムの記録や、オペレーターが写真やメモを添えて不良理由を記録できるようにするなどです。このような柔軟性は、画一的なシステムよりもはるかに価値があります。.
ワークフロー自動化により、データが行動へと変換される
ダッシュボードだけではOEEは改善しない。改善するのは行動だ。 OEE追跡ソフトウェア 特定の条件(同一機械のダウンタイムが繰り返される、不良品がしきい値を超える、実際のサイクルタイムが標準を下回るなど)が満たされた場合に、ワークフローがトリガーされる必要があります。これらのワークフローは、保守担当者への通知、フォローアップタスクの作成、監督者によるレビューの要求、または繰り返し発生する損失の継続的改善チームへのエスカレーションを行うことができます。これにより、工場は受動的な報告から能動的な問題解決へと移行できます。.

ティア1の自動車工場では、CNCセルは 30分間の予期せぬダウンタイム 1週間に3回も発生した場合、週例会議を待つのではなく、システムが自動的に担当技術者にアラートを送信し、インシデントを記録し、同じパターンが繰り返される場合は根本原因の調査に回すべきです。このような自動化は、スプレッドシートよりもはるかに優れたTPM(総合的生産保全)と継続的改善を支援します。また、監査証跡を作成することで、チームが同じ問題を繰り返し修正するのではなく、成果を持続的に維持するのに役立ちます。.
MES、ERP、保守、品質システムとの統合
ほとんどの工場では、OEEを単独で運用していません。生産データはMESに、作業指示はERPに、スペアパーツは保守システムに、欠陥記録は品質データベースに格納されている可能性があります。 OEEモニタリング 重要なのは、これらのデータポイントを統合することです。そうすることで、チームは機械が停止したという事実だけでなく、どのような順序で作業が行われていたか、どのような材料が使用されたか、どのような欠陥が発生したか、そしてメンテナンス履歴から再発性の問題が示唆されるかどうかを把握できます。統合がなければ、管理者はパフォーマンスの向上よりもレポートの照合に多くの時間を費やすことになります。.
例えば、食品加工工場では、1つの充填ラインでの生産ディップは、品質保持データと衛生スケジュールと併せて検討した場合にのみ意味があるかもしれません。 OEEソフトウェア これらの記録を統合することで、工場は通常の計画的な停止時間と、対策が必要な異常な損失を区別できるようになります。これにより、個別のレポートツールではなく、連携した運用状況のビューを容易に作成できます。.
アラートと例外管理による迅速な対応
良い OEE追跡ソフトウェア 管理者が一日中画面を見つめていることを期待すべきではありません。生産量が目標を下回った場合、ダウンタイムが閾値を超えた場合、または不良率が管理限界を超えて急上昇した場合にアラートを発信するべきです。これらのアラートは役割に基づいて設定されるべきであり、オペレーターはラインレベルの問題、保守担当者は機器のアラーム、工場長はエリア別またはサイト別のパフォーマンス例外を確認できるようにする必要があります。目的は対応時間を短縮することです。対応が遅れるたびに、無駄な時間が蓄積されるからです。.
実際には、これは1分1秒がコストとなる大量生産ラインで重要になります。民生機器を製造する電子機器工場では、 1時間あたり500ユニット 失うもの 1分あたり8ユニット 停止中。システムが2分ではなく20分後にアラートを送信すると、遅延コストは生産損失、労働効率の低下、スケジュール回復圧力で急速に増加します。例外ベースのアラートは、 OEEダッシュボード製造 環境は、視覚的に印象的なだけでなく、運用上も有用なものでなければならない。.
ローカルの詳細を損なうことなく複数拠点のレポートを作成
複数の工場やラインを管理している場合は、 総合設備効率ソフトウェア 一貫したKPI定義による複数拠点レポートをサポートする必要があります。グループオペレーションディレクターは、マレーシア、タイ、インドネシアの工場全体のOEE、ダウンタイム、品質損失を比較する包括的なエグゼクティブビューを必要とするかもしれませんが、各工場では機械別、シフト別の詳細なローカル分析も必要です。ソフトウェアは、運用上の現実と合わない全く同じワークフローをすべての拠点に強制することなく、両方のレベルに対応できる必要があります。設定可能なデータ収集機能を備えた標準化された指標が、通常は最適なバランスとなります。.
これは、複数の工場で同様のプロセスを持つ多国籍メーカーにとって特に有用です。自動車部品サプライヤーは、ある工場が常に優れたパフォーマンスを発揮していることを発見するかもしれません。 8~10パーセントポイント 同様の加工ラインではより良い結果が得られます。 OEEモニタリング この設定により、企業はダウンタイムのカテゴリ、切り替え作業の実施状況、保守対応、および不良品の傾向を、同等の条件で比較できるようになります。これにより、ベンチマークは単なる高レベルのスコアカードではなく、実用的なものへと変わります。.
柔軟なOEE計算と詳細分析を探してください
どの工場も基本的な枠組みは同じだが、詳細は異なる。計画メンテナンスを稼働率から除外するチームもあれば、起動時の不良品と定常状態の不良品を分けるチームもあり、標準OEEに加えてタクトタイムの遵守状況を追跡する必要があるチームもある。 OEE計算ツール 数式、しきい値、理由ツリー、レポートディメンションを手動での回避策を強いることなく設定できるようにする必要があります。ロジックが厳格すぎると、チームはデータをExcelにエクスポートし直すことになります。.
ドリルダウン機能も同様に重要です。工場全体のOEEから、ライン、機械、製品、シフト、オペレーター、ダウンタイムイベントまで、数クリックで詳細に分析できる必要があります。実際の工場では、改善の機会はトップラインの数値そのものから生まれることはほとんどなく、夜勤中に1台の充填機が軽微な停止で12%もの稼働時間を失っていることや、製品切り替え中に成形セルの品質低下が急激に増加していることなどを特定することから生まれます。こうした点において、システムは単なるKPIレポートではなく、リーン生産方式の改善を支援し始めるのです。.
OEEソフトウェアの購入者チェックリスト
評価する際 OEEソフトウェア, ベンダーのデモだけでなく、現場での実行に基づいたチェックリストを使用してください。候補リストには、以下の機能をサポートするツールを含める必要があります。
- リアルタイムダッシュボード リアルタイムのOEE、ダウンタイム、生産量、不良品、シフト追跡機能付き
- 構造化されたダウンタイム理由の記録 標準コードと簡単なオペレーター入力
- 手動および自動データ収集, 機械信号や最前線の形態を含む
- モバイル端末やタブレット端末に対応したインターフェース オペレーター、スーパーバイザー、および保守チーム向け
- ワークフロー自動化 アラート、エスカレーション、承認、および是正措置について
- 統合 MES、ERP、CMMS、品質管理システム、在庫管理システム
- 役割ベースのアラート 異常事象および閾値超過の場合
- 複数施設からの報告 一貫したKPI定義とローカルドリルダウン
- 設定可能なOEE計算ロジック 生産ルールに合わせる
- 監査証跡と履歴 コンプライアンス、レビュー、継続的改善の追跡のため
要点はシンプルです。 総合設備効率ソフトウェア これは単なるレポート画面ではありません。機械データ、オペレーターの入力、ワークフロー、分析を1つのシステムに統合することで、チームがより迅速に対応し、パフォーマンスを継続的に向上させることができます。現在使用しているツールが昨日の数値しか表示しないのであれば、今日の損失管理には実際には役立ちません。.
ダッシュボードを超えて:OEEソフトウェアがチームのパフォーマンス向上にどのように役立つか
多くの工場はデジタル化の旅を、 OEEダッシュボード製造 テレビ画面の線より上の部分。それは便利ですが、それだけでは不十分です。 OEEソフトウェア 稼働率、パフォーマンス、品質はシフト終了後にしか表示されないため、チームの対応は依然として遅すぎます。システムの真価は、管理者、技術者、継続的改善チームが可視性から行動へと移行するのを支援するときに発揮されます。.
強い 総合設備効率ソフトウェア 実際の損失を、それを修復するために必要な人員とワークフローに結びつける必要があります。具体的には、ダウンタイムが発生したらメンテナンス依頼をトリガーし、繰り返し発生する軽微な停止は根本原因分析に活用し、品質損失は是正措置記録にリンクさせるべきです。ダッシュボードだけではその機能は実現しません。規律あるフォローアップこそがそれを可能にするのです。.
優れたOEEダッシュボードは、何が起こったかを教えてくれる。
効果的なダッシュボードは、生産チームが基本的でありながら重要な質問に迅速に答えるのに役立ちます。今シフトで最も時間をロスしたラインはどれか?最大のロスは段取り替え、故障、速度低下、それとも不良品だったのか?食品工場の充填機は、短時間の詰まりで5回停止したのか、それとも長時間の故障でシフトの大半を費やしたのか?
ここは OEEモニタリング 重要なことです。自動車部品工場の生産マネージャーが、ライン3が 78%から61%のOEE 午前中。優れたダッシュボードは、損失の原因がプレス機の短時間停止8回によるものであり、不良品や計画的なダウンタイムによるものではないことを明確に示している。このような詳細な情報があれば、チームは午後の会議で憶測を議論するのではなく、真の制約要因にすぐに集中できる。.
最高のOEEソフトウェアは、次に何をすべきかも教えてくれます。
報告と改善の間のギャップは、多くの工場が苦労する点です。 OEE追跡ソフトウェア セットアップは損失を特定するだけで終わるべきではなく、次のアクションを自動的にガイドするべきです。機械が10分以上停止した場合、システムは保守担当者に警告を発し、担当者を割り当て、応答時間を記録できます。同じ障害が1シフト中に3回繰り返された場合は、より詳細な調査のためにエンジニアリング部門または継続的改善部門にエスカレーションできます。.
例えば、電子機器組立工場では、表面実装ラインで夜勤中にフィーダーエラーが繰り返し発生することがあります。ワークフローサポートがない場合、これらの停止は単に時間のロスとして記録されます。接続されたワークフローサポートがあれば、 OEEソフトウェア, 同じ給水装置が複数日にわたって繰り返し損失を引き起こしている場合、イベントは自動的にメンテナンス作業を作成し、シフトリーダーにモバイルで通知し、問題解決記録を開くことができます。これにより、対応時間が短縮され、繰り返し発生するダウンタイムが「常態化」するのを防ぎます。“
OEEとメンテナンス引き継ぎの連携
稼働率の低下は、多くの場合、生産と保守の境界で発生します。オペレーターは「機械が停止した」と記録しますが、保守担当者が適切に対応するには、より詳細な障害情報、タイムスタンプ、優先度レベルが必要です。 総合設備効率ソフトウェア メンテナンスワークフローと連携することで、引き継ぎがよりスムーズかつ迅速になります。.
食品製造工場では、包装機がフィルム送りのずれによって繰り返し停止することがあります。オペレーターは、無線で保守担当者に連絡し、後でスプレッドシートにメモを入力する代わりに、タブレットで停止理由を選択し、写真を添付して即座に送信します。システムは停止時刻を記録し、適切な技術者に案件を振り分け、確認時刻と修理完了時刻を追跡します。これにより、MTTR(平均修復時間)、再発故障分析、予防保全計画に役立つ貴重なデータセットが蓄積されます。.
品質損失と是正措置の関連付け
驚くべきことに、多くの工場がダウンタイムを綿密に追跡しているものの、品質損失は紙のフォームや独立した品質管理ファイルで別々に扱っている。そのため、真のOEE(総合設備効率)の状況を把握するのが難しくなっている。 OEEソフトウェア 不良データ、再作業、初回合格率の問題を、生産イベントおよびシフトコンテキストに直接接続する必要があります。.
自動車の内装部品を製造する射出成形工程を考えてみましょう。特定の金型運転中にバリ欠陥が増加すると、 OEE計算ツール 単に品質スコアを下げて次に進むだけではいけません。欠陥の傾向を機械、金型、作業者、材料ロット、および時間枠に関連付け、閾値を超えた場合に品質調査を開始する必要があります。これは、品質不良が生産能力を二重に消費する可能性があるため、特に重要です。一度は欠陥の発生に、もう一度は再加工や追加検査に消費されるからです。.
エスカレーションワークフローにより応答時間を短縮
最も役立つ OEE追跡ソフトウェア ルールに基づいたエスカレーションをサポートします。すべての停止に管理者が必要なわけではありませんが、一部の損失には管理者が必要です。90秒間の微小停止はラインリーダーが対応できますが、ボトルネックとなっている機械で20分間繰り返し発生する障害は、直ちにエスカレーションをトリガーする必要があります。.
これは、応答時間がOEEに直接影響するため重要です。大量生産の電子機器工場では、1時間あたり400台のテストステーションがボトルネックになっていると、約 133ユニット わずか20分の計画外ダウンタイムから、下流への影響を考慮する前に、 OEEモニタリング アラート、エスカレーションルール、アクション追跡と連携することで、このシステムは、損失を後から記録するだけでなく、リアルタイムでスループットを保護するのに役立ちます。.
継続的な改善は、構造化された損失データから始まる
CIチームにとって最適な 総合設備効率ソフトウェア 日常的な管理をサポートするだけでなく、構造化され検索可能な損失データを作成し、カイゼン、A3、8D、TPM活動に活用できます。改善チームは、ホワイトボードやExcelシートから手動でダウンタイムを抽出する代わりに、ライン、シフト、機械の種類、製品タイプごとに繰り返し発生する原因を分析できます。.
リーン生産方式のマネージャーが、3 つの組立ラインの 1 か月分のダウンタイムをレビューしていると想像してください。ダッシュボードには、3 分未満の小さな停止が、 合計損失時間42%, ほとんどの場合、特定の製品ファミリーにおける単一のセンサーの位置ずれが原因であることがわかっています。この知見は、漠然とした推測ではなく、的を絞った対策につながるため、非常に有効です。OEEシステムをアクションプラン、監査、検証チェックと連携させることで、改善状況が測定可能になり、維持しやすくなります。.
カスタムワークフローがOEEソフトウェアをより便利にする理由
損失の分類方法は工場ごとに異なります。ティア1の自動車部品サプライヤーは、飲料ボトリング工場や電子機器受託製造業者とは異なるダウンタイムコード、エスカレーション閾値、承認経路を必要とする場合があります。そのため、多くの製造業者は、画一的なソリューションとスプレッドシートの両方から同時に脱却するようになります。前者は固定化されすぎ、後者は手作業が多すぎるからです。.
ノーコードプラットフォームのような Jodoo 作る OEEソフトウェア 実際の工場プロセスに合わせてワークフローを構築できるため、より実用的です。ダウンタイムフォーム、メンテナンスの引き継ぎ、欠陥のエスカレーション、階層化された監査フォローアップ、リアルタイムダッシュボードを、大規模なカスタム開発を待つことなく、1つのシステムで構成できます。これは、 OEEダッシュボード製造 単なる報告画面ではなく、日常業務の一部となるように設定されています。.
要するに、最高 OEEソフトウェア チームが損失を把握し、迅速に対応し、改善のサイクルを完結させるのに役立ちます。現在のシステムがKPIのみを表示している場合、パフォーマンスを測定しているだけで、完全に管理しているとは言えません。OEEを継続的に改善している工場は、通常、データ、アクション、および説明責任を1つの運用ワークフローに統合している工場です。.
JodooがOEE追跡、OEEモニタリング、ワークフローのギャップをどのように解決するか
多くの植物は基本的な OEE追跡ソフトウェア, そしてすぐに限界に達します。システムはダッシュボードに可用性、パフォーマンス、品質を表示するかもしれませんが、工場が実際にダウンタイムを記録したり、メンテナンス作業を承認したり、シフトレベルの例外を処理したりする方法とは一致しないことがよくあります。このギャップは、自動車部品、電子機器組立、食品加工でよく見られます。これらの工場では、1 つの拠点で機械信号、オペレーターの手動入力、Excel ファイル、紙のログが混在している場合があります。そのような場合、, OEEソフトウェア 単に数値を計算するだけでなく、人、データ、そしてフォローアップ行動を結びつける必要がある。.
Jodoo これは、固定的なポイントソリューションではないため、ここで役立ちます。これは、製造業者が構築するために使用できるノーコードプラットフォームです。 総合設備効率ソフトウェア 大規模なカスタム開発を待つことなく、実際の業務プロセスに合わせたワークフローを構築できます。つまり、ダウンタイムフォーム、不良品収集、エスカレーションルール、メンテナンス依頼、階層型承認、リアルタイムダッシュボードなどを1つの環境で設定できるということです。手動と機械によるデータ収集を併用している工場にとって、こうした柔軟性は、紙面上の機能一覧よりもはるかに重要です。.
実際の製造現場のプロセスに合わせてOEEトラッキングを構築する
自動車部品工場で6台のプレス機を3交代制で稼働させている生産マネージャーを想像してみてください。チームはより良いものを求めています。 OEEモニタリング, しかし、1つのプレスでPLCデータが自動的に送信されるものの、2つのラインは依然としてオペレーターのダウンタイムタグに依存しており、品質不良は別の検査ファイルに記録されます。標準システムでは、工場は固定モデルへの適応を強いられる可能性がありますが、Jodooでは、チームが現在の状態に合ったフォームとワークフローを構築しながら、将来的にさらなる自動化への道筋を作ることができます。これにより、導入時の摩擦が軽減され、工場は本格的なMESプロジェクトを待つことなく、今すぐにOEEの改善を開始できます。.
Jodoo を使用すると、停止理由、期間、機械 ID、シフト、オペレーター名、および講じた是正措置を正確に記録するデジタル停止ログフォームを作成できます。また、オペレーターがセットアップ、工具交換、材料不足、センサーの故障、計画外の故障などの標準化された損失カテゴリから選択する必要がある検証ルールを追加することもできます。これは、データ品質の低さが OEE イニシアチブの停滞の最大の原因の 1 つは、停止理由が一貫していないため、OEE の数値が信頼しにくくなるため、非常に重要です。実際には、理由コードを標準化するだけで、これまで「その他」に隠れていた繰り返し発生する軽微な停止を明らかにすることができます。“
製造チームが実際に使用するカスタムOEEダッシュボードを作成する
良い 製造業のOEEダッシュボード チームが頼りにする情報は、日々の割合だけにとどまるべきではありません。工場管理者は通常、ラインレベルの傾向を把握する必要があり、保守チームは故障パターンを把握する必要があり、監督者はリアルタイムのシフト状況とそれに応じた即時対応を必要とします。Jodooでは、同じ運用データの異なるビューを表示する役割ベースのダッシュボードを構築できるため、各チームは情報過多になることなく重要な情報だけを確認できます。これは、生産、品質管理、保守部門がそれぞれ異なるスプレッドシートを使用している工場では特に役立ちます。.
例えば、電子機器組立工場では、オペレーター向けに、生産量と目標値の比較、ダウンタイム時間、ラインごとの初回合格率を表示するダッシュボードを作成できます。生産管理者は、シフトごとのOEE(総合設備効率)、ダウンタイムの上位5つの原因、過去7日間で最もパフォーマンスの低いステーションを表示する別のダッシュボードを使用できます。保守担当者は、設備ごとの繰り返し発生する停止、故障間隔の平均、およびそれらのイベントに関連付けられた未完了の作業依頼を強調表示する3つ目のビューを使用できます。シフト終了後にレポートを追いかけるのではなく、各チームは損失が発生している最中に対応できます。.
Jodooは設定可能なので、 OEE計算ツール 工場がまだ設備からすべてのデータポイントを自動的に取得していない場合でも、承認済みの入力と生産ルールに基づいて、稼働率、性能、品質、および総合設備効率(OEE)の数式を定義できます。これにより、工場は、時間がかかり、シフトや部門間でバージョン管理の問題を引き起こすことが多い手動のスプレッドシート計算から脱却できます。システム内でロジックが標準化されると、管理者は数式の議論に費やす時間を減らし、根本原因の解決に時間を費やすことができます。.
OEEデータを保守およびエスカレーションのワークフローに接続する
多くの最大の弱点の1つ OEE追跡ソフトウェア 従来のツールは、損失を測定するだけで、具体的な対策を講じることができないという欠点があります。例えば、充填ラインが昨日58%のOEEで稼働していたことが分かっても、繰り返し発生する停止の原因が特定されなければ、根本的な問題は解決されません。Jodooは、ダウンタイムの記録を保守依頼、管理者によるレビュー、スペアパーツの点検、是正措置のフォローアップといったワークフローに直接リンクさせることで、このギャップを埋めます。これにより、単なる受動的な報告書ではなく、責任の所在が明確になります。.
食品製造工場で、包装機がフィルム供給のずれにより繰り返し停止する状況を想像してみてください。オペレーターがJodooに停止コードを記録するたびに、同じ問題が1シフト中に3回発生した場合、システムは自動的に保守担当者に通知します。機械番号、写真、停止時間、オペレーターのコメントが添付された作業依頼書が生成されます。その後、管理者は問題が一時的に解決されたのか、部品交換、セットアップの再トレーニング、予防保守調整などの根本的な原因究明が必要なのかを確認できます。.
このようなクローズドループプロセスは重要です。なぜなら、計画外のダウンタイムは、ラインや製品の価値によっては、製造業者に1時間あたり数千ドルの損失をもたらす可能性があるからです。業界調査では、製造業者は重大な故障だけでなく、軽微な停止や慢性的な不具合によっても、生産能力を大幅に失っていることが頻繁に示されています。 OEEモニタリング システムはしきい値を超えたときにアクションをトリガーできないため、無駄を削減するのではなく、無駄を記録しているだけになってしまいます。Jodooは、各損失イベントをステータス、担当者、期日、完了記録に紐付けることで、フォローアップを可視化します。.
ハイブリッドマニュアルおよび機械データ収集をサポート
ほとんどの工場では、パフォーマンスデータの収集方法が完全に自動化されていません。成熟した工場では、重要なラインに機械カウンターが設置されているかもしれませんが、依然として手動での不良品入力、紙ベースのメンテナンス依頼、口頭でのシフト交代に頼っています。そのため、柔軟な 総合設備効率ソフトウェア このアプローチは、すべての資産が初日から完璧なリアルタイムデータをストリーミングできると想定するシステムよりも、多くの場合、より実用的です。Jodooは、デジタルフォーム、モバイルアプリ、ワークフローロジック、ダッシュボードを1つの設定に統合できるため、この中間的なアプローチをうまくサポートしています。.
例えば、プラスチック射出成形工場では、まず各機械に設置されたタブレット端末を使って、オペレーターのサイクルカウント、不良品数、金型交換時間、ダウンタイムの理由などをデジタル化することから始めることができます。後から機械からの信号が利用可能になった場合、工場はそれらの入力データを統合しつつ、監督者やエンジニアが既に利用しているワークフローやダッシュボードを維持できます。これにより、導入作業の負担が軽減され、不完全なシステムを別の不完全なシステムに置き換えるというよくある問題を回避できます。多くの中規模製造業者にとって、この段階的なアプローチは、運用面でも財務面でもより現実的です。.
作業員と監督者に、現場で実際に使えるツールを提供する
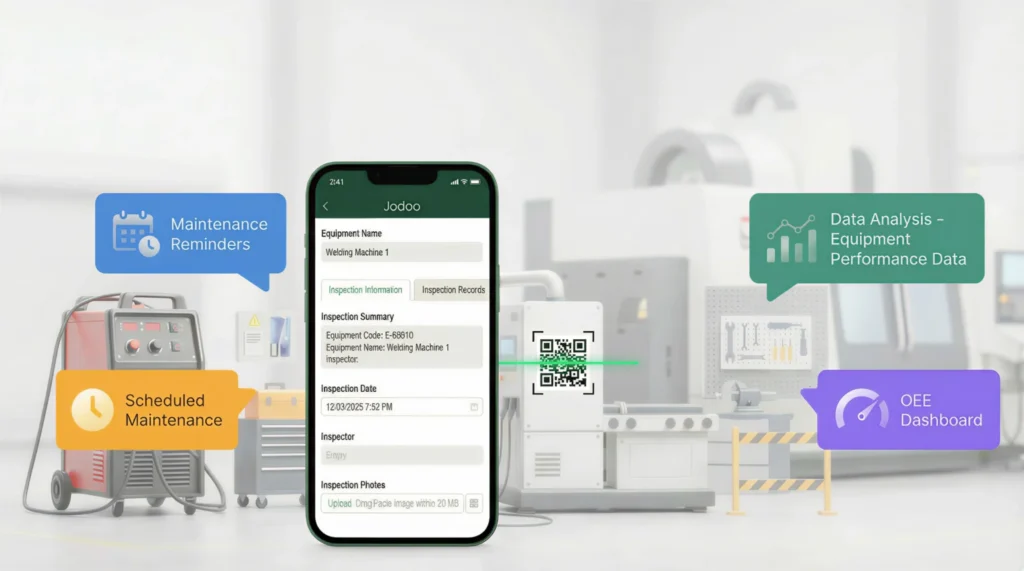
機能と同じくらい、導入のしやすさも重要です。オペレーターがたった5分間の停車を記録するためだけに複雑なデスクトップシステムを開く必要がある場合、データは遅れたり、不完全になったり、完全に欠落したりする可能性があります。Jodooは、ドロップダウン式の理由コード、バーコードまたはQRコードによる機器選択、写真アップロード、署名、タブレットやスマートフォンで動作するモバイルフレンドリーなレイアウトなど、オペレーター向けのシンプルなアプリをチームが構築できるよう支援します。これは、クリック回数が増えるほどコンプライアンスが低下する多忙な生産現場では特に重要です。.
管理者にとっても、この実用的なインターフェースは大きなメリットとなります。複数のシステムをチェックする代わりに、1つのアプリからダウンタイムイベントの確認、修正記録の承認、フォローアップタスクの割り当て、シフトパフォーマンスの監視を行うことができます。複数の生産ラインを持つ電子機器工場や食品工場では、シフト交代時や日々のレビュー会議における時間の節約につながります。また、ISO 9001プロセス管理や継続的改善報告のための監査証跡もより明確になります。.
継続的改善にとってこれが重要な理由
OEEは、持続的な改善につながる場合にのみ価値があります。リーン生産方式や継続的改善(CI)チームは、データが1つのシステムに蓄積され、アクション項目がメールに、監査結果が紙に記録されるといった状況にしばしば苦戦します。Jodooを使用すると、OEEの記録をA3問題解決、階層型プロセス監査、異常追跡、カイゼンアクションのフォローアップといった、より広範な改善ワークフローに接続できます。これにより、OEEは静的なKPIから運用改善システムへと変化します。.
実際の製造事例:工場がJodooをOEE計算ツールとして活用する方法
自動車部品工場で2交代制で4台のプレス機を稼働させている生産マネージャーを想像してみてください。チームは計画生産時間、計画外ダウンタイム、軽微な停止、不良品をExcelで追跡し、監督者は故障メモを紙に記録し、メンテナンスログの問題を別のシステムで記録します。各シフトの終わりに、誰かが手動で数値を組み合わせてOEEを推定しますが、その時点で生産ラインはすでに何時間もの生産時間を失っています。これが多くの工場が OEEソフトウェア これにより、遅延した報告からリアルタイムでの対応へと移行できる。.
以前:スプレッドシートベースのOEE追跡では盲点が生じる
スプレッドシートの設定では、オペレーターが「金型交換の遅延」「フィーダーの詰まり」「センサーの故障」といったダウンタイムの理由をさまざまな形式で入力する可能性があります。そのため、損失を正確にグループ化することが難しく、手動でのクリーニングなしに、あるプレス機、ライン、またはシフトを別のプレス機、ライン、またはシフトと比較することはほぼ不可能です。プレス機が1シフト中に6回停止した場合、生産チームは合計の停止時間しか把握できず、どの故障モードが繰り返されているかはわかりません。結果として、工場にはデータはありますが、有用な洞察は得られません。.
変更後:Jodooが設定可能なOEE計算ツールに
Jodooを使えば、同じ工場でシンプルだが構造化された OEE計算ツール 大規模なカスタム開発は不要です。オペレーターは、ラインでモバイルフォームまたはタブレットを使用してダウンタイムイベントを送信し、機械的故障、段取り替え超過、材料不足、品質調整などの標準化された理由コードを選択します。フォームには、開始時刻、終了時刻、機械ID、シフト、SKU、写真、オペレーターのコメントも記録でき、最初からクリーンで構造化されたデータが作成されます。これにより、工場の品質が即座に向上します。 OEE追跡ソフトウェア 設定。.
Jodooは、プラント独自のロジックを使用して、可用性、パフォーマンス、品質を自動的に計算できます。たとえば、可用性は計画生産時間から記録されたダウンタイムを差し引いた値に基づいて計算でき、パフォーマンスは実際のサイクル数と理想的なサイクルレートを比較でき、品質は生産レポートから良品数と総数量を比較できます。エンジニアがスプレッドシートを更新するのを待つ代わりに、プラントはリアルタイムで以下の情報を確認できます。 総合設備効率ソフトウェア ライン別、シフト別、機械別、製品ファミリー別の指標。これは、優先順位が時間ごとに変化する複数ライン環境で特に役立ちます。.
製造現場でのワークフローはどのようなものになるか
午前10時17分、フィーダーの故障によりプレスライン2が停止したと想像してみてください。オペレーターはタブレットでJodooフォームを開き、機械のQRコードをスキャンして「フィーダー故障」を選択し、停止・再開時刻を入力して、供給不良の写真を追加します。ラインが再開すると、オペレーターはイベントを閉じ、ダウンタイムの期間が自動的に計算されます。この記録は、後で何も入力し直すことなく、工場のリアルタイムOEEデータに反映されます。.
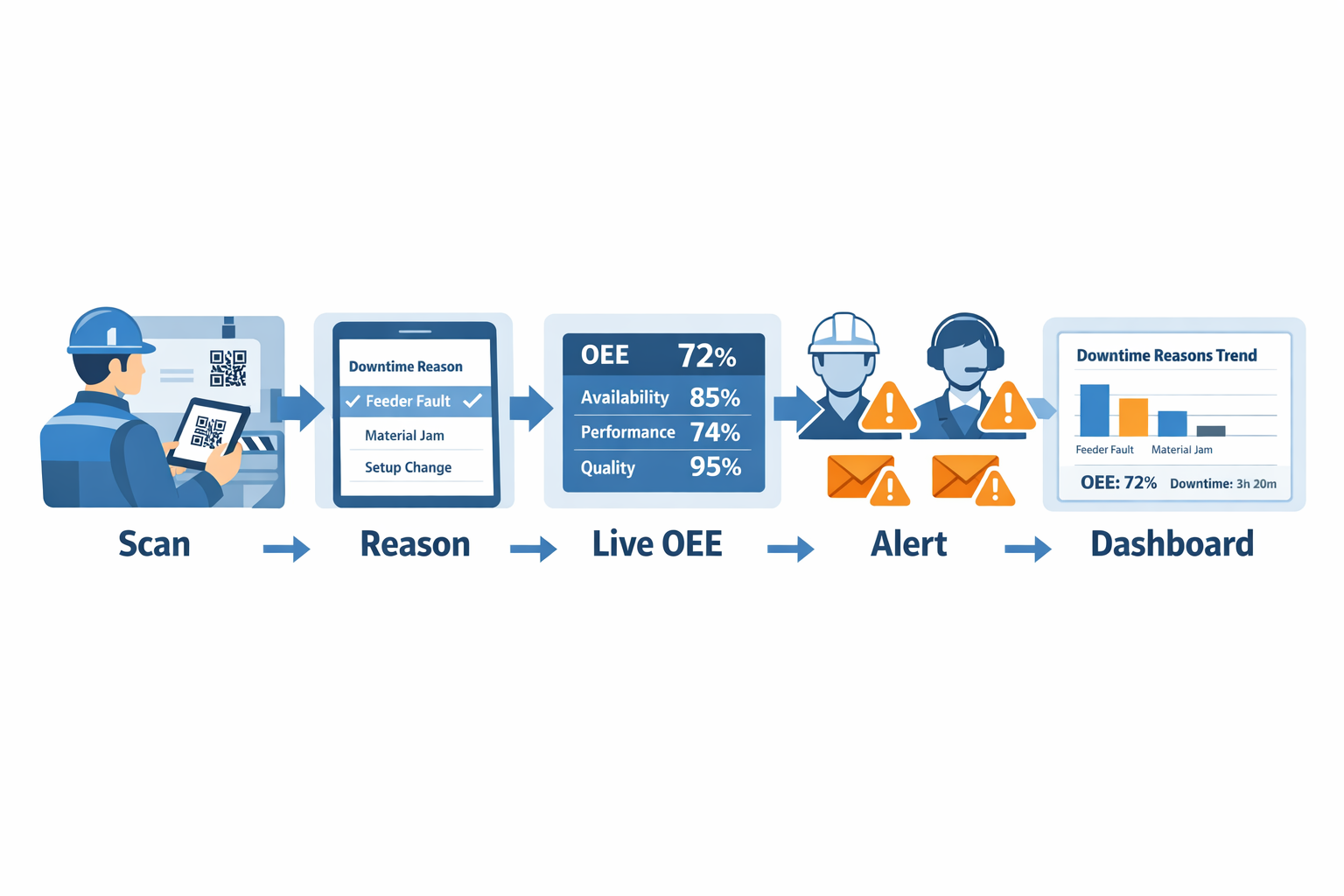
ダウンタイムが設定されたしきい値を超えた場合、 10分, Jodooはワークフローを自動的にトリガーできます。メンテナンス担当者に通知が送信される一方、問題がシフト目標に影響している場合は、生産リーダーにも同時にアラートが送信されます。迅速なエスカレーションはデジタル化の最も明確な利点の1つであるため、これは重要です。 OEEモニタリング適切な担当者が、問題が発生している最中に問題を把握できるため、シフト報告書が締め切られた後では問題に気づきにくい。実際、これにより、繰り返し発生する停止への対応時間を大幅に短縮できる。.
製造チームが活用できるOEEダッシュボード上の損失の可視化
植物が構造化された方法でイベントをキャプチャすると、Jodoo はそれらを表示できます。 製造業のOEEダッシュボード チームは実際に行動に移すことができます。工場長はダッシュボードを開くと、プレス機ごとの現在のOEE、その日の主なダウンタイムの原因、シフトごとの故障時間、部品番号ごとの不良率の傾向などを確認できます。保守管理者は、機械的損失、故障間隔の平均、期限切れの是正措置のみを表示するフィルタービューを使用できます。生産管理者は、速度低下と段取り替えの超過に焦点を当てて、即時の生産量回復を目指すことができます。.
この種のダッシュボードは、損失パターンを早期に強調するため、静的な月末レポートよりも有用です。たとえば、フィーダー障害が 28% 過去7日間に1台のプレス機で発生したダウンタイムの総時間を分析することで、チームは問題が他の設備に波及する前に根本原因を調査できます。電子機器組立工場では、同様のアプローチにより、ピックアンドプレース機の微小停止が、重大な故障よりも大きな性能低下を引き起こしていることが明らかになるかもしれません。食品製造ラインでは、ダッシュボードによって、洗浄作業の超過が当初想定していたよりも稼働率を低下させていることがわかるかもしれません。.
問題を適切なチームにルーティングして、より迅速な解決を図る
本当の価値は OEEソフトウェア Jodooでは、単なる計算ではなく、行動が伴います。ダウンタイムが発生すると、理由コード、資産タイプ、または重大度に基づいてフォローアップタスクを割り当てるリンクされたワークフローがトリガーされます。機械的な故障は直接メンテナンス部門に、資材不足は倉庫または計画部門に、そして品質不良が繰り返される場合は品質エンジニアまたは生産監督者へのタスクが作成されます。これにより、1つの問題が3つのレポートに記載されているにもかかわらず、誰の責任でもないというよくある状況を防ぐことができます。.
自動車工場がプレスライン2がダウンしたことに気付いたと想像してみてください。 72% OEEから61%へ 3日間にわたって、ダッシュボードには、損失の大部分がフィーダーのアライメントの問題による繰り返しの短時間停止に起因することが示されています。Jodooは、是正措置記録を自動的に作成し、保守計画担当者に割り当て、期日を設定し、問題を元のダウンタイム履歴にリンクさせることができます。措置が完了すると、工場は是正措置の前後のパフォーマンスを比較して、修正によって実際にOEEが向上したかどうかを確認できます。.
継続的改善にとってこれが重要な理由
リーン生産方式や継続的改善(CI)チームにとって、この設定により、OEEは遅行指標から日常的な管理ツールへと変わります。データの統合に何時間も費やす代わりに、パレート分析、根本原因の調査、およびアクションの完了に集中できます。最前線の報告をデジタル化する工場では、イベントのキャプチャからダッシュボード、ワークフローまでデータが接続されているため、問題のエスカレーションが迅速化され、ダウンタイムの分類がより明確になり、是正措置のフォローアップが改善されることがよくあります。そのため、Jodooは単なるツールとしてだけでなく、 OEE計算ツール, しかし、持続的な改善を支える柔軟な運用システムとして。.
結論:適切なOEEソフトウェアの選び方と、Jodooを検討する価値がある理由
評価する際 OEEソフトウェア, 目標は、稼働率、パフォーマンス、品質をダッシュボードに表示するだけではありません。ラインロスをリアルタイムで可視化し、ダウンタイムや欠陥の問題にチームが迅速に対応できるようにし、工場の実際の稼働方法に適合するシステムが必要です。電子機器工場の生産マネージャーが、あるSMTラインでマイクロストップが増加していることを把握し、メンテナンスのフォローアップを開始し、生産量がさらに低下する前にシフトごとの影響を確認できる状況を想像してみてください。.
最適な設備総合効率(OEE)ソフトウェアは、損失を可視化し、例外をアクションにつなげ、工場固有のワークフローに適応し、長期にわたるITプロジェクトなしで導入できるという4つの点を高いレベルで実現する必要があります。これは、自動車部品のプレスライン、食品包装工場、あるいは機械、チーム、報告ルールがそれぞれ異なる複数ラインの組立工場など、どのような業種であっても重要です。実際、生産報告と対応ワークフローをデジタル化する製造業者は、報告の遅延を削減し、ダウンタイムの精度を向上させ、より迅速なクローズドループ型の問題解決を実現できることがよくあります。.
組み合わせる柔軟な方法が欲しい場合 OEEモニタリング, ワークフローの自動化、および工場固有のカスタマイズ、, Jodoo 検討する価値があります。ノーコードのリーン生産方式プラットフォームであるJodooは、大規模なカスタム開発を行うことなく、業務に必要なフォーム、アラート、ダッシュボード、ワークフローの構築を支援します。. 無料トライアルを開始する または デモを予約する Jodooがお客様のOEE改善目標をどのようにサポートできるかをご覧ください。.

