はじめに:現代の製造業においてVSMソフトウェアが重要な理由
多くの工場では今でもホワイトボードを使ったバリューストリームマッピングのワークショップを実施しているが、最終的に写真、PDF、または誰も更新しないExcelファイルとして出力されてしまうと勢いを失ってしまう。これは大きな問題だ。なぜなら製造業者は 生産性20%から30% 不適切なプロセス設計、待ち時間、手戻り、不必要な移動などに起因する非効率性によって生じる。. VSMソフトウェア バリューストリームマップを、チームがリアルタイムで更新、分析、対応できる、共有可能なライブシステムに変換することで、そのギャップを解消するのに役立ちます。.
自動車部品工場の生産管理者が、カイゼン活動中にプレス加工から組立までの工程フローをマッピングしたと想像してみてください。現状マップでは、過剰な仕掛品、長い段取り替え遅延、最終検査におけるボトルネックが明らかになりますが、2週間後にはアクションリストがメールのやり取りの中に埋もれてしまいます。デジタルバリューストリームマッピングは、プロセスデータ、担当者、タイムライン、改善タスクを1か所にリンクさせることで、この状況を変えます。.
この記事では、バリューストリームマッピングソフトウェアがリーンマネージャー、IEエンジニア、オペレーションマネージャーがエンドツーエンドのフローを視覚化し、無駄をより迅速に発見し、フォローアップアクションをより効果的に管理するのにどのように役立つかを見ていきます。また、最も重要な機能、デジタルマッピングと手動の方法との比較、プラットフォームがどのように役立つかについても説明します。 Jodoo ワークショップ終了後も継続的な改善を支援できます。.
バリューストリームマッピングソフトウェアとは何か、そしてデジタルVSMはどのように機能するのか?
バリューストリームマッピングソフトウェアは、製造プロセスにおいて材料と情報がサプライヤーから顧客までどのように移動するかを視覚化するために使用されるデジタルツールです。リーン生産方式では、単にボックスと矢印を描くだけでなく、無駄、遅延、過剰在庫、手戻りループ、リードタイムを増加させるコミュニケーションギャップを明らかにすることが目標です。 バリューストリームマッピングソフトウェア このプラットフォームは、少人数のチームが紙やホワイトボード、あるいはバラバラのExcelファイルよりも体系的な方法でこれらのマップを作成、更新、共有するのに役立ちます。運用管理者やIEエンジニアにとって、これは重要な点です。なぜなら、マップは単なるワークショップの成果物として壁に貼られるのではなく、分析のための実用的なシステムとなるからです。.
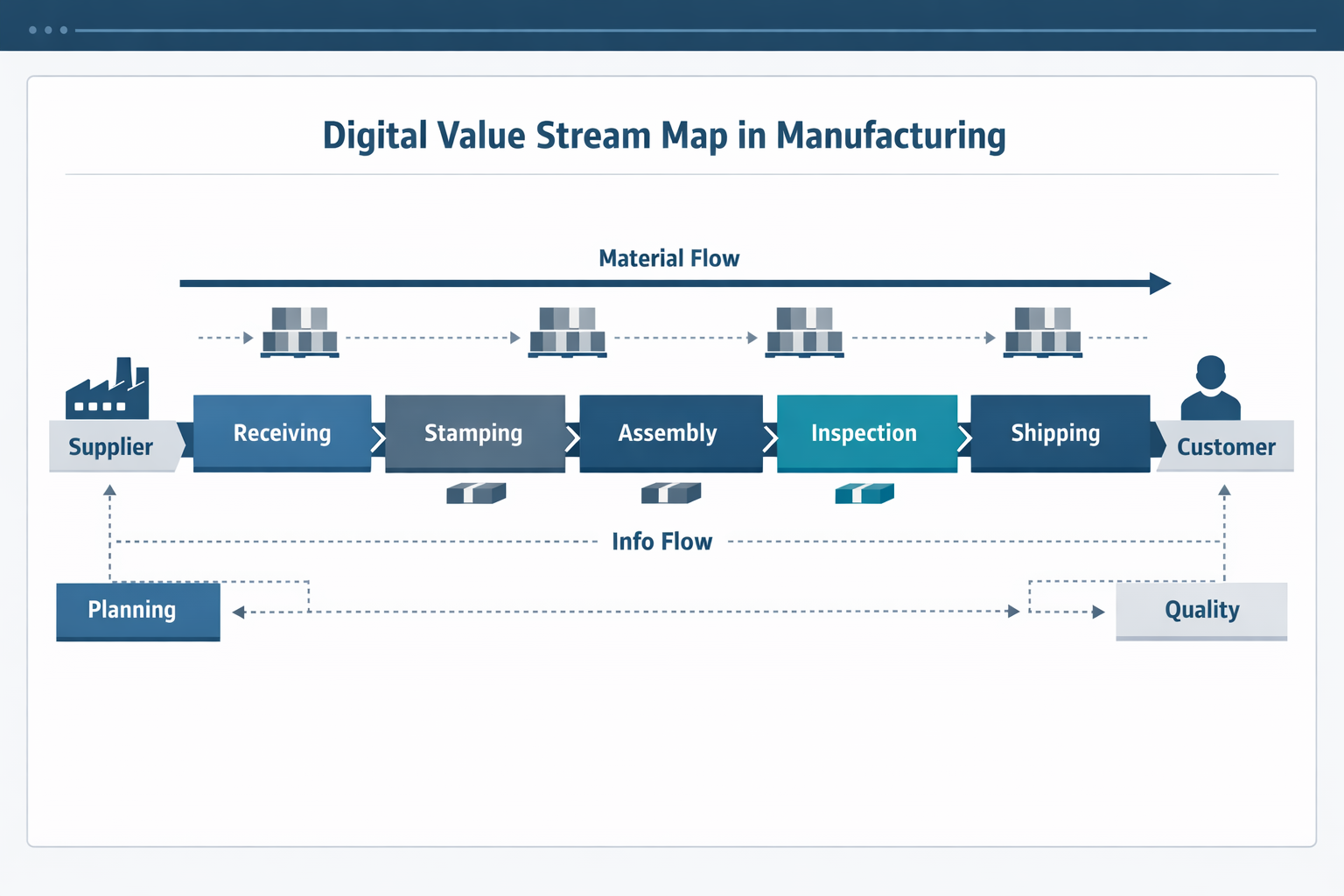
基本的なレベルでは、バリューストリームマップは2つの接続された流れを示します。1つ目は 物質の流れ原材料、部品、半製品、完成品が各工程をどのように通過するか。2つ目は 情報フロー生産スケジュール、発注書、予測、品質アラート、補充シグナルが部門横断的な作業をどのように引き起こすか。 バリューストリームマッピングツールの製造 チームは両方のフローを同時に可視化するべきです。なぜなら、多くのボトルネックは機械の能力だけでなく、計画の不備に起因するからです。.
現状と将来像のマッピング
ほとんどの VSM 作業は、 現状マップ, これは、実際のプロセスがどのように実行されているかを把握するためのものです。これには、各生産ステップ、切り替えポイント、検査ゲート、輸送、待ち行列、計画、倉庫、生産、品質などの部門間の引き継ぎが含まれます。その目的は、理想的な標準作業手順書(SOP)ではなく、遅延や非効率性を含む現実を記録することです。実際には、個々の機械のサイクルタイムが許容範囲内に見えても、実際の待ち時間が予想よりもはるかに長いことにチームが気づくことがよくあります。.
の 将来の状態マップ 次に、改善後のプロセスがどのように運用されるべきかを示します。これには、バッチサイズの削減、スーパーマーケットプルシステム、手動承認の削減、輸送ルートの短縮、ラインバランシングの改善、品質問題に対するデジタルエスカレーションなどが含まれる場合があります。自動車部品工場の生産マネージャーが、プレス加工部品が待ち時間が発生していることに気づいたと想像してみてください。 18時間 生産計画では、1シフトにつき一度に大量の作業が発注されるため、溶接作業に移る前に、次の工程に進む必要があります。将来のデジタルVSMでは、チームは補充間隔を短縮し、視覚的なトリガーに基づいてフローを再設計することで、人員や設備を追加することなく待ち時間を短縮できる可能性があります。.
デジタルVSMが追跡するコアメトリクス
デジタルVSMは、パフォーマンスを説明する指標を捉えている場合にのみ有用です。最も一般的な指標は サイクルタイム, これは、プロセスステップで1つのユニットまたは1つのバッチを完了するのに実際に必要な時間です。もう1つの重要な指標は リードタイム, これは、注文受付から出荷までの総経過時間を測定するもので、処理時間と待機時間の両方を含みます。多くの工場では、リードタイムは 10~50回 付加価値処理時間全体よりも長いため、VSMは隠れた無駄を明らかにするのに非常に効果的です。.
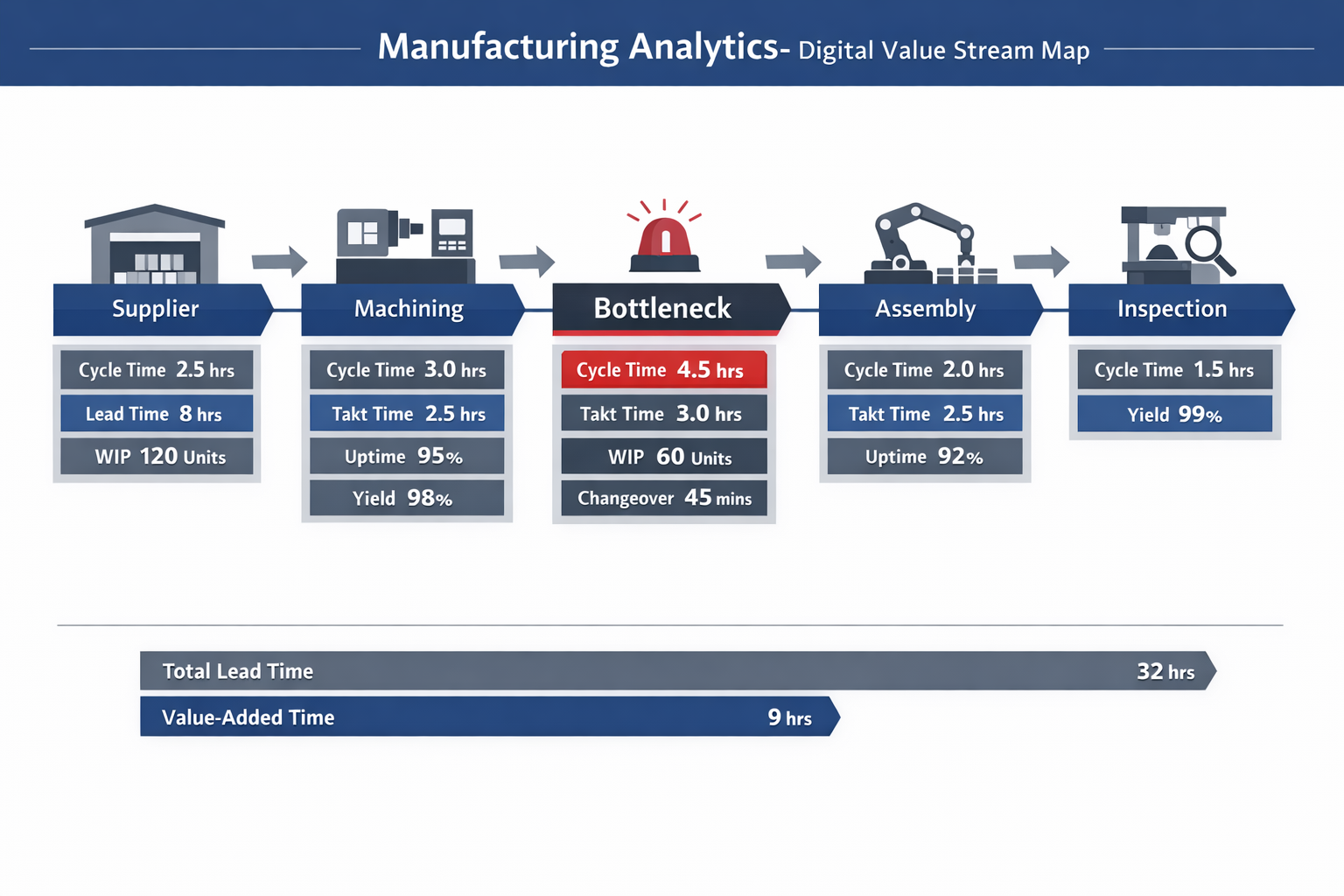
進行中の作業 (WIP) 過剰在庫は不安定性、生産能力の不均衡、スケジューリングの問題を隠してしまうことが多いため、在庫管理はもう一つの重要な指標となります。例えば、食品メーカーは、包装工程のサイクルタイムがわずか45秒であるにもかかわらず、上流工程の混合工程で出荷タイミングが下流工程の需要と一致しないため、中間工程で大量の待ち行列が発生することに気づくかもしれません。. タクトタイム 顧客の需要を満たすために必要な生産ペースを示すことで、状況を理解するのに役立ちます。タクトタイムが1ユニットあたり60秒で、ある組立ステーションの稼働時間が78秒の場合、このマップはすぐに潜在的な制約箇所を浮き彫りにします。.
強い VSM分析ツール また、稼働時間、段取り替え時間、初回合格率、作業員数、バッチサイズ、在庫日数なども、該当する場合は記録できるようにすべきです。ボトルネックは単一の数値だけで発生することは稀であるため、これらの詳細情報が重要になります。例えば、電子機器組立ラインは平均サイクルタイムはバランスが取れているように見えても、頻繁なフィーダーの切り替えや検査による保留によって、シフトごとに生産量が不安定になることがあります。これらの変数をデジタルで記録することで、チームはバリューストリーム全体のより現実的な状況を把握できるようになります。.
デジタルVSMと手動マッピングの違い
手動によるマッピングは、迅速で現場での議論を促進するため、カイゼンワークショップにおいては依然として有効です。しかし、問題はワークショップ終了後に発生します。紙のマップはすぐに古くなり、手書きのデータは標準化が難しく、改善策は別々のスプレッドシートやメールのやり取りに分散してしまうことがよくあります。そのため、既存のプロセスを比較したり、前提条件を見直したり、将来の設計が実際に成果をもたらしたかどうかを検証したりすることが困難になります。.
A デジタルVSM この問題を解決したのは、オペレーションの変更に合わせてマップのメンテナンスを容易にしたからです。サイクルタイムが改善したり、WIPが減少したり、プロセスステップが再配置されたりしても、マップ全体を最初から描き直すことなく、データとフローを更新できます。これは、チームが一貫したフォーマットと改訂管理を必要とする複数ラインまたは複数拠点のオペレーションで特に役立ちます。各工場にPowerPointまたは紙で独自のVSMを作成するように依頼する代わりに、 VSMツールデジタル このプラットフォームは、データの収集方法とレビュー方法を標準化するのに役立ちます。.
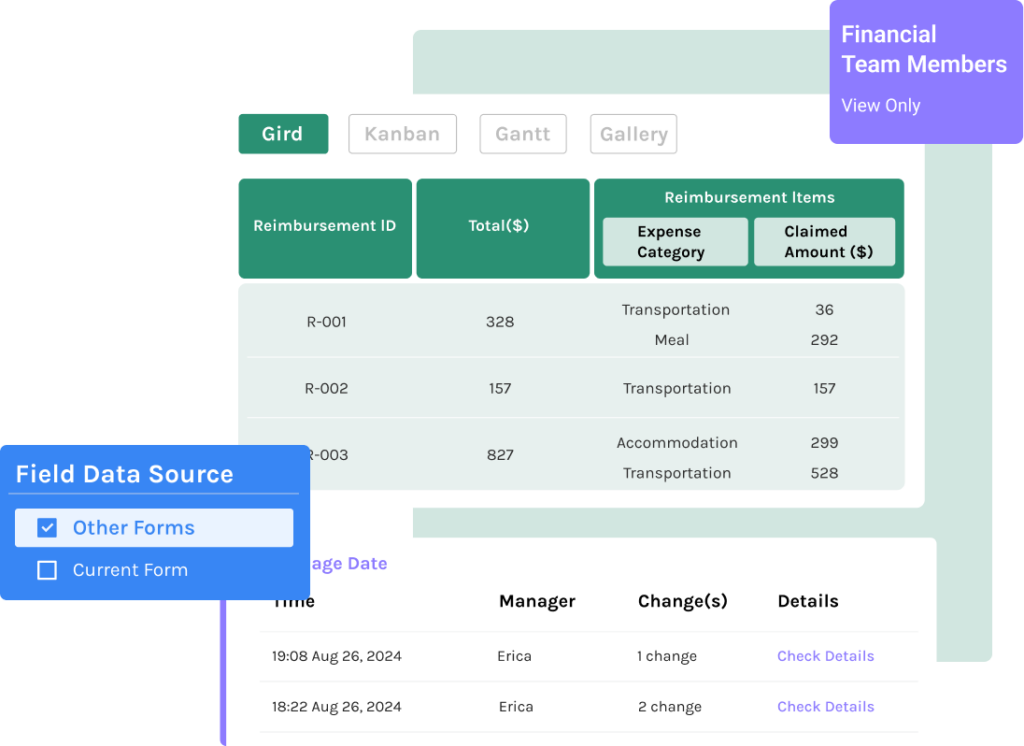
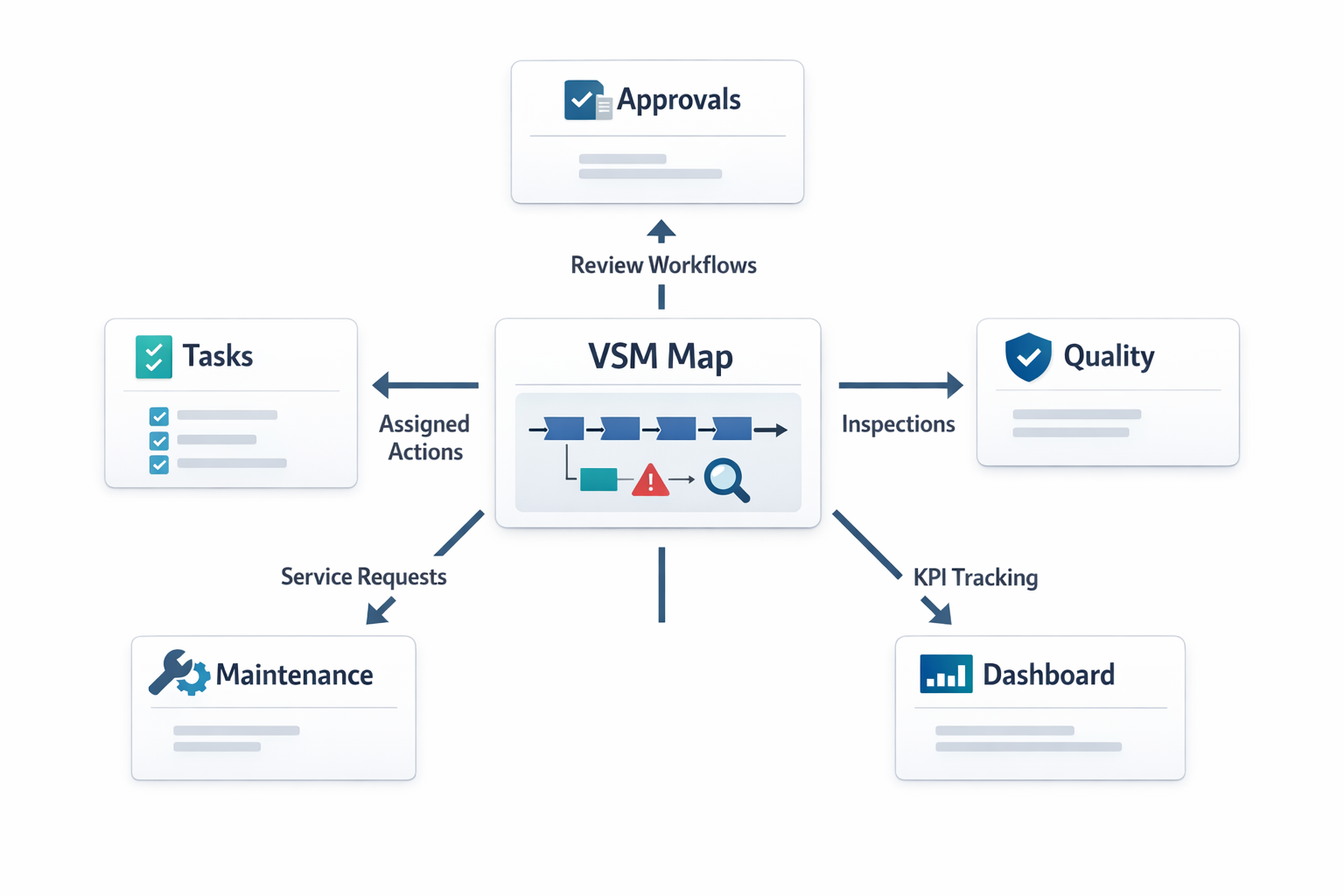
コラボレーションも大きな違いの一つです。手動設定では、生産、計画、品質、倉庫チームは、ワークショップ中のみマップを確認することがよくあります。対照的に、, バリューストリームマッピングソフトウェア 共有アクセス、コメント、承認ワークフロー、リンクされたアクションアイテム、ダッシュボードレポートをサポートできます。つまり、このマップは、資材補充の再設計を物流部門に割り当てたり、将来像ワークショップで期限切れとなったカイゼン活動を追跡したりするなど、実際の運用フォローアップと連携し続けることができます。.
製造チームにとってデジタルVSMが重要な理由
リーンマネージャーにとって、デジタルマッピングの真のメリットは、単に視覚的に分かりやすくなることだけではありません。それは、バリューストリームマッピング(VSM)を単発的なイベントではなく、反復可能な管理プロセスに変えることができる点にあります。デジタルマップは、プロセスデータ、アクション追跡、監査結果、KPIダッシュボードを1つのシステムに統合できるため、長期的な改善を容易に維持できます。これは、分析が1つのファイルに、実行が別の場所にある場合、多くのリーンイニシアチブが勢いを失ってしまうため、非常に重要です。.
このようなプラットフォームがあれば Jodoo, メーカーは静的マッピングを超えて実用的なものを構築できます デジタルVSM ワークフロー。フォームを作成して、現場で現在のプロセスデータを取得したり、ワークフローを通じて改善アクションをルーティングしたり、ダッシュボードでリードタイム、WIP、ボトルネックの傾向を監視したりできます。複数の生産ラインを管理する少人数のチームにとって、これは分析を標準化し、将来のアクションを可視化するためのより拡張性の高い方法となります。言い換えれば、 VSMソフトウェア 単なる改善ワークショップの成果物ではなく、日常業務の一部となる。.
製造業における従来のバリューストリームマッピングツールの一般的な問題点
多くの製造業者は、バリューストリームマップを一度作成すること自体には苦労しません。彼らが苦労するのは、ワークショップ終了後もそれを有効活用し続けることです。紙、スプレッドシート、またはVisio形式のファイルで作成されたマップは、多くの場合、ライブの運用管理ツールではなく、静的なスナップショットとなってしまいます。これが現代のギャップです。 VSMソフトウェア 閉鎖される予定です。.
静的な地図はすぐに古くなってしまう
ほとんどの工場では、現状は地図よりも速く変化します。ルーティングの更新、シフトパターンの変更、新しい検査手順の追加、あるいはサプライヤーのリードタイムの問題などによって、先月の地図は不正確になる可能性があります。チームがCIボードに貼られた紙のシートや、一人のエンジニアが保存したデスクトップファイルに頼っていると、地図はすぐに現場で実際に起こっていることを反映しなくなってしまいます。.
自動車部品工場の生産マネージャーが、カイゼン活動の一環として、機械加工から組み立てまでの工程フロー図を作成したと想像してみてください。2週間後、顧客からの苦情を受けて、チームは工程内検査ゲートを追加し、最終組み立て前に仕掛品(WIP)の積み上がりが始まりました。このフロー図がすぐに更新されない場合、チームはサイクルタイム、待ち時間、ボトルネックに関する古い前提に基づいて意思決定を行うことになります。そうなると、改善活動は単なる文書化に終わってしまいます。.
バージョン管理は隠れた無駄になる
従来のツールの最大の弱点の1つは、バージョンの混乱です。チームはしばしば、「Final_VSM_v2」「Final_VSM_v2_latest」「Final_VSM_v2_latest_edit」といったファイル名が、メール、共有ドライブ、ノートパソコンなどに分散して保存されてしまいます。これは、製造業者が専用ツールではなく、描画ツールや汎用オフィスソフトウェアを使用している場合によく見られます。 バリューストリームマッピングソフトウェア.
複数のラインや工場にまたがるプロジェクトを運営するリーンマネージャーにとって、これは実際の運用リスクを生み出します。インダストリアルエンジニアリングチームが1つのバージョンをレビューしている間に、生産監督者は別のバージョンに基づいて作業を進めている可能性があります。複数の拠点を持つ電子機器メーカーでは、タクトタイムや段取り替えの想定にわずかなずれがあるだけでも、誤った改善優先順位が承認される可能性があります。適切な デジタルVSM 環境は、信頼できる唯一の情報源を維持することで、この無駄を削減します。.
コラボレーション機能は実際の製造現場での使用には不十分である
従来のマッピング手法では、通常、1人の担当者がファイルの作成と維持管理を行う必要があります。これは1日限りのワークショップには有効かもしれませんが、生産、品質、保守、計画、物流といった各部門が情報を更新する必要がある場合にはうまく機能しません。リーン改善は本質的に部門横断的な取り組みですが、多くの旧来のバリューストリームマッピング(VSM)手法は依然として単一ユーザーによるオフライン作業です。.
これは食品製造において特に顕著であり、プロセス変更には品質保証の保留点、包装の制約、コールドチェーンのタイミングなどが含まれる可能性があります。計画担当者はスケジュールの変動性を把握し、保守担当者は計画外のダウンタイムのパターンを把握し、品質保証担当者は実際に手直しが行われている場所を把握しています。IEエンジニアが1人しかマップを編集できない場合、重要な洞察は会話の中に留まり、プロセスの一部になることはありません。 バリューストリームマッピングツールの製造 チームは意思決定のためにこれらに頼る。.
データ収集は依然として手作業で行われており、一貫性がない。
地図の良し悪しは、その背後にあるデータの質に左右されます。多くの工場では、サイクルタイム、稼働時間、段取り替え時間、不良率、在庫データなどが、手書きのメモ、ホワイトボード、Excelログなどから手作業で収集されています。そのため、更新が遅くなるだけでなく、ワークショップでチームが観察した内容と、時間の経過とともに運用データが示す内容との間に矛盾が生じてしまいます。.
業界の調査では、知識労働者が約 20%から30%までの彼らの時間 システム間で情報を検索または調整すること。製造業のCIチームでは、通常、1つのマップを更新する前に、紙の記録、MESエクスポート、メンテナンスログ、スプレッドシートトラッカーを確認することを意味します。有用な役割を果たす代わりに VSM分析ツール, そうなると、地図は手作業による修正が必要な別の文書になってしまう。それは行動を遅らせ、数字に対する信頼を損なう。.
ワークショップの勢いはイベント終了後に失速する
多くの改善活動が失敗に終わるのは、まさにこの点です。チームは現状マップを作成し、無駄について議論し、将来のあるべき姿を設計し、行動計画をフリップチャートや付箋に書き出します。しかし、全員が日常の生産業務のプレッシャーに戻ると、担当者を割り当てたり、期日を監視したり、変更が成果をもたらしたかどうかを確認したりするシステムが存在しないのです。.
例えば、電子機器組立工場では、材料補充の遅延により、シフトごとに90分の待ち時間が発生していることが分かるかもしれません。チームは、スーパーマーケットの再設計、ミルクランのタイミング変更、バーコードに基づく補充トリガーという3つの対策に合意します。接続されていないと VSMツールデジタル ワークフローにおいて、これらの行動は会議の議事録やスプレッドシートに記録されたまま、責任の所在が不明確なまま放置されることが多い。6週間後、地図は存在するものの、リードタイムの短縮は実現していない。.
汎用的な図ツールは継続的な改善をサポートしません
多くのチームは、リーンな実行を想定して設計されていないツールでバリューストリームマップ(VSM)を管理しようと試みています。描画アプリではアイコンや矢印を作成できますが、マップをリアルタイムのKPIデータ、アクション追跡、監査結果、承認ワークフローなどに簡単に接続することはできません。実際には、マップは日常的な管理システムから切り離されたままになってしまうのです。.
そのため、多くのメーカーは汎用ファイルからより構造化されたファイルへと移行しています。 バリューストリームマッピングソフトウェア アプローチ。目標は単にきれいな地図を描くことではなく、 デジタルVSM 現状データ、将来計画、カイゼン活動、ダッシュボードによるフォローアップを一つの環境に統合するプロセス。この連携が欠けていると、VSM(バリューストリームマッピング)の作業は完了したように見えても、運用面では未完了のままとなる。.
本当の問題は持続可能性であり、地図作成ではない
ほとんどのリーンチームは、マッピングワークショップの実施方法を既に知っています。より難しい課題は、マップを最新の状態に保ち、協力的で、測定可能な改善に結び付けておくことです。 VSM分析ツール 継続的なアップデート、部門横断的な責任体制、そしてフォローアップをサポートできない場合、それはイベント後に消え去るもう一つのリーン成果物になってしまう。.
言い換えれば、問題は地図を作成できるかどうかではなく、 VSMソフトウェア これにより、工場は毎週そのマップを活用して、リードタイムの短縮、仕掛品の削減、フローの改善、そして持続的な成果の維持を実現できます。これが、単発のワークショップの成果物と、継続的な改善のためのデジタル管理システムとの違いです。.
現状から将来像までのデジタルバリューストリームマップの作成と管理方法
デジタルバリューストリームマップは、付箋を画面上のボックスに置き換える以上のことをするべきです。リーンチームにとって、真の価値は VSMソフトウェア 重要なのは、マッピング、アクション追跡、パフォーマンス監視を1つのワークフローに統合することです。これは、多くの工場がワークショップ中に現状マップを作成し、明らかな無駄を特定した後、チームが日常的な問題解決に戻ると勢いを失ってしまうため重要です。 バリューストリームマッピングソフトウェア セットアップ機能を使うと、スプレッドシート、メール、ホワイトボードなどでプロセスを再構築することなく、分析から実行へとスムーズに移行できます。.
ステップ1:適切な製品ファミリーを選択する
まず、同様の工程を踏み、共通の設備を使用し、改善努力を正当化するのに十分な生産量を持つ製品ファミリーを1つ選びます。これは重要な第一歩です。なぜなら、工場全体など、範囲が広すぎる図を作成すると、見た目は立派でも管理が複雑になりすぎるからです。リーン生産方式の実践者の多くは、共通の工程、タクトタイム、顧客の需要パターンに基づいて部品をグループ化します。たとえば、多品種少量生産の電子機器工場では、SMT、AOI、手動挿入、最終テストの工程をすべて経るPCBアセンブリのファミリーを1つ選ぶことができます。.
あなたの VSM分析ツール データ収集を開始する前に、スコープを明確に定義できるようにする必要があります。これには、開始点と終了点、関連する生産ラインまたはセル、シフトパターン、顧客の需要、および関連するサプライヤーまたは内部供給業者が含まれます。食品製造ラインをマッピングする場合、1つのSKUファミリーについて、原材料の受け入れから調理、充填、包装、パレット積みまでの流れを定義できます。これにより、サイクルタイム、切り替え、品質損失、在庫ポイントを同等の基準で比較できるため、マップは意思決定に役立ちます。.
ステップ2:現場で現状データを取得する
範囲が確定したら、ERP標準や時代遅れのSOPだけに頼るのではなく、現場から直接現状データを収集してください。現状マップの精度は、その背後にあるデータの質に左右されます。多くの工場では、実際の作業員を実際の状況で観察すると、実際のサイクルタイムが計画時間と10%から30%も異なることが分かります。処理時間、待ち時間、段取り替え時間、稼働時間、不良率、人員配置、バッチサイズ、仕掛品、情報フロー、出荷頻度を記録してください。工場が複数シフトで稼働している場合は、特に品質不良、ライン停止、資材不足への対応時間など、シフトごとにパフォーマンスが変化する箇所を記録してください。.
強い VSMツールデジタル このデータ収集は構造化され、再現可能なものにする必要があります。紙に時間を書き留めて後で再入力するのではなく、チームはモバイルフォームから値を入力し、写真を添付し、タイムスタンプを記録し、各プロセスボックスを実際のデータレコードにリンクできるようにする必要があります。たとえば、電子機器組立工場では、SMTラインのサイクルタイムは基板1枚あたり18秒かもしれませんが、機能テスト前の待ち行列を見ると、オペレーターの空き状況やスケジューリングの不均一さのために14時間の待ち時間が発生していることがわかります。このような可視性こそが、有用なシステムを他と区別するものです。 デジタルVSM プレゼンテーション用グラフィックより。.
ステップ3:物質の流れと情報の流れを一緒にマッピングする
多くのチームはプロセスボックスや在庫トライアングルに重点を置きすぎ、情報フローのマッピングを怠っています。これは大きな間違いです。計画の不備、スケジュールの変更の遅れ、承認の不備などが、機械のダウンタイムと同じくらい多くの無駄を生み出すからです。現状マップには、注文のリリース方法、生産スケジュール、補充シグナルの移動、手動による引き継ぎによる応答の遅延箇所を示す必要があります。ERP、WhatsApp、スプレッドシート、ホワイトボードなどを混在させて使用している工場では、マップがエンドツーエンドで構築されるまで、こうした遅延が見過ごされがちです。.
実用的 バリューストリームマッピングツールの製造 両方のレイヤーをサポートする必要があります。資材がどこで滞っているかだけでなく、工具の承認、品質保証のリリース、保守対応など、情報が意思決定を遅らせている場所も把握する必要があります。食品加工工場を想像してみてください。包装資材は時間通りに到着しているのに、品質管理記録がシフト終了時に手作業で確認されるため、製品のリリースが遅れている状況です。マップ上では処理工程は効率的に見えるかもしれませんが、情報の流れを分析すると、真のボトルネックが明らかになります。.
ステップ4:無駄、制約、ボトルネックを特定する
現状マップを作成したら、それを使って遅延の主な原因となっている少数の問題を特定します。多くのバリューストリームでは、1つか2つのプロセスステップが待ち時間の大部分を占め、別の情報ボトルネックが手戻りやスケジュールの不安定性を引き起こしています。マップを精査し、待ち時間、過剰生産、過剰な仕掛品、輸送、動作、不良、過剰処理といった典型的なリーン生産方式の無駄を特定します。そして、週あたりの損失時間、仕掛品の価値(米ドル)、出荷漏れ、OEEの低下といったビジネス用語でその影響を定量化します。.

ここは VSMソフトウェア 単なる描画ソフト以上の機能を持つべきである。 VSM分析ツール タクトタイムと実際のサイクルタイムを比較し、プロセスの不均衡を強調表示し、総リードタイムとタッチタイムを計算し、在庫蓄積ポイントを自動的にフラグ付けするのに役立ちます。たとえば、自動車のプレスラインが溶接を1,000個単位で供給しているにもかかわらず、溶接の消費量がはるかに少なく不安定な場合、このマップはその不均衡を明確に示します。バッファに2.5日分の在庫があれば、将来の状態に対する測定可能な目標値が得られます。.
ステップ5:フローと制御を中心とした将来像マップを設計する
将来像マップは、よりスムーズな流れ、より短いリードタイム、そしてより予測可能な出力を実現するために、このバリューストリームをどのように運用すべきかという、実践的な問いに答えるものでなければなりません。つまり、連続フローが可能な場所、スーパーマーケットが必要な場所、ペースメーカースケジューリングを行うべき場所、そして需要シグナルによって補充をトリガーする仕組みを決定する必要があるのです。将来像マップには、視覚的な要素だけでなく、目標バッチサイズ、ピッチ、補充頻度、エスカレーショントリガーといった運用ルールも定義する必要があります。これらの詳細がなければ、将来像マップは管理ツールではなく、単なるコンセプトポスターになってしまいます。.
実際の工場環境では、これはしばしばトレードオフを意味します。産業機器用の制御基板を製造する電子機器メーカーを想像してみてください。現状のマップでは、SMTから最終テストへの大規模な移送バッチが示されており、1日分の待ち時間が発生しています。将来の状態では、バッチサイズを縮小し、テスト担当者をタクトタイムに合わせてシフトし、組立とテストの間にプル信号を導入して、仕掛品が際限なく増加しないようにする可能性があります。 バリューストリームマッピングソフトウェア プラットフォームは、単にボックス間に矢印を描くだけでなく、そうした設計上の決定事項を文書化できる機能を提供するべきである。.
ステップ6:将来の状態を実行可能な改善計画に落とし込む
多くのバリューストリームマッピング(VSM)の取り組みが失敗に終わるのは、まさにこの段階です。チームはワークショップを終え、将来の状態について合意し、ボードの写真を撮りますが、その後、具体的なアクションが割り当てられていないため、何も進展しません。将来の状態におけるギャップはすべて、担当者、期日、目標指標、ステータスが設定された、追跡可能な改善項目となるべきです。典型的なアクションとしては、段取り替え時間の短縮、人員配置の見直し、かんばんループの再設計、検査頻度の変更、慢性的なダウンタイム発生箇所へのメンテナンストリガーの追加などが挙げられます。.
あなたの デジタルVSM タスクおよびワークフロー管理に直接接続する必要があります。たとえば、将来の状態として充填ラインの切り替え時間を45分から25分に短縮する必要がある場合、システムはそれをSMEDの観察、治具の再設計、標準作業の更新、オペレーターのトレーニング、監査チェックに分解する必要があります。このようなプラットフォームが役立つのは Jodoo このマップは、構造化されたアクションリスト、承認ワークフロー、現場検査、ダッシュボードなどに情報を提供できるため、チームが分断されたファイルに戻る必要がなくなり、非常に役立ちます。これにより、リーン分析と日々の業務遂行との間のギャップが解消されます。.
ステップ7:地図作成後の進捗状況を監視する
バリューストリームマップは、実装開始後も実際のパフォーマンスと連動している場合にのみ有効です。作業が開始されたら、リードタイム、バッファごとの仕掛品、納期遵守率、初回合格率、段取り替え時間、スケジュール遵守率など、将来の設計に直接関連する少数の指標を追跡します。業界調査では、デジタルパフォーマンス追跡によって、チームが月例会議で古いデータを確認する代わりに、未完了の作業や傾向線をリアルタイムで確認できるため、フォローアップが改善されることが頻繁に示されています。リーン生産方式の観点から言えば、マップは単なる診断ツールではなく、管理ポイントとなるのです。.
ソース充填ラインの改善に取り組む食品包装工場を例に考えてみましょう。現状のマップでは、エンドツーエンドのリードタイムが9日間で、そのうち約6日間は原材料の待ち時間、品質管理(QC)承認の遅延、完成品の準備に費やされています。チームがスーパーマーケット管理とデジタルQC承認ワークフローを導入すると、リードタイムは8週間以内に6.5日に短縮され、担当者が自動リマインダーを受け取り、管理者がラインごとにステータスを確認できるため、未解決のアクションアイテムは60%減少します。これが、静的なマップと管理されたマップの違いです。 VSMツールデジタル 環境。.
製造チームがVSMソフトウェアに期待すべきこと
持続的な効果を望むなら、 VSMソフトウェア これは、改善サイクル全体をサポートするものです。最低限、プラットフォームは、プロセスデータの収集、現状および将来の状態マップの作成、アクションの割り当て、フォローアップの自動化、ダッシュボードでの進捗状況の報告を支援する必要があります。運用チームにとって、モバイルアクセスは特に便利です。エンジニア、監督者、品質担当者が現場で直接観察結果を更新できるからです。また、生産、IE、品質、管理部門が同じバリューストリームに対して異なるビューを必要とする大規模工場では、役割ベースのアクセス権限も重要になります。.
最高の バリューストリームマッピングソフトウェア 製造業においても、既存の業務ルーチンに適合します。改善が孤立しないように、カイゼン追跡、A3問題解決、階層型プロセス監査、KPIレビューと連携させる必要があります。複数のラインを持つ自動車工場や電子機器工場では、各工場のプロセスに合わせてフォームやワークフローを調整しながら、拠点間でバリューストリームの分析方法を標準化できます。言い換えれば、適切な 製造業向けバリューストリームマッピングツール これは、マップの作成、改善計画の実行、そしてワークショップ終了後も成果を持続させるのに役立つはずです。.
製造チーム向けVSMソフトウェアを選ぶ際に注目すべき点
すべてではない VSMソフトウェア は製造業向けに作られています。一部のツールでは、ボックス、矢印、アイコンしか描画できません。これはワークショップでは便利ですが、カイゼンイベントが終了すると制限されます。リードタイムを短縮し、待ち時間をなくし、ラインや工場全体で利益を維持することが目標であれば、図表アプリ以上のものが必要です。 バリューストリームマッピングソフトウェア 地図を実際の製造現場のデータ、行動、および説明責任に結びつけるプラットフォーム。.
良い購入判断のポイントはシンプルです。そのツールは、チームが現状を記録するのに役立つだけなのか、それとも毎週変化する作業に合わせて将来の状態を管理するのに役立つのか、ということです。多くの工場では、最初のマップはリーンワークショップ中に作成されますが、サイクルタイムの変動、段取り替えの増加、ボトルネックの上流への移動などにより、30日以内にすでに時代遅れになってしまいます。だからこそ、強力なツールが必要なのです。 デジタルVSM 機能は重要です。最高のシステムは、静的な地図を生きた運用記録へと変えます。.
部門横断型チーム向けの簡単なマップ作成
第一の要件はやはり使いやすさです。 VSMツールデジタル このプラットフォームは、リーンマネージャー、IEエンジニア、生産監督者、品質管理チームが、IT部門や専門デザイナーに頼ることなく、現状マップと将来マップを簡単に作成できるようにする必要があります。標準的なVSMシンボル、ドラッグ&ドロップによるレイアウト、プロセスボックス、データボックス、在庫三角形、情報フロー、タクトタイム参照などは、簡単に設定できる必要があります。.
これは重要です。なぜなら、ほとんどのバリューストリームマッピングセッションには、さまざまな部門の人々が参加し、迅速に作業する必要があるからです。自動車部品工場の生産マネージャーが、保守、物流、品質管理の担当者と一緒に、プレス加工から組み立てまでのフローをマッピングしている場面を想像してみてください。ソフトウェアの編集が難しい場合、チームはホワイトボードとスプレッドシートに頼らざるを得ません。 バリューストリームマッピングツールの製造 プラットフォームを利用することでセットアップの手間が軽減され、チームはフォーマットではなく無駄の削減に集中できるようになります。.
手作業による再作業ではなく、リアルタイムのデータキャプチャ
基本的な描画ツールと真の VSMソフトウェア データ収集です。手動設定では、チームはサイクルタイム、稼働時間、仕掛品、不良品、段取り替えのデータを紙に収集し、それをExcelに再入力してから、マップを手動で更新します。これは、特に複数のラインを同時に追跡する場合に、遅延やエラーを引き起こします。より強力な VSM分析ツール チームがフォーム、タブレット、またはモバイルデバイスから直接プロセスデータを取得し、それをマップまたは関連レコードに取り込むことを可能にします。.
これは、シフト、SKU構成、オペレーターの配置によって状況が変化する電子機器製造や食品製造において特に有効です。例えば、食品包装工場では、あるシフト中の充填機の停止が、二次包装やパレット積み作業の待ち時間に影響を与える可能性があります。オペレーターやラインリーダーが停止理由を記録し、リアルタイムでデータを出力できれば、バリューストリームマップは先月のワークショップでの想定ではなく、実際の制約を反映したものになります。これにより、CIチームはより信頼性の高い改善基盤を得ることができます。.
リードタイム、サイクルタイム、および無駄分析のための組み込み指標
適切な バリューストリームマッピングソフトウェア ソリューションは、単にプロセスを示すだけでなく、チームがパフォーマンスを分析するのに役立つものでなければなりません。最低限、サイクルタイム、リードタイム、待ち時間、仕掛品、段取り替え時間、初回合格率、稼働時間、人員をステップごとに追跡できる必要があります。これらの数値がツール外の別ファイルに保存されている場合、マップはすぐに分析の深みのない視覚的な概要になってしまいます。.
リーンチームにとって、これは真の VSM分析ツール 価値を生み出す。製造業各分野の調査で一貫して示されているように、待ち時間、輸送、過剰在庫は、付加価値のない時間の大部分を占めており、多くの工場では、総リードタイムが実際の作業時間よりもはるかに長くなっていることが多い。デジタルプラットフォームは、これらのギャップを可視化し、チームが最大の損失から優先的に対処できるようにするべきだ。これは、測定可能な基準値のない見栄えの良い地図よりもはるかに有用である。.
調査結果を行動に移すためのワークフロー自動化
バリューストリームマッピングにおけるよくある失敗ポイントはフォローアップです。チームはワークショップ中に15~30の改善アクションを特定しますが、責任の所在が不明確で、期限が遅れ、マップが更新されないままになります。これが、 VSMソフトウェア アクション追跡、リマインダー、エスカレーション、ステータス変更のためのワークフロー自動化を含めるべきです。.
電子機器組立工場が、将来像マップ上で3つの主要な課題(フィーダーのセットアップ遅延、入荷資材の不足、過剰な品質保証保留時間)を特定したとします。各課題が担当者、期日、承認経路、進捗状況が設定された追跡可能なアクションになれば、リーンマネージャーはどの改善が進んでいるか、どの改善が停滞しているかを把握できます。これは基本的なリーン生産方式と大きく異なる点です。 デジタルVSM ボードと、継続的な改善の実行を支援するシステム。実際には、これがチームがカイゼンの成果が数週間で消えてしまうというよくある問題を回避できる方法です。.
チーム間および拠点間でのコラボレーションとバージョン管理
製造業のバリューストリームは、一つの部門内に収まることは稀です。購買は資材の入手可能性に影響を与え、保守は稼働時間に影響を与え、品質はフローリリースに影響を与え、倉庫業務は補充に影響を与えます。適切な バリューストリームマッピングソフトウェア チームが唯一の信頼できる情報源に基づいて作業できるよう、複数ユーザーによる共同作業、コメント機能、共有アクセス、バージョン管理をサポートすべきである。.
これは、複数の工場を持つ地域事業においてはさらに重要になります。マレーシアに2つ、タイに1つの電子機器工場をサポートするリーンマネージャーは、各拠点における類似のSMTまたは最終組立フローを比較したいと考えるかもしれません。各フローマップがPowerPointやローカルラップトップに保存されている場合、標準化はほぼ不可能です。 VSMツールデジタル この環境により、現状マップの比較、ベストプラクティステンプレートのコピー、および施設間の改善優先順位の調整が容易になります。.
将来の状態が機能しているかどうかを示すダッシュボード
将来像マップは、それが実際に達成されているかどうかを測定できる場合にのみ価値があります。だからこそダッシュボードが重要なのです。 VSMソフトウェア リードタイム短縮、仕掛品動向、改善策の期日内完了、ボトルネックの再発、工程の安定性といった主要な指標を、ライン別または製品ファミリー別に視覚化できるはずです。.
例えば、工場が受注から出荷までのリードタイムを12日から8日に短縮するという目標を設定した場合、ダッシュボードには次の四半期レビュー後だけでなく、毎週の進捗状況が表示されるべきです。多くの工場では、経営陣は原則としてリーン生産方式を支持していますが、数値による証明を求めています。 デジタルVSM 記録を残すことで、在庫削減、スループット向上、段取り替えロス削減など、投資対効果(ROI)を示すことが容易になります。こうした可視性の高さこそが、継続的改善(CI)リーダーが予算を正当化し、成功したプロジェクトを拡大していく上で役立つのです。.
製造現場での検証のためのモバイルアクセス
多くのマッピング活動は、デスクではなく現場で行われます。 バリューストリームマッピングツールの製造 候補リストには、監督者、エンジニア、監査担当者が現場で観察結果を更新できるよう、モバイルアクセス機能が含まれているべきです。ツールがデスクトップでしかうまく機能しない場合、データ収集は紙のメモと後日の転記作業に戻ってしまうでしょう。.
これは、ラインウォーク、時間研究、階層型プロセス監査において特に有効です。例えば、飲料工場の保守エンジニアが、シフト監査中にラベリングマシンで繰り返し発生する微小停止を特定したとします。モバイルアクセスがあれば、問題を即座に記録し、関連するプロセスステップにリンクさせ、フォローアップのためにルーティングできます。これにより、バリューストリームを遅延した報告ではなく、実際の稼働状況に結びつけることができます。.
標準化された改善のための承認とガバナンス
大規模製造業では、将来の状態に関する変更すべてを非公式に実施できるとは限りません。プロセス変更には、特に規制の厳しい食品および電子機器業界では、オペレーション、品質、エンジニアリング、またはEHSからの承認が必要になる場合があります。 VSMソフトウェア プラットフォームは承認ワークフローをサポートし、提案された変更が実装前に適切な審査手順を経るようにする必要があります。.
これは、スピードだけでなく、管理とコンプライアンスにとっても重要です。チームが検査頻度、スーパーマーケットのサイズ、またはラインサイドの資材補充ルールを変更したい場合、その決定は文書化され、追跡可能である必要があります。より包括的な VSM分析ツール これは単なるマッピングにとどまりません。組織がリーン変革をどのように管理するかという方法の一部となり、単にそれを視覚化するだけのものではなくなります。.
品質、保守、継続的改善プロセスとの統合
最も価値のある バリューストリームマッピングソフトウェア 単独で動作するものではありません。不適合管理、是正措置・予防措置(CAPA)、保守依頼、階層型プロセス監査、A3レポート、カイゼン追跡などの関連プロセスと連携する必要があります。製造業では、フローの問題は単一の機能だけに起因することはほとんどないため、ソフトウェアはその現実を反映する必要があります。.
工具の摩耗と初回不良の繰り返しによって加工工程のボトルネックが発生している自動車部品サプライヤーを考えてみましょう。マップが保守作業指示書や品質記録に直接リンクできれば、チームは根本原因をより明確に把握できます。ここで、Jodooのようなノーコードプラットフォームが役立ちます。マッピングに1つのツール、アクション追跡に別のツール、監査に別のツールを使用する代わりに、バリューストリーム自体を中心とした接続されたワークフローを構築できます。これにより、 デジタルVSM 長期的に見ると、はるかに持続可能である。.
製図ソフトウェアと真のVSMシステムの違い
シンプルな図作成アプリは、プロセスを一度視覚化するのに役立ちます。 VSMソフトウェア このプラットフォームは、データの収集、無駄の分析、アクションの割り当て、実行状況の追跡、そして将来の状態が維持されているかどうかの測定を支援します。この点は、単にワークショップを実施するだけでなく、測定可能な成果を示すようプレッシャーを受けているリーンチームにとって非常に重要です。.
ツールを評価する際は、シンボルライブラリやレイアウトオプションだけでなく、ライブデータ、ワークフロー、ダッシュボード、モバイル利用、承認、日常の製造プロセスとの統合に対応しているかどうかを確認してください。 バリューストリームマッピングソフトウェア ドキュメント作成にとどまりません。チームがマッピングを、継続的な改善のための再現可能な運用システムへと変えるのに役立ちます。.
Jodooがデジタルバリューストリームマッピングを運用実行にどう活用するか
ほとんど VSMソフトウェア 現状を記録し、より良い未来像を設計するのに役立ちます。本当の課題は、ワークショップが終わった後に始まります。多くの工場では、バリューストリームマップはPDFとして保存され、アクションリストはExcelに保存され、フォローアップはメール、WhatsAppメッセージ、またはシフトミーティングのメモで行われます。このような断絶こそが、多くのリーンチームがカイゼンイベントやバリューストリームの再設計後に成果を維持するのに苦労する理由です。.
Jodoo は、それ以上の機能を果たすので異なります。 バリューストリームマッピングソフトウェア. Jodooは、製造業者がコードを記述することなく、マッピングから得られた知見を日々の業務ワークフロー、割り当てられたアクション、承認手順、検査記録、KPIダッシュボードへと変換できるツールです。分析にとどまらず、チームはJodooを活用して、生産、品質、保守、サプライヤー調整といった各部門におけるリーン計画と実行を連携させる統合システムを構築できます。.
デジタルVSMから実用的なワークフローへ
良い デジタルVSM 無駄が存在する場所を示すべきであるが、効果的なシステムは次に何が起こるかを促すものでもあるべきだ。.
これは重要です。なぜなら、実行規律の欠如こそがリーンイニシアチブの失敗の元となることが多いからです。業界調査によると、 60%から70%までの改善策は、最初のワークショップ後に勢いを失う。 所有権やフォローアップが不明確な場合、Jodooはチームの離脱率を低減するのに役立ちます。バリューストリームの調査結果を構造化されたワークフローに変換することで、マップ上で特定された各ボトルネック、遅延、または欠陥パターンを、静的なメモではなく、リアルタイムのレコードに紐付けることができます。.
高度なITサポートなしで製造業向けのバリューストリームマッピングツールを構築する
多くの製造業者は、固定テンプレートと長い実装サイクルを備えた別の厳格なアプリケーションを必要としていません。彼らが必要としているのは バリューストリームマッピングツールの製造 チームは、独自のルーティングロジック、承認プロセス、工場レイアウト、レポート作成ニーズに合わせて調整できます。Jodooのノーコードプラットフォームにより、リーンマネージャー、IEエンジニア、オペレーションリーダーは、カスタム開発に何ヶ月も待つことなく、フォーム、アプリ、ワークフローを設定できます。.
この柔軟性は、複数の部門が関わる環境で特に役立ちます。電子機器メーカーは、SMTラインのボトルネックに対応するワークフロー、サプライヤーの供給不足に対応するワークフロー、そしてタクトタイムの遵守に影響を与えるリフロー炉のダウンタイムに対応するワークフローなど、それぞれ異なるワークフローを必要とする場合があります。Jodooを使用すれば、各チームはプロセスを標準化しながら、共通のダッシュボードにデータを入力できます。これにより、このプラットフォームは単一拠点でのパイロット運用と複数工場への展開の両方に実用的になります。.
VSMの調査結果を生産、品質、保守の各部門間で連携させる
スタンドアロンの弱点の1つ VSM分析ツール プラットフォームの欠点は、多くの場合、可視化の段階で止まってしまうことです。実際の工場では、無駄は一つの部門だけに起因することは稀です。リードタイムが長くなる原因は、資材の搬入遅延、機械の故障、初回生産率の問題、サプライヤーの納期のばらつきなど多岐にわたります。これらの機能をシステムが連携できない場合、将来の計画は不完全なままとなります。.
Jodoo これらの機能を1つの運用環境で接続するのに役立ちます。 VSM分析 根本原因によっては、保守作業依頼、品質調査、またはサプライヤーへのフォローアップワークフローにつながる可能性があります。たとえば、食品製造工場では、マップ上にシールチェックの失敗が繰り返されることで包装前の待ち時間が長くなることが示される場合があります。Jodooは、マップ上に問題を示すだけでなく、是正措置を品質管理部門に指示したり、ライン上で検証チェックをトリガーしたり、生産管理者向けにダッシュボードに繰り返し発生する失敗傾向を表示したりすることができます。.
改善の機会を追跡可能な是正措置に転換する
リーンチームは、何を改善する必要があるかはよく分かっているが、実際にアクションが期日通りに完了しているかどうかは分からないことが多い。そこで、 VSMツールデジタル Jodooでは、静的なマッピングアプリケーションよりも、このアプローチの方がはるかに価値があります。明確な担当者、期限、エスカレーションルール、関連写真、承認ログ、部門横断的なステータス可視化機能を備えた是正措置ワークフローを構築できます。.
電子機器組立工場では、バリューストリームマップを見ると、最終テストで繰り返し待ちが発生しているように見えることがあります。これは、故障解析が依然としてオフラインで行われているためです。Jodooを使用すれば、チームは各問題を記録し、欠陥画像を添付し、エンジニアリングレビューを割り当て、完了前にラインリーダーの承認を必須にすることができます。アクションが目標期日を過ぎても未完了の場合は、ワークフローが自動的に生産監督者またはCIマネージャーにエスカレーションされます。これにより、スプレッドシートベースのフォローアッププロセスでは通常維持できない説明責任が確立されます。.
リアルタイムダッシュボードを使用して、リーンROIを証明する
リーンリーダーにとって最大の課題の一つは、改善活動が測定可能なビジネス成果をもたらしていることを証明することです。Jodooは、ワークフローの実行とリアルタイムダッシュボードを組み合わせることで、この課題を解決します。アクション、遅延、欠陥、承認がシステムに記録されると、チームはリードタイムの短縮、アクション完了率、繰り返し発生するボトルネック、ダウンタイムの原因、プロセス遵守状況を1つの画面で視覚化できます。.
例えば、サプライヤー調整ダッシュボードでは、特定のサプライヤーに関連する資材遅延問題の数、各問題の解決にかかる時間、影響を受けた生産指示などを表示できます。工場管理者は、将来の設計が機能しているかどうかを確認するために、月例プレゼンテーションを待つ必要はありません。ここで、Jodooは単なるツール以上のものになります。 バリューストリームマッピングソフトウェア 選択肢の一つ。これは、マップで特定された改善点を維持するための管理レイヤーとなる。.
大規模かつ効率的な生産を行う製造業者にとって実用的なソリューション
Jodooは、紙のフォーム、個別のExcelトラッカー、単発のワークショップファイルといった従来の手法では対応しきれなくなった製造業者にとって特に役立ちます。複数の生産ライン、複数のシフト、あるいは複数の拠点を管理している場合、問題は通常、リーン原則を理解していないことではなく、一貫したフォローアップを徹底することです。Jodooを使えば、IT部門に大きく依存することなく、バリューストリームの問題の把握、割り当て、レビュー、報告方法を標準化するための設定可能な方法がチームに提供されます。.
そのため、 デジタルVSM 日々の管理に結びついたアプローチ。自動車業界の機械加工セル、電子機器業界のプリント基板組立フロー、食品製造業界の包装ラインなど、どのような場合でも、Jodooは洞察を再現可能な実行へと変換するのに役立ちます。リーンマネージャーやオペレーションディレクターにとって、これはバリューストリームをマッピングすることと、実際に改善することの真の違いです。.
使用例:デジタルVSMを使用して生産フローとカイゼン活動のフォローアップを改善する
ティア1顧客にプレス加工ブラケットと溶接アセンブリを供給する自動車部品工場で、生産マネージャーはある製品ファミリーの納期遅延が頻繁に発生している問題に対処している。ライン稼働率は書類上は問題ないように見えるものの、工場ではある製品ファミリーの納期遅延が頻繁に発生している。リーンチームはバリューストリームマッピングワークショップを実施し、すぐに馴染みのある問題点を発見する。現状マップは壁に完成し、写真に撮られるものの、その後はExcelファイル、WhatsAppメッセージ、上司のノートなどにアクションアイテムが散らばってしまい、忘れ去られてしまうのだ。.
ここは VSMソフトウェア 結果が変わります。マップを一度限りのワークショップの成果物として扱う代わりに、チームは デジタルVSM これは、プロセスデータ、ボトルネック、担当者、期限を1か所に集約した、リアルタイムの運用記録として機能します。その結果、単に分かりやすいマップが作成されるだけでなく、工場が実際にフローを改善し、カイゼン活動を長期的に維持するために活用できるシステムが実現します。.
工場シナリオ:プロセス間に潜む遅延
この場合、製品はブランキング、プレス加工、バリ取り、溶接、検査、梱包の工程を経ます。ホワイトボード上では、工程は単純明快で、1ユニットあたりの総処理時間は12分未満でした。しかし、チームが実際に使用してみると、 バリューストリームマッピングソフトウェア 実際の待ち時間、機械のダウンタイム、初回合格率、再加工決定の承認遅延などを把握したところ、状況は一変した。.
最大の問題は、加工速度や労働生産性ではなく、溶接から最終検査までの待ち時間でした。バッチは品質承認されるまでに6~10時間も待たされることがよくありました。さらに、寸法不良に対する再加工承認には、何度も電話連絡と書類による承認が必要で、部品が次の工程に進むまでにさらに2~4時間かかっていました。.
チームが製造現場でデジタルVSMをどのように活用したか
使用 VSMツールデジタル ワークフローに関して、IEエンジニアは、サイクルタイム、段取り替え時間、稼働時間、仕掛品、不良率、情報フローなどのデータフィールドをリンクさせた現状マップを作成しました。監督者は各シフト中にタブレットからキューの量を更新し、品質検査員は検査エリアから直接欠陥コードとリリース時間を入力しました。これにより、マップは静的な作業から、日々の意思決定ツールへと変化しました。.
なぜなら バリューストリームマッピングツールの製造 選抜されたチームは、フォーム、ワークフロー、ダッシュボードと連携しており、マップ上のあらゆるギャップを即座に改善アクションとして割り当てることができました。例えば、溶接のボトルネックは生産監督者に割り当てられ、品質リリース遅延は目標完了日とエスカレーションルールとともに品質保証マネージャーに割り当てられました。付箋の写真で終わるカイゼン活動ではなく、工場ではすべてのフォローアップ項目について、担当者、タイムスタンプ、ステータス追跡が明確に表示されるようになりました。.
VSM分析で明らかになったこと
チームの VSM分析ツール フロー不良の明確な原因が3つ明らかになった。第一に、上流工程の溶接が既に小ロットに移行していたにもかかわらず、検査リリースはバッチ処理として運用されていた。第二に、再加工の判断は、シフト中に常に対応できるとは限らない1人のエンジニアに依存していた。第三に、溶接と検査の間の仕掛品が標準バッファを超えた場合に、リアルタイムのアラートがなかった。.
これらの調査結果は重要だった。なぜなら、製造における遅延は機械的なものだけでなく、管理上の問題に起因することが多いからだ。業界の調査では、総リードタイムのうち実際の処理時間はごくわずかであり、従来の工場では90%以上が待ち時間、輸送、行列、再加工の遅延である可能性があることが定期的に示されている。 デジタルVSM これにより、そうした隠れた損失を、逸話的なものではなく、測定可能なものにすることができる。.
地図をカイゼン実行に活かす
マップが承認された後、工場は同じシステムから直接3つのカイゼン活動を開始しました。1つ目は、新しいデジタル品質処理ワークフローで、軽微な欠陥は紙の署名を待つことなく、定められた応答時間内にレビューおよび承認できるようになりました。2つ目は、仕掛品在庫が目標レベルを超えた場合にラインリーダーと品質保証チームに通知するWIPトリガーです。3つ目は、実際のリードタイム、検査応答時間、担当者別の未解決のカイゼン項目を表示する日次レビューダッシュボードです。.
ここは VSMソフトウェア 単なるマッピングソフトウェア以上のものとなる。ガバナンスを支援する。リーンマネージャーはどのアクションが期限切れになっているかを確認でき、オペレーションマネージャーはリードタイムが改善されているかどうかを確認でき、工場のリーダーは将来の状態設計がワークショップのスライドに留まらず、実際に実装されているかどうかをレビューできる。.
8週間後の結果
8週間以内に、工場は溶接から検査までの平均待ち時間を8.2時間から2.7時間に短縮しました。再加工承認にかかる時間は68%短縮され、対象製品群の総リードタイムは22%短縮されました。最も重要なのは、各タスクに担当者、期限、エスカレーションパスが設定されたことで、30日以上経過した未解決のカイゼン活動が70%以上削減されたことです。.
リーンマネージャーにとって、最後の結果こそが真のブレークスルーとなることが多い。多くの工場はワークショップ中に無駄を特定するのは得意だが、その後の実行を維持するのは苦手だ。 バリューストリームマッピングソフトウェア 地図をワークフローやダッシュボードにリンクさせるプラットフォームは、洞察と行動の間のギャップを埋めるのに役立ちます。.
なぜこれが製造業全体にとって重要なのか
同じアプローチは自動車業界以外にも適用されます。電子機器組立工場では、 デジタルVSM 主な遅延要因は、SMT実装速度ではなく、切り替え後の初回製品承認待ちであることが明らかになる場合がある。食品製造工場では、充填から品質保証承認までの待機時間が問題となる可能性があり、特に紙ベースの記録ではトレーサビリティチェックやバッチ承認が遅れる場合に顕著となる。.
いずれの場合も、実用的 バリューストリームマッピングツールの製造 チームが円滑に機能するためには、次の4つのことをうまく行う必要があります。実際のプロセスデータを取得し、現状と将来の状態の流れを視覚化し、是正措置を割り当て、改善が持続しているかどうかを追跡することです。チームがまだPowerPointでマッピングを行い、スプレッドシートでフォローアップを管理している場合、ワークショップ中は可視性が向上しても、実行段階でコントロールを失う可能性があります。まさにそれが、コネクテッドなチームが解決すべきギャップです。 VSMツールデジタル このプラットフォームは閉鎖される予定です。.
結論:単にマッピングするだけでなく、改善に役立つVSMソフトウェアを選びましょう
本当の価値は VSMソフトウェア 重要なのは、現状マップをより見やすくすることではなく、ボトルネック、待ち時間、過剰な仕掛品、引き渡し遅延を、担当者、期限、測定可能な結果を伴う追跡可能なアクションへとチームが転換できるよう支援することです。実際には、デジタルマップは改善ワークフロー、現場データ、監査フォローアップ、KPIダッシュボードに直接接続する必要があります。実行をサポートしないのであれば、ワークショップでは見栄えが良いものの、1週間後にはほとんど役に立たない、単なる静的な文書になってしまいます。.
電子機器工場の生産管理者は、SMTと最終組立の間に14時間の待ち時間があることに気づくかもしれないし、自動車部品工場のリーン生産方式管理者は、共有機械での繰り返し発生する段取り替えの遅延に気づくかもしれない。 VSMソフトウェア これにより、問題点を記録するだけでなく、対策の割り当て、リードタイム短縮の監視、シフト、ライン、拠点全体にわたる改善活動の可視化が可能になります。.
紙の地図やExcelトラッカーから、接続されたデジタルリーンシステムに移行したい場合は、, Jodoo Jodooは実用的な選択肢です。ノーコードのリーン生産方式プラットフォームとして、複雑なカスタム開発を必要とせずに、デジタルVSMワークフロー、アクション追跡、承認、リアルタイムダッシュボードの構築を支援します。. 無料トライアルを開始する または デモを予約する Jodooがリーン変革をどのように支援できるかをご覧ください。.