
カテゴリー別に閲覧する
はじめに:現代の製造業においてバリューストリームマッピングが依然として重要な理由
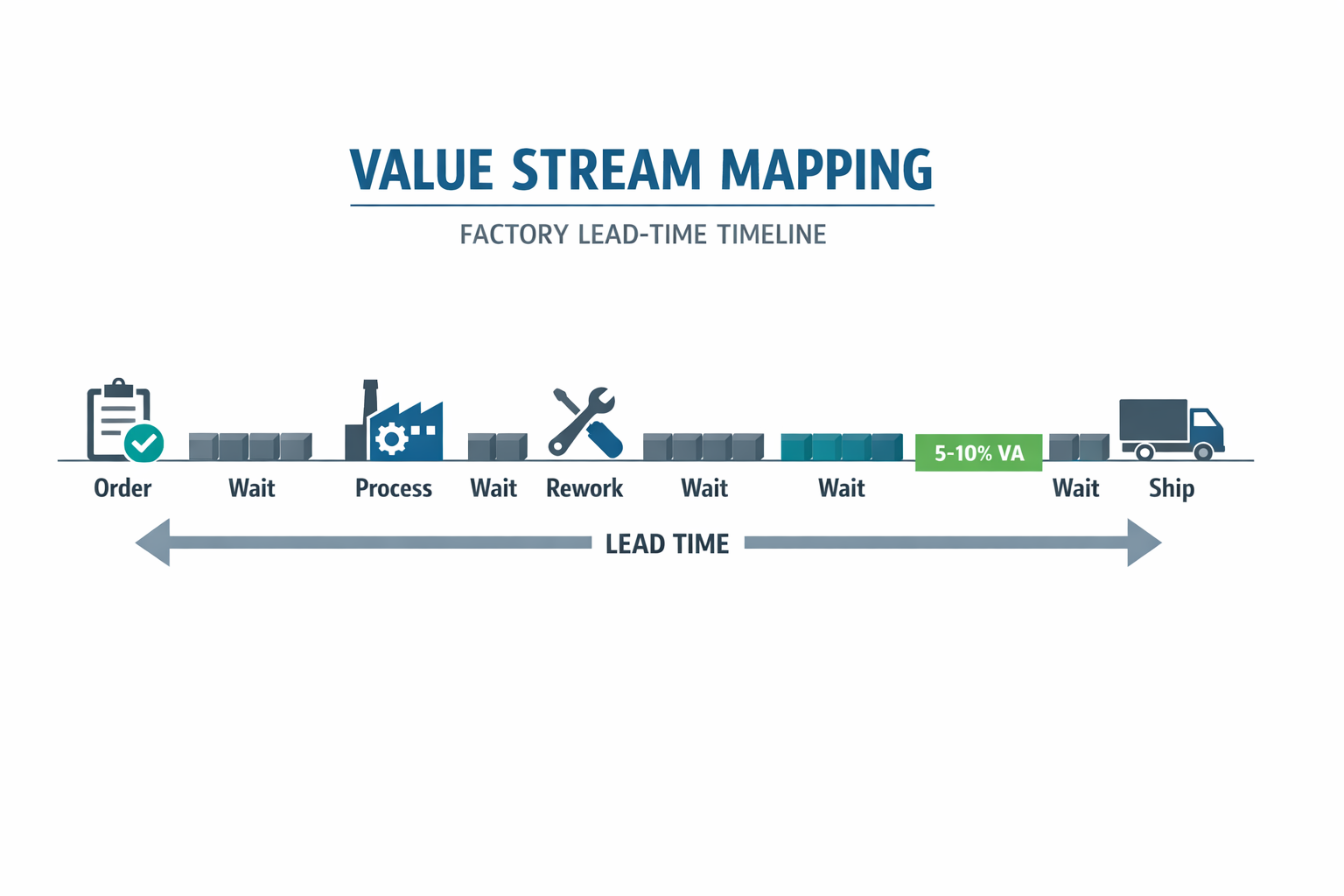
工場は日々の生産目標を達成しても、待ち時間、急ぎの作業、回避可能な手直しに何時間も費やしてしまうことがある。多くの工場では、 5%~10% 総リードタイムのうち、真に付加価値のある部分はごくわずかであり、残りは待ち行列、輸送、承認、スケジュール遅延に費やされている。だからこそ バリューストリームマッピング 依然として重要である。それは、リーンエンジニアや工場管理者に、顧客からの注文から出荷まで、材料と情報が実際にどのように移動するのかを、紙の上でのプロセスだけでなく、実践的な方法で確認できるからだ。.
個別生産を行う製造業者にとって、これは重要な問題です。なぜなら、無駄は一つの機械や一つの部門に留まることはほとんどないからです。自動車部品工場の生産管理者が、個々のラインのOEE(設備総合効率)は許容範囲内であるにもかかわらず、プレス加工、機械加工、最終検査の間に仕掛品が積み上がり、顧客への出荷が遅れている状況を想像してみてください。標準的なレポートでは稼働率や生産量を示すことはできますが、引き継ぎにおける摩擦、計画のギャップ、バッチの遅延、手動によるデータ共有といった隠れた問題点を見落としてしまうことがよくあります。.
この記事では、バリューストリームマッピングとは何か、現状マップの作成方法、探すべき無駄、そしてバリューストリーム分析を実際の工場改善につなげる方法について説明します。.
リーン生産方式におけるバリューストリームマッピングとは?
バリューストリームマッピングは、材料と情報が顧客からの注文から完成品までどのように移動するかを視覚化するために使用されるリーン生産方式です。実際には、, バリューストリームマッピング 単なる作業順序を示すだけではありません。需要、生産工程、待ち時間、在庫、引き渡し、計画シグナルなどを一つの画面にまとめて表示することで、チームは個々の機械やラインの挙動だけでなく、システム全体のパフォーマンスを把握できます。.
A バリューストリーム 製品ファミリーを提供するために必要な活動の全体像であり、付加価値のある作業と付加価値のないステップの両方を含みます。これには、生産プロセス、社内輸送、検査、スケジューリング、そして何をいつ作るべきかを人々に伝える情報フローが含まれます。 VSMリーン生産方式, 重要なのは、注文の需要から出荷に至るまで、顧客が体験するエンドツーエンドの流れを理解することです。.
バリューストリームマップと基本的なプロセスフローチャートの違い
基本的なフローチャートは、混合、充填、ラベル貼り、梱包などの手順の順序を示します。バリューストリームマップは、サイクルタイム、段取り替え時間、稼働時間、仕掛品在庫、作業員数、リードタイムなど、各ステップに関する運用データを追加することで、さらに詳細な情報を提供します。そのため、これは次のようなツールになります。 バリューストリーム分析, なぜなら、システム全体で実際にどこで時間が消費されているかを示すからです。.
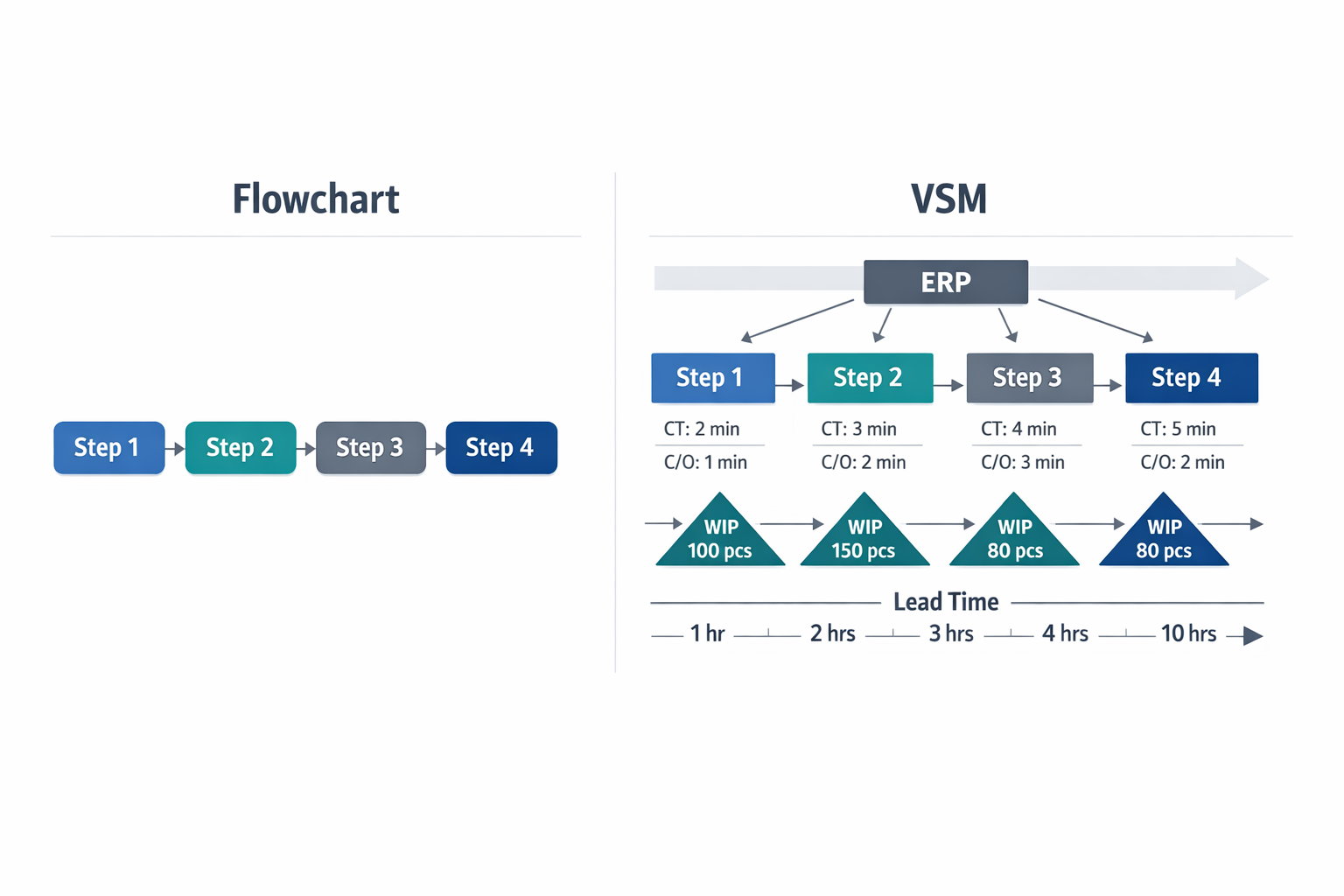
小売顧客向けに瓶詰めのソースを製造する食品包装工場の生産管理者を想像してみてください。工程フローチャートには、原材料の受け入れ、調理、充填、蓋締め、ラベル貼り、パレット積み付けといった工程が示されるでしょう。バリューストリームマップには、バッチスケジューリングのため、完成したボトルはラベル貼りの前に8時間待機すること、充填工程の切り替えに45分かかること、そしてERPから現場へ計画の更新情報が1日1回送信されることも示されるでしょう。こうした追加情報こそが、単純な図を意思決定ツールへと変えるのです。.
VSMでチームが期待していること
チームはバリューストリームマッピングを使用して、通常は別々に検討される3つの要素を関連付けます。 顧客需要、プロセスパフォーマンス、情報フロー. 例えば、顧客のタクトタイムが1シフトあたり900ユニットであるにもかかわらず、1つの検査工程で700ユニットしか処理できない場合、そのギャップはマップ上に即座に表示されます。プランナーが週ごとのスケジュールを発表しても、生産ラインの優先順位が1日に2回変更される場合、マップの情報フローセクションには、物理的な流れが不安定になる理由が示されます。.
これが、ほとんどのリーンチームが 現状図 将来像. 現状マップは、実際の製造現場データを用いて、プロセスが現在どのように稼働しているかを文書化したものです。将来状態マップは、スーパーマーケットプルシステム、バッチサイズの縮小、ラインバランスの改善、計画から生産への情報更新の迅速化など、目標とする変更を加えた後のフローの理想的な動作を定義します。.
バリューストリームマップの共通構成要素
ほとんどのバリューストリームマップは、いくつかの標準的な要素から構成されています。上部には、注文頻度や納期に関する期待値を含め、顧客とサプライヤーを示します。中央には、主要なプロセスステップをマッピングし、それぞれのステップの下にデータボックスを配置して、サイクルタイム、段取り替え時間、稼働時間、不良率、利用可能な作業時間などの指標を記録します。.
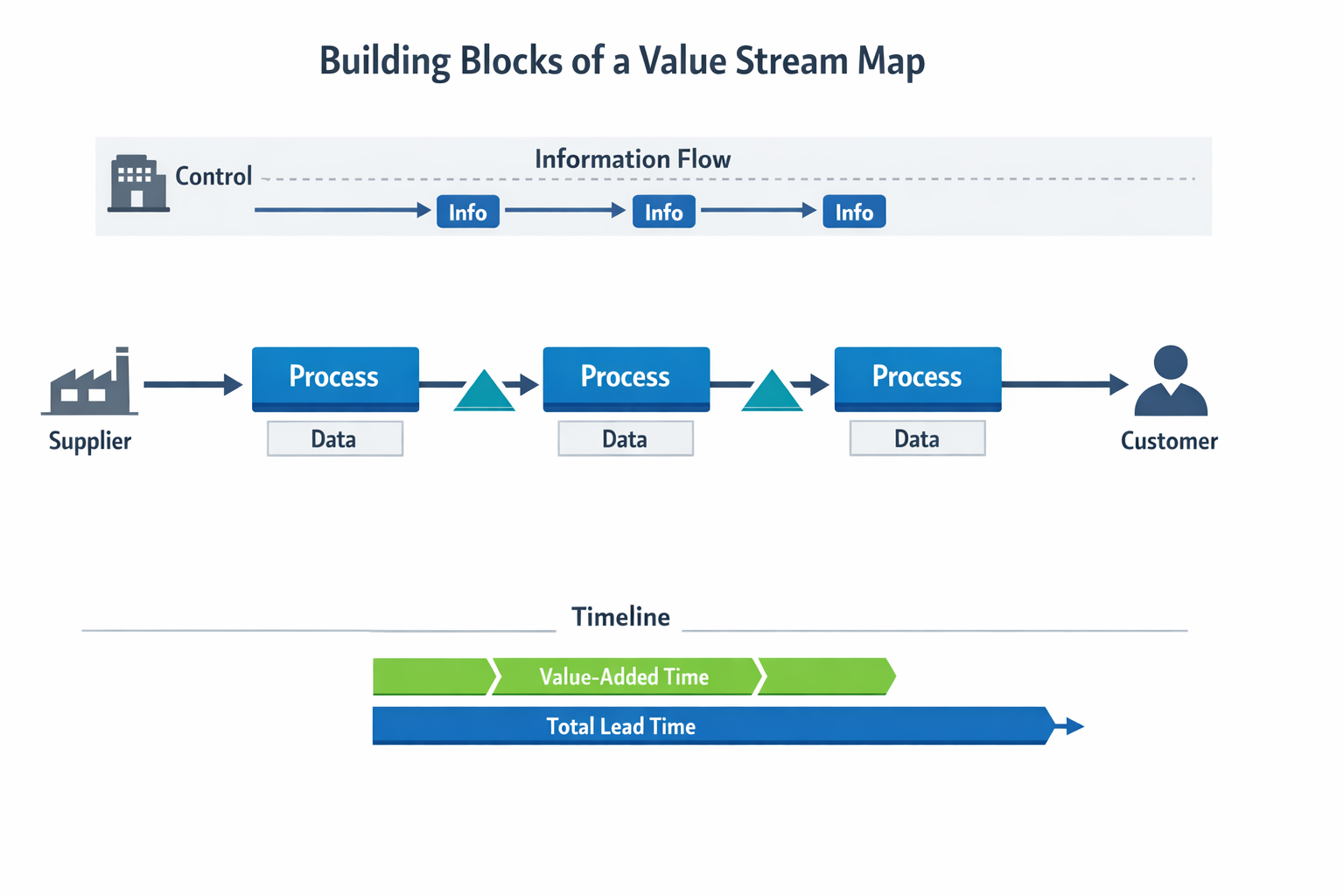
工程間には、在庫ポイントやキューポイントを追加して、資材がどこで待機しているかを示します。物理的な流れの上または横には、生産管理、MRPリリース、手動スケジューリング、かんばん信号、日々の生産呼び出しなどの情報の流れを描きます。一番下には、通常、付加価値時間と総リードタイムを区別するタイムラインを追加します。多くの場合、ここに最も重要な洞察が現れるからです。.
A バリューストリームマップテンプレート この構造を標準化することで、チームが毎回フォーマットをゼロから描き直す必要がなくなります。例えば、プリント基板ラインをマッピングする電子機器組立工場では、複数の製品ファミリーで同じテンプレートを使用し、プロセスデータとルーティングの詳細のみを変更することができます。このような一貫性により、カイゼン計画中のライン間の比較がはるかに容易になります。.
知っておくべき重要なVSMシンボル
始める前にすべての記号を暗記する必要はありませんが、核心を理解しておく必要があります。 VSMシンボル ほとんどの工場で使用されています。プロセスボックスは主要な製造工程を表し、その下のデータボックスには分析に必要な数値が格納されます。三角形は在庫や待ち行列の位置を示すためによく使用され、矢印は工程間の材料の移動方向を示します。.
情報フローは、資材フローとは異なる視覚的な手がかりを使用します。直線矢印は手動によるコミュニケーションを表すことが多く、稲妻型の矢印はERPやMESからのスケジュールリリースなどの電子情報によく使用されます。顧客、サプライヤー、出荷、生産管理のアイコンは、生産を独立したプロセスとして扱うのではなく、各プロセスをより広範な運用システムの中に位置づけるのに役立ちます。.
後で構築すると 現状図 将来像, これらの記号は、産業エンジニアから監督者、プランナーまで、誰もが地図を素早く読み取れるため、特に役立ちます。目標は芸術的な完璧さではありません。目標は、チームがフローについて議論し、代替案を比較し、最初に変更すべき点について合意するのに役立つ、共通の視覚言語を作り出すことです。.
現場からの実践例
輸出向けポロシャツを生産する衣料品工場を例に考えてみましょう。縫製ラインは工程ごとに見ると効率的に見えるかもしれませんが、バリューストリームマップを作成すると、裁断されたパネルが束ねられるまでに半日もかかり、縫製された製品は大量のロットで検査に回され、仕上げ工程の優先順位は各シフトの終わりにしか更新されないことが明らかになります。マップを作成することで、チームは注文信号から梱包されたカートンまでの全工程を把握し、より小ロットでの移送と明確なスケジューリングトリガーを備えた将来の状態を設計することができます。.
それが実用的な価値です バリューストリームマッピング リーン生産方式において。これは、チームが現在のシステムを文書化し、適用するための構造化された方法を提供します。 バリューストリーム分析, 標準化された視覚的方法を使用して改善の準備を行います。次のステップでは、同じ構成要素と VSMシンボル それは、工場の現場で実際に何が起こっているかを反映した地図を描くための基礎となる。.
現状のバリューストリームマップを作成する方法
1. まず製品ファミリーを1つ選択してください
開始 バリューストリームマッピング 同様の製造工程、同様の設備、明確な需要パターンを持つ単一の製品ファミリーに注力することで、マップの使いやすさを維持できます。あまりにも多くのバリエーションを組み合わせようとすると、現状と将来像のマップが抽象的になりすぎて、現場での行動を促すことが難しくなります。.
生産管理責任者を想像してみてください。 電子機器組立工場 3 つの顧客プログラム用の制御基板を製造している会社。すべての PCB ラインを一度にマッピングする代わりに、チームは SMT 配置、手動挿入、テスト、および梱包の手順を共有する基板ファミリーを 1 つ選択する。これにより、クリーンな基盤が得られ、 バリューストリーム分析 全く異なる流れを一つの図に混ぜ込まないように。.
2. 開始点と終了点を定義する
次に、誰かが作図を始める前に、スコープを明確に設定します。バリューストリームの開始と終了を決定してください。原材料の受け入れから完成品の出荷まで、あるいは部品のキット化から最終梱包まで、といった具合です。多くの工場では、スコープの厳格さが、優れた工場とそうでない工場を分ける重要な要素となります。 VSMリーン生産方式 誰も使わない壁のポスターに載っている練習問題。.
例えば、 食品製造 瓶詰めソースを製造する工場の場合、チームは原材料の計量から混合、充填、蓋締め、ラベル貼り、カートン梱包、完成品の出荷までの流れを定義する。この最初の段階では、上流のサプライヤーによる生産と下流の流通業者による輸送は除外する。このように範囲を狭めることで、データ収集が迅速になり、マップの検証が容易になる。.
3. 部門横断型チームを編成する
効果的な現状マップは、産業工学部門だけで作成すべきではありません。生産、計画、品質管理、保守、倉庫管理の各部門に加え、可能であれば各主要工程の責任者も参加させるべきです。特に情報伝達が資材の移動と同じくらい重要な場合、異なる部門はフローの異なる部分を把握しているため、この点は重要です。.
迅速に行動できるよう、チームを小規模に保つ。 4~8名. 実際には、一人が工程を観察し時間を計測し、一人が在庫と待ち行列のデータを収集し、もう一人が計画とスケジューリングのルールを記録します。この構造により、作業手順図の標準化が図れ、「実際の」工程がどのようなものかについて後々議論が生じるのを防ぐことができます。.
4. 出荷から逆算してプロセスをたどる
クラシック バリューストリームマッピング, チームは、顧客への出荷から入荷資材までのプロセスを遡って確認することがよくあります。このアプローチにより、顧客の需要を可視化し、下流工程と上流工程の間で流れが滞っている箇所を把握しやすくなります。また、チームが早い段階で機械レベルの詳細にこだわりすぎてしまうのを防ぐ効果もあります。.
歩くときは、標準的な VSMシンボル プロセスボックス、在庫三角形、情報フロー、出荷、データボックスなど。シンボルは、機能や工場を超えてマップを読みやすくするために重要です。チームがすでにデジタルツールを使用している場合 バリューストリームマップテンプレート, シンボルとデータフィールドが一貫していることを確認し、すべてのプロセスが同じ方法で文書化されるようにしてください。.
5. 標準作業手順書(SOP)ではなく、実際のプロセスを捉える
標準作業手順書に記載されている内容だけでなく、通常のシフト中に現場で実際に何が起こっているかを記録してください。バッチが一時停止する場所、部品が検査待ちになる場所、作業員がスケジュール変更をどのように受け取るか、資材がステーション間をどのように移動するかなどを記録してください。現状マップは、実際の稼働状況を反映している場合にのみ役立ちます。.
これは、手作業や半自動化された環境において特に重要です。例えば、アパレル工場では、裁断工程で1日に2回製品が出荷され、縫製工程ではスタイルの優先順位に従って作業が進められ、仕上げ工程では品質保証の承認が完了するまで製品が保留されることがあります。これらの詳細は正式な工程表には記載されないかもしれませんが、日々のリードタイムと仕掛品に影響を与えています。.
6. 主要な製造指標を収集する
各プロセスの下のデータボックスには、フローにとって最も重要な運用指標を含める必要があります。最低限、キャプチャ サイクルタイム, 切り替え時間, 稼働時間, オペレーターの数、バッチサイズ、初回処理の出力などが関連していました。これらの指標は、ルーティングシートに記載されている名前だけでなく、各プロセスがどのように動作するかを示します。.
定量化も行うべきです 作業中, 待ち時間, 合計 リードタイム 工程間。多くの工場では、リードタイムは処理時間よりも待ち時間によって支配されています。リーンエンタープライズ研究所のベンチマークと業界のケースワークでは、付加価値時間はしばしば以下よりも短いことが示されています。 総リードタイムは5% 従来のバッチ環境では、現在の状態を正確に測定することが非常に重要となる。.
7. タクトタイムを計算し、処理能力と比較する
現在の州地図は、 タクトタイム. タクトタイムとは、利用可能な生産時間を顧客需要で割った値であり、工程が進むべきペースを示します。タクトタイムが分かったら、各工程のサイクルタイムをそれと比較することで、流れが滞りやすい箇所を特定できます。.
例えば、電子機器ラインが 利用可能な時間:450分 シフトあたり、顧客需要は 900ユニット, タクトタイムは 1ユニットあたり30秒. テストが実行される場合 42秒 配置は 24秒, 制約条件は既に地図上に表示されています。これは、単に1つの駅を「混雑中」とラベル付けするよりもはるかに有益な議論です。“
8.地図情報の受け渡しは、資材の流れと同様に慎重に行う。
多くの工場では機械の配置を詳細にマッピングするものの、計画立案と情報伝達は後回しにされがちです。しかし実際には、情報伝達の円滑さが生産の流れを左右することがよくあります。注文の発注方法、スケジュール変更の伝達方法、補充シグナルの発動方法、承認プロセスや手作業によるデータ入力が対応を遅らせる要因などを具体的に示しましょう。.
食品工場では、生産部門はERPから日々の計画を受け取り、その後、シフト中の変更についてはスプレッドシートの更新、印刷されたバッチシート、メッセージンググループに頼る場合があります。各引き継ぎは、反応時間、トレーサビリティ、スケジュールの安定性に影響を与えるため、マップ上に表示する必要があります。 バリューストリーム分析 単なるレイアウト作業以上のものになる。.
9. バリューストリームマップテンプレートを使用してデータ収集を標準化する
構造化された バリューストリームマップテンプレート これにより、チームは重要な項目を見落とすことを防ぎ、ライン間や工場間でマップを比較しやすくなります。テンプレートには、プロセス名、CT、C/O、稼働時間、オペレーター数、WIP、待ち時間、情報源、スケジュール頻度、出荷頻度、および例外に関する注記を含める必要があります。複数の部門が数日間にわたってデータを提供する場合は、標準化が重要になります。.
デジタルテンプレートは、一度限りのワークショップの結果ではなく、繰り返し更新したい場合に特に便利です。 Jodoo, チームは、製造現場の作業時間データ、在庫数、情報フローのチェックポイントをリアルタイムで収集するためのフォームを作成し、そのデータをダッシュボードにプッシュしてレビューすることができます。これにより、ベースラインデータが既に構造化され共有可能になっているため、現状から将来の状態への移行が迅速化されます。.
10. 将来の状態を設計する前に、現在の状態を検証する
将来の状態設計に進む前に、プロセスを管理している管理者や作業員とマップを確認してください。時間、待ち行列のサイズ、シフトパターン、スケジューリングルールが実際の運用状況を反映していることを確認しましょう。現状の将来像マップは、改善を担う人々が「現状」を信頼している場合にのみ有効です。.
実用的なルールは単純です。チームが原材料から完成品までのリードタイム計算を説明できない場合、マップはまだ完成していません。ベースラインが検証されたら、それを使用して将来の状態におけるフローループ、スーパーマーケット、ペースメーカープロセス、プルシグナルを特定できます。 バリューストリームマッピング 観察結果を測定可能な改善へと転換し始める。.
バリューストリーム分析を用いて無駄を特定し、将来の状態を設計する方法
現状マップを運用事例のように読み解く
現状マップは、それを単なる図以上のものとして扱う場合にのみ有用です。 バリューストリームマッピング, この地図の目的は、工場内で資材と情報が実際にどのように移動するか、どこで時間が消費され、どこで流れが途切れるかを示すことです。そのため、強力な バリューストリーム分析 プロセス時間、待ち時間、在庫レベル、切り替え、承認、輸送、フィードバックループなど、一連の流れ全体をまとめて見ることができます。このようにマップを読み解くと、無駄が個別の問題としてではなく、文脈の中で明確に見えてきます。.
マップ下部のタイムラインから始めて、総リードタイムと実際の処理時間を比較してください。多くの工場では、その差は大きく、リーン生産方式の研究では、付加価値時間は実際にはそれよりも短いことがしばしば示されています。 5% 従来のバッチ処理環境における総リードタイムについて考えてみましょう。電子機器組立工場でリードタイムが2.5日であるにもかかわらず、実際の作業時間がわずか18分しかない場合、マップを見れば改善の余地がある箇所がすぐにわかります。問題は、単に動作の遅い機械が1台あることではなく、待ち時間、引き継ぎ、キュー時間、作業の不均一なリリースなどが積み重なっていることが原因であることがほとんどです。.
無駄を特定するには、単一の出来事ではなく、パターンを探すことが重要です。
レビューする際 現状図 将来像, 無駄の繰り返しパターンを探します。2つのステーション間の在庫の三角形は、在庫の蓄積以上のことを示している可能性があります。それは、上流の出力が下流の需要と切り離されていることを示している可能性があります。手直しループ、検査ループ、および繰り返しの承認は、不安定なプロセス能力または不明確な運用基準を示していることがよくあります。 VSMリーン生産方式, これらのパターンが重要なのは、流れが体系的に阻害されている箇所を明らかにするからである。.
ボトルネックは通常、チームが最初に調査する箇所ですが、それだけに注力すべきではありません。食品包装工場の生産管理者が、混合から充填、密封、ケース梱包、パレット積みまでの工程をマッピングしている場面を想像してみてください。充填機が最も遅い設備のように見えるかもしれませんが、マップには品質保証の承認待ちの完成品、手書きのバッチ記録がスプレッドシートに再入力されている様子、出荷前に積み上がっているパレットの列なども示されています。この場合、制約の一部は設備に関連していますが、全体的な無駄には情報伝達の遅延やリリース遅延も含まれています。.
地図上で探すべきもの
データボックスを使用して VSMシンボル 以下の信号を確認する:
- ボトルネック: あるプロセスは、そのプロセスより前のプロセスよりもサイクルタイムが長く、稼働時間が短く、待ち行列が長い。
- 付加価値のない工程: 検査、輸送、計数、手動データ入力、または製品を変更しない繰り返しの承認
- 過剰在庫: 工程間でWIP(作業中)の三角形が拡大する現象、特に共有マシンやリリースポイントの前に発生する。
- リワークループ: 欠陥、ラベルの誤り、充填重量のばらつき、または部品の欠落により、矢印が前のステーションに戻る
- 過剰生産: 上流工程は、実際の需要ではなく、スケジュールやバッチサイズに基づいて生産を行う。
- コミュニケーションのギャップ: 手動スケジューリングボード、電子メールによる引き継ぎ、紙の伝票、または遅延した生産報告
これらの問題は可能な限り定量化されるべきです。例えば、ある包装ラインが10,000個のバッチで生産する一方で、下流の出荷部門が毎日2,000個から3,000個の混合注文を仕入れている場合、過剰生産は理論上の問題ではなく、在庫日数や保管移動量に反映されます。再加工で4%の印刷済みラベルが修正のために送り返される場合、そのループはマップと改善計画に反映されるべきです。 バリューストリームマップテンプレート チームがそれに基づいて行動できるほど、これらの事実を明確に捉えているのは、まさにそれである。.
流れと需要を中心に未来の姿を設計する
無駄が明らかになったら、将来の状態は、実用的な質問に答える必要があります。顧客の要求を満たしながら、中断を減らして作業を進めるにはどうすればよいか?多くのチームが、無制限のリソース、即時の承認、完璧な機械の信頼性を前提とした理想化されたマップを描くという間違いを犯します。より良い将来の状態設計は、 バリューストリームマッピング 遅延を減らし、意思決定を簡素化し、フローの制御を改善する、実現可能な変更に焦点を当てます。目標は机上の完璧さではなく、達成可能な運用モデルです。.
まずはタクトタイムと需要の整合性から始めましょう。顧客の需要が1シフトあたり480ユニットであるにもかかわらず、上流工程で1日に2回、800ユニットのバッチを出荷している場合、将来的には出荷頻度、バッチサイズ、バッファルールを見直す必要があります。工程によっては、スーパーマーケット方式、FIFOレーン、平準化方式、標準補充信号などを導入することも考えられます。重要なのは、各部門が独自に生産量を最適化するのではなく、実際の需要に合わせて作業量を調整することです。.
現実的な未来像を段階的に構築する
現実的な将来像は、通常、大規模な再設計ではなく、複数の的を絞った改善策を組み合わせたものです。例えば、電子機器の受託製造ラインでは、現状マップには、SMT前の待ち時間、初回品承認の遅延、AOIステーションからの欠陥データの個別レポートへの手動転送などが示されています。将来像としては、ロットサイズの縮小、承認ルートのデジタル化、品質データの生産追跡への直接接続、SMTと最終組立間のFIFOレーンの設置などが考えられます。それぞれの変更は具体的で測定可能であり、マップ上の目に見える遅延要因と結びついています。.
これはまた、デジタルツールが 現状図 将来像 実行に移します。ノーコードプラットフォームを使用すると、 Jodoo, 工場は、検査フォームのデジタル化、仕掛品が制限を超えた場合のエスカレーションの自動化、段取り替えや品質保証リリースの承認ワークフローの標準化、タクトタイム達成状況、待ち行列レベル、欠陥傾向に関するリアルタイムダッシュボードの構築などが可能になります。これは、将来の生産フローが、より良いワークショップでの議論だけでなく、タイムリーなデータに依存するため重要です。情報がより速く流れるようになれば、通常は資材の流通も速くなります。.
変更の優先順位を影響度と実装の容易さに基づいて決定する
地図上のすべての空白地帯を一度にプロジェクトにする必要はない。 バリューストリーム分析 改善策を、短期的な成果、中程度の労力を要する変更、そして長期的な構造的修正に分類します。文書承認に必要な署名数を4人から2人に減らすには数週間かかる場合もありますが、機器の移設やテスト能力の増強には設備投資と数ヶ月の計画期間が必要になる可能性があります。優先順位付けを行うことで、将来の状態を実際の運用状況に即したものにすることができます。.
有効な方法の一つは、各改善策をリードタイム短縮の可能性、実装の難易度、部門間の依存関係という3つの要素でランク付けすることです。例えば、飲料工場が5つの変更点を特定したとします。品質保証リリース時間の短縮、シロップのバッチサイズの縮小、切り替えチェックリストの標準化、ダウンタイム記録の自動化、パレットコンベアの追加です。最初の4つの変更は、コンベアプロジェクトよりも少ない投資でより迅速な結果をもたらす可能性があります。たとえコンベアが計画上魅力的に見えたとしてもです。このようにして、将来の状態設計は、理論的なリーン演習ではなく、段階的な変革計画へと発展していくのです。.
将来像マップをアクションプランに変換する
最終ステップは、各将来状態要素を、担当者、タイムライン、KPI、およびレビュー頻度にリンクすることです。マップにFIFOレーンが示されている場合は、レーンの制限と、制限を超えた場合の対応者を定義します。プルスケジューリングが示されている場合は、トリガー信号、補充ルール、およびダッシュボードの表示範囲を定義します。これらの運用ルールがなければ、たとえ精巧に描かれたマップであっても、作業現場レベルにとどまり、日々の管理に変化をもたらすことはありません。.
強力な将来計画では、成功とはどのようなものかを数値で定義することも必要です。これには、リードタイムを3.2日から1.8日に短縮すること、仕掛品を削減することなどが含まれるかもしれません。 30%, 手戻りを減らす 4.5%~2%, またはスケジュール遵守を改善する 78%から92%. 構造化された バリューストリームマップテンプレート, 、 標準 VSMシンボル, 明確なパフォーマンス目標を設定することで、将来像マップは管理ツールになります。これが、 VSMリーン生産方式それは、観察から行動へと移行するための、規律ある方法を与えてくれます。.
Jodooが製造業者のバリューストリームマッピングを実践につなげる方法
バリューストリームマッピングは、改善活動が実際に現場で実行されたときに初めて価値を生み出します。多くのチームはワークショップで現状と将来像のマップを作成し、ファイルを保存した後、その洞察を日々の実行に結びつけるのに苦労しています。Jodooはそこが異なります。静的な図で止まるのではなく、製造業者はJodooを使用して、フォローアップ作業を実行するために必要なフォーム、ワークフロー、ダッシュボード、承認パスを構築できます。実際には、これはあなたの バリューストリームマッピング 出力物は、一度限りの文書ではなく、継続的な改善のための生きたオペレーティングシステムとなる。.
バリューストリーム分析から実行可能なワークフローへ
ほとんどの工場では、バリューストリーム分析によって、段取り替え時間の短縮、材料補充の標準化、繰り返し発生するダウンタイムの削減、または特定の工程における初回合格率の向上といった、明確なアクションリストが特定されます。Jodoo を使用すると、これらのアクションを、ライン、ステーション、欠陥カテゴリ、ダウンタイムの理由、担当者、期日、検証結果、および関連写真のフィールドを備えた、工場の実際のプロセスに一致するノーコード アプリに変換できます。PowerPoint や Excel に存在する汎用的なバリューストリーム マップ テンプレートに頼るのではなく、チームは実際の生産データに紐づいた構造化されたシステムで改善タスクを記録できます。これは特に次のような場合に役立ちます。 VSMリーン生産方式 廃棄物を認識するだけでなく、それを体系的に排除することを目標とするプログラム。.
包装食品工場の生産マネージャーが、注文から梱包までのプロセスをマッピングし、バッチ処理と充填の間に繰り返し発生する遅延を特定したと想像してみてください。Jodooを使用すれば、チームはボトルネックごとにデジタルアクションログを作成し、品質保証、保守、生産の各スーパーバイザーに是正措置を割り当て、タスク完了の証拠を要求することができます。ワークフローはコードを使わずに設定できるため、工場は将来のプロセスがより安定するにつれてルーティングルールを調整できます。改善の優先順位が週ごとに変わる場合、この柔軟性が重要になります。.
地図作成後の現場データ収集のデジタル化
チームが将来の設計に合意したら、次のステップは体系的なデータ収集です。Jodooフォームはラインでタブレットやスマートフォンで使用できるため、オペレーターと監督者は、マップで特定された正確なプロセスステップで、待ち時間、軽微な停止、再作業イベント、材料不足を記録できます。プロセスリストにリンクされた参照フィールドを含めることもでき、これによりデータが一貫性を保ちます。 VSMシンボル そして、チームがマッピング時に既に定義したフロー段階も反映されます。その結果、よりクリーンなフォローアップデータが得られ、根本原因の調査も迅速化されます。.
例えば、飲料ボトリング工場では、ラインサイドにシンプルなフォームを作成し、充填機の停止を原因コード、期間、シフト、SKUごとに記録することができます。停止時間がしきい値を超えると、Jodooは自動的にメンテナンス通知をトリガーし、担当エンジニアにフォローアップタスクを作成します。このデータは、将来像マップで提案された改善策がリードタイムと中断頻度を削減しているかどうかを検証するのに役立ちます。また、手書きのホワイトボードメモよりも、リーンエンジニアにとってより強力な証拠となります。.
生産、保守、品質管理におけるアクションのルーティング
バリューストリームマッピングに基づく改善活動は、部門の垣根を越えることが多く、そのためメールのやり取りや共有スプレッドシートが活動の勢いを鈍化させる傾向があります。Jodooワークフローは、ライン、ステーション、問題の種類、または深刻度に基づいてタスクを自動的にルーティングできるため、手動での追跡なしに適切なチームが適切なアクションを受け取ることができます。また、是正措置を完了する前にエンジニアリング、品質管理、または工場管理部門の承認が必要な場合は、承認ステップを追加することもできます。これにより、不要な管理業務を増やすことなく、ガバナンスを標準化できます。.
良い例として、電子機器の組み立て工程が挙げられます。この工程では、ボトルネックはライン全体ではなく、特定のステーションに集中していることがよくあります。ある中規模の電子機器メーカーは、組み立てラインをマッピングした後、Jodooを使用してステーションごとのボトルネックを記録し、是正措置を生産部門と保守部門に割り当て、期限切れのタスクを共有ダッシュボードで追跡しました。これにより、管理者は未解決のアクション、滞留タスク、検証状況を一元的に把握できるようになり、チームは毎月同じ問題に繰り返し取り組むのではなく、バリューストリーム分析による成果を持続的に活用できるようになりました。こうして、ワークショップの成果は、日々のアクティブな管理プロセスへと変化したのです。.
リアルタイムダッシュボードで改善の進捗状況を可視化
リーンチームに必要なのは、完成したマップだけではありません。アクションが完了しているかどうか、そしてプロセスパフォーマンスが実際に改善されているかどうかを可視化する必要があります。Jodooダッシュボードでは、未解決のボトルネック、期限切れのアクション、ステーションごとの繰り返し発生する問題、平均完了時間、各改善領域に関連付けられたダウンタイムや欠陥数の傾向を表示できます。静的なバリューストリームマップテンプレートでは、プロセス設計は示されますが、その背後にある実行規律が示されないため、この点が不十分です。ライブダッシュボードはこのギャップを埋めます。.
産業エンジニアにとって、これは現状と将来の状態マップと日々の責任との間の実用的な橋渡しとなります。階層会議中にアクションのステータスを確認したり、ライン全体で改善の進捗状況を比較したり、スケジュール達成や顧客への納品に影響が出る前に例外を強調表示したりできます。成熟した工場では、これらのダッシュボードは、どのアクションが測定可能な影響をもたらしたか、どのアクションにエスカレーションが必要かを示すことで、月次のカイゼンレビューをサポートすることもできます。 バリューストリームマッピング 分析だけでなく、運用管理の一部でもある。.
継続的改善にとってこれが重要な理由
最も効果的なバリューストリームマッピング(VSM)リーン生産方式プログラムは、ワークショップが終わったからといって終わりではありません。プロセスをマッピングし、無駄を特定し、アクションを割り当て、結果を検証し、標準を更新するという、繰り返し可能なループを構築します。Jodooは、データ収集、ワークフロー管理、承認、レポート作成を1か所で行える構成可能なプラットフォームを製造業者に提供することで、このループをサポートします。複数のラインや拠点にリーン生産方式を拡大しようとしている工場にとって、この一貫性こそが、単発的な成功と持続的な改善を分ける重要な要素となることが多いのです。.
チームが既に強力なバリューストリームマップの構築方法を理解している場合、次のステップは、すべてのアクションに担当者、期限、および目に見える成果があることを確認することです。Jodooは、カスタムソフトウェアプロジェクトを待つことなくこれを実現し、工場が分析から実行へとより迅速に移行できるようにします。言い換えれば、Jodooは、 バリューストリームマッピング ワークショップ活動から、管理された運用システムへと移行する。.
結論:バリューストリームマップテンプレートからJodooを使った継続的改善へ
バリューストリームマッピングは、現在のプロセスを文書化する以上のことを行うことで最大の価値を発揮します。実際の工場では、マップはチームが現状分析から将来の状態実行へと移行するのを支援する実用的な管理ツールとなるべきです。つまり、 バリューストリームマッピング リーン生産方式の文脈では、実際の材料と情報の流れに基づいてマップを作成し、VSMのシンボルと指標を正しく使用し、そして無駄の発見を具体的な改善策に落とし込む。.
電子機器組立工場の生産管理者が、SMTと最終検査の間の待ち時間が長すぎることに気づいたと想像してみてください。ワークショップ自体は有益ですが、真の成果は、具体的な作業の割り当て、完了日の追跡、そしてリードタイム、仕掛品、初回合格率が実際に改善されたかどうかの測定から得られます。これは自動車部品や食品製造にも当てはまります。これらの分野では、フォローアップを怠ると、せっかくのVSMセッションの効果がイベント後に薄れてしまうことがよくあります。.
Jodooはここで役立ちます。ノーコードのリーン生産プラットフォームであるJodooは、大規模なIT開発なしに、アクションリスト、検査、承認、エスカレーションワークフロー、KPIダッシュボードをデジタル化できます。将来の状態マップを日常業務の規律にしたい場合は、 無料トライアルを開始する または デモを予約する Jodooが工場現場における継続的な改善をどのように支援しているかをご覧ください。.

