
カテゴリー別に閲覧する
はじめに:製造品質においてパレート図が重要な理由
ほとんどの工場では、問題はデータの不足ではありません。欠陥コードが多すぎ、ダウンタイムの理由が多すぎ、再作業の問題が多すぎて、限られた改善時間を奪い合っているのです。オペレーションと品質管理の調査では、少数の原因が損失の大部分を引き起こしていることがよく示されており、まさにそれが、 パレート図 工場現場において最も実用的なツールの1つであり続けている。.
品質管理者や工場長にとって、その価値は単純明快です。20もの可能性のある問題点を議論する代わりに、不良品、苦情、生産の中断の大部分を引き起こしているごく少数の問題を特定できるのです。これこそが、製造品質における80/20ルールの真の活用法です。これは厳密な公式ではなく、最も迅速な運用効果をもたらす是正措置を集中させるための方法なのです。.
この記事では、 パレート図 本書では、パレート分析の具体的な方法、生産データから正しく構築する方法、そしてよくある分析ミスに陥ることなく結果を解釈する方法について解説します。また、製造現場におけるチームが、不良件数だけでなく、ダウンタイム、手直し、サプライヤーの問題など、パレート分析をどのように活用しているかについてもご紹介します。これにより、品質不良分析を明確な改善優先順位リストに変換できるようになります。.
パレート図が示すものと、製造現場での80/20ルールの仕組み
パレート図の2つの構成要素
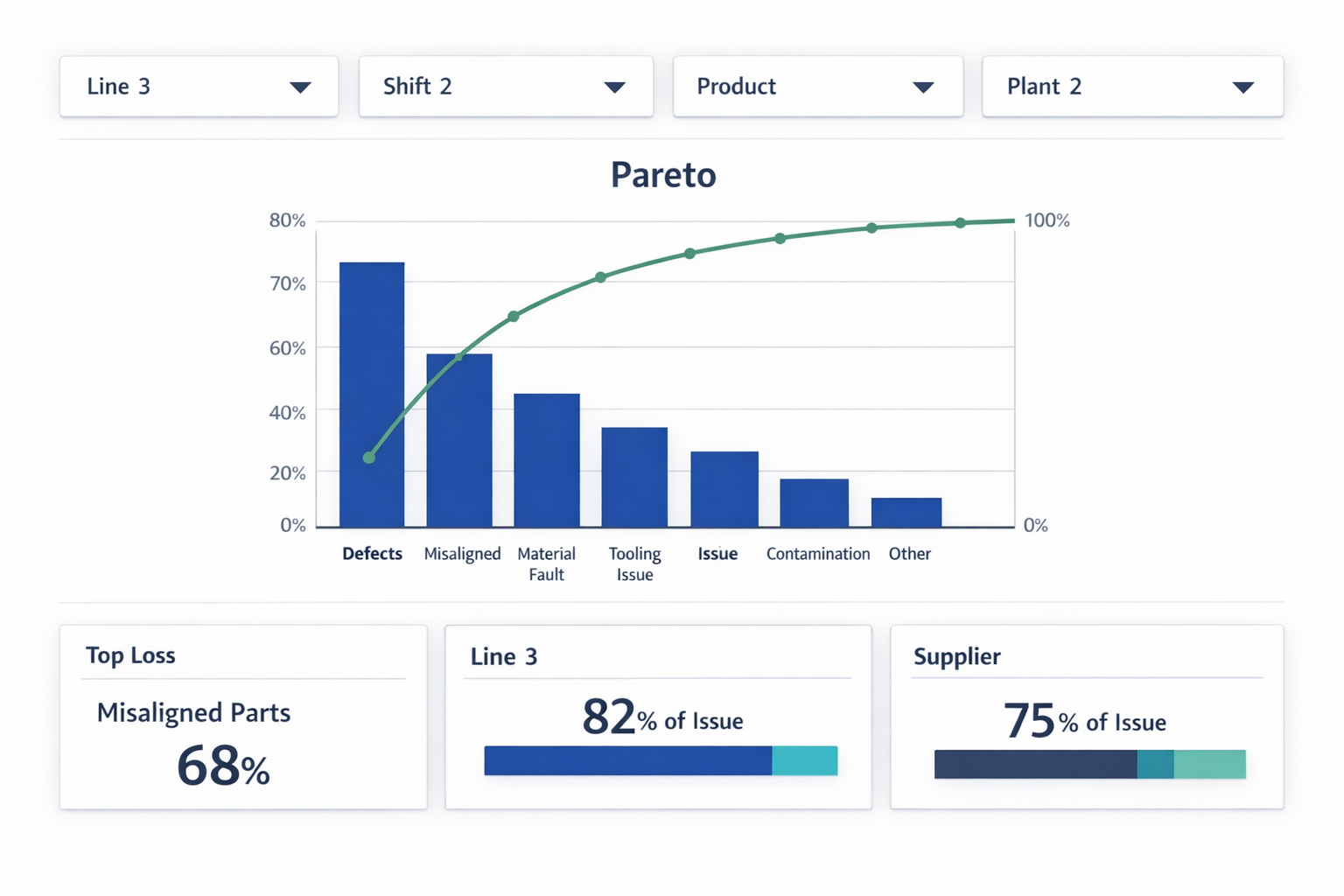
A パレート図 2つの視点を1つのビジュアルに統合しています。棒グラフは各問題の発生頻度を高い順から低い順に示し、線グラフは左から右へ移動するにつれて、問題全体の累積割合を示します。このレイアウトにより、すべての問題を等しく重要視するのではなく、損失の大部分を占める少数のカテゴリを容易に把握できます。.
製造業においては、これらのカテゴリは、欠陥の種類、不良理由、ダウンタイムの原因、再作業の要因、あるいはサプライヤーの不適合などを表すことができます。品質管理者は、欠陥パレート図を使用して、はんだブリッジ、寸法不良、パッケージングエラーを発生頻度順にランク付けすることができます。生産管理者は、同じロジックを使用して、センサーの故障、材料の詰まり、段取り替えの遅延といった機械の停止をランク付けすることができます。.
チームが「重要な少数」を見つける方法“
実用的な価値 パレート図 重要なのは棒グラフだけではなく、それらが示すパターンです。最初の3つまたは4つのカテゴリが合計の大部分を占めている場合、あなたは「“ごく少数の重要な人物”すぐに対処すべき問題。残りのカテゴリーも重要ではあるが、通常、最初の改善サイクルでは同じレベルのリソースを投入する必要はない。.
製造業におけるパレート分析は、日々の意思決定において非常に役立ちます。例えば、ある加工セルでバリ、工具摩耗、治具のずれが不適合の78%を占めていることが判明した場合、チームは品質欠陥分析の明確な出発点を得ることができます。6つの無関係な対策を講じるのではなく、最も大きな要因にまず焦点を当て、メンテナンス、工程チェック、作業員の再教育を行うことができるのです。.
製造業における80/20ルールの真の意味とは
製造業における80/20ルールは 優先順位付けの原則, これは厳密な公式ではありません。実際の工場では、工程、製品構成、データ品質によって、70対30、85対15、65対20といった比率になる場合があります。重要なのは、これらの数値を80対20に無理やり合わせることではなく、影響の不均衡な割合を生み出している少数の原因を特定することです。.
その違いは製造現場では重要になります。例えば、プレス工場では、2つの不良原因によって合計68%の不良コストが発生する一方、組立ラインでは、4つの不良カテゴリによって82%の再作業チケットが発生する場合があります。どちらもパレート図の有効な例です。なぜなら、この図は数学的な法則を証明するのではなく、チームが最初に修正すべき項目を優先順位付けするのに役立つからです。.
工場運営におけるパレート分析の活用法
パレート分析は欠陥分析と関連付けられることが多いが、その用途ははるかに広い。ダウンタイム分析では、棒グラフは故障原因を表し、累積線はどの停止が最も多くの生産時間を消費しているかを示す。再作業分析では、このグラフから、少数の繰り返し発生する組立ミスが修正に費やされる労働時間の大部分を占めていることが明らかになる場合がある。.
工場責任者にとって、パレート図は複数のレビュールーチンで役立ちます。週次の品質会議、日々の生産損失レビュー、サプライヤーのパフォーマンスに関する議論、継続的改善プロジェクトなど、様々な場面で活用できます。同じロジックを一貫して適用することで、チームは生産ライン、シフト、製品ファミリー、または期間ごとに優先順位を比較し、得られた知見をより広範な製造品質ダッシュボードに反映させることができます。.
パレート図が教えてくれないこと
A パレート図 集中度を示し、根本原因は示しません。最大の問題がどこにあるかは示しますが、なぜそれが起こるのか、どの是正措置が最も効果的かは示しません。そのため、高業績チームはこれを スクリーニングツール チェックシート、5つのなぜ分析、フィッシュボーン図、プロセス検証などのより詳細な分析に進む前に。.
また、単純な件数ではなく影響度に基づいてカテゴリを構築しない限り、深刻度を測定することはできません。発生頻度は低いものの顧客リスクの高い不具合は、チャートの右側に表示されていても、緊急の対応が必要となる場合があります。実際には、このチャートは最初の話し合いの優先順位付けに役立ちますが、エンジニアリングの判断に取って代わるものではありません。.
パレート図の例:欠陥分析のためのパレート図の作成方法
ステップ1:安定したプロセスウィンドウから欠陥データを収集する
1つ使用 一貫した生産シナリオ つまり、これらの数字には意味があるということです。例えば、電子機器組立ラインで、1週間に3番ラインで製造された1,000枚のプリント基板(PCB)の最終検査におけるすべての欠陥を記録したとします。チームは、はんだブリッジ、部品の欠落、ラベルの誤り、外観上の傷、ピンの曲がりといった標準的な理由コードに基づいて、各欠陥を記録します。.
この段階での鍵は 一貫性, 複雑さではなく、簡潔さが重要です。検査員の一人が「はんだ不良」と書き、もう一人が「はんだショート」と書いた場合、品質欠陥分析では同じ問題が二つの小さなカテゴリーに分かれてしまい、結果が弱まります。すべての欠陥が同じ方法で記録されていれば、シンプルなチェックシートやデジタル検査フォームで通常は十分です。.
ステップ2:カウント前に明確な欠陥カテゴリを定義する
欠陥について パレート図, カテゴリーは、 欠陥の種類, 疑われる原因ではなく、原因を特定するための基準とします。この例では、「部品の欠落」は有効なカテゴリですが、「オペレーターのミス」は、チームが何も検証する前に根本原因に飛びついてしまうため、有効ではありません。検査員が現場で迅速に欠陥を分類できるよう、カテゴリは観察可能で相互に排他的なものにしてください。.
1週間後、チームは以下の不良件数を集計しました。はんだブリッジ38件、部品欠落27件、ラベル間違い14件、外観上の傷11件、ピン曲がり10件。合計100件の不良が発生しており、パーセンテージの計算は容易ですが、この方法は総数に関わらず適用できます。これが製造業におけるパレート分析の実践的な基本原則です。まず数を数え、次に調査するのです。.
ステップ3:データを並べ替え、累積パーセンテージを計算する
次に、カテゴリを頻度の高い順から低い順に並べ替えます。この場合、順序はすでに 38、27、14、11、10, したがって、次のステップは、各カウントを総欠陥数の割合に変換し、累積パーセンテージラインを作成することです。累積値は次のようになります。 38%, 65%, 79%, 90%, 、 そして 100%.
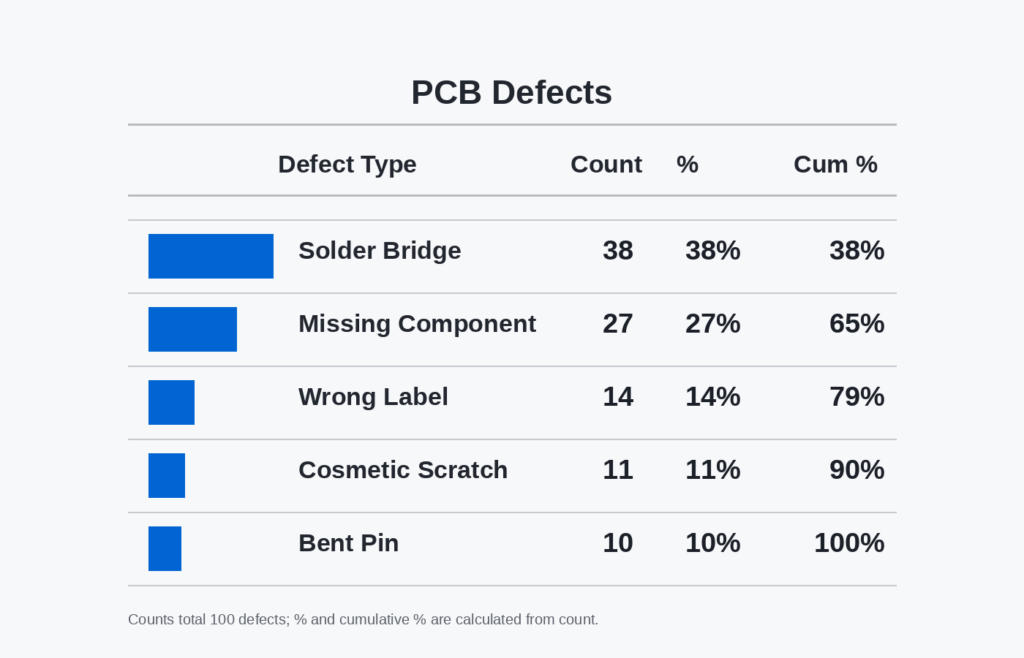
このソートされたビューは、製造業における80/20ルールが実際に機能する場所です。最初の2つのカテゴリが 65% 記録されたすべての欠陥のうち、最初の3つは 79%, これにより、即座に対応すべき「重要な少数」を特定するのに十分な精度が得られます。正確な分割方法は状況によって異なりますが、基本的な考え方は同じです。つまり、品質低下の大部分を引き起こしている少数のカテゴリーに焦点を当てるということです。.
ステップ4:欠陥パレート図を正しく作成する
欠陥カテゴリを横軸に、欠陥数を左側の縦軸にとった棒グラフを作成します。次に、右側の縦軸に累積パーセンテージの線を追加し、0%から100%まで目盛りを付けます。棒グラフは降順で表示してください。この視覚的な順位付けこそが、グラフを優先順位付けに役立てる重要な要素だからです。.
Excel、Google スプレッドシート、または製造業向けのダッシュボードでグラフを作成する場合は、2 つの別々のグラフではなく、複合グラフ形式を使用してください。これにより、チームは欠陥数と累積寄与の両方を 1 つの画面で確認できます。見やすいグラフであれば、改善努力が最も効果を発揮する箇所が一目でわかります。.
ステップ5:データが行動を起こすのに十分な質であるかどうかを確認する
生産部門やエンジニアリング部門にチャートを提示する前に、簡単な作業を1つ行ってください。 検証パス. すべてのカウントが同じ検査ポイント、同じ期間、同じ欠陥コーディング基準に基づいていることを確認してください。データに受入検査、工程内検査、最終品質管理が混在している場合、グラフは正確に見えるかもしれませんが、誤った対応につながる可能性があります。.
この電子機器ラインにおいては、今回の結果は次のステップの意思決定を裏付けるのに十分な説得力を持つ。チームは、はんだブリッジと部品の欠落が欠陥パターンの大半を占めていることを把握したため、傷やピンの曲がりといった発生頻度の低い問題から改善作業を始めるのではなく、まずはこれらの問題から着手すべきである。このチャート自体が問題を解決するわけではないが、欠陥削減に向けた規律ある出発点をチームに提供する。.
欠陥パレート図の解釈方法とよくある分析ミスの回避方法
境界線をどこに引くべきか、そして最初に何を修正すべきか
欠陥 パレート図 意思決定に落とし込んだときに初めて有用になる。ほとんどの工場では、実際のカットオフは累積ラインが総不良数が約 70% から 80% に達した時点である。これは通常、品質損失の大部分を引き起こしている少数のカテゴリを特定できるからである。これが、 製造業における80/20の法則すべての欠陥に同時に同じレベルの注意を払う必要はありません。最初の対応リストは、問題の全体リストからではなく、その区切り線の左側にある「重要な少数」の項目から作成するべきです。.
とはいえ、最も頻繁に発生する欠陥が必ずしも最初に対処すべき問題とは限りません。品質欠陥分析では、その欠陥が容易に封じ込められるか、下流工程で修正に費用がかかるか、顧客からの苦情を引き起こす可能性が高いかなども考慮する必要があります。18% の欠陥の原因となっているカテゴリは、保証返品、ライン停止、または安全上のリスクを引き起こす場合、22% の欠陥の原因となっているカテゴリよりも優先されるべきかもしれません。製造業における優れたパレート分析では、カウントデータと 運用上の影響, カウントデータだけではなく。.
頻度とコスト、リスク、フローを関連付ける
欠陥のパレート図の強力な読み取りは、頻度と ビジネス上の影響. 例えば、自動車部品サプライヤーは、表面の小さな傷が最も一般的な欠陥であるものの、トルク関連の組み立てエラーが最大の再作業時間と顧客リスクを生み出すことに気づくかもしれません。その場合、チャートは依然として優先順位付けに役立ちますが、決定には深刻度、封じ込めコスト、および漏洩リスクを含める必要があります。多くのチームが基本的な段階から移行するのは、まさにこの段階です。 パレート図 有用な管理ツールの例。.
実用的な方法の一つは、上位カテゴリーを3つのフィルターに照らし合わせて見直すことです。 不良品数、不良品質コスト、およびプロセスの中断. 機械加工工場では、バリがグラフの上位に表示されるかもしれませんが、寸法のオーバーサイズの方が大きな問題となる可能性があります。なぜなら、オーバーサイズは高価な部品を廃棄させ、機械の稼働率を低下させるからです。2つのカテゴリの発生頻度が近い場合は、財務面または納期への影響が大きい方を優先的に選択してください。これにより、グラフは検査総数だけでなく、工場のパフォーマンスと整合した状態を維持できます。.
良いグラフと誤解を招くグラフを比較する
適切に構成されたパレート図は、明確で重複のない欠陥カテゴリ、定義された時間枠、およびシフトやラインをまたいだ一貫した計数方法を使用します。誤解を招くような図は、「組み立て上の問題」のような広範なラベルと「ネジの緩み」のような狭いラベルを混在させたり、異なる期間やサンプルサイズで収集された欠陥を組み合わせたりします。その結果、分析的に見えるものの、適切な対策を裏付けることができない図になってしまいます。基礎となるカテゴリが弱い場合、視覚的なランキングも弱くなります。.

解釈を歪めるよくある間違い
理由コードの不一致は、最もよくある不具合の一つです。個別組立工程では、同じ問題が発生しているにもかかわらず、ある作業員は「ラベル間違い」と記録し、別の作業員は「ラベル不一致」、さらに別の作業員は「印刷不良」と記録する場合があります。これにより、一つの不具合群が複数の小さな棒グラフに分割され、実際の優先順位が不明瞭になります。チャートを信頼する前に、データ入力時点で不具合分類が標準化されていることを確認してください。.
もう一つの間違いは、同じグラフで重大度と発生頻度を混同することです。自動車製造においては、まれなブレーキ関連の欠陥と頻繁に発生する外観上の欠陥を、文脈を無視して一つのランキングにまとめるべきではありません。なぜなら、これらは異なる問いに答えるものだからです。発生頻度は欠陥が最も頻繁に発生する場所を示し、重大度はリスクが最も高い場所を示します。両方が重要な場合は、発生頻度にはパレート図を使用し、重大度はFMEAスコアやエスカレーションマトリックスなどの別のレイヤーで検討してください。.
古いデータは、誤った優先順位付けにもつながります。例えば、工具交換や治具の再設計によって以前の最重要原因が解消されたにもかかわらず、加工セルが依然として前四半期の欠陥パレート図に基づいて作業している場合があります。データが古すぎると、チームはもはや支配的ではない問題に対して是正措置を開始してしまう可能性があります。変化の激しいプロセスにおいては、月ごとの静的なレビューよりも、週単位、あるいは日単位のデータ更新サイクルの方が多くの場合有効です。.
サンプル数が少ない場合も同様に危険です。 合計25件の欠陥 最初の数日間は、最も高い棒グラフは安定したパターンではなく、通常の立ち上げ時の変動を反映している可能性があります。その場合は、チャートを長期的な問題の証拠としてではなく、初期の兆候として活用してください。適切な判断基準としては、サンプルサイズと収集期間が通常の生産状況を十分に反映しているかどうかを確認することです。.
解釈を実践に移す
最も深刻な欠陥カテゴリを特定したら、担当者、対策、根本原因の特定方法をそれぞれ1つずつ定義します。グラフの左側に5つの棒グラフが表示されているからといって、5つの改善プロジェクトを開始してはいけません。ほとんどの工場では、主要な問題を1つ解決し、新しいデータでグラフを再構築することで、より良い結果が得られます。この規律によって、エンジニアリングチームが時間を分散させすぎることを防ぎます。また、次のパレート分析レビューで、不良品、手直し、初回合格率の実際の改善と結びつけやすくなります。.
データが成熟するにつれて、多くの工場はこれらの優先事項を追跡し、 製造品質ダッシュボード これにより、手動で分析を再構築することなく、シフト、ライン、または製品ファミリーを比較できます。ダッシュボードは解釈に取って代わるものではありませんが、同じトップカテゴリが持続的であるか、局所的であるか、または既に改善しているかをマネージャーが確認するのに役立ちます。 パレート図 単なる報告用スライドではなく、管理ツールへと進化する。.
欠陥を超えて製造業におけるパレート分析の活用
A パレート図 欠陥のみのツールとして扱うのをやめたときに最も役立ちます。実際には、製造業におけるパレート分析は、さまざまなリーダーが、ダウンタイム、不良品、手直し、サプライヤーの問題、顧客からの苦情など、工場の操業上の遅延の大部分を生み出す少数の損失カテゴリをランク付けするのに役立ちます。ここで、 製造業における80/20の法則 運用上の問題として、すべてのカテゴリーが同じ注目に値するわけではなく、すべてのグラフが同じ行動を促すべきではないということが挙げられます。.
生産管理者向け:ダウンタイム損失を最優先に考えましょう
生産管理者にとって最も価値のあるパレート図は、欠陥の種類別の件数ではなく、原因別のダウンタイムであることが多い。例えば、包装ラインでは、オペレーターがシフト中に10種類の停止理由を報告しているにもかかわらず、詰まりの解消、段取り替えの遅延、センサーの故障によって78%分のロスが発生していることがわかるかもしれない。そうなると、対応は「すべてを修正する」から「上位3つの障害をまず安定させる」へと変わる。“
この場合、頻度だけでは不十分なので、チャートではダウンタイムの合計時間を測定基準として使用する必要があります。40回発生する短時間の停止は、1日に2時間かかる繰り返しの故障よりも重要度が低い可能性があります。パレート図をシンプルなチェックシートまたは機械停止ログと組み合わせることで、ラインとシフトごとに理由コードを一貫して記録できます。.
リーン生産方式の管理者向け:手戻り要因と隠れた工場損失に焦点を当てる
リーン生産方式の管理者は、完成品の不良率には明確に表れないものの、労働力を消費している要因を明らかにするために、パレート分析をよく利用します。家電組立工場の場合、再加工のパレート分析によって、最終検査時にドアの位置調整、配線の再配線、ファスナーの締め直しといった作業に最も多くの手直し時間が費やされていることが明らかになるかもしれません。これは、合格/不合格の数だけを追跡するよりも、はるかに強力な改善シグナルとなります。.
こうした状況では、発生頻度に基づく従来の欠陥パレート図よりも、労働時間に基づくパレート図の方がより有用となる場合があります。ある種類の再作業は発生頻度は低いものの、技術者の時間、ラインバランス調整の労力、残業コストをはるかに多く消費する可能性があります。リーン改善を目的とする場合、最適なチャートは、インシデントの数だけでなく、失われているリソースを測定するものです。.
プロセスエンジニア向け:不良品発生原因と症状カテゴリーを区別する
プロセスエンジニアには、目に見える結果を分類するだけでなく、プロセスの不安定性を特定するのに役立つパレート図が必要です。金属プレス加工では、「バリ」「歪み」「表面痕」が不良品の上位カテゴリとして挙げられるかもしれませんが、これらはあくまで症状のラベルに過ぎません。次のステップは、この図を金型摩耗、潤滑の不均一性、コイルのばらつき、プレスアライメントなどのプロセス変数と関連付けることです。.
パレート図は単独で使用するよりも、根本原因分析ツールと組み合わせて使用する方が望ましい。適切な手順は以下のとおりである。 チェックシート → パレートランキング → 5つの理由 または フィッシュボーン分析 → 試験と検証. そうしたフォローアップがなければ、チームはきれいなチャートを作成できたとしても、継続的に不良品を削減することには失敗するだろう。.
工場管理者向け:サプライヤーと苦情のカテゴリーを優先順位付けする
工場レベルでは、パレート分析は部門横断的な優先順位付けツールとして活用できます。工場長は、サプライヤーの不適合を、インシデントコスト、入荷不良品数、生産中断などの基準で評価し、顧客からの苦情は、返品量やクレーム金額などの基準でランク付けすることができます。重要なのは、工場全体で一つのマスターチャートを作成することではなく、バリューチェーンの各段階で、どの「重要な少数」のカテゴリーがパフォーマンスを低下させているかを比較することです。.
製造品質ダッシュボードを使用すれば、同じパレートの法則をライン、シフト、製品ファミリー、工場、サプライヤーごとにセグメント化できるため、この作業がはるかに容易になります。マネージャーは、静的な月次レポートを議論する代わりに、カートンの破損が特定の梱包ラインに集中しているかどうか、外観上の苦情が特定の製品ファミリーに関連しているかどうか、あるいは入荷時の寸法不良が特定のサプライヤーのロットパターンに起因しているかどうかを確認できます。.
このセグメント化されたビューは、複数ラインまたは複数拠点での事業運営において特に重要です。混合チャートでは、局所的な集中が隠蔽され、実際よりも大きな問題に見えてしまう可能性があります。チームがダッシュボードを使用してパレート分析の結果を動的にフィルタリングすることで、ランキングからアクションへとより迅速に移行できます。.
パレート図を他のツールと組み合わせるべきタイミング
意思決定が必要なときはパレート図を使用してください どこから始めればいいのか, ただし、問題の原因や対処法までは教えてくれません。繰り返し発生する品質不良の分析、ダウンタイムのレビュー、苦情のトリアージなどにおいては、構造化データ収集の上位レイヤーとして優先順位付けを行うのが最適です。上位カテゴリが明確になったら、チームは問題の種類に応じて適切なフォローアップツールに移行する必要があります。.
問題が報告の不整合にある場合は、チェックシートとより厳密なカテゴリ定義から始めましょう。問題がプロセスの不安定性にある場合は、根本原因分析とプロセス検証を実施してください。問題が複数のライン、製品、またはサプライヤーにまたがる場合は、チャートを製造品質ダッシュボードに接続し、リーダーが静的な欠陥パレート図に頼るのではなく、リアルタイムでパターンを比較できるようにしましょう。.
結論:パレート分析の知見を実践に移そう
A パレート図 このツールは、チームが一度にすべての問題を追いかけるのをやめ、品質損失の大部分を引き起こしている少数の原因に集中するのに役立ちます。これは、エンジニアリングの時間、監督者の注意、是正措置の予算が常に限られている実際の工場では重要です。しかし、チャート自体は出発点にすぎません。欠陥データの遅延、カテゴリの一貫性の欠如、または対策の追跡が行われていない場合、優れたパレート分析であっても持続的な改善にはつながりません。.
Jodoo 製造業者が手動分析から連携した品質ワークフローへと移行できるよう支援します。チームはノーコードフォームを使用して、生産ラインで欠陥を記録し、シフトや製品間で欠陥カテゴリを標準化し、そのデータを自動的にリアルタイムのパレート分析レポートや製造品質ダッシュボードに反映させることができます。そこから、是正措置ワークフローのトリガー、担当者の割り当て、期日の設定、完了状況の監視を1つのシステムで行うことができます。.

パレート分析の知見を現場での迅速な行動につなげたいなら、Jodooはリーン生産方式チーム向けの実用的なノーコードプラットフォームです。 無料トライアルを開始する または デモを予約する それが貴社の品質管理プロセスにどのように適合するかを確認するため。.

