
カテゴリー別に閲覧する
はじめに:現代の製造業において、総合的生産保全が依然として重要な理由
計画外のダウンタイムは、製造業において最もコストのかかる問題の一つです。業界によっては、機器の故障により工場は1時間あたり数千ドルの損失を被る可能性があり、大量生産環境では、実際の損害はメンテナンス費用にとどまらず、納期遅延、不良品、残業、顧客からの苦情などにも及ぶことがよくあります。そのため、, 総合的生産保全(TPM) 依然として有効である。故障によって操業全体が停止する前に、工場が設備の信頼性を向上させるための実践的な方法を提供するからだ。.
TPMは単なる保守部門のプログラムではありません。工場全体で設備に対する共同所有意識をオペレーター、技術者、監督者、管理者の間で醸成するシステムであり、日常的なメンテナンス、早期の問題発見、計画的な介入が日々の業務の一部となります。大規模な設備投資をせずに生産量を増やす必要に迫られている工場にとって、この転換は潜在的な生産能力を回復させる最も迅速な方法の一つとなることが多いのです。.
このガイドでは、 TPM つまり、それが達成しようとしている目標、8つの柱が実際の工場運営でどのように機能するか、そして製造業者が検査、異常報告、フォローアップのワークフローをデジタル化して、TPMを大規模に維持する方法について説明します。.
総合的生産保全(TPM)の実践とは
TPMは全社的な信頼性システムです
TPM 改善するための体系的なアプローチ 機器の信頼性 保守部門だけでなく、工場全体を巻き込むことで実現します。製造現場においては、オペレーター、技術者、監督者、エンジニア、サポートチームなど、あらゆる関係者が設備の安定性、安全性、性能維持に責任を持ちます。目標は単に機械の修理を迅速化することではなく、劣化を未然に防ぎ、異常を早期に検知し、設備ライフサイクル全体を通して資産性能を向上させることです。.
それが違いを生むのです TPM 従来の保守プログラムは、狭義の保守プログラムとは異なります。従来のプログラムは、故障対応と定期点検に主に焦点を当てる傾向がありますが、総合的生産保全(TPM)は、共有所有権、標準作業、継続的改善を中心に構築されています。TPMは、日常的な管理、損失分析、オペレーターのルーチン、保守計画を1つの運用システムに統合します。よく知られているTPMの柱は、このシステムの構造を提供し、それらについては次のセクションで説明します。.
総合生産保全が目指すもの
実務的なレベルでは、, TPM これは、工場が以下の4つの成果を達成できるよう支援するように設計されています。 故障の減少, 欠陥が少ない, より安全な運用, 、 そして より安定した出力. こうした結果が重要なのは、計画外のダウンタイムはメンテナンスだけでなく、スケジュール、労働力活用、資材の流れ、顧客への納品にも影響を及ぼすためである。多くの工場では、ボトルネックとなっている機械の一度の頻繁な停止が、管理者が当初予想していたよりもはるかに大きな日々の生産量低下につながる可能性がある。.
TPMは、生産結果に不具合が現れる前に設備の状態を改善することも目的としています。これには、清掃、点検、潤滑、締め付け、状態監視、および異常発生時の徹底したフォローアップが含まれます。. 自律メンテナンス そして 計画的なメンテナンス 両者は様々な方法でその目標達成を支援します。オペレーターは機械の基本的な状態管理を担い、保守チームは計画的な作業によって故障リスクを低減し、設備の寿命を延ばします。両者が協力することで、信頼性の確保は事後対応ではなく、日常的な業務へと移行します。.

TPMがOEEをサポートし、6つの大きな損失を削減する方法
TPMが現代の製造業において中心的な役割を担い続けている理由の一つは、 総合設備効率(OEE). OEEは、設備の稼働率、性能、品質の面で設備がどれだけうまく機能しているかを測定し、 TPM これら3つの要素すべてをサポートします。故障や段取り替えによる損失が減少すれば稼働率が向上し、軽微な停止や速度低下が減少すれば性能が向上し、機器関連の不具合が減少すれば品質が向上します。.
TPMが「“6つの大きな損失”故障、セットアップおよび調整による損失、アイドリングおよび軽微な停止、速度低下、工程上の欠陥、および起動時の損失。優れたTPMプログラムは、これらの損失を単発的な事象として扱うのではなく、標準的な手順、根本原因への対処、およびより良い設備管理を通じて観察、分類、および削減できる反復的なパターンとして扱います。その意味で、TPMは単なる保守の哲学ではなく、隠れた設備損失を測定可能な改善作業に変える実践的な方法です。.
実際の工場における事後対応型思考と予防型思考の比較
自動車の簡単な例で、その違いが明確になります。センサーハウジングの汚染が原因で溶接ロボットが繰り返し停止する場合、事後対応型のアプローチでは、毎回生産を再開して次の工程に進みます。TPMのアプローチでは、汚染が繰り返し発生する理由を問い、基本的な検査と清掃チェックをオペレーターに割り当て、保守担当者による定期的な検証を追加し、 TPMチェックリスト そのため、同じ停止が繰り返し発生することはありません。この対応型から予防型への転換こそがTPM導入の中核であり、工場が単発的な修理から再現性のある信頼性向上へと移行することを可能にするものです。.
実際の工場運営におけるTPMの8つの柱
工場環境では、 TPMの8つの柱 TPMが重要なのは、それらが単なる保守活動から工場運営システムへと変革するからです。8つの柱は互いに連携して機能しますが、それぞれが異なる運用上の課題を解決します。.
自律メンテナンス
自律メンテナンス これは、些細な問題が発生するたびに保守担当者の介入を待つのではなく、オペレーターが基本的な機器のメンテナンスに責任を持つことを意味します。典型的な作業には、通常の生産ルーチン中に清掃、潤滑、締め付け、点検、初期異常の発見などが含まれます。目標はオペレーターを技術者にすることではなく、機械を安定した基本的な状態に保ち、問題が故障に発展する前に報告できるように支援することです。.
電子機器組立工場では、これは多くの場合、フィーダー、センサー、空気圧、コネクタの摩耗に関する始業時のチェックとして現れます。 TPMチェックリスト 自律保全は「正常」の状態を標準化するのに役立ち、異常の判断を個人の裁量に委ねることを防ぎます。適切に実施されれば、自律保全は機器の信頼性を向上させ、保守技術者がより高度なスキルを要する作業に集中できるようになります。.
計画メンテナンス
計画メンテナンス これは、保守作業を事後対応型のスケジュール管理から計画的な介入へと移行させる柱となるものです。時間ベース、状態ベース、使用状況ベースのタスクを組み合わせることで、生産に支障をきたす前に設備の保守を行うことができます。管理者にとって重要なのは、保守間隔を実際の故障パターン、スペアパーツの入手可能性、および生産期間に合わせることです。.
食品・飲料工場では、計画的なメンテナンスには、衛生管理や切り替え期間中のシール交換、ベアリング点検、校正などが含まれる場合があります。これにより、高速ラインにおける緊急停止を減らすことができます。高速ラインでは、1つの部品の故障が上流と下流の工程を同時に停止させてしまう可能性があるからです。TPM(総合的生産保全)の導入が進むにつれて、計画的なメンテナンスはカレンダー主導型からデータ主導型へと変化していきます。.
集中的な改善
集中的な改善 この取り組みは、標準的な手順だけでは解決できない慢性的な損失を対象としています。部門横断型チームが根本原因分析を用いて、繰り返し発生する停止、微小停止、速度低下、手戻り、その他の非効率性に対処します。この柱は、大規模な設備投資プロジェクトよりも、パフォーマンス低下の小さな、繰り返される原因を取り除くことに重点を置いています。.
例えば、機械加工工場では、CNCセルが故障ではなく、センサーのずれや治具の汚染が繰り返されることで、1シフトあたり25分ものロスが発生していることに気づくかもしれません。集中的な改善チームは、原因を特定し、対策をテストし、同様の機械全体で修正方法を標準化することができます。これが、 TPM 直接接続 OEE すべての損失を保守上の問題として扱うことなく、改善を図る。.
品質維持
品質維持 機器の状態が、単なる機械の稼働時間だけでなく、一貫した製品品質を支えることを保証します。ここで重要なのは、どのような機器の状態が欠陥、ばらつき、または汚染を引き起こすのか、そして不良品が発生する前にそれらの状態をどのように制御できるのか、というシンプルな問いです。この柱は、プロセスの変動が微妙で、欠陥の発見が遅すぎる場合に特に重要です。.
例えば、射出成形工程では、温度センサーの摩耗や型締め力のばらつきによって、機械が実際に故障するずっと前から寸法ばらつきが生じる可能性があります。品質管理は、機械の状態と欠陥モードを関連付け、それらのリスクに基づいて検査および管理ポイントを設定します。そのため、この柱は電子機器、プラスチック、精密製造などの分野で非常に重要となります。.
早期機器管理
早期機器管理が適用されます TPM 新しい機械が明日のメンテナンス上の悩みの種になる前に、事前に検討することが重要です。既存の設備から得られた教訓を活かし、設備の選定、レイアウト、保守性、清掃のしやすさ、スペアパーツ戦略、そして立ち上げ計画を改善します。工場のリーダーにとって、この柱こそが、メンテナンス経験が設備投資の意思決定に影響を与え始めるポイントです。.
新しい包装機は、設計上は生産目標を達成できるかもしれませんが、潤滑箇所へのアクセスが困難だったり、段取り替えの作業性が悪い場合、初日から日々の作業に支障をきたします。設置完了前に生産、保守、エンジニアリング、品質管理の各部門を巻き込んだ早期の設備管理を行うことで、こうした問題を未然に防ぐことができます。これにより、長期的に見て立ち上げ時の損失が削減され、購入コストだけでなくライフサイクルコストも改善されます。.
研修と教育
トレーニングと教育は他のすべての柱を支える重要な要素です。なぜなら、TPMは責任の増大が能力の限界を超えると失敗するからです。作業員は異常状態を検知する方法を知る必要があり、監督者は基準を指導する必要があり、技術者はより高度な診断および信頼性に関するスキルを身につける必要があります。効果的なトレーニングは、役割に基づき、スキルを体系化し、実際の設備や損失パターンと結び付けたものであるべきです。.
一般的な製造工場では、これはオペレーターに特定の自律保全作業を完了するための資格を与え、技術者には振動解析や故障モードレビューに関するトレーニングを行うことを意味するかもしれません。最も優れた工場では、トレーニングを一度限りの教室での演習として扱うのではなく、ラインルーチン、監査、改善活動に組み込んでいます。これが、同じ設備を使用しているにもかかわらず、TPMの導入が一方のラインでは成功し、もう一方のラインでは停滞することが多い理由の一つです。.
安全、健康、環境
安全、健康、環境という柱は、機器の保守、メンテナンス作業、およびプロセス改善において、安全な運用を必須条件としています。実際には、清掃、点検、アクセス、設置、修理の際に発生する危険を特定し、設計段階でそれらを排除するか、明確な基準に基づいて管理することを意味します。安全に清掃したり適切に点検したりすることが難しい機械は、最終的にメンテナンスと安全の両方に問題を引き起こします。.
例えば、飲料ボトリング工場では、濡れた床、化学物質への曝露、詰まり解消時のラインへの立ち入りなどが日常的なリスク要因となります。TPM活動には、ロックアウト・タグアウトの遵守、安全な清掃手順、安全対策を講じたアクセス、人間工学に基づいたメンテナンス作業を含める必要があります。この柱はTPM活動と並行して行うべきではなく、あらゆるTPMルーチンの設計方法を形成するものでなければなりません。.
オフィスTPM
オフィスTPMは、損失削減を製造現場だけでなく、計画、購買、スケジューリング、文書作成、サポートといったプロセスにも拡大します。設備関連の損失の多くは、承認の遅延、部品の不足、作業指示書の不明瞭さ、マスターデータの不備などが原因で発生したり、長期化したりします。この柱は、保守作業の実施と生産の安定性を損なう管理上の遅延を解消するのに役立ちます。.
電子機器工場には熟練した技術者が待機しているかもしれないが、スペアパーツの発注承認に2日かかったり、部品表(BOM)の記録が不正確だったりするため、ダウンタイムが繰り返される。オフィスTPMは、生産ラインと同様の規律で、こうしたプロセス上の問題点に対処する。オペレーションリーダーにとって、これはTPMの個別成功と工場全体の一貫性の実現を分ける決定的な要素となることが多い。.
これら8つの柱を合わせると、 TPM 厳密なチェックリスト作業に陥ることなく、導入を進めることが重要です。オペレーター、保守担当者、エンジニアリング担当者、品質管理担当者、そして事務担当者がそれぞれどのように機器の信頼性と性能に貢献しているかを明確にします。これらの柱は、日々のルーチンとして定着して初めて価値を生み出します。TPMの導入はまさにそこから始まります。.

TPM導入によって工場が事後保全から日常的な規律へと移行する方法
リーダーシップのコミットメントと小規模なパイロットプロジェクトから始める
TPM プラントがTPMを運用システムの変更ではなく保守活動として導入しようとすると、導入はたいてい失敗に終わります。プラントのリーダーシップは明確な期待値を設定する必要があります。オペレーターは基本的な設備管理を担当し、監督者は日常業務を徹底し、保守技術者は絶え間ない故障対応ではなく、計画的な作業により多くの時間を費やすようにします。こうした取り組みが重要なのは、成熟したTPM製造環境はポスターやキックオフミーティングによって改善されるのではなく、役割の明確化、時間の配分、そしてレビューの規律によって改善されるからです。.
実用的な始め方は、工場全体ではなく、1つのパイロットラインから始めることです。食品・飲料工場では、ダウンタイムが目に見えるため、切り替えが頻繁に行われ、小さな停止でも日々の生産量に直接影響するため、包装ラインが有力な候補となることがよくあります。スナック菓子メーカーが、以下の点を考慮してパウチ包装ラインを選定したとします。 28% 6つの生産ラインのうちの1つに過ぎないにもかかわらず、週ごとのダウンタイムはこれだけにとどまる。そのため、管理しやすいほど具体的であり、かつ迅速に価値を証明できるほど重要である。.
新しいルーチンを設計する前に、現在の損失を評価する
TPMチェックリストを作成したり、新しいタスクを割り当てたりする前に、チームは生産ラインでどのように時間がロスされているかを正確に把握する必要があります。包装ラインの場合、工場長、生産監督者、保守責任者が3か月分の記録を確認し、フィルムの追跡問題、シール温度のずれ、センサーの汚染、コンベア搬送セクションでの予期せぬ停止という4つの繰り返し発生する問題を特定します。このステップにより、TPMの導入は憶測ではなく、実際の損失と結び付けられます。.
チームは、これらの不具合を、現場の誰もが理解できるシンプルな運用上のカテゴリーに落とし込むべきです。例えば、生産ラインでは、軽微な停止で週6.5時間、故障で週4時間のロスが発生している一方、短時間の停止と再開後に不良品が急増しているといった具合です。この基準値は、工場が設備の信頼性向上に取り組むための出発点となり、新しい手順が効果を発揮しているかどうかを管理者が判断するのに役立ちます。.
各シフトの明確な責任範囲を定義する
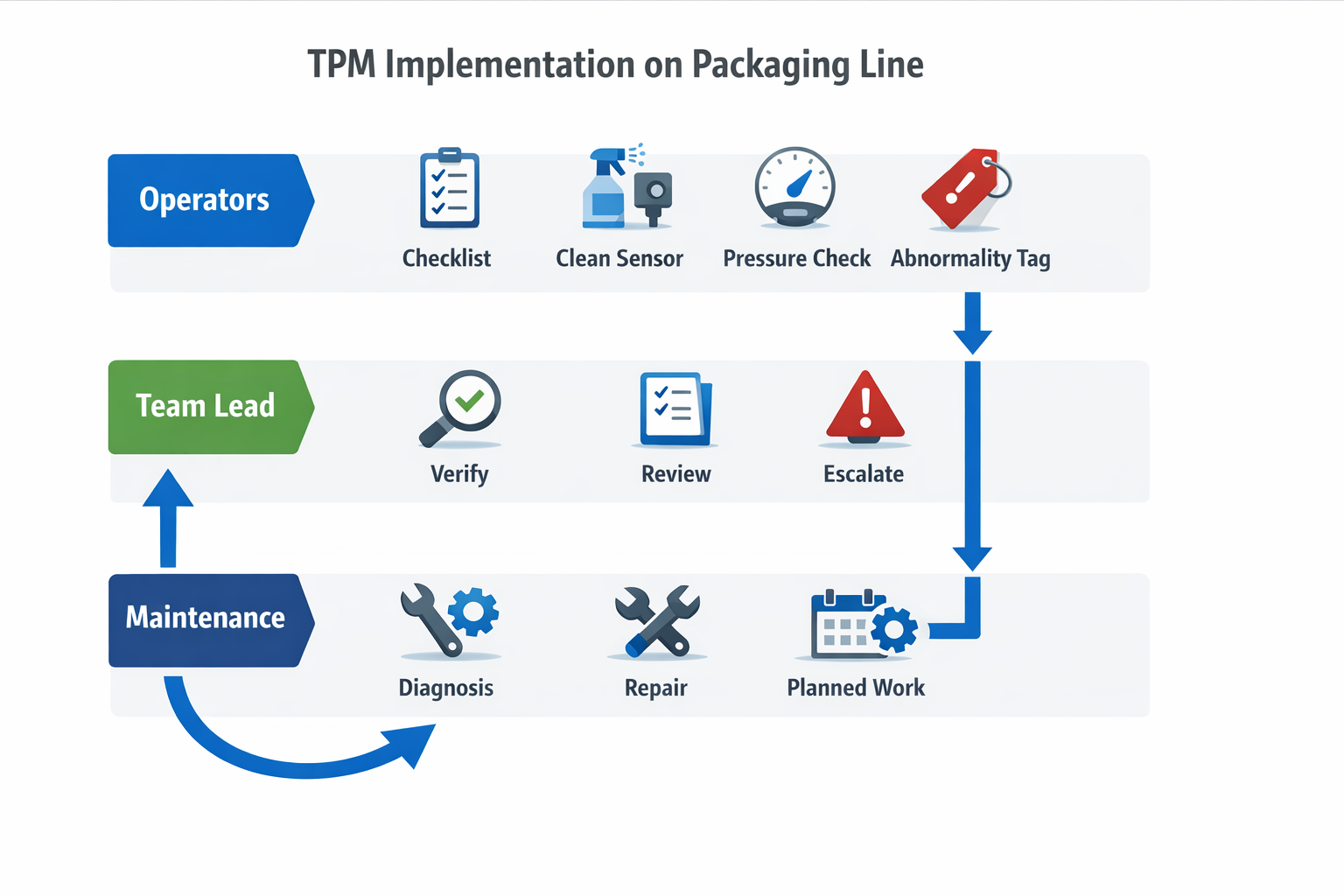
事後対応型のメンテナンスから日常的な規律へと移行する上で最も重要な橋渡しの一つは 役割の定義. オペレーターには漠然とした「メンテナンス」を依頼するのではなく、センサーレンズの清掃、空気圧の確認、緩んだファスナーの点検、潤滑箇所の確認、異常箇所のタグ付けなど、具体的な自律メンテナンス作業を割り当てるべきです。メンテナンス技術者は、工具、部品、または専門的なスキルを必要とする技術的な診断、修理、状態監視、および予防的介入について引き続き責任を負います。.
包装ラインでは、監督者が責任を3つの階層に分けています。作業員はシフト開始時とシフト終了時の点検を行い、チームリーダーは作業完了を確認し異常があれば報告し、保守技術者は優先順位に従ってタグ付けされた問題に対処します。明確な役割分担こそが、TPMの柱を現場で機能させる鍵となります。各作業は部門間をたらい回しにされることなく、適切なスキルレベルに割り当てられるのです。.
シンプルで分かりやすい基準で自律メンテナンスを導入しよう
自律保全は基本から始めるべきです。つまり、清掃、点検、締め付け、潤滑、そして異常状態の早期発見です。パイロット包装ラインでは、チームは各シフトごとに、シールジョー、フィルムローラー、光電センサー、エアレギュレーター、緊急停止装置、コンベアガードを網羅した短いTPMチェックリストを作成します。このチェックリストは、オペレーターがチェックできる項目に意図的に限定されています。 10~15分 起動速度を低下させたり、安全性を損なったりすることなく。.
最初の数週間は、完璧なコンプライアンスよりも、異常な状態を可視化することに重点を置くべきです。清掃中に、ある作業員はセンサーブラケット周辺に製品の粉塵が溜まっていることに気づき、別の作業員はガイドレールのボルトが緩んでいるのを発見し、さらに別の作業員は空気圧フィーダーの圧力が不安定であることを報告します。チームはこれらを個別の不具合として扱うのではなく、それぞれの問題にタグを付け、発生場所を記録し、すぐに修正できるのか、それともメンテナンスによるサポートが必要なのかを記録します。.
ここは多くの人が TPMの実装 取り組みは、成果を上げるか、停滞するかのどちらかです。オペレーターが異常を報告しても誰も対応しない場合、システムはすぐに事務処理になってしまいます。監督者が各シフトで異常を確認し、保守担当者が合意された時間枠内で対応を完了すれば、オペレーターは自律保全を余分な事務作業ではなく、ラインの状態を真に制御できるものとして認識し始めます。.
計画的なメンテナンスを強化し、消火活動を減らす。
保守計画が不十分な場合、自律保全だけでは生産ラインの安定化は実現しません。包装ラインで繰り返し発生する問題が明らかになったら、保守チームはそのデータを利用して、シールアセンブリ、搬送コンベアのベアリング、粉塵にさらされる空圧部品など、故障しやすい箇所の計画保守間隔を短縮します。目的は、単に作業量を増やすことではなく、既知の故障パターンに基づいた計画保守へと、緊急修理への対応をシフトすることです。.
例えば、あるチームは、シールジョーのずれが原因で、長時間の生産稼働後に1ヶ月で3回の操業停止が発生したことを発見しました。そこで、計画的な操業停止期間中に、週ごとの位置合わせチェックと摩耗部品の定期交換を実施することで対応しました。この変更により、故障対応の依頼件数が減り、技術者は根本原因究明作業により多くの時間を割けるようになりました。これは、TPM(総合的生産保全)を一時的な対策ではなく、標準的な業務として定着させるために不可欠です。.
オペレーター、スーパーバイザー、保守担当者の間でエスカレーション手順を確立する
日々の業務における規律は、迅速かつ予測可能なエスカレーションに依存します。包装ラインでは、異常は「即時修正」「監視」「エスカレーション」の3つのカテゴリに分類されます。センサーの汚れは作業員が清掃して再確認できますが、センサーの汚染が繰り返される場合は監督者に報告して確認してもらいます。また、空気圧の不安定さやシール不良の繰り返しは、生産量や製品品質に影響するため、直接メンテナンス部門に報告します。.
この構造により、各役割が混乱なく業務を遂行できます。オペレーターは問題を特定して封じ込め、監督者は生産を安全に継続できるかどうかを判断し、保守技術者は生産への影響と再発性に基づいて介入の優先順位を決定します。これをうまく実行している工場では、保守作業の構成に目に見える変化が見られることがよくあります。多くの工場では、事後対応型の作業に多くの時間が費やされています。 50%~80% 規律が改善される前にメンテナンス作業が優先されるため、予防作業を行う余地はほとんど残らない。.
結果を頻繁に見直し、効果的な方法を標準化する
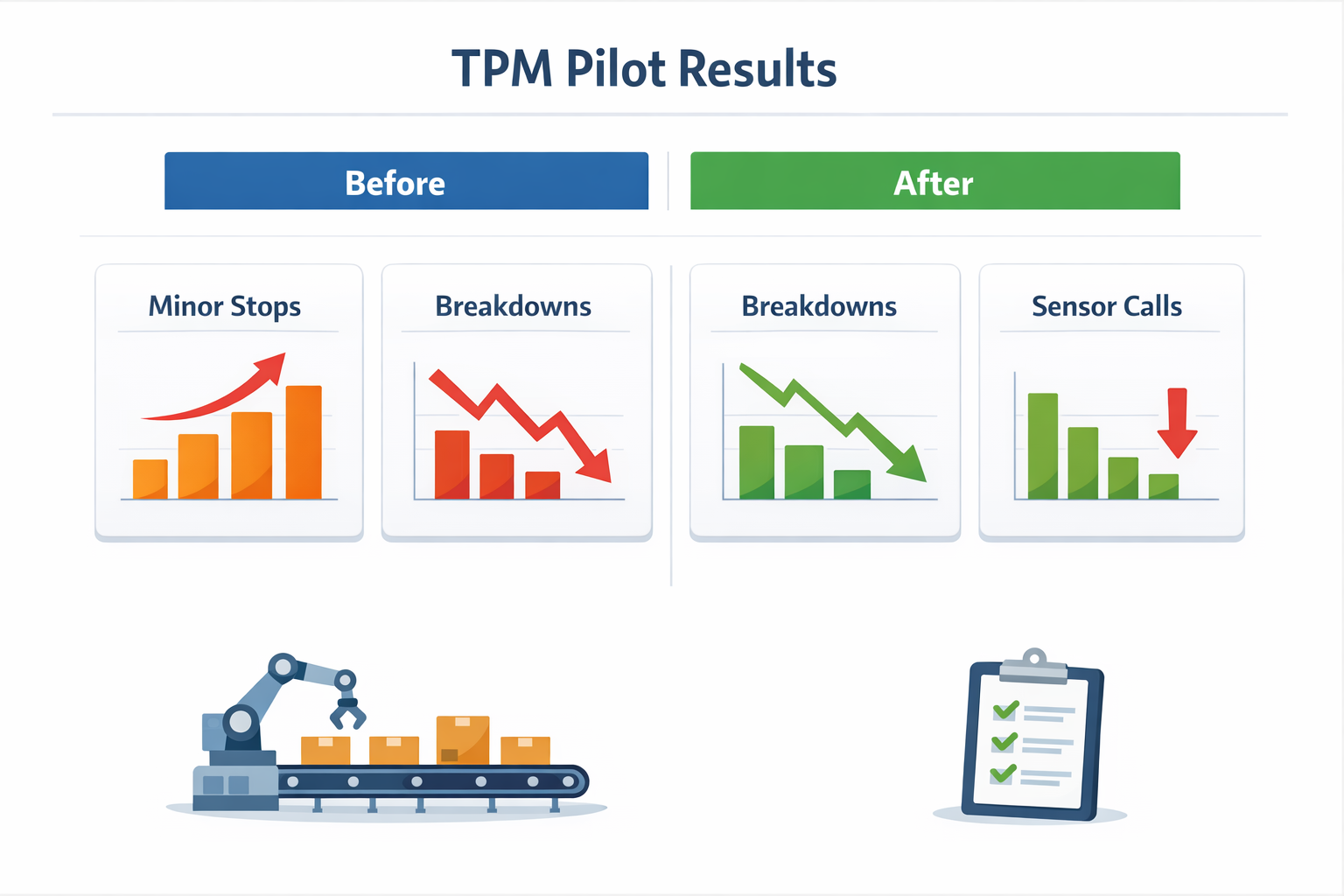
パイロットラインは、最初は少数の運用指標を用いて毎週レビューを行うべきである。包装ラインについては、チームは軽微な停止、故障時間、故障間隔平均時間、チェックリスト完了率、および機器ごとの繰り返し発生する異常を追跡する。このレビュー頻度によって、工場はルーチン作業が損失を削減しているのか、それとも単に記録数を増やしているだけなのかを判断することができる。.
8週間後、この路線は早期改善を示し、軽微な停止時間は減少しました。 18%, 故障時間は 22%, また、センサー関連の問い合わせが頻繁に発生するようになったのは、清掃頻度とブラケットの点検が標準化されたためです。さらに重要なことに、保守チームは生産ピーク時の予期せぬ介入が減少したと報告しています。この段階で、パイロットプロジェクトを改良し、第2ラインに拡大することができます。その際、TPMチェックリスト、エスカレーションルール、計画保守のトリガーは、第1ラインで実際にチームが学んだことに基づいて更新されます。.
Jodooを使用してTPMワークフローをデジタル化する方法
一度あなたの TPM 計画が紙上で定義されたとしても、次の課題は実行の一貫性です。多くの工場では、この実行段階で苦労しています。作業員は自主保全点検を紙で行い、管理者は不足している記録を探し、保守チームは異常報告を遅すぎたり、十分な詳細情報がないまま受け取ったりして、対応が遅れています。デジタルワークフローレイヤーは、TPM活動の記録、エスカレーション、および日々のレビュー方法を標準化することで、このギャップを埋めるのに役立ちます。.
Jodoo TPM製造ワークフローのデジタル化のための柔軟なノーコードプラットフォームとして、このニーズに合致しています。特に、工場が長期にわたるソフトウェアプロジェクトを必要とせずに、より優れた現場データ収集と部門横断的なフォローアップを求めている場合に最適です。高度なスペアパーツ計画や高度な資産管理のための本格的なCMMSとして位置づけられているわけではありません。むしろ、生産チームと保守チーム全体にわたるTPMチェックリストの実行、異常報告、作業指示の引き継ぎ、設備の信頼性追跡のための運用レイヤーとして機能します。.
発生源での日々のTPMチェックをデジタル化する
多くの工場では、総合的生産保全の最も弱い部分は、基準そのものではなく、日々の作業を完了させる規律である。 Jodoo, これにより、チームは紙ベースの自律メンテナンス手順を、オペレーターが機械のそばで記入できるモバイルフォームに変換できます。フォームには、清掃、点検、潤滑、トルクチェック、写真、備考などの必須項目が含まれています。これにより、シフトをまたいで標準作業を容易に実施でき、記録の不備や判読不能といったよくある問題を軽減できます。.
フォームは構成可能なので、TPMチェックリストは設備、ライン、製品ファミリー、またはシフト条件に合わせてカスタマイズできます。包装ラインではシール温度の確認やセンサーの清掃が必要になる場合があり、SMTラインではフィーダーの状態、ノズルの清浄度、空気圧の安定性に重点を置く必要があるかもしれません。これは、総合的生産保全の柱が機能するのは、工場全体でコピーされた汎用的なチェックリストではなく、設備の実際の故障モードを反映した日常業務が行われている場合にのみであるため、重要な点です。.
故障に発展する前の経路異常
デジタルチェックは、何か問題があった場合に適切な措置が講じられる場合にのみ有用である。. Jodoo 異常の種類、機械の重要度、または深刻度レベルに基づいて異常を自動的にルーティングできるため、緩んだガード、オイル漏れ、繰り返し発生するアラーム、または振動の増加傾向がノートやシフトログに埋もれてしまうことはありません。オペレーターは写真、タイムスタンプ、および機械IDを添えて異常を送信でき、ワークフローによって適切な保守技術者または監督者に即座に通知されます。.
これは、自律保全と計画保全の境界において特に有効です。オペレーターは基本的な清掃、点検、締め付け作業は行えますが、ベアリングの温度問題が繰り返し発生する場合に、潤滑、アライメント調整、または計画的な介入が必要かどうかを判断する権限を委ねるべきではありません。体系化されたエスカレーションフローは、生産チームと保守チームが、今すぐ対応すべき項目と次回のシャットダウン時に計画すべき作業を区別するのに役立ち、不要な停止時間を発生させることなく機器の信頼性を向上させる上で非常に重要です。.
TPMの調査結果を保守作業指示書に結び付ける
多くの工場では、TPMデータとメンテナンスの実施状況が別々の部門に分散している。あるチームがチェックシートに記入し、別のチームが修理を管理するため、繰り返し発生する異常が実際に解決されているかどうかを明確に把握できる人がいない。. Jodoo 検査結果と異常報告を、保守作業指示書、承認、ステータス更新、および完了記録と、1つの連携したワークフローにリンクさせることで、そのギャップを埋めるのに役立ちます。.

例えば、オペレーターがコンベア上でチェーンの滑りが繰り返し発生していることを報告した場合、システムは自動的にメンテナンス作業を作成し、担当技術者に割り当て、問題が一時的に修正されたか完全に解消されたかを追跡できます。また、管理者は、問題が通常のメンテナンス範囲を超える場合、ダウンタイムの承認、スペアパーツの要求、またはエンジニアリングレビューのためのルーティングルールを追加することもできます。このような連携により、現場での観察結果が個別のレポートではなく、追跡可能なアクションに変換されるため、TPM(総合的生産保全)の導入が促進されます。.
追跡状況と機器のパフォーマンスをリアルタイムで確認
TPMにおける一般的な弱点は、活動不足ではなく可視性の欠如です。チームは検査を完了し、作業依頼を発行するかもしれませんが、それでも未完了の作業、繰り返される故障、またはどの機械が最も多くの異常を発生させているかを把握するのに苦労します。 Jodoo ダッシュボードを使用することで、生産管理者や保守管理者は、TPMチェックリストの完了率、ラインごとの未解決の異常、応答時間、期限切れのタスク、および繰り返し発生する問題のカテゴリをリアルタイムで監視できます。.
この可視性によって、管理者は総合的生産保全(TPM)の柱が日々の業務に実際に反映されているかどうかを確認できます。あるラインのTPMチェックリスト完了率が98%であっても、汚染問題や軽微な停止が繰り返し発生している場合、問題はチェックリストの質、オペレーターの能力、または完了時の規律の弱さにある可能性があり、単にコンプライアンスの問題だけではないかもしれません。実際には、デジタル追跡によってTPMレビューはより事実に基づいたものになり、管理者が日次または週次の会議前に手動でデータを収集する時間を短縮できます。.
電子機器工場からの実例
ある電子機器工場では、SMT装置と最終組立支援機の紙ベースの自動保守点検をJodooに置き換えました。作業員は各シフトの開始時にモバイル点検を実施し、フィーダーの清掃状況、空気圧の測定値、異常音のチェックなどの写真を撮影しました。不具合が発生した場合は、自動的に保守チームに通知が送信されます。生産管理者は、リアルタイムのダッシュボードを使用して、期限切れの作業、機械ごとの異常の繰り返し発生状況、生産量に最も影響を与えている問題などを確認しました。.
この種のセットアップは、工場がすべての保守システムを一度に再設計することを強制することなく、TPMの実装をサポートするため価値があります。工場は、より広範な資産管理のために既存の保守計画ツールを維持しながら、 Jodoo 最前線での報告、エスカレーション、継続的改善のための実行レイヤーとして機能します。主要なTPMルーチンを紙やスプレッドシートで実行している工場にとっては、これが機器の信頼性向上と迅速なフォローアップを実現するより現実的な方法となる場合が多いのです。.
結論:より信頼性の高いTPMシステムを構築する
総合的な生産保全 TPMは、単なる保守プログラムとしてではなく、信頼性を確保するためのオペレーティングシステムとして扱われたときに効果を発揮します。工場では、TPMの柱となる要素が明確な日常業務に落とし込まれ、作業員や技術者が定められた役割を遂行し、管理者が損失、異常、およびフォローアップ措置を継続的にレビューすることで、成果が得られます。これこそが、TPMを単なる取り組みから、持続的な工場運営の規律へと変える鍵となります。.
実務上の目標は単純明快です。故障の減少、品質損失の削減、機器の安全な使用、そして長期的なOEE(総合設備効率)の向上です。しかし、これらの成果は現場での実行品質に左右されます。検査が紙ベースにとどまり、異常タグが追跡されず、作業指示の引き継ぎが電話やチャットメッセージに頼っている場合、TPM(総合的生産保全)はすぐに勢いを失ってしまいます。.
ノーコードのリーン生産プラットフォームとして、, Jodoo TPMチェックリスト、自律保全点検、異常報告、保守引き継ぎ、設備信頼性追跡などを、大規模なカスタム開発なしに工場でデジタル化できるよう支援することで、実行レイヤーをサポートします。これにより、生産ライン全体でルーチンを標準化し、期限切れの作業を監視し、リアルタイムの可視性によって継続的な改善を維持することが容易になります。.
TPM の拡張と管理を容易にしたい場合は、 無料トライアルを開始する または デモを予約する Jodooを使って。.

