Introduction: What the Lean Manufacturing Principles Actually Mean on the Factory Floor
A factory can post strong output one week and still lose margin the next because waste is hiding in plain sight. In many plants, the biggest losses do not come from a single major breakdown but from small daily failures: excess motion, waiting time, overproduction, rework, and poor handoffs between planning and production. That is exactly why the lean manufacturing principles still matter. They give operations managers and plant leaders a practical way to identify what creates customer value and remove everything that does not.
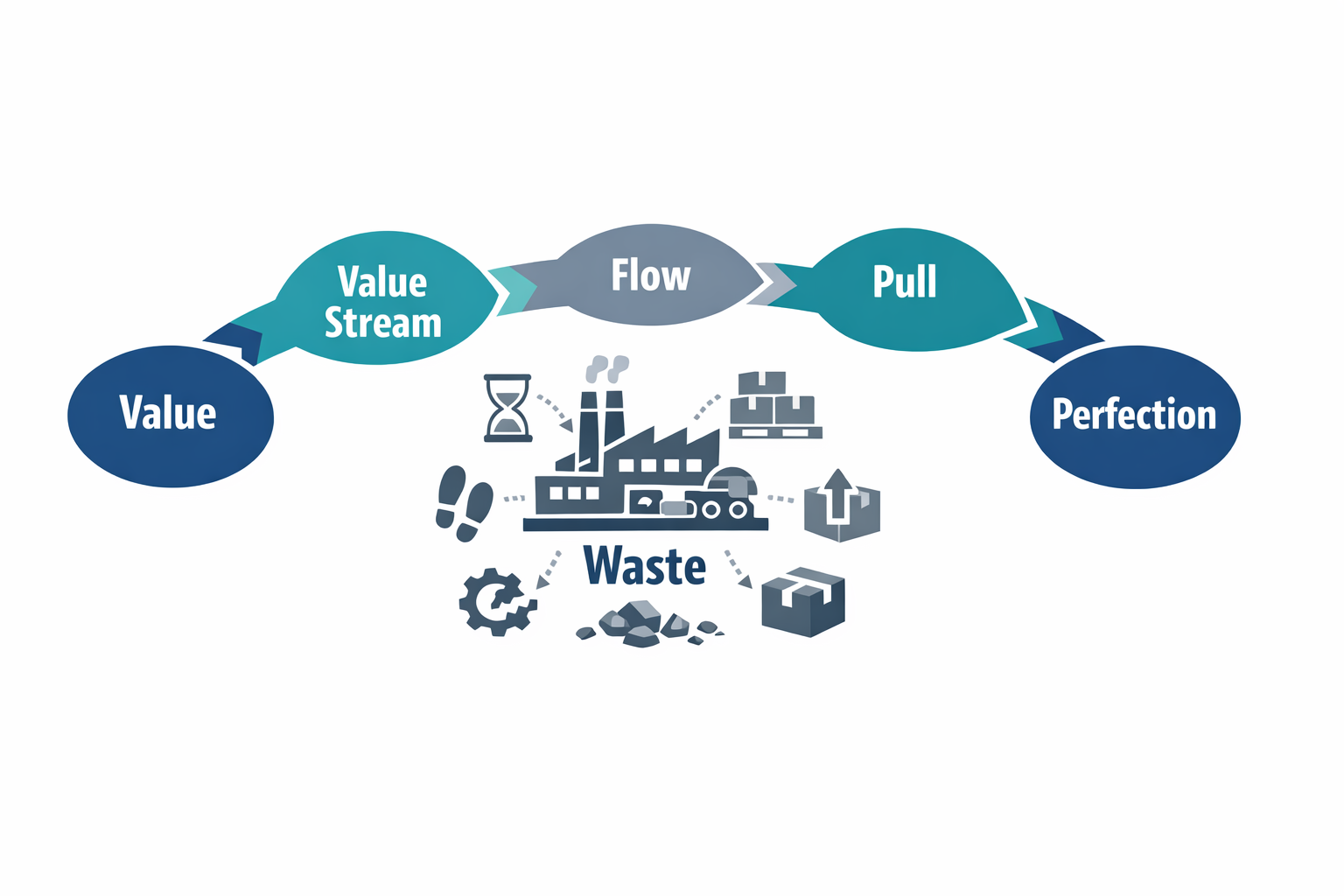
At a basic level, lean manufacturing is a system for delivering more value with less waste. The five principles of lean manufacturing, often summarized as value, value stream, flow, pull, and perfection, remain foundational because they apply across real factory environments, from automotive parts machining to electronics assembly to food packaging. In many factories, only a small share of total lead time is spent on actual value-adding work. The rest is often absorbed by waiting, handoffs, rework, approvals, and data entry.
This article explains what each principle means in practice, where factories typically struggle, and how teams can turn lean manufacturing from a workshop concept into a repeatable daily management practice. We will bridge the gap between theory and execution, including how digital tools such as Jodoo can help standardize lean routines, capture real-time data, and sustain improvement over time.
Principles 1 and 2: Define Value and Map the Value Stream
The first two lean manufacturing principles set the direction for everything that follows. In lean manufacturing, you do not start by speeding up work or adding automation. You start by asking what the customer is actually paying for, then tracing how work moves across the factory to see where that value is created, delayed, or diluted. This is the foundation for later principles such as flow, pull, and perfection. At this stage, the goal is clarity, not execution.
Define Value from the Customer’s Perspective
To define value in lean manufacturing, you need to look beyond internal activity and focus on what the customer considers worth paying for. In an electronics assembly plant, for example, the customer values a PCB assembly that meets specifications, arrives on time, and performs reliably in the field. They are not paying for operators to walk back and forth for labels, for supervisors to re-enter production data into spreadsheets, or for extra approvals that do not improve product quality. Value is always tied to product function, delivery, quality, and sometimes traceability or compliance.
This sounds simple, but many plants still define value from the factory’s perspective rather than the customer’s. A production manager at a consumer electronics plant may assume every inspection step adds value because it shows control. In reality, only inspections that prevent defects from reaching the customer may be necessary; repeated checks caused by unstable upstream processes are usually a waste. Lean thinking separates work that changes the product in a way the customer wants from work that only consumes time, labor, or system capacity.
A useful test is to ask three questions. Does the activity transform the product or service in a way the customer values? Is it done right the first time? Would the customer willingly pay for it if they saw it on the invoice? If the answer is no, it is either non-value-added or necessary, but still something to reduce over time.
What Value Looks Like Across Factory Functions
Value is not defined only on the production line. In food manufacturing, value may include accurate batch traceability, correct allergen labeling, and temperature-controlled handling because these directly affect customer safety and compliance. In maintenance, value is not the paperwork itself but the restored availability of a critical filler, oven, or packaging machine. In quality, the value is defect prevention and compliance assurance, not simply generating more records.
This cross-functional view matters because waste often hides outside direct production. A material handling team may move pallets three times before they reach the line, yet none of those moves improve the product. A QA technician may perform two similar sign-offs in different systems because one is required by the plant and one by the department. These examples show why defining value must cover the full operating system, not only machine cycle time.
Map the Value Stream to Separate Work from Waste
Once the value is defined, the next step is to map the value stream by documenting every major step required to deliver that value. This includes information flow as well as material flow. In practice, that means following the product from order release to shipment and documenting where production, quality, maintenance, warehousing, and planning touch the process. In many complex processes, the gap between the time spent on value-adding work and total lead time can be significant. Value stream mapping helps teams see where time is spent, where inventory accumulates, and where decisions stall. Instead of arguing from opinion, departments can work from a shared process view.
For instance, a packaged snack factory launching a new SKU for a regional retailer may find through mapping the full value stream that the line changeover takes only 25 minutes, while recipe approval waits 2 hours, packaging material verification happens twice, finished goods release requires manual signatures from three people, and production quantities are keyed into both ERP and a separate shift report. None of these steps improves taste, fill accuracy, or shelf readiness. Mapping the value stream makes those hidden losses visible in one picture.
Value Stream Examples from the Factory Floor
A good value stream map could make waste visible at the activity level, not just label a process as “inefficient.” For example, an industrial bakery may find that dough weight is checked at the mixer, checked again during forming, and reviewed once more at packing. However, these repeated inspections do not reduce risk or improve customer value. An automotive components plant may find a different form of waste: operators walking to a distant terminal every hour to confirm output because production data is not captured at the station. In both cases, the value stream map clearly shows where labor is being spent on activities that do not directly improve the product or delivery outcome.
Duplicate data entry is a common issue in most factories. A maintenance technician may record a machine stoppage on paper during the shift, enter the same downtime code into a spreadsheet later, and then have a planner summarize it again for the morning meeting. Rewriting the same information three times does not make the equipment more reliable; it only delays follow-up and weakens data accuracy. A connected digital form and workflow, such as one built on Jodoo, can capture the event once at the source and route it automatically to dashboards, maintenance follow-up, and management reporting.
Approval bottlenecks can also surface during value stream mapping, especially when information flow controls whether finished goods can move. In a beverage plant, for example, a batch may be physically ready for shipment, but it cannot be released until the COA is reviewed and approved. If that review waits in a manager’s inbox while the manager is away from the production area or tied up in another meeting, the product sits idle even though manufacturing is complete. By mapping that approval step as part of the value stream, the team can see information delay as a real constraint on delivery.
Why These Two Principles Matter before Moving Forward
Principles 1 and 2 prevent lean initiatives from drifting into local optimization. If you have not clearly defined values, teams may improve activities that customers do not care about. If you have not mapped the value stream, you may speed up one workstation while the real delay sits in approvals, material staging, or data handling. That is why the first two of the 5 principles of lean manufacturing are diagnostic: they establish the baseline for smarter decisions later.
Just as importantly, these principles help teams align across functions. Production may focus on output, quality on compliance, maintenance on uptime, and logistics on dispatch, but value stream thinking connects those goals into one end-to-end delivery system. Once that baseline is visible, the plant is ready to move into the next stage of lean improvement with much less guesswork.
Principle 3: Create Flow by Removing Bottlenecks, Delays, and Rework
Once teams have defined value and mapped the value stream, the next step is to make work move without interruption. Flow means materials, operators, machines, and information progress from one step to the next with as little waiting, backtracking, and rework as possible. This is the point where lean manufacturing stops being a diagram on a whiteboard and becomes visible on the factory floor in cycle times, queue lengths, and response speed. The flow principle focuses specifically on uninterrupted movement, not demand-triggered replenishment.
What Flow Looks Like on the Factory Floor
A factory has flow when each process hands off work at the right time, in the right condition, and with the right information. That includes physical flow between stations, but it also includes digital flow such as inspection results, machine alerts, maintenance requests, and production status updates. If a line runs well but supervisors still wait 30 minutes for defect information, flow is still broken. In practice, good flow reduces lead time, improves on-time delivery, and exposes problems faster.
Research from the Lean Enterprise Institute and industry benchmarking studies consistently shows that waiting time often makes up far more of total lead time than actual processing time. In many plants, value-added processing accounts for less than 10% of total throughput time, while the rest is queueing, transport, checks, and delays between decisions. That is why improving flow can create major gains without buying new equipment. The objective is not to make every machine run at maximum speed, but to make the entire process move smoothly.
Reduce Queue Time between Stations
One of the clearest lean manufacturing examples is cutting the time work spends waiting between operations. In an electronics assembly plant, printed circuit boards may pile up between surface-mount assembly and final testing. The machines may be performing well individually, but the total line lead time keeps stretching because batches sit in carts for hours before the next step. By reducing batch size, balancing operator assignments, and setting a visual limit on work-in-process, the plant can move boards faster through the line without adding another tester.
Queue reduction works best when managers measure waiting as seriously as they measure output. Instead of only tracking units produced per shift, track average queue time between major steps, first-pass yield, and the number of jobs waiting beyond standard time. A simple dashboard that shows red, yellow, and green queue status by station can help team leaders intervene before small delays become a missed shipment. Digital tools such as Jodoo can standardize WIP tracking and trigger alerts when work remains idle too long.
Standardize Work to Keep Movement Consistent
Flow depends on predictability, and predictability comes from standard work. If operators perform the same changeover, inspection, or material issue process in different ways, the line speed will vary shift by shift. In a food packaging plant, for example, one line may complete flavor changeovers in 18 minutes while another takes 32 minutes because cleaning checks and startup settings are not documented the same way. Standardized work instructions, setup checklists, and digital confirmation steps make the flow more stable because each handoff happens the same way every time.
Standardization should be practical, not bureaucratic. The best work instructions are visual, easy to access, and tied directly to the station where the task happens. A tablet-based instruction sheet with photos, machine parameters, and quality checkpoints is more useful than a thick SOP binder in a supervisor’s office. When flow improves, you usually see fewer minor stops, less variation between shifts, and faster onboarding for new operators.
Shorten Response Time for Quality Issues
Flow is not only about moving quickly; it is about keeping defects from stopping downstream work. Imagine a beverage bottling plant where fill-volume deviations are discovered only during end-of-line quality review. By that point, thousands of bottles may already be packed, quarantined, or waiting for re-inspection. If the plant shortens the quality feedback loop by using in-line checks, automatic alerts, and immediate escalation to the line leader, it can correct the issue within minutes instead of at the end of the shift.
This matters because rework and delayed decisions break flow more than many teams realize. A defect that is identified late creates hidden queues in inspection, sorting, and approval. Faster containment protects throughput as well as quality. With a no-code workflow in Jodoo, a failed check can automatically notify QA, log the incident, assign corrective action, and update the production dashboard in real time to make sure the response does not depend on phone calls or paper forms.
Use Visual Controls to Prevent Stoppages
Visual controls help people see flow conditions before output is affected. These can include line status boards, andon signals, hourly output tracking, replenishment markers for packaging materials, and maintenance tags that show whether a machine is cleared for use. In a garments factory, for example, sewing lines often lose momentum not because of a major machine breakdown but because trims, labels, or revised spec sheets arrive late to the next bundle handoff. A clear visual board that shows style status, pending approvals, and material readiness can prevent these micro-stoppages from spreading across the line.
The best visual controls are simple enough to be understood in seconds. Operators should not need to open multiple spreadsheets or call another department to know whether work can move. When visual signals are linked to live shop-floor data, supervisors can respond earlier and with more confidence. That is especially useful in multi-shift plants where continuity depends on clean communication between teams, not just machine uptime.
Flow Improvement Should Connect People, Machines, and Information
Many factories improve physical movement but forget information movement. A pallet may reach the next station on time, but if the production order, inspection release, or tooling confirmation is missing, the work still stops. Strong flow links material handling, operator tasks, equipment status, and decision-making into one operational rhythm. That is why leading plants increasingly digitize production reporting, deviation handling, and shift handovers instead of relying on disconnected boards and spreadsheets.
In the sequence of flow, pull, and perfection, flow comes before pull because stable movement makes downstream control possible. If your process is still full of waiting, unclear handoffs, and slow quality response, demand signals alone will not fix performance. On the factory floor, lean manufacturing is visible when orders move with fewer interruptions and fewer unclear handoffs.
Principles 4 and 5: Establish Pull and Pursue Perfection through Continuous Improvement
Once you finish defining value, mapping the value stream, and stabilizing flow, the next step is making production respond to real demand instead of forecasts alone. Establishing pull could tell the factory when to produce or replenish, while pursuing perfection is the discipline of improving that system every day. At this point, the 5 principles start to work as one operating system rather than separate improvement tools.
Pull Means Replenish Only when Demand Signals It
Pull is often misunderstood as simply “keeping less inventory,” but on the shop floor, it is much more specific than that. It means an upstream process produces only when a downstream process consumes material, sends a kanban signal, or confirms an order requirement. In practice, that signal can be a physical card, a barcode scan, a supermarket withdrawal, or a digital replenishment trigger inside a production app.
Imagine a production manager at an electronics assembly plant that builds industrial control boards in multiple variants. Instead of releasing large batches of PCBs based on a weekly plan, the final assembly line consumes kits from a controlled supermarket, and each withdrawal triggers replenishment for the exact quantity used. This keeps work-in-process lower, shortens response time for high-mix orders, and helps the plant avoid building the wrong variant ahead of demand.
This matters because excess production is one of the most expensive forms of waste in manufacturing. According to industry studies, manufacturers that adopt demand-driven replenishment and pull scheduling often reduce inventory levels by 20% to 50% while also improving service performance. For operations leaders, that translates into less cash tied up in stock, fewer urgent rescheduling decisions, and more predictable output.
Practical Examples of Establishing Pull on the Factory Floor
In a food and beverage plant producing bottled sauces, pull can work at the packaging stage rather than across the entire factory at once. For example, when finished-goods inventory for a specific SKU drops below a defined minimum, that consumption signal authorizes a refill run on the labeling and packing line. The cooking process may still follow a constrained schedule due to batch and shelf-life requirements, but downstream packaging is replenished based on actual withdrawal, not assumption.
A garment manufacturer offers another useful example. If retail or distributor orders are confirmed daily, cutting and sewing can be scheduled in smaller make-to-order waves instead of launching large speculative runs by color and size. That does not eliminate planning, but it aligns release quantities more tightly with what customers are actually buying, which is the core idea behind pull.
These examples show that the manifestation of this principle may vary depending on different industries. In one factory, it may be kanban replenishment between stations; in another, it may be make-to-order scheduling triggered by confirmed customer demand. But the principle stays the same: upstream activity starts only when the downstream need is real and visible.
Perfection Is Not a One-Time Project
The fifth principle, perfection, is where many lean manufacturing efforts either mature or stall. Perfection does not mean reaching a flawless state and staying there; it means building a repeatable habit of exposing gaps, solving them, and then raising the standard again. In other words, once pull is in place, teams keep refining changeover time, replenishment rules, quality feedback, and operator work methods.
Consider a snack food plant that has already implemented pull signals for packaging materials and seasoning replenishment. The line now runs more smoothly, but the team notices that minor stoppages still disrupt refill timing during flavor changeovers. Instead of treating that as an isolated event, they log the stoppages, assign corrective actions, review trends in daily meetings, and update standard work so the next changeover is faster and more consistent.
In real operations, perfection is less a slogan than a closed-loop management process. The most effective plants use short kaizen cycles, visible action ownership, and follow-up discipline to prevent improvements from fading after the initial rollout. A digital workflow can help here by capturing abnormalities, routing corrective actions, and showing whether the countermeasures actually reduced recurrence over time.
How Pull and Perfection Reinforce the First Three Lean Principles
Pull only works well when the earlier lean foundations are already reasonably strong. If you have not clearly defined customer value, understood the value stream, and improved flow, demand signals will simply expose instability faster. That is why the sequence behind the 5 principles of lean matters: each principle strengthens the next.
For example, a manufacturer may map its value stream, reduce queue time, and standardize line-side material presentation before introducing kanban replenishment. Once pull is active, the factory can see whether replenishment quantities are too large, whether signal response time is too slow, or whether recurring defects interrupt the loop. In that sense, perfection is not separate from pull; it sustains it. The plant keeps tuning reorder points, container sizes, staffing rules, machine uptime, and escalation workflows as conditions change.
A no-code platform like Jodoo can support this by digitizing kanban triggers, corrective action tracking, and kaizen follow-ups so teams can connect daily execution with continuous improvement.
How Jodoo Helps Manufacturers Apply Lean Manufacturing Principles with No-Code Workflows
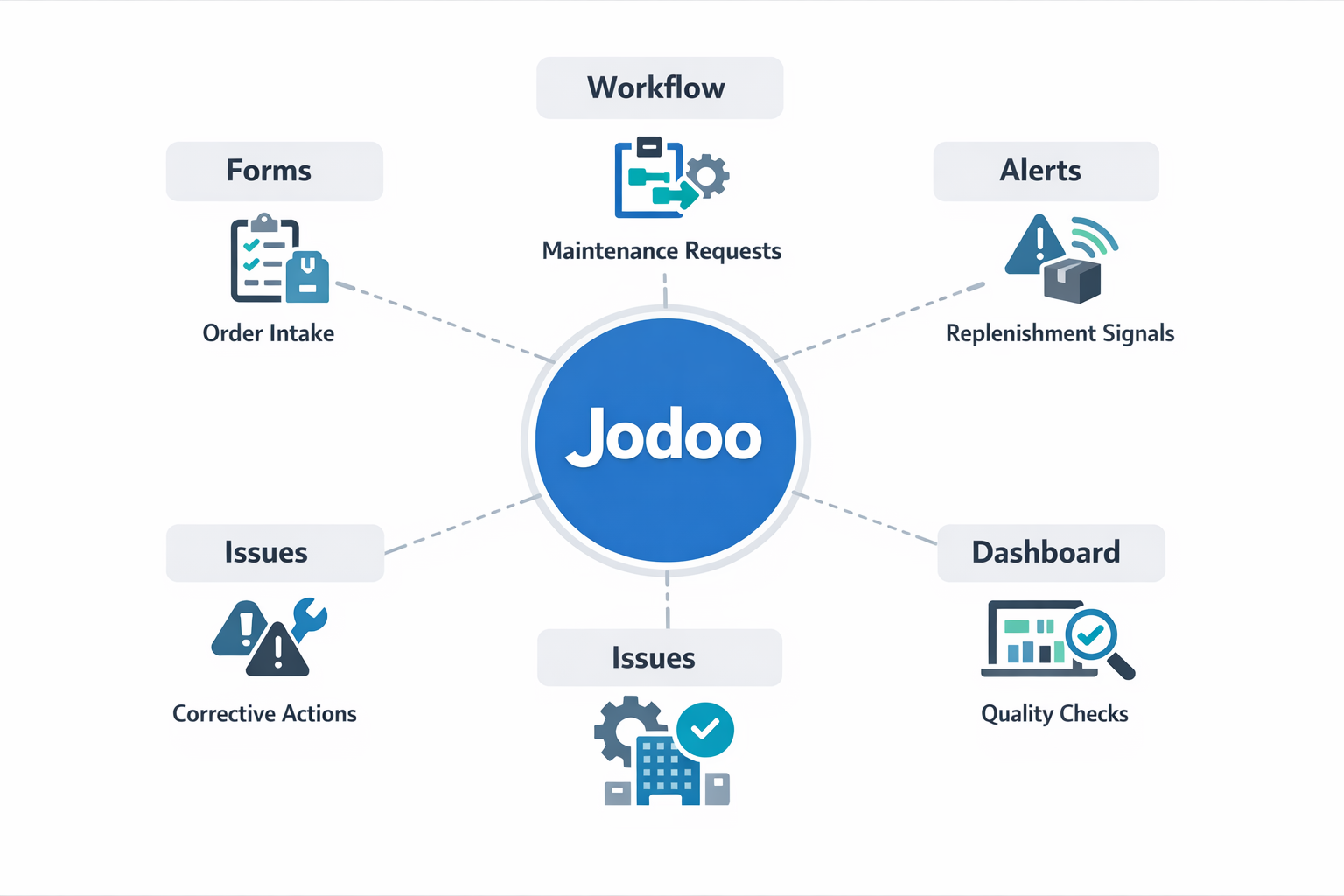
Lean works best when principles are translated into daily routines, approvals, and shop-floor decisions. That is where digital execution matters. Jodoo helps manufacturers turn the lean manufacturing principles into trackable workflows, real-time data capture, and faster follow-up without waiting for custom software development.
Define Value with Structured Digital Forms
The first principle is to define value from the customer’s point of view. In practice, that means capturing the exact requirements that matter most: delivery date, product specifications, traceability needs, packaging standards, inspection checkpoints, and acceptable tolerances.
With Jodoo’s no-code forms, operations teams can standardize how this information is collected across sales handoff, production planning, and quality preparation. They can build a structured intake form with required fields, attachments, and approval steps. That gives production, QA, and materials teams one shared definition of value before work starts.
Make Value Stream Visible with Workflow Tracking
The second principle, mapping the value stream, depends on seeing how work actually moves across departments. Jodoo workflows can track each step of a production-support process, from order release and material staging to inspection, rework, and maintenance follow-up. This creates a digital trail that helps managers identify where time is being spent, where handoffs stall, and which steps add value.
Improve Flow with Automated Routing
The third principle is flow: work should move smoothly, with fewer interruptions and less manual coordination. Jodoo supports this through automated routing rules, role-based task assignment, and status-triggered notifications. When a quality check fails, a maintenance request is submitted, or a material exception is logged, the next owner can be alerted immediately based on plant rules.
In a food packaging operation, for example, a line clearance form can automatically route to QA for signoff before the next SKU starts. If the form is incomplete, the system can return it instantly rather than letting errors surface later in production. That kind of digital routing supports flow by reducing waiting time between checkpoints and making SOP execution more consistent across shifts.
Support Pull with Trigger-Based Replenishment and Request Handling
Pull means responding to actual demand signals instead of pushing work or inventory forward too early. Jodoo can support this with trigger-based replenishment requests, Kanban-style forms, and automated notifications tied to stock levels, workstation consumption, or production status changes. This helps teams act on real usage data rather than delayed paper updates.
For example, a components warehouse can set a simple workflow so that when a line-side operator submits a replenishment form by scanning a QR code, the request is routed immediately to the assigned storekeeper. Supervisors can then view open, delayed, and completed replenishment tasks on one dashboard. That gives operations teams a practical way to apply pull-based replenishment without a large MES rollout.
Drive Perfection with Closed-Loop Issue Management
Perfection in lean manufacturing is not about flawless operations; it is about continuous, closed-loop improvement. Jodoo helps teams build issue workflows that capture problems, assign ownership, document corrective action, verify results, and trend recurring causes over time. This makes the improvement activity more disciplined and easier to sustain.
A good case is a midsize metal fabrication plant replacing paper downtime logs with a mobile issue form and escalation workflow in Jodoo. When a press brake stops, the operator records the issue on a phone, adds a photo, and submits it directly to maintenance and production supervision. Supervisors can then spot repeat bottlenecks faster on a dashboard and launch corrective actions without waiting for IT support or ERP changes.
Why No-Code Matters on the Factory Floor
Many manufacturers understand the theory behind the lean manufacturing principles, but struggle to keep improvement systems aligned with changing operations. No-code tools matter because production processes, approval rules, and reporting needs change often, especially in plants running mixed-model production or frequent engineering updates. With Jodoo, operations teams can adjust forms, workflows, and dashboards themselves while keeping data centralized and auditable.
That flexibility is especially useful when you want to move from isolated lean activities to a connected operating system. Instead of treating value definition, value stream mapping, flow, pull, and continuous improvement as separate activities, you can build them into one practical workflow environment. The result is not just better visibility, but faster action on the factory floor.
Conclusion: Turning the 5 Lean Manufacturing Principles into a Practical Improvement System
The lean manufacturing principles are easy to explain on a whiteboard, but much harder to sustain across shifts, lines, and plants. In practice, lean only works when teams can clearly see waste, respond quickly to problems, and follow standard processes every day. That is why successful factories combine lean thinking with better visibility, stronger accountability, and faster feedback from the shop floor.
At a practical level, defining value means understanding exactly what the customer will pay for, whether that is a tighter tolerance in an automotive parts plant or a shorter lead time in an electronics assembly operation. Mapping the value stream means identifying every step, delay, handoff, and rework loop so you can remove activities that add cost but not value. The final three principles — flow, pull, and perfection — turn that analysis into daily execution: smoother material movement, production based on real demand, and continuous improvement tracked through measurable KPIs such as cycle time, scrap, OEE, and on-time delivery.
If you want to make lean more consistent and scalable, Jodoo helps you digitize lean workflows, standardize improvement actions, and track results without heavy custom development. You can start a free trial or book a demo to see how a no-code lean manufacturing platform can support continuous improvement across your operations.