
Введение: Почему всеобщее производительное техническое обслуживание по-прежнему важно в современном производстве
Незапланированные простои остаются одной из самых дорогостоящих проблем в производстве. В зависимости от отрасли, отказы оборудования могут обходиться предприятиям в тысячи долларов в час, а в условиях крупносерийного производства реальный ущерб часто выходит за рамки затрат на техническое обслуживание и включает в себя срыв поставок, брак, сверхурочные работы и жалобы клиентов. По этой причине, всеобщее производительное техническое обслуживание (TPM) Остается актуальным: это дает заводам практический способ повысить надежность оборудования до того, как поломки нарушат всю работу.
Система TPM — это не просто программа отдела технического обслуживания. Это общезаводская система, которая формирует общее чувство ответственности за оборудование среди операторов, техников, руководителей и менеджеров, так что плановое техническое обслуживание, раннее выявление проблем и плановое вмешательство становятся частью повседневной работы. Для предприятий, испытывающих давление в сторону увеличения объемов производства без крупных капитальных вложений, такой переход часто является одним из самых быстрых способов восстановить скрытые мощности.
В этом руководстве объясняется, что ТПМ Это означает, какие цели призвана достичь система, как восемь ее составляющих работают в реальных производственных процессах, и как производители могут оцифровать проверки, отчеты об отклонениях и последующие рабочие процессы для поддержания TPM в масштабах предприятия.
Что означает концепция всеобщего производительного технического обслуживания на практике?
TPM — это общекорпоративная система обеспечения надежности.
ТПМ это структурированный подход к улучшению надежность оборудования Вовлечение всего завода, а не только отдела технического обслуживания, имеет решающее значение. В производственной среде это означает, что операторы, техники, руководители, инженеры и группы поддержки — все играют роль в обеспечении стабильной, безопасной и работоспособной работы оборудования. Цель состоит не просто в более быстром ремонте машин, а в предотвращении износа, раннем выявлении неисправностей и повышении производительности оборудования на протяжении всего его жизненного цикла.
Вот что отличает ТПМ от узкоспециализированной программы технического обслуживания. Традиционная программа может быть сосредоточена главным образом на реагировании на поломки и плановом обслуживании, в то время как всеобщее производительное техническое обслуживание строится на основе совместной ответственности, стандартизации работ и непрерывного совершенствования. Она объединяет повседневный уход, анализ потерь, рабочие процедуры операторов и планирование технического обслуживания в единую операционную систему. Более известные столпы TPM обеспечивают структуру этой системы, и они будут рассмотрены в следующем разделе.
Для достижения каких целей предназначена система всеобщего производительного технического обслуживания (VPS).
На практическом уровне, ТПМ разработан для того, чтобы помочь заводам достичь четырех результатов: меньше поломок, меньше дефектов, более безопасные операции, и более стабильный выход. Эти последствия важны, потому что незапланированные простои редко затрагивают только техническое обслуживание; они нарушают графики, использование рабочей силы, потоки материалов и доставку клиентам. На многих заводах одна повторяющаяся остановка узкого места в производстве может снизить ежедневную производительность гораздо сильнее, чем предполагают руководители.
Целью TPM также является улучшение состояния оборудования до того, как неисправности станут заметны в результатах производства. Это включает в себя очистку, осмотр, смазку, затяжку, мониторинг состояния и дисциплинированное отслеживание отклонений. Автономное техническое обслуживание и плановое техническое обслуживание Достичь этой цели можно разными способами: операторы помогают контролировать основные параметры работы оборудования, а ремонтные бригады используют плановые работы для снижения риска отказов и продления срока службы оборудования. Вместе они делают обеспечение надежности рутинной, а не реактивной деятельностью.

Как TPM способствует повышению OEE и сокращению шести основных источников потерь
Одна из причин, по которой TPM остается центральным элементом современного производства, заключается в его прямой связи с Общая эффективность оборудования (OEE). Показатель OEE измеряет, насколько хорошо оборудование работает с точки зрения доступности, производительности и качества. ТПМ Поддерживает все три аспекта. Когда снижается количество поломок и потерь при переналадке, повышается доступность; когда уменьшается количество незначительных остановок и потерь скорости, повышается производительность; когда снижается количество дефектов, связанных с оборудованием, повышается качество.
Именно поэтому TPM тесно связан с “шесть крупных поражений”Потери при техническом обслуживании (TPM) включают поломки, потери при настройке и регулировке, холостой ход и незначительные остановки, снижение скорости, дефекты процесса и потери при запуске. Хорошая программа TPM не рассматривает эти потери как отдельные инциденты. Она рассматривает их как повторяющиеся закономерности, которые можно наблюдать, классифицировать и уменьшать с помощью стандартных процедур, выявления первопричин и более тщательного ухода за оборудованием. В этом смысле TPM — это не просто философия технического обслуживания; это практический метод превращения скрытых потерь оборудования в измеримые улучшения.
Реактивное и превентивное мышление на реальных заводах
Короткий пример из автомобильной отрасли наглядно демонстрирует разницу. Если сварочный робот неоднократно останавливается из-за загрязнения корпуса датчика, реактивный подход каждый раз восстанавливает производство и продолжает работу. Подход TPM (Total Productive Maintenance) задается вопросом, почему загрязнение постоянно происходит, назначает операторам основные проверки и очистку, добавляет периодическую проверку со стороны службы технического обслуживания и обновляет систему. Контрольный список TPM Таким образом, одна и та же остановка не будет повторяться. Этот переход от реагирования к предотвращению является основой внедрения TPM, и именно он позволяет заводам перейти от изолированных ремонтов к повторяемому повышению надежности.
Восемь столпов TPM в реальных производственных условиях
В заводских условиях 8 опор TPM Они важны, потому что превращают TPM из инициативы по техническому обслуживанию в систему управления предприятием. Восемь основных компонентов работают вместе, но каждый из них решает отдельную операционную проблему.
Автономное техническое обслуживание
Автономное техническое обслуживание Это означает, что операторы берут на себя ответственность за базовый уход за оборудованием, вместо того чтобы ждать вмешательства службы технического обслуживания по каждой мелкой проблеме. Типичные задачи включают в себя очистку, смазку, затяжку, осмотр и выявление ранних отклонений в ходе обычных производственных процессов. Цель состоит не в том, чтобы превратить операторов в техников, а в том, чтобы помочь им поддерживать оборудование в стабильном базовом состоянии и сообщать о проблемах до того, как они приведут к поломкам.
На заводе по сборке электроники это часто проявляется в виде проверок в начале смены питателей, датчиков, давления воздуха и износа разъемов. Простая проверка... Контрольный список TPM Это помогает стандартизировать представление о том, что считается “нормой”, поэтому отклонения от нормы не остаются на усмотрение отдельных лиц. При правильном подходе автономное техническое обслуживание повышает надежность оборудования и позволяет специалистам по техническому обслуживанию сосредоточиться на более квалифицированной работе.
Плановое техническое обслуживание
Плановое техническое обслуживание Это основа, которая переводит техническое обслуживание из реактивного планирования в контролируемое вмешательство. Она сочетает в себе задачи, основанные на времени, состоянии и использовании, чтобы обслуживание оборудования проводилось до того, как отказ нарушит производство. Для руководителей ключевым моментом является согласование интервалов технического обслуживания с фактическими моделями отказов, наличием запасных частей и производственными окнами.
На предприятии пищевой промышленности плановое техническое обслуживание может включать в себя плановую замену уплотнений, проверку подшипников и калибровку во время санитарной обработки или переналадки. Это снижает количество аварийных остановок на высокоскоростных линиях, где отказ одного компонента может одновременно остановить как предшествующие, так и последующие процессы. По мере развития внедрения TPM (Total Productive Maintenance – всеобщее профилактическое обслуживание) плановое техническое обслуживание становится все более ориентированным на данные и менее привязанным к календарю.
Целенаправленное улучшение
Целенаправленное улучшение Цель состоит в устранении хронических потерь, которые невозможно компенсировать одними лишь стандартными процедурами. Межфункциональные команды используют анализ первопричин для решения проблем, связанных с повторяющимися остановками, микроостановками, снижением скорости, переделками и другими повторяющимися неэффективностями. Этот компонент меньше связан с крупными капитальными проектами и больше с устранением мелких, повторяющихся причин низкой производительности.
Например, на металлообрабатывающем заводе может обнаружиться, что в ячейке с ЧПУ теряется 25 минут за смену не из-за поломок, а из-за повторяющихся смещений датчиков и загрязнения приспособлений. Целенаправленная группа по улучшению может выявить причины, протестировать меры по устранению неполадок и стандартизировать решение для аналогичных станков. Вот как это работает. ТПМ напрямую подключается к ОЭЭ Улучшение без рассмотрения каждой потери как проблемы, требующей технического обслуживания.
Поддержание качества
Качественное обслуживание Это гарантирует, что условия работы оборудования обеспечивают стабильное качество продукции, а не просто бесперебойную работу оборудования. Ключевой вопрос здесь прост: какие условия работы оборудования приводят к дефектам, отклонениям или загрязнениям, и как можно контролировать эти условия до того, как будет получен некачественный продукт? Этот аспект особенно важен в случаях, когда отклонения в процессе незначительны, а дефекты обнаруживаются слишком поздно.
Например, при литье под давлением изношенные датчики температуры или непостоянное усилие зажима могут вызывать отклонения в размерах задолго до фактического выхода машины из строя. Техническое обслуживание качества связывает состояние оборудования с видами дефектов, а затем устанавливает контрольные точки и точки проверки вокруг этих рисков. Это делает данный принцип крайне актуальным в таких отраслях, как электроника, производство пластмасс и высокоточное машиностроение.
Раннее управление оборудованием
Раннее управление оборудованием имеет важное значение. ТПМ Продумывание процесса до того, как новая машина превратится в завтрашнюю головную боль в плане технического обслуживания. Использование опыта, полученного при эксплуатации существующих объектов, позволяет улучшить выбор оборудования, компоновку, ремонтопригодность, доступ к очистке, стратегию по запасным частям и планирование запуска. Для руководителей предприятий именно на этом этапе опыт технического обслуживания начинает влиять на решения о капитальных инвестициях.
Новая упаковочная машина может соответствовать целевым показателям производительности на бумаге, но если точки смазки труднодоступны, а доступ для переналадки затруднен, ежедневная работа будет страдать с первого дня. Раннее управление оборудованием предотвращает это, вовлекая производство, техническое обслуживание, проектирование и контроль качества до завершения установки. Со временем это снижает потери на этапе запуска и улучшает показатели стоимости жизненного цикла, а не только стоимость покупки.
Обучение и образование
Обучение и повышение квалификации поддерживают все остальные составляющие, поскольку система TPM терпит неудачу, когда обязанности растут быстрее, чем возможности. Операторы должны уметь выявлять нештатные ситуации, руководители должны обучать стандартам, а технические специалисты должны обладать более глубокими навыками диагностики и обеспечения надежности. Эффективное обучение должно быть ориентировано на роль, соответствовать конкретным навыкам и быть привязано к реальному оборудованию и характеру отказов.
На крупном производственном предприятии это может означать сертификацию операторов для выполнения конкретных задач автономного технического обслуживания, а также обучение техников анализу вибрации или анализу видов отказов. На самых успешных предприятиях обучение не рассматривается как разовое занятие в классе; оно включается в производственные процессы, аудиты и работы по улучшению. Это одна из причин, почему внедрение TPM часто успешно на одной линии и застопоривается на другой с тем же оборудованием.
Безопасность, охрана здоровья и окружающая среда
Принципы безопасности, охраны здоровья и окружающей среды делают безопасную эксплуатацию неотъемлемым условием ухода за оборудованием, технического обслуживания и совершенствования процессов. На практике это означает выявление опасностей во время очистки, осмотра, доступа, настройки и ремонта, а затем их устранение или контроль с помощью четких стандартов. Машина, которую трудно безопасно очистить или должным образом осмотреть, в конечном итоге создаст проблемы как с техническим обслуживанием, так и с безопасностью.
Например, на предприятии по розливу напитков мокрые полы, воздействие химических веществ и доступ к технологической линии во время устранения заторов являются обычными факторами риска. Мероприятия по всеобщему техническому обслуживанию должны включать соблюдение правил блокировки и маркировки, безопасные процедуры очистки, охраняемый доступ и эргономичные задачи по техническому обслуживанию. Этот аспект не должен идти параллельно с работой по всеобщему техническому обслуживанию; он должен определять, как разрабатывается каждая процедура всеобщего технического обслуживания.
Офисный TPM
Внедрение системы TPM в офисных условиях распространяется за пределы цеха и включает в себя процессы планирования, закупок, составления графиков, документирования и поддержки. Многие потери, связанные с оборудованием, возникают или усугубляются из-за задержек в согласовании, отсутствия деталей, нечетких рабочих заданий или некачественных основных данных. Этот компонент помогает устранить административные задержки, которые подрывают выполнение технического обслуживания и стабильность производства.
На заводе электроники могут быть квалифицированные специалисты, готовые к работе, но повторяющиеся простои продолжаются из-за того, что запросы на запасные части утверждаются в течение двух дней или записи в спецификациях материалов неточны. Внедрение TPM на уровне офиса позволяет устранять эти сбои в процессе с той же дисциплиной, что и на производственной линии. Для руководителей производственных подразделений это часто является разницей между локальным успехом TPM и стабильностью работы всего предприятия.
Взятые вместе, эти восемь столпов придают структуру ТПМ Внедрение без превращения его в жесткий контрольный список. Они разъясняют, как каждый из операторов, специалистов по техническому обслуживанию, инженеров, специалистов по контролю качества и офисных сотрудников вносит свой вклад в надежность и производительность оборудования. Эти основные принципы создают ценность только тогда, когда становятся повседневной рутиной, и именно с этого начинается внедрение TPM.

Как внедрение TPM переводит завод от реактивного обслуживания к ежедневной дисциплине
Начните с приверженности руководства и узконаправленного пилотного проекта.
ТПМ Внедрение обычно терпит неудачу, когда предприятия запускают его как инициативу по техническому обслуживанию, а не как изменение операционной системы. Руководство предприятия должно установить четкие ожидания: операторы будут отвечать за базовый уход за оборудованием, супервайзеры будут следить за соблюдением ежедневных процедур, а специалисты по техническому обслуживанию будут уделять больше времени плановой работе, а не постоянному реагированию на поломки. Эта приверженность важна, потому что зрелые производственные среды, использующие технологию TPM, улучшаются не за счет плакатов или стартовых совещаний, а за счет четкого определения ролей, распределения времени и дисциплины в проведении проверок.
Практический способ начать — это одна пилотная линия, а не весь завод. На предприятии по производству продуктов питания и напитков упаковочная линия часто является хорошим кандидатом, поскольку простои заметны, переналадки часты, а незначительные остановки напрямую влияют на ежедневный объем производства. Предположим, производитель закусок выбирает свою линию по упаковке в пакеты после того, как выяснил, что она учитывает 28% Еженедельные простои, несмотря на то, что это лишь одна из шести производственных линий. Это делает проблему достаточно конкретной, чтобы ею можно было управлять, и достаточно важной, чтобы быстро доказать ее ценность.
Оцените текущие потери, прежде чем разрабатывать новые процедуры.
Прежде чем составлять контрольные списки TPM или назначать новые задачи, команде необходимо получить фактическое представление о том, как линия теряет время. Для упаковочной линии руководитель завода, супервайзер производства и руководитель отдела технического обслуживания анализируют записи за три месяца и подтверждают четыре повторяющиеся проблемы: проблемы с отслеживанием пленки, дрейф температуры запайки, загрязнение датчиков и незапланированные остановки в секции конвейерной передачи. Этот шаг связывает внедрение TPM с реальными потерями, а не с предположениями.
Команда должна перевести эти сбои в простые операционные категории, понятные всем в цехе. Например, линия может терять 6,5 часов в неделю из-за незначительных остановок и 4 часа в неделю из-за поломок, в то время как количество брака резко возрастает после коротких перерывов и перезапусков. Эта базовая точка дает заводу отправную точку для повышения надежности оборудования и помогает руководителям оценить, работают ли новые процедуры.
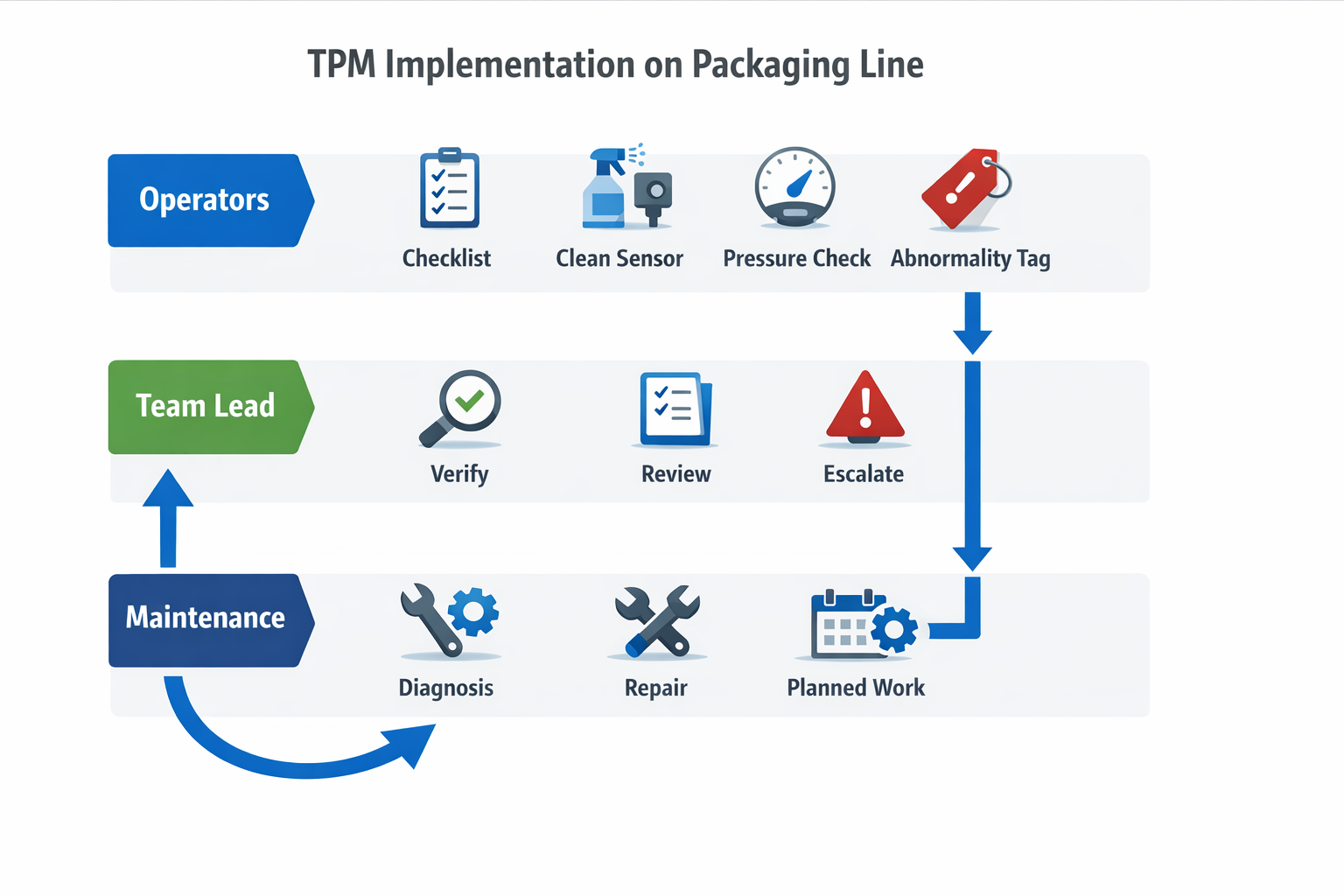
Четко определите обязанности для каждой смены.
Одним из важнейших мостов от оперативного технического обслуживания к повседневной дисциплине является определение роли. Операторам не следует поручать “проводить техническое обслуживание” в расплывчатом смысле; им следует поручать конкретные задачи по автономному техническому обслуживанию, такие как очистка линз датчиков, проверка давления воздуха, осмотр ослабленных крепежных элементов, подтверждение точек смазки и маркировка неисправностей. Специалисты по техническому обслуживанию по-прежнему несут ответственность за техническую диагностику, ремонт, проверку состояния и профилактические мероприятия, требующие инструментов, запчастей или специальных навыков.
На упаковочной линии руководитель распределяет обязанности на три уровня. Операторы проводят проверки в начале и в конце смены, руководители групп проверяют выполнение и сообщают о неполадках, а специалисты по техническому обслуживанию обрабатывают отмеченные проблемы в порядке приоритета. Четкое разделение ролей делает принципы TPM (Total Productive Maintenance – всеобщее управление качеством) эффективными на производстве: каждая задача соответствует необходимому уровню квалификации, а не передается из одного отдела в другой.
Внедрите автономное техническое обслуживание с помощью простых и наглядных стандартов.
Автономное техническое обслуживание должно начинаться с основ: очистка, осмотр, затяжка, смазка и раннее выявление неисправностей. На пилотной упаковочной линии команда составляет короткий контрольный список TPM для каждой смены, охватывающий зажимные губки, пленочные валики, фотоэлектрические датчики, регуляторы воздуха, аварийные выключатели и защитные ограждения конвейера. Контрольный список намеренно ограничен пунктами, которые могут отмечать операторы. 10–15 минут без замедления запуска и без ущерба для безопасности.
В первые недели следует уделять меньше внимания идеальному соблюдению требований и больше — выявлению нештатных ситуаций. Во время уборки один оператор замечает скопление пыли вокруг кронштейна датчика, другой обнаруживает ослабленный болт направляющей, а третий сообщает о нестабильном давлении в пневматическом подающем устройстве. Вместо того чтобы рассматривать это как единичные дефекты, команда помечает каждую проблему, регистрирует место ее возникновения и указывает, можно ли ее исправить немедленно или требуется техническое обслуживание.
Здесь многие Реализация TPM Усилия либо набирают обороты, либо заходят в тупик. Если операторы сообщают о неполадках, а никто не реагирует, система быстро превращается в бумажную волокиту. Если же руководители проверяют результаты каждую смену, а служба технического обслуживания завершает работы в согласованные сроки, операторы начинают воспринимать автономное техническое обслуживание как реальный контроль над состоянием линии, а не как дополнительную административную работу.
Усиление планового технического обслуживания для сокращения количества тушения пожаров.
Автономное техническое обслуживание само по себе не сможет стабилизировать линию, если планирование технического обслуживания останется слабым. Как только становятся очевидными повторяющиеся проблемы упаковочной линии, команда технического обслуживания использует эти данные для ужесточения интервалов планового технического обслуживания для точек с высокой вероятностью отказов, таких как уплотнительные узлы, подшипники в конвейере и пневматические компоненты, подверженные воздействию пыли. Цель состоит не в том, чтобы планировать больше работ ради самих работ, а в том, чтобы перенаправить усилия с аварийного ремонта на плановое техническое обслуживание на основе известных закономерностей отказов.
Например, одна команда обнаружила, что смещение уплотнительных губок привело к трем остановкам производства за один месяц, причем все они произошли после длительных производственных циклов. В ответ они ввели еженедельную проверку соосности и установили интервал плановой замены изнашиваемых компонентов во время плановых простоев. Со временем это изменение сократило количество вызовов по поводу поломок и предоставило техническим специалистам больше возможностей для выявления первопричин, что крайне важно, если производство с использованием технологии TPM должно стать стандартной процедурой, а не временной мерой по устранению неполадок.
Разработайте процедуру эскалации конфликтов между операторами, супервайзерами и службой технического обслуживания.
Ежедневная дисциплина зависит от быстрой и предсказуемой эскалации проблем. На упаковочной линии отклонения подразделяются на три категории: немедленное устранение, мониторинг или эскалация. Загрязненный датчик может быть очищен оператором и проверен повторно, но повторное загрязнение датчика передается на рассмотрение руководителю, в то время как нестабильное давление воздуха или повторяющиеся неисправности уплотнения сразу же отправляются в службу технического обслуживания, поскольку они влияют на производительность и качество продукции.
Такая структура помогает каждой роли действовать без путаницы. Операторы выявляют и локализуют проблему, руководители решают, может ли производство продолжаться безопасно, а специалисты по техническому обслуживанию определяют приоритеты вмешательства в зависимости от влияния на производство и частоты возникновения проблем. На предприятиях, которые хорошо это реализуют, часто наблюдается заметное изменение структуры технического обслуживания: на многих заводах оперативные работы могут поглощать 50% до 80% Недостаток работ по техническому обслуживанию до улучшения дисциплины оставляет мало места для профилактических мероприятий.
Регулярно анализируйте результаты и стандартизируйте эффективные методы.
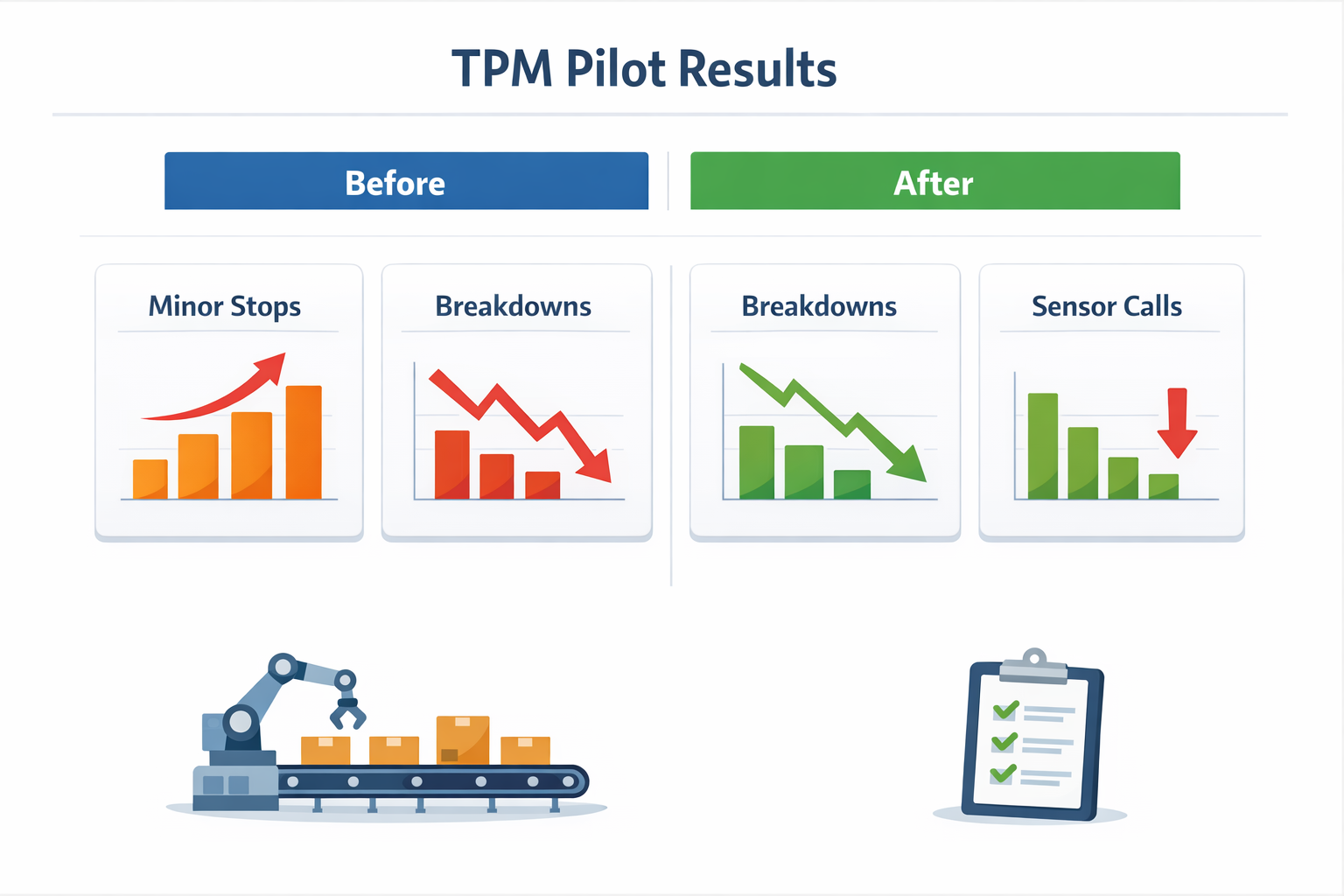
На начальном этапе пилотную линию следует проверять еженедельно, используя небольшой набор оперативных показателей. Для упаковочной линии команда отслеживает незначительные остановки, время простоя, среднее время между отказами, процент выполнения контрольного списка и повторяющиеся отклонения по каждому элементу оборудования. Такая периодичность проверки помогает предприятию определить, снижают ли эти процедуры потери или просто приводят к увеличению количества регистрируемых ошибок.
Спустя восемь недель наблюдается раннее улучшение: время простоя сокращается на 18%, время простоя сокращается на 22%, Благодаря стандартизации частоты очистки и проверки кронштейнов, количество повторяющихся обращений, связанных с датчиками, сократилось почти вдвое. Не менее важно и то, что команда технического обслуживания сообщает о меньшем количестве неожиданных вмешательств в часы пиковой нагрузки. На этом этапе пилотный проект можно доработать и распространить на вторую производственную линию, обновив контрольный список TPM, правила эскалации и триггеры планового технического обслуживания на основе того, чему команда научилась на первой линии.
Как оцифровать рабочие процессы TPM с помощью Jodoo
Как только ваш ТПМ Если все уже определено на бумаге, следующая задача — обеспечение единообразия выполнения. Многие заводы сталкиваются с трудностями на этом этапе: операторы проводят автономные проверки технического обслуживания на бумаге, руководители ищут недостающие записи, а ремонтные бригады получают отчеты об отклонениях слишком поздно или с недостаточной детализацией для принятия мер. Цифровой уровень рабочих процессов помогает устранить этот пробел, стандартизируя способы регистрации, эскалации и ежедневного анализа действий в рамках TPM.
Jodoo Эта платформа, не требующая программирования, идеально подходит для оцифровки производственных процессов TPM, особенно в тех случаях, когда предприятиям необходим более эффективный сбор данных на передовой и межфункциональное отслеживание без необходимости реализации длительного программного проекта. Она не позиционируется как сложная система CMMS для планирования запасных частей или расширенного учета активов. Вместо этого она хорошо работает в качестве операционного уровня для выполнения контрольных списков TPM, составления отчетов об отклонениях, передачи заказов на работы и отслеживания надежности оборудования между производственными и ремонтными бригадами.
Оцифруйте ежедневные проверки TPM непосредственно на источнике.
На многих предприятиях самым слабым звеном системы тотального производственного обслуживания является не сам стандарт, а дисциплина его ежедневного выполнения. Jodoo, Благодаря этому, команды могут преобразовать бумажные инструкции по автономному техническому обслуживанию в мобильные формы, которые операторы заполняют непосредственно на станке, включая обязательные поля для очистки, осмотра, смазки, проверки крутящего момента, фотографий и комментариев. Это упрощает соблюдение стандартных рабочих процедур в разных сменах и уменьшает распространенную проблему неполных или нечитаемых записей.
Поскольку формы можно настраивать, контрольный список TPM можно адаптировать под конкретное оборудование, линию, семейство продуктов или условия работы смены. Для упаковочной линии может потребоваться проверка температуры запайки и очистка датчиков, в то время как для линии поверхностного монтажа больше внимания может уделяться состоянию подающего устройства, чистоте сопла и стабильности давления воздуха. Это важно, поскольку принципы тотального производительного технического обслуживания работают только тогда, когда ежедневные процедуры отражают реальные причины отказов оборудования, а не универсальный контрольный список, скопированный по всему предприятию.
Выявление отклонений в маршруте до того, как они перерастут в поломки.
Цифровая проверка полезна только в том случае, если она инициирует действия при возникновении проблем. Jodoo Система может автоматически распределять сообщения об аномалиях в зависимости от типа проблемы, критичности оборудования или уровня серьезности, поэтому неплотно закрытая защита, утечка масла, повторяющаяся тревога или нарастающая вибрация не останутся незамеченными в блокноте или журнале смены. Операторы могут отправлять сообщения об аномалиях с фотографиями, отметками времени и идентификаторами оборудования, а система оперативно уведомит соответствующего специалиста по техническому обслуживанию или руководителя.
Это особенно полезно на стыке автономного и планового технического обслуживания. Операторы могут выполнять базовую очистку, осмотр и затяжку, но им не следует решать, требуется ли смазка, выравнивание или плановое вмешательство при повторяющейся проблеме с перегревом подшипников. Структурированный процесс эскалации помогает производственным и ремонтным бригадам отделять задачи, требующие немедленного решения, от задач, планируемых на следующий останов, что крайне важно для повышения надежности оборудования без создания ненужных простоев.
Свяжите результаты TPM с заявками на техническое обслуживание.
На многих заводах данные TPM и информация о выполнении технического обслуживания хранятся в разрозненных системах. Одна команда заполняет контрольные листы, другая управляет ремонтом, и ни у кого нет четкого представления о том, действительно ли устраняются повторяющиеся неисправности. Jodoo Это помогает преодолеть этот разрыв, связывая результаты проверок и сообщения об отклонениях с заявками на техническое обслуживание, утверждениями, обновлениями статуса и записями о закрытии в рамках единого интегрированного рабочего процесса.

Например, если оператор отмечает повторяющееся проскальзывание цепи на конвейере, система может автоматически создать задачу технического обслуживания, назначить ее ответственному специалисту и отследить, была ли проблема временно устранена или полностью решена. Руководители также могут добавлять правила маршрутизации для утверждения простоев, запросов на запасные части или инженерной проверки, когда проблема выходит за рамки планового технического обслуживания. Такая связь поддерживает внедрение TPM, поскольку превращает наблюдения в цехе в отслеживаемые действия, а не в отдельные отчеты.
Отслеживайте ход работ и производительность оборудования в режиме реального времени.
Распространенная проблема в TPM заключается не в отсутствии активности, а в отсутствии прозрачности. Команды могут проводить проверки и создавать запросы на выполнение работ, но при этом испытывать трудности с выявлением просроченных действий, повторяющихся сбоев или того, какие машины генерируют наибольшее количество неисправностей. Jodoo С помощью информационных панелей руководители производства и технического обслуживания могут в режиме реального времени отслеживать показатели выполнения контрольных списков TPM, открытые отклонения по линиям, время отклика, просроченные задачи и категории повторяющихся проблем.
Такая прозрачность помогает руководителям оценить, действительно ли принципы тотального производительного технического обслуживания (TPM) реализуются в повседневной работе. Если на одной линии показатель выполнения контрольного списка 98% соответствует норме, но при этом наблюдаются повторяющиеся проблемы с загрязнением или незначительные остановки, проблема может заключаться в качестве контрольного списка, квалификации оператора или слабой дисциплине закрытия, а не только в соблюдении требований. На практике цифровое отслеживание делает проверки TPM более основанными на фактах и сокращает время, которое руководители тратят на ручной сбор данных перед ежедневными или еженедельными совещаниями.
Практический пример с завода электроники.
На одном заводе электроники Jodoo была использована для замены бумажных отчетов о техническом обслуживании оборудования для поверхностного монтажа и вспомогательных машин для окончательной сборки. Операторы проводили мобильные проверки в начале каждой смены, включая фотосъемку чистоты подающего устройства, измерение давления воздуха и проверку аномальных звуков, а неисправные элементы автоматически отправляли уведомления команде технического обслуживания. Затем руководитель производства использовал интерактивную панель мониторинга для просмотра просроченных действий, повторяющихся неисправностей по каждому оборудованию и определения того, какие проблемы чаще всего влияют на производительность.
Такая конфигурация ценна, поскольку она поддерживает внедрение TPM без необходимости одновременной перепроектировки всех систем технического обслуживания. Завод сохранил существующие инструменты планирования технического обслуживания для более широкого контроля над активами, одновременно используя Jodoo в качестве исполнительного уровня для оперативной отчетности, эскалации проблем и непрерывного совершенствования. Для предприятий, которые до сих пор используют ключевые процедуры TPM на бумаге или в электронных таблицах, это часто является более практичным путем к повышению надежности оборудования и ускорению выполнения задач.
Заключение: Создайте более надежную систему TPM.
Всеобщее производственное техническое обслуживание Система TPM работает, когда к ней относятся как к операционной системе, обеспечивающей надежность, а не просто как к программе технического обслуживания. Заводы видят результаты, когда основные принципы TPM воплощаются в четкие ежедневные процедуры, операторы и техники следуют определенным ролям, а руководители постоянно анализируют потери, отклонения и определяют дальнейшие действия. Именно это превращает TPM из инициативы в устойчивую дисциплину на предприятии.
Практическая цель проста: меньше поломок, меньше потерь качества, более безопасное использование оборудования и повышение общей эффективности оборудования (OEE) с течением времени. Но эти результаты зависят от качества выполнения работ в цехе. Если проверки проводятся только на бумаге, метки неисправностей не отслеживаются, а передача заказов на работу осуществляется по телефону или в чате, система TPM быстро теряет свою эффективность.
Будучи платформой для бережливого производства без использования кода, Jodoo Поддержка этого уровня выполнения помогает заводам оцифровывать контрольные списки TPM, автономные проверки технического обслуживания, отчеты об аномалиях, передачу информации о техническом обслуживании и отслеживание надежности оборудования без сложной разработки специализированных решений. Это упрощает стандартизацию процедур на всех производственных линиях, мониторинг просроченных действий и поддержание непрерывного совершенствования благодаря видимости в режиме реального времени.
Если вы хотите упростить масштабирование и управление TPM, вы можете... начать бесплатную пробную версию или заказать демонстрацию с Джоду.
