
Introduction: What TQM Means in Modern Manufacturing
A single quality escape can cost far more than the scrap on one batch. In manufacturing, the real damage often shows up later through warranty claims, line stoppages, customer complaints, and lost trust. That is why Total Quality Management (TQM) still matters: it treats quality as a plant-wide management system, not a final inspection task owned only by QA.
In modern manufacturing, TQM means every function contributes to quality performance, from purchasing and production to maintenance, warehousing, and customer service. This matters whether you run a general fabrication plant, an automotive parts factory, an electronics assembly line, or a food and beverage operation that demands strict traceability and compliance. The goal is not only to detect defects but to build processes that prevent them, improve consistency, and make problems visible early.
This article explains the core principles behind TQM, the business benefits it delivers, and how to apply TQM in manufacturing step by step. You will also see where continuous quality improvement becomes practical: in daily routines such as standard work, inspections, corrective actions, team reviews, and data-driven follow-up.
The Core Principles Behind Total Quality Management
Different frameworks describe TQM principles in slightly different ways. Some list four or five, while others use seven or eight, but the core ideas are largely the same in practice. In manufacturing, these principles work best when you treat them as one operating system: leadership sets direction, people follow standard processes, decisions rely on facts, suppliers are managed as part of the chain, and improvement never stops.

Customer Focus
TQM in manufacturing starts with a simple question: what does the customer actually require, and how consistently can your plant deliver it? That includes product dimensions, functional performance, packaging accuracy, traceability, delivery reliability, and regulatory compliance where applicable. In an automotive components plant, for example, a part that meets internal machining targets but fails fitment tolerance at the customer site is still a quality failure.
Leadership Commitment
Quality culture in manufacturing does not come from posters or slogans; it comes from management behavior. When plant leaders review defect trends, participate in root cause discussions, and hold teams accountable for corrective actions, quality becomes part of daily operations rather than a side program. In food processing, leadership commitment often shows up in disciplined escalation of contamination risks and immediate action on audit findings, even when production schedules are tight.
Employee Involvement
Operators, technicians, inspectors, and supervisors see process variation first, so TQM depends on their active participation. That means more than asking for suggestions once a year; it means building routines where frontline teams can flag abnormalities, stop defects from moving forward, and contribute to problem-solving. In an electronics assembly line, an operator who reports recurring solder defects early can prevent a minor process drift from becoming a large batch failure.
Process Discipline
A strong quality management system is built on controlled, repeatable processes rather than individual heroics. Standard work, inspection plans, reaction plans, calibration control, and documented handoffs reduce variation across shifts and lines. In a packaging plant, two crews may run the same machine, but without clear setup standards, one shift may consistently create seal defects that the other does not.
Fact-Based Decision-Making
TQM requires plants to act on evidence, not assumptions. Scrap rates, first-pass yield, customer returns, process capability, audit findings, and downtime patterns all help teams identify where quality losses are actually occurring. In a metal stamping operation, managers may assume tooling is the main issue, but data may show that most defects appear after changeovers, pointing instead to setup consistency and training.
Supplier Collaboration
Many quality problems begin upstream, which is why supplier performance is part of total quality management, not a separate procurement issue. Incoming material variation, incomplete certificates, poor packaging, or late corrective action responses can all destabilize internal processes. A beverage manufacturer, for instance, may maintain strong filling-line control but still face recurring leaks if bottle neck dimensions from a supplier vary beyond specification.
Непрерывное совершенствование
The final principle ties the others together: no process is considered permanently optimized. Continuous quality improvement means reviewing results, learning from nonconformities, standardizing successful fixes, and then raising the bar again. In practice, this is what turns isolated quality projects into a durable system that improves performance year after year.
Why TQM in Manufacturing Delivers Measurable Business Value
TQM in manufacturing creates value because it changes how quality is managed day to day, not just how defects are counted at the end of the line. When total quality management principles are applied consistently, quality performance becomes visible in production, maintenance, purchasing, training, and problem-solving routines. For plant leaders, that means quality stops being a separate department goal and becomes an operational performance lever.
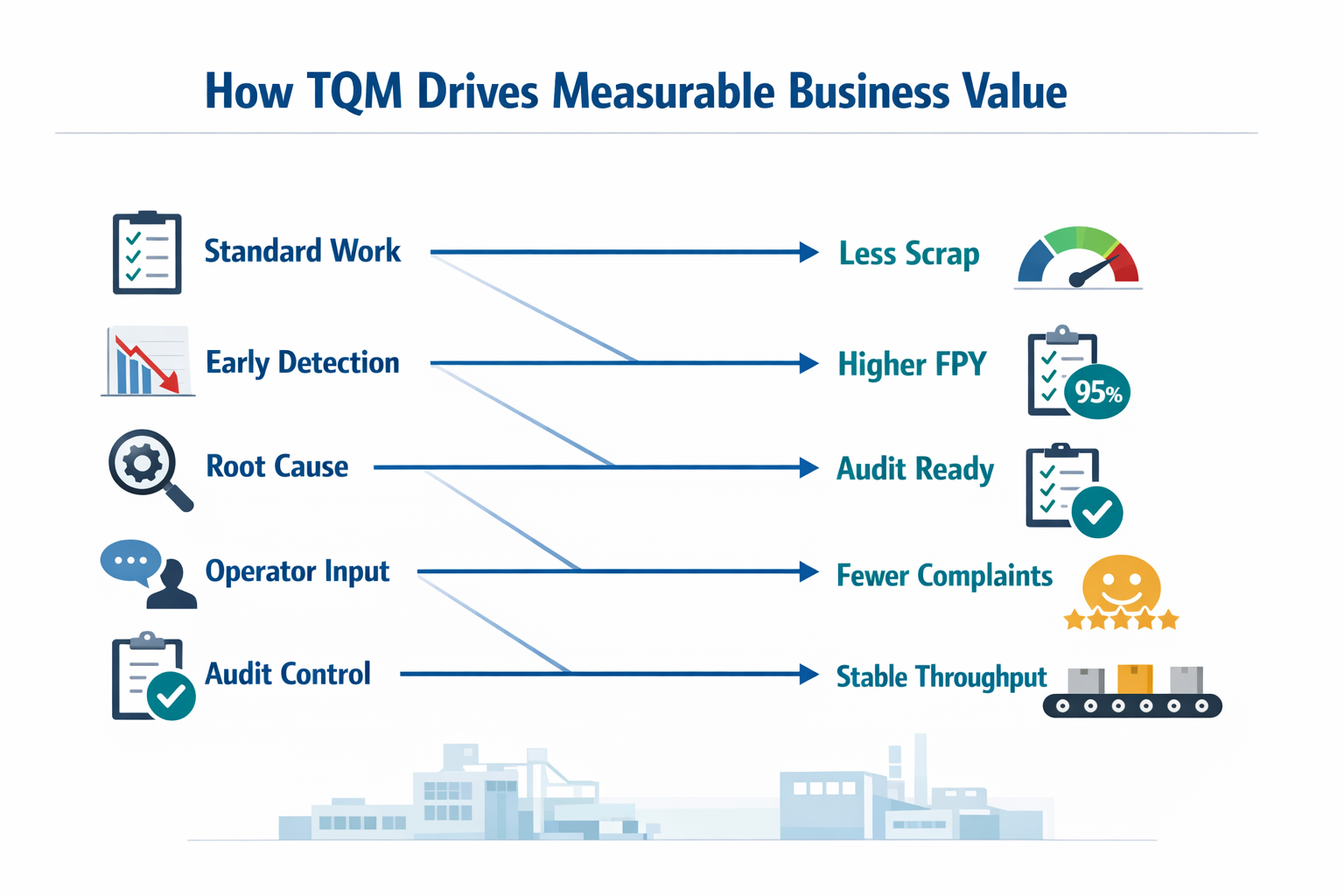
The business impact is easiest to see when you connect TQM practices to shop-floor KPIs. Standardized work reduces variation, early defect detection lowers rework hours, structured root cause analysis cuts repeat failures, and operator involvement improves response speed when processes drift. In practical terms, plants can track the effect through metrics such as first-pass yield, scrap rate, cost of poor quality, customer complaint rate, supplier ppm, and audit closure time.
Fewer Defects and Less Scrap
One of the clearest benefits of TQM is a lower defect rate because problems are addressed at the process level instead of being sorted after production. In a precision machining plant, for example, recurring burr defects may initially appear to be an operator issue, but TQM disciplines often reveal a broader cause such as tool wear limits, unclear setup standards, or inconsistent inspection frequency. Once those controls are tightened, defect escapes drop and scrap falls with them.
This matters financially because scrap and rework are not small losses hidden inside the quality budget. In many factories, the cost of poor quality is estimated at от 5% до 15% продаж, and in weak systems, it can be even higher. A mature quality management system reduces that leakage by preventing the same errors from being repeated across shifts, lines, or sites.
Stronger First-Pass Yield and More Stable Throughput
First-pass yield improves when processes are designed to produce conforming output the first time, every time. In an electronics assembly environment, that may mean better soldering parameter control, clearer work instructions, and immediate escalation when test failures trend upward. The result is not only better yield, but also more predictable line output and less schedule disruption.
Every avoided rework cycle frees labor, test capacity, and machine time that can be used for planned output instead of recovery work. For operations managers, stronger first-pass yield often translates into better OEE performance and more reliable on-time delivery without adding extra headcount.
Better Compliance and Audit Readiness
TQM also strengthens согласие because it relies on repeatable processes, documented standards, and closed-loop corrective action. In a food and beverage plant, for instance, quality depends on more than final product checks; it depends on sanitation verification, traceability records, calibrated instruments, and disciplined response to deviations. A TQM approach makes those controls part of normal operations rather than last-minute audit preparation.
That has measurable effects on audit performance and regulatory risk. Plants with stronger process discipline generally see fewer major findings, faster CAPA closure, and better record completeness during customer or certification audits. For sites working under ISO 9001, IATF 16949, GMP, or HACCP-related requirements, that consistency reduces both compliance cost and business risk.
More Reliable Customer Satisfaction
Customer satisfaction improves under total quality management when internal quality becomes more consistent and less reactive. In an automotive components plant, customers may judge performance through ppm, delivery reliability, containment speed, and responsiveness to complaints rather than through price alone. TQM improves these outcomes because issues are detected earlier, investigated more systematically, and prevented from recurring.
The commercial impact can be significant. Research commonly shows that winning a new customer costs far more than retaining an existing one, and poor quality directly erodes retention through chargebacks, returns, and reduced trust. A stronger quality culture in manufacturing protects customer relationships by making reliability part of daily execution, not just part of quarterly review meetings.
A Stronger Quality Culture Supports Long-Term Gains
The most durable value of TQM is cultural because systems only hold when people treat quality as shared work. When supervisors review process deviations, operators flag abnormalities early, and managers act on data instead of opinion, quality performance becomes more stable over time. That kind of quality culture in manufacturing is what allows improvement to continue after the first wave of projects is complete.
You can see the difference in plants where quality is embedded into routines rather than driven by firefighting. Problems surface faster, cross-functional teams align more easily, and improvement actions are more likely to stay in place. That is why TQM in manufacturing is not just a quality initiative; it is a practical operating model for better cost, delivery, compliance, and customer performance.
How to Apply TQM Step by Step on the Shop Floor
Start With Leadership Alignment
To apply TQM in manufacturing, start by making quality a management system issue rather than a quality department project. Plant leadership needs to agree on three basics: which process will be improved first, which metrics will define success, and who owns daily follow-through. Without that alignment, teams usually get extra inspections but not better process control.
Take a mid-sized metal components manufacturer that has recurring variation in final inspection results across two shifts. Operators are checking parts, supervisors are reacting to defects, and quality engineers are issuing reports, but the routine is inconsistent, and root causes stay open too long. The plant decides to begin with one production line and one part family instead of trying to roll out every total quality management principle across the whole factory at once.
A practical rollout works best in phases: align leaders, map the current process, standardize work, train teams, capture shop-floor data, review results in a fixed cadence, and then feed improvements back into daily work. This phased approach helps a quality management system become operational instead of staying at the policy level. It also gives teams a visible path from inconsistent inspection activity to disciplined, repeatable quality control routines.

Map the Current Process Before Changing It
The next step is to document how quality actually flows today, not how the SOP says it should flow. In the metal components plant, the team maps where checks happen, who records results, how nonconformances are escalated, and where delays or judgment calls enter the process. They quickly find that shift A records dimensions on paper, shift B enters some results in Excel, and recheck criteria are interpreted differently by different inspectors.
This process map should cover more than inspection points. It should also show material handoff, machine setup verification, reaction plans for out-of-spec parts, and who approves containment actions. In many factories, TQM stalls because quality activities exist, but the links between them are unclear.
Standardize Work at the Point of Execution
Once the process is visible, the plant can define standard work for the few activities that most affect quality outcomes. In this example, the team standardizes first-piece inspection, in-process sampling frequency, gauge use, defect coding, and escalation rules when a measurement drifts toward the control limit. The goal is not more paperwork; it is fewer judgment gaps between people, shifts, and lines.
Good standardization is specific enough to guide action but simple enough to use under production pressure. Each step should answer what to check, how to check it, what result is acceptable, and what to do when the result is not acceptable. That is where total quality management principles become practical behavior on the shop floor.
Train Teams and Make Roles Explicit
Training should focus on role clarity, not just awareness. Operators need to know the standard, inspectors need to know the defect criteria, supervisors need to know the escalation trigger, and production leaders need to know which daily metrics they are expected to review. When everyone receives the same rule set, quality culture in manufacturing becomes less dependent on individual experience.
In the metal components plant, the team runs short line-side training sessions over one week rather than a one-time classroom event. They use actual parts, actual gauges, and real defect photos from the line. That approach reduces interpretation differences faster than generic training slides.
Capture Data That Supports Decisions
TQM in manufacturing depends on usable data, but not every data point has equal value. The plant starts by collecting a small set of control metrics: first-pass yield, defect type by shift, rework hours, response time to nonconformance, and recurrence rate of the same issue within 30 days. These measures connect daily work to continuous quality improvement without overwhelming supervisors.
At this stage, последовательность matters more than analytics complexity. If one shift records dimensional failure as “oversize,” another as “OD high,” and another as “machining issue,” trend analysis becomes unreliable. Standard codes, timestamps, and ownership fields are what turn inspection activity into management insight.
Review Results in a Fixed Operating Cadence
Data only changes performance when it is reviewed in a predictable rhythm. In the example plant, supervisors and quality leaders hold a 15-minute daily review at the line, then a weekly cross-functional review for recurring defects and overdue actions. This creates a direct link between abnormal results, containment, root cause analysis, and management attention.
The review cadence should be structured around a few questions. What failed yesterday, what was contained, what remains open, and what systemic change is needed to prevent repeat issues? That discipline is what moves a factory from isolated correction to a working continuous quality improvement loop.
Close the Loop and Expand Gradually
The final step is to feed learning back into the process, training, and standard work. In the metal components plant, repeated burr defects led to a revised setup checklist, clearer tool wear criteria, and a mandatory sign-off before restart after insert changes. The result is not just fewer defects this week, but a stronger quality management system for the next run as well.
Once the first line shows stable gains, the plant can extend the method to similar lines or adjacent processes. This is how TQM becomes sustainable: one controlled rollout, one closed loop, and one repeatable management routine at a time.
Total Quality Management Examples and the Systems Needed to Sustain It
From TQM Principles to Daily Quality Workflows
In practice, total quality management shows up as a set of repeatable workflows, not as a slogan on the wall. Customer focus becomes customer complaint follow-up and containment tracking. Process discipline becomes incoming inspection, in-process checks, layered process audits, and standardized reaction plans. Continuous quality improvement becomes nonconformance reporting, CAPA tracking, training acknowledgment, and supplier corrective action that can be reviewed, closed, and learned from across functions.
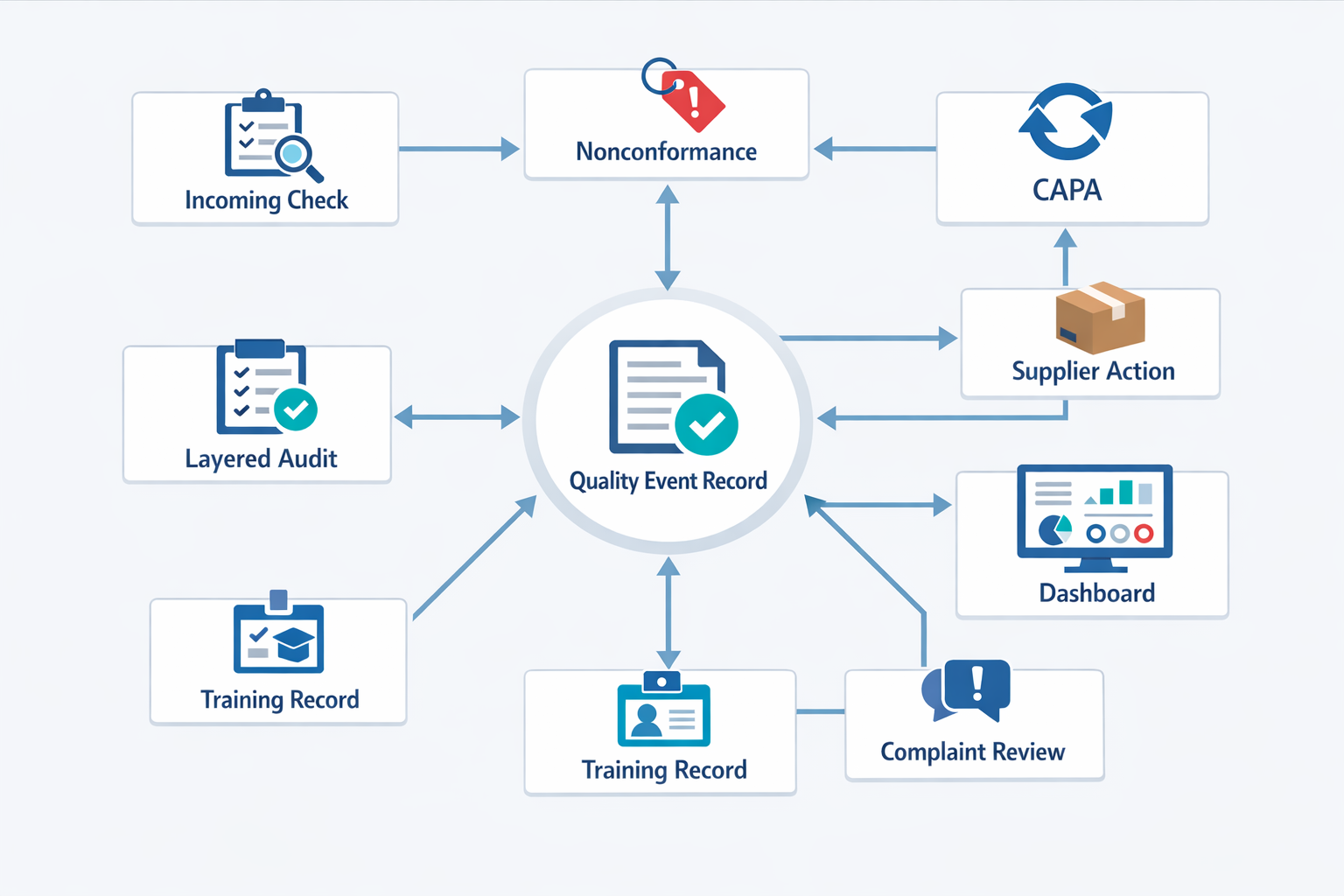
A plant that follows total quality management principles usually needs these workflows to connect rather than operate in isolation. If incoming inspection finds repeated defects from one supplier, that record should feed supplier corrective action, inventory hold status, production risk review, and management reporting. If a customer complaint points to an assembly error, the same event should trigger root cause analysis, retraining, verification, and follow-up effectiveness checks. This is where TQM in manufacturing becomes operational: every quality event creates a controlled path from detection to resolution.
The Core Workflows That Keep a Quality Management System Alive
Incoming inspection is often the first control point where quality issues can be contained before they reach production. A strong workflow records supplier, lot number, defect category, inspection result, disposition, and evidence such as photos or test data. For manufacturers in sectors like electronics, food processing, or fabricated metal parts, this creates traceability that supports both compliance and faster supplier feedback.
Nonconformance reporting и CAPA are the backbone of continuous quality improvement. A useful nonconformance workflow does more than log defects; it assigns ownership, classifies severity, links containment actions, and tracks root cause verification. CAPA then extends that record into corrective and preventive actions, due dates, approvals, and effectiveness review. Plants with mature systems tend to close the loop faster because they can see which actions are overdue, repeated, or failing to prevent recurrence.
Layered audits и training acknowledgment support a quality culture in manufacturing by reinforcing standard work. A layered audit workflow helps supervisors and managers verify whether key process controls are actually being followed on the floor. Training acknowledgment then documents who was trained on a revised work instruction, when they completed it, and whether competency was confirmed. Without that record, process changes are often implemented unevenly across shifts or lines.
Why Spreadsheets Often Break TQM Execution
Spreadsheets can handle isolated records, but they struggle when a quality management system needs traceability across departments. One workbook may track supplier defects, another may track CAPA, and a third may hold training records, with no reliable link between them. That creates version conflicts, delayed escalation, and weak auditability, especially when production, quality, engineering, and purchasing all update information separately.
The bigger problem is that disconnected tools make accountability harder to manage. A corrective action can be assigned in a meeting, but if reminders, approvals, evidence, and closure checks are not built into the workflow, tasks slip. Many plants discover that their issue is not a lack of quality effort but a lack of system control. TQM in manufacturing depends on disciplined follow-through, and that is difficult to sustain with email threads and manually updated files.
How Jodoo Supports Measurable Quality Execution
Вот где Jodoo can support a more flexible quality management system. Teams can build no-code forms for incoming inspection, defect intake, audit findings, complaint handling, and CAPA initiation, then route each record through role-based workflows for review, approval, and closure. Because records sit in a connected data structure, quality, production, engineering, and purchasing can work from the same source of truth instead of reconciling separate trackers.
Jodoo also helps operationalize total quality management examples into measurable controls. You can capture photos, signatures, defect quantities, lot numbers, and root cause fields on mobile devices at the point of use, then trigger follow-up actions automatically based on severity or defect type. Dashboards can show overdue CAPA, repeat nonconformances by line, supplier defect trends, and audit completion rates, giving managers a real-time view of whether continuous quality improvement is actually happening.

A mid-sized electronics manufacturer, for example, might replace email-based defect reporting with a Jodoo workflow that routes each issue from line inspection to quality review, containment, engineering analysis, and CAPA approval. Instead of waiting for weekly meetings to check status, managers can see open issues, aging actions, and recurring failure modes in one dashboard. That shortens response time, improves traceability, and reduces the IT burden because the operations team can configure the workflow as requirements evolve.
Conclusion: Turning TQM Principles Into Daily Execution
TQM works when quality stops being a department task and becomes part of how the plant runs every day. The principles covered in this article—customer focus, process discipline, employee involvement, fact-based decisions, and continuous improvement—create results only when they are built into routine work. That means standard inspections, clear escalation paths, closed-loop corrective actions, visible KPIs, and regular review rhythms across production, quality, maintenance, and supply chain teams.
For manufacturing leaders, the main takeaway is simple: TQM is not just a philosophy to communicate but a management system to operate. Plants that sustain it tend to reduce defects, scrap, and rework while improving first-pass yield, compliance readiness, and customer confidence. In practice, success depends on whether your teams can capture the right data, respond quickly to issues, and keep improvement actions moving without losing traceability.
If you want to make TQM easier to execute, Jodoo gives you a practical way to digitize quality workflows without heavy custom development. As a no-code lean manufacturing platform, it can support inspection forms, nonconformance tracking, CAPA workflows, audit records, and real-time dashboards in one connected system. You can начать бесплатную пробную версию или заказать демонстрацию to see how Jodoo can help your team scale quality execution with less manual effort.

