
Введение: Почему диаграммы Парето важны для контроля качества в производстве
На большинстве заводов проблема заключается не в недостатке данных. Слишком много кодов дефектов, слишком много причин простоев и слишком много проблем с переделкой, конкурирующих за одно и то же ограниченное время на улучшение. Исследования в области производственных процессов и управления качеством часто показывают, что большинство потерь обусловлено небольшим количеством причин, и именно поэтому... Диаграмма Парето остается одним из самых практичных инструментов в цеху.
Для менеджера по качеству или руководителя производства ценность проста: вместо обсуждения 20 возможных проблем можно увидеть, какие из них являются причиной наибольшего количества брака, жалоб или сбоев в производстве. В этом и заключается истинное применение правила 80/20 в производстве для обеспечения качества. Это не жесткая формула, а способ сосредоточить корректирующие действия там, где они принесут наиболее быструю отдачу от производственных процессов.
В этой статье объясняется, как Диаграмма Парето Вы узнаете, как работает анализ Парето, как правильно построить его на основе производственных данных и как интерпретировать результаты, избегая распространенных ошибок анализа. Вы также увидите, как команды используют анализ Парето в производстве не только для подсчета дефектов, но и для учета простоев, переделок и проблем с поставщиками, чтобы превратить анализ дефектов качества в четкий список приоритетов для улучшения.
Что показывает диаграмма Парето и как работает правило 80/20 в цеху.
Две части диаграммы Парето
A Диаграмма Парето Этот инструмент объединяет два представления в одном визуальном элементе. Столбцы показывают, как часто возникает каждая проблема, в порядке убывания частоты, а линия отображает совокупную долю всех проблем при движении слева направо. Такая структура позволяет легко увидеть, какие несколько категорий составляют большую часть потерь, вместо того чтобы рассматривать каждую проблему как одинаково важную.
В производстве категории могут представлять собой типы дефектов, причины брака, причины простоев, факторы, приводящие к доработке, или даже несоответствия поставщикам. Менеджер по качеству может использовать диаграмму Парето для ранжирования частоты возникновения паяных перемычек, несоответствий размеров и ошибок упаковки. Менеджер по производству может использовать ту же логику для ранжирования остановок оборудования, таких как неисправности датчиков, застревание материала и задержки при переналадке.
Как команды находят “нескольких ключевых игроков”
Практическая ценность Диаграмма Парето Дело не только в самих столбцах, но и в закономерности, которую они выявляют. Когда первые три или четыре категории определяют большую часть общего результата, вы определили “жизненно важных немногих”Причины, заслуживающие немедленного внимания. Остальные категории также важны, но, как правило, на первом этапе улучшения им не требуется столько же ресурсов».
Именно здесь анализ Парето в производстве становится полезным для принятия ежедневных решений. Если в одном из обрабатывающих цехов обнаружено, что дефекты в виде заусенцев, износ инструмента и смещение приспособлений являются причиной 781 тонны несоответствий, у команды появляется четкая отправная точка для анализа дефектов качества. Вместо запуска шести разрозненных действий, они могут сосредоточить техническое обслуживание, проверку процессов и переобучение операторов на наиболее распространенных причинах.
Что на самом деле означает правило 80/20 в производстве?
Правило 80/20 в производстве — это принцип приоритезации, Это не строгая формула. На реальных заводах соотношение может быть 70/30, 85/15 или 65/20 в зависимости от процесса, ассортимента продукции и качества данных. Суть не в том, чтобы заставить числа равняться 80 и 20, а в том, чтобы выявить небольшое количество причин, оказывающих непропорционально большое влияние.
Это различие имеет значение в цехе. Например, на штамповочном заводе может оказаться, что две причины брака приводят к возникновению 681 тыс. тонн общей стоимости брака, в то время как на сборочной линии четыре категории дефектов могут привести к возникновению 821 тыс. тонн всех заявок на доработку. Оба примера диаграмм Парето являются допустимыми, поскольку диаграмма помогает команде ранжировать задачи по приоритетности устранения дефектов, а не доказывает математический закон.
Где применение анализа Парето в производственных процессах?
Анализ Парето часто ассоциируется с дефектами, но его применение гораздо шире. В анализе простоев столбцы могут представлять причины поломок, а кумулятивная линия показывает, какие остановки занимают больше всего доступного производственного времени. В анализе доработок диаграмма может показать, что небольшое количество повторяющихся ошибок сборки составляет большую часть трудозатрат на их исправление.
Для руководителей предприятий диаграмма Парето полезна в различных процедурах анализа. Она может использоваться для еженедельных совещаний по качеству, ежедневного анализа производственных потерь, обсуждения показателей работы поставщиков и проектов непрерывного совершенствования. При последовательном применении одной и той же логики команды могут сравнивать приоритеты по линиям, сменам, группам продуктов или периодам времени, прежде чем эти данные будут объединены в более широкую панель мониторинга качества производства.
Что диаграмма Парето вам не покажет
A Диаграмма Парето Он показывает концентрацию внимания, а не первопричину. Он указывает, где находятся самые большие проблемы, но не объясняет, почему они возникают или какие корректирующие действия будут наиболее эффективными. Именно поэтому высокоэффективные команды используют его в качестве инструмента. инструмент скрининга прежде чем переходить к более глубокому анализу, такому как контрольные листы, метод «5 почему», диаграммы Исикавы или проверка процесса.
Кроме того, диаграмма не измеряет серьезность проблемы, если категории не построены на основе влияния, а не просто количества. Дефект с низкой частотой возникновения, но высоким риском для клиента, все равно может потребовать срочных действий, даже если он находится в правой части диаграммы. На практике диаграмма помогает определить приоритеты в первом обсуждении; она не заменяет экспертную оценку инженера.
Пример диаграммы Парето: как построить диаграмму для анализа дефектов
Шаг 1: Сбор данных о дефектах в одном стабильном технологическом окне.
Используйте один стабильный производственный сценарий Таким образом, эти цифры имеют значение. Например, предположим, что на линии сборки электроники в течение недели на линии 3 регистрируются все дефекты окончательной проверки 1000 печатных плат. Команда регистрирует каждый дефект по стандартному коду причины: перемычка припоя, отсутствующий компонент, неправильная маркировка, косметическая царапина и погнутый контакт.
Ключевым моментом на данном этапе является последовательность, Дело не в сложности. Если один инспектор пишет “плохой припой”, а другой — “короткое замыкание припоя”, ваш анализ дефектов качества разделит одну и ту же проблему на две более мелкие категории и ослабит результат. Обычно достаточно простого контрольного листа или цифровой формы проверки, если все дефекты фиксируются одинаковым способом.
Шаг 2: Определите четкие категории дефектов перед подсчетом.
Для дефекта Диаграмма Парето, Категории должны описывать тип дефекта, а не предполагаемая причина. В этом примере “отсутствующий компонент” — допустимая категория, а “ошибка оператора” — нет, поскольку она сразу переходит к первопричине, прежде чем команда что-либо проверит. Категории должны быть наблюдаемыми и взаимоисключающими, чтобы инспекторы могли быстро классифицировать дефекты в цеху.
Спустя неделю команда получила следующие данные: 38 случаев перемычек припоя, 27 отсутствующих компонентов, 14 случаев неправильной маркировки, 11 случаев косметических царапин и 10 случаев погнутых контактов. В общей сложности это 100 дефектов, что упрощает расчет в процентах, но тот же метод работает с любым общим количеством. Это практическая основа анализа Парето в производстве: сначала подсчет, потом исследование.
Шаг 3: Отсортируйте данные и рассчитайте кумулятивный процент.
Теперь отсортируем категории от самой высокой до самой низкой частоты. В данном случае порядок уже задан. 38, 27, 14, 11, до 10, Таким образом, следующим шагом является преобразование каждого показателя в долю от общего числа дефектов, а затем построение кумулятивной процентной линии. Кумулятивные значения становятся следующими: 38%, 65%, 79%, 90%, и 100%.
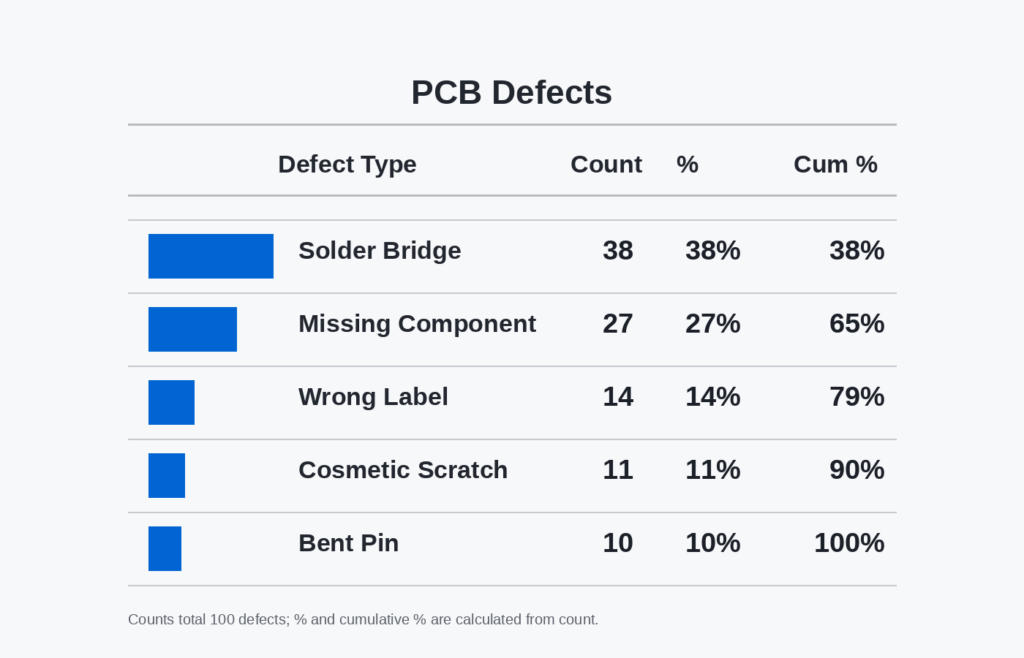
В этом отсортированном представлении вступает в действие правило 80/20 в производстве. Вы уже можете видеть, что первые две категории составляют 65% из всех зарегистрированных дефектов, и первые три составляют 79%, Это достаточно близко, чтобы определить “несколько ключевых” категорий, требующих немедленных действий. Точное распределение будет варьироваться, но логика остается той же: сосредоточиться на тех немногих категориях, которые в наибольшей степени приводят к потере качества.
Шаг 4: Правильно постройте диаграмму Парето дефектов.
Создайте столбчатую диаграмму, где по горизонтальной оси будут отложены категории дефектов, а по левой вертикальной оси — количество дефектов. Затем добавьте линию кумулятивного процента, используя правую вертикальную ось, масштабированную от 0% до 100%. Столбцы должны оставаться в порядке убывания, поскольку именно такое визуальное ранжирование делает диаграмму полезной для определения приоритетов.
Если вы создаете диаграмму в Excel, Google Sheets или на панели мониторинга производственного качества, используйте комбинированный формат диаграммы, а не два отдельных визуализаций. Это позволит команде одновременно видеть объем дефектов и совокупный вклад в одном представлении. Четкая диаграмма должна с первого взгляда показывать, где усилия по улучшению принесут наибольшую отдачу.
Шаг 5: Проверьте, достаточно ли хороши данные для принятия решений.
Прежде чем представить диаграмму в производственный или инженерный отдел, сделайте одну быструю проверку. Проверка пройдена. Убедитесь, что все данные получены из одной и той же точки контроля, за один и тот же период времени и с использованием одного и того же стандарта кодирования дефектов. Если данные содержат информацию о входном контроле, промежуточных проверках и окончательном контроле качества, диаграмма может выглядеть точной, но приводить к неправильным действиям.
Для этой линии электроники полученный результат достаточно убедителен, чтобы поддержать следующий шаг в принятии решений. Теперь команда знает, что среди дефектов преобладают перемычки из припоя и отсутствующие компоненты, поэтому работу по улучшению следует начинать именно с этого, а не с менее частых проблем, таких как царапины или погнутые контакты. Диаграмма сама по себе не решает проблему, но она дает команде четко определенную отправную точку для сокращения количества дефектов.
Как интерпретировать диаграмму Парето дефектов и избежать распространенных ошибок анализа.
Где провести границу и что нужно исправить в первую очередь
Дефект Диаграмма Парето Это становится полезным только тогда, когда вы превращаете это в решение. На большинстве заводов практической границей является момент, когда суммарное количество дефектов достигает примерно 701–801 ТП3Т, поскольку это обычно позволяет определить несколько категорий, которые приводят к наибольшей потере качества. В этом заключается основная логика, лежащая в основе. Правило 80/20 в производствеНе каждый дефект заслуживает одинакового внимания одновременно. Ваш первоочередной список действий должен состоять из “нескольких важнейших” пунктов слева от этого порога, а не из полного списка проблем.
Тем не менее, дефект с наибольшей частотой не обязательно является первой проблемой, которую следует решать. При анализе дефектов качества также необходимо задаться вопросом, легко ли локализовать этот дефект, дорого ли его устранить на последующих этапах производства или высока ли вероятность того, что он вызовет жалобы клиентов. Категория, ответственная за 181 ТБ3Т дефектов, может заслуживать приоритета перед категорией с 221 ТБ3Т, если она приводит к гарантийным возвратам, остановкам производственной линии или представляет угрозу безопасности. Хороший анализ Парето в производстве сочетает данные о количестве дефектов с операционное воздействие, а не просто подсчитывать данные.
Свяжите частоту с затратами, рисками и потоком
Четкое прочтение диаграммы Парето дефектов связывает частоту с деловые последствия. Например, поставщик автомобильных комплектующих может обнаружить, что наиболее распространенным дефектом являются мелкие царапины на поверхности, но ошибки сборки, связанные с моментом затяжки, приводят к наибольшему количеству часов доработки и риску для клиента. В этом случае диаграмма по-прежнему помогает расставить приоритеты, но при принятии решения необходимо учитывать серьезность дефекта, стоимость его устранения и риск утечки. Именно здесь многие команды переходят от базового подхода Диаграмма Парето пример полезного инструмента управления.
Один из практических методов — это сравнение наиболее популярных категорий по трем фильтрам: количество дефектов, стоимость низкого качества и сбои в производственном процессе.. На механическом заводе заусенцы могут занимать верхнюю строчку диаграммы, но нестандартные размеры могут представлять собой более серьезную проблему, поскольку они приводят к браку дорогостоящих деталей и потребляют производственные мощности. Если частота встречаемости двух категорий близка, следует сначала выбрать ту, которая оказывает большее влияние на финансовые показатели или сроки поставки. Это позволит привести диаграмму в соответствие с производительностью завода, а не только с общими показателями контроля качества.
Сравните хорошую диаграмму с вводящей в заблуждение.
Хорошо структурированная диаграмма Парето использует четкие, непересекающиеся категории дефектов, определенный временной интервал и последовательный метод подсчета по сменам или линиям. Вводящая в заблуждение диаграмма смешивает общие обозначения, такие как “проблема сборки”, с узкими, такими как “неплотно закрученный винт”, или объединяет дефекты, собранные за разные периоды и при разных размерах выборки. В результате получается диаграмма, которая выглядит аналитической, но не может служить основой для принятия обоснованных мер. Если базовые категории слабые, то и визуальная оценка будет слабой.

Распространенные ошибки, искажающие интерпретацию.
Несогласованные коды причин — одна из наиболее распространенных причин сбоев. В дискретной сборке один оператор может записать “неправильная метка”, другой — “несоответствие меток”, а третий — “проблема печати”, даже если возникает одна и та же проблема. Это разделяет одно семейство дефектов на несколько более мелких полос и скрывает реальный приоритет. Прежде чем доверять диаграмме, убедитесь, что таксономия дефектов стандартизирована на этапе ввода данных.
Ещё одна ошибка — смешивание показателей серьёзности и частоты в одной диаграмме. В автомобильном производстве редкий дефект, связанный с тормозами, и часто встречающийся косметический дефект не следует объединять в один рейтинг без контекста, поскольку они отвечают на разные вопросы. Частота показывает, где дефекты возникают чаще всего, а серьёзность — где риск наиболее высок. Если важны оба показателя, используйте диаграмму Парето для оценки частоты, а серьёзность анализируйте отдельно, например, с помощью оценки FMEA или матрицы эскалации.
Устаревшие данные также создают ложные приоритеты. Производственный цех может по-прежнему работать с показателями Парето дефектов за прошлый квартал, даже если замена инструмента и перепроектирование оснастки уже устранили старую основную причину проблемы. Если временной интервал данных слишком старый, ваша команда может начать корректирующие действия по проблеме, которая больше не является доминирующей. Для быстро меняющихся процессов еженедельные или даже ежедневные циклы обновления данных часто оказываются более полезными, чем ежемесячные статические обзоры.
Небольшие выборки могут быть одинаково опасны. Если запуск новой модели генерирует только Всего 25 дефектов. В первые несколько дней самый высокий столбик графика может отражать обычные колебания при запуске, а не стабильную закономерность. В этом случае используйте график как ранний сигнал, а не как доказательство долгосрочной проблемы. Хорошее правило — проверить, достаточно ли велики размер выборки и период сбора данных, чтобы отразить нормальные условия производства.
Превратите интерпретацию в действие
Как только вы определите основную категорию дефектов, назначьте ответственного за их устранение, определите меры по их локализации и определите первопричину проблемы. Не запускайте пять проектов по улучшению только потому, что на диаграмме слева пять столбцов; большинство предприятий добиваются лучших результатов, закрывая одну крупную проблему, а затем перестраивая диаграмму с новыми данными. Такая дисциплина предотвращает чрезмерное распыление времени инженеров. Это также упрощает последующий анализ Парето, позволяя легче связать его с реальными улучшениями в плане брака, доработок или выхода годной продукции с первого раза.
По мере накопления данных многие заводы отслеживают эти приоритеты. панель мониторинга качества производства Таким образом, они могут сравнивать смены, линии или семейства продуктов, не перестраивая анализ вручную. Панель мониторинга не заменяет интерпретацию, но помогает менеджерам увидеть, является ли одна и та же категория устойчивой, локализованной или уже улучшается. Именно тогда... Диаграмма Парето перестаёт быть просто слайдом для отчёта и начинает превращаться в инструмент контроля.
Применение анализа Парето в производстве для решения проблем, связанных с дефектами.
A Диаграмма Парето Наиболее полезен он, когда вы перестаёте рассматривать его как инструмент, предназначенный исключительно для выявления дефектов. На практике анализ Парето в производстве помогает различным руководителям ранжировать несколько категорий потерь, которые создают большую часть операционных издержек предприятия, будь то простои, брак, переделки, проблемы с поставщиками или жалобы клиентов. Именно здесь и проявляется Правило 80/20 в производстве Это становится практическим: не каждая категория заслуживает одинакового внимания, и не каждая диаграмма должна приводить к одним и тем же действиям.
Для руководителей производства: ставьте потери от простоев на первое место.
Для руководителя производства наиболее ценным представлением Парето часто является анализ простоев по причинам, а не по количеству дефектов по типам. Например, на упаковочной линии может оказаться, что устранение замятий, задержки при переналадке и неисправности датчиков приводят к потере 781 TP3T минут, даже несмотря на то, что операторы сообщают о десяти различных причинах остановок за смену. Это меняет подход с “исправить все” на “в первую очередь стабилизировать три основные причины сбоев”.”
В данном случае одной лишь частоты недостаточно, поэтому в качестве основы для измерения следует использовать общее время простоя в минутах. Кратковременная остановка, которая происходит 40 раз, может иметь меньшее значение, чем одна повторяющаяся неисправность, отнимающая два часа в день. Используйте диаграмму Парето в сочетании с простым контрольным листом или журналом остановок оборудования, чтобы коды причин фиксировались последовательно по линиям и сменам.
Для менеджеров, работающих по принципам бережливого производства: сосредоточьтесь на факторах, вызывающих необходимость переделок, и скрытых производственных потерях.
Менеджеры, придерживающиеся принципов бережливого производства, часто используют анализ Парето для выявления категорий, которые потребляют трудозатраты, но не отражаются явно в показателях брака готовой продукции. На заводе по сборке бытовой техники анализ Парето для доработок может показать, что коррекция выравнивания дверей, перекладка проводки и повторная затяжка крепежных элементов составляют большую часть времени, затрачиваемого на доработку при окончательной проверке. Это более убедительный сигнал об улучшении, чем отслеживание только количества прошедших/не прошедших проверку изделий.
В этом случае диаграмма Парето, основанная на отработанных часах, может оказаться полезнее классической диаграммы Парето, основанной на частоте дефектов. Одна категория переделок может встречаться реже, но при этом отнимать гораздо больше времени у техников, требовать больших усилий по балансировке производственной линии и оплачивать сверхурочные работы. Когда целью является бережливое производство, лучшая диаграмма измеряет потери ресурсов, а не только количество инцидентов.
Для инженеров-технологов: Разделяйте категории причин брака и категорий симптомов.
Инженерам-технологам необходима диаграмма Парето, которая помогает выявлять нестабильность процесса, а не просто сортировать видимые результаты. В процессе штамповки металла “заусенцы”, “деформация” и “поверхностные дефекты” могут быть основными категориями брака, но это все равно лишь симптомы. Следующий шаг — связать диаграмму с переменными процесса, такими как износ штампа, неравномерность смазки, вариативность рулона или выравнивание пресса.
Диаграмму Парето следует использовать в сочетании с инструментами анализа первопричин, а не отдельно. Хорошая последовательность действий: Контрольный лист → Ранжирование по Парето → Метод «5 почему» или анализ причинно-следственных связей (диаграмма Исикавы) → Пробное и валидационное тестирование. Без таких последовательных действий команда может составить понятную диаграмму, но при этом не суметь устойчиво сократить количество брака.
Для руководителей предприятий: расставьте приоритеты по категориям поставщиков и жалоб.
На уровне предприятия анализ Парето становится межфункциональным инструментом приоритизации. Руководитель предприятия может оценивать несоответствия поставщиков по стоимости инцидентов, количеству поступающих дефектов или сбоям в производстве, в то время как категории жалоб клиентов могут быть ранжированы по объему возвратов или стоимости претензий. Цель состоит не в создании единой сводной диаграммы для всего предприятия, а в сравнении того, какие “несколько важнейших” категорий негативно влияют на производительность в каждой части цепочки создания стоимости.
Панель мониторинга качества производства значительно упрощает этот процесс, поскольку одна и та же логика Парето может быть сегментирована по линиям, сменам, семействам продуктов, заводам или поставщикам. Вместо того чтобы обсуждать один статичный ежемесячный отчет, менеджеры могут видеть, сосредоточено ли смятие коробок на одной упаковочной линии, связаны ли жалобы на внешний вид с одним семейством продуктов или же входящие дефекты размеров связаны с конкретной партией поставщика.
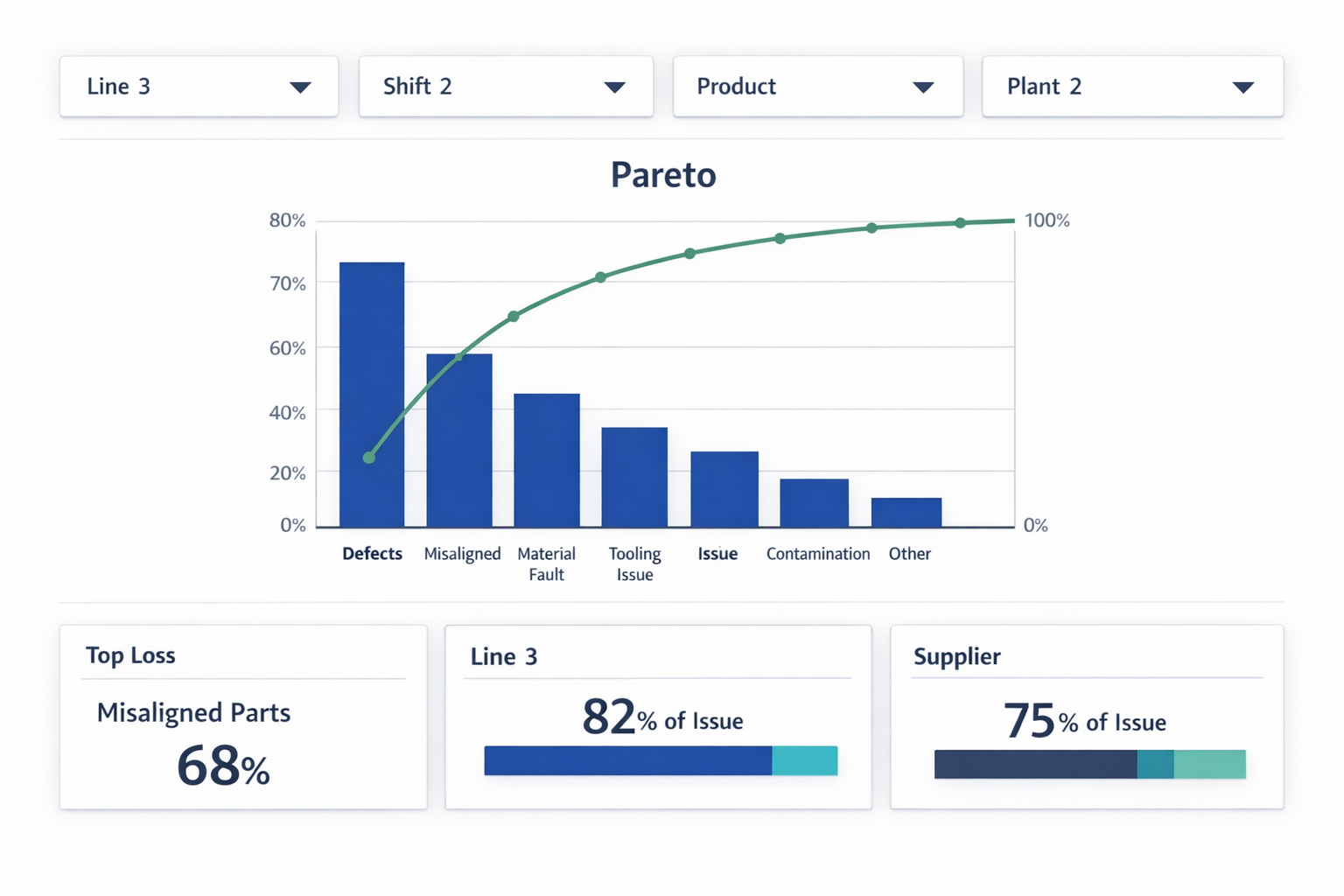
Такой сегментированный подход особенно важен в многопрофильных или многофилиальных предприятиях. Смешанный график может скрывать локальную концентрацию проблем и создавать впечатление, что проблема гораздо масштабнее, чем есть на самом деле. Когда команды используют панель мониторинга для динамической фильтрации результатов по Парето, они быстрее переходят от ранжирования к принятию мер.
Когда следует использовать диаграмму Парето в сочетании с другими инструментами?
Используйте диаграмму Парето, когда вам нужно принять решение. с чего начать, Однако не стоит ожидать, что он объяснит причину проблемы или способы ее решения. Для анализа повторяющихся дефектов качества, оценки простоев или сортировки жалоб он лучше всего подходит в качестве уровня приоритезации над структурированным сбором данных. После определения основных категорий, команды должны перейти к использованию соответствующего инструмента для последующих действий в зависимости от типа проблемы.
Если проблема заключается в непоследовательности отчетности, начните с контрольного листа и более точных определений категорий. Если проблема заключается в нестабильности процесса, используйте анализ первопричин и валидацию процесса. Если проблема затрагивает производственные линии, продукты или поставщиков, подключите диаграмму к панели мониторинга качества производства, чтобы руководители могли сравнивать закономерности в режиме реального времени, вместо того чтобы полагаться на одну статическую диаграмму Парето дефектов.
Заключение: Превратите идеи Парето в действия.
A Диаграмма Парето Это помогает вашей команде перестать бороться со всеми проблемами одновременно и сосредоточиться на нескольких причинах, приводящих к большей части потерь качества. Это важно на реальных предприятиях, где время инженеров, внимание руководителей и бюджеты на корректирующие действия всегда ограничены. Но сама диаграмма — это только отправная точка. Если данные о дефектах поступают с задержкой, категории непоследовательны или действия не отслеживаются, даже хороший анализ Парето не приведет к устойчивому улучшению.
Jodoo Эта система помогает производителям перейти от ручного анализа к интегрированному рабочему процессу обеспечения качества. Команды могут использовать формы без программирования для регистрации дефектов на производственной линии, стандартизации категорий дефектов по сменам и продуктам, а также автоматической передачи этих данных в оперативные отчеты Парето и панели мониторинга качества производства. После этого можно запускать рабочие процессы корректирующих действий, назначать ответственных, устанавливать сроки выполнения и отслеживать статус закрытия в одной системе.

Если вы хотите превратить идеи Парето в более быстрые действия на производственном участке, Jodoo — это практичная платформа без программирования для команд, работающих по принципам бережливого производства. Вы можете начать бесплатную пробную версию или заказать демонстрацию чтобы посмотреть, насколько это соответствует вашему процессу контроля качества.

