
Просмотр по категориям
Введение: Почему картирование потока создания ценности по-прежнему важно в современном производстве
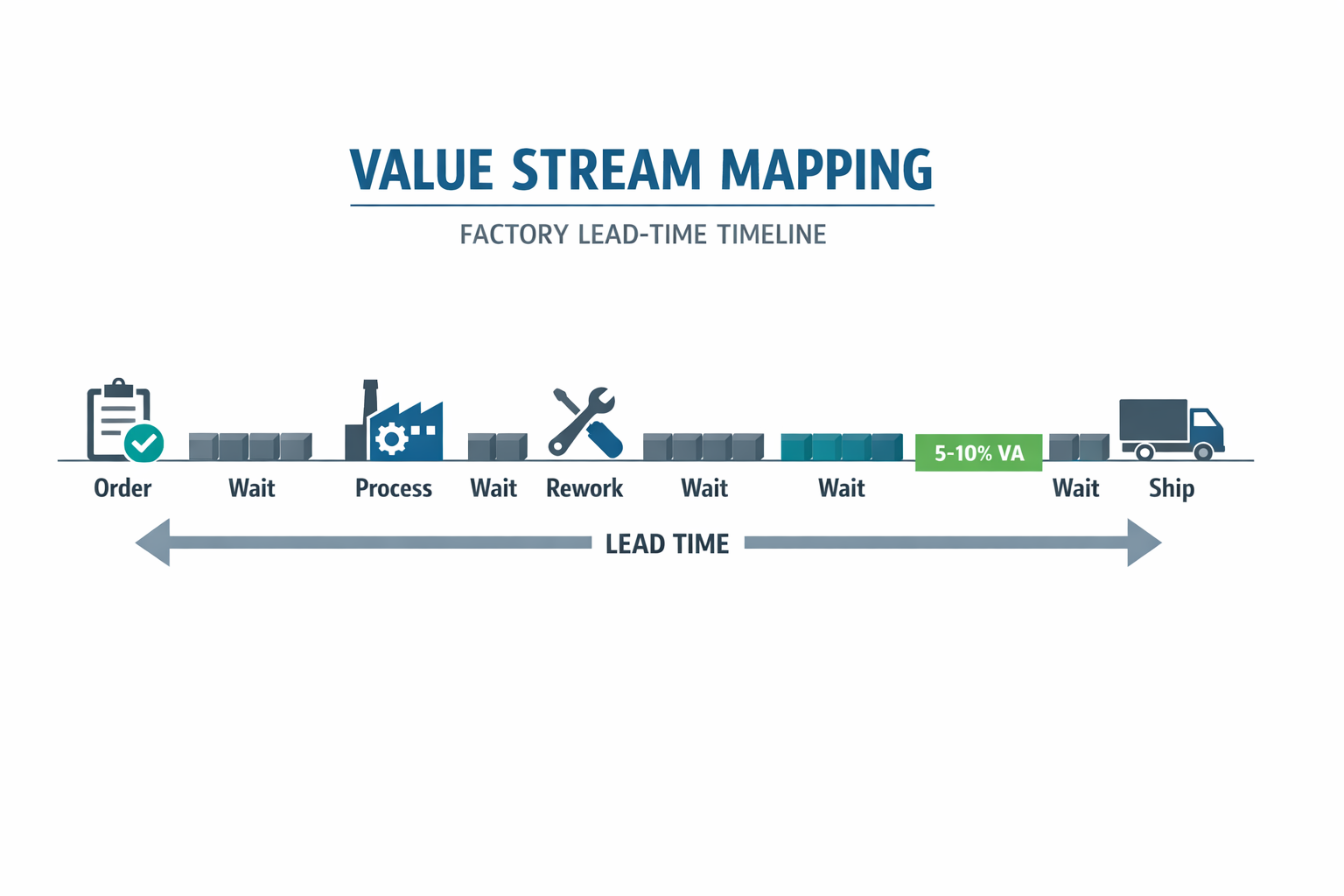
Завод может выполнить свой суточный план производства и при этом потерять часы на ожидание, ускорение и ненужные доработки. На многих предприятиях это происходит лишь частично. 5% до 10% Часть общего времени выполнения заказа действительно приносит добавленную стоимость, в то время как остальное связано с очередями, транспортировкой, согласованиями и задержками в планировании. Именно поэтому картирование потока создания ценности Это по-прежнему важно: это дает инженерам, работающим по принципам бережливого производства, и руководителям предприятий практический способ увидеть, как материалы и информация фактически перемещаются от заказа клиента до отгрузки, а не только как этот процесс должен работать на бумаге.
Для дискретных производителей это важно, поскольку отходы редко накапливаются на одном станке или в одном цехе. Представьте себе руководителя производства на заводе по производству автомобильных запчастей, который видит приемлемый показатель общей эффективности оборудования (OEE) на отдельных линиях, но заказы клиентов все равно отгружаются с задержкой, потому что незавершенное производство накапливается между штамповкой, механической обработкой и окончательной проверкой. Стандартные отчеты могут показывать загрузку и объем производства, но они часто упускают из виду скрытые проблемы, связанные с передачей данных, пробелами в планировании, задержками партий и ручным обменом данными.
В этой статье объясняется, что такое картирование потока создания ценности, как построить карту текущего состояния, на какие виды потерь следует обращать внимание и как превратить анализ потока создания ценности в практические улучшения на производстве.
Что такое картирование потока создания ценности в бережливом производстве?
Картирование потока создания ценности — это метод бережливого производства, используемый для визуализации перемещения материалов и информации от заказа клиента до готового продукта. На практике, картирование потока создания ценности Она отображает не только порядок операций. Она объединяет спрос, этапы производства, время ожидания, запасы, передачи и сигналы планирования в одном представлении, чтобы ваша команда могла видеть, как работает вся система, а не только поведение отдельной машины или линии.
A поток создания ценности Это полный набор действий, необходимых для создания семейства продуктов, включая как работы, создающие добавленную стоимость, так и этапы, не создающие добавленной стоимости. Сюда входят производственные процессы, внутренняя транспортировка, контроль качества, планирование и информационный поток, который сообщает людям, что нужно производить и когда. VSM бережливое производство, Суть в том, чтобы понять весь сквозной процесс, который переживает клиент, начиная с момента оформления заказа и заканчивая отгрузкой.
Чем карта потока создания ценности отличается от обычной блок-схемы процесса?
Простая блок-схема показывает последовательность этапов, таких как смешивание, розлив, маркировка и упаковка. Карта потока создания ценности идет гораздо дальше, добавляя операционные данные по каждому этапу, такие как время цикла, время переналадки, время безотказной работы, запасы незавершенного производства, количество операторов и время выполнения заказа. Это делает ее инструментом для анализ потока создания ценности, потому что это показывает, где именно в системе расходуется время.
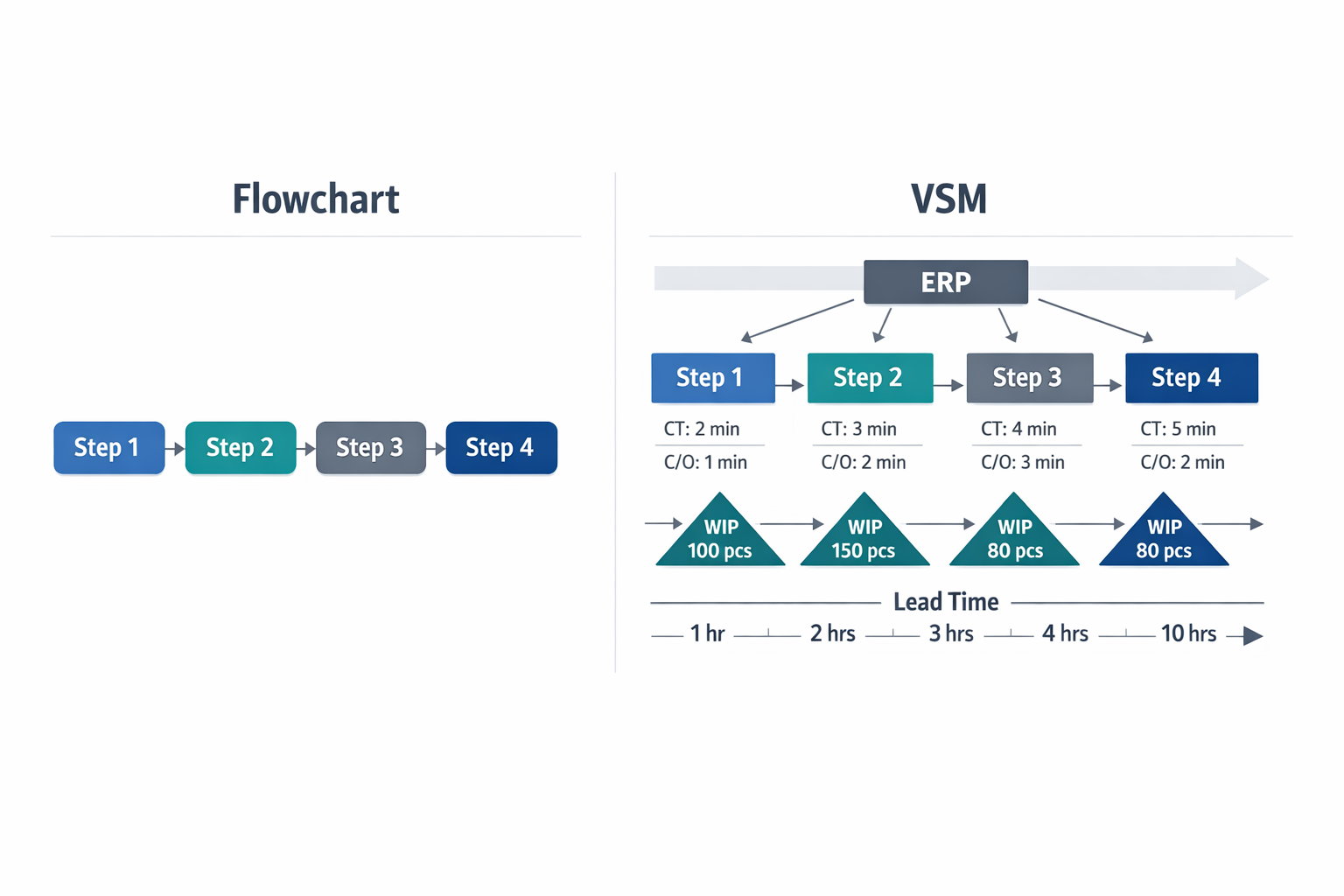
Представьте себе руководителя производства на заводе по упаковке продуктов питания, который производит соусы в бутылках для розничных клиентов. Технологическая схема может показывать прием сырья, приготовление, розлив, укупорку, маркировку и укладку на поддоны. Карта потока создания ценности также покажет, что готовые бутылки ждут восемь часов перед маркировкой из-за планирования партий, что переналадка при розливе занимает 45 минут, и что обновления плана отправляются один раз в день из ERP-системы на производственный участок. Именно этот дополнительный слой превращает простую диаграмму в инструмент принятия решений.
Чего команды пытаются добиться с помощью VSM?
Команды используют картирование потока создания ценности, чтобы связать три элемента, которые часто рассматриваются по отдельности: спрос клиентов, эффективность процессов и поток информации.. Например, если тактовая скорость клиента требует 900 единиц за смену, но один этап контроля может обработать только 700, то разрыв сразу становится виден на карте. Если планировщики выпускают еженедельные графики, но приоритеты линии меняются дважды в день, то раздел карты, посвященный потоку информации, показывает, почему физический поток становится нестабильным.
Именно поэтому большинство бережливых команд создают и то, и другое. текущее состояние карта будущего состояния. Карта текущего состояния документирует, как процесс фактически работает сегодня, используя реальные данные с производственного участка. Карта будущего состояния затем определяет, как должен работать поток после целенаправленных изменений, таких как системы "вытягивания" из супермаркета, уменьшение размеров партий, улучшение балансировки линии или более быстрое обновление информации от планирования до производства.
Общие составляющие карты потока создания ценности
Большинство карт потока создания ценности строятся из нескольких стандартных элементов. В верхней части отображаются клиент и поставщик, включая частоту заказов и ожидания по срокам доставки. В середине отображаются основные этапы процесса, а под каждым из них размещаются блоки данных для сбора таких показателей, как время цикла, время переналадки, время безотказной работы, процент брака и доступное рабочее время.
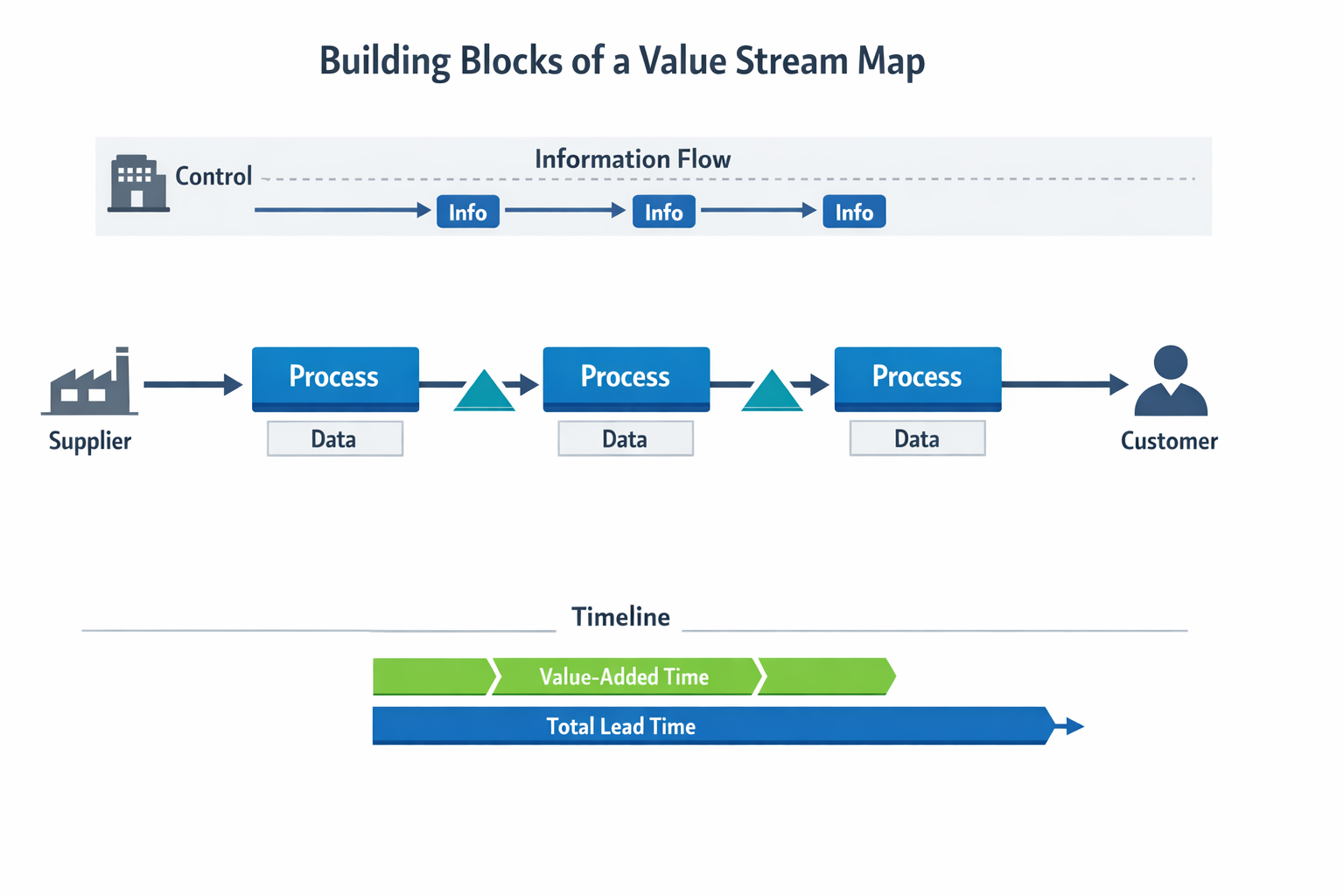
Между процессами добавляются точки инвентаризации или очереди, чтобы показать, где материал ожидает своей очереди. Над или рядом с физическим потоком отображается поток информации, такой как управление производством, выпуски MRP, ручное планирование, сигналы канбана или ежедневные производственные вызовы. Внизу обычно добавляется временная шкала, которая отделяет время, затраченное на создание добавленной стоимости, от общего времени выполнения заказа, и именно здесь часто проявляется наибольшая аналитическая информация.
A шаблон карты потока создания ценности Это помогает стандартизировать структуру, чтобы командам не приходилось каждый раз заново создавать форматы. Например, на заводе по сборке электроники, где составляется схема линии печатной платы, можно использовать один и тот же шаблон для нескольких семейств продукции, изменяя только данные процесса и детали маршрутизации. Такая согласованность значительно упрощает сравнение между линиями во время планирования кайдзен.
Основные символы VSM, которые вам следует знать.
Вам не нужно запоминать каждый символ перед началом, но вы должны понимать его основные принципы. Символы VSM Используется на большинстве заводов. Блоки с описанием процессов представляют основные этапы производства, а блоки с данными под ними содержат важные для анализа показатели. Треугольники обычно используются для обозначения мест хранения или очередей, а стрелки показывают направление движения материала между этапами.
Визуальные обозначения потока информации отличаются от обозначения потока материалов. Прямые стрелки часто обозначают ручную передачу информации, в то время как стрелки в форме молнии обычно используются для электронной информации, например, для расписаний из ERP или MES-систем. Иконки для клиентов, поставщиков, отгрузок и управления производством помогают интегрировать каждый процесс в общую операционную систему, а не рассматривать производство как изолированную линию.
Когда вы позже построите текущее состояние карта будущего состояния, Эти символы становятся особенно полезными, поскольку позволяют всем быстро читать карту, от инженеров-технологов до руководителей и планировщиков. Цель не в художественном совершенстве. Цель — создать общий визуальный язык, который поможет команде обсуждать потоки процессов, сравнивать альтернативы и согласовывать, что следует изменить в первую очередь.
Практический пример из цеха.
Рассмотрим швейную фабрику, производящую рубашки-поло для экспортных заказов. Швейная линия может выглядеть эффективной при поэтапном анализе, но карта потока создания ценности покажет, что раскроенные детали ждут полдня, прежде чем быть упакованными, готовая продукция отправляется большими партиями на проверку качества, а приоритеты отделки обновляются только в конце каждой смены. После составления карты команда сможет увидеть полный путь от сигнала заказа до упакованной коробки и спроектировать будущее состояние с меньшими партиями перемещений и более четкими триггерами планирования.
В этом и заключается практическая ценность картирование потока создания ценности в бережливом производстве. Это дает вашей команде структурированный способ документирования существующей системы и ее применения. анализ потока создания ценности, и подготовьтесь к улучшению, используя стандартизированный визуальный метод. На следующем этапе те же самые строительные блоки и Символы VSM стать основой для составления карты, отражающей то, что действительно происходит в цехе вашего завода.
Как построить карту потока создания ценности текущего состояния
1. Сначала выберите одно семейство продуктов.
Начните свой картирование потока создания ценности Это позволяет сосредоточиться на одном семействе продуктов, которые следуют схожей маршрутизации, используют аналогичное оборудование и удовлетворяют четко выраженному спросу. Это делает карту пригодной для использования. Если же попытаться объединить слишком много вариантов, ваша карта текущего и будущего состояния быстро станет слишком абстрактной, чтобы направлять действия в цехе.
Представьте себе менеджера по производству в завод по сборке электроники Команда, которая производит платы управления для трех клиентских программ. Вместо того чтобы составлять карту каждой линии печатных плат сразу, команда выбирает одно семейство плат, которые имеют общие этапы поверхностного монтажа, ручной установки, тестирования и упаковки. Это дает им чистую основу для анализ потока создания ценности не смешивая совершенно разные потоки в одной диаграмме.
2. Определите начальную и конечную точки.
Далее, прежде чем кто-либо начнет чертежи, четко определите объем работ. Решите, где начинается и заканчивается цепочка создания ценности: от поступления сырья до отгрузки готовой продукции или от комплектации компонентов до окончательной упаковки. На многих заводах именно четкое определение объема работ отличает успешный проект от неудачного. VSM бережливое производство Упражнение с плаката, который никто не использует.
Например, в производство продуктов питания На заводе по производству соусов в бутылках команда может определить технологический процесс от взвешивания ингредиентов до смешивания, розлива, укупорки, маркировки, упаковки в картонные коробки и подготовки готовой продукции. На этом первом этапе они исключают производство поставщиков и транспортировку дистрибьюторами. Такой более узкий охват ускоряет сбор данных и упрощает проверку схемы.
3. Соберите межфункциональную команду.
Надежную карту текущего состояния не следует строить только силами инженеров-технологов. Необходимо включить в нее производство, планирование, контроль качества, техническое обслуживание, склад и, по возможности, руководителя каждого основного этапа процесса. Разные подразделения видят разные части потока, особенно когда передача информации так же важна, как и перемещение материалов.
Как правило, команду следует держать достаточно небольшой, чтобы она могла быстро реагировать. от 4 до 8 человек. На практике один человек наблюдает за процессом и засекает время, другой собирает данные об инвентаризации и очередях, а третий записывает правила планирования и составления расписания. Такая структура помогает стандартизировать схему и уменьшает споры в дальнейшем о том, как выглядит “реальный” процесс.
4. Проследите весь процесс от отгрузки в обратном порядке.
В классическом картирование потока создания ценности, Команды часто прослеживают процесс от отгрузки клиенту в обратном порядке до поступления материалов. Такой подход позволяет отслеживать спрос клиентов и выявлять точки разрыва между этапами, расположенными выше и ниже по цепочке. Это также предотвращает преждевременное погружение команды в детали на уровне оборудования.
Во время ходьбы используйте стандартные правила. Символы VSM для технологических блоков, треугольников запасов, информационных потоков, отгрузок и блоков данных. Символы важны, потому что они делают карту читаемой для разных подразделений и заводов. Если ваша команда уже использует цифровую карту шаблон карты потока создания ценности, Убедитесь, что символы и поля данных согласованы, чтобы каждый процесс документировался одинаково.
5. Фиксируйте реальный процесс, а не версию стандартной операционной процедуры.
Записывайте то, что фактически происходит на производстве во время обычной смены, а не только то, что предписывает стандартная процедура. Отмечайте, где партии продукции останавливаются, где детали ожидают проверки, как операторы получают изменения в расписании и как материалы перемещаются между станциями. Карта текущего состояния полезна только тогда, когда она отражает реальные условия работы.
Это особенно важно для ручных и полуавтоматизированных производственных процессов. Например, на швейной фабрике раскрой может выпускать партии продукции дважды в день, пошив может осуществляться в соответствии с приоритетами моделей, а отделка может приостанавливать производство до завершения проверки качества. Ни одна из этих деталей может не отражаться в официальном технологическом маршруте, но они ежедневно влияют на сроки выполнения заказа и незавершенное производство.
6. Сбор основных производственных показателей.
В блоке данных под каждым процессом должны быть указаны наиболее важные для потока операционные показатели. Как минимум, необходимо собрать информацию о каждом процессе. время цикла, время переналадки, время безотказной работы, Количество операторов, размер партии и результат первого прохода имели значение. Эти показатели отражают поведение каждого процесса, а не только его название в маршрутном листе.
Вам также следует дать количественную оценку. В процессе работы, время ожидания, и в общей сложности Время выполнения между этапами. На многих заводах время выполнения заказа определяется в основном временем ожидания в очереди, а не временем обработки. Контрольные показатели Института бережливого производства и примеры из практики отрасли часто показывают, что время, затрачиваемое на создание добавленной стоимости, может быть меньше, чем... 5% общего времени выполнения заказа В традиционных пакетных средах именно поэтому так важно качественное измерение текущего состояния.
7. Рассчитайте тактовое время и сравните его с технологической мощностью.
Ни одна текущая карта состояния не будет полной без такт времени. Тактовое время — это доступное время производства, деленное на спрос клиента, и оно определяет темп, в котором должен протекать процесс. После определения тактового времени сравните с ним время каждого цикла процесса, чтобы выявить области, где, вероятно, произойдет сокращение потока.
Например, если линия электроники имеет 450 доступных минут за смену и спрос клиентов 900 единиц, тактовое время составляет 30 секунд на единицу. Если тестирование проводится в 42 секунды в то время как размещение происходит в 24 секунды, Ограничение уже видно на карте. Это гораздо более полезное обсуждение, чем просто обозначение одной станции как “загруженной”.”
8. Передачу информации на карту следует осуществлять с такой же тщательностью, как и передачу материалов.
Многие заводы детально составляют схемы работы оборудования, но рассматривают планирование и коммуникацию как второстепенные вопросы. В действительности, именно передача информации часто определяет бесперебойность производственного процесса. Покажите, как отпускаются заказы, как передаются изменения в графике, как запускаются сигналы о пополнении запасов и где согласования или ручной ввод данных замедляют реакцию.
На пищевом предприятии производственный процесс может получать ежедневный план из ERP-системы, а затем полагаться на обновления электронных таблиц, распечатанные листы учета партий и группы обмена сообщениями для внесения изменений в течение смены. Каждая передача информации должна быть отражена на карте, поскольку каждая из них влияет на время реакции, отслеживаемость и стабильность графика. Именно здесь и происходит передача информации. анализ потока создания ценности становится чем-то большим, чем просто упражнением по планировке.
9. Используйте шаблон карты потока создания ценности для стандартизации сбора данных.
Структурированный шаблон карты потока создания ценности Это помогает командам избежать пропуска ключевых полей и упрощает сравнение карт между линиями или заводами. Шаблон должен включать название процесса, CT, C/O, время безотказной работы, количество операторов, незавершенное производство, время ожидания в очереди, источник информации, частоту планирования, частоту отгрузок и примечания об исключениях. Стандартизация важна, когда несколько отделов предоставляют данные в течение нескольких дней.
Цифровые шаблоны особенно полезны, когда вам нужны повторяющиеся обновления, а не результат разового семинара. С помощью платформы, не требующей программирования, такой как [название платформы]. Jodoo, Команды могут создавать формы для сбора данных о времени выполнения работ на производстве, подсчета запасов и контрольных точек потока информации в режиме реального времени, а затем передавать эти данные на панели мониторинга для анализа. Это ускоряет переход от текущего состояния к будущему, поскольку базовые данные уже структурированы и доступны для совместного использования.
10. Проверьте текущее состояние, прежде чем проектировать будущее состояние.
Прежде чем переходить к проектированию будущего состояния, обсудите карту с руководителями и операторами, отвечающими за процесс. Убедитесь, что время, размеры очередей, графики смен и правила планирования соответствуют реальной практике. Карта будущего состояния, основанная на текущем состоянии, работает только тогда, когда “текущее состояние” пользуется доверием тех, кто должен его улучшить.
Практическое правило простое: если команда не может объяснить расчет времени выполнения заказа от сырья до готовой продукции, карта еще не завершена. После проверки базового уровня ее можно использовать для выявления циклов потока, «супермаркетов», процессов, определяющих темпы производства, и сигналов «вытягивания» в будущем. Именно здесь и начинается самое интересное. картирование потока создания ценности начинает превращать наблюдения в измеримые улучшения.
Как использовать анализ потока создания ценности для выявления потерь и проектирования будущего состояния
Читайте карту текущего состояния как описание оперативной ситуации.
Карта текущего состояния полезна только в том случае, если рассматривать её не просто как диаграмму. картирование потока создания ценности, Цель карты — показать, как материалы и информация фактически перемещаются по заводу, где расходуется время и где поток нарушается. Именно поэтому она так эффективна. анализ потока создания ценности Рассматривается вся последовательность действий в совокупности: время выполнения, время ожидания, уровень запасов, переналадка, согласования, транспортировка и циклы обратной связи. При таком подходе к анализу карты потери становятся видимыми в контексте, а не как отдельные проблемы.
Начните с временной шкалы в нижней части карты и сравните общее время выполнения заказа с фактическим временем обработки. На многих заводах разрыв велик: исследования в области бережливого производства часто показывают, что время, затрачиваемое на создание добавленной стоимости, может быть меньше, чем... 5% Общее время выполнения заказа в традиционных пакетных средах. Если на заводе по сборке электроники время выполнения заказа составляет 2,5 дня, а время обработки — всего 18 минут, то карта уже показывает, где находится возможность для улучшения. Проблема редко заключается только в одной медленной машине; обычно это совокупность времени ожидания, передач заказов, времени ожидания в очередях и неравномерного распределения работы.
Выявляйте потери, анализируя закономерности, а не отдельные случаи.
При обзоре текущее состояние карта будущего состояния, Обратите внимание на повторяющиеся закономерности потерь. Треугольник запасов между двумя станциями может указывать не только на накопление запасов; он может свидетельствовать о том, что производительность на предыдущем этапе оторвана от спроса на предыдущем. Циклы доработки, циклы контроля и повторные согласования часто указывают на нестабильную производительность процесса или нечеткие стандарты эксплуатации. VSM бережливое производство, Эти закономерности важны, потому что они показывают, где поток систематически прерывается.
Обычно команды в первую очередь обращают внимание на узкие места, но это не должно быть единственным фокусом. Представьте себе менеджера по производству на заводе по упаковке продуктов питания, который составляет карту процесса от смешивания до розлива, запечатывания, упаковки в коробки и паллетирования. Розливочная машина может показаться самым медленным звеном, но на карте также видны готовые изделия, ожидающие одобрения отдела контроля качества, рукописные записи о партиях, повторно вводимые в электронные таблицы, и очереди паллетирования перед отправкой. В этом случае ограничение частично связано с оборудованием, но полная картина потерь включает в себя также задержки информации и задержки выпуска продукции.
Что искать на карте
Используйте поля для ввода данных и Символы VSM проверить наличие следующих сигналов:
- Узкие места: Один из процессов имеет самое длительное время цикла, самое низкое время безотказной работы или самую большую очередь перед собой.
- Этапы, не добавляющие ценности: проверка, транспортировка, подсчет, ручной ввод данных или повторные согласования, которые не изменяют продукт.
- Излишки запасов: Треугольники незавершенной работы (WIP) увеличиваются между этапами, особенно перед использованием общих машин или точками выпуска.
- Переработать циклы: Стрелки, возвращающиеся на предыдущие станции из-за дефектов, ошибок в маркировке, колебаний веса наполнения или отсутствия компонентов.
- Перепроизводство: Процессы на вышестоящих этапах производства осуществляются в соответствии с графиком или размером партии, а не с фактическим спросом.
- Коммуникационные пробелы: Ручные доски планирования, передача информации по электронной почте, бумажные сопроводительные документы или отчеты о задержках в производстве
Эти проблемы следует по возможности количественно оценить. Например, если одна упаковочная линия производит партии по 10 000 единиц, а на отгрузку поступают смешанные ежедневные заказы от 2000 до 3000 единиц, то перепроизводство — это не теория; оно проявляется в количестве дней хранения и перемещениях товаров на складе. Если в результате доработки 41 TP3T печатных этикеток возвращается на исправление, этот цикл должен быть отражен на карте и в плане улучшений. шаблон карты потока создания ценности Это тот вариант, который достаточно четко отражает эти факты, чтобы команда могла действовать в соответствии с ними.
Проектирование будущего состояния на основе потоков и спроса.
Как только потери становятся очевидными, будущее состояние должно отвечать на практический вопрос: как можно организовать работу с меньшим количеством перерывов, при этом удовлетворяя спрос клиентов? Именно здесь многие команды совершают ошибку, составляя идеализированную карту, предполагающую неограниченные ресурсы, мгновенное утверждение или идеальную надежность оборудования. Более эффективная разработка будущего состояния заключается в следующем... картирование потока создания ценности Основное внимание уделяется осуществимым изменениям, которые сокращают задержки, упрощают принятие решений и улучшают контроль над потоком информации. Цель состоит не в совершенстве на бумаге, а в достижимой операционной модели.
Начните с тактового планирования и согласования спроса. Если спрос со стороны клиентов требует 480 единиц продукции за смену, но один из вышестоящих процессов выпускает партии по 800 единиц дважды в день, то в будущем следует пересмотреть частоту выпуска, размер партии и правила буферизации. В зависимости от процесса можно ввести «супермаркеты», полосы FIFO, выравнивание запасов по принципу «хейдзюнка» или стандартные сигналы пополнения запасов. Суть в том, чтобы сбалансировать работу с фактическим спросом, а не позволять каждому отделу оптимизировать свою производительность независимо.
Пошагово создайте реалистичное будущее состояние.
Практическое будущее состояние обычно сочетает в себе несколько целенаправленных улучшений, а не одну крупную переработку. Например, на линии контрактного производства электроники карта текущего состояния может показывать время ожидания в очереди перед поверхностным монтажом, задержку утверждения первого образца и ручную передачу данных о дефектах со станций автоматического оптического контроля в отдельные отчеты. Будущее состояние может включать в себя уменьшение размера партии, цифровизацию маршрутов утверждения, прямое подключение данных о качестве к отслеживанию производства и создание полосы FIFO между поверхностным монтажом и окончательной сборкой. Каждое изменение является конкретным, измеримым и связано с видимым источником задержки на карте.
Именно здесь цифровые инструменты помогают преобразовать текущее состояние карта будущего состояния до выполнения. С помощью платформы без кода, такой как Jodoo, Предприятие может оцифровывать формы контроля качества, автоматизировать эскалацию проблем при превышении лимита незавершенного производства, стандартизировать рабочие процессы утверждения для переналадок или выпуска продукции отделом контроля качества, а также создавать панели мониторинга в реальном времени для отслеживания достижения тактовой скорости, уровня очередей и тенденций дефектов. Это важно, потому что будущий поток продукции зависит от своевременных данных, а не только от более качественных обсуждений в цехе. Когда информация передается быстрее, обычно передается и материал.
Расставьте приоритеты изменений по степени влияния и простоте внедрения.
Не следует сразу превращать каждый пробел на карте в отдельный проект. Хороший подход анализ потока создания ценности Разделяет улучшения на быстрые результаты, изменения средней сложности и долгосрочные структурные решения. Сокращение количества подписей в пакетном документе с четырех до двух может занять недели, в то время как перемещение оборудования или увеличение мощности тестирования может потребовать капитальных затрат и месяцев планирования. Приоритизация позволяет связать будущее состояние с операционной реальностью.
Один из полезных методов — ранжировать каждое улучшение по трем факторам: потенциал сокращения времени выполнения, сложность внедрения и межфункциональная зависимость. Предположим, завод по производству напитков определил пять изменений: сокращение времени выпуска продукции для контроля качества, уменьшение размера партии сиропа, стандартизация контрольных списков переналадки, автоматизация учета простоев и добавление дополнительного паллетного конвейера. Первые четыре могут дать более быстрые результаты при меньших инвестициях, чем проект конвейера, даже если конвейер выглядит привлекательно на схеме. Именно так проектирование будущего состояния превращается из теоретического упражнения по бережливому производству в поэтапный план трансформации.
Превратите карту будущего состояния в план действий.
Последний шаг — связать каждый элемент будущего состояния с ответственным лицом, временной шкалой, KPI и периодичностью проверки. Если на карте показана полоса FIFO (первым пришел — первым обслужен), определите лимит полосы и ответственных за ее превышение. Если показана полоса планирования по принципу «вытягивания», определите сигнал запуска, правило пополнения запасов и видимость на панели мониторинга. Без этих правил работы даже хорошо составленная карта остается на уровне цеха и никогда не меняется в процессе ежедневного управления.
Четко сформулированный план на будущее также должен определять, что означает успех в цифрах. Это может включать сокращение времени выполнения заказа с 3,2 дней до 1,8 дней, а также уменьшение объема незавершенного производства на 30%, снижая объем доработок с 4.5% до 2%, или улучшение соблюдения графика за счет 78% до 92%. Когда вы используете структурированный шаблон карты потока создания ценности, стандарт Символы VSM, Благодаря четким целевым показателям эффективности, карта будущего состояния становится инструментом управления. В этом и заключается реальная ценность. VSM бережливое производствоЭто даёт вам дисциплинированный способ перейти от наблюдения к действию.
Как Jodoo помогает производителям претворять в жизнь картирование потока создания ценности.
Составление карты потока создания ценности приносит пользу только тогда, когда действия по улучшению действительно воплощаются в жизнь на производственном участке. Многие команды составляют карту текущего и будущего состояния на семинаре, сохраняют файл, а затем сталкиваются с трудностями при преобразовании полученных данных в повседневную работу. В этом и заключается отличие Jodoo: вместо того, чтобы останавливаться на статической диаграмме, производители могут использовать её для создания форм, рабочих процессов, панелей мониторинга и путей утверждения, необходимых для выполнения последующих работ. На практике это означает, что ваши картирование потока создания ценности Результатом становится не одноразовый документ, а действующая операционная система для непрерывного совершенствования.
От анализа потока создания ценности до реализуемых рабочих процессов
На большинстве заводов анализ потока создания ценности определяет четкий список действий: сокращение времени переналадки, стандартизация пополнения материалов, сокращение повторяющихся простоев или повышение выхода годной продукции с первого раза на одном из этапов процесса. Jodoo позволяет преобразовать эти действия в приложения без программирования, которые соответствуют реальному процессу вашего предприятия, с полями для линии, станции, категории дефекта, причины простоя, ответственного лица, срока выполнения, результата проверки и подтверждающими фотографиями. Вместо того чтобы полагаться на универсальный шаблон карты потока создания ценности, хранящийся в PowerPoint или Excel, ваша команда может фиксировать задачи по улучшению в структурированной системе, привязанной к реальным производственным данным. Это особенно полезно в VSM бережливое производство программы, цель которых состоит не только в выявлении отходов, но и в их систематическом удалении.
Представьте себе руководителя производства на заводе по производству упакованных продуктов питания, который составил карту процесса от заказа до упаковки и выявил повторяющиеся задержки между формированием партии и розливом. Используя Jodoo, команда может создать цифровой журнал действий для каждого узкого места, назначить корректирующие действия руководителям отделов контроля качества, технического обслуживания и производства, а также потребовать подтверждения завершения задачи, прежде чем она будет отмечена как выполненная. Поскольку рабочий процесс настраивается без кода, завод может корректировать правила маршрутизации по мере стабилизации процесса в будущем. Такая гибкость важна, когда приоритеты улучшений меняются каждую неделю.
Оцифруйте сбор данных о производственном процессе после создания карты.
После того, как ваша команда согласует будущий проект, следующим шагом станет систематический сбор данных. Формы Jodoo можно использовать на планшетах или телефонах на производственной линии, чтобы операторы и руководители могли регистрировать время ожидания, незначительные остановки, случаи доработки и нехватку материалов именно на том этапе процесса, который указан на карте. Вы также можете включить поля ссылок, связанные с вашим технологическим списком, что обеспечит согласованность данных с планом процесса. Символы VSM а этапы процесса уже определены вашей командой в ходе составления карты. В результате получаются более точные данные для последующего анализа и более быстрая оценка первопричин.
Например, на заводе по розливу напитков можно создать простую форму для регистрации остановок разливочного оборудования по коду причины, продолжительности, смене и артикулу. Если остановка превышает пороговое значение, Jodoo может автоматически инициировать уведомление о техническом обслуживании и создать задачу для ответственного инженера. Со временем эти данные помогают подтвердить, действительно ли предложенные в плане будущего состояния улучшения сокращают время выполнения работ и частоту сбоев. Это также предоставляет инженерам, работающим по принципам бережливого производства, более надежную доказательную базу, чем записи на доске вручную.
План действий по обеспечению качества на всех этапах: производство, техническое обслуживание и контроль качества.
Меры по улучшению, разработанные на основе карт потока создания ценности, часто выходят за рамки отдельных отделов, поэтому цепочки электронных писем и общие электронные таблицы, как правило, замедляют темп работы. Рабочие процессы Jodoo могут автоматически направлять задачи в зависимости от линии, станции, типа проблемы или степени серьезности, гарантируя, что нужная команда получит нужное действие без ручного отслеживания. Также можно добавить этапы утверждения, когда корректирующее действие требует одобрения со стороны инженерного отдела, отдела качества или руководства завода перед завершением. Это помогает стандартизировать управление без добавления лишней административной работы.
Хороший пример — сборка электроники, где узкие места часто возникают на отдельных участках, а не на всей линии. После составления карты сборочной линии средний по размеру производитель электроники использовал Jodoo для регистрации узких мест по участкам, направления корректирующих действий в производство и техническое обслуживание, а также отслеживания просроченных задач на общей панели управления. Это позволило руководителям получить единое представление об открытых задачах, затянувшихся задачах и статусе проверки, что помогло команде закрепить результаты анализа потока создания ценности, вместо того чтобы каждый месяц возвращаться к одним и тем же проблемам. Это превратило результаты семинара в активный ежедневный процесс управления.
Отслеживайте прогресс в улучшении с помощью панелей мониторинга в режиме реального времени.
Для эффективных команд недостаточно просто заполненной карты; им необходима прозрачность в отношении того, выполняются ли действия и действительно ли улучшается производительность процесса. Панели мониторинга Jodoo могут отображать открытые узкие места, просроченные действия, повторяющиеся проблемы по станциям, среднее время закрытия и тенденции простоев или количества дефектов, связанные с каждой областью улучшения. Именно здесь статический шаблон карты потока создания ценности оказывается неэффективным, поскольку он показывает проектирование процесса, но не дисциплину его выполнения. Интерактивная панель мониторинга устраняет этот пробел.
Для инженеров-технологов это создает практичный мост между текущим и будущим состоянием предприятия и ежедневной ответственностью. Можно отслеживать статус выполнения задач на совещаниях по уровням производственных процессов, сравнивать прогресс в улучшении процессов на разных линиях и выявлять отклонения до того, как они повлияют на соблюдение графика или доставку продукции клиентам. На зрелом предприятии эти панели мониторинга также могут поддерживать ежемесячные обзоры кайдзен, показывая, какие действия принесли измеримый результат, а какие требуют эскалации. Это делает картирование потока создания ценности Это часть оперативного контроля, а не просто анализа.
Почему это важно для непрерывного совершенствования
Наиболее эффективные программы бережливого производства, основанные на методе картирования потока создания ценности (VSM), не заканчиваются с завершением семинара. Они создают повторяющиеся циклы: картирование процесса, выявление потерь, назначение действий, проверка результатов и обновление стандартов. Jodoo поддерживает этот цикл, предоставляя производителям настраиваемую платформу для сбора данных, управления рабочими процессами, утверждений и отчетности в одном месте. Для предприятий, стремящихся масштабировать бережливые методы на нескольких линиях или площадках, именно эта последовательность часто отличает отдельные успехи от устойчивого улучшения.
Если ваша команда уже умеет создавать эффективную карту потока создания ценности, следующий шаг — убедиться, что у каждого действия есть ответственный, крайний срок и видимый результат. Jodoo помогает вам сделать это без ожидания завершения индивидуального проекта по разработке программного обеспечения, поэтому ваша команда сможет быстрее перейти от анализа к выполнению. Другими словами, она помогает превратить картирование потока создания ценности от семинара к управляемой операционной системе.
Заключение: От шаблона карты потока создания ценности к непрерывному совершенствованию с помощью Jodoo
Картирование потока создания ценности приносит наибольшую пользу, когда оно делает больше, чем просто документирует текущий процесс. На реальном заводе карта должна стать рабочим инструментом управления, который помогает вашей команде перейти от анализа текущего состояния к выполнению задач в будущем. Это означает понимание картирование потока создания ценности В контексте бережливого производства построение карты на основе фактических потоков материалов и информации, правильное использование символов и показателей VSM, а затем преобразование выявленных потерь в конкретные действия по улучшению.
Представьте себе руководителя производства на заводе по сборке электроники, который обнаруживает чрезмерное время ожидания между этапом поверхностного монтажа и окончательной проверкой. Сам по себе цех полезен, но реальная выгода достигается за счет распределения задач, отслеживания сроков выполнения и измерения того, действительно ли улучшаются сроки выполнения, незавершенное производство и выход годной продукции с первого раза. То же самое относится к автомобильной промышленности и пищевой промышленности, где пропущенные последующие действия часто приводят к тому, что эффективные сеансы анализа потока создания ценности теряют свою ценность уже после инцидента.
Вот тут-то Jodoo и может помочь. Будучи платформой для бережливого производства без программирования, Jodoo позволяет оцифровывать списки действий, проверки, утверждения, рабочие процессы эскалации и панели мониторинга KPI без сложной ИТ-разработки. Если вы хотите, чтобы ваша карта будущего состояния стала ежедневной операционной дисциплиной, вы можете... начать бесплатную пробную версию или заказать демонстрацию чтобы увидеть, как Jodoo поддерживает непрерывное совершенствование на производственном участке.

