
บทนำ: เหตุใดการบำรุงรักษาเชิงผลิตภาพโดยรวม (Total Productive Maintenance) จึงยังคงมีความสำคัญในอุตสาหกรรมการผลิตสมัยใหม่
การหยุดทำงานโดยไม่ได้วางแผนล่วงหน้ายังคงเป็นหนึ่งในปัญหาที่แพงที่สุดในภาคการผลิต ขึ้นอยู่กับอุตสาหกรรม ความเสียหายของอุปกรณ์อาจทำให้โรงงานเสียค่าใช้จ่ายหลายพันดอลลาร์ต่อชั่วโมง และในสภาพแวดล้อมการผลิตที่มีปริมาณมาก ความเสียหายที่แท้จริงมักจะขยายไปไกลกว่าค่าใช้จ่ายในการบำรุงรักษา รวมถึงการส่งมอบล่าช้า ของเสีย การทำงานล่วงเวลา และข้อร้องเรียนจากลูกค้า ด้วยเหตุนี้, การบำรุงรักษาเชิงผลิตภาพโดยรวม (TPM) ยังคงมีความสำคัญอยู่: มันช่วยให้โรงงานมีวิธีปฏิบัติในการปรับปรุงความน่าเชื่อถือของอุปกรณ์ก่อนที่ความเสียหายจะส่งผลกระทบต่อการดำเนินงานทั้งหมด.
TPM ไม่ใช่แค่โปรแกรมของแผนกซ่อมบำรุงเท่านั้น แต่เป็นระบบที่ใช้ทั่วทั้งโรงงาน ซึ่งสร้างความรู้สึกเป็นเจ้าของอุปกรณ์ร่วมกันระหว่างผู้ปฏิบัติงาน ช่างเทคนิค หัวหน้างาน และผู้จัดการ ทำให้การดูแลรักษาตามปกติ การตรวจจับปัญหาตั้งแต่เนิ่นๆ และการวางแผนแก้ไขปัญหา กลายเป็นส่วนหนึ่งของงานประจำวัน สำหรับโรงงานที่กำลังเผชิญกับแรงกดดันในการเพิ่มผลผลิตโดยไม่ต้องลงทุนด้านทุนจำนวนมาก การเปลี่ยนแปลงนี้มักเป็นหนึ่งในวิธีที่เร็วที่สุดในการฟื้นฟูศักยภาพที่ซ่อนอยู่.
คู่มือนี้จะอธิบายว่าอะไร ทีพีเอ็ม หมายถึง เป้าหมายที่ออกแบบมาเพื่อให้บรรลุผลสำเร็จ วิธีการทำงานของเสาหลักทั้งแปดในกระบวนการผลิตจริง และวิธีที่ผู้ผลิตสามารถเปลี่ยนการตรวจสอบ การรายงานความผิดปกติ และขั้นตอนการทำงานติดตามผลให้เป็นระบบดิจิทัล เพื่อรักษาระดับ TPM ในระดับใหญ่ได้.
การบำรุงรักษาเชิงผลิตภาพโดยรวม (Total Productive Maintenance) หมายความว่าอย่างไรในทางปฏิบัติ
TPM คือระบบความน่าเชื่อถือระดับองค์กร
ทีพีเอ็ม เป็นแนวทางที่มีโครงสร้างเพื่อปรับปรุงให้ดีขึ้น ความน่าเชื่อถือของอุปกรณ์ โดยดึงทั้งโรงงานเข้ามามีส่วนร่วม ไม่ใช่แค่แผนกซ่อมบำรุงเท่านั้น ในสภาพแวดล้อมการผลิต หมายความว่า ผู้ปฏิบัติงาน ช่างเทคนิค หัวหน้างาน วิศวกร และทีมสนับสนุนทุกคนมีบทบาทในการรักษาเสถียรภาพ ความปลอดภัย และประสิทธิภาพของอุปกรณ์ เป้าหมายไม่ใช่เพียงแค่ซ่อมเครื่องจักรให้เร็วขึ้น แต่เป็นการป้องกันการเสื่อมสภาพ ตรวจจับความผิดปกติได้ตั้งแต่เนิ่นๆ และปรับปรุงประสิทธิภาพของสินทรัพย์ตลอดอายุการใช้งานของอุปกรณ์.
นั่นคือสิ่งที่แตกต่าง ทีพีเอ็ม จากโปรแกรมการบำรุงรักษาแบบแคบๆ โปรแกรมแบบดั้งเดิมอาจเน้นไปที่การตอบสนองต่อเหตุขัดข้องและการบำรุงรักษาตามกำหนดเวลาเป็นหลัก ในขณะที่การบำรุงรักษาเชิงผลิตภาพโดยรวม (Total Productive Maintenance: TPM) สร้างขึ้นบนพื้นฐานของการเป็นเจ้าของร่วมกัน งานมาตรฐาน และการปรับปรุงอย่างต่อเนื่อง มันเชื่อมโยงการดูแลในแต่ละวัน การวิเคราะห์ความสูญเสีย กิจวัตรประจำวันของผู้ปฏิบัติงาน และการวางแผนการบำรุงรักษาเข้าไว้ในระบบปฏิบัติการเดียว เสาหลักของ TPM ที่เป็นที่รู้จักกันดีนั้นเป็นโครงสร้างของระบบดังกล่าว และจะกล่าวถึงในส่วนถัดไป.
การบำรุงรักษาเชิงผลิตภาพโดยรวม (Total Productive Maintenance) ออกแบบมาเพื่อบรรลุเป้าหมายอะไรบ้าง
ในทางปฏิบัติแล้ว, ทีพีเอ็ม ออกแบบมาเพื่อช่วยให้โรงงานบรรลุผลลัพธ์สี่ประการดังนี้: เสียลดลง, ข้อบกพร่องน้อยลง, การดำเนินงานที่ปลอดภัยยิ่งขึ้น, และ เอาต์พุตที่เสถียรยิ่งขึ้น. ผลลัพธ์เหล่านั้นมีความสำคัญ เพราะการหยุดทำงานโดยไม่ได้วางแผนไว้ไม่เพียงแต่ส่งผลกระทบต่อการบำรุงรักษาเท่านั้น แต่ยังรบกวนตารางงาน การใช้แรงงาน การไหลเวียนของวัสดุ และการส่งมอบสินค้าให้ลูกค้าด้วย ในโรงงานหลายแห่ง การหยุดทำงานซ้ำๆ เพียงครั้งเดียวของเครื่องจักรที่เป็นคอขวด อาจลดปริมาณการผลิตรายวันลงมากกว่าที่ผู้จัดการประเมินไว้ในตอนแรกมาก.
นอกจากนี้ TPM ยังมีเป้าหมายเพื่อปรับปรุงสภาพของอุปกรณ์ก่อนที่ความเสียหายจะปรากฏให้เห็นในผลผลิต ซึ่งรวมถึงการทำความสะอาด การตรวจสอบ การหล่อลื่น การขันให้แน่น การตรวจสอบสภาพ และการติดตามความผิดปกติอย่างเป็นระบบ. การบำรุงรักษาอัตโนมัติ และ การบำรุงรักษาตามแผน พวกเขาสนับสนุนเป้าหมายนั้นด้วยวิธีการที่หลากหลาย: ผู้ปฏิบัติงานช่วยควบคุมสภาพพื้นฐานของเครื่องจักร ในขณะที่ทีมบำรุงรักษาใช้แผนงานเพื่อลดความเสี่ยงต่อความเสียหายและยืดอายุการใช้งานของสินทรัพย์ เมื่อรวมกันแล้ว พวกเขาทำให้ความน่าเชื่อถือกลายเป็นเรื่องปกติ แทนที่จะเป็นการแก้ไขปัญหาเฉพาะหน้า.

TPM สนับสนุน OEE และลดการสูญเสียครั้งใหญ่ทั้งหกประการได้อย่างไร
เหตุผลหนึ่งที่ TPM ยังคงเป็นหัวใจสำคัญของการผลิตสมัยใหม่คือความสัมพันธ์โดยตรงกับ ประสิทธิภาพโดยรวมของอุปกรณ์ (OEE). OEE (Overall Equipment Effectiveness) คือตัวชี้วัดประสิทธิภาพของอุปกรณ์ในด้านความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพ และ ทีพีเอ็ม สนับสนุนทั้งสามประการนี้ เมื่อการหยุดชะงักและการสูญเสียระหว่างการเปลี่ยนกะลดลง ความพร้อมใช้งานก็จะดีขึ้น เมื่อการหยุดเล็กน้อยและการสูญเสียความเร็วลดลง ประสิทธิภาพก็จะดีขึ้น และเมื่อข้อบกพร่องที่เกี่ยวข้องกับอุปกรณ์ลดลง คุณภาพก็จะดีขึ้น.
นี่จึงเป็นเหตุผลว่าทำไม TPM จึงมีความเชื่อมโยงอย่างใกล้ชิดกับ “หกความสูญเสียครั้งใหญ่”การสูญเสียที่อาจเกิดขึ้น ได้แก่ การชำรุดเสียหาย การสูญเสียจากการตั้งค่าและการปรับแต่ง การหยุดทำงานชั่วคราวและการหยุดเล็กน้อย ความเร็วลดลง ข้อบกพร่องในกระบวนการผลิต และการสูญเสียในช่วงเริ่มต้นการทำงาน โปรแกรม TPM ที่ดีจะไม่มองว่าการสูญเสียเหล่านี้เป็นเหตุการณ์ที่เกิดขึ้นเพียงครั้งเดียว แต่จะมองว่าเป็นรูปแบบที่เกิดขึ้นซ้ำๆ ซึ่งสามารถสังเกต จำแนก และลดลงได้ผ่านขั้นตอนมาตรฐาน การแก้ไขที่ต้นเหตุ และการดูแลรักษาอุปกรณ์ที่ดีขึ้น ในแง่นั้น TPM จึงไม่ใช่แค่ปรัชญาการบำรุงรักษา แต่เป็นวิธีการปฏิบัติที่เปลี่ยนการสูญเสียที่ซ่อนอยู่ของอุปกรณ์ให้เป็นการปรับปรุงที่วัดผลได้”.
การคิดเชิงรับกับการคิดเชิงป้องกันในโรงงานจริง
ตัวอย่างสั้นๆ ในอุตสาหกรรมยานยนต์จะช่วยให้เห็นความแตกต่างได้อย่างชัดเจน หากหุ่นยนต์เชื่อมหยุดทำงานซ้ำๆ เนื่องจากมีการปนเปื้อนในตัวเรือนเซ็นเซอร์ วิธีการแบบตอบสนองเฉพาะจุดจะทำให้การผลิตกลับมาดำเนินต่อได้ทุกครั้งแล้วก็ดำเนินการต่อไป แต่แนวทาง TPM จะถามว่าทำไมการปนเปื้อนจึงเกิดขึ้นซ้ำๆ มอบหมายการตรวจสอบและการทำความสะอาดขั้นพื้นฐานให้กับผู้ปฏิบัติงาน เพิ่มการตรวจสอบเป็นระยะโดยฝ่ายบำรุงรักษา และอัปเดตข้อมูลอยู่เสมอ รายการตรวจสอบ TPM ดังนั้นปัญหาเดิมจึงไม่เกิดขึ้นซ้ำอีก การเปลี่ยนจากแก้ไขปัญหาเฉพาะหน้าไปเป็นการป้องกันคือหัวใจสำคัญของการนำ TPM มาใช้ และเป็นสิ่งที่ช่วยให้โรงงานเปลี่ยนจากการซ่อมแซมเฉพาะจุดไปสู่การเพิ่มความน่าเชื่อถืออย่างสม่ำเสมอ.
แปดเสาหลักของ TPM ในการดำเนินงานจริงของโรงงาน
ในสภาพแวดล้อมของโรงงาน 8 เสาหลักของ TPM เรื่องนี้สำคัญ เพราะมันเปลี่ยน TPM จากโครงการบำรุงรักษาให้กลายเป็นระบบปฏิบัติการของโรงงาน เสาหลักทั้งแปดทำงานร่วมกัน แต่ละเสาหลักแก้ปัญหาช่องว่างในการดำเนินงานที่แตกต่างกัน.
การบำรุงรักษาอัตโนมัติ
การบำรุงรักษาอัตโนมัติ หมายความว่าผู้ปฏิบัติงานต้องรับผิดชอบในการดูแลรักษาอุปกรณ์ขั้นพื้นฐานแทนที่จะรอให้ฝ่ายซ่อมบำรุงเข้ามาแก้ไขปัญหาเล็กๆ น้อยๆ ทุกครั้ง งานทั่วไปได้แก่ การทำความสะอาด การหล่อลื่น การขันให้แน่น การตรวจสอบ และการสังเกตความผิดปกติในระยะเริ่มต้นระหว่างการผลิตตามปกติ เป้าหมายไม่ใช่การเปลี่ยนผู้ปฏิบัติงานให้เป็นช่างเทคนิค แต่เป็นการช่วยให้พวกเขารักษาสภาพเครื่องจักรให้อยู่ในสภาพพื้นฐานที่มั่นคงและแจ้งปัญหาตั้งแต่เนิ่นๆ ก่อนที่จะเกิดความเสียหาย.
ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ มักจะพบเห็นการตรวจสอบเหล่านี้ในช่วงเริ่มต้นกะทำงาน เช่น การตรวจสอบตัวป้อนชิ้นส่วน เซ็นเซอร์ แรงดันอากาศ และการสึกหรอของขั้วต่อ การตรวจสอบอย่างง่ายๆ รายการตรวจสอบ TPM ช่วยกำหนดมาตรฐานว่า “ปกติ” ควรมีลักษณะอย่างไร เพื่อไม่ให้ความผิดปกติขึ้นอยู่กับการตัดสินใจของแต่ละบุคคล เมื่อดำเนินการอย่างมีประสิทธิภาพ การบำรุงรักษาแบบอัตโนมัติจะช่วยเพิ่มความน่าเชื่อถือของอุปกรณ์ และช่วยให้ช่างซ่อมบำรุงสามารถมุ่งเน้นไปที่งานที่ต้องใช้ทักษะสูงกว่าได้.
การบำรุงรักษาตามแผน
การบำรุงรักษาตามแผน เป็นเสาหลักที่เปลี่ยนงานบำรุงรักษาจากการวางแผนแบบตอบสนองต่อปัญหาไปสู่การแทรกแซงอย่างมีระบบ โดยจะผสานรวมงานตามเวลา ตามสภาพ และตามการใช้งาน เพื่อให้มั่นใจว่าสินทรัพย์ได้รับการบำรุงรักษาก่อนที่ความเสียหายจะส่งผลกระทบต่อการผลิต สำหรับผู้จัดการแล้ว สิ่งสำคัญคือการกำหนดช่วงเวลาการบำรุงรักษาให้สอดคล้องกับรูปแบบความเสียหายที่เกิดขึ้นจริง ความพร้อมของอะไหล่ และช่วงเวลาการผลิต.
ในโรงงานผลิตอาหารและเครื่องดื่ม การบำรุงรักษาตามแผนอาจรวมถึงการเปลี่ยนซีลตามกำหนด การตรวจสอบตลับลูกปืน และการปรับเทียบในช่วงเวลาการทำความสะอาดหรือการเปลี่ยนกะ ซึ่งจะช่วยลดการหยุดฉุกเฉินในสายการผลิตความเร็วสูง ที่ชิ้นส่วนที่ชำรุดเพียงชิ้นเดียวอาจทำให้กระบวนการต้นน้ำและปลายน้ำหยุดทำงานพร้อมกันได้ เมื่อการนำ TPM มาใช้มีความสมบูรณ์มากขึ้น การบำรุงรักษาตามแผนก็จะขับเคลื่อนด้วยข้อมูลมากขึ้นและขับเคลื่อนด้วยปฏิทินน้อยลง.
การปรับปรุงที่มุ่งเน้น
การปรับปรุงที่มุ่งเน้น เป้าหมายคือการแก้ไขปัญหาความสูญเสียเรื้อรังที่วิธีการทำงานแบบเดิมไม่สามารถแก้ไขได้ ทีมงานข้ามสายงานจะใช้การวิเคราะห์สาเหตุที่แท้จริงเพื่อแก้ไขปัญหาการหยุดชะงักซ้ำๆ การหยุดชะงักเล็กน้อย การสูญเสียความเร็ว การทำงานซ้ำ และความไม่มีประสิทธิภาพอื่นๆ ที่เกิดขึ้นซ้ำๆ หลักการนี้ไม่ได้เน้นโครงการลงทุนขนาดใหญ่ แต่เน้นการกำจัดสาเหตุเล็กๆ ที่เกิดขึ้นซ้ำๆ ซึ่งทำให้ประสิทธิภาพการทำงานต่ำ.
ตัวอย่างเช่น โรงงานผลิตชิ้นส่วนด้วยเครื่องจักรอาจพบว่าเครื่องจักร CNC เครื่องหนึ่งสูญเสียเวลาไป 25 นาทีต่อกะ ไม่ใช่เพราะเครื่องเสีย แต่เกิดจากการจัดตำแหน่งเซ็นเซอร์ผิดพลาดซ้ำๆ และการปนเปื้อนของอุปกรณ์จับยึด ทีมปรับปรุงประสิทธิภาพที่มุ่งเน้นสามารถแยกแยะสาเหตุ ทดสอบมาตรการแก้ไข และกำหนดมาตรฐานการแก้ไขสำหรับเครื่องจักรที่คล้ายคลึงกันได้ นี่คือวิธีการ ทีพีเอ็ม เชื่อมต่อโดยตรงกับ โออีอี การปรับปรุงโดยไม่มองทุกความสูญเสียว่าเป็นปัญหาด้านการบำรุงรักษา.
การบำรุงรักษาคุณภาพ
การบำรุงรักษาคุณภาพ เพื่อให้มั่นใจว่าสภาพของอุปกรณ์เอื้อต่อคุณภาพของผลิตภัณฑ์ที่สม่ำเสมอ ไม่ใช่แค่เวลาการทำงานของเครื่องจักร คำถามสำคัญในที่นี้ง่ายมาก: สภาพของอุปกรณ์แบบใดที่ก่อให้เกิดข้อบกพร่อง ความแปรปรวน หรือการปนเปื้อน และจะควบคุมสภาพเหล่านั้นได้อย่างไรก่อนที่จะเกิดผลผลิตที่ไม่ดี? หลักการนี้มีความสำคัญอย่างยิ่งในกรณีที่การเปลี่ยนแปลงของกระบวนการเกิดขึ้นอย่างค่อยเป็นค่อยไปและพบข้อบกพร่องช้าเกินไป.
ตัวอย่างเช่น ในกระบวนการฉีดขึ้นรูปพลาสติก เซ็นเซอร์วัดอุณหภูมิที่สึกหรอหรือแรงยึดที่ไม่สม่ำเสมออาจทำให้เกิดความคลาดเคลื่อนของขนาดได้นานก่อนที่เครื่องจักรจะเสียหายจริง การบำรุงรักษาคุณภาพเชื่อมโยงสภาพของเครื่องจักรกับรูปแบบของข้อบกพร่อง จากนั้นกำหนดจุดตรวจสอบและควบคุมรอบ ๆ ความเสี่ยงเหล่านั้น ทำให้หลักการนี้มีความสำคัญอย่างยิ่งในภาคส่วนต่าง ๆ เช่น อิเล็กทรอนิกส์ พลาสติก และการผลิตที่ต้องการความแม่นยำสูง.
การจัดการอุปกรณ์เบื้องต้น
การจัดการอุปกรณ์ตั้งแต่เนิ่นๆ มีความสำคัญ ทีพีเอ็ม การคิดวางแผนก่อนที่เครื่องจักรใหม่จะกลายเป็นปัญหาปวดหัวเรื่องการบำรุงรักษาในวันพรุ่งนี้ เป็นการนำบทเรียนจากเครื่องจักรที่มีอยู่มาใช้เพื่อปรับปรุงการเลือกอุปกรณ์ การจัดวาง การบำรุงรักษา การเข้าถึงเพื่อทำความสะอาด กลยุทธ์อะไหล่ และการวางแผนการเริ่มต้นใช้งาน สำหรับผู้บริหารโรงงานแล้ว เสาหลักนี้คือจุดเริ่มต้นที่ประสบการณ์ด้านการบำรุงรักษาเริ่มมีอิทธิพลต่อการตัดสินใจลงทุน.
เครื่องจักรบรรจุภัณฑ์ใหม่ อาจตรงตามเป้าหมายปริมาณการผลิตที่ระบุไว้ในเอกสาร แต่หากจุดหล่อลื่นเข้าถึงยากและการเปลี่ยนชิ้นส่วนทำได้ไม่สะดวก การทำงานในแต่ละวันก็จะได้รับผลกระทบตั้งแต่วันแรก การจัดการอุปกรณ์ตั้งแต่เนิ่นๆ จะช่วยป้องกันปัญหานี้ได้ โดยการมีส่วนร่วมของฝ่ายผลิต ฝ่ายบำรุงรักษา ฝ่ายวิศวกรรม และฝ่ายคุณภาพ ก่อนที่จะติดตั้งเสร็จสมบูรณ์ เมื่อเวลาผ่านไป วิธีนี้จะช่วยลดการสูญเสียในช่วงเริ่มต้นการทำงานและปรับปรุงต้นทุนตลอดอายุการใช้งาน ไม่ใช่แค่ต้นทุนการซื้อเท่านั้น.
การฝึกอบรมและการศึกษา
การฝึกอบรมและการศึกษาสนับสนุนเสาหลักอื่นๆ ทุกประการ เพราะ TPM จะล้มเหลวเมื่อความรับผิดชอบเพิ่มขึ้นเร็วกว่าความสามารถ ผู้ปฏิบัติงานจำเป็นต้องรู้วิธีตรวจจับสภาวะผิดปกติ หัวหน้างานจำเป็นต้องฝึกอบรมตามมาตรฐาน และช่างเทคนิคจำเป็นต้องมีทักษะด้านการวินิจฉัยและความน่าเชื่อถือที่ลึกซึ้งยิ่งขึ้น การฝึกอบรมที่มีประสิทธิภาพต้องอิงตามบทบาท กำหนดทักษะ และเชื่อมโยงกับอุปกรณ์จริงและรูปแบบการสูญเสีย.
ในโรงงานผลิตทั่วไป นี่อาจหมายถึงการรับรองผู้ปฏิบัติงานให้สามารถดำเนินการบำรุงรักษาด้วยตนเองเฉพาะอย่างได้ ในขณะเดียวกันก็ฝึกอบรมช่างเทคนิคเกี่ยวกับการวิเคราะห์การสั่นสะเทือนหรือการตรวจสอบโหมดความล้มเหลว โรงงานที่แข็งแกร่งที่สุดจะไม่มองการฝึกอบรมเป็นเพียงการเรียนในห้องเรียนครั้งเดียว แต่จะบูรณาการเข้ากับขั้นตอนการทำงานประจำสายการผลิต การตรวจสอบ และงานปรับปรุง นี่เป็นเหตุผลหนึ่งที่ทำให้การนำ TPM ไปใช้มักประสบความสำเร็จในสายการผลิตหนึ่ง แต่กลับหยุดชะงักในอีกสายการผลิตหนึ่ง แม้ว่าจะใช้เครื่องมือและอุปกรณ์เดียวกันก็ตาม.
ความปลอดภัย สุขภาพ และสิ่งแวดล้อม
หลักการด้านความปลอดภัย สุขภาพ และสิ่งแวดล้อม ทำให้การปฏิบัติงานอย่างปลอดภัยเป็นเงื่อนไขพื้นฐานของการดูแลรักษาอุปกรณ์ งานบำรุงรักษา และการปรับปรุงกระบวนการ ในทางปฏิบัติ หมายถึงการระบุอันตรายระหว่างการทำความสะอาด การตรวจสอบ การเข้าถึง การติดตั้ง และการซ่อมแซม จากนั้นจึงออกแบบเพื่อขจัดอันตรายเหล่านั้นหรือควบคุมด้วยมาตรฐานที่ชัดเจน เครื่องจักรที่ทำความสะอาดได้อย่างปลอดภัยหรือตรวจสอบได้อย่างถูกต้องนั้น ในที่สุดจะก่อให้เกิดปัญหาทั้งด้านการบำรุงรักษาและความปลอดภัย.
ตัวอย่างเช่น ในโรงงานบรรจุขวดเครื่องดื่ม พื้นเปียก การสัมผัสสารเคมี และการเข้าถึงสายการผลิตระหว่างการแก้ไขปัญหาการติดขัด เป็นจุดเสี่ยงที่เกิดขึ้นเป็นประจำ กิจกรรม TPM ต้องรวมถึงการปฏิบัติตามกฎการล็อกเอาต์-แท็กเอาต์ ขั้นตอนการทำความสะอาดที่ปลอดภัย การเข้าถึงที่ได้รับการดูแล และงานบำรุงรักษาตามหลักการยศาสตร์ หลักการนี้ไม่ควรดำเนินการควบคู่ไปกับงาน TPM แต่ควรเป็นตัวกำหนดวิธีการออกแบบขั้นตอน TPM ทุกอย่าง.
สำนักงาน TPM
ระบบ TPM สำหรับสำนักงานช่วยขยายขอบเขตการลดความสูญเสียจากหน้างานไปสู่กระบวนการวางแผน การจัดซื้อ การจัดตารางเวลา การจัดทำเอกสาร และกระบวนการสนับสนุน ความสูญเสียที่เกี่ยวข้องกับอุปกรณ์จำนวนมากเกิดขึ้นหรือยืดเยื้อเนื่องจากการอนุมัติที่ล่าช้า ชิ้นส่วนที่ขาดหาย ใบสั่งงานที่ไม่ชัดเจน หรือข้อมูลหลักที่ไม่ถูกต้อง เสาหลักนี้ช่วยขจัดความล่าช้าทางด้านการบริหารที่บั่นทอนการดำเนินการบำรุงรักษาและความเสถียรของการผลิต.
โรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์อาจมีช่างเทคนิคที่มีทักษะพร้อมปฏิบัติงาน แต่การหยุดทำงานซ้ำแล้วซ้ำเล่ายังคงเกิดขึ้นเนื่องจากการขออะไหล่ใช้เวลาอนุมัติถึงสองวัน หรือบันทึกรายการวัสดุ (BOM) ไม่ถูกต้อง ระบบการจัดการประสิทธิภาพการผลิต (TPM) ในสำนักงานจะจัดการกับความล้มเหลวของกระบวนการเหล่านี้ด้วยระเบียบวินัยเดียวกันกับที่ใช้ในสายการผลิต สำหรับผู้นำด้านการปฏิบัติงาน นี่มักจะเป็นความแตกต่างระหว่างความสำเร็จของ TPM เฉพาะจุดและความสม่ำเสมอทั่วทั้งโรงงาน.
เมื่อรวมกันแล้ว เสาหลักทั้งแปดนี้เป็นโครงสร้างให้กับ ทีพีเอ็ม การนำไปปฏิบัติโดยไม่ทำให้กลายเป็นเพียงการตรวจสอบตามรายการที่เข้มงวด พวกเขาชี้แจงว่าผู้ปฏิบัติงาน ฝ่ายบำรุงรักษา ฝ่ายวิศวกรรม ฝ่ายคุณภาพ และทีมงานในสำนักงานต่างมีส่วนร่วมอย่างไรต่อความน่าเชื่อถือและประสิทธิภาพของอุปกรณ์ หลักการเหล่านี้จะสร้างคุณค่าได้ก็ต่อเมื่อกลายเป็นกิจวัตรประจำวัน ซึ่งเป็นจุดเริ่มต้นของการนำ TPM ไปใช้.

การนำ TPM มาใช้จะช่วยเปลี่ยนโรงงานจากการบำรุงรักษาเชิงแก้ไขปัญหาไปสู่การจัดการอย่างเป็นระบบในทุกวันได้อย่างไร
เริ่มต้นด้วยความมุ่งมั่นของผู้นำและโครงการนำร่องขนาดเล็ก
ทีพีเอ็ม การนำไปปฏิบัติมักล้มเหลวเมื่อโรงงานเริ่มใช้เป็นโครงการบำรุงรักษาแทนที่จะเป็นการเปลี่ยนแปลงระบบการทำงาน ผู้บริหารโรงงานจำเป็นต้องกำหนดความคาดหวังที่ชัดเจน: พนักงานฝ่ายปฏิบัติการจะเป็นผู้ดูแลรักษาอุปกรณ์ขั้นพื้นฐาน หัวหน้างานจะบังคับใช้ขั้นตอนการทำงานประจำวัน และช่างซ่อมบำรุงจะหันมาใช้เวลามากขึ้นกับงานที่วางแผนไว้แทนที่จะคอยแก้ไขปัญหาเครื่องจักรเสียอยู่ตลอดเวลา ความมุ่งมั่นนี้มีความสำคัญ เพราะสภาพแวดล้อมการผลิตแบบ TPM ที่มีประสิทธิภาพจะไม่ดีขึ้นด้วยโปสเตอร์หรือการประชุมเริ่มต้น แต่จะดีขึ้นด้วยความชัดเจนในบทบาท การจัดสรรเวลา และวินัยในการตรวจสอบ.
วิธีที่ได้ผลดีในการเริ่มต้นคือการเริ่มจากสายการผลิตนำร่องเพียงสายเดียว ไม่ใช่ทั้งโรงงาน ในโรงงานผลิตอาหารและเครื่องดื่ม สายการบรรจุภัณฑ์มักเป็นตัวเลือกที่ดี เพราะเวลาหยุดทำงานนั้นเห็นได้ชัด การเปลี่ยนสายการผลิตเกิดขึ้นบ่อย และการหยุดเล็กน้อยส่งผลกระทบโดยตรงต่อผลผลิตรายวัน สมมติว่าผู้ผลิตขนมขบเคี้ยวเลือกสายการผลิตบรรจุภัณฑ์แบบซองหลังจากพบว่าสายการผลิตนี้คิดเป็นสัดส่วน... 28% แม้จะมีเวลาหยุดทำงานรายสัปดาห์เพียงหนึ่งในหกสายการผลิต แต่ก็ถือว่ามีความเฉพาะเจาะจงมากพอที่จะจัดการได้ และมีความสำคัญมากพอที่จะพิสูจน์คุณค่าได้อย่างรวดเร็ว.
ประเมินความสูญเสียในปัจจุบันก่อนออกแบบขั้นตอนการทำงานใหม่
ก่อนที่จะสร้างรายการตรวจสอบ TPM หรือมอบหมายงานใหม่ ทีมงานจำเป็นต้องมีมุมมองที่เป็นข้อเท็จจริงเกี่ยวกับสาเหตุที่สายการผลิตสูญเสียเวลา สำหรับสายการผลิตบรรจุภัณฑ์ ผู้จัดการโรงงาน หัวหน้างานฝ่ายผลิต และหัวหน้าฝ่ายซ่อมบำรุงจะตรวจสอบบันทึกสามเดือนและยืนยันปัญหาที่เกิดขึ้นซ้ำๆ สี่ประการ ได้แก่ ปัญหาการติดตามฟิล์ม การเปลี่ยนแปลงอุณหภูมิในการปิดผนึก การปนเปื้อนของเซ็นเซอร์ และการหยุดทำงานโดยไม่คาดคิดในส่วนการลำเลียง การดำเนินการขั้นตอนนี้เชื่อมโยงการนำ TPM ไปใช้เข้ากับการสูญเสียที่เกิดขึ้นจริง ไม่ใช่การคาดการณ์.
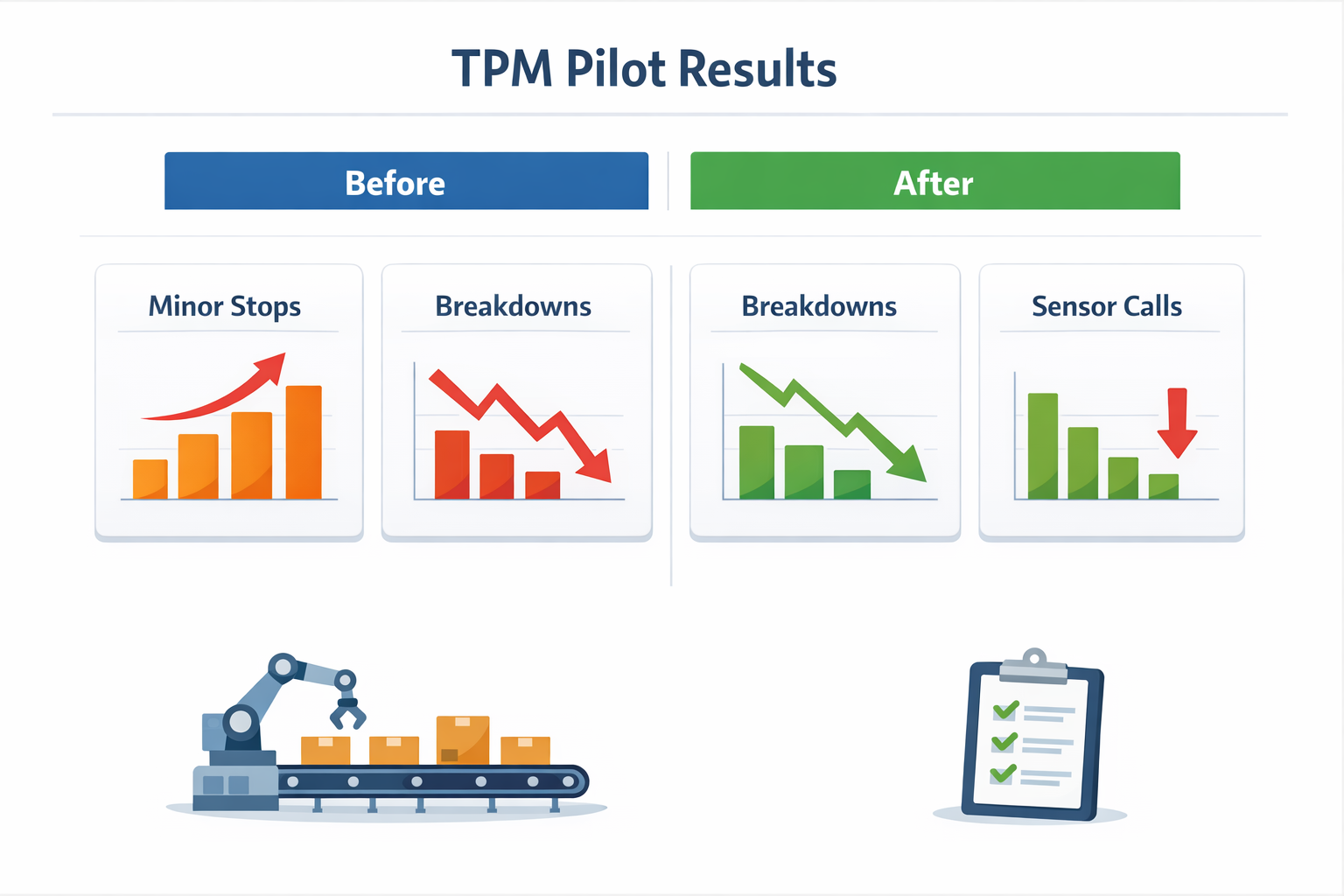
ทีมควรแปลงความล้มเหลวเหล่านั้นให้เป็นหมวดหมู่การปฏิบัติงานที่เข้าใจง่ายสำหรับทุกคนในสายงานการผลิต ตัวอย่างเช่น สายการผลิตอาจสูญเสียเวลา 6.5 ชั่วโมงต่อสัปดาห์เนื่องจากการหยุดทำงานเล็กน้อย และ 4 ชั่วโมงต่อสัปดาห์เนื่องจากการชำรุดเสียหาย ในขณะที่สินค้าที่ไม่ได้มาตรฐานจะเพิ่มสูงขึ้นหลังจากหยุดชะงักและเริ่มต้นใหม่เป็นช่วงสั้นๆ ข้อมูลพื้นฐานนี้จะช่วยให้โรงงานมีจุดเริ่มต้นในการปรับปรุงความน่าเชื่อถือของอุปกรณ์ และช่วยให้หัวหน้างานสามารถประเมินได้ว่าขั้นตอนการทำงานใหม่ได้ผลหรือไม่.
กำหนดความรับผิดชอบที่ชัดเจนสำหรับแต่ละกะการทำงาน
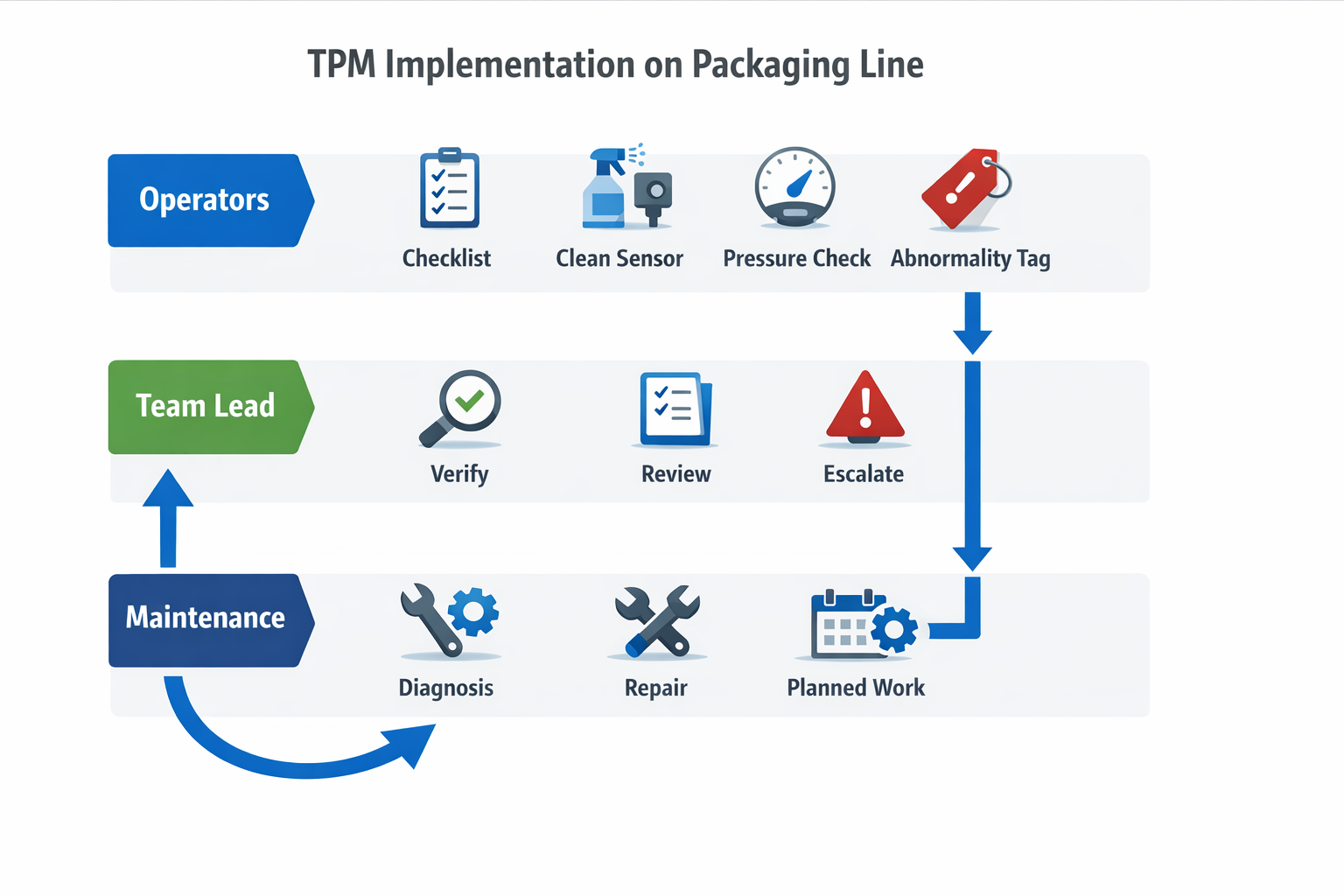
หนึ่งในสะพานเชื่อมที่สำคัญที่สุดจากงานซ่อมบำรุงเชิงแก้ไขปัญหาไปสู่ระเบียบวินัยในชีวิตประจำวันคือ การกำหนดบทบาท. ผู้ปฏิบัติงานไม่ควรถูกขอให้ "ทำการบำรุงรักษา" ในความหมายกว้างๆ แต่ควรได้รับมอบหมายงานบำรุงรักษาเฉพาะเจาะจงที่สามารถทำได้ด้วยตนเอง เช่น การทำความสะอาดเลนส์เซ็นเซอร์ การตรวจสอบแรงดันอากาศ การตรวจสอบตัวยึดที่หลวม การตรวจสอบจุดหล่อลื่น และการติดป้ายความผิดปกติ ช่างเทคนิคบำรุงรักษายังคงรับผิดชอบในการวินิจฉัยทางเทคนิค การซ่อมแซม การตรวจสอบตามสภาพ และการดำเนินการป้องกันที่ต้องใช้เครื่องมือ ชิ้นส่วน หรือทักษะเฉพาะทาง.
ในสายการผลิตบรรจุภัณฑ์ หัวหน้างานจะแบ่งความรับผิดชอบออกเป็นสามระดับ พนักงานฝ่ายผลิตจะทำการตรวจสอบก่อนเริ่มงานและหลังเลิกงาน หัวหน้าทีมจะตรวจสอบความสมบูรณ์ของงานและแจ้งปัญหาหากพบความผิดปกติ และช่างซ่อมบำรุงจะจัดการปัญหาที่ระบุไว้ตามลำดับความสำคัญ การแบ่งบทบาทที่ชัดเจนนี้เองที่ทำให้หลักการ TPM สามารถนำไปใช้ได้จริงในภาคสนาม เพราะแต่ละงานจะถูกกำหนดให้เหมาะสมกับระดับทักษะที่ถูกต้อง แทนที่จะถูกโยกย้ายไปมาระหว่างแผนกต่างๆ.
เริ่มต้นการบำรุงรักษาอัตโนมัติด้วยมาตรฐานที่เรียบง่ายและชัดเจน
การบำรุงรักษาแบบอัตโนมัติควรเริ่มต้นจากพื้นฐาน: ทำความสะอาด ตรวจสอบ ขันให้แน่น หล่อลื่น และระบุสภาวะผิดปกติตั้งแต่เนิ่นๆ ในสายการผลิตบรรจุภัณฑ์นำร่อง ทีมงานได้จัดทำรายการตรวจสอบ TPM สั้นๆ สำหรับแต่ละกะ โดยครอบคลุมถึงตัวล็อคซีล ลูกกลิ้งฟิล์ม เซ็นเซอร์โฟโตอิเล็กทริก ตัวควบคุมอากาศ ปุ่มหยุดฉุกเฉิน และอุปกรณ์ป้องกันสายพานลำเลียง รายการตรวจสอบนี้จำกัดเฉพาะรายการที่ผู้ปฏิบัติงานสามารถตรวจสอบได้เท่านั้น 10 ถึง 15 นาที โดยไม่ทำให้การเริ่มต้นระบบช้าลงหรือลดทอนความปลอดภัย.
ในช่วงสัปดาห์แรก ๆ ควรเน้นไปที่การทำให้เห็นสภาพผิดปกติมากกว่าการปฏิบัติตามกฎระเบียบอย่างสมบูรณ์แบบ เช่น ในระหว่างการทำความสะอาด พนักงานคนหนึ่งสังเกตเห็นฝุ่นละอองของผลิตภัณฑ์สะสมอยู่รอบ ๆ ตัวยึดเซ็นเซอร์ อีกคนพบว่าสลักรางนำทางหลวม และคนที่สามรายงานว่าแรงดันที่ตัวป้อนแบบนิวแมติกไม่สม่ำเสมอ แทนที่จะมองว่าสิ่งเหล่านี้เป็นข้อบกพร่องที่แยกจากกัน ทีมงานจะติดป้ายกำกับปัญหาแต่ละอย่าง บันทึกตำแหน่งที่เกิดขึ้น และบันทึกว่าสามารถแก้ไขได้ทันทีหรือต้องได้รับการสนับสนุนจากฝ่ายซ่อมบำรุง.
นี่คือจุดที่หลายคน การนำ TPM ไปใช้ ความพยายามต่างๆ อาจประสบความสำเร็จหรือหยุดชะงัก หากผู้ปฏิบัติงานแจ้งความผิดปกติแล้วไม่มีใครตอบสนอง ระบบก็จะกลายเป็นเพียงงานเอกสารอย่างรวดเร็ว หากหัวหน้างานตรวจสอบสิ่งที่พบทุกกะ และฝ่ายซ่อมบำรุงดำเนินการแก้ไขภายในกรอบเวลาที่ตกลงกันไว้ ผู้ปฏิบัติงานก็จะเริ่มมองว่าการบำรุงรักษาแบบอัตโนมัติเป็นการควบคุมสภาพสายการผลิตอย่างแท้จริง แทนที่จะเป็นเพียงงานธุรการเพิ่มเติม.
เสริมสร้างการบำรุงรักษาตามแผนเพื่อลดความจำเป็นในการแก้ไขปัญหาเฉพาะหน้า
การบำรุงรักษาแบบอัตโนมัติเพียงอย่างเดียวจะไม่สามารถทำให้สายการผลิตมีเสถียรภาพได้ หากการวางแผนการบำรุงรักษายังไม่ดีพอ เมื่อปัญหาที่เกิดขึ้นซ้ำๆ ในสายการผลิตบรรจุภัณฑ์ปรากฏชัดแล้ว ทีมบำรุงรักษาจะใช้ข้อมูลนั้นเพื่อกระชับช่วงเวลาการบำรุงรักษาตามแผนสำหรับจุดที่มีโอกาสเกิดความเสียหายสูง เช่น ชุดซีล ตลับลูกปืนในสายพานลำเลียง และชิ้นส่วนนิวแมติกที่สัมผัสกับฝุ่น เป้าหมายไม่ใช่การกำหนดตารางงานเพิ่มขึ้นโดยไม่จำเป็น แต่เป็นการเปลี่ยนความพยายามจากการซ่อมแซมฉุกเฉินไปเป็นการบำรุงรักษาตามแผนโดยอิงจากรูปแบบความเสียหายที่ทราบแล้ว.
ตัวอย่างเช่น ทีมหนึ่งพบว่า การจัดเรียงขากรรไกรของซีลที่ไม่ถูกต้อง ทำให้เกิดการหยุดทำงานถึงสามครั้งในหนึ่งเดือน ซึ่งทั้งหมดเกิดขึ้นหลังจากการผลิตที่ยาวนาน พวกเขาจึงแก้ไขโดยการเพิ่มการตรวจสอบการจัดเรียงเป็นประจำทุกสัปดาห์ และกำหนดช่วงเวลาการเปลี่ยนชิ้นส่วนที่สึกหรอในระหว่างการหยุดทำงานตามแผน เมื่อเวลาผ่านไป การเปลี่ยนแปลงนี้ช่วยลดจำนวนการแจ้งปัญหา และทำให้ช่างเทคนิคมีเวลาว่างมากขึ้นสำหรับการวิเคราะห์หาสาเหตุ ซึ่งเป็นสิ่งสำคัญหากการผลิตแบบ TPM (Total Productive Maintenance) จะกลายเป็นมาตรฐานการทำงาน แทนที่จะเป็นเพียงการแก้ไขปัญหาชั่วคราว.
สร้างขั้นตอนการแจ้งปัญหาไปยังผู้ที่เกี่ยวข้องระหว่างผู้ปฏิบัติงาน หัวหน้างาน และฝ่ายซ่อมบำรุง
ระเบียบวินัยในแต่ละวันขึ้นอยู่กับการแจ้งปัญหาที่รวดเร็วและคาดการณ์ได้ ในสายการผลิตบรรจุภัณฑ์ ความผิดปกติจะถูกคัดแยกออกเป็นสามประเภท ได้แก่ แก้ไขทันที เฝ้าติดตาม หรือส่งต่อ เซ็นเซอร์ที่สกปรกสามารถทำความสะอาดโดยผู้ปฏิบัติงานและตรวจสอบซ้ำได้ แต่หากเซ็นเซอร์สกปรกซ้ำๆ จะถูกส่งต่อไปยังหัวหน้างานเพื่อตรวจสอบ ในขณะที่แรงดันอากาศไม่คงที่หรือข้อบกพร่องในการปิดผนึกซ้ำๆ จะถูกส่งตรงไปยังฝ่ายซ่อมบำรุง เนื่องจากส่งผลกระทบต่อผลผลิตและคุณภาพของผลิตภัณฑ์.
โครงสร้างนี้ช่วยให้แต่ละบทบาททำงานได้อย่างไม่สับสน พนักงานฝ่ายปฏิบัติการระบุและควบคุมปัญหา หัวหน้างานตัดสินใจว่าการผลิตสามารถดำเนินต่อไปได้อย่างปลอดภัยหรือไม่ และช่างซ่อมบำรุงจัดลำดับความสำคัญของการแก้ไขปัญหาตามผลกระทบต่อการผลิตและการเกิดซ้ำ โรงงานที่ดำเนินการเช่นนี้ได้ดีมักจะเห็นการเปลี่ยนแปลงที่วัดผลได้ในส่วนผสมของการบำรุงรักษา ในโรงงานหลายแห่ง งานแก้ไขปัญหาเฉพาะหน้าอาจใช้เวลามาก 50% ถึง 80% ต้องใช้แรงงานบำรุงรักษาจำนวนมากก่อนที่ระเบียบวินัยจะดีขึ้น ทำให้เหลือเวลาน้อยสำหรับงานป้องกัน.
ตรวจสอบผลลัพธ์อย่างสม่ำเสมอและกำหนดมาตรฐานสิ่งที่ได้ผล
ควรตรวจสอบสายการผลิตนำร่องเป็นประจำทุกสัปดาห์ในช่วงแรก โดยใช้มาตรการปฏิบัติงานจำนวนเล็กน้อย สำหรับสายการบรรจุภัณฑ์ ทีมงานจะติดตามการหยุดทำงานเล็กน้อย เวลาที่เครื่องจักรเสีย เวลาเฉลี่ยระหว่างความล้มเหลว อัตราการตรวจสอบรายการ และความผิดปกติที่เกิดขึ้นซ้ำๆ ตามจุดต่างๆ ของอุปกรณ์ การตรวจสอบอย่างสม่ำเสมอจะช่วยให้โรงงานตัดสินใจได้ว่าขั้นตอนการทำงานช่วยลดการสูญเสียหรือเพียงแค่สร้างบันทึกเพิ่มเติมเท่านั้น.
หลังจากผ่านไปแปดสัปดาห์ สายการผลิตแสดงให้เห็นถึงการปรับปรุงในเบื้องต้น: เวลาหยุดเล็กน้อยลดลง 18%, เวลาในการซ่อมแซมลดลง 22%, และจำนวนการโทรแจ้งปัญหาเกี่ยวกับเซ็นเซอร์ที่เกิดขึ้นซ้ำๆ ลดลงเกือบครึ่งหนึ่ง เนื่องจากความถี่ในการทำความสะอาดและการตรวจสอบชิ้นส่วนยึดได้รับการกำหนดมาตรฐานแล้ว ที่สำคัญยิ่งกว่านั้น ทีมบำรุงรักษารายงานว่ามีการแทรกแซงโดยไม่คาดคิดน้อยลงในช่วงเวลาการผลิตสูงสุด ในขั้นตอนนี้ โครงการนำร่องสามารถปรับปรุงและขยายไปยังสายการผลิตที่สองได้ โดยปรับปรุงรายการตรวจสอบ TPM กฎการแจ้งเตือน และตัวกระตุ้นการบำรุงรักษาตามแผน โดยอิงจากสิ่งที่สายการผลิตแรกได้สอนทีมงาน.
วิธีการแปลงเวิร์กโฟลว์ TPM ให้เป็นระบบดิจิทัลด้วย Jodoo
เมื่อคุณ ทีพีเอ็ม เมื่อกำหนดขั้นตอนการบำรุงรักษาเชิงป้องกัน (TPM) ไว้บนกระดาษแล้ว ความท้าทายต่อไปคือความสม่ำเสมอในการปฏิบัติงาน โรงงานหลายแห่งประสบปัญหาในขั้นตอนการปฏิบัติงานนี้ พนักงานตรวจสอบการบำรุงรักษาด้วยตนเองบนกระดาษ หัวหน้างานตามหาบันทึกที่หายไป และทีมบำรุงรักษาได้รับรายงานความผิดปกติช้าเกินไปหรือไม่ละเอียดเพียงพอที่จะดำเนินการแก้ไขได้ เลเยอร์เวิร์กโฟลว์ดิจิทัลช่วยลดช่องว่างนี้ได้โดยการกำหนดมาตรฐานวิธีการบันทึก การแจ้งปัญหา และการตรวจสอบกิจกรรม TPM ในแต่ละวัน.
Jodoo แพลตฟอร์มนี้ตอบโจทย์ความต้องการดังกล่าวได้เป็นอย่างดี ด้วยความยืดหยุ่นและไม่ต้องเขียนโค้ด เหมาะสำหรับการแปลงกระบวนการทำงาน TPM ให้เป็นดิจิทัล โดยเฉพาะอย่างยิ่งในโรงงานที่ต้องการการเก็บรวบรวมข้อมูลระดับแนวหน้าและการติดตามผลข้ามสายงานที่ดีขึ้น โดยไม่ต้องใช้โครงการซอฟต์แวร์ที่ยืดเยื้อ แพลตฟอร์มนี้ไม่ได้ถูกออกแบบมาให้เป็นระบบ CMMS ที่ซับซ้อนสำหรับการวางแผนอะไหล่หรือการบัญชีสินทรัพย์ขั้นสูง แต่ทำงานได้ดีในฐานะเลเยอร์การดำเนินงานสำหรับการดำเนินการตามรายการตรวจสอบ TPM การรายงานความผิดปกติ การส่งมอบงาน และการติดตามความน่าเชื่อถือของอุปกรณ์ในทีมผลิตและทีมบำรุงรักษา.
แปลงการตรวจสอบ TPM รายวันให้เป็นระบบดิจิทัลตั้งแต่ต้นทาง
ในโรงงานหลายแห่ง ส่วนที่อ่อนแอที่สุดของการบำรุงรักษาที่มีประสิทธิภาพโดยรวมนั้น ไม่ใช่มาตรฐานเอง แต่คือวินัยในการปฏิบัติงานให้เสร็จสิ้นในแต่ละวัน Jodoo, ทีมงานสามารถเปลี่ยนขั้นตอนการบำรุงรักษาอัตโนมัติแบบกระดาษให้เป็นแบบฟอร์มบนมือถือที่ผู้ปฏิบัติงานกรอกข้อมูล ณ จุดใช้งานเครื่องจักร โดยมีช่องข้อมูลที่จำเป็นสำหรับการทำความสะอาด การตรวจสอบ การหล่อลื่น การตรวจสอบแรงบิด การถ่ายภาพ และการบันทึกข้อความ วิธีนี้ช่วยให้การบังคับใช้มาตรฐานการทำงานข้ามกะทำได้ง่ายขึ้น และลดปัญหาที่พบได้ทั่วไปของการบันทึกที่ไม่สมบูรณ์หรือไม่สามารถอ่านได้.
เนื่องจากแบบฟอร์มสามารถปรับแต่งได้ รายการตรวจสอบ TPM จึงสามารถปรับให้เหมาะสมกับสินทรัพย์ สายการผลิต กลุ่มผลิตภัณฑ์ หรือสภาพการทำงานในแต่ละกะได้ สายการผลิตบรรจุภัณฑ์อาจต้องการการตรวจสอบอุณหภูมิการปิดผนึกและการทำความสะอาดเซ็นเซอร์ ในขณะที่สายการผลิต SMT อาจเน้นไปที่สภาพของเครื่องป้อนวัสดุ ความสะอาดของหัวฉีด และความเสถียรของแรงดันอากาศมากกว่า เรื่องนี้สำคัญเพราะหลักการบำรุงรักษาเชิงผลิตภาพโดยรวมจะได้ผลก็ต่อเมื่อกิจวัตรประจำวันสะท้อนถึงรูปแบบความล้มเหลวที่แท้จริงของอุปกรณ์ ไม่ใช่รายการตรวจสอบทั่วไปที่คัดลอกไปใช้ทั่วทั้งโรงงาน.
ตรวจพบความผิดปกติของเส้นทางก่อนที่จะเกิดปัญหาขัดข้อง
การตรวจสอบแบบดิจิทัลจะมีประโยชน์ก็ต่อเมื่อมันกระตุ้นให้เกิดการดำเนินการเมื่อพบสิ่งผิดปกติ. Jodoo ระบบสามารถส่งต่อความผิดปกติโดยอัตโนมัติตามประเภทของปัญหา ความสำคัญของเครื่องจักร หรือระดับความรุนแรง ดังนั้นปัญหาเล็กๆ น้อยๆ เช่น ฝาครอบหลวม การรั่วไหลของน้ำมัน สัญญาณเตือนที่เกิดขึ้นซ้ำๆ หรือแนวโน้มการสั่นสะเทือนที่เพิ่มขึ้น จะไม่ถูกซ่อนอยู่ในสมุดบันทึกหรือบันทึกการทำงานประจำกะ ผู้ปฏิบัติงานสามารถส่งรายงานความผิดปกติพร้อมรูปถ่าย เวลา และรหัสเครื่องจักร และระบบจะแจ้งเตือนช่างซ่อมบำรุงหรือหัวหน้างานที่เกี่ยวข้องทันที.
สิ่งนี้มีประโยชน์อย่างยิ่งในบริเวณรอยต่อระหว่างการบำรุงรักษาอัตโนมัติและการบำรุงรักษาตามแผน ผู้ปฏิบัติงานสามารถจัดการกับการทำความสะอาด การตรวจสอบ และการขันให้แน่นขั้นพื้นฐานได้ แต่ไม่ควรปล่อยให้พวกเขาตัดสินใจเองว่าปัญหาอุณหภูมิของแบริ่งที่เกิดขึ้นซ้ำๆ นั้นต้องการการหล่อลื่น การปรับแนว หรือการแทรกแซงตามกำหนดเวลาหรือไม่ กระบวนการแจ้งปัญหาที่เป็นระบบจะช่วยให้ทีมผลิตและทีมบำรุงรักษาสามารถแยกรายการที่ต้องแก้ไขทันทีออกจากงานที่ต้องวางแผนไว้สำหรับการหยุดเดินเครื่องครั้งต่อไป ซึ่งมีความสำคัญอย่างยิ่งต่อการปรับปรุงความน่าเชื่อถือของอุปกรณ์โดยไม่ก่อให้เกิดการหยุดทำงานที่ไม่จำเป็น.
เชื่อมโยงผลการตรวจสอบ TPM กับใบสั่งงานซ่อมบำรุง
ในโรงงานหลายแห่ง ข้อมูล TPM และการดำเนินการบำรุงรักษาถูกแยกออกจากกัน ทีมหนึ่งกรอกแบบตรวจสอบ อีกทีมหนึ่งจัดการการซ่อมแซม และไม่มีใครมีมุมมองที่ชัดเจนว่าความผิดปกติที่เกิดขึ้นซ้ำๆ นั้นได้รับการแก้ไขจริงหรือไม่. Jodoo ช่วยเชื่อมช่องว่างนั้นโดยเชื่อมโยงผลการตรวจสอบและการแจ้งปัญหาความผิดปกติเข้ากับใบสั่งงานซ่อมบำรุง การอนุมัติ การอัปเดตสถานะ และบันทึกการปิดงานในขั้นตอนการทำงานที่เชื่อมต่อกันเพียงขั้นตอนเดียว.

ตัวอย่างเช่น หากผู้ปฏิบัติงานตรวจพบการลื่นไถลของโซ่บนสายพานลำเลียงซ้ำๆ ระบบสามารถสร้างงานบำรุงรักษาโดยอัตโนมัติ มอบหมายงานให้กับช่างเทคนิคที่รับผิดชอบ และติดตามว่าปัญหาได้รับการแก้ไขชั่วคราวหรือถูกกำจัดไปอย่างสมบูรณ์แล้วหรือไม่ หัวหน้างานยังสามารถเพิ่มกฎการกำหนดเส้นทางสำหรับการอนุมัติการหยุดทำงาน การขออะไหล่ หรือการตรวจสอบทางวิศวกรรมเมื่อปัญหาเกินขอบเขตการบำรุงรักษาตามปกติ การเชื่อมต่อประเภทนี้สนับสนุนการนำ TPM ไปใช้ เพราะเป็นการเปลี่ยนการสังเกตการณ์ในโรงงานให้เป็นการดำเนินการที่ตรวจสอบได้ แทนที่จะเป็นเพียงรายงานที่แยกจากกัน.
ติดตามผลและตรวจสอบประสิทธิภาพการทำงานของอุปกรณ์แบบเรียลไทม์
จุดอ่อนที่พบได้ทั่วไปใน TPM ไม่ใช่การขาดกิจกรรม แต่เป็นการขาดการมองเห็น ทีมงานอาจทำการตรวจสอบและส่งคำขอทำงานเสร็จสิ้นแล้ว แต่ยังคงประสบปัญหาในการมองเห็นการดำเนินการที่ล่าช้า ความล้มเหลวซ้ำๆ หรือเครื่องจักรใดที่สร้างปริมาณความผิดปกติสูงสุด ด้วย Jodoo แดชบอร์ดช่วยให้ผู้จัดการฝ่ายผลิตและบำรุงรักษาสามารถตรวจสอบอัตราความสำเร็จของรายการตรวจสอบ TPM ความผิดปกติที่ยังไม่ได้รับการแก้ไขในแต่ละสายการผลิต เวลาตอบสนอง งานที่ล่าช้า และหมวดหมู่ปัญหาที่เกิดขึ้นซ้ำๆ ได้แบบเรียลไทม์.
การมองเห็นภาพรวมนี้ช่วยให้ผู้จัดการตรวจสอบได้ว่าหลักการบำรุงรักษาเชิงผลิตภาพโดยรวม (TPM) ปรากฏให้เห็นในการดำเนินงานประจำวันจริงหรือไม่ หากสายการผลิตหนึ่งมีอัตราความสำเร็จของรายการตรวจสอบ 98% แต่ยังคงพบปัญหาการปนเปื้อนซ้ำๆ หรือการหยุดทำงานเล็กน้อย ปัญหาอาจอยู่ที่คุณภาพของรายการตรวจสอบ ความสามารถของผู้ปฏิบัติงาน หรือวินัยในการปิดงานที่อ่อนแอ มากกว่าแค่การปฏิบัติตามกฎระเบียบเพียงอย่างเดียว ในทางปฏิบัติ การติดตามแบบดิจิทัลทำให้การตรวจสอบ TPM มีข้อมูลสนับสนุนมากขึ้น และลดเวลาที่หัวหน้างานใช้ในการรวบรวมข้อมูลด้วยตนเองก่อนการประชุมรายวันหรือรายสัปดาห์.
ตัวอย่างเชิงปฏิบัติจากโรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์
โรงงานผลิตชิ้นส่วนอิเล็กทรอนิกส์แห่งหนึ่งใช้ Jodoo เพื่อทดแทนการตรวจสอบการบำรุงรักษาอัตโนมัติด้วยกระดาษสำหรับอุปกรณ์ SMT และเครื่องจักรสนับสนุนการประกอบขั้นสุดท้าย พนักงานฝ่ายผลิตทำการตรวจสอบผ่านมือถือในตอนเริ่มต้นกะทำงานแต่ละครั้ง ซึ่งรวมถึงการถ่ายภาพความสะอาดของตัวป้อนชิ้นงาน การอ่านค่าแรงดันอากาศ และการตรวจสอบเสียงผิดปกติ ในขณะที่รายการที่พบปัญหาจะแจ้งเตือนทีมบำรุงรักษาโดยอัตโนมัติ จากนั้นผู้จัดการฝ่ายผลิตจะใช้แดชบอร์ดแบบเรียลไทม์เพื่อตรวจสอบการดำเนินการที่ล่าช้า ความผิดปกติที่เกิดขึ้นซ้ำๆ ตามเครื่องจักร และปัญหาใดที่ส่งผลกระทบต่อผลผลิตบ่อยที่สุด.
การจัดตั้งระบบแบบนี้มีคุณค่าเพราะช่วยสนับสนุนการนำ TPM ไปใช้โดยไม่ต้องบังคับให้โรงงานต้องออกแบบระบบการบำรุงรักษาใหม่ทั้งหมดในคราวเดียว โรงงานยังคงใช้เครื่องมือวางแผนการบำรุงรักษาที่มีอยู่เดิมเพื่อการควบคุมสินทรัพย์ในวงกว้าง ในขณะเดียวกันก็ใช้ประโยชน์จาก TPM ด้วย Jodoo ทำหน้าที่เป็นชั้นปฏิบัติการสำหรับการรายงาน การแจ้งปัญหา และการปรับปรุงอย่างต่อเนื่องในระดับแนวหน้า สำหรับโรงงานที่ยังคงดำเนินการตามขั้นตอน TPM ที่สำคัญบนกระดาษหรือสเปรดชีต วิธีนั้นมักเป็นวิธีที่ใช้งานได้จริงมากกว่าในการเพิ่มความน่าเชื่อถือของอุปกรณ์และติดตามผลได้รวดเร็วยิ่งขึ้น.
สรุป: สร้างระบบ TPM ที่มีความน่าเชื่อถือยิ่งขึ้น
การบำรุงรักษาเชิงผลิตภาพโดยรวม TPM จะได้ผลก็ต่อเมื่อได้รับการปฏิบัติเสมือนเป็นระบบปฏิบัติการเพื่อความน่าเชื่อถือ ไม่ใช่แค่โปรแกรมการบำรุงรักษา โรงงานจะเห็นผลลัพธ์เมื่อหลักการของ TPM ถูกนำไปใช้ในกิจวัตรประจำวันที่ชัดเจน พนักงานและช่างเทคนิคปฏิบัติตามบทบาทที่กำหนดไว้ และผู้จัดการตรวจสอบความสูญเสีย ความผิดปกติ และดำเนินการแก้ไขอย่างสม่ำเสมอ นี่คือสิ่งที่เปลี่ยน TPM จากโครงการริเริ่มให้กลายเป็นวินัยที่ยั่งยืนของโรงงาน.
เป้าหมายในทางปฏิบัติค่อนข้างตรงไปตรงมา คือ ลดการชำรุดเสียหาย ลดการสูญเสียคุณภาพ ใช้งานอุปกรณ์อย่างปลอดภัยยิ่งขึ้น และเพิ่มประสิทธิภาพโดยรวมของอุปกรณ์ (OEE) ในระยะยาว แต่ผลลัพธ์เหล่านั้นขึ้นอยู่กับคุณภาพการปฏิบัติงานในโรงงาน หากการตรวจสอบยังคงอยู่บนกระดาษ ไม่มีการติดตามป้ายกำกับความผิดปกติ และการส่งมอบงานขึ้นอยู่กับการโทรหรือข้อความแชท ระบบ TPM ก็จะสูญเสียแรงผลักดันไปอย่างรวดเร็ว.
ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด, Jodoo ระบบนี้ช่วยสนับสนุนชั้นการดำเนินการโดยช่วยให้โรงงานต่างๆ สามารถแปลงรายการตรวจสอบ TPM การตรวจสอบการบำรุงรักษาอัตโนมัติ การรายงานความผิดปกติ การส่งมอบงานบำรุงรักษา และการติดตามความน่าเชื่อถือของอุปกรณ์ให้เป็นระบบดิจิทัลได้โดยไม่ต้องพัฒนาซอฟต์แวร์เองจำนวนมาก ทำให้การกำหนดมาตรฐานขั้นตอนการทำงานทั่วทั้งสายการผลิต การตรวจสอบการดำเนินการที่ล่าช้า และการรักษาการปรับปรุงอย่างต่อเนื่องด้วยการมองเห็นแบบเรียลไทม์ทำได้ง่ายขึ้น.
หากคุณต้องการทำให้ TPM สามารถขยายขนาดและจัดการได้ง่ายขึ้น คุณสามารถทำได้ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต ด้วย Jodoo.
