
เรียกดูตามหมวดหมู่
บทนำ: เหตุใดเครื่องมือการผลิตแบบลีนจึงยังคงมีความสำคัญในสายการผลิตดิจิทัล
ผู้ผลิตจำนวนมากสูญเสียประสิทธิภาพการผลิตไปอย่างมากจากการขาดความต่อเนื่องในการดำเนินงานในแต่ละวัน ไม่ใช่แค่จากความเสียหายครั้งใหญ่เท่านั้น ในโรงงานหลายแห่ง ความล่าช้าเล็กน้อย วัสดุขาดหาย การได้รับผลตอบรับด้านคุณภาพล่าช้า และการติดตามงานในแต่ละกะที่ไม่สม่ำเสมอ จะค่อยๆ ลดผลผลิตลงก่อนที่ใครจะเห็นผลกระทบอย่างเต็มที่ นั่นคือเหตุผลว่าทำไม เครื่องมือการผลิตแบบลีน ยังคงมีความสำคัญอยู่: เพราะมันถูกออกแบบมาเพื่อกำจัดของเสีย ทำให้การทำงานมีเสถียรภาพ และทำให้มองเห็นปัญหาได้ตั้งแต่เนิ่นๆ.
เครื่องมือลีน คือวิธีการปฏิบัติที่อยู่เบื้องหลังเทคนิคการผลิตแบบลีน เช่น 5S, คัมบัง, การทำแผนที่กระแสคุณค่า, แอนดอน และงานมาตรฐาน. จุดประสงค์ของเอกสารเหล่านี้ตรงไปตรงมา คือ ปรับปรุงกระบวนการทำงาน ลดความผันแปร และช่วยให้ทีมตอบสนองได้เร็วขึ้นโดยไม่ต้องเพิ่มแรงงาน สินค้าคงคลัง หรือขั้นตอนการทำงานที่ไม่จำเป็น แต่ในโรงงานสมัยใหม่ โดยเฉพาะอย่างยิ่งโรงงานที่ทำงานหลายกะหรือมีการผลิตแบบผสมผสาน เอกสารกระดาษและรายการตรวจสอบแบบเขียนด้วยมือมักไม่สามารถตามทันการทำงานในสายการผลิตได้.
การดำเนินการในสายการผลิตแบบดิจิทัลช่วยลดช่องว่างนั้นลง หมายความว่าต้องเปลี่ยนวิธีการแบบลีนให้เป็นการปฏิบัติในชีวิตประจำวันผ่านแบบฟอร์มดิจิทัล เวิร์กโฟลว์ การรายงานผ่านมือถือ และแดชบอร์ดแบบเรียลไทม์ เพื่อให้สามารถบันทึก มอบหมาย ยกระดับ และตรวจสอบปัญหาได้แบบเรียลไทม์ ในบทความนี้ คุณจะได้เห็นว่าเครื่องมือลีนใดมีความสำคัญที่สุด ปัญหาที่เครื่องมือเหล่านั้นมีไว้เพื่อแก้ไขคืออะไร และจะรักษาการใช้งานเครื่องมือเหล่านั้นในกระบวนการผลิตจริงได้อย่างไร.
เครื่องมือการผลิตแบบลีนได้รับการออกแบบมาเพื่อแก้ไขปัญหาอะไรบ้างในโรงงานสมัยใหม่
ในโรงงานผลิตแบบแยกชิ้นส่วนใหญ่ ปัญหาไม่ได้อยู่ที่การขาดเครื่องมือแบบลีน แต่เป็นช่องว่างระหว่างวิธีการที่ตั้งใจไว้กับสิ่งที่เกิดขึ้นจริงในระหว่างกะการทำงาน สายการผลิตอาจมีรายการตรวจสอบ 5S ระบบคันบัน แผ่นงานมาตรฐาน และกระดานประจำวัน แต่ก็ยังอาจสูญเสียผลผลิตเนื่องจากพบความผิดปกติช้าเกินไป ส่งต่ออย่างไม่ดี หรือไม่ได้รับการแก้ไขเลย ช่องว่างในการปฏิบัติงานนี้เองคือสิ่งที่เทคนิคการผลิตแบบลีนมุ่งแก้ไข.
เพื่อให้เห็นภาพชัดเจน ลองนึกภาพสายการประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่สร้างแผงควบคุมตลอดสามกะการทำงาน เวลา 9:20 น. พนักงานคนหนึ่งสังเกตเห็นปัญหาการหยิบชิ้นส่วนผิดพลาด ทำให้เกิดข้อบกพร่องในการบัดกรีเป็นระยะๆ ชั้นวางชิ้นงานระหว่างการผลิต (WIP) ใกล้กับการทดสอบขั้นสุดท้ายเริ่มเต็มแล้ว และการ์ดคันบันสำหรับตัวเชื่อมต่อทั่วไปชิ้นหนึ่งหายไปจากวงจรการเติมสินค้า ปัญหาเหล่านี้แต่ละอย่างอาจไม่ร้ายแรงนัก แต่เมื่อรวมกันแล้วจะทำให้เกิดการรอคอย การทำงานซ้ำ การเคลื่อนไหวเพิ่มเติม และความไม่ชัดเจนในการรับผิดชอบเมื่อสิ้นสุดกะการทำงาน.
การมองเห็นที่ล่าช้าทำให้ความผิดปกติเล็กน้อยกลายเป็นการสูญเสียผลลัพธ์
ในสายการผลิตที่วุ่นวาย ความล้มเหลวแรกมักไม่ใช่ข้อบกพร่องเอง แต่เป็นการล่าช้าในการตรวจพบข้อบกพร่องนั้น พนักงานอาจสังเกตเห็นจำนวนสินค้าที่ไม่ได้มาตรฐานเพิ่มขึ้นในการตรวจสอบ SMT แต่หากข้อมูลนั้นยังคงอยู่เฉพาะในบริเวณนั้นจนกว่าจะถึงการตรวจสอบทุกชั่วโมงหรือการตรวจสอบเมื่อสิ้นสุดกะ สายการผลิตก็จะยังคงผลิตสินค้าที่ไม่ได้มาตรฐานต่อไป หรือทำให้สถานีปลายทางขาดแคลนวัตถุดิบ เครื่องมือแบบลีนถูกออกแบบมาเพื่อตรวจพบความผิดปกติตั้งแต่เนิ่นๆ เพื่อให้สามารถดำเนินการแก้ไขได้ในขณะที่ปัญหายังมีขนาดเล็ก.
ในตัวอย่างสายการผลิตของเรา ปัญหาเริ่มต้นจากการหยิบชิ้นงานผิดพลาดเพียงเล็กน้อย และมีตำหนิจากการบัดกรีเพียงไม่กี่จุด เนื่องจากหัวหน้าสายงานกำลังดูแลพื้นที่อื่นอยู่ พนักงานจึงจดปัญหาลงบนกระดานไวท์บอร์ดและทำงานต่อไปเพื่อไม่ให้ทำงานช้ากว่าเป้าหมาย เมื่อถึงเวลาตรวจสอบคุณภาพในภายหลัง จำนวนชิ้นงานที่ถูกปฏิเสธก็เพิ่มขึ้นเป็นสามเท่า การทดสอบขั้นสุดท้ายกำลังรอชิ้นงานที่ดีอยู่ และการแก้ไขงานกลายเป็นส่วนที่ใช้แรงงานมากที่สุดในชั่วโมงนั้น.
ดังนั้น, เครื่องมือการผลิตแบบลีน สิ่งเหล่านี้ไม่ใช่แค่บันทึกหรือสื่อช่วยในการมองเห็นเท่านั้น แต่ยังช่วยลดระยะเวลาตั้งแต่การเกิดความผิดปกติไปจนถึงการตอบสนองและการควบคุมสถานการณ์ หากปราศจากความรวดเร็วนี้ แม้แต่ทีมที่ได้รับการฝึกฝนมาอย่างดีก็อาจต้องจัดการกับปัญหาของเมื่อวานแทนที่จะจัดการกับความสูญเสียที่เกิดขึ้นในกะปัจจุบัน.
การปฏิบัติงานที่ไม่สอดคล้องกันในแต่ละกะ ก่อให้เกิดความผันแปรที่ซ่อนเร้น
ปัญหาประการที่สองคือความไม่สอดคล้องกันระหว่างกะการทำงาน หัวหน้างาน และสายการผลิต โรงงานหลายแห่งกำหนดขั้นตอนการทำงานมาตรฐานไว้อย่างชัดเจน แต่การปฏิบัติงานจริงกลับเบี่ยงเบนไป เพราะการฝึกอบรมไม่สม่ำเสมอ การเปลี่ยนกะการทำงานก็จัดการแตกต่างกัน และการส่งมอบงานระหว่างกะอาศัยการบอกเล่าด้วยวาจา ผลที่ได้คือความผันแปรที่ซ่อนอยู่ ซึ่งดูเหมือนความไม่เสถียรแบบสุ่ม แต่บ่อยครั้งคือความล้มเหลวในการรักษาความเป็นระเบียบวินัยแบบลีน.
ในสายการผลิตอิเล็กทรอนิกส์เดียวกัน พนักงานกะแรกพบปัญหาเกี่ยวกับตัวป้อนวัสดุและปรับความถี่ในการตรวจสอบชั่วคราว เมื่อส่งมอบงาน ช่างเทคนิคที่กำลังจะออกกล่าวถึงปัญหาด้วยวาจา แต่ไม่ได้บันทึกสาเหตุที่สงสัย ชิ้นส่วนที่เปลี่ยน หรือว่าได้เปลี่ยนหัวฉีดหรือไม่ จากนั้นพนักงานกะที่สองจึงรีเซ็ตเครื่องจักร คิดว่าปัญหาได้รับการแก้ไขแล้ว และลดการตรวจสอบลง แต่กลับพบว่าข้อบกพร่องกลับมาอีกครั้งในอีกหนึ่งชั่วโมงต่อมาภายใต้ผู้ปฏิบัติงานคนอื่น.
นี่เป็นเหตุผลหนึ่งที่เครื่องมือปรับปรุงอย่างต่อเนื่องมักจะหยุดชะงักหลังจากเริ่มใช้งานครั้งแรก โรงงานอาจทำการตรวจสอบและติดประกาศคำแนะนำการทำงานมาตรฐาน แต่พวกเขาไม่สามารถควบคุมได้ว่าการตอบสนองแบบเดียวกันจะเกิดขึ้นทุกครั้งภายใต้แรงกดดันในการทำงานจริง มาตรฐานอาจระบุว่าต้องทำอะไร แต่การดำเนินการล้มเหลวเมื่อมาตรฐานนั้นเข้าถึงได้ยาก หลีกเลี่ยงได้ง่าย หรือขาดการเชื่อมโยงกับการแก้ไขปัญหา.
การติดตามผลด้วยเอกสารกระดาษทำให้กระบวนการปรับปรุงช้าลง
วิธีการจัดการแบบลีนแบบดั้งเดิมมักอาศัยป้ายกำกับกระดาษ รายการตรวจสอบแบบเขียนด้วยมือ สมุดบันทึก และโปรแกรมติดตามในสเปรดชีต วิธีเหล่านี้อาจใช้ได้ผลในพื้นที่ที่มีความเสถียรและมีความซับซ้อนต่ำ แต่จะประสบปัญหาเมื่อปริมาณปัญหาเพิ่มขึ้นและหลายฝ่ายต้องประสานงานกัน ปัญหาไม่ได้อยู่ที่ว่ากระดาษผิดเสมอไป แต่กระดาษทำให้การติดตามผลช้า กระจัดกระจาย และตรวจสอบได้ยาก.
กลับมาที่สายการผลิต ฝ่ายคุณภาพบันทึกการเพิ่มขึ้นของจำนวนชิ้นส่วนที่ชำรุดลงในแบบฟอร์มรายงานความไม่สอดคล้องที่เป็นกระดาษ ฝ่ายซ่อมบำรุงจดบันทึกการตรวจสอบเครื่องป้อนวัสดุลงในสมุดบันทึกอีกเล่มหนึ่ง และฝ่ายวัสดุจดบันทึกการ์ดเชื่อมต่อที่หายไปเพื่อตรวจสอบในภายหลัง เมื่อถึงช่วงบ่าย มีบันทึกสามรายการสำหรับเหตุการณ์ขัดข้องหนึ่งชุด แต่ไม่มีใครมีภาพรวมที่ชัดเจนว่าการควบคุมสถานการณ์ดำเนินไปได้หรือไม่ ใครเป็นผู้รับผิดชอบสาเหตุหลัก หรือความล้มเหลวของสัญญาณวัสดุเกี่ยวข้องกับเหตุการณ์ชำรุดหรือไม่ ทีมงานมีข้อมูล แต่ไม่มีขั้นตอนการทำงานที่ใช้งานได้.
นี่คือจุดที่เครื่องมือแบบลีน เช่น การทำแผนที่กระแสคุณค่า และกิจกรรมไคเซ็นมักจะสูญเสียแรงผลักดันหลังจากขั้นตอนการประชุมเชิงปฏิบัติการ ทีมงานระบุความล่าช้า วงจรการทำงานซ้ำ และการส่งต่อของเสียได้อย่างถูกต้อง แต่การติดตามผลกลับกระจัดกระจายอยู่ในไฟล์และบันทึกการประชุม กล่าวอีกนัยหนึ่ง โรงงานสามารถวินิจฉัยของเสียได้ แต่ยังคงล้มเหลวในการกำจัดมันในอัตราที่จำเป็นในสายการผลิตจริง.
การขาดความรับผิดชอบที่อ่อนแอทำให้ปัญหายังคงอยู่ตลอดช่วงเวลาทำงาน
ช่องว่างสำคัญสุดท้ายคือเรื่องความรับผิดชอบ ในโรงงานหลายแห่ง ทุกคนมองเห็นปัญหา แต่ความรับผิดชอบนั้นคลุมเครือเมื่อปัญหาข้ามสายงาน หัวหน้างานพยายามควบคุมผลผลิต ฝ่ายคุณภาพกังวลเกี่ยวกับปัญหาการควบคุม ฝ่ายซ่อมบำรุงมองหาสาเหตุของความล้มเหลวของอุปกรณ์ ฝ่ายวัสดุมุ่งเน้นไปที่การแก้ไขปัญหาการขาดแคลน แต่ไม่มีใครรับผิดชอบตลอดทั้งห่วงโซ่ตั้งแต่สัญญาณจนถึงการปิดระบบ.
ในตัวอย่างของเรา การ์ดคันบันที่หายไปทำให้เกิดปัญหาการขาดแคลนตัวเชื่อมต่อในเวลาเดียวกับที่ปัญหาข้อบกพร่องกำลังลดปริมาณผลผลิตที่ใช้งานได้ การทดสอบขั้นสุดท้ายตำหนิ SMT ว่าจัดหาวัสดุไม่เสถียร SMT ตำหนิฝ่ายวัสดุว่าเติมวัสดุช้า และฝ่ายวัสดุโต้แย้งว่าสัญญาณไม่เคยถูกส่งเลย เมื่อถึงการตรวจสอบในช่วงเย็น สายการผลิตสูญเสียผลผลิตจากความสูญเปล่าสามรูปแบบพร้อมกัน ได้แก่ การรอที่การทดสอบปลายทาง การขนส่งถาดซ่อมเพิ่มเติม และการเคลื่อนไหวที่มากเกินไปขณะที่พนักงานค้นหาวัสดุและตรวจสอบสถานะ.
เครื่องมือการผลิตแบบลีน ระบบลีนที่ดีควรทำให้เห็นถึงความรับผิดชอบอย่างชัดเจน ควรระบุให้ชัดเจนว่าใครเป็นผู้ตอบสนองคนแรก ใครเป็นผู้ควบคุมปัญหา ใครเป็นผู้อนุมัติวิธีการแก้ไข และใครเป็นผู้ตรวจสอบการปิดงาน เมื่อความรับผิดชอบนั้นอ่อนแอ แม้แต่โรงงานที่มีระบบ 5S การประชุมประจำวัน และบอร์ดปรับปรุง ก็อาจเกิดปัญหาเดิมซ้ำๆ ในหลายกะการทำงานได้.
เหตุใดระบบควบคุมแบบลีนแบบดั้งเดิมจึงล้มเหลวเมื่อนำไปใช้ในระดับใหญ่
การควบคุมแบบลีนด้วยตนเองมักได้ผลดีที่สุดเมื่อพื้นที่เล็ก ทีมงานมีความมั่นคง และหัวหน้างานสามารถตรวจสอบความผิดปกติทุกอย่างได้ด้วยตนเอง แต่ระบบจะล้มเหลวเมื่อโรงงานเพิ่มผลิตภัณฑ์ที่หลากหลายขึ้น เพิ่มกะการทำงาน ลดเวลาตอบสนองลูกค้า และมีการพึ่งพาข้ามสายงาน นั่นเป็นเหตุผลที่ผู้ผลิตชิ้นส่วนยานยนต์และอิเล็กทรอนิกส์มักพบว่าเครื่องมือแบบลีนเดียวกันที่ใช้ได้ผลในสายการผลิตหนึ่ง กลับใช้ได้ยากขึ้นในการรักษาประสิทธิภาพเมื่อต้องใช้งานในสายการผลิตสิบสาย.
สายการผลิตอิเล็กทรอนิกส์ในตัวอย่างของเราไม่ได้ล้มเหลวเพราะทีมขาดความรู้ด้านลีน แต่ล้มเหลวเพราะการมองเห็นปัญหาล่าช้า การทำงานตามมาตรฐานไม่สอดคล้องกัน การติดตามผลกระจัดกระจายไปตามเอกสารและสเปรดชีต และความรับผิดชอบอ่อนแอลงในแต่ละขั้นตอนการส่งมอบงาน เครื่องมือลีนมีจุดประสงค์เพื่ออุดช่องว่างเหล่านี้โดยเฉพาะ เพื่อให้มองเห็นปัญหาได้เร็วขึ้น ดำเนินการได้เร็วขึ้น และแก้ไขได้สำเร็จ แทนที่จะถูกค้นพบอีกครั้งในกะถัดไป.
เครื่องมือหลักแบบลีนที่ทีมปฏิบัติการทุกทีมควรรู้
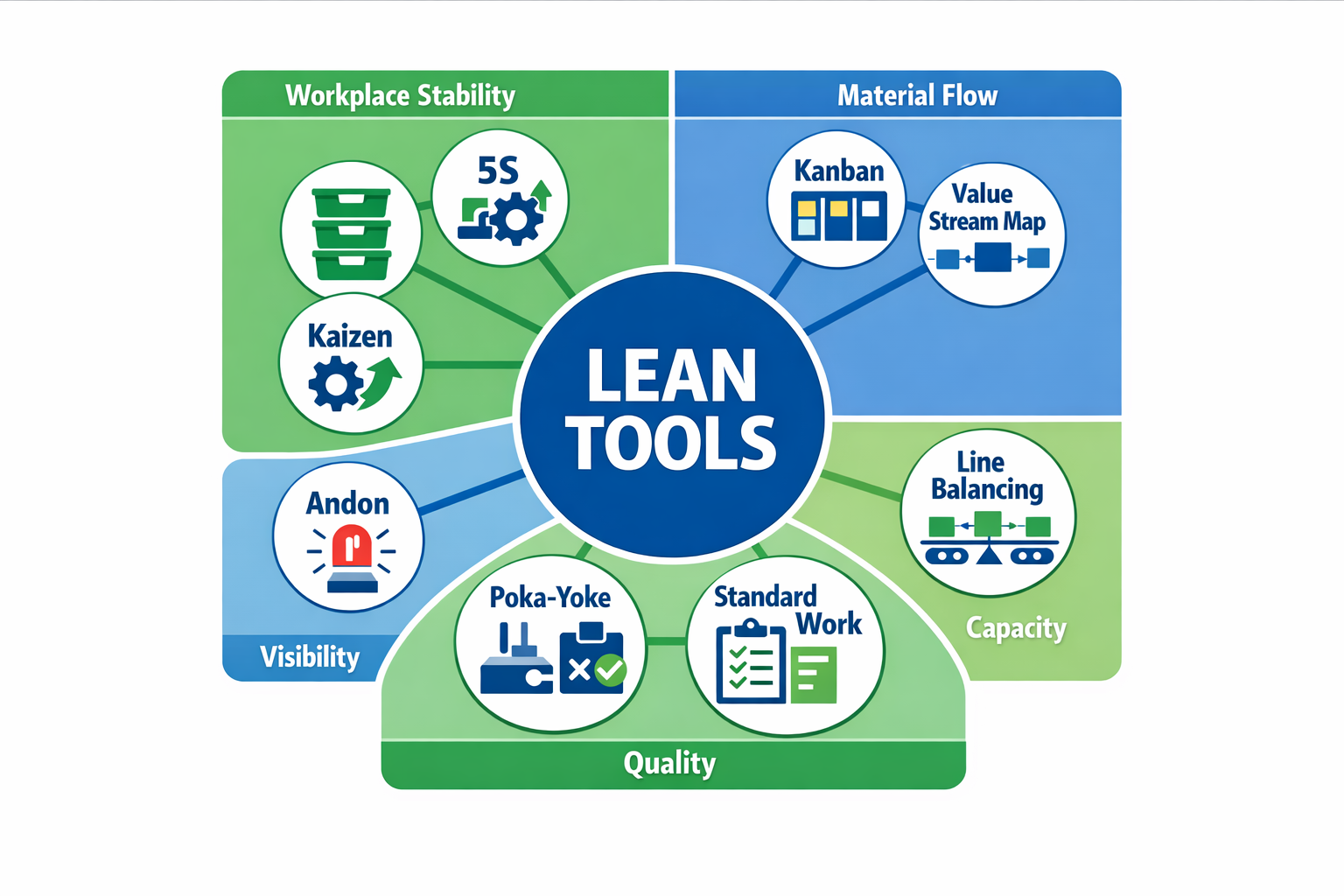
เครื่องมือการผลิตแบบลีน เครื่องมือแบบลีนจะทำงานได้ดีที่สุดเมื่อใช้งานเป็นระบบ ไม่ใช่แยกเป็นส่วนๆ บางเครื่องมือช่วยสร้างเสถียรภาพในที่ทำงาน บางเครื่องมือควบคุมการไหลเวียนของวัสดุ บางเครื่องมือป้องกันข้อบกพร่อง และบางเครื่องมือทำให้การจัดสรรแรงงานมีประสิทธิภาพมากขึ้น สำหรับผู้นำด้านการดำเนินงาน คำถามที่สำคัญไม่ใช่ว่าเครื่องมือใด “ดีที่สุด” แต่เป็นเครื่องมือใดที่สามารถแก้ไขข้อจำกัดถัดไปในกระบวนการของคุณได้ เมื่อใช้ร่วมกัน เครื่องมือแบบลีนเหล่านี้จะสร้างวงจรการจัดการประจำวันที่กระชับยิ่งขึ้น ครอบคลุมทั้งการดำเนินการ การแก้ปัญหา คุณภาพ และกำลังการผลิต.
วิธีที่มีประโยชน์ในการจัดกลุ่มคือการจัดกลุ่มตามวัตถุประสงค์. 5S และ งานมาตรฐาน เสริมสร้างการควบคุมประจำวันในพื้นที่การผลิตให้เข้มงวดมากขึ้น; ระบบคันบัน ปรับปรุงการไหลของวัสดุให้ดีขึ้น; โปกา-โยเกะ ช่วยป้องกันข้อผิดพลาดในขณะที่ แอนดอน ทำให้ตรวจพบความผิดปกติในด้านคุณภาพและกระบวนการก่อนที่จะลุกลาม; การทำแผนที่กระแสคุณค่า ช่วยให้ทีมมองเห็นภาพรวมของความสูญเปล่าตั้งแต่ต้นจนจบ; และ การปรับสมดุลสายการผลิต ช่วยเพิ่มประสิทธิภาพการใช้แรงงานและอุปกรณ์. ไคเซ็น มันครอบคลุมทุกสิ่งเหล่านั้นในฐานะที่เป็นศาสตร์แห่งการพัฒนาอย่างต่อเนื่อง มากกว่าที่จะเป็นเพียงวิธีการเดียว.
5S: สร้างสถานที่ทำงานที่สนับสนุนการปฏิบัติงานอย่างน่าเชื่อถือ
5S การผลิตแบบลีนมุ่งเน้นไปที่การคัดแยก การจัดระเบียบ การทำความสะอาด การกำหนดมาตรฐาน และการบำรุงรักษาพื้นที่ทำงาน วิธีนี้มีประโยชน์มากที่สุดในกรณีที่ผู้ปฏิบัติงานเสียเวลาในการค้นหาเครื่องมือ วัสดุ เครื่องวัด หรือเอกสาร หรือในกรณีที่ความรกบดบังสภาวะผิดปกติ ในสภาพแวดล้อมการผลิต การประกอบ และการบำรุงรักษา การใช้หลัก 5S ที่แข็งแกร่งมักจะช่วยเพิ่มความเร็วในการเปลี่ยนงาน ความปลอดภัย และผลผลิตในครั้งแรกไปพร้อมๆ กัน.
ข้อผิดพลาดที่พบบ่อยที่สุดคือการมอง 5S เป็นเพียงการทำความสะอาดครั้งเดียวจบ โรงงานอาจทาสีพื้นใหม่และติดป้ายชั้นวาง แต่หากความรับผิดชอบ วินัยในการตรวจสอบ และกฎการเติมสินค้าอ่อนแอ พื้นที่นั้นก็จะค่อยๆ กลับสู่สภาพที่ไม่เป็นระเบียบ วิธีที่ดีกว่าคือการเชื่อมโยง 5S เข้ากับผลลัพธ์ด้านประสิทธิภาพที่เฉพาะเจาะจง เช่น การลดเวลาในการหยิบเครื่องมือจาก 90 วินาทีเหลือ 20 วินาที หรือการลดของเสียจากการเคลื่อนไหวในพื้นที่ทำงานลง 151 ตัน.
ไคเซ็น: เปลี่ยนการปรับปรุงเล็กๆ น้อยๆ ให้กลายเป็นกิจวัตรการจัดการ
ไคเซ็น คือการปฏิบัติอย่างเป็นระบบในการปรับปรุงทีละเล็กทีละน้อยอย่างสม่ำเสมอและใกล้เคียงกับงานจริง วิธีนี้มีประสิทธิภาพเป็นพิเศษเมื่อทีมงานด่านหน้าเผชิญกับปัญหาที่เกิดขึ้นซ้ำๆ ซึ่งไม่คุ้มค่ากับการดำเนินโครงการวิศวกรรมขนาดใหญ่ เช่น การวางอุปกรณ์จับยึดที่ไม่เหมาะสม การส่งมอบงานตรวจสอบที่ล่าช้า หรือการรอคอยซ้ำๆ ระหว่างการเปลี่ยนแบบจำลอง เมื่อเวลาผ่านไป การเปลี่ยนแปลงเล็กๆ น้อยๆ จำนวนมากสามารถสร้างผลลัพธ์ที่ดีขึ้นอย่างมากในด้านปริมาณงานและความเสถียร.
ข้อผิดพลาดทั่วไปในการนำไคเซ็นไปใช้คือ การจัดกิจกรรมไคเซ็นโดยไม่มีระบบติดตามผล ทีมงานสร้างไอเดีย โพสต์รายการสิ่งที่ต้องทำ แล้วก็สูญเสียแรงผลักดันไป เพราะขาดผู้รับผิดชอบ กำหนดเวลา และขั้นตอนการตรวจสอบที่ชัดเจน ไคเซ็นที่มีประสิทธิภาพขึ้นอยู่กับวินัยง่ายๆ คือ ระบุปัญหา ทดสอบมาตรการแก้ไข วัดผลลัพธ์ และกำหนดมาตรฐานเฉพาะสิ่งที่ได้ผลเท่านั้น.
ระบบคันบัน: ควบคุมการเติมสินค้าโดยไม่ผลิตมากเกินไป
A ระบบคันบัน ระบบนี้ออกแบบมาเพื่อส่งสัญญาณเมื่อถึงเวลาควรเติมสินค้า เคลื่อนย้าย หรือผลิตสินค้าใหม่ ทำงานได้ดีที่สุดในสภาพแวดล้อมที่มีรูปแบบความต้องการที่แน่นอน อัตราการบริโภคที่ทราบ และปริมาณบรรจุภัณฑ์ที่ชัดเจน เช่น การจัดหาชิ้นส่วนยึดสำหรับการประกอบ การเติมวัสดุบรรจุภัณฑ์ หรือคลังสินค้าสำหรับชิ้นส่วนประกอบย่อยที่ป้อนเข้าสู่การผลิตขั้นสุดท้าย เป้าหมายไม่ใช่แค่การลดสินค้าคงคลัง แต่เป็นการไหลเวียนที่ราบรื่นขึ้น ลดการขาดแคลน และลดการผลิตเกินความต้องการ.
ข้อผิดพลาดที่ร้ายแรงที่สุดคือการนำระบบ Kanban มาใช้โดยที่การตั้งค่าพารามิเตอร์ไม่ดี หากขนาดล็อต จุดสั่งซื้อซ้ำ ระยะเวลานำส่ง หรือปริมาณบรรจุภัณฑ์ไม่ถูกต้อง ระบบจะสร้างปัญหาของสินค้าขาดสต็อกหรือสินค้าคงคลังส่วนเกิน และทีมงานจะสูญเสียความเชื่อมั่นในระบบอย่างรวดเร็ว ระบบ Kanban ที่มีประสิทธิภาพต้องอาศัยการตรวจสอบอย่างมีระเบียบวินัยเกี่ยวกับการบริโภคจริง เวลาตอบสนองของซัพพลายเออร์ และการปฏิบัติตามกฎการดึง (pull rules) ในระดับสายการผลิต.
การทำแผนที่กระแสคุณค่า: มองเห็นความสูญเปล่าตลอดทั้งกระบวนการ
การทำแผนที่กระแสคุณค่า ช่วยให้ทีมเห็นภาพการไหลของวัสดุและข้อมูลตั้งแต่การสั่งซื้อจนถึงการส่งมอบ เครื่องมือนี้มีประโยชน์อย่างยิ่งเมื่อปัญหาด้านประสิทธิภาพเกิดขึ้นข้ามแผนก เช่น เวลารอคิวนานระหว่างการปั๊มขึ้นรูปและการเชื่อม การอนุมัติล่าช้าซ้ำๆ ก่อนการปล่อยผลิต หรือการรอคอยนานเกินไปในการตรวจสอบสินค้าขาเข้า เครื่องมือนี้ช่วยให้ทีมปฏิบัติการแยกแยะเวลาของกระบวนการออกจากเวลาที่รอคอย ซึ่งมักเป็นจุดที่ก่อให้เกิดการสูญเสียที่ซ่อนอยู่มากที่สุด.
ข้อผิดพลาดที่พบบ่อยคือการสร้างแผนที่ที่ถูกต้องแต่ไม่สามารถนำไปปฏิบัติได้จริง แผนที่แสดงสถานะในอนาคตควรระบุการปรับปรุงที่สำคัญเพียงไม่กี่อย่าง เช่น การลดขนาดชุดการผลิต การลบขั้นตอนการตรวจสอบที่ซ้ำซ้อน หรือการลดระยะเวลาการส่งมอบงานระหว่างฝ่ายวางแผนและฝ่ายผลิต ในโรงงานหลายแห่ง ตัวแผนที่เองมีความสำคัญน้อยกว่าการตัดสินใจที่แผนที่นั้นขับเคลื่อนในช่วง 30 ถึง 90 วันข้างหน้า.
อันดอน: ทำให้สภาวะผิดปกติปรากฏให้เห็นและสามารถแจ้งเตือนไปยังผู้บริหารระดับสูงได้
แอนดอน Andon คือสัญญาณภาพหรือสัญญาณดิจิทัลที่แจ้งเตือนทีมงานเมื่อมีปัญหาที่ต้องได้รับการแก้ไข มีประโยชน์อย่างยิ่งในกรณีที่การตอบสนองล่าช้าเพียงเล็กน้อยอาจทำให้เกิดของเสีย การหยุดชะงักของสายการผลิต การพลาดจังหวะการผลิต หรือความเสี่ยงด้านความปลอดภัย เช่น ความผิดพลาดของแรงบิดในการประกอบ การทำงานผิดพลาดของเครื่องป้อนชิ้นส่วนในสายการผลิต SMT หรือชิ้นส่วนที่หายไปในการบรรจุ จุดเด่นของ Andon คือความเร็ว: มันเปลี่ยนปัญหาที่ซ่อนอยู่ให้กลายเป็นตัวกระตุ้นการดำเนินการที่มองเห็นได้.
ข้อผิดพลาดทั่วไปคือการออกแบบระบบ Andon ให้เป็นเพียงเครื่องมือแสดงผล ไม่ใช่กระบวนการตอบสนอง ไฟกระพริบหรือป้ายแสดงสถานะอาจแสดงให้เห็นว่ามีบางอย่างผิดปกติ แต่หากบทบาทในการตอบสนองไม่ชัดเจน การยกระดับการแจ้งเตือนไม่สม่ำเสมอ และไม่มีการติดตามการปิดระบบ เครื่องมือนี้ก็จะกลายเป็นเพียงเสียงรบกวนเบื้องหลัง การออกแบบระบบ Andon ที่ดีจะเชื่อมโยงประเภทของการแจ้งเตือนเข้ากับความคาดหวังในการตอบสนอง เช่น ใครต้องตอบสนอง ภายในกี่นาที และอะไรคือการควบคุมสถานการณ์.
งานมาตรฐาน: ยึดวิธีการที่ดีที่สุดที่ทราบกันดีอยู่แล้ว
งานมาตรฐาน กำหนดวิธีการที่ดีที่สุดในปัจจุบันสำหรับการปฏิบัติงานอย่างปลอดภัย สม่ำเสมอ และตามจังหวะที่ต้องการ สิ่งนี้มีความสำคัญอย่างยิ่งในกระบวนการทำงานที่มีลำดับขั้นตอนที่ทำซ้ำได้ ความแตกต่างของผู้ปฏิบัติงาน และความละเอียดอ่อนด้านคุณภาพสูง เช่น การประกอบชิ้นส่วนด้วยมือ การตรวจสอบการตั้งค่า การตรวจสอบระหว่างกระบวนการ และขั้นตอนการส่งมอบงานระหว่างกะ หากไม่มีมาตรฐานการทำงาน การรักษาระดับการปรับปรุงให้ยั่งยืนจะทำได้ยาก เนื่องจากผู้ปฏิบัติงานแต่ละคนอาจปฏิบัติงานเดียวกันด้วยวิธีที่แตกต่างกัน.
ข้อผิดพลาดที่พบบ่อยที่สุดคือการสร้างเอกสารที่สมบูรณ์ทางเทคนิค แต่ใช้งานไม่ได้จริง หากคำแนะนำยาวเกินไป ล้าสมัย ไม่สอดคล้องกับรอบเวลาจริง หรือเข้าถึงได้ยาก ณ จุดใช้งาน ผู้ปฏิบัติงานจะอาศัยความจำหรือการฝึกสอนแบบไม่เป็นทางการแทน การทำงานตามมาตรฐานที่มีประสิทธิภาพนั้นต้องมองเห็นได้ชัดเจน ทันสมัย และเฉพาะเจาะจงเพียงพอที่จะลดความแปรปรวนโดยไม่ขัดขวางการแก้ปัญหาที่จำเป็น.
โปคา-โยเกะ: ป้องกันข้อผิดพลาดก่อนที่จะกลายเป็นข้อบกพร่อง
โปกา-โยเกะ Poka-Yoke หมายถึงวิธีการป้องกันความผิดพลาดที่ช่วยป้องกันข้อผิดพลาดหรือทำให้เห็นข้อผิดพลาดได้ทันที โดยเฉพาะอย่างยิ่งในกระบวนการที่ความผิดพลาดเล็กน้อยของมนุษย์อาจส่งผลกระทบอย่างมากและมีค่าใช้จ่ายสูง เช่น การเสียบขั้วต่อผิดด้าน การหยิบชิ้นส่วนผิด การข้ามขั้นตอนการยึด หรือการติดฉลากไม่ถูกต้อง ในการดำเนินงานที่ต้องการคุณภาพสูง Poka-Yoke มักให้ผลลัพธ์ที่เร็วกว่าการตรวจสอบเพิ่มเติม เพราะเป็นการแก้ไขข้อบกพร่องตั้งแต่ต้นเหตุ.
ข้อผิดพลาดที่พบบ่อยคือการพึ่งพาคำเตือนแทนที่จะป้องกันอย่างแท้จริง ป้ายกำกับ การเตือนความจำ และการฝึกอบรมซ้ำมีคุณค่า แต่เป็นการควบคุมที่อ่อนแอกว่าอุปกรณ์ยึด เซ็นเซอร์ ระบบล็อก หรือการออกแบบชิ้นส่วนที่ทำให้การกระทำที่ผิดพลาดทำได้ยากหรือเป็นไปไม่ได้ โซลูชัน Poka-Yoke ที่ดีที่สุดจะช่วยลดการพึ่งพาความจำ ความสนใจ และการตีความของผู้ปฏิบัติงาน.
การปรับสมดุลสายการผลิต: จับคู่เนื้อหางานกับจังหวะการทำงานและกำลังการผลิต
การปรับสมดุลสายการผลิต การกระจายงานอย่างเท่าเทียมกันระหว่างผู้ปฏิบัติงานและสถานีต่างๆ เพื่อให้สอดคล้องกับเวลาการผลิตและลดปัญหาคอขวด คือการปฏิบัติที่มุ่งเน้นการกระจายงานอย่างสม่ำเสมอ วิธีนี้มีประโยชน์มากที่สุดในสายการประกอบหรือสภาพแวดล้อมแบบผสมผสานที่ปริมาณงานไม่เท่ากันทำให้เกิดการรอคอย งานล้นมือ หรืองานค้างซ้ำซากที่สถานีใดสถานีหนึ่ง การปรับสมดุลที่ดีขึ้นจะช่วยปรับปรุงการไหลเวียนของงาน ประสิทธิภาพแรงงาน และการบรรลุเป้าหมายตามกำหนดเวลาโดยไม่จำเป็นต้องเพิ่มจำนวนพนักงาน.
ข้อผิดพลาดที่พบบ่อยที่สุดคือการปรับสมดุลโดยใช้ค่าเฉลี่ยแทนที่จะใช้ข้อมูลการทำงานจริงที่สังเกตได้ หากทีมงานละเลยเวลาเดิน การเปลี่ยนแปลงของรุ่นสินค้า ความถี่ในการทำงานซ้ำ หรือปฏิสัมพันธ์ระหว่างเครื่องจักร สายการผลิตอาจดูสมดุลบนกระดาษ แต่ในทางปฏิบัติอาจยังไม่บรรลุเป้าหมายผลผลิต การปรับสมดุลที่ดีต้องใช้ข้อมูลเวลาการทำงานจริง และควรทบทวนทุกครั้งที่ความต้องการ ส่วนผสมของผลิตภัณฑ์ หรือจำนวนพนักงานเปลี่ยนแปลง.
วิธีการเปลี่ยนเครื่องมือ Lean ให้เป็นเวิร์กโฟลว์ดิจิทัลในสายการผลิต
สำหรับโรงงานส่วนใหญ่ สิ่งสำคัญไม่ใช่การนำเทคนิคการผลิตแบบลีนทั้งหมดมาใช้พร้อมกัน แต่เป็นการเลือกเครื่องมือที่เหมาะสมกับสภาพจริงของกระบวนการ จากนั้นตรวจสอบให้แน่ใจว่าแต่ละเครื่องมือเชื่อมโยงกับขั้นตอนการทำงานที่บุคลากรสามารถปฏิบัติตามได้ การเปลี่ยนแปลงที่นำไปใช้ได้จริงนั้นง่ายมาก: จงมองเครื่องมือลีนแต่ละอย่างไม่ใช่ในฐานะเอกสารหรือพิธีกรรมในการประชุม แต่เป็นขั้นตอนการทำงานที่มีตัวกระตุ้น ผู้รับผิดชอบ การดำเนินการ กำหนดเวลา และจุดตรวจสอบ นั่นคือสิ่งที่ทำให้ เครื่องมือการผลิตแบบลีน สามารถใช้งานได้อย่างยั่งยืนในการดำเนินงานประจำวัน แทนที่จะต้องพึ่งพาความจำของผู้ควบคุมงาน.
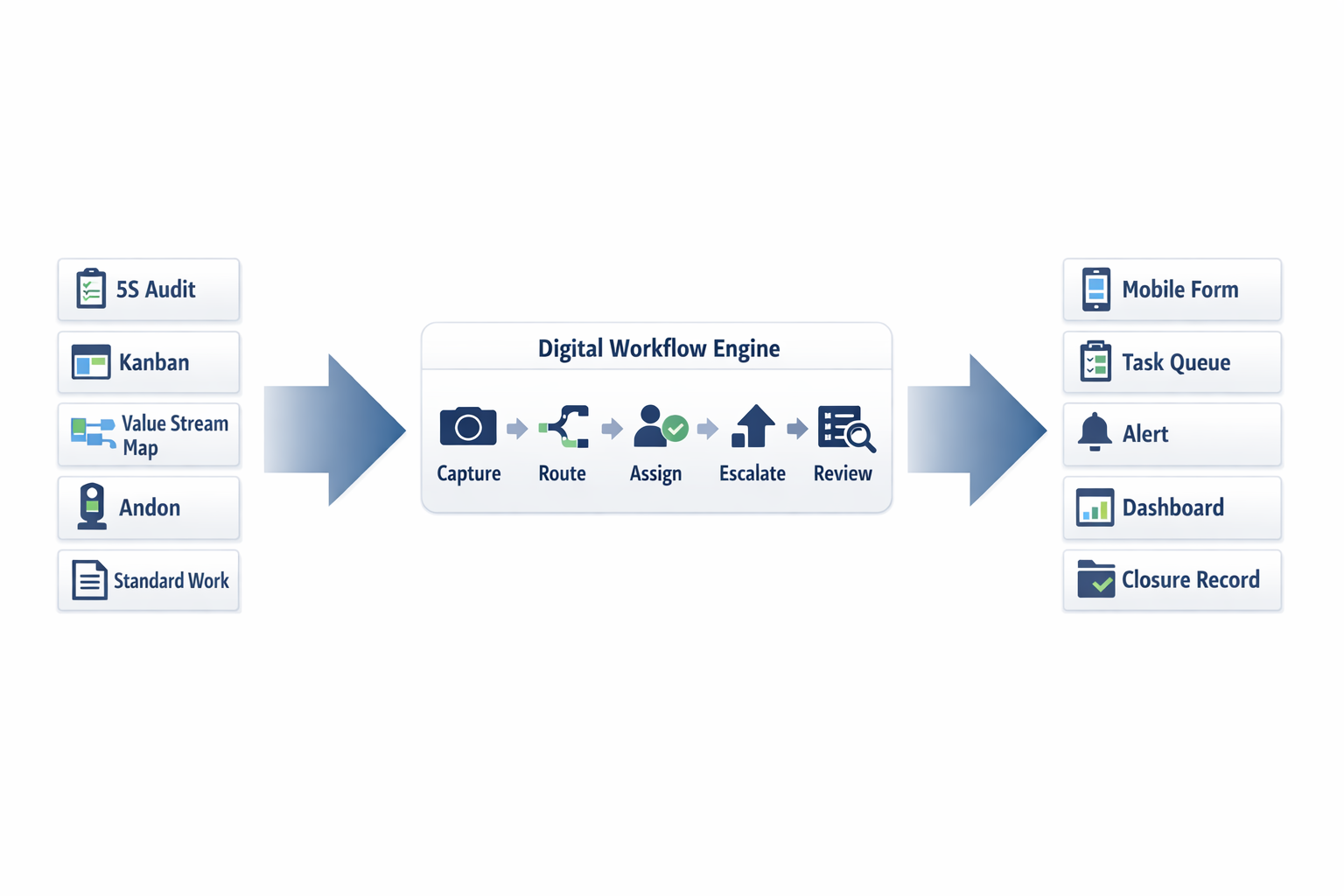
แผนผังที่มีประโยชน์จะมีลักษณะดังนี้: การผลิตแบบลีน 5S กลายเป็นแบบฟอร์มตรวจสอบบนมือถือที่มีคะแนน รูปภาพ และการดำเนินการแก้ไข; ระบบคันบัน กลายเป็นตัวกระตุ้นการเติมสินค้าที่เชื่อมโยงกับระดับต่ำสุด-สูงสุด; การทำแผนที่กระแสคุณค่า กลายเป็นรายการติดตามการดำเนินการเพื่อลดปัญหาคอขวด; แอนดอน กลายเป็นขั้นตอนการทำงานที่ต้องมีการยกระดับขึ้นเรื่อยๆ; และ งานมาตรฐาน การกระจาย SOP ที่เป็นระบบระเบียบ พร้อมการรับทราบและการติดตามการแก้ไข กล่าวอีกนัยหนึ่ง เครื่องมือลีนแบบดั้งเดิมจะกลายเป็นธุรกรรมดิจิทัลที่สามารถบันทึก ส่งต่อ วัดผล และปิดงานได้ ซึ่งจะเปลี่ยนเครื่องมือการปรับปรุงอย่างต่อเนื่องให้กลายเป็นระเบียบวินัยในการปฏิบัติงาน แทนที่จะเป็นเพียงเจตนาที่ดี.
เริ่มต้นด้วยการเก็บรวบรวมข้อมูลอย่างเป็นระบบ ณ จุดปฏิบัติงาน
ขั้นตอนแรกคือการทำให้ตัวกระตุ้นใช้งานง่ายสำหรับผู้ปฏิบัติงานแบบเรียลไทม์ ในสายการผลิตอิเล็กทรอนิกส์ เมื่อปริมาณวัสดุในเครื่องป้อนลดลงต่ำกว่าจุดสั่งซื้อซ้ำ ผู้ปฏิบัติงานไม่ควรต้องออกจากสถานี หาบัตรกระดาษ หรือโทรหาคนสามคนเพื่อเริ่มดำเนินการ แบบฟอร์มบนมือถือหรือหน้าจอระดับสถานีสามารถบันทึกข้อมูลสายการผลิต รหัสสินค้า ตำแหน่งเครื่องป้อน ปริมาณที่เหลือ เวลา และความเร่งด่วนได้ภายในเวลาไม่ถึง 20 วินาที.
หลักการเดียวกันนี้ใช้ได้กับการตรวจสอบ 5S การบันทึกข้อบกพร่อง และการยืนยันงานมาตรฐาน หากแบบฟอร์มยาวเกินไป พนักงานจะเลื่อนการกรอกข้อมูลไปจนถึงช่วงท้ายกะ ซึ่งจะทำให้เสียจุดประสงค์ไป เครื่องมือ Lean ดิจิทัลที่ดีจะใช้เฉพาะช่องข้อมูลที่จำเป็นเพื่อกระตุ้นการดำเนินการถัดไป ในขณะที่อนุญาตให้ใส่รูปภาพ ความคิดเห็น และรหัสเหตุผลเพิ่มเติมเพื่อการติดตามผลที่ดีขึ้น.
กำหนดเส้นทางกิจกรรม Lean แต่ละรายการไปยังผู้รับผิดชอบที่เหมาะสมโดยอัตโนมัติ
เมื่อตรวจจับเหตุการณ์ได้แล้ว กระบวนการทำงานควรตัดสินใจว่าจะเกิดอะไรขึ้นต่อไปโดยไม่ต้องคัดแยกด้วยตนเอง ในตัวอย่างที่ยกมา สัญญาณวัสดุเหลือน้อยจากสายการผลิตที่ 3 สามารถส่งต่อไปยังผู้จัดส่งจากคลังสินค้าได้โดยตรงหากเป็นการเติมสินค้าตามปกติ แต่จะส่งต่อไปยังหัวหน้างานฝ่ายผลิตและผู้วางแผนหากชิ้นส่วนนั้นต่ำกว่าระดับสต็อกสำรองแล้ว ตรรกะดังกล่าวเป็นจุดที่เทคนิคการผลิตแบบลีนสามารถนำไปใช้ได้จริง เพราะกฎการตอบสนองถูกสร้างขึ้นในกระบวนการแล้ว.
นี่คือวิธีการเชื่อมต่อเครื่องมือลีนต่างๆ ข้ามสายงาน ตัวอย่างเช่น การตรวจสอบ 5S ที่ล้มเหลวสามารถสร้างงานให้กับผู้รับผิดชอบในแต่ละพื้นที่ การหยุด Andon ซ้ำๆ สามารถเปิดการสอบสวนด้านคุณภาพ และการประชุมเชิงปฏิบัติการการทำแผนที่กระแสคุณค่าสามารถส่งต่อการดำเนินการที่ได้รับการอนุมัติไปยังฝ่ายวิศวกรรม ฝ่ายบำรุงรักษา หรือฝ่ายโลจิสติกส์ แทนที่จะใช้สเปรดชีตและไวท์บอร์ดแยกกัน โรงงานจะได้รับกระบวนการทำงานเดียวตั้งแต่สัญญาณไปจนถึงงาน.
สร้างกระบวนการทำงานแบบครบวงจรตั้งแต่ปัญหาไปจนถึงการตรวจสอบ
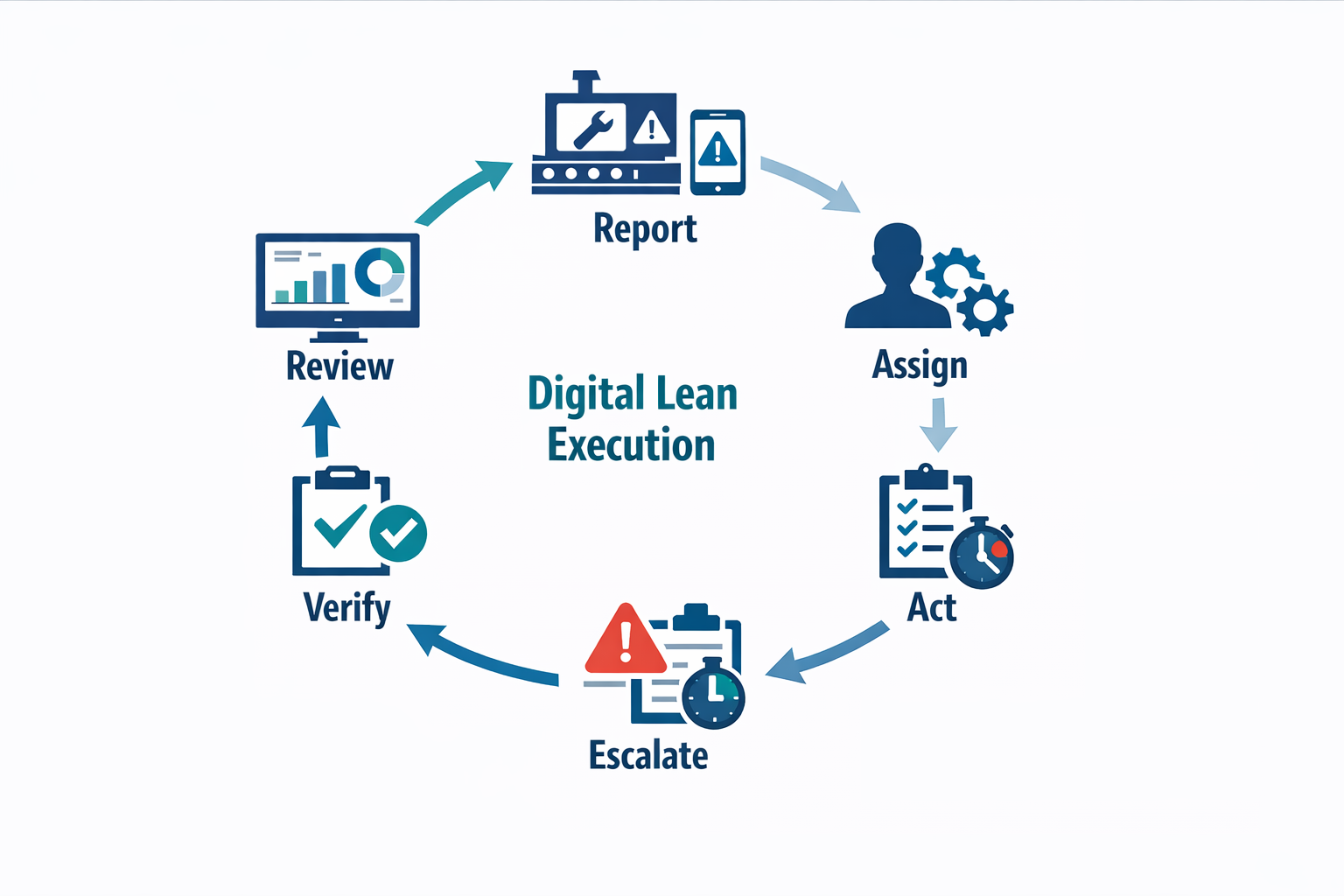
เพื่อให้การทำงานแบบดิจิทัลมีประสิทธิภาพ กระบวนการทำงานต้องเป็นแบบวงปิด ในสายการผลิตอิเล็กทรอนิกส์เดียวกัน พนักงานรายงานการขาดแคลนชิ้นส่วน คลังสินค้าได้รับมอบหมายงาน หัวหน้างานจะได้รับการแจ้งเตือนหากเวลาตอบสนองเกินเป้าหมาย และหัวหน้าสายการผลิตสามารถตรวจสอบได้ว่าคำขอคงอยู่หรือไม่ก่อนที่เครื่องจักรจะหยุดทำงาน เมื่อการเติมชิ้นส่วนเสร็จสิ้น ผู้จัดการจะบันทึกเวลาตอบสนองจริงและปริมาณที่ส่งมอบ เพื่อสร้างบันทึกที่ใช้งานได้สำหรับการตรวจสอบ.
รูปแบบเดียวกันนี้ควรนำไปใช้กับข้อบกพร่อง ความล่าช้าในการเปลี่ยนงาน และข้อยกเว้นของงานมาตรฐาน การบันทึก การมอบหมาย การดำเนินการ การตรวจสอบ และการทบทวน คือหัวใจสำคัญของเครื่องมือลีนที่มีประสิทธิภาพในรูปแบบดิจิทัล หากขาดวงจรนี้ โรงงานจะรวบรวมข้อมูลได้ แต่ก็ยังไม่สามารถปรับปรุงความเร็วในการดำเนินการได้.
แปลงระบบ 5S และขั้นตอนการทำงานมาตรฐานให้เป็นดิจิทัล เพื่อให้เกิดความสม่ำเสมอในทุกกะการทำงาน
5S มักเป็นจุดเริ่มต้นที่ง่ายที่สุด เพราะขั้นตอนการทำงานตรงไปตรงมาและมองเห็นได้ชัดเจน หัวหน้ากะทำการตรวจสอบพื้นที่ด้วยแอปพลิเคชันบนมือถือ แนบรูปถ่ายของสภาพที่ผิดปกติ และมอบหมายงานแก้ไขพร้อมกำหนดเวลาให้กับสมาชิกในทีม จากนั้นผู้จัดการสามารถตรวจสอบแนวโน้มคะแนนตามสายการผลิต จุดบกพร่องที่เกิดขึ้นซ้ำๆ และการดำเนินการที่ล่าช้าได้โดยไม่ต้องรอสรุปรายสัปดาห์.
การทำงานตามมาตรฐานจะได้รับประโยชน์จากโครงสร้างเดียวกัน โดยเฉพาะอย่างยิ่งในการผลิตแบบผสมผสาน ผู้ปฏิบัติงานควรได้รับ SOP ฉบับปัจจุบันแยกตามผลิตภัณฑ์หรือสถานี ยืนยันการรับทราบหลังจากมีการแก้ไข และบันทึกข้อยกเว้นเมื่อความเป็นจริงไม่ตรงกับวิธีการที่ระบุไว้ สิ่งนี้จะสร้างการควบคุมการแก้ไขและช่วยให้หัวหน้างานแยกแยะความแตกต่างระหว่างช่องว่างในการฝึกอบรม การเปลี่ยนแปลงกระบวนการ และคำแนะนำในการทำงานที่ล้าสมัยได้.
แปลงสัญญาณ Kanban ให้เป็นกฎการเติมสินค้าและการเพิ่มระดับความสำคัญ
ระบบคันบันดิจิทัลควรทำมากกว่าแค่แสดงสถานะสินค้าคงคลัง ควรแจ้งเตือนการเคลื่อนย้ายวัสดุครั้งต่อไปโดยอิงจากปริมาณที่กำหนด มอบหมายงานให้ผู้รับผิดชอบที่ถูกต้อง และกำหนดเวลาการตอบสนองให้ตรงกับเป้าหมายระดับการบริการ ในสภาพแวดล้อมที่มีสินค้าหลากหลายประเภท ระบบนี้จะช่วยลดปัญหาที่เกิดขึ้นบ่อยครั้ง คือ การ์ดคันบันปรากฏให้เห็น แต่ไม่มีใครรับผิดชอบเรื่องเวลาในการเติมสินค้า.
ในสายการผลิตชิ้นส่วนอิเล็กทรอนิกส์ แต่ละจุดป้อนวัสดุสามารถกำหนดกฎการเติมวัสดุแบบดิจิทัลโดยเชื่อมโยงกับหมายเลขชิ้นส่วน สถานที่จัดเก็บในซูเปอร์มาร์เก็ต และปริมาณการเติมมาตรฐาน หากคำขอไม่ได้รับการตอบสนองภายในเวลา เช่น 8 นาที ระบบเวิร์กโฟลว์สามารถแจ้งเตือนหัวหน้างานสายการผลิตได้ และหากชิ้นส่วนเดียวกันทำให้เกิดการเรียกใช้เร่งด่วนซ้ำๆ ในกะเดียว ระบบก็สามารถแจ้งเตือนให้ผู้วางแผนตรวจสอบได้เช่นกัน นี่คือจุดที่สัญญาณคันบันเริ่มสนับสนุนการดำเนินการแก้ไขที่ต้นเหตุ ไม่ใช่แค่การเคลื่อนย้ายวัสดุเท่านั้น.
ใช้ Value Stream Mapping ในการบริหารจัดการการดำเนินการเพื่อการปรับปรุง ไม่ใช่แค่การจัดเวิร์คช็อป
การทำแผนที่กระแสคุณค่ามักจะให้ผลการวิเคราะห์สถานการณ์ปัจจุบันที่ดี แต่การติดตามผลค่อนข้างอ่อนแอ เวอร์ชันดิจิทัลควรแปลงการปรับปรุงที่ได้รับการอนุมัติแต่ละรายการให้เป็นการดำเนินการที่ติดตามได้ โดยระบุผู้รับผิดชอบ วันที่เป้าหมาย ผลกระทบที่คาดหวัง และสถานะ ซึ่งจะช่วยให้แผนที่เชื่อมโยงกับการดำเนินการหลังจากสิ้นสุดการประชุมเชิงปฏิบัติการแล้ว.
ในตัวอย่างที่ยกมา ความล่าช้าในการเติมสินค้าซ้ำๆ อาจแสดงให้เห็นว่า การจัดวางผังซูเปอร์มาร์เก็ต การออกแบบเส้นทางการหยิบสินค้า และความถี่ในการวางแผน ล้วนมีส่วนทำให้เกิดเวลารอของเครื่องจักร จากนั้นจึงสามารถมอบหมายการดำเนินการเหล่านั้นให้กับฝ่ายโลจิสติกส์ ฝ่ายวิศวกรรมอุตสาหกรรม และฝ่ายวางแผน โดยมีการตรวจสอบความคืบหน้าในแดชบอร์ดเดียว วิธีนี้เหมาะสมกับการปรับปรุงอย่างต่อเนื่องมากกว่าบันทึกการดำเนินการแบบคงที่ เพราะผู้บริหารสามารถเห็นได้ว่ามาตรการแก้ไขใดที่หยุดชะงัก และมาตรการใดที่ช่วยลดเวลาที่สูญเสียไป.
ทำให้ Andon สามารถนำไปปฏิบัติได้จริงด้วยเส้นทางการยกระดับและตัวชี้วัดการตอบสนอง
ระบบ Andon จะทำงานได้ก็ต่อเมื่อความผิดปกติทุกอย่างมีขั้นตอนการตอบสนองที่กำหนดไว้ชัดเจน เวิร์กโฟลว์ Andon แบบดิจิทัลสามารถจำแนกเหตุการณ์ตามหมวดหมู่ เช่น คุณภาพ วัสดุ เครื่องจักร หรือกำลังคน จากนั้นแจ้งเตือนผู้รับผิดชอบคนแรกตามสายการผลิตและกะการทำงาน หากปัญหาไม่ได้รับการยอมรับหรือแก้ไขภายในระยะเวลาที่กำหนด เวิร์กโฟลว์จะยกระดับโดยอัตโนมัติ.
เรื่องนี้มีความสำคัญอย่างยิ่งสำหรับการผลิตในรอบการผลิตสั้นๆ เพราะการหยุดชะงักที่ไม่ได้รับการแก้ไขเพียงครั้งเดียวจะส่งผลกระทบต่อผลผลิตอย่างรวดเร็ว ในสายการผลิตหลายๆ สาย การตอบสนองที่ล่าช้าแม้เพียงเล็กน้อยก็อาจส่งผลกระทบได้ 5 ถึง 10 นาที อาจใช้เวลาส่วนใหญ่ของเป้าหมายรายชั่วโมง โดยเฉพาะอย่างยิ่งเมื่อ OEE อยู่ภายใต้แรงกดดันอยู่แล้ว ด้วยระบบการกำหนดเส้นทางแบบดิจิทัลและการประทับเวลา หัวหน้างานสามารถตรวจสอบได้ไม่เพียงแค่จำนวนสายเรียกเข้า แต่ยังรวมถึงว่าใครเป็นผู้ตอบ ตอบเร็วแค่ไหน และปัญหาประเภทใดที่ทำให้เกิดการหยุดทำงานมากที่สุด.
ใช้แดชบอร์ดเพื่อสนับสนุนการจัดการประจำวัน
องค์ประกอบสุดท้ายคือการมองเห็นได้ชัดเจน กระบวนการทำงานแบบดิจิทัลสร้างข้อมูลแบบเรียลไทม์ที่สามารถนำไปใช้ในการประชุมระดับต่างๆ การส่งมอบงานระหว่างกะ และการทบทวนประจำวันโดยไม่ต้องมีการรายงานด้วยตนเองเพิ่มเติม สำหรับสายการผลิตอิเล็กทรอนิกส์ หัวหน้างานควรจะสามารถดูข้อมูลต่างๆ ได้ครบถ้วนในที่เดียว เช่น การเรียกขอวัสดุที่ยังไม่เสร็จ การดำเนินการ 5S ที่ล่าช้า สาเหตุหลักของระบบ Andon อัตราการรับทราบงานมาตรฐาน และแนวโน้มเวลาตอบสนอง.
นี่คือจุดที่แพลตฟอร์มแบบไม่ต้องเขียนโค้ดที่สามารถปรับแต่งได้ เช่น Jodoo สิ่งนี้จะมีประโยชน์ในทางปฏิบัติ ทีมปฏิบัติการสามารถสร้างแบบฟอร์มบนมือถือ กฎการกำหนดเส้นทาง เวิร์กโฟลว์การยกระดับ และแดชบอร์ดโดยอิงจากตรรกะการทำงานจริง แทนที่จะบังคับกระบวนการแบบลีนให้เข้ากับหมวดหมู่ซอฟต์แวร์ที่ตายตัว ซึ่งเป็นสิ่งสำคัญเพราะการดำเนินการในโรงงานมักแตกต่างกันไปตามกลุ่มผลิตภัณฑ์ รูปแบบการทำงานเป็นกะ โครงสร้างทีมสนับสนุน และความพร้อมของโรงงาน.
วิธีการนำเครื่องมือ Lean ดิจิทัลมาใช้งานโดยไม่ต้องรอระบบ MES
เริ่มต้นด้วยเครื่องมือ Lean ที่มักชำรุดเสียหายบ่อยที่สุดในการใช้งานประจำวัน
คุณไม่จำเป็นต้องแปลงเครื่องมือลีนทุกอย่างให้เป็นดิจิทัลพร้อมกัน เริ่มจากเครื่องมือที่ใช้บ่อยที่สุด เกี่ยวข้องกับการส่งต่องานมากที่สุด สร้างภาระการตรวจสอบมากที่สุด หรือต้องการการแจ้งปัญหาอย่างรวดเร็วเมื่อมีสิ่งผิดปกติเกิดขึ้น ในโรงงานส่วนใหญ่ นั่นมักหมายถึงการตรวจสอบ 5S ประจำวัน การแจ้งปัญหา การส่งมอบงานระหว่างกะ การเติมวัสดุที่เชื่อมโยงกับระบบคันบัน และการติดตามการดำเนินการจากการทำแผนที่กระแสคุณค่าหรือการทบทวนไคเซ็น.
กฎการจัดลำดับความสำคัญแบบง่ายๆ ใช้ได้ผลดี: แปลงกระบวนการที่ล่าช้าแล้วมีค่าใช้จ่ายสูง และการติดตามผลไม่สม่ำเสมอให้เป็นระบบดิจิทัล หากมีการทำเช็คลิสต์แบบกระดาษเพียงเดือนละครั้ง กระบวนการนั้นอาจไม่ใช่เป้าหมายแรกของคุณ แต่ถ้าหัวหน้างานต้องติดตามความคืบหน้าในทั้งสามกะทุกวัน กระบวนการนั้นจะเป็นตัวเลือกที่ดีกว่า เพราะผลตอบแทนจะปรากฏให้เห็นอย่างรวดเร็วในแง่ของเวลาตอบสนอง อัตราการปิดงาน และความรับผิดชอบ.
ใช้เกณฑ์การคัดเลือกสี่ข้อในการจัดอันดับผู้สมัคร
เริ่มต้นด้วยความถี่: ยิ่งกิจวัตรเกิดขึ้นบ่อยเท่าไหร่ กระบวนการที่ไม่ดีก็ยิ่งก่อให้เกิดความสิ้นเปลืองมากขึ้นเท่านั้น การตรวจสอบ 5S ที่ดำเนินการโดยหัวหน้าทีม 20 คนในทุกกะการทำงาน จะสร้างความพยายามในการจัดการข้อมูลมากกว่าการตรวจสอบรายไตรมาส ดังนั้นแม้แต่การปรับปรุงเล็กน้อยก็ช่วยประหยัดเวลาได้อย่างรวดเร็ว เทคนิคการผลิตแบบลีนที่มีความถี่สูงมักเป็นจุดที่ง่ายที่สุดในการพิสูจน์คุณค่าได้อย่างรวดเร็ว.
การส่งต่อข้อมูลข้ามสายงานเป็นตัวกรองตัวที่สอง หากความผิดปกติเกิดขึ้นตั้งแต่การผลิตไปจนถึงการบำรุงรักษา การควบคุมคุณภาพ แล้วกลับมาที่สายการผลิตอีกครั้ง ข้อมูลในสเปรดชีตและไวท์บอร์ดมักจะขาดความรับผิดชอบระหว่างขั้นตอน เครื่องมือแบบลีนที่ต้องอาศัยหลายแผนก เช่น การติดตาม Andon หรือการแก้ไขข้อบกพร่องจากงานมาตรฐาน จะได้รับประโยชน์จากการกำหนดเส้นทางและการติดตามสถานะแบบดิจิทัลตั้งแต่เนิ่นๆ.
ภาระงานตรวจสอบเป็นตัวกรองตัวที่สาม หากผู้จัดการใช้เวลาหลายชั่วโมงในการรวบรวมรายการตรวจสอบที่เป็นกระดาษ ถ่ายภาพบอร์ด หรือสร้างรายงานใหม่ใน Excel กระบวนการนั้นก็กำลังบอกคุณแล้วว่าต้องการขั้นตอนการดำเนินการที่ดีกว่านี้ นี่เป็นเรื่องปกติในการตรวจสอบกระบวนการแบบหลายระดับ การยืนยันงานมาตรฐาน และการทบทวนการผลิตแบบลีน 5S ที่เกิดขึ้นซ้ำๆ.
ความเร็วในการเร่งแก้ไขปัญหาเป็นตัวกรองตัวที่สี่ กระบวนการใดก็ตามที่ความล่าช้าทำให้เกิดของเสีย การหยุดทำงาน หรือการส่งมอบล่าช้า ควรได้รับการพิจารณาเป็นลำดับต้นๆ สัญญาณการเติมสินค้าในระบบคันบันหรือการเร่งแก้ไขปัญหาเมื่อสายการผลิตหยุด มักจะมีเหตุผลทางธุรกิจที่แข็งแกร่งกว่าขั้นตอนการทำงานด้านธุรการที่มีความเสี่ยงต่ำกว่า.
เลือกเทคโนโลยีที่เหมาะสมกับปัญหา
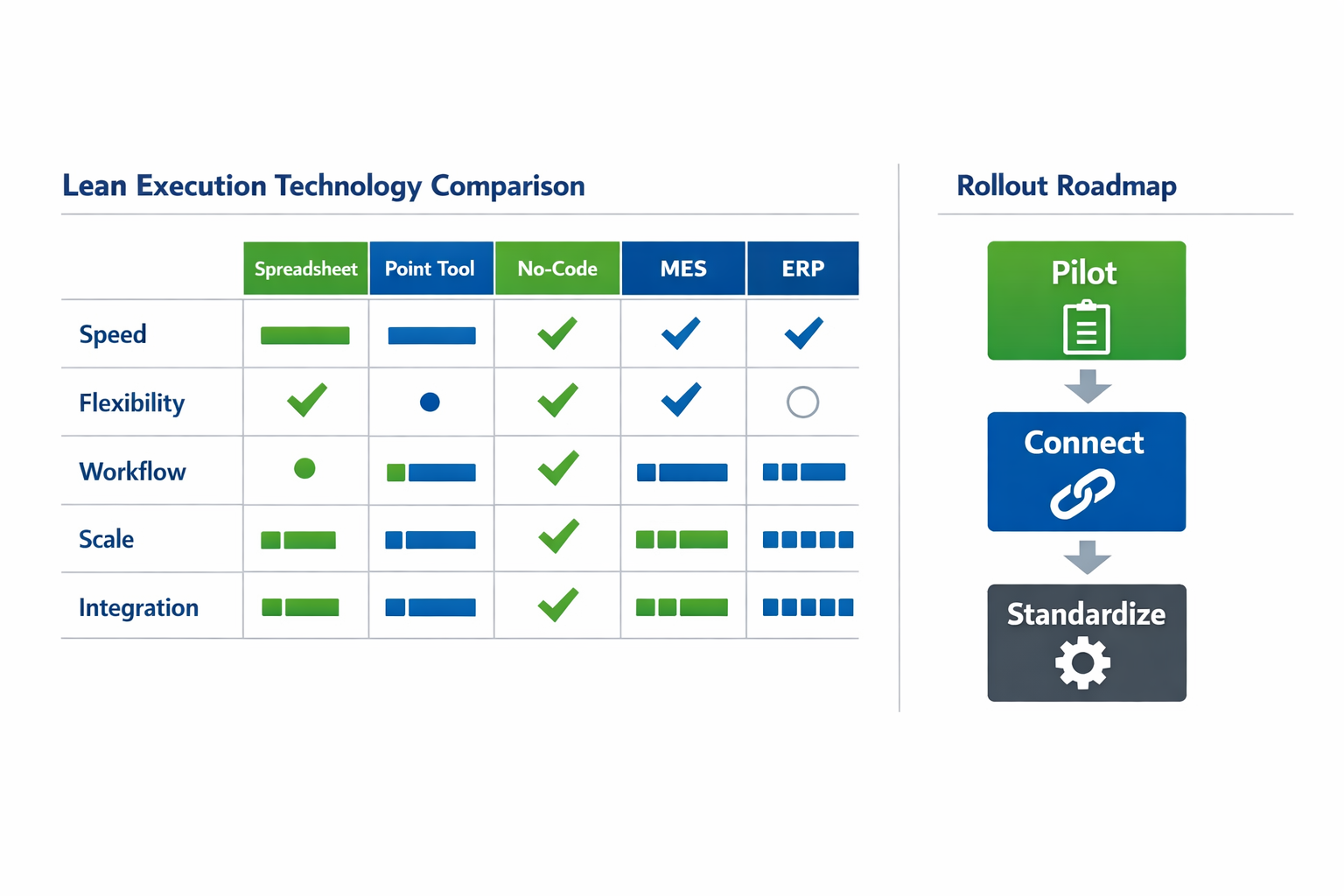
โปรแกรมสเปรดชีตยังคงมีประโยชน์เมื่อขั้นตอนการทำงานไม่ซับซ้อน ทีมมีขนาดเล็ก และมีการพึ่งพาซึ่งกันและกันระหว่างฝ่ายต่างๆ น้อย มันราคาถูกและคุ้นเคย แต่จะใช้งานยากเมื่อคุณต้องการการบันทึกข้อมูลจากอุปกรณ์เคลื่อนที่ การควบคุมการอนุมัติ การประทับเวลา การแจ้งเตือน หรือประวัติการแก้ไขที่เชื่อถือได้ ในทางปฏิบัติ สเปรดชีตสนับสนุนการวิเคราะห์ได้ดีกว่าการดำเนินการ.
เครื่องมือเฉพาะจุดอาจใช้งานได้ดีหากคุณกำลังแก้ปัญหาเฉพาะเรื่อง เช่น แอปตรวจสอบแบบสแตนด์อโลน หรือเวิร์กโฟลว์การจัดการตั๋วซ่อมบำรุงเพียงอย่างเดียว ข้อเสียคือความกระจัดกระจาย: เครื่องมือหนึ่งสำหรับตรวจสอบ อีกเครื่องมือหนึ่งสำหรับติดตามการดำเนินการ อีกเครื่องมือหนึ่งสำหรับแดชบอร์ด และไม่มีโมเดลข้อมูลที่ใช้ร่วมกันระหว่างกัน ทำให้ยากต่อการเชื่อมต่อเครื่องมือแบบลีนเข้ากับระบบการปรับปรุงอย่างต่อเนื่อง.
แพลตฟอร์มแบบไม่ต้องเขียนโค้ดเหมาะที่สุดเมื่อคุณต้องการความเร็ว ความยืดหยุ่นในระดับโรงงาน และเวิร์กโฟลว์ที่เชื่อมต่อกันโดยไม่ต้องรอการติดตั้งระบบ MES อย่างเต็มรูปแบบ โดยปกติแล้วจะตั้งค่าได้เร็วกว่า MES มีความสามารถในการจัดการเวิร์กโฟลว์ได้มากกว่าสเปรดชีต และทีมปฏิบัติการปรับตัวได้ง่ายกว่าเมื่อมาตรฐานการทำงาน กฎการแจ้งเตือน หรือความต้องการด้านการรายงานเปลี่ยนแปลงไป MES เป็นตัวเลือกที่แข็งแกร่งกว่าเมื่อคุณต้องการการบูรณาการเครื่องจักรอย่างลึกซึ้ง การตรวจสอบย้อนกลับการผลิต และการควบคุมธุรกรรมในระดับองค์กร ในขณะที่ ERP ควรเน้นไปที่การวางแผน การเงิน การจัดซื้อ และข้อมูลหลัก มากกว่าการดำเนินการในโรงงานในแต่ละวัน.
วางแผนการทยอยเปิดใช้งานเพื่อให้ได้ผลลัพธ์ที่รวดเร็ว ไม่ใช่โครงสร้างที่สมบูรณ์แบบ
ลำดับขั้นตอนการนำไปใช้ที่ได้ผลดีคือ เริ่มต้นด้วยขั้นตอนการทำงานที่มองเห็นได้ชัดเจน ทำซ้ำได้ และเป็นสิ่งที่หัวหน้างานให้ความสนใจอยู่แล้ว ตัวอย่างโครงการนำร่องที่ดี ได้แก่ การตรวจสอบ 5S การแจ้งปัญหาความผิดปกติ หรือการส่งมอบงานระหว่างกะ เพราะกระบวนการเหล่านี้เป็นการรวมข้อมูลจากผู้ปฏิบัติงาน การดำเนินการของหัวหน้างาน และการตรวจสอบจากฝ่ายบริหาร นอกจากนี้ กระบวนการเหล่านี้ยังสร้างข้อมูลที่สามารถป้อนเข้าสู่แดชบอร์ดได้อย่างรวดเร็ว ซึ่งจะช่วยรักษาการสนับสนุนหลังจากเริ่มโครงการนำร่องแล้ว.
ขั้นตอนที่สองคือการเชื่อมโยงเวิร์กโฟลว์แรกเข้ากับกระบวนการที่อยู่ติดกัน ตัวอย่างเช่น การตรวจสอบ 5S แบบดิจิทัลสามารถป้อนข้อมูลสำหรับการติดตามการดำเนินการแก้ไข หรือสัญญาณการขาดแคลนวัสดุสามารถกระตุ้นการร้องขอการเติมสินค้าและการแจ้งเตือนหัวหน้างาน นี่คือจุดที่เครื่องมือลีนที่แยกจากกันเริ่มทำงานเป็นระบบปฏิบัติการเดียวแทนที่จะเป็นกิจกรรมที่แยกจากกัน.
ขั้นตอนที่สามคือการกำหนดมาตรฐาน เมื่อสายงานหนึ่งพิสูจน์กระบวนการได้แล้ว ให้ล็อกฟิลด์หลัก กฎการเป็นเจ้าของ และตรรกะการยกระดับก่อนที่จะคัดลอกไปยังสายงานหรือกะอื่นๆ วิธีนี้จะป้องกันไม่ให้แต่ละพื้นที่คิดค้นขั้นตอนการทำงานขึ้นมาใหม่ทั้งหมด ในขณะเดียวกันก็ยังคงอนุญาตให้มีการปรับเปลี่ยนในระดับท้องถิ่นได้เฉพาะในส่วนที่จำเป็น.
แผนนำร่องที่สมจริง 30 วัน
วันที่ 1-5: เลือกกรณีการใช้งานหนึ่งกรณีและกำหนดความสำเร็จ
เลือกสายการผลิตหรือหน่วยการผลิตเพียงหนึ่งเดียว ไม่ใช่ทั้งโรงงาน เลือกขั้นตอนการทำงานที่มีความยากลำบากในการดำเนินการอย่างชัดเจน เช่น การยืนยันงานมาตรฐาน ตัวกระตุ้นการเติมสินค้าแบบคันบัน หรือการติดตามการดำเนินการจากการประชุมผู้บริหารรายวัน กำหนดตัวชี้วัดเพียงสามถึงห้าตัวเท่านั้น เช่น เวลาตอบสนอง อัตราการปิดงาน การตรวจสอบที่พลาดไป หรือเวลาที่ใช้ในการรวบรวมรายงาน.
วันที่ 6-10: จัดทำแผนผังกระบวนการปัจจุบันโดยละเอียด
บันทึกรายละเอียดว่าใครเป็นผู้เริ่มต้นกระบวนการ ข้อมูลใดที่ต้องเก็บรวบรวม ใครจะเป็นผู้ดำเนินการต่อไป และเมื่อใดควรส่งต่อเรื่องไปยังผู้ที่เกี่ยวข้อง จำกัดขอบเขตให้แคบโดยไม่รวมกรณีพิเศษที่เกิดขึ้นไม่บ่อยนัก หากทีมไม่สามารถอธิบายกระบวนการปัจจุบันได้ในหน้าเดียว ก็ยังเร็วเกินไปที่จะเปลี่ยนไปใช้ระบบดิจิทัล.
วันที่ 11–20: สร้าง ทดสอบ และใช้งานแบบขนาน
ตั้งค่าเวอร์ชันดิจิทัลและใช้งานควบคู่ไปกับวิธีการปัจจุบันเป็นเวลาหนึ่งถึงสองสัปดาห์ วิธีการที่ไม่ต้องเขียนโค้ดจะมีประโยชน์ในขั้นตอนนี้ เพราะทีมปฏิบัติการสามารถปรับแต่งฟิลด์ การแจ้งเตือน และขั้นตอนการอนุมัติได้โดยไม่ต้องใช้เวลานานในกระบวนการของฝ่ายไอที คาดว่าจะต้องมีการแก้ไขเล็กน้อยเกี่ยวกับการออกแบบแบบฟอร์ม บทบาทผู้ใช้ และการจัดการข้อผิดพลาดหลังจากใช้งานจริงไปแล้วไม่กี่วัน.
วันที่ 21–30: ทบทวนผลลัพธ์และตัดสินใจเกี่ยวกับขั้นตอนการทำงานต่อไป
เมื่อสิ้นสุดโครงการนำร่อง ให้เปรียบเทียบผลลัพธ์ที่ได้จริงกับค่าพื้นฐาน โรงงานมักจะเห็นผลลัพธ์ที่ดีขึ้นในด้านความเร็วในการรายงาน การมองเห็นการดำเนินการ และการปฏิบัติตามกฎระเบียบ มากกว่าการปรับปรุง OEE โดยรวม ซึ่งก็ไม่เป็นไร เพราะวินัยในการปฏิบัติงานคือรากฐาน หากเวิร์กโฟลว์ช่วยลดการติดตามงานที่ตกหล่นและลดภาระงานด้านการบริหาร ให้ดำเนินการต่อไปยังกรณีการใช้งานที่เกี่ยวข้องถัดไปแทนที่จะขยายขอบเขตกว้างเกินไปในคราวเดียว.
แนวทางการดำเนินการตามแผนที่ดีควรเป็นอย่างไร
ควรให้ฝ่ายปฏิบัติการเป็นผู้รับผิดชอบ ไม่ใช่แค่ฝ่ายไอที เครื่องมือแบบลีนล้มเหลวในรูปแบบดิจิทัลด้วยเหตุผลเดียวกับที่ล้มเหลวในรูปแบบกระดาษ นั่นคือ การขาดผู้รับผิดชอบกระบวนการที่ชัดเจน การติดตามผลที่อ่อนแอ และการแก้ไขปัญหาเฉพาะหน้ามากเกินไป เทคโนโลยีมีความสำคัญ แต่การนำไปใช้จะประสบความสำเร็จเมื่อหัวหน้างานระดับปฏิบัติการ หัวหน้าฝ่ายสนับสนุน และผู้สนับสนุนระดับโรงงาน ตรวจสอบขั้นตอนการทำงานทุกสัปดาห์และขจัดอุปสรรคได้อย่างรวดเร็ว.
อย่าทำผิดพลาดทั่วไปที่มองว่าการแปลงเป็นดิจิทัลเป็นโครงการซอฟต์แวร์ก่อน แล้วค่อยเป็นระบบการจัดการทีหลัง ผลลัพธ์ที่ดีที่สุดจะเกิดขึ้นเมื่อคุณแปลงกระบวนการทำงานที่พิสูจน์แล้วว่าได้ผลเป็นดิจิทัล วัดผลว่าการดำเนินการดีขึ้นหรือไม่ แล้วจึงขยายผลตามลำดับ แนวทางนี้จะช่วยให้คุณเสริมสร้างเครื่องมือการปรับปรุงอย่างต่อเนื่องได้ในตอนนี้ แทนที่จะรอ 12 ถึง 18 เดือนเพื่อให้โปรแกรม MES เต็มรูปแบบพร้อมใช้งานในโรงงาน.
สรุป: การสร้างระบบลีนที่นำไปปฏิบัติได้จริงมากขึ้นด้วย Jodoo
เครื่องมือการผลิตแบบลีน ผลลัพธ์ที่แท้จริงจะเกิดขึ้นได้ก็ต่อเมื่อการทำงานนั้นก้าวข้ามไปจากแค่โปสเตอร์ รายการตรวจสอบบนกระดาษ และการติดตามผลในสเปรดชีต ไปสู่การปฏิบัติจริงในชีวิตประจำวัน ในทางปฏิบัติ นั่นหมายความว่าผู้ปฏิบัติงานสามารถรายงานปัญหาได้ทันที หัวหน้างานสามารถมอบหมายงานได้โดยไม่ล่าช้า ทีมควบคุมคุณภาพสามารถตรวจสอบการปิดงาน และผู้จัดการสามารถมองเห็นแนวโน้มก่อนที่ความสูญเสียเล็กๆ น้อยๆ จะกลายเป็นความสูญเปล่าที่เกิดขึ้นซ้ำๆ คุณค่าที่แท้จริงของลีนไม่ได้อยู่ที่การกำหนดวิธีการเท่านั้น แต่ยังอยู่ที่การทำให้วิธีการนั้นสามารถทำซ้ำได้ในทุกกะ ทุกสายการผลิต และทุกโรงงาน.
นี่คือที่นี่ Jodoo เหมาะอย่างยิ่งสำหรับผู้ผลิตที่ต้องการดำเนินการผลิตแบบลีนด้วยระบบดิจิทัล โดยไม่ต้องรอการติดตั้งระบบ MES อย่างเต็มรูปแบบ หรือการพัฒนาแบบกำหนดเองจำนวนมาก เนื่องจากเป็นแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด, Jodoo สามารถกำหนดค่าเพื่อรองรับการตรวจสอบ 5S, เวิร์กโฟลว์การแจ้งเตือน Andon, แบบฟอร์มการส่งมอบงานระหว่างกะ, การรับทราบงานมาตรฐาน และแดชบอร์ดการปรับปรุงอย่างต่อเนื่องในระบบเชื่อมต่อเดียว ทำให้การกำหนดมาตรฐานกิจวัตรประจำวัน การติดตามผลอัตโนมัติ และการรักษาความรับผิดชอบให้มองเห็นได้ในทุกระดับทำได้ง่ายขึ้น.
หากคุณต้องการทำให้เครื่องมือลีนของคุณใช้งานได้จริงมากขึ้นในสายการผลิต คุณสามารถทำได้ดังนี้ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต ด้วย Jodoo.

