
Introduction: Why SMED Matters for Modern Manufacturing
A long changeover does more than stop one machine. It reduces available capacity, delays orders, increases overtime, and makes small-batch production harder to run profitably. That is why SMED still matters on today’s shop floor. SMED stands for Single-Minute Exchange of Die, a lean method for reducing setup and changeover time.
For production managers, lean leaders, plant managers, industrial engineers, and maintenance teams, setup reduction directly affects OEE, schedule adherence, labor utilization, and response time to demand changes. The pressure is visible across many sectors: automotive plants need faster model or part switches, packaging lines face frequent SKU changes, electronics factories run shorter product cycles, and food and beverage plants must change over quickly without compromising quality or hygiene. Even a 10- to 20-minute reduction per changeover can recover hours of production capacity each week on high-mix lines.
This article explains what SMED is, how the SMED process works, and why separating internal setup from external setup is the foundation of faster changeovers. It also shows how manufacturers can sustain lean changeover improvement with standardized, digital execution rather than one-time kaizen gains.
What SMED Is: Internal and External Setup
Internal Setup Stops the Line; External Setup Does Not
The core logic of SMED is simple: separate setup work that must happen while the machine is stopped from work that can be done before or after the stop. In single-minute exchange of dies, internal setup includes tasks like removing a forming collar, changing sealing jaws, or adjusting guides that physically require the packaging line to be idle. External setup includes fetching the next film roll, staging tools, verifying the recipe, preheating components, and preparing labels while the current SKU is still running.
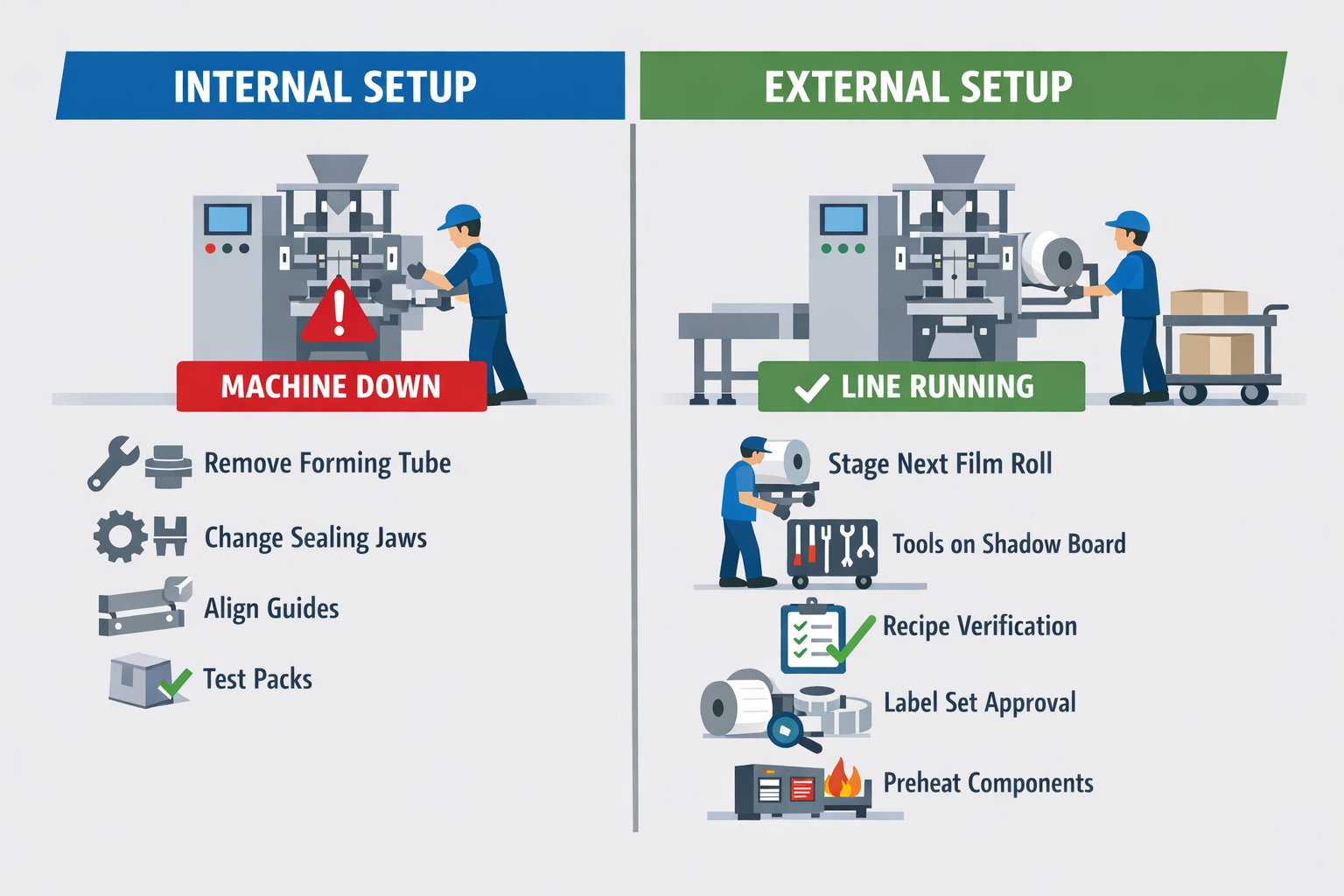
This distinction matters because many plants treat the whole changeover as machine-down time, even when a large share of the work does not require it. In practice, operators often wait for tools, hunt for parts, confirm materials, or call for approval only after the last good pack comes off the line. That is why the first breakthrough in the SMED process is not faster wrench work; it is making sure that avoidable waiting is no longer hidden inside the stop.
A Packaging-Line Example: Where Time Is Really Lost
Consider a pouch packaging line changing from a 200 g snack pack to a 500 g family pack. The team records a 42-minute changeover, but only part of that time is true internal setup. When they observe the change, they find that 11 minutes are spent locating the correct film roll, print registration samples, change parts, and torque tools, all after the machine has already stopped.
Another 7 minutes are lost because the operator walks to the store’s area twice, maintenance is called late to help with a guide rail adjustment, and quality checks the new label only after installation. None of those tasks inherently requires the line to be down. This is why SMED examples often show quick wins early: the waste is usually in poor separation, not just slow execution.
How Teams Convert Internal Work Into External Work
In the packaging example, the team begins by asking a practical question for each task: Does this require the machine to be stopped? If the answer is no, the task should move outside the changeover window. The next film roll is staged at the line, the correct tools are placed on a shadow board, the next SKU’s work order is reviewed in advance, and quality signs off the label set before the current run ends.
That shift alone can remove several minutes of lost production time without changing the machine itself. A task such as “find the correct jaw set” becomes “verify and stage the jaw set before stopping.” A task such as “wait for supervisor confirmation” becomes “confirm the next product and schedule before the last batch finishes.” This is the foundation of setup time reduction in SMED: move work out of the way first, then improve the work that remains.
What Still Stays Internal And Why It Must Be Simplified
Some tasks will always remain internal because they require direct machine access during shutdown. On the packaging line, that includes removing the current forming tube, installing the new change parts, aligning guides, and running the first test packs. Once those tasks are isolated, the team can improve them through simpler fastening methods, clear sequence rules, and parallel work between the operator and technician.
This is where many changeover time reduction efforts become more disciplined. Instead of one operator doing everything in sequence, one person swaps the film path while another changes guides and verifies settings. Even small design changes, such as quick-release clamps instead of bolted fasteners, can cut internal time significantly; studies of SMED implementations commonly report 30% to 70% setup time reduction, especially when plants first externalize preparation and then streamline the remaining stop-time work.
Why Plants Miss Easy SMED Gains
Most missed gains come from weak preparation standards rather than complex engineering limits. If tools are not assigned, parts are not staged, recipes are not verified, and responsibilities are not clear, teams absorb that disorder during downtime. The machine stop becomes a container for every missing decision, missing item, and missing handoff.
In the packaging scenario, the original 42-minute changeover falls because the team stops treating setup as one block of time. They identify which steps are external, convert them before the line stops, and leave only essential machine-down work inside the window. That is what makes lean changeover improvement practical: not chasing “single-minute” as a slogan, but applying SMED in a way that reduces lost time step by step.
The SMED Process: A Step-by-Step Roadmap for Changeover Time Reduction
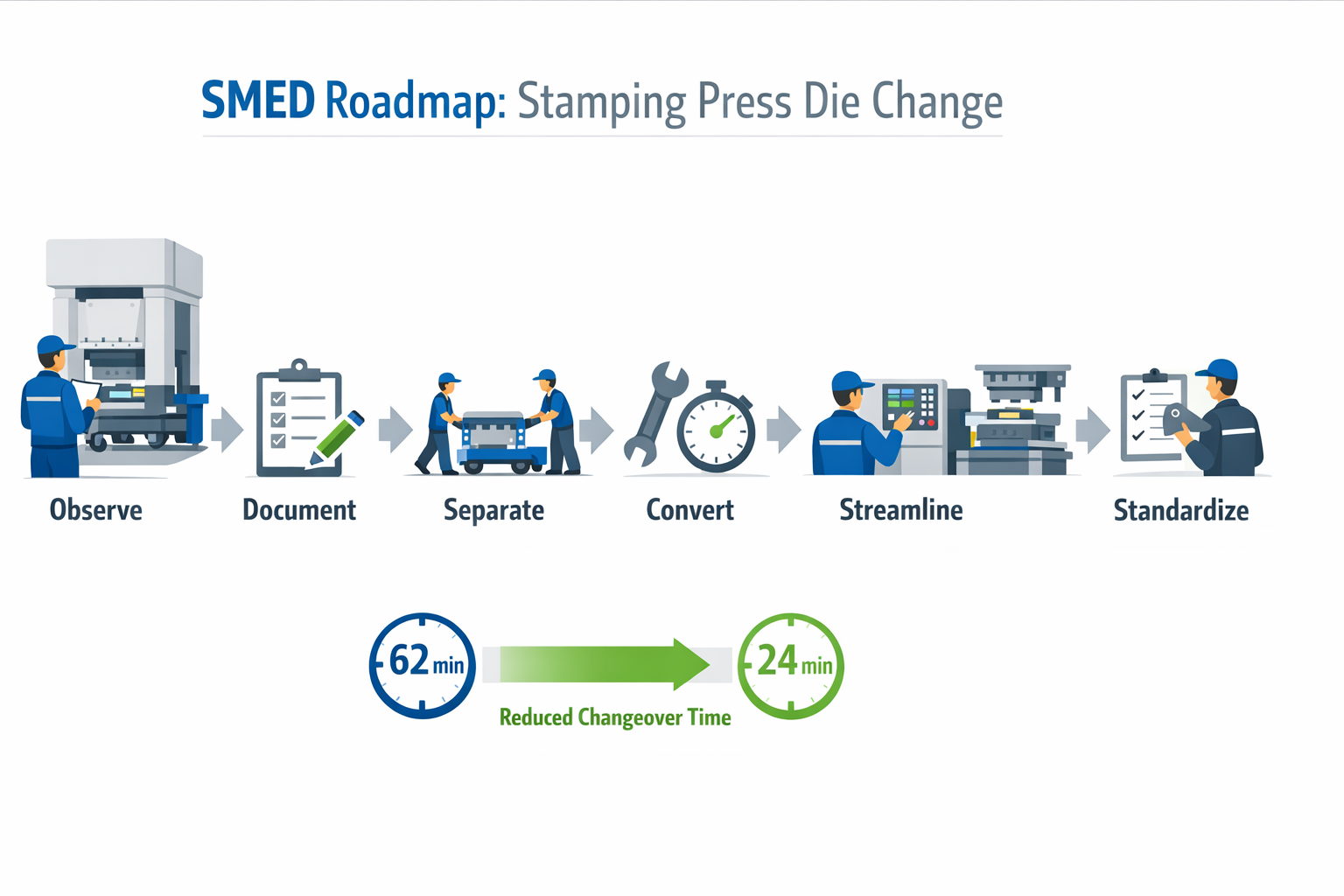
ในทางปฏิบัติ SMED process follows a clear sequence: observe the current changeover, document every task in order, separate internal and external work, convert as much stopped-time work as possible to external preparation, streamline the internal tasks that remain, and then standardize the new method.
In most plants, the biggest gains come from small execution details rather than one large redesign, such as assigning roles in advance, pre-staging tools, using video to expose wasted motion, and confirming the first good part without delay. In the metalworking example below, a press line changing from one stamped bracket to another uses this exact sequence to cut setup losses step by step instead of relying on trial and error.
Observe the Current Changeover in Real Time
Start with direct observation of an actual changeover, not the assumed method written in an SOP. Record the full event on video, capture timestamps, and note who does what from the last good part of the previous run to the first good part of the next run. Studies of setup improvement programs consistently show that teams underestimate wasted motion, waiting, and searching until they review the changeover frame by frame.
In the press-line example, the team films a 62-minute die change on a 400-ton stamping press. The video shows the operator waiting for a forklift, walking to retrieve clamps, and pausing while maintenance looks for the correct torque wrench. None of those delays adds value, but all of them extend lost production time.
Document Every Step and Assign Ownership
Once the changeover is captured, break it into individual tasks with exact timing, required tools, and responsible roles. Avoid broad labels such as “prepare die” or “adjust machine,” because they hide delay sources that matter in single-minute exchange of dies work. A good SMED process map shows sequence, duration, ownership, and whether the machine must be stopped for each task.
For the press line, the team lists more than 30 actions, including retrieving the next die, loosening clamps, removing scrap from the bolster, cleaning locator surfaces, connecting air lines, entering recipe settings, and running trial hits. This level of detail makes it easier to see where operators, toolroom staff, and maintenance can work in parallel instead of waiting on one another. It also exposes tasks that are repeated only because no one owns them clearly.
Separate Internal and External Setup Work
The next step is to classify each activity correctly. Internal work can only happen when the machine is stopped, while external work can be done before shutdown or after restart without affecting output. Many SMED examples stall here because teams classify tasks too loosely and leave preparation inside the downtime window.
In the stamping example, fetching the next die, verifying die condition, collecting clamps, and loading the next program parameters are all moved to external preparation. The actual die removal, die installation, clamp locking, and final safety confirmation remain internal because they require the press to be stopped. This separation alone reduces confusion and creates the basis for real changeover time reduction.
Convert Stopped-Time Tasks to External Preparation
After classification, challenge every internal task by asking a simple question: does the machine truly need to be down for this step? If not, move it outside the shutdown window through pre-staging, offline preparation, or parallel support work. This is where setup time reduction usually accelerates, because many minutes disappear without changing the machine itself.
On the press line, the next die is brought to a staging point before the last production batch ends, and all required clamps, bolts, and gauges are placed on a dedicated changeover cart. Maintenance checks hydraulic fittings and lubrication points before the press stops, while the operator preloads the correct part program and quality sheet. What previously happened during downtime now happens while the current job is still running.
Streamline the Internal Tasks That Remain
Once externalization is done, improve the internal tasks that cannot be moved. Focus on motion reduction, faster fastening, fewer adjustments, and better coordination between people. Common improvements include quick-release clamps, locating pins, preset stops, color-coded connections, and role-based parallel work instead of one person doing everything in sequence.
In the metalworking example, the plant replaces conventional bolts with quick-action clamps and marks standard die positions to reduce alignment time. Two people now work in parallel during the internal phase: the operator handles die exchange and machine settings while a maintenance technician connects utilities and verifies clamp torque. The first-good-part check is also tightened by using a predefined inspection sheet, so the team does not lose extra minutes debating whether the setup is complete.
Standardize the New Method and Confirm the First Good Part
The final step is to lock the improved method into daily execution. Document the best-known sequence, target times, tool lists, checkpoints, and role assignments so the result does not depend on one skilled operator. Without standardization, lean changeover improvement often fades within weeks as teams drift back to old habits.
For the stamping press, the new standard defines who stages the die, when external checks must be completed, the exact internal sequence, and the criteria for first-good-part confirmation. After the changes, the setup drops from 62 minutes to 24 minutes, while startup scrap also falls because settings and inspection steps are more consistent. That is the real aim of the SMED process: not just a faster changeover once, but a repeatable method that delivers stable output every time.
How to Measure and Sustain SMED Improvements
Define the Changeover Clock Clearly
If you want SMED results to hold up beyond a workshop, you need a precise timing rule. In most plants, the start point should be the last good part of the previous run or the moment the line begins shutdown for changeover, and the stop point should be the first good part at standard speed for the next run. That last condition matters because a machine that restarts slowly or produces early defects has not completed the full changeover in operational terms. In other words, single-minute exchange of dies is not just about mechanical swap time; it is about restoring stable production.
This definition must be consistent by line, product family, and shift. If one supervisor stops the clock at “machine running” while another stops it at “first approved part,” your data will overstate setup time reduction. A food and beverage filler, for example, may restart quickly but still needs label verification, seal checks, and weight confirmation before output is truly saleable. Without a common timing standard, lean changeover improvement becomes difficult to compare across events or plants.
Track the Right SMED Metrics After Implementation
Average changeover time is important, but it is not enough on its own. After a SMED process improvement, you should track at least average setup time, median setup time, best-case time, variation by shift, first-good-part time, startup scrap, schedule attainment impact, and the top overrun reasons. These measures separate true process capability from isolated wins during kaizen week and show whether the new method is repeatable under normal operating conditions.
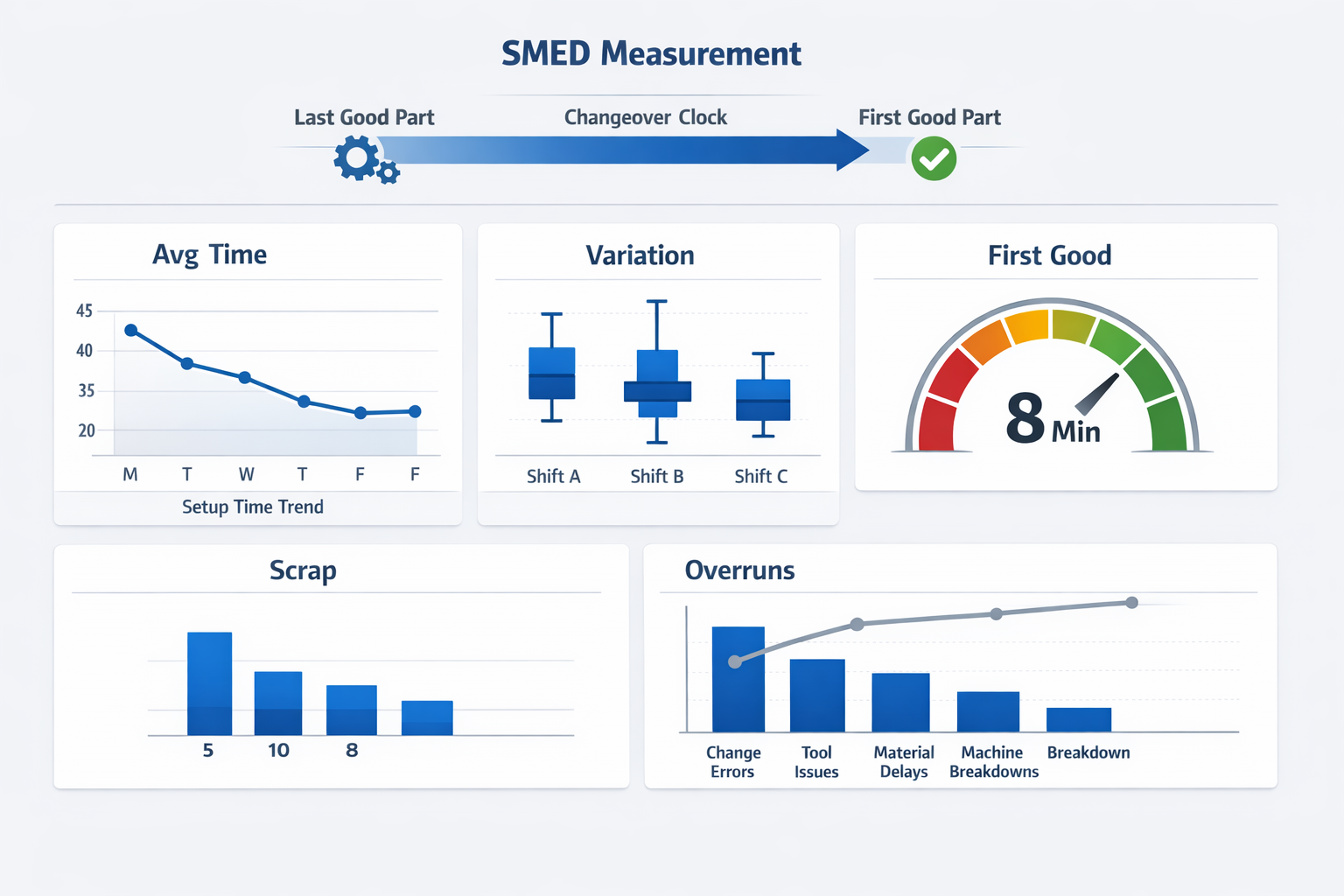
Variation often tells you more than the average. If an electronics SMT line improves average changeover time from 42 minutes to 28 minutes but still ranges from 22 to 41 minutes depending on operator and feeder availability, the process is not yet under control. By contrast, a line that moves from 40 minutes to a stable 30 to 32 minutes may create more planning value because production scheduling, labor allocation, and delivery commitments become more predictable. For plant managers, reduced variability is often as valuable as faster averages.
Separate Improvement in Speed From Improvement in Stability
Many SMED examples highlight the headline number while ignoring ความสม่ำเสมอ. A team may report a 30% reduction in changeover time, but if half the gains disappear on night shift or on complex SKUs, the plant has improved performance only on paper. That is why setup time reduction should be reviewed by product type, crew, tooling set, and machine condition rather than as one blended average. The goal is a method that survives normal factory conditions, not a one-time demonstration.
This is especially important where startup quality checks are significant. In food packaging, a quick format change can still lead to extended startup losses if temperature settings drift, film alignment is off, or coding needs rework. In electronics, a feeder change may be mechanically complete, but first-pass yield can still fall if component verification is rushed. In both cases, the real measure of changeover time reduction is stable output, not just a shorter stop.
Why SMED Gains Often Fade After a Kaizen Event
The most common reason SMED improvements fail is not technical difficulty but weak control after implementation. Teams make smart changes during the event, then slip back because standard work is unclear, preparation rules are not audited, and nobody owns follow-up on recurring delays. Over time, tools go missing, carts are not restocked, checklists are skipped, and the “new method” becomes optional. The result is that the SMED process exists in presentation slides but not in daily execution.
Reason-code discipline is one of the simplest ways to prevent a backslide. When every over-target changeover is tagged with a specific cause such as missing die, waiting for quality release, adjustment overrun, cleaning delay, or maintenance issue, improvement work becomes factual instead of anecdotal. After a few weeks, patterns usually appear quickly: one machine, one SKU family, or one handoff point is driving most lost time. That is the point where lean changeover improvement becomes manageable.
Build Sustainment Into Daily Management
To make setup gains stick, plants need standard work that is visible, auditable, and tied to accountability. That usually means a documented changeover sequence, role-by-role task ownership, target times for key steps, and layered audits to confirm the method is being followed. Short review cycles also help: supervisors should not wait for a monthly lean meeting to investigate why actual times drifted last week. The faster the feedback loop, the easier it is to correct small failures before they become the new standard.
A practical review cadence is to check every exception daily, review recurring causes weekly, and revise standard work only when evidence supports the change. This creates a closed loop between measurement and action, which is what separates durable SMED performance from short-lived enthusiasm. When plants do this well, the payoff is broader than faster changeovers alone: schedule reliability improves, overtime pressure falls, and maintenance, quality, and production start working from the same facts.
How to Digitize SMED for Daily Execution
Turn the SMED Process into a Controlled Daily Workflow
Once your team has improved the physical changeover method, the next step is to make that method repeatable. In practice, many single-minute exchange of dies initiatives lose momentum because the new sequence lives in a laminated sheet, a supervisor’s notebook, or tribal knowledge on one shift. Digitizing the SMED process helps convert lean changeover improvement from a one-time event into a controlled operating routine across lines, crews, and plants.
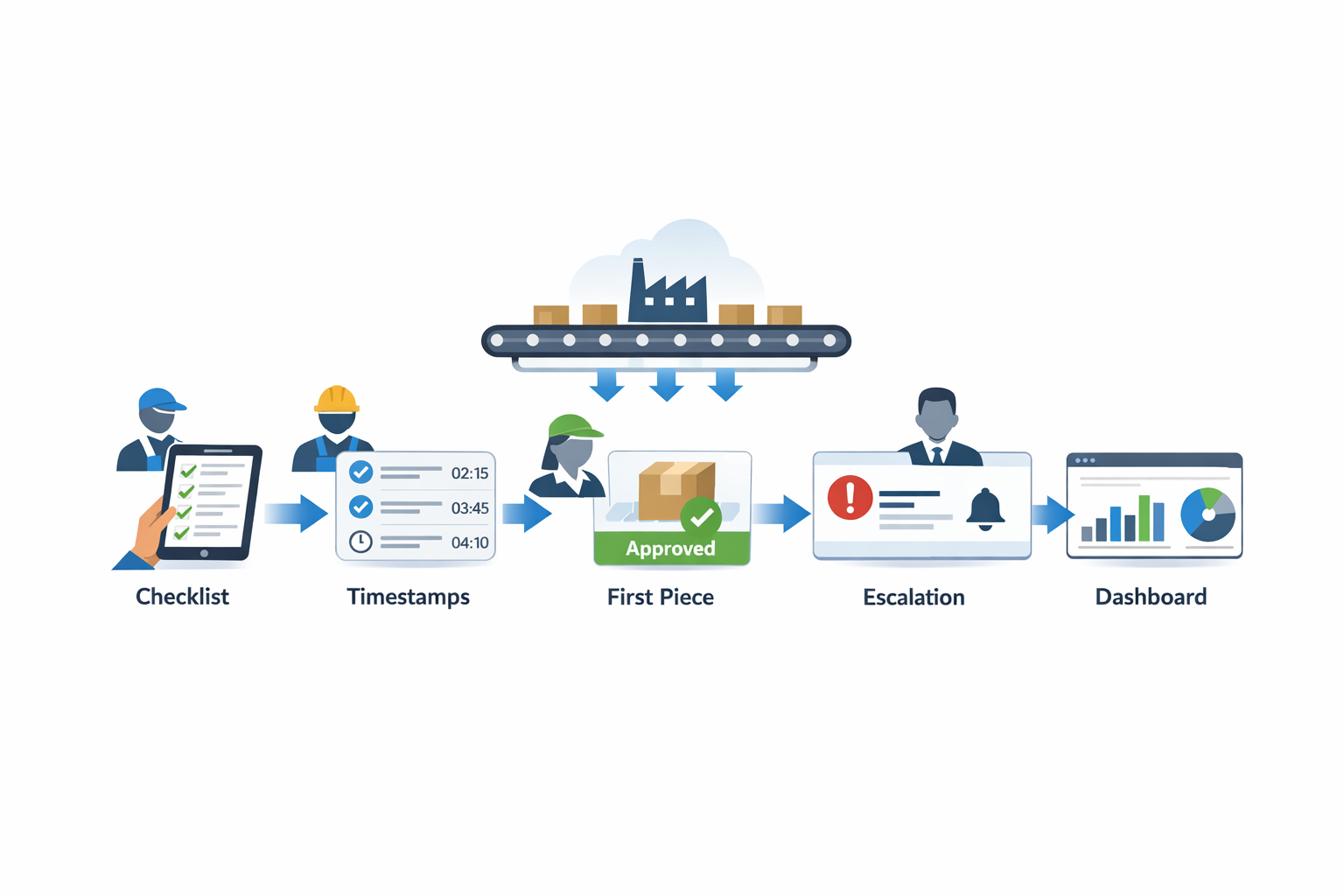
A digital workflow should cover the full execution path: pre-changeover preparation, task completion by role, timestamp capture for key setup steps, first-piece confirmation, exception handling, and follow-up reporting. That matters because setup time reduction is rarely lost in one major failure; it is usually lost in small delays such as missing tools, incomplete cleaning, late material staging, or unclear quality sign-off. When those steps are recorded in real time, managers can see where changeover time reduction stalls and intervene faster.
Standardize Checklists by Role, Machine, and Product Family
A good digital SMED checklist is not just a paper form on a tablet. It should reflect the actual sequence of work by machine type, changeover type, and responsibility, so operators, maintenance technicians, tooling staff, and quality personnel each see the tasks that apply to them. This reduces skipped steps and prevents teams from treating every setup as if it were identical.
In a digital form, you can make those tasks conditional so the line only shows the required steps for that changeover. This makes the workflow faster to follow and creates cleaner data for later SMED analysis.
Capture Time Data at the Source
If you want reliable setup time reduction data, operators should not be reconstructing timestamps at the end of the shift. Mobile task completion lets each step be confirmed when the work is actually done, with automatic time records for machine stop, tooling removal, cleaning completion, setup verification, trial run, and first-good-part approval. That creates a much more accurate record than manual logs, especially when plants run frequent short changeovers.
This is where a no-code platform like Jodoo becomes useful. A plant can build line-specific changeover forms, role-based task lists, and mobile input screens without waiting for a custom MES project. Operations teams can adjust fields, logic, and approval paths as the SMED method evolves, which is important because standardized work for changeovers usually improves through several iterations before it stabilizes.
Connect First-Piece Approval to the Changeover Record
Many factories measure changeover end time too early, such as when mechanics finish adjustments rather than when production reaches the first approved part. Digitized first-piece approval closes that gap by linking startup checks directly to the changeover record. Quality can review dimensions, seal integrity, torque, print registration, or other critical parameters in the same workflow, with pass/fail status and comments attached to the event.
That connection is especially valuable when startup losses are high. If a line repeatedly meets mechanical setup targets but still loses 10 to 15 minutes waiting for quality release, the plant can see that the bottleneck is not only mechanical work but also the approval flow. In other words, digital SMED execution helps plants manage the whole setup window, not just wrench time.
Use Escalation Rules and Dashboards to Sustain Improvement
A practical digital SMED workflow should not end when the checklist is submitted. If actual changeover time exceeds the target, if a critical step is skipped, or if first-piece approval fails, the system should trigger review tasks automatically for the right supervisor, engineer, or maintenance lead. That creates accountability without requiring someone to manually chase every exception.
Jodoo can support this with no-code workflows that route approvals, send alerts, collect reason codes, and feed live dashboards. A production manager can track planned versus actual changeover time by machine, SKU, shift, and team, while maintenance and quality can see recurring delay causes in the same data environment. Over time, this gives plants a stronger basis for SMED examples that are backed by daily operating data rather than isolated kaizen results.
A multi-line food packaging plant, for instance, can use Jodoo to replace paper changeover sheets with mobile checklists tied to each SKU change. Operators record planned and actual setup times, quality completes first-piece approval on the same workflow, and any over-target changeover automatically triggers supervisor review with a delay code such as cleaning overrun, tooling issue, or material mismatch. That gives the plant a practical way to standardize the SMED process across shifts while building a usable dataset for ongoing lean changeover improvement.
Why No-Code Matters for Multi-Line Rollout
For most manufacturers, the challenge is not designing one digital form. The challenge is scaling a standard without locking every line into the same rigid template, because equipment, staffing, and approval needs vary by process. A no-code layer allows operations teams to standardize core SMED controls while still adapting checklists and workflows for fillers, cartoners, stamping presses, CNC cells, or assembly stations.
That flexibility matters when plants want faster rollout than traditional software projects can support. With Jodoo, teams can build a connected system for checklist execution, timestamp capture, approval routing, and dashboard reporting in one environment, then refine it as operators and supervisors identify gaps. For plants serious about changeover time reduction, that makes digital execution more practical than relying on spreadsheets, email trails, and disconnected paper records.
Conclusion: Build a Practical SMED Program
SMED works because it turns changeover improvement into a repeatable method, not a one-time workshop result. The progression is straightforward: understand what happens during setup, separate internal and external work, convert as much stopped-machine time as possible into preparation work, then simplify the remaining internal steps. When teams follow that sequence with discipline, they reduce lost production time, improve schedule flexibility, and create more capacity without adding equipment.
The next challenge is sustainment. A faster changeover only stays fast when you define timing points clearly, track actual performance, investigate overruns, and lock in the new method through standard work. Plants that do this well usually focus not just on average setup time, but also on variation, startup quality, and recurring causes of delay across shifts and lines.
If you want to make SMED easier to execute at scale, Jodoo gives you a practical no-code way to digitize the process. You can build changeover checklists, capture setup timestamps, route first-piece approvals, assign follow-up actions, and monitor results across production, maintenance, tooling, and quality in one system. If you’re ready to turn lean changeover improvement into a controlled daily process, you can เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต with Jodoo today.

