
เรียกดูตามหมวดหมู่
บทนำ: เหตุใดซอฟต์แวร์ VSM จึงมีความสำคัญในอุตสาหกรรมการผลิตสมัยใหม่
โรงงานหลายแห่งยังคงจัดเวิร์คช็อปการทำแผนที่กระแสคุณค่าบนกระดานไวท์บอร์ด แล้วก็เสียแรงผลักดันไปเมื่อผลลัพธ์สุดท้ายกลายเป็นรูปถ่าย ไฟล์ PDF หรือไฟล์ Excel ที่ไม่มีใครอัปเดต ซึ่งเป็นปัญหาใหญ่ เพราะผู้ผลิตจะสูญเสียโอกาส ประสิทธิภาพการผลิต 20% ถึง 30% เกิดจากความไร้ประสิทธิภาพที่เชื่อมโยงกับการออกแบบกระบวนการที่ไม่ดี เวลาที่ต้องรอ การทำงานซ้ำ และการเคลื่อนย้ายที่ไม่จำเป็น. ซอฟต์แวร์ VSM ช่วยแก้ไขช่องว่างดังกล่าวโดยการเปลี่ยนแผนผังกระแสคุณค่าให้เป็นระบบที่ใช้งานได้จริงและสามารถแบ่งปันได้ ซึ่งทีมงานสามารถอัปเดต วิเคราะห์ และดำเนินการได้แบบเรียลไทม์.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่กำลังจัดทำแผนผังกระบวนการผลิตตั้งแต่การปั๊มขึ้นรูปไปจนถึงการประกอบในระหว่างกิจกรรมไคเซ็น แผนผังสถานะปัจจุบันระบุถึงสินค้าคงคลังที่มากเกินไป ความล่าช้าในการเปลี่ยนกระบวนการผลิต และปัญหาคอขวดในการตรวจสอบขั้นสุดท้าย แต่สองสัปดาห์ต่อมา รายการดำเนินการแก้ไขกลับถูกฝังอยู่ในอีเมลจำนวนมาก การทำแผนผังกระแสคุณค่าแบบดิจิทัลจะเปลี่ยนสิ่งนั้นโดยการเชื่อมโยงข้อมูลกระบวนการ ผู้รับผิดชอบ กำหนดเวลา และงานปรับปรุงเข้าไว้ในที่เดียว.
ในบทความนี้ คุณจะได้เห็นว่าซอฟต์แวร์การทำแผนที่กระแสคุณค่า (Value Stream Mapping) ช่วยให้ผู้จัดการแบบลีน วิศวกรอุตสาหกรรม และผู้จัดการฝ่ายปฏิบัติการ มองเห็นภาพรวมของกระบวนการทำงานตั้งแต่ต้นจนจบ ระบุความสูญเปล่าได้เร็วขึ้น และจัดการการดำเนินการติดตามผลได้อย่างมีประสิทธิภาพมากขึ้นได้อย่างไร นอกจากนี้ เราจะกล่าวถึงคุณสมบัติที่สำคัญที่สุด การเปรียบเทียบการทำแผนที่แบบดิจิทัลกับวิธีการแบบแมนนวล และแพลตฟอร์มต่างๆ เช่น Jodoo สามารถสนับสนุนการปรับปรุงอย่างต่อเนื่องนอกเหนือจากช่วงการอบรมเชิงปฏิบัติการได้.
ซอฟต์แวร์การทำแผนที่กระแสคุณค่า (Value Stream Mapping หรือ VSM) คืออะไร และ VSM ดิจิทัลทำงานอย่างไร?
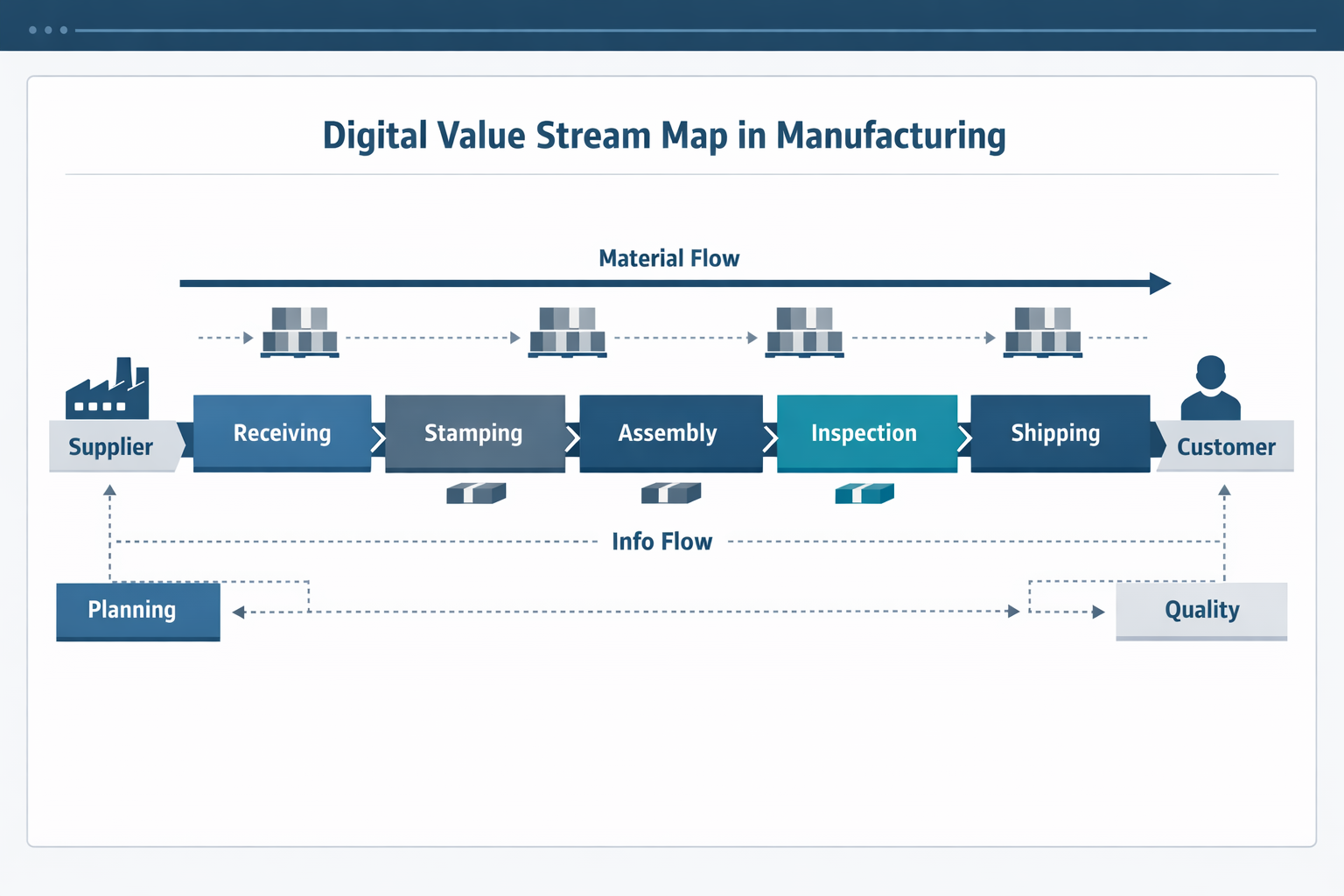
ซอฟต์แวร์การทำแผนที่กระแสคุณค่า (Value stream mapping) เป็นเครื่องมือดิจิทัลที่ใช้ในการแสดงภาพว่าวัสดุและข้อมูลเคลื่อนที่ผ่านกระบวนการผลิตอย่างไร ตั้งแต่ซัพพลายเออร์ไปจนถึงลูกค้า ในการผลิตแบบลีน เป้าหมายไม่ใช่แค่การวาดกล่องและลูกศร แต่เป็นการเปิดเผยความสูญเปล่า ความล่าช้า สินค้าคงคลังส่วนเกิน วงจรการทำงานซ้ำ และช่องว่างในการสื่อสารที่ทำให้ระยะเวลานำส่งเพิ่มขึ้น ซอฟต์แวร์การทำแผนที่กระแสคุณค่า แพลตฟอร์มนี้ช่วยให้ทีมแบบลีนสร้าง อัปเดต และแบ่งปันแผนผังเหล่านี้ได้อย่างเป็นระบบมากกว่าการใช้กระดาษ กระดานไวท์บอร์ด หรือไฟล์ Excel ที่กระจัดกระจาย สำหรับผู้จัดการฝ่ายปฏิบัติการและวิศวกรอุตสาหกรรมแล้ว สิ่งนี้สำคัญมาก เพราะแผนผังจะกลายเป็นระบบการทำงานสำหรับการวิเคราะห์ ไม่ใช่แค่ผลลัพธ์จากการประชุมเชิงปฏิบัติการที่แปะไว้บนผนัง.
ในระดับพื้นฐาน แผนผังกระแสคุณค่าจะแสดงกระแสที่เชื่อมต่อกันสองกระแส กระแสแรกคือ การไหลของวัสดุ: อธิบายว่าวัตถุดิบ ชิ้นส่วน สินค้ากึ่งสำเร็จรูป และผลิตภัณฑ์สำเร็จรูปเคลื่อนที่ผ่านแต่ละขั้นตอนของกระบวนการอย่างไร ส่วนที่สองคือ การไหลเวียนของข้อมูล: วิธีที่ตารางการผลิต ใบสั่งซื้อ การคาดการณ์ การแจ้งเตือนคุณภาพ และสัญญาณการเติมสินค้า กระตุ้นการทำงานข้ามแผนกต่างๆ อย่างดี เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต ทีมที่ใช้งานควรทำให้กระบวนการทำงานทั้งสองแบบมองเห็นได้ชัดเจนพร้อมกัน เพราะปัญหาคอขวดหลายอย่างเกิดจากสัญญาณการวางแผนที่ไม่ดี ไม่ใช่แค่ความสามารถของเครื่องจักรเพียงอย่างเดียว.
การเปรียบเทียบสถานะปัจจุบันกับสถานะในอนาคต
งาน VSM ส่วนใหญ่เริ่มต้นด้วย แผนที่สถานะปัจจุบัน, ซึ่งบันทึกวิธีการทำงานจริงในปัจจุบัน รวมถึงทุกขั้นตอนการผลิต จุดเปลี่ยนถ่าย การตรวจสอบ การขนส่ง การรอคิว และการส่งต่อระหว่างแผนกต่างๆ เช่น การวางแผน คลังสินค้า การผลิต และคุณภาพ จุดประสงค์คือเพื่อบันทึกความเป็นจริง รวมถึงความล่าช้าและประสิทธิภาพที่ต่ำ แทนที่จะเป็นขั้นตอนการปฏิบัติงานมาตรฐาน (SOP) ในอุดมคติ ในทางปฏิบัติ ทีมงานมักพบว่าเวลาในการรอคอยจริงนั้นสูงกว่าที่คาดไว้มาก แม้ว่าเวลาการทำงานของเครื่องจักรแต่ละเครื่องจะดูยอมรับได้ก็ตาม.
เดอะ แผนที่สถานะในอนาคต จากนั้นแสดงให้เห็นว่ากระบวนการควรดำเนินการอย่างไรหลังจากได้รับการปรับปรุงแล้ว ซึ่งอาจรวมถึงการลดขนาดชุดการผลิต ระบบดึงสินค้าแบบซูเปอร์มาร์เก็ต การอนุมัติด้วยตนเองน้อยลง เส้นทางการขนส่งที่สั้นลง การปรับสมดุลสายการผลิตที่ดีขึ้น หรือการแจ้งเตือนปัญหาคุณภาพผ่านระบบดิจิทัล ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่พบว่าชิ้นส่วนที่ปั๊มขึ้นรูปต้องรอ 18 ชั่วโมง ก่อนที่จะเริ่มงานเชื่อม เนื่องจากแผนการผลิตจะปล่อยงานออกมาเป็นล็อตใหญ่ครั้งละหนึ่งกะ ในระบบ VSM ดิจิทัลในอนาคต ทีมงานอาจออกแบบกระบวนการทำงานใหม่โดยเน้นช่วงเวลาการเติมสินค้าที่สั้นลงและตัวกระตุ้นด้วยภาพ ซึ่งจะช่วยลดเวลารอคิวโดยไม่ต้องเพิ่มแรงงานหรืออุปกรณ์.
ตัวชี้วัดหลักที่ VSM ดิจิทัลติดตาม
เครื่องวัดความเร็วรอบแบบดิจิทัลจะมีประโยชน์ก็ต่อเมื่อสามารถเก็บรวบรวมตัวชี้วัดที่อธิบายถึงประสิทธิภาพได้ ตัวชี้วัดที่พบได้บ่อยที่สุดคือ เวลาวงจร, ซึ่งก็คือเวลาที่ใช้จริงในการผลิตสินค้าหนึ่งหน่วยหรือหนึ่งชุดในแต่ละขั้นตอนของกระบวนการ อีกหนึ่งตัวชี้วัดที่สำคัญคือ ระยะเวลานำส่ง, ซึ่งเป็นการวัดระยะเวลารวมทั้งหมดตั้งแต่ได้รับคำสั่งซื้อจนถึงการจัดส่ง โดยรวมทั้งเวลาในการดำเนินการและเวลาในการรอคอย ในโรงงานหลายแห่ง ระยะเวลานำส่งอาจยาวได้มาก 10 ถึง 50 ครั้ง นานกว่าเวลาการประมวลผลที่สร้างมูลค่าเพิ่มทั้งหมด ซึ่งเป็นเหตุผลว่าทำไม VSM จึงมีประสิทธิภาพมากในการเปิดเผยความสูญเปล่าที่ซ่อนอยู่.
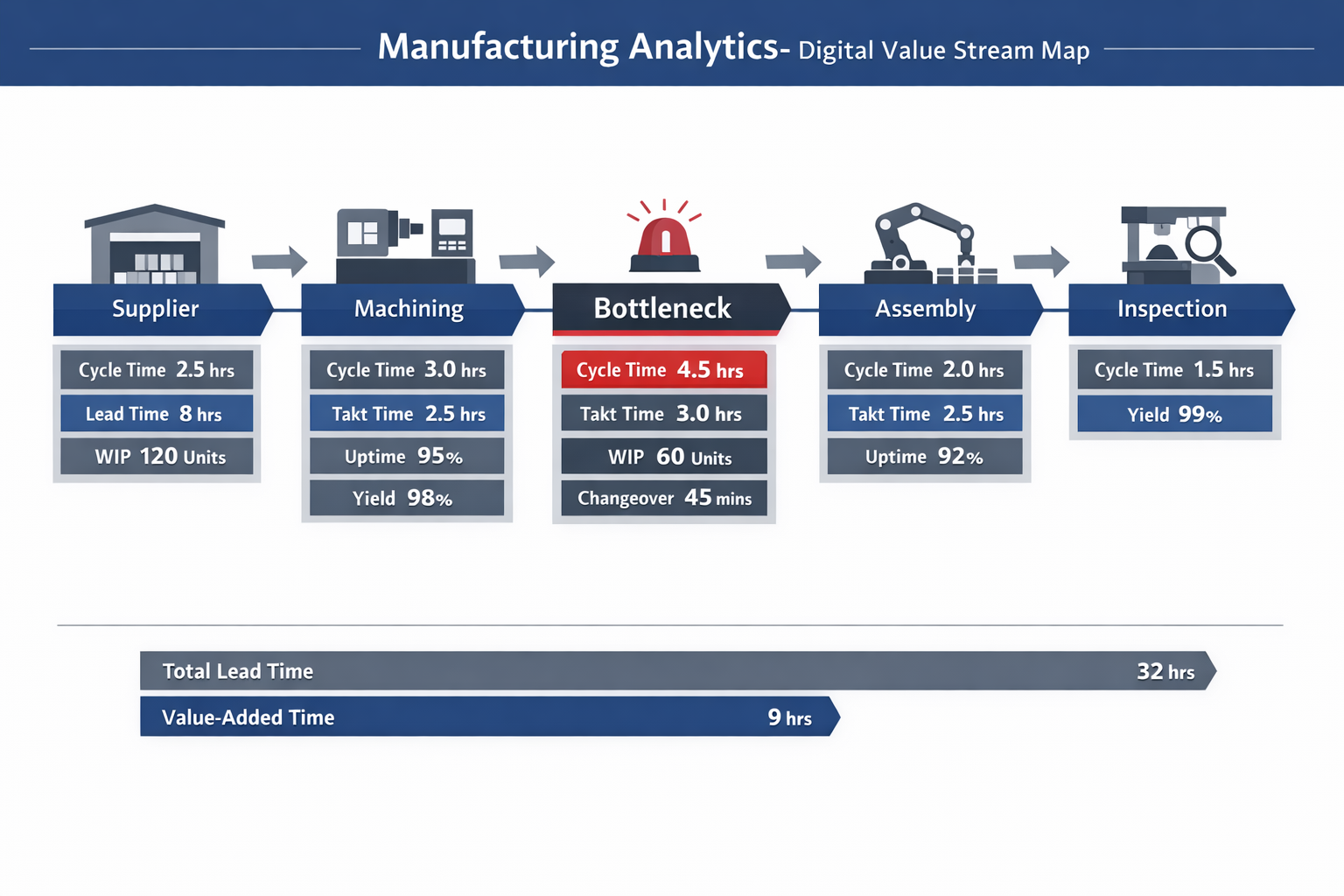
งานระหว่างดำเนินการ (WIP) สินค้าคงคลังส่วนเกินเป็นตัวชี้วัดสำคัญอีกประการหนึ่ง เพราะสินค้าคงคลังส่วนเกินมักซ่อนความไม่เสถียร กำลังการผลิตที่ไม่สมดุล และปัญหาด้านการจัดตารางเวลา ตัวอย่างเช่น ผู้ผลิตอาหารอาจพบว่าบรรจุภัณฑ์มีรอบเวลาเพียง 45 วินาที แต่การผสมในขั้นตอนต้นน้ำทำให้เกิดคิวรอจำนวนมาก เนื่องจากเวลาในการปล่อยสินค้าไม่ตรงกับความต้องการในขั้นตอนปลายน้ำ. เวลาแทคท์ ช่วยให้เข้าใจบริบทได้ดียิ่งขึ้นโดยแสดงให้เห็นถึงอัตราการผลิตที่จำเป็นเพื่อให้ตรงกับความต้องการของลูกค้า หากเวลาในการผลิตต่อหน่วย (takt time) คือ 60 วินาที และสถานีประกอบชิ้นส่วนหนึ่งทำงานที่ 78 วินาที แผนผังจะชี้ให้เห็นถึงข้อจำกัดที่อาจเกิดขึ้นได้ทันที.
แข็งแกร่ง เครื่องมือวิเคราะห์ VSM นอกจากนี้ ควรอนุญาตให้ทีมบันทึกเวลาการทำงาน เวลาเปลี่ยนกะ ผลผลิตรอบแรก จำนวนผู้ปฏิบัติงาน ขนาดชุดการผลิต และจำนวนวันสินค้าคงคลังตามความเหมาะสม รายละเอียดเหล่านี้มีความสำคัญ เพราะปัญหาคอขวดมักไม่ได้เกิดจากตัวเลขเพียงตัวเดียว ตัวอย่างเช่น สายการประกอบชิ้นส่วนอิเล็กทรอนิกส์อาจดูสมดุลในแง่ของเวลาการทำงานเฉลี่ย แต่การเปลี่ยนกะป้อนวัสดุบ่อยครั้งและการหยุดตรวจสอบทำให้ผลผลิตไม่สม่ำเสมอในแต่ละกะ เมื่อบันทึกตัวแปรเหล่านั้นแบบดิจิทัล ทีมจะสามารถเห็นภาพที่สมจริงมากขึ้นของกระแสคุณค่าทั้งหมดได้.
ความแตกต่างระหว่าง VSM ดิจิทัลกับการทำแผนที่แบบแมนนวล
การทำแผนที่ด้วยมือยังมีคุณค่าในระหว่างการประชุมเชิงปฏิบัติการไคเซ็น เพราะทำได้รวดเร็วและกระตุ้นให้เกิดการอภิปรายในสถานที่จริง อย่างไรก็ตาม ปัญหาจะเริ่มขึ้นหลังจากการประชุมเชิงปฏิบัติการสิ้นสุดลง แผนที่กระดาษจะล้าสมัยอย่างรวดเร็ว ข้อมูลที่เขียนด้วยลายมือจะยากต่อการทำให้เป็นมาตรฐาน และการดำเนินการปรับปรุงมักจะไปอยู่ในสเปรดชีตหรืออีเมลที่แยกจากกัน ทำให้ยากต่อการเปรียบเทียบเส้นต่างๆ ทบทวนสมมติฐาน หรือพิสูจน์ว่าการออกแบบสถานะในอนาคตได้ให้ผลลัพธ์ที่แท้จริงหรือไม่.
A ดิจิทัล VSM วิธีนี้แก้ปัญหาโดยทำให้แผนผังบำรุงรักษาได้ง่ายขึ้นเมื่อการดำเนินงานเปลี่ยนแปลงไป หากเวลาในการผลิตดีขึ้น ปริมาณงานระหว่างดำเนินการลดลง หรือขั้นตอนการผลิตถูกจัดเรียงใหม่ ข้อมูลและการไหลของงานสามารถอัปเดตได้โดยไม่ต้องวาดแผนผังใหม่ทั้งหมดตั้งแต่เริ่มต้น วิธีนี้มีประโยชน์อย่างยิ่งในการดำเนินงานหลายสายการผลิตหรือหลายสถานที่ ซึ่งทีมงานต้องการรูปแบบที่สม่ำเสมอและการควบคุมการแก้ไข แทนที่จะขอให้แต่ละโรงงานสร้างแผนผัง VSM เวอร์ชันของตนเองใน PowerPoint หรือบนกระดาษ วิธีนี้ช่วยให้การบำรุงรักษาแผนผัง VSM ทำได้ง่ายขึ้น เครื่องมือ VSM ดิจิทัล แพลตฟอร์มนี้ช่วยสร้างมาตรฐานวิธีการเก็บรวบรวมและตรวจสอบข้อมูล.
การทำงานร่วมกันเป็นอีกความแตกต่างที่สำคัญ ในระบบแบบแมนนวล ทีมงานฝ่ายผลิต การวางแผน คุณภาพ และคลังสินค้า มักจะตรวจสอบแผนที่เฉพาะในช่วงการประชุมเชิงปฏิบัติการเท่านั้น ในทางตรงกันข้าม, ซอฟต์แวร์การทำแผนที่กระแสคุณค่า สามารถรองรับการเข้าถึงร่วมกัน การแสดงความคิดเห็น ขั้นตอนการอนุมัติ รายการดำเนินการที่เชื่อมโยง และการรายงานบนแดชบอร์ด นั่นหมายความว่าแผนที่สามารถเชื่อมต่อกับการติดตามการดำเนินงานจริงได้ เช่น การมอบหมายการออกแบบการเติมวัสดุใหม่ให้กับฝ่ายโลจิสติกส์ หรือการติดตามการดำเนินการไคเซ็นที่ล่าช้าจากการประชุมเชิงปฏิบัติการเกี่ยวกับสถานะในอนาคต.
เหตุใด VSM ดิจิทัลจึงมีความสำคัญต่อทีมงานฝ่ายผลิต
สำหรับผู้จัดการแบบลีน ประโยชน์ที่แท้จริงของการทำแผนที่ดิจิทัลไม่ได้อยู่ที่ภาพที่ชัดเจนขึ้นเท่านั้น แต่ยังอยู่ที่ความสามารถในการเปลี่ยน VSM ให้เป็นกระบวนการจัดการที่ทำซ้ำได้ แทนที่จะเป็นเพียงกิจกรรมครั้งเดียว แผนที่ดิจิทัลสามารถเชื่อมโยงข้อมูลกระบวนการ การติดตามการดำเนินการ ผลการตรวจสอบ และแดชบอร์ด KPI เข้าไว้ในระบบเดียว ซึ่งทำให้การรักษาความต่อเนื่องของการปรับปรุงในระยะยาวทำได้ง่ายขึ้น นี่เป็นสิ่งสำคัญเพราะโครงการริเริ่มแบบลีนหลายโครงการมักจะสูญเสียแรงผลักดันไปเมื่อการวิเคราะห์อยู่ในไฟล์หนึ่ง แต่การดำเนินการกลับอยู่ในอีกไฟล์หนึ่ง.
ด้วยแพลตฟอร์มเช่นนี้ Jodoo, ผู้ผลิตสามารถก้าวข้ามการทำแผนที่แบบคงที่และสร้างแผนที่ที่ใช้งานได้จริง ดิจิทัล VSM เวิร์กโฟลว์ คุณสามารถสร้างแบบฟอร์มเพื่อบันทึกข้อมูลกระบวนการปัจจุบันในสายการผลิต กำหนดเส้นทางการดำเนินการปรับปรุงผ่านเวิร์กโฟลว์ และตรวจสอบระยะเวลานำส่ง สินค้าคงคลังระหว่างการผลิต และแนวโน้มปัญหาคอขวดบนแดชบอร์ด สำหรับทีมลีนที่จัดการสายการผลิตหลายสาย วิธีนี้จะสร้างวิธีการที่ปรับขนาดได้มากขึ้นในการกำหนดมาตรฐานการวิเคราะห์และทำให้มองเห็นการดำเนินการในอนาคตได้ชัดเจน กล่าวอีกนัยหนึ่งคือ ซอฟต์แวร์ VSM กลายเป็นส่วนหนึ่งของการดำเนินงานประจำวัน ไม่ใช่แค่ผลลัพธ์จากการประชุมเชิงปฏิบัติการเพื่อการปรับปรุงเท่านั้น.
ปัญหาที่พบได้ทั่วไปกับเครื่องมือ VSM แบบดั้งเดิมในอุตสาหกรรมการผลิต
ผู้ผลิตหลายรายไม่ได้ประสบปัญหาในการสร้างแผนผังกระแสคุณค่า (Value Stream Map) เพียงครั้งเดียว แต่พวกเขาประสบปัญหาในการรักษาประโยชน์ของแผนผังนั้นหลังจากจบการอบรมเชิงปฏิบัติการแล้ว แผนผังที่จัดทำบนกระดาษ ในสเปรดชีต หรือในไฟล์แบบ Visio มักจะกลายเป็นเพียงภาพนิ่งแทนที่จะเป็นเครื่องมือบริหารจัดการการดำเนินงานที่ใช้งานได้จริง นั่นคือช่องว่างที่ผู้ผลิตสมัยใหม่ต้องเผชิญ ซอฟต์แวร์ VSM มีจุดประสงค์เพื่อปิด.
แผนที่แบบคงที่มักล้าสมัยเร็ว
ในโรงงานส่วนใหญ่ สถานการณ์ปัจจุบันเปลี่ยนแปลงเร็วกว่าแผนผัง การปรับปรุงเส้นทางการผลิต การเปลี่ยนแปลงรูปแบบการทำงาน การเพิ่มขั้นตอนการตรวจสอบ หรือปัญหาเรื่องระยะเวลารอคอยจากซัพพลายเออร์ อาจทำให้แผนผังของเดือนที่แล้วไม่ถูกต้อง เมื่อทีมงานพึ่งพาเอกสารที่ติดไว้บนกระดานปรับปรุงอย่างต่อเนื่อง หรือไฟล์ที่บันทึกไว้บนเดสก์ท็อปโดยวิศวกรเพียงคนเดียว แผนผังนั้นก็จะหยุดสะท้อนสิ่งที่เกิดขึ้นจริงในสายการผลิตอย่างรวดเร็ว.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่จัดทำแผนผังกระบวนการผลิตตั้งแต่การกลึงไปจนถึงการประกอบในช่วงสัปดาห์ไคเซ็น สองสัปดาห์ต่อมา ทีมงานได้เพิ่มจุดตรวจสอบระหว่างกระบวนการผลิตหลังจากได้รับข้อร้องเรียนจากลูกค้า และสินค้าคงคลังระหว่างการผลิตเริ่มเพิ่มขึ้นก่อนการประกอบขั้นสุดท้าย หากแผนผังไม่ได้รับการอัปเดตทันที ทีมงานก็จะตัดสินใจโดยอาศัยสมมติฐานเก่าๆ เกี่ยวกับเวลาในการผลิต เวลารอคิว และปัญหาคอขวด ซึ่งจะทำให้การดำเนินการนั้นกลายเป็นเพียงการจัดทำเอกสาร ไม่ใช่การปรับปรุง.
การควบคุมเวอร์ชันกลายเป็นการสิ้นเปลืองโดยเปล่าประโยชน์
จุดอ่อนสำคัญอย่างหนึ่งของเครื่องมือแบบดั้งเดิมคือความสับสนเรื่องเวอร์ชัน ทีมงานมักจะมีไฟล์ชื่อ “Final_VSM_v2,” “Final_VSM_v2_latest,” และ “Final_VSM_v2_latest_edit” บันทึกไว้ในอีเมล ไดรฟ์ที่ใช้ร่วมกัน และแล็ปท็อป ซึ่งมักเกิดขึ้นเมื่อผู้ผลิตใช้เครื่องมือวาดภาพหรือซอฟต์แวร์สำนักงานทั่วไปแทนที่จะใช้ซอฟต์แวร์ที่ออกแบบมาโดยเฉพาะ ซอฟต์แวร์การทำแผนที่กระแสคุณค่า.
สำหรับผู้จัดการแบบลีนที่บริหารโครงการข้ามสายการผลิตหรือโรงงานหลายแห่ง นี่จะสร้างความเสี่ยงด้านการดำเนินงานอย่างแท้จริง ทีมวิศวกรรมอุตสาหกรรมอาจกำลังตรวจสอบเวอร์ชันหนึ่ง ในขณะที่หัวหน้างานฝ่ายผลิตกำลังดำเนินการกับอีกเวอร์ชันหนึ่ง ในโรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์ที่มีหลายไซต์ แม้แต่ความไม่ตรงกันเล็กน้อยในเวลาการผลิตหรือสมมติฐานการเปลี่ยนผ่านก็อาจนำไปสู่การอนุมัติลำดับความสำคัญในการปรับปรุงที่ผิดพลาดได้ การจัดการที่เหมาะสมจึงเป็นสิ่งสำคัญ ดิจิทัล VSM องค์กรด้านสิ่งแวดล้อมลดปริมาณของเสียนี้ลงโดยการรักษาแหล่งข้อมูลที่ถูกต้องเพียงแหล่งเดียวและควบคุมได้.
การทำงานร่วมกันมีข้อจำกัดมากเกินไปสำหรับการนำไปใช้งานจริงในโรงงาน
วิธีการทำแผนที่แบบดั้งเดิมมักพึ่งพาคนเพียงคนเดียวในการสร้างและดูแลรักษาไฟล์ ซึ่งอาจใช้ได้ผลสำหรับการอบรมเชิงปฏิบัติการหนึ่งวัน แต่จะใช้ไม่ได้ผลดีเมื่อฝ่ายผลิต ฝ่ายคุณภาพ ฝ่ายบำรุงรักษา ฝ่ายวางแผน และฝ่ายโลจิสติกส์ต่างต้องร่วมกันอัปเดตข้อมูล การปรับปรุงแบบลีนนั้นมีลักษณะเป็นการทำงานร่วมกันข้ามสายงาน แต่หลายวิธีของ VSM แบบเก่าๆ ยังคงใช้ผู้ใช้เพียงคนเดียวและทำงานแบบออฟไลน์อยู่.
สิ่งนี้เห็นได้ชัดเจนเป็นพิเศษในอุตสาหกรรมการผลิตอาหาร ซึ่งการเปลี่ยนแปลงกระบวนการอาจเกี่ยวข้องกับจุดตรวจสอบคุณภาพ ข้อจำกัดด้านบรรจุภัณฑ์ และระยะเวลาของห่วงโซ่ความเย็น ฝ่ายวางแผนอาจทราบถึงความผันแปรของตารางเวลา ฝ่ายบำรุงรักษาทราบถึงรูปแบบการหยุดทำงานโดยไม่คาดคิด และฝ่ายควบคุมคุณภาพทราบว่าการแก้ไขงานเกิดขึ้นจริงที่ใด หากมีเพียงวิศวกร IE เพียงคนเดียวที่สามารถแก้ไขแผนผังได้ ข้อมูลเชิงลึกที่สำคัญจะยังคงอยู่ในบทสนทนาแทนที่จะกลายเป็นส่วนหนึ่งของแผนผัง เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต ทีมต่างพึ่งพาการตัดสินใจเหล่านี้.
การเก็บรวบรวมข้อมูลยังคงใช้ระบบแบบแมนนวลและไม่สม่ำเสมอ
แผนที่จะดีได้ก็ต่อเมื่อข้อมูลที่อยู่เบื้องหลังนั้นดี ในโรงงานหลายแห่ง เวลาในการผลิตแต่ละรอบ เวลาหยุดทำงาน เวลาเปลี่ยนกะ อัตราของเสีย และข้อมูลสินค้าคงคลังยังคงถูกบันทึกด้วยตนเองจากบันทึกที่เขียนด้วยลายมือ กระดานไวท์บอร์ด และบันทึกใน Excel ซึ่งทำให้การอัปเดตช้า และยังทำให้เกิดความไม่สอดคล้องกันระหว่างสิ่งที่ทีมสังเกตเห็นในระหว่างการประชุมเชิงปฏิบัติการกับข้อมูลการดำเนินงานที่แสดงให้เห็นเมื่อเวลาผ่านไป.
จากการศึกษาในอุตสาหกรรมมักประเมินว่าบุคลากรที่มีความรู้ความสามารถใช้เวลาทำงานประมาณ 20% ถึง 30% ในช่วงเวลาของพวกเขา การค้นหาหรือประสานข้อมูลข้ามระบบ ในทีมปรับปรุงอย่างต่อเนื่อง (CI) ในภาคการผลิต มักหมายถึงการตรวจสอบบันทึกเอกสาร การส่งออกข้อมูลจากระบบจัดการคลังสินค้า (MES) บันทึกการบำรุงรักษา และตัวติดตามในสเปรดชีต ก่อนที่จะอัปเดตแผนผังใดแผนผังหนึ่ง แทนที่จะทำหน้าที่เป็นเครื่องมือที่มีประโยชน์ เครื่องมือวิเคราะห์ VSM, แผนที่ดังกล่าวจึงกลายเป็นเอกสารอีกฉบับที่ต้องแก้ไขด้วยตนเอง ซึ่งจะทำให้การดำเนินการล่าช้าและลดความเชื่อมั่นในตัวเลขลง.
แรงผลักดันจากเวิร์คช็อปเริ่มชะงักลงหลังจบงาน
นี่คือจุดที่ความพยายามในการปรับปรุงหลายอย่างล้มเหลว ทีมงานจัดทำแผนผังสถานะปัจจุบัน พูดคุยเกี่ยวกับความสูญเปล่า ออกแบบสถานะในอนาคต และจดรายการการดำเนินการลงบนกระดานพลิกหรือกระดาษโน้ต แต่เมื่อทุกคนกลับไปสู่แรงกดดันในการผลิตประจำวันแล้ว ก็ไม่มีระบบใดที่จะมอบหมายผู้รับผิดชอบ ตรวจสอบกำหนดส่ง หรือยืนยันว่าการเปลี่ยนแปลงนั้นได้ผลลัพธ์หรือไม่.
ตัวอย่างเช่น โรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์อาจพบว่าความล่าช้าในการเติมวัสดุทำให้เวลารอคอยเพิ่มขึ้น 90 นาทีต่อกะ ทีมงานจึงเห็นพ้องต้องกันในมาตรการแก้ไข 3 ประการ ได้แก่ การออกแบบซูเปอร์มาร์เก็ตใหม่ การเปลี่ยนแปลงเวลาการจัดส่งสินค้าแบบวนรอบ และการใช้บาร์โค้ดเป็นตัวกระตุ้นการเติมสินค้า หากไม่มีการเชื่อมต่อ เครื่องมือ VSM ดิจิทัล ในขั้นตอนการทำงาน การกระทำเหล่านี้มักจะถูกบันทึกไว้ในบันทึกการประชุมหรือสเปรดชีตโดยไม่มีการตรวจสอบความรับผิดชอบ หกสัปดาห์ต่อมา แผนที่ก็มีอยู่แล้ว แต่การลดระยะเวลานำร่องยังไม่เกิดขึ้น.
เครื่องมือสร้างแผนภาพทั่วไปไม่สนับสนุนการพัฒนาอย่างต่อเนื่อง
หลายทีมพยายามจัดการ VSM ด้วยเครื่องมือที่ไม่ได้ออกแบบมาเพื่อการทำงานแบบลีนโดยเฉพาะ แอปวาดรูปอาจสร้างไอคอนและลูกศรได้ แต่ไม่สามารถเชื่อมต่อแผนที่กับข้อมูล KPI แบบเรียลไทม์ การติดตามการดำเนินการ ผลการตรวจสอบ หรือเวิร์กโฟลว์การอนุมัติได้อย่างง่ายดาย ในทางปฏิบัติ นั่นหมายความว่าแผนที่ยังคงแยกออกจากระบบการจัดการประจำวัน.
นั่นคือเหตุผลที่ผู้ผลิตหลายรายเปลี่ยนจากการใช้ไฟล์แบบทั่วไปมาใช้ไฟล์ที่มีโครงสร้างมากขึ้น ซอฟต์แวร์การทำแผนที่กระแสคุณค่า แนวทาง เป้าหมายไม่ใช่แค่การวาดแผนที่ให้สะอาดตาขึ้น แต่เป็นการสร้างแนวทางใหม่ ดิจิทัล VSM กระบวนการที่เชื่อมโยงข้อมูลสถานะปัจจุบัน แผนสถานะในอนาคต การดำเนินการไคเซ็น และการติดตามผลบนแดชบอร์ดเข้าไว้ด้วยกันในสภาพแวดล้อมเดียว เมื่อขาดการเชื่อมต่อนี้ การดำเนินการ VSM อาจดูเหมือนเสร็จสมบูรณ์ แต่ในทางปฏิบัติแล้วยังไม่เสร็จสิ้น.
ปัญหาที่แท้จริงคือการรักษาความต่อเนื่อง ไม่ใช่การทำแผนที่
ทีมลีนส่วนใหญ่รู้วิธีการจัดเวิร์คช็อปการทำแผนที่อยู่แล้ว ความท้าทายที่ยากกว่าคือการทำให้แผนที่นั้นทันสมัยอยู่เสมอ มีการทำงานร่วมกัน และเชื่อมโยงกับการปรับปรุงที่วัดผลได้ หากแผนที่ปัจจุบันของคุณ เครื่องมือวิเคราะห์ VSM หากไม่สามารถรองรับการอัปเดตอย่างต่อเนื่อง การเป็นเจ้าของร่วมกันระหว่างฝ่ายต่างๆ และการดำเนินการตามแผนได้ มันก็จะกลายเป็นเพียงสิ่งประดิษฐ์แบบลีนอีกชิ้นหนึ่งที่จางหายไปหลังจากเหตุการณ์นั้นจบลง.
กล่าวอีกนัยหนึ่ง ประเด็นไม่ได้อยู่ที่ว่าคุณสามารถสร้างแผนที่ได้หรือไม่ แต่ประเด็นอยู่ที่ว่า... ซอฟต์แวร์ VSM สามารถช่วยให้โรงงานใช้แผนผังนั้นสัปดาห์แล้วสัปดาห์เล่าเพื่อลดระยะเวลานำส่ง ลดสินค้าคงคลังระหว่างการผลิต ปรับปรุงกระบวนการทำงาน และรักษาผลลัพธ์ที่ดีไว้ได้ นั่นคือความแตกต่างระหว่างผลลัพธ์จากการอบรมเชิงปฏิบัติการเพียงครั้งเดียวกับระบบการจัดการดิจิทัลเพื่อการปรับปรุงอย่างต่อเนื่อง.
วิธีการสร้างและจัดการ VSM ดิจิทัล ตั้งแต่สถานะปัจจุบันไปจนถึงสถานะในอนาคต
แผนผังกระแสคุณค่าดิจิทัลควรทำมากกว่าแค่เปลี่ยนกระดาษโน้ตเป็นช่องสี่เหลี่ยมบนหน้าจอ สำหรับทีมที่เน้นความคล่องตัว คุณค่าที่แท้จริงของ... ซอฟต์แวร์ VSM ข้อดีคือมันเชื่อมโยงการทำแผนที่ การติดตามการดำเนินการ และการตรวจสอบประสิทธิภาพเข้าไว้ในขั้นตอนการทำงานเดียว ซึ่งสำคัญมากเพราะโรงงานหลายแห่งทำแผนที่สถานะปัจจุบันในระหว่างการประชุมเชิงปฏิบัติการ ระบุความสูญเปล่าที่เห็นได้ชัด แล้วก็สูญเสียแรงผลักดันไปเมื่อทีมกลับไปแก้ปัญหาเฉพาะหน้าในแต่ละวัน ระบบที่ดี ซอฟต์แวร์การทำแผนที่กระแสคุณค่า การตั้งค่าช่วยให้คุณเปลี่ยนจากขั้นตอนการวิเคราะห์ไปสู่การดำเนินการได้โดยไม่ต้องสร้างกระบวนการใหม่ในสเปรดชีต อีเมล และกระดานไวท์บอร์ด.
ขั้นตอนที่ 1: เลือกกลุ่มผลิตภัณฑ์ที่เหมาะสม
เริ่มต้นด้วยกลุ่มผลิตภัณฑ์หนึ่งกลุ่มที่มีขั้นตอนการผลิตคล้ายคลึงกัน ใช้เครื่องมือร่วมกัน และมีปริมาณมากพอที่จะคุ้มค่ากับการปรับปรุง นี่เป็นขั้นตอนแรกที่สำคัญมาก เพราะการวางแผนในขอบเขตที่กว้างเกินไป เช่น ทั้งโรงงาน มักจะสร้างแผนภาพที่ดูน่าประทับใจ แต่ซับซ้อนเกินกว่าจะจัดการได้ ผู้ปฏิบัติงานด้านลีนส่วนใหญ่จะจัดกลุ่มชิ้นส่วนตามขั้นตอนการผลิตทั่วไป โปรไฟล์จังหวะเวลา และรูปแบบความต้องการของลูกค้า ตัวอย่างเช่น ในโรงงานผลิตชิ้นส่วนอิเล็กทรอนิกส์ที่มีผลิตภัณฑ์หลากหลาย คุณอาจเลือกกลุ่มการประกอบแผงวงจรพิมพ์ (PCB) กลุ่มหนึ่งที่ผ่านกระบวนการ SMT, AOI, การใส่ชิ้นส่วนด้วยมือ และการทดสอบขั้นสุดท้ายทั้งหมด.
ของคุณ เครื่องมือวิเคราะห์ VSM ควรให้คุณกำหนดขอบเขตให้ชัดเจนก่อนเริ่มเก็บข้อมูล ซึ่งรวมถึงจุดเริ่มต้นและจุดสิ้นสุด สายการผลิตหรือหน่วยการผลิตที่เกี่ยวข้อง รูปแบบการทำงานเป็นกะ ความต้องการของลูกค้า และซัพพลายเออร์ที่เชื่อมโยงหรือผู้ป้อนวัตถุดิบภายใน หากคุณกำลังทำแผนผังสายการผลิตอาหาร คุณอาจกำหนดกระแสตั้งแต่การรับวัตถุดิบไปจนถึงการปรุง การบรรจุ การห่อ และการจัดเรียงบนพาเลทสำหรับกลุ่มสินค้าเดียว แผนผังนี้จึงมีประโยชน์สำหรับการตัดสินใจ เพราะสามารถเปรียบเทียบเวลาในการผลิต การเปลี่ยนกะ การสูญเสียคุณภาพ และจุดสินค้าคงคลังได้แบบเดียวกัน.
ขั้นตอนที่ 2: บันทึกข้อมูลสถานะปัจจุบัน ณ สถานที่ปฏิบัติงานจริง (Gemba)
เมื่อกำหนดขอบเขตงานแล้ว ให้รวบรวมข้อมูลสถานะปัจจุบันโดยตรงจากหน้างาน แทนที่จะพึ่งพาเฉพาะมาตรฐาน ERP หรือ SOP ที่ล้าสมัย แผนผังสถานะปัจจุบันจะดีได้ก็ต่อเมื่อมีข้อมูลที่ดีรองรับ และโรงงานหลายแห่งพบว่าเวลาในการผลิตจริงแตกต่างจากเวลาที่วางแผนไว้ถึง 10% ถึง 30% เมื่อสังเกตการทำงานของผู้ปฏิบัติงานในสภาพจริง บันทึกเวลาในการผลิต เวลาในการรอ เวลาเปลี่ยนกะ เวลาการทำงาน อัตราของเสีย จำนวนพนักงาน ขนาดล็อต สินค้าที่อยู่ระหว่างการผลิต การไหลเวียนของข้อมูล และความถี่ในการจัดส่ง หากโรงงานทำงานหลายกะ ให้สังเกตว่าประสิทธิภาพเปลี่ยนแปลงไปอย่างไรในแต่ละกะ โดยเฉพาะอย่างยิ่งในเรื่องคุณภาพที่ผิดพลาด การหยุดชะงักของสายการผลิต และเวลาตอบสนองต่อการขาดแคลนวัสดุ.
แข็งแกร่ง เครื่องมือ VSM ดิจิทัล ควรจัดโครงสร้างและทำให้การเก็บรวบรวมข้อมูลนี้ทำซ้ำได้ แทนที่จะเขียนเวลาลงบนกระดาษแล้วพิมพ์ใหม่ในภายหลัง ทีมงานควรสามารถป้อนค่าผ่านแบบฟอร์มบนมือถือ แนบรูปภาพ บันทึกเวลา และเชื่อมโยงแต่ละขั้นตอนกับบันทึกข้อมูลจริงได้ ตัวอย่างเช่น ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ สายการผลิต SMT อาจแสดงเวลาต่อรอบ 18 วินาทีต่อแผ่น แต่คิวรอการทดสอบการทำงานอาจแสดงให้เห็นระยะเวลารอ 14 ชั่วโมงเนื่องจากความพร้อมของพนักงานและการจัดตารางเวลาที่ไม่สม่ำเสมอ ความสามารถในการมองเห็นข้อมูลแบบนี้คือสิ่งที่ทำให้การทำงานมีประโยชน์แตกต่างออกไป ดิจิทัล VSM จากภาพกราฟิกประกอบการนำเสนอ.
ขั้นตอนที่ 3: จัดทำแผนผังการไหลของวัสดุและการไหลของข้อมูลร่วมกัน
หลายทีมมุ่งเน้นไปที่แผนผังกระบวนการและแผนผังสินค้าคงคลัง แต่กลับมองข้ามการไหลเวียนของข้อมูลในแผนผัง ซึ่งเป็นความผิดพลาด เพราะการวางแผนที่ไม่ดี การเปลี่ยนแปลงตารางเวลาที่ล่าช้า และการอนุมัติที่ไม่เชื่อมโยงกัน มักก่อให้เกิดความสูญเปล่ามากพอๆ กับเวลาที่เครื่องจักรหยุดทำงาน แผนผังสถานะปัจจุบันของคุณควรแสดงให้เห็นว่าคำสั่งซื้อถูกปล่อยออกมาอย่างไร การผลิตถูกกำหนดเวลาอย่างไร สัญญาณการเติมสินค้าเคลื่อนที่อย่างไร และการส่งมอบงานด้วยตนเองทำให้การตอบสนองล่าช้าที่ใด ในโรงงานที่ใช้ระบบ ERP, WhatsApp, สเปรดชีต และไวท์บอร์ดผสมผสานกัน ความล่าช้าเหล่านั้นมักจะถูกซ่อนไว้จนกว่าจะมีการสร้างแผนผังแบบครบวงจร.
ในทางปฏิบัติ เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต ควรสนับสนุนทั้งสองระดับ คุณต้องเห็นไม่เพียงแต่ว่าวัสดุติดค้างอยู่ที่ไหน แต่ยังต้องเห็นด้วยว่าข้อมูลขัดขวางการตัดสินใจอยู่ที่ใด เช่น การอนุมัติเครื่องมือ การปล่อยผลิตภัณฑ์จากฝ่ายควบคุมคุณภาพ หรือการตอบสนองต่อการบำรุงรักษา ลองนึกภาพโรงงานแปรรูปอาหารที่วัสดุบรรจุภัณฑ์มาถึงตรงเวลา แต่การปล่อยผลิตภัณฑ์ล่าช้าเพราะบันทึกการควบคุมคุณภาพยังคงถูกตรวจสอบด้วยตนเองเมื่อสิ้นสุดกะ ในแผนผัง ขั้นตอนการประมวลผลอาจดูมีประสิทธิภาพ ในขณะที่การไหลของข้อมูลเผยให้เห็นคอขวดที่แท้จริง.
ขั้นตอนที่ 4: ระบุความสูญเปล่า ข้อจำกัด และปัญหาคอขวด
หลังจากสร้างแผนผังสถานะปัจจุบันแล้ว ให้ใช้แผนผังนั้นเพื่อแยกแยะปัญหาเพียงไม่กี่อย่างที่ก่อให้เกิดความล่าช้าส่วนใหญ่ ในกระบวนการผลิตจำนวนมาก ขั้นตอนการผลิตเพียงหนึ่งหรือสองขั้นตอนก็สร้างเวลาในการรอคอยส่วนใหญ่ ในขณะที่ปัญหาคอขวดด้านข้อมูลอื่นๆ ทำให้เกิดการทำงานซ้ำหรือความไม่เสถียรของกำหนดการ ตรวจสอบแผนผังเพื่อหาความสูญเปล่าแบบคลาสสิกของลีน ซึ่งรวมถึงการรอคอย การผลิตมากเกินไป สินค้าคงคลังส่วนเกิน การขนส่ง การเคลื่อนไหว ข้อบกพร่อง และการประมวลผลมากเกินไป จากนั้นประเมินผลกระทบในเชิงธุรกิจ เช่น ชั่วโมงที่สูญเสียไปต่อสัปดาห์ มูลค่าสินค้าคงคลังในสกุลเงินดอลลาร์สหรัฐ การจัดส่งที่พลาดไป หรือการลดลงของ OEE.

นี่คือที่นี่ ซอฟต์แวร์ VSM ควรมีฟังก์ชันการทำงานมากกว่าแค่โปรแกรมวาดรูป โปรแกรมที่ดี เครื่องมือวิเคราะห์ VSM ช่วยให้คุณเปรียบเทียบเวลาการผลิต (takt time) กับเวลาการผลิตจริง (actual cycle time) เน้นความไม่สมดุลของกระบวนการ คำนวณระยะเวลานำส่งทั้งหมดเทียบกับเวลาสัมผัส (touch time) และระบุจุดสะสมสินค้าคงคลังโดยอัตโนมัติ ตัวอย่างเช่น หากสายการผลิตชิ้นส่วนรถยนต์ป้อนชิ้นงานสำหรับการเชื่อมเป็นชุดๆ ละ 1,000 ชิ้น แต่การเชื่อมใช้ทรัพยากรในอัตราที่ต่ำกว่าและไม่คงที่ แผนผังควรแสดงให้เห็นถึงความไม่สมดุลนั้นอย่างชัดเจน หากพื้นที่สำรองนั้นมีสินค้าคงคลังอยู่ 2.5 วัน คุณก็จะมีเป้าหมายที่วัดผลได้สำหรับสถานะในอนาคต.
ขั้นตอนที่ 5: ออกแบบแผนผังสถานะในอนาคตโดยคำนึงถึงการไหลและการควบคุม
แผนผังสถานะในอนาคตควรตอบคำถามเชิงปฏิบัติ: กระบวนการผลิตนี้ควรดำเนินการอย่างไรหากต้องการการไหลเวียนที่ดีขึ้น ระยะเวลานำส่งที่สั้นลง และผลผลิตที่คาดการณ์ได้มากขึ้น? นั่นหมายถึงการตัดสินใจว่าการไหลเวียนอย่างต่อเนื่องเป็นไปได้ที่ใด จำเป็นต้องมีซูเปอร์มาร์เก็ตที่ใด ควรมีการกำหนดตารางเวลาแบบควบคุมจังหวะที่ใด และสัญญาณความต้องการควรเป็นตัวกระตุ้นการเติมสินค้าอย่างไร สถานะในอนาคตควรระบุถึงกฎการดำเนินงาน ไม่ใช่แค่ภาพประกอบ เช่น ขนาดชุดเป้าหมาย ระยะห่าง ความถี่ในการเติมสินค้า และตัวกระตุ้นการเพิ่มราคา หากไม่มีรายละเอียดเหล่านี้ แผนผังสถานะในอนาคตจะกลายเป็นเพียงโปสเตอร์แนวคิดมากกว่าเครื่องมือการจัดการ.
ในสภาพแวดล้อมโรงงานจริง สิ่งนี้มักหมายถึงการประนีประนอม ลองนึกภาพผู้ผลิตอุปกรณ์อิเล็กทรอนิกส์ที่ผลิตแผงควบคุมสำหรับอุปกรณ์อุตสาหกรรม แผนผังสถานะปัจจุบันแสดงให้เห็นถึงการถ่ายโอนล็อตขนาดใหญ่จาก SMT ไปยังการทดสอบขั้นสุดท้าย ทำให้เกิดเวลารอคิวเต็มหนึ่งวัน สถานะในอนาคตอาจลดขนาดล็อต ปรับเวลาการทำงานของพนักงานทดสอบให้ตรงกับช่วงเวลาการผลิต และใช้สัญญาณดึงระหว่างการประกอบและการทดสอบเพื่อไม่ให้สินค้าคงคลังระหว่างการผลิตเพิ่มขึ้นเรื่อยๆ ซอฟต์แวร์การทำแผนที่กระแสคุณค่า แพลตฟอร์มควรอนุญาตให้คุณบันทึกการตัดสินใจด้านการออกแบบเหล่านั้น ไม่ใช่แค่ลากลูกศรเชื่อมระหว่างกล่องต่างๆ.
ขั้นตอนที่ 6: เปลี่ยนสถานะในอนาคตให้เป็นแผนการปรับปรุงที่สามารถนำไปปฏิบัติได้จริง
นี่คือขั้นตอนที่ความพยายามในการใช้ VSM หลายครั้งล้มเหลว ทีมงานเสร็จสิ้นการประชุมเชิงปฏิบัติการ ตกลงเกี่ยวกับสถานะในอนาคต ถ่ายรูปบอร์ด แล้วก็ไม่มีอะไรเกิดขึ้นเพราะไม่ได้กำหนดการดำเนินการอย่างชัดเจน ช่องว่างในสถานะในอนาคตทุกช่องควรกลายเป็นรายการปรับปรุงที่ติดตามได้ โดยมีผู้รับผิดชอบ วันครบกำหนด ตัวชี้วัดเป้าหมาย และสถานะ การดำเนินการทั่วไป ได้แก่ การลดเวลาการเปลี่ยนงาน การปรับสมดุลแรงงาน การออกแบบวงจรคันบันใหม่ การเปลี่ยนความถี่ในการตรวจสอบ หรือการเพิ่มตัวกระตุ้นการบำรุงรักษาสำหรับจุดหยุดทำงานเรื้อรัง.
ของคุณ ดิจิทัล VSM ควรเชื่อมต่อโดยตรงกับการจัดการงานและเวิร์กโฟลว์ ตัวอย่างเช่น หากสถานะในอนาคตต้องการลดเวลาเปลี่ยนกะในสายการบรรจุจาก 45 นาทีเหลือ 25 นาที ระบบควรแบ่งงานนั้นออกเป็น การสังเกตการณ์ SMED การออกแบบอุปกรณ์ใหม่ การอัปเดตงานมาตรฐาน การฝึกอบรมผู้ปฏิบัติงาน และการตรวจสอบการตรวจสอบ นี่คือจุดที่แพลตฟอร์มอย่างเช่น เข้ามามีบทบาท Jodoo สิ่งนี้มีประโยชน์ เพราะแผนที่สามารถป้อนข้อมูลให้กับรายการดำเนินการที่มีโครงสร้าง ขั้นตอนการอนุมัติ การตรวจสอบในสถานที่ และแดชบอร์ด โดยไม่ต้องบังคับให้ทีมกลับไปใช้ไฟล์ที่กระจัดกระจาย ซึ่งช่วยลดช่องว่างระหว่างการวิเคราะห์แบบลีนและการดำเนินการในชีวิตประจำวัน.
ขั้นตอนที่ 7: ติดตามความคืบหน้าหลังจากสร้างแผนที่เสร็จแล้ว
แผนผังกระแสคุณค่าจะมีประโยชน์ก็ต่อเมื่อยังคงเชื่อมโยงกับประสิทธิภาพการทำงานจริงหลังจากเริ่มดำเนินการแล้ว เมื่อเริ่มดำเนินการแล้ว ให้ติดตามตัวชี้วัดจำนวนเล็กน้อยที่เชื่อมโยงโดยตรงกับการออกแบบในอนาคต เช่น ระยะเวลานำส่ง สินค้าคงคลังระหว่างดำเนินการ (WIP) ตามบัฟเฟอร์ การส่งมอบตรงเวลา ผลผลิตรอบแรก เวลาในการเปลี่ยนงาน และการปฏิบัติตามกำหนดการ การศึกษาในอุตสาหกรรมแสดงให้เห็นอย่างสม่ำเสมอว่าการติดตามประสิทธิภาพแบบดิจิทัลช่วยปรับปรุงการติดตามผล เนื่องจากทีมสามารถเห็นการดำเนินการที่ยังไม่เสร็จสิ้นและแนวโน้มต่างๆ ได้แบบเรียลไทม์ แทนที่จะตรวจสอบข้อมูลที่ล้าสมัยในการประชุมรายเดือน ในแง่ของหลักการลีน แผนผังนี้จึงกลายเป็นจุดควบคุม ไม่ใช่แค่เครื่องมือวินิจฉัยเท่านั้น.
ลองพิจารณาโรงงานบรรจุอาหารที่พยายามปรับปรุงสายการผลิตซอส แผนผังปัจจุบันแสดงให้เห็นว่าระยะเวลานำส่งตั้งแต่ต้นจนจบอยู่ที่ 9 วัน โดยเกือบ 6 วันนั้นเสียไปกับการรอวัตถุดิบ ความล่าช้าในการตรวจสอบคุณภาพ และการจัดเตรียมสินค้าสำเร็จรูป หลังจากที่ทีมงานนำระบบควบคุมของซูเปอร์มาร์เก็ตและเวิร์กโฟลว์การตรวจสอบคุณภาพแบบดิจิทัลมาใช้ ระยะเวลานำส่งลดลงเหลือ 6.5 วันภายในแปดสัปดาห์ ในขณะที่รายการดำเนินการที่ค้างอยู่ลดลง 60% เนื่องจากเจ้าของได้รับการแจ้งเตือนอัตโนมัติและหัวหน้างานสามารถตรวจสอบสถานะตามสายการผลิตได้ นั่นคือความแตกต่างระหว่างแผนผังแบบคงที่และแผนผังที่ได้รับการจัดการ เครื่องมือ VSM ดิจิทัล สิ่งแวดล้อม.
สิ่งที่ทีมงานฝ่ายผลิตควรคาดหวังจากซอฟต์แวร์ VSM
หากคุณต้องการผลลัพธ์ที่ยั่งยืน ให้เลือก ซอฟต์แวร์ VSM แพลตฟอร์มดังกล่าวต้องสนับสนุนวงจรการปรับปรุงอย่างครบวงจร อย่างน้อยที่สุด แพลตฟอร์มควรช่วยคุณรวบรวมข้อมูลกระบวนการ สร้างแผนผังสถานะปัจจุบันและอนาคต มอบหมายการดำเนินการ ติดตามผลโดยอัตโนมัติ และรายงานความคืบหน้าในแดชบอร์ด สำหรับทีมปฏิบัติการ การเข้าถึงผ่านมือถือมีประโยชน์อย่างยิ่ง เนื่องจากวิศวกร หัวหน้างาน และเจ้าหน้าที่ฝ่ายคุณภาพสามารถอัปเดตข้อมูลการสังเกตการณ์ได้โดยตรงในพื้นที่การผลิต สิทธิ์การเข้าถึงตามบทบาทก็มีความสำคัญเช่นกันในโรงงานขนาดใหญ่ที่ฝ่ายผลิต วิศวกรรมอุตสาหกรรม ฝ่ายคุณภาพ และฝ่ายบริหารต้องการมุมมองที่แตกต่างกันของกระแสคุณค่าเดียวกัน.
ที่สุด ซอฟต์แวร์การทำแผนที่กระแสคุณค่า สำหรับภาคการผลิตนั้น ยังสอดคล้องกับขั้นตอนการดำเนินงานที่มีอยู่เดิม ควรเชื่อมโยงกับการติดตามไคเซ็น การแก้ปัญหาแบบ A3 การตรวจสอบกระบวนการแบบหลายระดับ และการทบทวน KPI เพื่อให้การปรับปรุงไม่เกิดขึ้นอย่างโดดเดี่ยว ในโรงงานผลิตชิ้นส่วนยานยนต์หรืออิเล็กทรอนิกส์ที่มีหลายสายการผลิต วิธีนี้จะช่วยให้คุณสามารถกำหนดมาตรฐานวิธีการวิเคราะห์กระแสคุณค่าทั่วทั้งโรงงาน ในขณะที่ยังคงปรับแบบฟอร์มและขั้นตอนการทำงานให้เข้ากับกระบวนการของแต่ละโรงงาน กล่าวอีกนัยหนึ่งคือ การเลือกสิ่งที่เหมาะสม เครื่องมือสร้างแผนผังสายงานคุณค่าสำหรับการผลิต ควรช่วยคุณสร้างแผนที่ ดำเนินแผนปรับปรุง และรักษาผลลัพธ์ที่ดีไว้ได้ในระยะยาวหลังจากที่การอบรมเชิงปฏิบัติการสิ้นสุดลง.
สิ่งที่ควรพิจารณาในการเลือกซอฟต์แวร์ VSM สำหรับทีมงานฝ่ายผลิต
ไม่ใช่ทั้งหมด ซอฟต์แวร์ VSM ถูกสร้างขึ้นเพื่อการผลิต เครื่องมือบางอย่างอนุญาตให้คุณวาดได้เพียงกล่อง ลูกศร และไอคอน ซึ่งมีประโยชน์สำหรับเวิร์กช็อป แต่มีข้อจำกัดเมื่อกิจกรรมไคเซ็นสิ้นสุดลง หากเป้าหมายของคุณคือการลดระยะเวลานำ ลดเวลารอคอย และรักษาผลกำไรอย่างยั่งยืนทั่วทั้งสายการผลิตหรือโรงงาน คุณต้องการมากกว่าแอปวาดแผนภาพ คุณต้องการ... ซอฟต์แวร์การทำแผนที่กระแสคุณค่า แพลตฟอร์มที่เชื่อมโยงแผนที่เข้ากับข้อมูลจริง การดำเนินการ และความรับผิดชอบในสายการผลิต.
คำถามที่ดีในการเลือกซื้อเครื่องมือคือ: เครื่องมือนี้ช่วยทีมของคุณบันทึกสถานะปัจจุบันเท่านั้น หรือช่วยคุณจัดการสถานะในอนาคตเมื่อการทำงานเปลี่ยนแปลงไปทุกสัปดาห์? ในโรงงานหลายแห่ง แผนผังแรกถูกสร้างขึ้นระหว่างการประชุมเชิงปฏิบัติการแบบลีน แต่ภายใน 30 วัน แผนผังนั้นก็ล้าสมัยไปแล้ว เนื่องจากเวลาในการผลิตเปลี่ยนแปลง การเปลี่ยนกะเพิ่มขึ้น หรือปัญหาคอขวดเคลื่อนตัวไปยังต้นน้ำ นั่นคือเหตุผลที่เครื่องมือที่มีประสิทธิภาพจึงมีความสำคัญ ดิจิทัล VSM ความสามารถเป็นสิ่งสำคัญ ระบบที่ดีที่สุดจะเปลี่ยนแผนที่แบบคงที่ให้กลายเป็นบันทึกการปฏิบัติงานที่มีชีวิตชีวา.
สร้างแผนที่การทำงานได้ง่ายสำหรับทีมงานข้ามสายงาน
ข้อกำหนดแรกยังคงเป็นเรื่องที่ใช้งานง่าย เครื่องมือ VSM ดิจิทัล แพลตฟอร์มควรทำให้ผู้จัดการแบบลีน วิศวกรอุตสาหกรรม ผู้ควบคุมการผลิต และทีมควบคุมคุณภาพ สามารถสร้างแผนผังสถานะปัจจุบันและสถานะในอนาคตได้อย่างง่ายดาย โดยไม่ต้องพึ่งพาฝ่ายไอทีหรือนักออกแบบเฉพาะทาง สัญลักษณ์ VSM มาตรฐาน การจัดวางแบบลากและวาง กล่องกระบวนการ กล่องข้อมูล สามเหลี่ยมสินค้าคงคลัง การไหลของข้อมูล และการอ้างอิงเวลาการผลิต ควรสามารถกำหนดค่าได้อย่างง่ายดาย.
เรื่องนี้สำคัญเพราะการทำแผนที่กระแสคุณค่าส่วนใหญ่เกี่ยวข้องกับผู้คนจากฝ่ายงานต่างๆ ที่ต้องทำงานให้เร็ว ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนรถยนต์ที่กำลังทำแผนที่กระบวนการตั้งแต่การปั๊มขึ้นรูปไปจนถึงการประกอบ โดยมีฝ่ายซ่อมบำรุง ฝ่ายโลจิสติกส์ และฝ่ายคุณภาพอยู่ในห้องเดียวกัน หากซอฟต์แวร์ใช้งานยาก ทีมงานก็จะหันกลับไปใช้กระดานไวท์บอร์ดและสเปรดชีตแทน เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต แพลตฟอร์มเหล่านี้ช่วยลดความยุ่งยากในการตั้งค่า ทำให้ทีมสามารถมุ่งเน้นไปที่การจัดการขยะ ไม่ใช่การจัดรูปแบบ.
การบันทึกข้อมูลแบบเรียลไทม์แทนการทำงานซ้ำด้วยตนเอง
หนึ่งในความแตกต่างที่สำคัญที่สุดระหว่างเครื่องมือวาดภาพพื้นฐานกับเครื่องมือวาดภาพที่แท้จริง ซอฟต์แวร์ VSM คือการเก็บรวบรวมข้อมูล ในการตั้งค่าแบบแมนนวล ทีมงานจะรวบรวมข้อมูลเวลาการผลิต เวลาหยุดทำงาน สินค้าคงคลัง ของเสีย และเวลาเปลี่ยนกะลงบนกระดาษ จากนั้นป้อนข้อมูลลงใน Excel อีกครั้ง แล้วอัปเดตแผนผังด้วยตนเอง ซึ่งทำให้เกิดความล่าช้าและข้อผิดพลาด โดยเฉพาะอย่างยิ่งเมื่อมีการติดตามหลายสายการผลิตพร้อมกัน ระบบที่มีประสิทธิภาพมากขึ้นจึงเป็นสิ่งจำเป็น เครื่องมือวิเคราะห์ VSM ช่วยให้ทีมสามารถบันทึกข้อมูลกระบวนการได้โดยตรงจากแบบฟอร์ม แท็บเล็ต หรืออุปกรณ์เคลื่อนที่ และป้อนข้อมูลเหล่านั้นลงในแผนที่หรือบันทึกที่เกี่ยวข้องได้.
สิ่งนี้มีประโยชน์อย่างยิ่งในอุตสาหกรรมอิเล็กทรอนิกส์และการผลิตอาหาร ซึ่งสภาพแวดล้อมเปลี่ยนแปลงไปตามกะการทำงาน ประเภทของสินค้า หรือการจัดสรรผู้ปฏิบัติงาน ตัวอย่างเช่น ในโรงงานบรรจุอาหาร การหยุดทำงานของเครื่องบรรจุในระหว่างกะการทำงานอาจทำให้เวลาในการรอเปลี่ยนไปเป็นการบรรจุขั้นที่สองและการจัดเรียงสินค้าบนพาเลท หากผู้ปฏิบัติงานหรือหัวหน้าสายงานสามารถบันทึกสาเหตุของการหยุดทำงานและข้อมูลผลผลิตแบบเรียลไทม์ แผนผังกระแสคุณค่าจะสะท้อนถึงข้อจำกัดที่แท้จริง แทนที่จะเป็นข้อสันนิษฐานจากการประชุมเชิงปฏิบัติการเมื่อเดือนที่แล้ว ซึ่งทำให้ทีมปรับปรุงอย่างต่อเนื่องมีพื้นฐานที่น่าเชื่อถือมากขึ้นสำหรับการปรับปรุง.
มีระบบวัดผลในตัวสำหรับวิเคราะห์ระยะเวลารอคอย ระยะเวลาการผลิต และของเสีย
ที่เหมาะสม ซอฟต์แวร์การทำแผนที่กระแสคุณค่า โซลูชันควรช่วยให้ทีมวิเคราะห์ประสิทธิภาพ ไม่ใช่แค่แสดงภาพกระบวนการ อย่างน้อยที่สุด คุณควรจะสามารถติดตามเวลาในการผลิตแต่ละรอบ เวลานำส่ง เวลาที่รอคอย สินค้าคงคลังระหว่างการผลิต เวลาเปลี่ยนงาน ผลผลิตรอบแรก เวลาการทำงาน และกำลังคนในแต่ละขั้นตอนได้ หากตัวเลขเหล่านั้นอยู่นอกเครื่องมือในไฟล์แยกต่างหาก แผนผังของคุณก็จะกลายเป็นเพียงภาพรวมที่ขาดความลึกซึ้งในการวิเคราะห์.
สำหรับทีมที่เน้นความคล่องตัว นี่คือจุดสำคัญอย่างแท้จริง เครื่องมือวิเคราะห์ VSM มันคุ้มค่ากับการลงทุน การศึกษาในภาคการผลิตต่างๆ แสดงให้เห็นอย่างสม่ำเสมอว่า การรอคอย การขนส่ง และสินค้าคงคลังส่วนเกิน สามารถคิดเป็นสัดส่วนใหญ่ของเวลาที่ไม่ก่อให้เกิดมูลค่าเพิ่ม และในโรงงานหลายแห่ง เวลานำส่งทั้งหมดมักจะสูงกว่าเวลาสัมผัสจริงมาก แพลตฟอร์มดิจิทัลควรทำให้ช่องว่างเหล่านี้ปรากฏให้เห็น เพื่อให้ทีมงานสามารถจัดลำดับความสำคัญของการสูญเสียที่ใหญ่ที่สุดก่อน ซึ่งมีประโยชน์มากกว่าแผนที่ที่ดูดีแต่ไม่มีเกณฑ์วัดที่ชัดเจน.
การใช้ระบบอัตโนมัติในกระบวนการทำงานเพื่อเปลี่ยนผลการค้นพบให้เป็นการลงมือปฏิบัติ
จุดอ่อนที่พบบ่อยในการทำแผนที่กระแสคุณค่าคือการติดตามผล ทีมงานระบุแนวทางการปรับปรุง 15-30 ข้อในระหว่างการประชุมเชิงปฏิบัติการ แต่ความรับผิดชอบไม่ชัดเจน กำหนดเวลาเลื่อนออกไป และแผนที่ก็ไม่ได้รับการอัปเดต นี่คือเหตุผลว่าทำไม ซอฟต์แวร์ VSM ควรมีการทำงานอัตโนมัติของเวิร์กโฟลว์เพื่อติดตามการดำเนินการ การแจ้งเตือน การยกระดับปัญหา และการเปลี่ยนแปลงสถานะ.
สมมติว่าโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ระบุปัญหาหลักสามประการในแผนงานในอนาคต ได้แก่ ความล่าช้าในการตั้งค่าเครื่องป้อนวัสดุ การขาดแคลนวัสดุขาเข้า และเวลาการกักเก็บคุณภาพที่มากเกินไป หากแต่ละปัญหาถูกติดตามเป็นขั้นตอนการดำเนินการที่มีผู้รับผิดชอบ วันครบกำหนด เส้นทางการอนุมัติ และสถานะความคืบหน้า ผู้จัดการแบบลีนจะสามารถเห็นได้ว่าการปรับปรุงใดกำลังดำเนินไปและส่วนใดติดขัด นี่คือความแตกต่างที่สำคัญระหว่างวิธีการพื้นฐานกับวิธีการแบบลีน ดิจิทัล VSM บอร์ดและระบบที่สนับสนุนการดำเนินการปรับปรุงอย่างต่อเนื่อง ในทางปฏิบัติ นี่คือวิธีที่ทีมต่างๆ หลีกเลี่ยงปัญหาทั่วไปที่ผลลัพธ์ของไคเซ็นจางหายไปภายในไม่กี่สัปดาห์.
การทำงานร่วมกันและการควบคุมเวอร์ชันระหว่างทีมและไซต์ต่างๆ
กระบวนการสร้างมูลค่าในกระบวนการผลิตนั้นแทบจะไม่เกิดขึ้นภายในแผนกเดียว การจัดซื้อส่งผลต่อความพร้อมของวัสดุ การบำรุงรักษาส่งผลต่อเวลาการทำงาน คุณภาพส่งผลต่อการปล่อยสินค้า และแนวทางการจัดการคลังสินค้าส่งผลต่อการเติมสินค้า ฝ่ายที่เหมาะสมควรเลือกฝ่ายที่ถูกต้อง ซอฟต์แวร์การทำแผนที่กระแสคุณค่า ควรสนับสนุนการทำงานร่วมกันของผู้ใช้หลายคน การแสดงความคิดเห็น การเข้าถึงร่วมกัน และการควบคุมเวอร์ชัน เพื่อให้ทีมสามารถทำงานบนแหล่งข้อมูลที่ถูกต้องเพียงแหล่งเดียว.
สิ่งนี้ยิ่งมีความสำคัญมากขึ้นสำหรับการดำเนินงานในระดับภูมิภาคที่มีโรงงานมากกว่าหนึ่งแห่ง ผู้จัดการฝ่ายลีนที่ดูแลโรงงานอิเล็กทรอนิกส์สองแห่งในมาเลเซียและอีกหนึ่งแห่งในประเทศไทย อาจต้องการเปรียบเทียบกระบวนการ SMT หรือการประกอบขั้นสุดท้ายที่คล้ายคลึงกันระหว่างโรงงานต่างๆ หากแผนผังแต่ละแผนผังอยู่ใน PowerPoint หรือบนแล็ปท็อปในพื้นที่ การสร้างมาตรฐานแทบจะเป็นไปไม่ได้เลย การเชื่อมต่อกันจึงเป็นสิ่งสำคัญ เครื่องมือ VSM ดิจิทัล สภาพแวดล้อมดังกล่าวทำให้การเปรียบเทียบแผนที่สถานะปัจจุบัน การคัดลอกแม่แบบแนวปฏิบัติที่ดีที่สุด และการจัดลำดับความสำคัญในการปรับปรุงให้สอดคล้องกันในสถานที่ต่างๆ ทำได้ง่ายขึ้น.
แดชบอร์ดที่แสดงให้เห็นว่าสถานะในอนาคตนั้นได้ผลหรือไม่
แผนที่แสดงสถานะในอนาคตจะมีคุณค่าก็ต่อเมื่อคุณสามารถวัดได้ว่าสถานะในอนาคตนั้นกำลังบรรลุผลจริงหรือไม่ นั่นคือเหตุผลที่แดชบอร์ดมีความสำคัญ ดีมาก ซอฟต์แวร์ VSM ควรช่วยให้คุณเห็นภาพตัวชี้วัดสำคัญ เช่น การลดระยะเวลานำส่ง แนวโน้มสินค้าคงคลังระหว่างการผลิต การดำเนินการปรับปรุงให้เสร็จตรงเวลา การเกิดซ้ำของปัญหาคอขวด และความเสถียรของกระบวนการตามสายการผลิตหรือกลุ่มผลิตภัณฑ์.
ตัวอย่างเช่น หากโรงงานตั้งเป้าหมายที่จะลดระยะเวลาตั้งแต่การสั่งซื้อจนถึงการจัดส่งจาก 12 วันเหลือ 8 วัน แดชบอร์ดควรแสดงความคืบหน้าเป็นรายสัปดาห์ ไม่ใช่แค่หลังจากการตรวจสอบรายไตรมาสครั้งถัดไป ในโรงงานหลายแห่ง ผู้บริหารระดับสูงสนับสนุนหลักการลีน แต่ต้องการหลักฐานที่เป็นรูปธรรม แดชบอร์ดที่เชื่อมต่อกับระบบของคุณ ดิจิทัล VSM การบันทึกข้อมูลอย่างเป็นระบบทำให้แสดงผลตอบแทนจากการลงทุน (ROI) ได้ง่ายขึ้น ไม่ว่าจะเป็นสินค้าคงคลังที่ลดลง ผลผลิตที่สูงขึ้น หรือการสูญเสียระหว่างการเปลี่ยนกะที่ลดลง ระดับความโปร่งใสเช่นนี้เองที่ช่วยให้ผู้นำด้านการปรับปรุงอย่างต่อเนื่องสามารถปกป้องงบประมาณและขยายโครงการที่ประสบความสำเร็จได้.
การเข้าถึงผ่านอุปกรณ์เคลื่อนที่สำหรับการตรวจสอบความถูกต้องในสายการผลิต
กิจกรรมการทำแผนที่จำนวนมากเกิดขึ้นที่หน้างานจริง ไม่ใช่ที่โต๊ะทำงานของคุณ เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต เครื่องมือที่ควรพิจารณาควรมีระบบการเข้าถึงผ่านอุปกรณ์เคลื่อนที่ เพื่อให้หัวหน้างาน วิศวกร และผู้ตรวจสอบสามารถอัปเดตข้อมูลการสังเกตการณ์ในพื้นที่การผลิตได้ หากเครื่องมือใช้งานได้ดีเฉพาะบนคอมพิวเตอร์ตั้งโต๊ะ การเก็บรวบรวมข้อมูลก็จะกลับไปใช้การจดบันทึกบนกระดาษและถอดความในภายหลัง.
สิ่งนี้มีประโยชน์อย่างยิ่งในการตรวจสอบสายการผลิต การศึกษาเวลา และการตรวจสอบกระบวนการแบบหลายระดับ ลองนึกภาพวิศวกรซ่อมบำรุงในโรงงานผลิตเครื่องดื่มที่พบปัญหาการหยุดทำงานเล็กๆ น้อยๆ ซ้ำๆ บนเครื่องติดฉลากระหว่างการตรวจสอบกะ ด้วยการเข้าถึงผ่านอุปกรณ์เคลื่อนที่ ปัญหาดังกล่าวสามารถบันทึกได้ทันที เชื่อมโยงกับขั้นตอนกระบวนการที่เกี่ยวข้อง และส่งต่อไปยังการติดตามผล ซึ่งจะทำให้กระแสคุณค่าเชื่อมโยงกับสภาพการทำงานจริง แทนที่จะเป็นการรายงานที่ล่าช้า.
การอนุมัติและการกำกับดูแลเพื่อการปรับปรุงมาตรฐาน
ในโรงงานผลิตขนาดใหญ่ การเปลี่ยนแปลงในอนาคตทุกอย่างไม่สามารถดำเนินการได้อย่างไม่เป็นทางการ การเปลี่ยนแปลงกระบวนการอาจต้องได้รับการอนุมัติจากฝ่ายปฏิบัติการ ฝ่ายคุณภาพ ฝ่ายวิศวกรรม หรือฝ่ายสิ่งแวดล้อม สุขภาพ และความปลอดภัย โดยเฉพาะอย่างยิ่งในสภาพแวดล้อมที่มีการควบคุมด้านอาหารและอิเล็กทรอนิกส์ จึงจำเป็นต้องมีการอนุมัติจากฝ่ายปฏิบัติการ ฝ่ายคุณภาพ ฝ่ายวิศวกรรม หรือฝ่ายสิ่งแวดล้อม สุขภาพ และความปลอดภัย ซอฟต์แวร์ VSM แพลตฟอร์มควรสนับสนุนขั้นตอนการอนุมัติเพื่อให้การเปลี่ยนแปลงที่เสนอผ่านขั้นตอนการตรวจสอบที่ถูกต้องก่อนนำไปใช้งาน.
เรื่องนี้มีความสำคัญต่อการควบคุมและการปฏิบัติตามกฎระเบียบมากพอๆ กับความเร็ว หากทีมต้องการเปลี่ยนแปลงความถี่ในการตรวจสอบ ขนาดสินค้าในซูเปอร์มาร์เก็ต หรือกฎการเติมวัสดุข้างสายการผลิต การตัดสินใจนั้นควรได้รับการบันทึกและตรวจสอบย้อนกลับได้ นั่นคือจุดที่ระบบที่สมบูรณ์ยิ่งขึ้นเข้ามามีบทบาท เครื่องมือวิเคราะห์ VSM มันไม่ใช่แค่การทำแผนที่ แต่เป็นส่วนหนึ่งของวิธีการที่องค์กรบริหารจัดการการเปลี่ยนแปลงแบบลีน ไม่ใช่แค่การแสดงภาพให้เห็นเท่านั้น.
การบูรณาการเข้ากับกระบวนการด้านคุณภาพ การบำรุงรักษา และการปรับปรุงอย่างต่อเนื่อง
มีค่ามากที่สุด ซอฟต์แวร์การทำแผนที่กระแสคุณค่า ซอฟต์แวร์นี้ไม่ได้ทำงานอย่างโดดเดี่ยว แต่ควรเชื่อมต่อกับกระบวนการที่เกี่ยวข้อง เช่น การจัดการข้อบกพร่อง การแก้ไขปัญหาอย่างทันท่วงที (CAPA) คำขอซ่อมบำรุง การตรวจสอบกระบวนการแบบหลายระดับ รายงาน A3 และการติดตามไคเซ็น ในภาคการผลิต ปัญหาด้านการไหลเวียนของงานมักไม่จำกัดอยู่แค่เพียงฝ่ายใดฝ่ายหนึ่ง ดังนั้นซอฟต์แวร์จึงควรสะท้อนความเป็นจริงนั้น.
ลองพิจารณาซัพพลายเออร์ชิ้นส่วนยานยนต์รายหนึ่งที่ประสบปัญหาคอขวดในกระบวนการผลิตเนื่องจากการสึกหรอของเครื่องมือและการปฏิเสธชิ้นงานแรกซ้ำๆ หากแผนผังสามารถเชื่อมโยงโดยตรงกับใบสั่งงานซ่อมบำรุงและบันทึกคุณภาพ ทีมงานจะมองเห็นสาเหตุที่แท้จริงได้ชัดเจนยิ่งขึ้น นี่คือจุดที่แพลตฟอร์มแบบไม่ต้องเขียนโค้ดอย่าง Jodoo มีประโยชน์: แทนที่จะใช้เครื่องมือหนึ่งสำหรับการทำแผนผัง อีกเครื่องมือหนึ่งสำหรับการติดตามการดำเนินการ และอีกเครื่องมือหนึ่งสำหรับการตรวจสอบ คุณสามารถสร้างเวิร์กโฟลว์ที่เชื่อมต่อกันรอบๆ กระแสคุณค่าได้โดยตรง ซึ่งทำให้ ดิจิทัล VSM ยั่งยืนกว่ามากในระยะยาว.
ความแตกต่างระหว่างซอฟต์แวร์วาดภาพและระบบ VSM ที่แท้จริง
แอปวาดแผนภาพแบบง่ายๆ ช่วยให้คุณเห็นภาพกระบวนการได้เพียงครั้งเดียว อย่างแท้จริง ซอฟต์แวร์ VSM แพลตฟอร์มนี้ช่วยให้คุณรวบรวมข้อมูล วิเคราะห์ความสูญเปล่า มอบหมายการดำเนินการ ติดตามการดำเนินการ และวัดผลว่าสถานะในอนาคตได้รับการรักษาไว้หรือไม่ ความแตกต่างนี้มีความสำคัญอย่างยิ่งสำหรับทีมลีนที่อยู่ภายใต้แรงกดดันในการแสดงผลลัพธ์ที่วัดได้ ไม่ใช่แค่การจัดเวิร์คช็อปเท่านั้น.
หากคุณกำลังประเมินเครื่องมือ อย่ามองแค่เพียงไลบรารีสัญลักษณ์และตัวเลือกการจัดวาง ให้ถามว่าระบบรองรับข้อมูลแบบเรียลไทม์ เวิร์กโฟลว์ แดชบอร์ด การใช้งานบนมือถือ การอนุมัติ และการบูรณาการกับกระบวนการผลิตประจำวันหรือไม่ เครื่องมือที่ดีที่สุด ซอฟต์แวร์การทำแผนที่กระแสคุณค่า ไม่ได้หยุดอยู่แค่การจัดทำเอกสารเท่านั้น แต่ยังช่วยให้ทีมของคุณเปลี่ยนการทำแผนที่ให้เป็นระบบปฏิบัติการที่ทำซ้ำได้เพื่อการปรับปรุงอย่างต่อเนื่อง.
Jodoo เปลี่ยนการทำแผนที่กระแสคุณค่าดิจิทัลให้เป็นการดำเนินการเชิงปฏิบัติการได้อย่างไร
ที่สุด ซอฟต์แวร์ VSM ช่วยให้คุณบันทึกสถานะปัจจุบันและออกแบบสถานะในอนาคตที่ดีขึ้น ความท้าทายที่แท้จริงเริ่มต้นหลังจากเวิร์กช็อปนั้นสิ้นสุดลง ในโรงงานหลายแห่ง แผนผังกระแสคุณค่าจะถูกบันทึกเป็นไฟล์ PDF รายการดำเนินการจะอยู่ใน Excel และการติดตามผลจะเกิดขึ้นผ่านอีเมล ข้อความ WhatsApp หรือบันทึกการประชุมกะ การขาดการเชื่อมต่อนี้เองที่เป็นเหตุผลว่าทำไมทีมลีนหลายทีมจึงประสบปัญหาในการรักษาผลลัพธ์ที่ดีไว้ได้หลังจากกิจกรรมไคเซ็นหรือการออกแบบกระแสคุณค่าใหม่.
Jodoo มันแตกต่างออกไปเพราะมันทำงานได้มากกว่านั้น ซอฟต์แวร์การทำแผนที่กระแสคุณค่า. Jodoo ช่วยให้ผู้ผลิตสามารถเปลี่ยนข้อมูลเชิงลึกจากการทำแผนที่ให้เป็นขั้นตอนการทำงานประจำวัน การกำหนดการดำเนินการ ขั้นตอนการอนุมัติ บันทึกการตรวจสอบ และแดชบอร์ด KPI ได้โดยไม่ต้องเขียนโค้ด แทนที่จะหยุดอยู่แค่การวิเคราะห์ ทีมงานสามารถใช้ Jodoo เพื่อสร้างระบบที่เชื่อมต่อกันซึ่งเชื่อมโยงการวางแผนแบบลีนกับการดำเนินการในด้านการผลิต คุณภาพ การบำรุงรักษา และการประสานงานกับซัพพลายเออร์.
จาก VSM ดิจิทัล สู่เวิร์กโฟลว์ที่นำไปปฏิบัติได้จริง
ดี ดิจิทัล VSM ระบบควรแสดงให้เห็นว่ามีของเสียอยู่ที่ใด แต่ระบบที่มีประสิทธิภาพควรสามารถกระตุ้นให้เกิดขั้นตอนต่อไปได้ด้วย.
เรื่องนี้สำคัญเพราะวินัยในการปฏิบัติงานมักเป็นจุดที่โครงการลีนล้มเหลว จากการศึกษาในอุตสาหกรรมพบว่ามากถึง... แผนปฏิบัติการเพื่อการปรับปรุง 60% ถึง 70% เริ่มชะลอตัวลงหลังจากเวิร์คช็อปช่วงแรก เมื่อความรับผิดชอบและการติดตามผลไม่ชัดเจน Jodoo ช่วยให้ทีมลดการสูญเสียข้อมูลลงได้โดยการเปลี่ยนผลการวิเคราะห์กระแสคุณค่าให้เป็นเวิร์กโฟลว์ที่มีโครงสร้าง ปัญหาคอขวด ความล่าช้า หรือรูปแบบข้อบกพร่องแต่ละอย่างที่ระบุในแผนผังสามารถเชื่อมโยงกับบันทึกแบบเรียลไทม์แทนที่จะเป็นบันทึกคงที่.
สร้างเครื่องมือวิเคราะห์กระแสคุณค่า (Value Stream Mapping) สำหรับภาคการผลิตโดยไม่ต้องพึ่งพาฝ่ายไอทีมากนัก
ผู้ผลิตจำนวนมากไม่ต้องการแอปพลิเคชันที่แข็งทื่ออีกต่อไปแล้ว ซึ่งมีแม่แบบตายตัวและวงจรการใช้งานที่ยาวนาน พวกเขาต้องการ... เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต ทีมต่างๆ สามารถปรับให้เข้ากับตรรกะการกำหนดเส้นทาง การอนุมัติ การจัดวางโรงงาน และความต้องการด้านการรายงานของตนเองได้ แพลตฟอร์มแบบไม่ต้องเขียนโค้ดของ Jodoo ช่วยให้ผู้จัดการแบบลีน วิศวกร IE และผู้นำด้านการดำเนินงานสามารถกำหนดค่าแบบฟอร์ม แอป และเวิร์กโฟลว์ได้โดยไม่ต้องรอการพัฒนาแบบกำหนดเองเป็นเวลาหลายเดือน.
ความยืดหยุ่นดังกล่าวมีประโยชน์อย่างยิ่งในสภาพแวดล้อมที่มีหลายแผนก ตัวอย่างเช่น ผู้ผลิตชิ้นส่วนอิเล็กทรอนิกส์อาจต้องการเวิร์กโฟลว์หนึ่งสำหรับปัญหาคอขวดในสายการผลิต SMT อีกเวิร์กโฟลว์หนึ่งสำหรับปัญหาการขาดแคลนซัพพลายเออร์ และอีกเวิร์กโฟลว์หนึ่งสำหรับปัญหาการหยุดทำงานของเตาอบรีโฟลว์ที่ส่งผลต่อการปฏิบัติตามจังหวะการผลิต ด้วย Jodoo แต่ละทีมสามารถกำหนดมาตรฐานกระบวนการของตนเองได้ ในขณะที่ยังคงป้อนข้อมูลลงในแดชบอร์ดส่วนกลาง ทำให้แพลตฟอร์มนี้ใช้งานได้จริงทั้งสำหรับโครงการนำร่องในไซต์เดียวและการใช้งานในหลายโรงงาน.
เชื่อมโยงผลการวิเคราะห์ VSM เข้ากับกระบวนการผลิต คุณภาพ และการบำรุงรักษา
จุดอ่อนอย่างหนึ่งของระบบแบบสแตนด์อะโลน เครื่องมือวิเคราะห์ VSM ข้อเสียของแพลตฟอร์มคือมักจะหยุดอยู่ที่การแสดงผล ในโรงงานจริง ๆ แล้ว ของเสียแทบจะไม่เคยเป็นของแผนกใดแผนกหนึ่งเท่านั้น ระยะเวลารอคอยที่ยาวนานอาจเกิดจากความล่าช้าในการจัดเตรียมวัสดุ การชำรุดของเครื่องจักร ปัญหาผลผลิตในรอบแรก หรือความผันแปรในการส่งมอบจากซัพพลายเออร์ หากระบบของคุณไม่สามารถเชื่อมต่อฟังก์ชันเหล่านี้ได้ แผนงานในอนาคตของคุณก็จะยังไม่สมบูรณ์.
Jodoo ช่วยเชื่อมโยงฟังก์ชันเหล่านั้นเข้าด้วยกันในสภาพแวดล้อมการทำงานเดียว พบปัญหาคอขวดระหว่าง การวิเคราะห์ VSM ปัญหาที่เกิดขึ้นอาจนำไปสู่คำขอซ่อมบำรุง การตรวจสอบคุณภาพ หรือกระบวนการติดตามซัพพลายเออร์ ขึ้นอยู่กับสาเหตุที่แท้จริง ตัวอย่างเช่น ในโรงงานผลิตอาหาร แผนที่อาจแสดงเวลาที่ต้องรอ ก่อนการบรรจุภัณฑ์ ซึ่งเกิดจากความล้มเหลวในการตรวจสอบการปิดผนึกซ้ำๆ แทนที่จะเพียงแค่ระบุปัญหาบนแผนที่ Jodoo สามารถส่งต่อการดำเนินการแก้ไขไปยังฝ่ายคุณภาพ กระตุ้นการตรวจสอบยืนยันในสายการผลิต และแสดงแนวโน้มความล้มเหลวที่เกิดขึ้นซ้ำๆ บนแดชบอร์ดสำหรับผู้จัดการฝ่ายผลิตได้.
เปลี่ยนโอกาสในการปรับปรุงให้เป็นการดำเนินการแก้ไขที่สามารถตรวจสอบได้
ทีม Lean มักรู้ว่าอะไรที่ต้องปรับปรุง แต่ไม่รู้ว่าการดำเนินการนั้นเสร็จสิ้นตรงเวลาหรือไม่ นั่นคือจุดที่... เครื่องมือ VSM ดิจิทัล วิธีการนี้มีคุณค่ามากกว่าแอปพลิเคชันการทำแผนที่แบบคงที่ ใน Jodoo คุณสามารถสร้างเวิร์กโฟลว์การแก้ไขปัญหาโดยมีผู้รับผิดชอบที่ชัดเจน กำหนดเวลา กฎการยกระดับ รูปภาพประกอบ บันทึกการอนุมัติ และการมองเห็นสถานะข้ามแผนกได้.
ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ แผนผังกระบวนการผลิตอาจแสดงให้เห็นถึงการรอคอยซ้ำๆ ในขั้นตอนการทดสอบขั้นสุดท้าย เนื่องจากการวิเคราะห์ความล้มเหลวยังคงดำเนินการแบบออฟไลน์ ด้วย Jodoo ทีมงานสามารถบันทึกปัญหาแต่ละรายการ แนบภาพข้อบกพร่อง มอบหมายการตรวจสอบทางวิศวกรรม และกำหนดให้หัวหน้างานลงนามอนุมัติก่อนปิดงาน หากการดำเนินการใดๆ ยังคงค้างอยู่หลังจากวันที่กำหนด กระบวนการทำงานสามารถส่งต่อไปยังหัวหน้างานฝ่ายผลิตหรือผู้จัดการฝ่ายปรับปรุงอย่างต่อเนื่องได้โดยอัตโนมัติ ซึ่งจะสร้างความรับผิดชอบที่กระบวนการติดตามผลแบบใช้สเปรดชีตมักทำไม่ได้.
ใช้แดชบอร์ดแบบเรียลไทม์เพื่อพิสูจน์ผลตอบแทนจากการลงทุนแบบลีน (Lean ROI)
หนึ่งในปัญหาใหญ่ที่สุดสำหรับผู้นำแบบลีนคือการพิสูจน์ว่ากิจกรรมการปรับปรุงนั้นส่งผลลัพธ์ทางธุรกิจที่วัดผลได้ Jodoo แก้ปัญหานี้โดยการผสานการดำเนินการเวิร์กโฟลว์เข้ากับแดชบอร์ดแบบเรียลไทม์ เมื่อการดำเนินการ ความล่าช้า ข้อบกพร่อง และการอนุมัติถูกบันทึกในระบบแล้ว ทีมงานสามารถมองเห็นภาพรวมของการลดระยะเวลานำ การอัตราการปิดงาน ปัญหาคอขวดที่เกิดขึ้นซ้ำๆ สาเหตุของการหยุดทำงาน และการปฏิบัติตามกระบวนการได้ในมุมมองเดียว.
ตัวอย่างเช่น แดชบอร์ดการประสานงานซัพพลายเออร์สามารถแสดงให้เห็นว่ามีปัญหาวัสดุล่าช้าจำนวนเท่าใดที่เชื่อมโยงกับซัพพลายเออร์รายใดรายหนึ่ง ใช้เวลานานแค่ไหนในการแก้ไขปัญหาแต่ละครั้ง และคำสั่งผลิตใดได้รับผลกระทบ ผู้จัดการโรงงานไม่จำเป็นต้องรอการนำเสนอรายเดือนเพื่อดูว่าการออกแบบในอนาคตนั้นได้ผลหรือไม่ นี่คือจุดที่ Jodoo กลายเป็นมากกว่าแค่เครื่องมือจัดการวัสดุ ซอฟต์แวร์การทำแผนที่กระแสคุณค่า ตัวเลือกนี้จะกลายเป็นชั้นการจัดการเพื่อรักษาความยั่งยืนของการปรับปรุงที่ระบุไว้ในแผนที่.
เหมาะสมอย่างยิ่งสำหรับผู้ผลิตที่ดำเนินงานแบบลีนในระดับอุตสาหกรรม
Jodoo มีประโยชน์อย่างยิ่งสำหรับผู้ผลิตที่เติบโตเกินกว่าการใช้แบบฟอร์มกระดาษ โปรแกรมติดตามใน Excel และไฟล์งานเฉพาะกิจในโรงงานแล้ว หากคุณจัดการสายการผลิตหลายสาย กะการทำงานหลายกะ หรือมากกว่าหนึ่งสถานที่ ปัญหาโดยทั่วไปมักไม่ใช่การไม่รู้จักหลักการลีน แต่ปัญหาคือการบังคับใช้การติดตามผลอย่างสม่ำเสมอ Jodoo ช่วยให้ทีมมีวิธีการที่สามารถปรับแต่งได้เพื่อกำหนดมาตรฐานวิธีการบันทึก มอบหมาย ตรวจสอบ และรายงานปัญหาในกระแสคุณค่าโดยไม่ต้องพึ่งพาฝ่ายไอทีมากนัก.
นั่นทำให้มันเหมาะสมอย่างยิ่งสำหรับบริษัทที่ต้องการ ดิจิทัล VSM แนวทางนี้เชื่อมโยงกับการจัดการในชีวิตประจำวัน ไม่ว่าคุณจะกำลังวางแผนผังสายการผลิตในอุตสาหกรรมยานยนต์ กระบวนการประกอบแผงวงจรพิมพ์ (PCB) ในอุตสาหกรรมอิเล็กทรอนิกส์ หรือสายการบรรจุภัณฑ์ในอุตสาหกรรมอาหาร Jodoo ช่วยแปลงข้อมูลเชิงลึกให้เป็นการดำเนินการที่ทำซ้ำได้ สำหรับผู้จัดการแบบลีนและผู้อำนวยการฝ่ายปฏิบัติการ นั่นคือความแตกต่างที่แท้จริงระหว่างการวางแผนผังกระแสคุณค่าและการปรับปรุงกระแสคุณค่าเหล่านั้นอย่างแท้จริง.
ตัวอย่างการใช้งาน: การใช้ VSM ดิจิทัลเพื่อปรับปรุงกระบวนการผลิตและติดตามผลอย่างต่อเนื่องตามแนวทางไคเซ็น
ในโรงงานผลิตชิ้นส่วนยานยนต์ที่ผลิตโครงยึดแบบปั๊มขึ้นรูปและชิ้นส่วนประกอบแบบเชื่อมให้กับลูกค้าระดับ Tier 1 ผู้จัดการฝ่ายผลิตกำลังเผชิญกับปัญหาการส่งมอบสินค้าล่าช้าซ้ำแล้วซ้ำเล่าในกลุ่มผลิตภัณฑ์หนึ่ง แม้ว่าอัตราการใช้กำลังการผลิตจะดูดีในทางทฤษฎีก็ตาม ทีมงานด้านลีนได้จัดเวิร์คช็อปการทำแผนที่กระแสคุณค่าและพบปัญหาที่คุ้นเคยอย่างรวดเร็ว นั่นคือ แผนที่สถานะปัจจุบันถูกเขียนลงบนผนัง ถ่ายรูป แล้วก็ถูกลืมไปในที่สุด โดยรายการดำเนินการกระจัดกระจายอยู่ในไฟล์ Excel ข้อความ WhatsApp และสมุดบันทึกของผู้ควบคุมงาน.
นี่คือที่นี่ ซอฟต์แวร์ VSM เปลี่ยนผลลัพธ์ แทนที่จะมองแผนที่เป็นผลลัพธ์จากการประชุมเชิงปฏิบัติการเพียงครั้งเดียว ทีมงานกลับใช้มัน ดิจิทัล VSM ในฐานะบันทึกการดำเนินงานแบบเรียลไทม์ที่เชื่อมโยงข้อมูลกระบวนการ ปัญหาคอขวด ผู้รับผิดชอบ และกำหนดเวลาไว้ในที่เดียว ผลลัพธ์ที่ได้ไม่ใช่แค่แผนผังที่ชัดเจนขึ้น แต่เป็นระบบที่โรงงานสามารถนำไปใช้เพื่อปรับปรุงการไหลเวียนของงานและรักษาการดำเนินการแบบไคเซ็นได้อย่างยั่งยืนในระยะยาว.
สถานการณ์ในโรงงาน: ความล่าช้าที่ซ่อนอยู่ระหว่างกระบวนการต่างๆ
ในกรณีนี้ ผลิตภัณฑ์จะผ่านกระบวนการตัดขึ้นรูป การปั๊ม การลบคม การเชื่อม การตรวจสอบ และการบรรจุหีบห่อ บนกระดานไวท์บอร์ด กระบวนการดูตรงไปตรงมา โดยมีเวลาในการประมวลผลทั้งหมดน้อยกว่า 12 นาทีต่อหน่วย แต่เมื่อทีมได้ใช้... ซอฟต์แวร์การทำแผนที่กระแสคุณค่า เมื่อพิจารณาจากเวลาการรอคิวจริง เวลาเครื่องจักรหยุดทำงาน ผลผลิตรอบแรก และความล่าช้าในการอนุมัติการตัดสินใจแก้ไขงาน ภาพรวมก็เปลี่ยนไป.
ปัญหาใหญ่ที่สุดไม่ใช่ความเร็วในการกลึงหรือประสิทธิภาพแรงงาน แต่เป็นเวลาที่ต้องรอคอยระหว่างการเชื่อมและการตรวจสอบขั้นสุดท้าย ซึ่งชิ้นงานมักจะถูกทิ้งไว้ 6 ถึง 10 ชั่วโมงก่อนที่จะได้รับการอนุมัติให้ผ่านการตรวจสอบคุณภาพ นอกจากนี้ การอนุมัติการแก้ไขงานที่มีข้อบกพร่องด้านขนาดต้องใช้การโทรศัพท์หลายครั้งและการลงนามในเอกสาร ซึ่งเพิ่มเวลาอีก 2 ถึง 4 ชั่วโมงก่อนที่ชิ้นส่วนจะสามารถดำเนินการต่อไปได้.
ทีมงานนำเครื่องวัดรอบการทำงานแบบดิจิทัล (Digital VSM) มาใช้ในสายการผลิตอย่างไร
การใช้ เครื่องมือ VSM ดิจิทัล ในขั้นตอนการทำงาน วิศวกร IE ได้สร้างแผนผังสถานะปัจจุบันที่มีช่องข้อมูลที่เชื่อมโยงกันสำหรับเวลาในการผลิต เวลาเปลี่ยนกะ เวลาการทำงานต่อเนื่อง สินค้าคงคลังระหว่างการผลิต อัตราของเสีย และการไหลของข้อมูล หัวหน้างานอัปเดตปริมาณคิวจากแท็บเล็ตในระหว่างกะทำงานแต่ละครั้ง ในขณะที่ผู้ตรวจสอบคุณภาพป้อนรหัสข้อบกพร่องและเวลาปล่อยสินค้าโดยตรงจากพื้นที่ตรวจสอบ ทำให้แผนผังเปลี่ยนจากเครื่องมือคงที่ไปเป็นเครื่องมือในการตัดสินใจประจำวัน.
เพราะว่า เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต ทีมที่ได้รับการคัดเลือกจะเชื่อมโยงกับแบบฟอร์ม ขั้นตอนการทำงาน และแดชบอร์ด ทุกช่องว่างบนแผนที่สามารถกลายเป็นงานปรับปรุงที่ได้รับมอบหมายได้ทันที ตัวอย่างเช่น ปัญหาคอขวดในการเชื่อมถูกมอบหมายให้หัวหน้างานฝ่ายผลิต ในขณะที่ความล่าช้าในการปล่อยผลิตภัณฑ์ที่มีคุณภาพตกเป็นของผู้จัดการฝ่ายควบคุมคุณภาพ โดยมีกำหนดวันแล้วเสร็จและกฎการยกระดับปัญหา แทนที่จะจบกิจกรรมไคเซ็นด้วยภาพถ่ายของกระดาษโน้ตแปะไว้ โรงงานก็มีผู้รับผิดชอบที่มองเห็นได้ชัดเจน มีการประทับเวลา และการติดตามสถานะสำหรับทุกรายการติดตามผล.
สิ่งที่การวิเคราะห์ VSM เปิดเผย
ทีม เครื่องมือวิเคราะห์ VSM พบสาเหตุที่ชัดเจนสามประการของการไหลเวียนที่ไม่ดี ประการแรก การอนุมัติการตรวจสอบดำเนินการเป็นกระบวนการแบบเป็นชุด แม้ว่าการเชื่อมในขั้นตอนต้นน้ำจะเปลี่ยนไปใช้ขนาดล็อตที่เล็กลงแล้วก็ตาม ประการที่สอง การจัดการงานซ่อมขึ้นอยู่กับวิศวกรเพียงคนเดียวซึ่งไม่ได้อยู่ประจำกะตลอดเวลา ประการที่สาม ไม่มีระบบแจ้งเตือนแบบเรียลไทม์เมื่อปริมาณงานระหว่างการเชื่อมและการตรวจสอบเกินระยะเวลาสำรองมาตรฐาน.
ผลการค้นพบเหล่านี้มีความสำคัญ เพราะความล่าช้าในการผลิตมักเกิดจากสาเหตุเชิงบริหาร ไม่ใช่แค่ปัญหาทางกลไก การศึกษาในอุตสาหกรรมแสดงให้เห็นอย่างสม่ำเสมอว่า เวลาในการผลิตจริงมีเพียงส่วนน้อยของเวลานำส่งทั้งหมด ในขณะที่เวลามากกว่า 901,000 นาที อาจเป็นเวลารอคอย การขนส่ง การเข้าคิว และการแก้ไขงานในโรงงานแบบดั้งเดิม ดิจิทัล VSM ทำให้ความสูญเสียที่ซ่อนเร้นเหล่านั้นสามารถวัดผลได้ แทนที่จะเป็นเพียงเรื่องเล่า.
การเปลี่ยนแผนที่ให้เป็นการดำเนินการแบบไคเซ็น
หลังจากแผนงานได้รับการอนุมัติ โรงงานได้เริ่มดำเนินการตามแนวทางไคเซ็น 3 อย่างโดยตรงจากระบบเดียวกัน อย่างแรกคือเวิร์กโฟลว์การจัดการคุณภาพแบบดิจิทัลใหม่ เพื่อให้สามารถตรวจสอบและอนุมัติข้อบกพร่องเล็กน้อยได้ภายในกรอบเวลาที่กำหนด แทนที่จะรอการลงนามบนเอกสาร อย่างที่สองคือตัวกระตุ้นงานระหว่างดำเนินการ (WIP trigger) ที่จะแจ้งเตือนหัวหน้างานและทีมควบคุมคุณภาพเมื่อสินค้าคงคลังในคิวเกินระดับเป้าหมาย และอย่างที่สามคือแดชบอร์ดตรวจสอบรายวัน ซึ่งแสดงระยะเวลารอคอยจริง เวลาตอบสนองการตรวจสอบ และรายการไคเซ็นที่ยังไม่เสร็จสิ้นแยกตามผู้รับผิดชอบ.
นี่คือที่นี่ ซอฟต์แวร์ VSM มันกลายเป็นมากกว่าซอฟต์แวร์สำหรับการทำแผนที่ มันช่วยสนับสนุนการกำกับดูแล ผู้จัดการแบบลีนสามารถเห็นได้ว่าการดำเนินการใดบ้างที่ล่าช้า ผู้จัดการฝ่ายปฏิบัติการสามารถตรวจสอบได้ว่าระยะเวลานำส่งดีขึ้นหรือไม่ และผู้นำโรงงานสามารถตรวจสอบได้ว่าการออกแบบสถานะในอนาคตได้รับการนำไปใช้จริงหรือไม่ หรือเป็นเพียงแค่สไลด์ในเวิร์กช็อป.
ผลลัพธ์หลังจากแปดสัปดาห์
ภายในแปดสัปดาห์ โรงงานสามารถลดเวลาการรอคอยเฉลี่ยระหว่างการเชื่อมและการตรวจสอบจาก 8.2 ชั่วโมงเหลือ 2.7 ชั่วโมง ระยะเวลาการอนุมัติงานซ่อมลดลง 68% และระยะเวลานำส่งโดยรวมสำหรับกลุ่มผลิตภัณฑ์ที่กำหนดไว้ลดลง 22% ที่สำคัญที่สุดคือ จำนวนการดำเนินการไคเซ็นที่ค้างอยู่เกิน 30 วันลดลงมากกว่า 70% เนื่องจากแต่ละงานมีผู้รับผิดชอบ กำหนดเวลา และเส้นทางการแจ้งปัญหาที่ชัดเจนแล้ว.
สำหรับผู้จัดการแบบลีน ผลลัพธ์สุดท้ายนั้นมักจะเป็นความก้าวหน้าครั้งสำคัญอย่างแท้จริง โรงงานหลายแห่งเก่งในการระบุความสูญเปล่าในระหว่างการประชุมเชิงปฏิบัติการ แต่ไม่เก่งในการรักษาการดำเนินการให้ต่อเนื่องหลังจากนั้น ซอฟต์แวร์การทำแผนที่กระแสคุณค่า แพลตฟอร์มที่เชื่อมโยงแผนที่เข้ากับเวิร์กโฟลว์และแดชบอร์ด ช่วยลดช่องว่างระหว่างข้อมูลเชิงลึกและการลงมือปฏิบัติ.
เหตุใดเรื่องนี้จึงมีความสำคัญต่อภาคการผลิตต่างๆ
แนวทางเดียวกันนี้สามารถนำไปใช้ได้นอกเหนือจากอุตสาหกรรมยานยนต์ ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ ดิจิทัล VSM สามารถเปิดเผยได้ว่าความล่าช้าหลักอยู่ที่การรอการอนุมัติชิ้นงานตัวอย่างแรกหลังจากการเปลี่ยนผ่าน ไม่ใช่ความเร็วในการวางชิ้นส่วน SMT ในโรงงานผลิตอาหาร ปัญหาอาจอยู่ที่ระยะเวลารอคอยระหว่างการบรรจุและการอนุมัติจากฝ่ายควบคุมคุณภาพ โดยเฉพาะอย่างยิ่งเมื่อบันทึกกระดาษทำให้การตรวจสอบย้อนกลับและการอนุมัติล็อตล่าช้า.
ในแต่ละกรณี เป็นเรื่องที่ปฏิบัติได้จริง เครื่องมือการทำแผนที่กระแสคุณค่าในกระบวนการผลิต ทีมที่ทำงานได้อย่างมีประสิทธิภาพควรทำสี่สิ่งต่อไปนี้ให้ดี: รวบรวมข้อมูลกระบวนการจริง แสดงภาพการไหลของสถานะปัจจุบันและอนาคต กำหนดการดำเนินการแก้ไข และติดตามว่าการปรับปรุงนั้นยั่งยืนหรือไม่ หากทีมของคุณยังคงใช้ PowerPoint ในการสร้างแผนผังและจัดการการติดตามผลในสเปรดชีต คุณอาจปรับปรุงการมองเห็นในระหว่างการประชุมเชิงปฏิบัติการ แต่สูญเสียการควบคุมในระหว่างการดำเนินการ นั่นคือช่องว่างที่สำคัญของการเชื่อมต่อ เครื่องมือ VSM ดิจิทัล แพลตฟอร์มนี้มีจุดประสงค์เพื่อปิดตัวลง.
สรุป: เลือกซอฟต์แวร์ VSM ที่ช่วยให้คุณพัฒนา ไม่ใช่แค่สร้างแผนที่
มูลค่าที่แท้จริงของ ซอฟต์แวร์ VSM เป้าหมายไม่ได้อยู่ที่การวาดแผนที่แสดงสถานะปัจจุบันให้ดูสะอาดตาขึ้น แต่เป็นการช่วยให้ทีมของคุณเปลี่ยนปัญหาคอขวด เวลาที่ต้องรอ งานที่ค้างอยู่มากเกินไป และความล่าช้าในการส่งมอบงาน ให้กลายเป็นขั้นตอนการทำงานที่ติดตามได้ มีผู้รับผิดชอบ กำหนดเวลา และผลลัพธ์ที่วัดได้ ในทางปฏิบัติ นั่นหมายความว่าแผนที่ดิจิทัลของคุณควรเชื่อมต่อโดยตรงกับขั้นตอนการปรับปรุง ข้อมูลจากหน้างาน การติดตามผลการตรวจสอบ และแดชบอร์ด KPI หากไม่สนับสนุนการนำไปปฏิบัติ แผนที่นั้นก็จะกลายเป็นเพียงเอกสารคงที่อีกฉบับหนึ่งที่ดูดีในเวิร์กช็อป แต่ให้ประโยชน์เพียงเล็กน้อยหลังจากสัปดาห์แรก.
ผู้จัดการฝ่ายผลิตในโรงงานอิเล็กทรอนิกส์อาจพบคิวรอ 14 ชั่วโมงระหว่างขั้นตอน SMT และการประกอบขั้นสุดท้าย ในขณะที่ผู้จัดการแบบลีนในโรงงานผลิตชิ้นส่วนยานยนต์อาจพบความล่าช้าในการเปลี่ยนงานซ้ำๆ บนเครื่องจักรที่ใช้ร่วมกัน วิธีที่ดีที่สุด ซอฟต์แวร์ VSM ช่วยให้พวกเขาทำได้มากกว่าแค่บันทึกปัญหา ช่วยให้พวกเขากำหนดมาตรการแก้ไข ติดตามการลดระยะเวลารอคอย และทำให้กิจกรรมการปรับปรุงเป็นที่เห็นได้ชัดเจนทั่วทั้งกะ สายการผลิต และสถานที่ต่างๆ.
หากคุณต้องการเปลี่ยนจากการใช้แผนที่กระดาษและโปรแกรม Excel ในการติดตามข้อมูล ไปสู่ระบบการจัดการแบบลีนดิจิทัลที่เชื่อมต่อกัน, Jodoo Jodoo เป็นตัวเลือกที่ใช้งานได้จริง ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด Jodoo ช่วยให้คุณสร้างเวิร์กโฟลว์ VSM ดิจิทัล การติดตามการดำเนินการ การอนุมัติ และแดชบอร์ดแบบเรียลไทม์ได้โดยไม่ต้องพัฒนาซอฟต์แวร์ที่กำหนดเองที่ซับซ้อน. เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่า Jodoo สามารถสนับสนุนการเปลี่ยนแปลงสู่ระบบลีนของคุณได้อย่างไร.

