
เรียกดูตามหมวดหมู่
บทนำ: ระบบการจัดการการผลิต (Manufacturing Execution System) ช่วยแก้ปัญหาอะไรได้บ้างในสายการผลิต
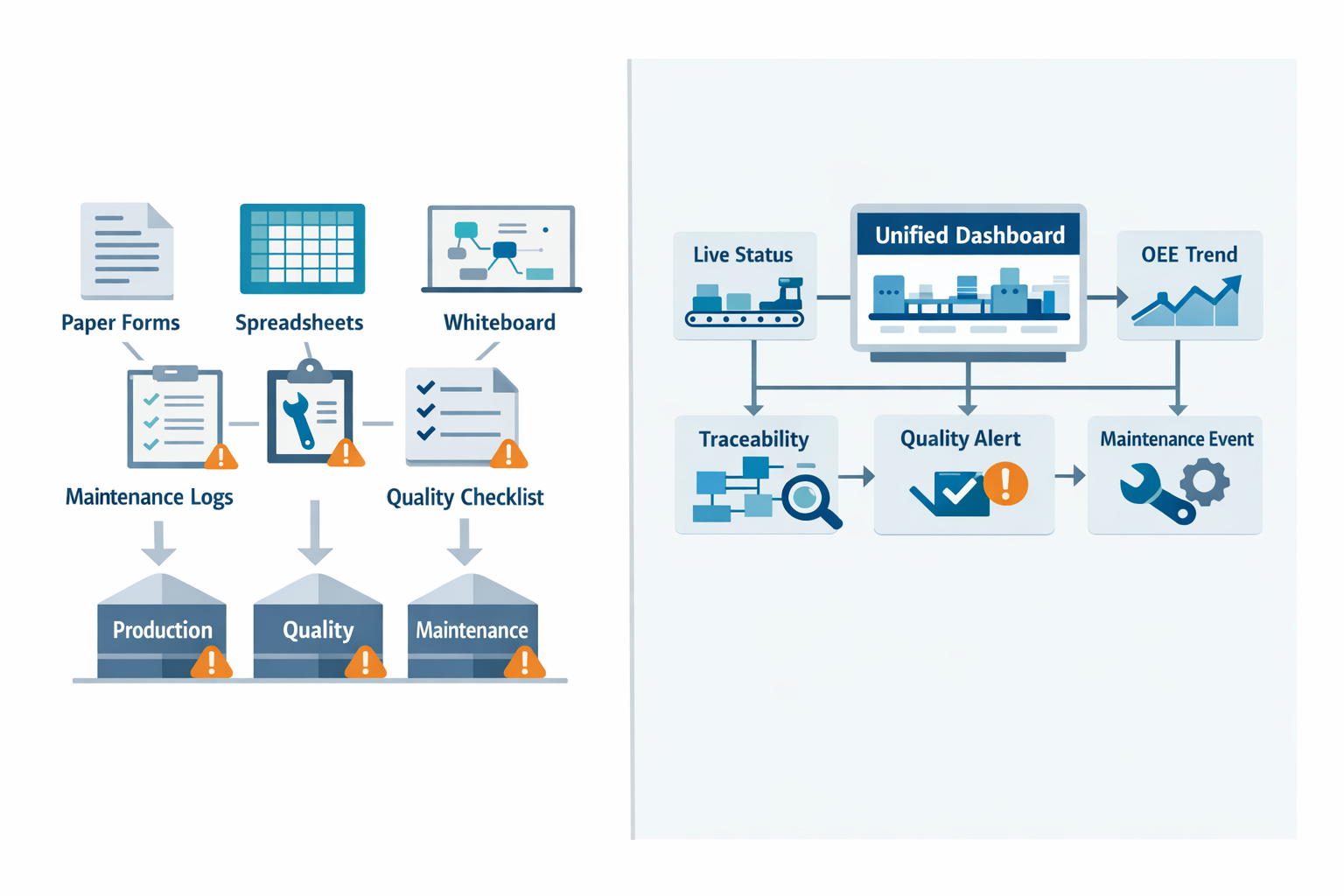
สายการผลิตอาจไม่สามารถทำตามเป้าหมายรายชั่วโมงได้ ใช้ทรัพยากรเกินความจำเป็น และทำให้การจัดส่งล่าช้า ก่อนที่ฝ่ายบริหารจะสังเกตเห็นปัญหาเสียด้วยซ้ำ นั่นคือเหตุผลที่ความสนใจใน... ระบบบริหารจัดการการผลิต ช่องว่างดังกล่าวเพิ่มสูงขึ้นอย่างต่อเนื่อง โดยเฉพาะในกลุ่มผู้ผลิตขนาดกลางที่ไม่สามารถพึ่งพาเอกสารกระดาษ กระดานไวท์บอร์ด และสเปรดชีตที่ไม่เชื่อมต่อกันได้อีกต่อไป ในโรงงานหลายแห่ง ช่องว่างไม่ได้อยู่ที่การวางแผนระดับ ERP แต่เป็นการดำเนินการในสายการผลิตแบบเรียลไทม์ กล่าวคือ การรู้ว่าอะไรกำลังดำเนินการอยู่ อะไรล่าช้า ชุดการผลิตใดถูกใช้ไปแล้ว และปัญหาด้านคุณภาพเริ่มต้นจากที่ใด.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่ต้องอธิบายว่าทำไมประสิทธิภาพโดยรวมของอุปกรณ์ (OEE) ถึงลดลงในกะกลางคืน ในขณะที่บันทึกการบำรุงรักษาอยู่ในแฟ้มหนึ่ง และการตรวจสอบคุณภาพอยู่ในอีกแฟ้มหนึ่ง หรือลองนึกถึงผู้ประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่พยายามติดตามปัญหาของชิ้นส่วนในใบสั่งงานหลายใบหลังจากได้รับการร้องเรียนจากลูกค้า นี่คือปัญหาประเภทต่างๆ ที่ซอฟต์แวร์ MES ออกแบบมาเพื่อแก้ไข: การมองเห็นภาพรวมการผลิต การตรวจสอบย้อนกลับ การควบคุมงานระหว่างดำเนินการ และการตอบสนองต่อข้อผิดพลาดที่รวดเร็วยิ่งขึ้น.
แต่คำถามสำคัญคือ คุณจำเป็นต้องใช้ระบบ MES เต็มรูปแบบหรือไม่ หรือระบบปฏิบัติการดิจิทัลที่รวดเร็วและยืดหยุ่นกว่าจะสามารถแก้ปัญหาคอขวดเดียวกันได้ด้วยต้นทุนและความซับซ้อนที่น้อยกว่า ในบทความนี้ เราจะวิเคราะห์ว่า MES ทำอะไรได้บ้าง เหมาะสมกับสถานการณ์ใด สถานการณ์ใดที่มันหนักเกินไป และทางเลือกอื่นที่ผู้ผลิตขนาดกลางควรพิจารณา.
ปัญหาเชิงปฏิบัติการที่ผลักดันให้ผู้ผลิตพิจารณาใช้ซอฟต์แวร์ MES
ผู้ผลิตไม่ค่อยเริ่มมองหา ระบบบริหารจัดการการผลิต เพราะพวกเขาต้องการซอฟต์แวร์ใหม่เพื่อตัวมันเอง การค้นหามักเริ่มต้นเมื่อการดำเนินงานประจำวันพึ่งพาการประสานงานด้วยตนเองมากเกินไป และช่องว่างเล็กๆ เริ่มส่งผลกระทบต่อผลผลิต ความน่าเชื่อถือในการส่งมอบ และการตรวจสอบย้อนกลับ ณ จุดนั้น ผู้นำไม่ได้แค่เปรียบเทียบเครื่องมือเท่านั้น แต่พวกเขากำลังถามว่าส่วนผสมปัจจุบันของสเปรดชีต กระดานไวท์บอร์ด และบันทึกกระดาษยังคงสามารถรองรับการเติบโตได้หรือไม่ นั่นมักจะเป็นช่วงเวลาที่ ซอฟต์แวร์ MES, ในวงกว้างขึ้น ระบบบริหารจัดการการผลิต, หรือแนวทางการแปลงเป็นดิจิทัลที่มีความยืดหยุ่นมากกว่าก็เข้ามาอยู่ในประเด็นการสนทนาด้วย.
การวางแผนตารางงานโดยใช้สเปรดชีตเริ่มสร้างปัญหาเฉพาะหน้าในแต่ละวัน
ในโรงงานขนาดกลางหลายแห่ง การวางแผนการผลิตยังคงใช้โปรแกรม Excel, ไดรฟ์ที่ใช้ร่วมกัน และการโทรศัพท์ระหว่างหัวหน้างาน ซึ่งอาจใช้ได้ผลเมื่อส่วนผสมของผลิตภัณฑ์คงที่ แต่จะใช้ไม่ได้ผลเมื่อมีการเปลี่ยนผลิตภัณฑ์บ่อยครั้ง คำสั่งซื้อเร่งด่วน หรือการเปลี่ยนแปลงของแรงงาน ฝ่ายวางแผนอัปเดตตารางการผลิตเวอร์ชันหนึ่ง หัวหน้างานสายการผลิตทำงานจากอีกเวอร์ชันหนึ่ง และฝ่ายซ่อมบำรุงจะไม่ทราบจนกว่าจะเกิดปัญหาคอขวดขึ้นแล้ว.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานตัดเย็บเสื้อผ้าที่กำลังดูแลคำสั่งซื้อเพื่อการส่งออกที่มีระยะเวลารอคอยสั้นๆ ผ่านสายการผลิตหลายสาย หากผ้าล็อตใดล็อตหนึ่งมาถึงล่าช้า หรือสายการผลิตใดสายการผลิตหนึ่งทำงานไม่ทันเป้าหมาย ผลกระทบอาจลุกลามไปทั่วทุกขั้นตอน ตั้งแต่การตัด การเย็บ การตกแต่ง และการบรรจุหีบห่อภายในเวลาไม่กี่ชั่วโมง หากไม่มีข้อมูลการทำงานแบบเรียลไทม์ การปรับตารางการผลิตก็จะกลายเป็นการแก้ไขปัญหาเฉพาะหน้า และโรงงานจะสูญเสียกำลังการผลิต ไม่ใช่เพราะเครื่องจักรว่างงานทั้งวัน แต่เป็นเพราะการตัดสินใจเกิดขึ้นช้าเกินไปจนไม่สามารถรักษาผลผลิตไว้ได้.
เอกสารกระดาษที่ใช้เดินทางทำให้การตรวจสอบย้อนกลับช้าและไม่น่าเชื่อถือ
เอกสารบันทึกการผลิตแบบกระดาษยังคงใช้กันทั่วไปในการผลิตแบบเป็นชุดและแบบแยกชิ้น เนื่องจากดูเรียบง่ายและคุ้นเคย ปัญหาคือบันทึกที่เขียนด้วยลายมือตรวจสอบได้ยาก สูญหายได้ง่าย และวิเคราะห์ได้ยากในปริมาณมาก เมื่อหัวหน้างานต้องการตรวจสอบว่าใครเป็นผู้ดำเนินการล็อตใด เมื่อไหร่ที่การระงับการผลิตถูกยกเลิก หรือความผิดปกติเริ่มต้นที่ใด เอกสารกระดาษจะเปลี่ยนการตรวจสอบ 10 นาทีให้กลายเป็นการสืบสวนครึ่งวัน.
เรื่องนี้มีความสำคัญอย่างยิ่งในอุตสาหกรรมการผลิตอาหาร เนื่องจากความสามารถในการตรวจสอบย้อนกลับของล็อตสินค้าและระเบียบวินัยในกระบวนการผลิตส่งผลโดยตรงต่อการปฏิบัติตามกฎระเบียบและความพร้อมในการเรียกคืนสินค้า หากผู้ผลิตซอสจำเป็นต้องติดตามล็อตส่วนผสม เวลาในการผสม การตรวจสอบอุณหภูมิ และรอบการบรรจุ การใช้บันทึกกระดาษจะสร้างจุดบอดมากเกินไประหว่างทีมรับสินค้า ทีมผลิต ทีมควบคุมคุณภาพ และทีมคลังสินค้า เอกสารที่หายไปเพียงแผ่นเดียวหรือข้อมูลที่อ่านไม่ออกอาจทำให้การวิเคราะห์สาเหตุล่าช้าและเพิ่มผลกระทบทางการเงินของการดำเนินการแก้ไขปัญหา.
การมองเห็นข้อมูลงานระหว่างดำเนินการที่ไม่ชัดเจนจะซ่อนปัญหาคอขวดไว้จนกว่าคำสั่งซื้อจะล่าช้า
ตัวกระตุ้นทั่วไปสำหรับการประเมิน ระบบการจัดการการผลิตมีคุณสมบัติเด่น ปัญหาคือการมองเห็นภาพรวมของงานที่กำลังดำเนินการอยู่ได้ไม่ดี โรงงานหลายแห่งรู้ว่ามีการวางแผนอะไรไว้และจัดส่งอะไรไปแล้ว แต่ไม่มีข้อมูลแบบเรียลไทม์ที่เชื่อถือได้เกี่ยวกับสิ่งที่เกิดขึ้นจริงระหว่างสองจุดนั้น ส่งผลให้ปัญหาคอขวดซ่อนอยู่จนกว่าเวลาในการรอคิวจะเพิ่มขึ้น การทำงานล่วงเวลามากขึ้น หรือกำหนดส่งมอบสินค้าให้ลูกค้ามีความเสี่ยงแล้ว.
ในการประกอบชิ้นส่วนอิเล็กทรอนิกส์ ปัญหานี้เกิดขึ้นเมื่อแผงวงจรสะสมกันระหว่างขั้นตอนการประกอบแบบ SMT การใส่ชิ้นส่วนด้วยมือ การทดสอบ และการบรรจุขั้นสุดท้าย โดยไม่มีสัญญาณสถานะที่ชัดเจน ทีมหนึ่งเชื่อว่ามีวัสดุพร้อมใช้งาน อีกทีมหนึ่งกำลังรอการอนุมัติการแก้ไข และผู้วางแผนจะเห็นปัญหาเฉพาะตอนรายงานผลเมื่อสิ้นสุดกะเท่านั้น ความล่าช้าดังกล่าวลดประสิทธิภาพการตอบสนอง โดยเฉพาะอย่างยิ่งในสภาพแวดล้อมที่มีสินค้าหลากหลายแต่ปริมาณน้อย ซึ่งการหยุดชะงักเพียงไม่กี่ชุดอาจทำให้แผนการผลิตทั้งหมดผิดเพี้ยนไปได้.
การตรวจสอบคุณภาพที่ไม่สม่ำเสมอทำให้เกิดความผันแปรและต้องแก้ไขงานซ้ำ
เมื่อการตรวจสอบคุณภาพขึ้นอยู่กับแบบฟอร์มที่พิมพ์ คำแนะนำด้วยวาจา หรือความจำของผู้ปฏิบัติงาน ความสม่ำเสมอจะเริ่มแตกต่างกันไปตามกะการทำงาน สายการผลิต หรือหัวหน้างาน ผู้ปฏิบัติงานสองคนอาจตรวจสอบผลิตภัณฑ์เดียวกันโดยใช้เกณฑ์ที่แตกต่างกันเล็กน้อย และข้อบกพร่องอาจถูกแจ้งหลังจากผ่านไปหลายชั่วโมงของการผลิต เมื่อเวลาผ่านไป ความไม่สม่ำเสมอนั้นจะนำไปสู่การทำงานซ้ำ การทิ้งของเสีย การร้องเรียนจากลูกค้า และข้อพิพาทว่าปัญหาเกิดจากกระบวนการผลิตหรือการตรวจสอบ.
สำหรับผู้นำด้านการดำเนินงาน การสนทนามักจะเปลี่ยนจากเรื่องการแปลงเป็นดิจิทัลแบบง่ายๆ ไปสู่การควบคุมที่มีโครงสร้างมากขึ้น พวกเขาเริ่มพิจารณาถึง... ระบบการจัดการการผลิตมีคุณสมบัติเด่น เช่น การตรวจสอบระหว่างกระบวนการผลิต รายการตรวจสอบดิจิทัล การบันทึกข้อบกพร่อง ขั้นตอนการแก้ไขปัญหา และการตรวจสอบย้อนกลับระดับล็อต แม้ว่าบริษัทจะยังอยู่ในช่วงเริ่มต้นก็ตาม การนำ MES มาใช้ เมื่อพิจารณาแล้ว ปัญหาที่แท้จริงคือปัญหาด้านการดำเนินงาน: คุณภาพที่ผันผวนมากเกินไปซึ่งเกิดจากวินัยในการปฏิบัติงานที่อ่อนแอในภาคสนาม.
การรายงานล่าช้าส่งผลให้การตัดสินใจทั่วทั้งโรงงานช้าลง
โรงงานหลายแห่งยังคงพึ่งพาการรายงานข้อมูลการผลิต เวลาหยุดทำงาน และคุณภาพเมื่อสิ้นสุดกะหรือในวันถัดไป ซึ่งหมายความว่าเมื่อฝ่ายบริหารเห็นตัวเลขเหล่านั้น โอกาสที่จะแก้ไขปัญหาในระหว่างกะก็หมดไปแล้ว จากการวิเคราะห์ของ McKinsey และ Deloitte พบว่า ผู้ผลิตที่ปรับปรุงการมองเห็นการดำเนินงานแบบเรียลไทม์สามารถลดเวลาตอบสนองต่อการหยุดชะงักและปรับปรุงประสิทธิภาพโดยรวมของอุปกรณ์ได้อย่างมาก เนื่องจากทีมงานจะดำเนินการแก้ไขปัญหาได้เร็วขึ้น แทนที่จะรายงานหลังจากความเสียหายเกิดขึ้นแล้ว.
เรื่องนี้มีความสำคัญอย่างยิ่งเมื่อผลผลิตมีความอ่อนไหวต่อเวลา ตัวอย่างเช่น ในโรงงานผลิตเครื่องดื่ม การทำงานที่ช้าลงของเครื่องบรรจุ ปัญหาเรื่องฉลาก หรือการขาดแคลนวัสดุบรรจุภัณฑ์ อาจส่งผลกระทบต่อกิจกรรมต่างๆ ในขั้นตอนถัดไปในวันเดียวกัน หากการหยุดชะงักเหล่านั้นได้รับการสรุปหลังจากเลิกงานแล้ว หัวหน้างานจะไม่สามารถปรับสมดุลแรงงานได้ ฝ่ายซ่อมบำรุงจะไม่สามารถจัดลำดับความสำคัญของการแก้ไขปัญหาที่ถูกต้องได้ และทีมงานห่วงโซ่อุปทานจะไม่ได้รับภาพที่ถูกต้องว่าสินค้าที่จะจัดส่งจริงจะมีอะไรบ้าง.
การประสานงานข้ามทีมที่ไม่ดี ทำให้เกิดช่องว่างในการดำเนินงาน
ความต้องการที่แข็งแกร่งที่สุดบางส่วนสำหรับ ระบบบริหารจัดการการผลิต ปัญหาไม่ได้เกิดจากปัญหาการผลิตที่ร้ายแรงเพียงอย่างเดียว แต่เกิดจากความล้มเหลวในการประสานงาน ทีมวางแผน ทีมผลิต ทีมควบคุมคุณภาพ ทีมบำรุงรักษา และทีมคลังสินค้า อาจทำงานของตนได้ดีพอสมควร แต่พวกเขาทำงานโดยใช้บันทึกและกำหนดเวลาที่แยกจากกัน สิ่งนี้สร้างความขัดแย้งอย่างต่อเนื่องเกี่ยวกับลำดับความสำคัญ การอนุมัติ การส่งมอบงาน และความรับผิดชอบ.
นี่คือจุดที่การอภิปรายภายในมักจะขยายวงกว้างออกไปเช่นกัน MES เทียบกับ ERP. ระบบ ERP มีประสิทธิภาพสูงในด้านการวางแผน การจัดซื้อ การเงิน และธุรกรรมสินค้าคงคลัง แต่โดยทั่วไปแล้วระบบเหล่านี้ไม่สามารถจัดการรายละเอียดการดำเนินงานแบบนาทีต่อนาทีในสายการผลิตได้ เมื่อผู้บริหารกล่าวว่า “เรามีระบบ ERP อยู่แล้ว ทำไมเรายังขาดความชัดเจนอยู่?” สิ่งที่พวกเขาเห็นจริงๆ คือช่องว่างระหว่างข้อมูลการวางแผนธุรกิจและการควบคุมการผลิตแบบเรียลไทม์.
เมื่อปัญหาเหล่านี้เริ่มส่งผลกระทบต่อประสิทธิภาพทางธุรกิจ
ปัญหาที่แท้จริงไม่ใช่ว่าโรงงานใช้กระดาษ สเปรดชีต หรือการอัปเดตด้วยตนเอง ปัญหาคือเครื่องมือเหล่านี้ไม่สามารถรองรับการขยายตัวได้เมื่อความซับซ้อนเพิ่มขึ้น ทั้งในด้านจำนวนสินค้า การทำงานเป็นกะ ข้อกำหนดด้านการปฏิบัติตามกฎระเบียบ และความคาดหวังของลูกค้า ในขั้นตอนนี้ การส่งต่อข้อมูลที่ผิดพลาดจะส่งผลให้ระยะเวลารอคอยนานขึ้น การตรวจสอบย้อนกลับที่ไม่ชัดเจนจะส่งผลให้การควบคุมปัญหาช้าลง และข้อมูลที่ล่าช้าจะส่งผลให้สูญเสียกำไรโดยไม่จำเป็น.
นั่นคือเหตุผลที่ผู้ผลิตเริ่มสำรวจหาแนวทางใหม่ๆ ซอฟต์แวร์ MES หรือทางเลือกดิจิทัลอื่นๆ ก่อนที่จะตัดสินใจอย่างเต็มรูปแบบ การนำ MES มาใช้. พวกเขากำลังพยายามฟื้นฟูการควบคุมการดำเนินงาน ปรับปรุงความรับผิดชอบตามกะและสายการผลิต และตัดสินใจได้เร็วขึ้นโดยมีจุดบอดน้อยลง หากโรงงานของคุณกำลังเผชิญกับแรงกดดันเหล่านั้นอยู่แล้ว คำถามต่อไปไม่ใช่ว่าความเจ็บปวดนั้นเป็นเรื่องจริงหรือไม่ แต่เป็นระบบ MES แบบดั้งเดิมเป็นวิธีแก้ปัญหาเพียงวิธีเดียวหรือไม่.
คุณสมบัติของระบบบริหารจัดการการผลิต (Manufacturing Execution System): สิ่งที่คุณต้องการจริงๆ เทียบกับสิ่งที่ดูดีในเดโม
เมื่อทีมประเมินผล ระบบบริหารจัดการการผลิต, ผู้ขายมักนำเสนอคุณสมบัติมากมาย แดชบอร์ดที่สวยงาม และภาพแสดงตารางงานขั้นสูง แต่คำถามที่สำคัญกว่านั้นก็คือ: ความสามารถใดที่จะช่วยปรับปรุงประสิทธิภาพการทำงานในโรงงานของคุณภายใน 6 ถึง 12 เดือนข้างหน้า? สำหรับผู้ผลิตขนาดกลางส่วนใหญ่ คำตอบคือ ความสามารถที่เหมาะสม ระบบการจัดการการผลิตมีคุณสมบัติเด่น เครื่องมือเหล่านั้นคือสิ่งที่ช่วยกระชับการควบคุมระหว่างการวางแผนและการผลิต ไม่ใช่สิ่งที่ดูน่าประทับใจในการสาธิตในห้องประชุม.
วิธีปฏิบัติในการประเมิน ซอฟต์แวร์ MES คือการแยกความต้องการในการดำเนินการหลักออกจากคุณสมบัติการเพิ่มประสิทธิภาพระดับสูง หากคุณยังลังเลระหว่าง MES แบบเต็มรูปแบบกับ MES ที่มีความยืดหยุ่นมากกว่า ระบบบริหารจัดการการผลิต, ความแตกต่างนี้จึงมีความสำคัญมากยิ่งขึ้น ช่วยให้คุณหลีกเลี่ยงการซื้อฟังก์ชันการทำงานระดับองค์กรก่อนที่โรงงานของคุณจะกำหนดมาตรฐานพื้นฐานที่ขับเคลื่อนประสิทธิภาพการผลิต การตรวจสอบย้อนกลับ และคุณภาพได้อย่างแท้จริง.
คุณสมบัติที่จำเป็นสำหรับการควบคุมการผลิตในแต่ละวัน
นี่คือคุณสมบัติที่สนับสนุนการทำงานในระดับกะโดยตรง หากโรงงานของคุณไม่สามารถบันทึก กำหนดเส้นทาง ตรวจสอบ และรายงานข้อมูลการผลิตแบบเรียลไทม์ได้อย่างน่าเชื่อถือ คุณสมบัติเหล่านี้ควรมาก่อน AI ขั้นสูง การจำลอง หรือการจัดการหลายไซต์งาน.
การติดตามใบสั่งงานและสถานะการผลิตแบบเรียลไทม์
อย่างน้อยที่สุด ระบบของคุณควรแสดงให้เห็นว่ากำลังทำงานอะไรอยู่ กำลังรออะไร เสร็จสมบูรณ์แล้ว และติดขัดอะไรอยู่ ซึ่งรวมถึงการอนุมัติใบสั่งงาน การอัปเดตข้อมูลผู้ปฏิบัติงาน การรายงานปริมาณ การบันทึกเศษวัสดุ และสถานะตามเครื่องจักร สายการผลิต หรือกะการทำงาน ในโรงงานหลายแห่ง การเปลี่ยนจากการใช้กระดานไวท์บอร์ดและการอัปเดตข้อมูลในสเปรดชีตมาเป็นการติดตามใบสั่งงานแบบเรียลไทม์ สามารถลดความล่าช้าในการรายงานจากหลายชั่วโมงเหลือเพียงไม่กี่นาทีได้.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่ต้องการทราบว่าสายการผลิตที่ 3 ผลิตแผงวงจรพิมพ์ (PCB) เสร็จแล้วหรือไม่ก่อนที่จะเริ่มขั้นตอนการทดสอบถัดไป ด้วยระบบติดตามใบสั่งงานที่มีประสิทธิภาพ หัวหน้างานสามารถดูจำนวนผลผลิต ปริมาณงานที่ต้องแก้ไข และสถานะของสายการผลิตได้ในหน้าจอเดียว แทนที่จะต้องคอยติดตามการอัปเดตผ่านการโทรหรือใบสั่งงานกระดาษ นี่เป็นหนึ่งในวิธีที่ใช้งานได้จริงที่สุด ระบบการจัดการการผลิตมีคุณสมบัติเด่น เพราะช่วยให้ตัดสินใจได้เร็วขึ้นโดยไม่เพิ่มความซับซ้อนที่ไม่จำเป็น.
การควบคุมเส้นทางและการบังคับใช้กระบวนการ
ระบบการจัดการการผลิตที่ดีควรบังคับใช้ลำดับการผลิตที่ถูกต้อง ไม่ใช่แค่บันทึกว่างานเกิดขึ้นแล้ว การควบคุมเส้นทางการผลิตช่วยให้มั่นใจได้ว่างานแต่ละชิ้นจะผ่านขั้นตอนการดำเนินงาน ศูนย์ปฏิบัติงาน การตรวจสอบ หรือการลงนามอนุมัติที่จำเป็นก่อนที่จะดำเนินการต่อไป นี่เป็นสิ่งสำคัญอย่างยิ่งในสภาพแวดล้อมที่มีการควบคุมหรือมีผลิตภัณฑ์หลากหลายประเภทสูง ซึ่งการข้ามขั้นตอนใดขั้นตอนหนึ่งอาจก่อให้เกิดปัญหาด้านคุณภาพหรือการปฏิบัติตามกฎระเบียบในขั้นตอนต่อไปได้.
ตัวอย่างเช่น ในโรงงานบรรจุอาหาร การผลิตแต่ละล็อตอาจต้องผ่านกระบวนการผสม การบรรจุ การตรวจจับโลหะ การตรวจสอบซีล และการปล่อยสินค้าออกจากพาเลทตามลำดับที่กำหนด หากระบบอนุญาตให้ผู้ปฏิบัติงานยืนยันการปล่อยสินค้าออกจากพาเลทก่อนที่การตรวจจับโลหะจะเสร็จสมบูรณ์ ซอฟต์แวร์นั้นก็จะไม่สามารถควบคุมการทำงานได้อย่างแท้จริง นี่คือจุดที่... ซอฟต์แวร์ MES แตกต่างจากเครื่องมือรายงานพื้นฐาน: มันควรชี้นำและจำกัดการไหลของกระบวนการอย่างมีประสิทธิภาพเมื่อจำเป็น.
จุดตรวจสอบคุณภาพและการตรวจสอบระหว่างกระบวนการ
คุณภาพควรถูกรวมเข้าไว้ในกระบวนการทำงาน ไม่ใช่ตรวจสอบหลังจากเสร็จสิ้นแล้ว ระบบที่มีประสิทธิภาพควรช่วยให้คุณสามารถตรวจสอบได้ในขั้นตอนที่กำหนด บันทึกการวัดผล กำหนดให้มีการลงนามอนุมัติเมื่อพบความคลาดเคลื่อน และระงับการผลิตสินค้าเป็นล็อตหรือชุดเมื่อผลลัพธ์อยู่นอกช่วงที่ยอมรับได้ จากการศึกษาในอุตสาหกรรมพบว่า ต้นทุนของสินค้าคุณภาพต่ำอาจสูงถึง... รายได้จากการขาย 15% ถึง 20% ในสภาพแวดล้อมการผลิตบางแห่ง การควบคุมระหว่างกระบวนการผลิตจึงมีผลกระทบทางการเงินโดยตรง.
ในทางปฏิบัติ นี่อาจหมายความว่าผู้ปฏิบัติงานในสายการผลิตบรรจุเครื่องดื่มไม่สามารถปิดคำสั่งผลิตได้จนกว่าจะมีการบันทึกการตรวจสอบปริมาณการบรรจุและความแน่นของฝาปิด หากการอ่านค่าผิดพลาด ระบบควรจะแจ้งเตือนหรือควบคุมสถานการณ์โดยอัตโนมัติ การนำ MES มาใช้, โดยปกติแล้ว ตรรกะคุณภาพแบบฝังตัวในลักษณะนี้มักให้คุณค่ามากกว่าการวิเคราะห์ขั้นสูงที่ผู้ใช้เพียงไม่กี่รายเท่านั้นที่จะตรวจสอบ.
การตรวจสอบย้อนกลับและลำดับวงศ์ตระกูล
หากคุณผลิตสินค้าใดๆ ที่อาจต้องมีการวิเคราะห์การเรียกคืนสินค้า การแยกล็อต หรือการตรวจสอบข้อร้องเรียนของลูกค้า การตรวจสอบย้อนกลับจึงเป็นสิ่งสำคัญ ระบบของคุณควรเชื่อมโยงวัตถุดิบ หมายเลขล็อต บันทึกเครื่องจักรหรือสายการผลิต กิจกรรมของผู้ปฏิบัติงาน ข้อมูลการตรวจสอบ และผลผลิตสินค้าสำเร็จรูป ยิ่งระบบตรวจสอบย้อนกลับของคุณละเอียดมากเท่าไหร่ ทีมของคุณก็จะยิ่งสามารถตอบคำถามของลูกค้าหรือผู้ตรวจสอบได้อย่างมั่นใจมากขึ้นเท่านั้น.
ตัวอย่างที่ชัดเจนคือผู้ผลิตอุปกรณ์อิเล็กทรอนิกส์ทางการแพทย์ที่จำเป็นต้องตรวจสอบย้อนกลับแผงควบคุมที่ผลิตเสร็จแล้วไปยังล็อตของสารบัดกรี รหัสผู้ปฏิบัติงาน ผลการทดสอบ และประวัติการซ่อมแซม หากไม่มีการเชื่อมโยงดังกล่าว การจัดส่งที่ผิดพลาดเพียงครั้งเดียวอาจนำไปสู่การตรวจสอบที่กว้างขวางและมีค่าใช้จ่ายสูง การตรวจสอบย้อนกลับมักถูกนำเสนอเป็นคุณสมบัติพิเศษ แต่สำหรับหลายภาคส่วนแล้ว มันเป็นสิ่งจำเป็นอย่างยิ่ง.
การบันทึกเวลาหยุดทำงานและรหัสเหตุผล
โรงงานส่วนใหญ่ไม่จำเป็นต้องใช้แมชชีนเลิร์นนิงขั้นสูงเพื่อปรับปรุง OEE ในระยะแรก สิ่งที่พวกเขาต้องการคือการบันทึกเวลาหยุดทำงานที่แม่นยำ พร้อมรหัสสาเหตุมาตรฐาน การประทับเวลา ระยะเวลา และความรับผิดชอบขั้นพื้นฐานตามสายการผลิตหรือสินทรัพย์ หากทีมบำรุงรักษาและทีมผลิตของคุณไม่สามารถตกลงกันได้ว่าเหตุใดสายการผลิตจึงหยุดทำงานเมื่อวานนี้ ระบบวิเคราะห์ข้อมูลของคุณจะไม่สามารถแก้ไขปัญหาได้.
ตัวอย่างเช่น โรงงานตัดเย็บเสื้อผ้าอาจต้องการแยกสาเหตุของการหยุดชะงักที่เกิดจากด้ายขาด การเปลี่ยนกะงานล่าช้า อุปกรณ์ตกแต่งไม่ครบ หรือพนักงานไม่อยู่ เมื่อบันทึกเหตุการณ์เหล่านี้ได้อย่างสม่ำเสมอ หัวหน้างานก็สามารถระบุสาเหตุของการสูญเสียซ้ำๆ และดำเนินการแก้ไขได้ นี่เป็นตัวอย่างคลาสสิกของการมุ่งเน้นการแก้ไขปัญหาอย่างเป็นระบบ ระบบบริหารจัดการการผลิต บางครั้งอาจตอบสนองความต้องการได้เร็วกว่าการติดตั้งระบบ MES ขนาดใหญ่เสียอีก.
คุณสมบัติที่สำคัญกว่าที่เห็นในเวอร์ชันสาธิต
ฟังก์ชันบางอย่างอาจดูไม่หวือหวาในระหว่างการนำเสนอซอฟต์แวร์ แต่บ่อยครั้งที่ฟังก์ชันเหล่านั้นเป็นตัวกำหนดว่าระบบจะถูกใช้งานจริงหรือไม่ ฟังก์ชันเหล่านี้ช่วยสนับสนุนการนำไปใช้ ความสม่ำเสมอ และระเบียบวินัยในการปฏิบัติงาน.
ขั้นตอนการปฏิบัติงานมาตรฐานดิจิทัลและคำแนะนำสำหรับผู้ปฏิบัติงาน
ขั้นตอนการปฏิบัติงานมาตรฐานแบบดิจิทัล (Digital SOPs) มักถูกมองข้ามไป เพราะดูไม่หวือหวาเท่าบอร์ดวางแผนงานหรือการพยากรณ์ด้วย AI แต่เมื่อมีคำแนะนำ ขั้นตอนการตั้งค่า การตรวจสอบความปลอดภัย และเกณฑ์คุณภาพอยู่ที่สถานีทำงาน การปฏิบัติงานก็จะสม่ำเสมอมากขึ้นในทุกกะและทุกสถานที่ ซึ่งมีประโยชน์อย่างยิ่งในโรงงานที่มีการเปลี่ยนผลิตภัณฑ์บ่อยครั้งหรือมีจำนวนพนักงานที่ไม่แน่นอน.
ลองนึกภาพโรงงานผลิตขนมขบเคี้ยวที่ออกบรรจุภัณฑ์รูปแบบใหม่ตามฤดูกาลทุกๆ สองสามสัปดาห์ หากผู้ปฏิบัติงานสามารถเปิดรายการตรวจสอบการตั้งค่าที่ถูกต้อง มาตรฐานตามรูปภาพ และแบบฟอร์มการตรวจสอบการทำความสะอาดได้โดยตรงจากใบสั่งงาน การเริ่มต้นการผลิตก็จะควบคุมได้มากขึ้นและพึ่งพาความรู้เฉพาะกลุ่มน้อยลง สำหรับผู้ผลิตหลายราย นี่คือหนึ่งในวิธีการที่ให้ผลตอบแทนสูงที่สุด ระบบการจัดการการผลิต เพราะมันช่วยสนับสนุนการฝึกอบรม การปฏิบัติตามกฎระเบียบ และความสามารถในการทำซ้ำไปพร้อมๆ กัน.
แดชบอร์ดที่แสดงเฉพาะความผิดปกติ ไม่ใช่แค่ข้อมูลทั่วไป
แดชบอร์ดมีความสำคัญ แต่จะมีประโยชน์ก็ต่อเมื่อมันช่วยให้ทีมสามารถดำเนินการได้ แดชบอร์ด MES ที่มีประโยชน์ควรแสดงข้อมูลที่ผิดปกติ เช่น คำสั่งซื้อที่มีความเสี่ยง ผลผลิตต่ำกว่าเป้าหมาย เวลาหยุดทำงานที่เพิ่มขึ้น และการระงับคุณภาพตามกะหรือสายการผลิต หากแดชบอร์ดเป็นเพียงแค่แผนภูมิที่ผู้บริหารตรวจสอบเพียงสัปดาห์ละครั้ง มันอาจดูดีในการสาธิต แต่เพิ่มคุณค่าในการดำเนินงานเพียงเล็กน้อย.
นี่คือจุดเริ่มต้นของการอภิปรายเรื่อง MES เทียบกับ ERP สิ่งนี้จึงมีความสำคัญ ระบบ ERP สามารถบอกคุณได้ว่ามีการวางแผน จัดส่ง หรือคำนวณต้นทุนอะไรไปบ้าง แต่ระบบ MES ควรบอกคุณว่ากำลังเกิดอะไรขึ้นในสายการผลิตในขณะนี้ ระบบการรายงานที่ดีที่สุดคือระบบที่เชื่อมโยงทั้งสองส่วนเข้าด้วยกัน: ERP สำหรับการวางแผนธุรกิจ และ MES หรือแพลตฟอร์มการดำเนินการที่ยืดหยุ่นสำหรับการมองเห็นการผลิตแบบเรียลไทม์.
คุณสมบัติเสริมระดับองค์กร: มีคุณค่า แต่ไม่ใช่สิ่งสำคัญอันดับแรกเสมอไป
คุณสมบัติเหล่านี้อาจมีค่า โดยเฉพาะอย่างยิ่งในโรงงานขนาดใหญ่หรือโรงงานที่มีความพร้อมแล้ว แต่บ่อยครั้งที่ถูกให้ความสำคัญมากเกินไปในการตัดสินใจซื้อ ควรพิจารณาคุณสมบัติเหล่านี้หลังจากที่โรงงานมีระบบการเก็บรวบรวมข้อมูล การควบคุมกระบวนการ และระบบการรายงานที่เสถียรแล้ว.
การวิเคราะห์ขั้นสูง การคาดการณ์ และการเปรียบเทียบประสิทธิภาพหลายไซต์
การวิเคราะห์เชิงพยากรณ์ ดิจิทัลทวิน และการเปรียบเทียบหลายโรงงาน สามารถสร้างมูลค่าได้ แต่ก็ต่อเมื่อข้อมูลพื้นฐานของคุณมีความน่าเชื่อถือเท่านั้น หากผู้ปฏิบัติงานยังคงป้อนข้อมูลผลผลิตล่าช้า หรือรหัสเวลาหยุดทำงานไม่สอดคล้องกัน ข้อมูลเชิงลึกที่ได้ก็จะอ่อนแอ ไม่ว่าเครื่องมือวิเคราะห์จะดูทันสมัยเพียงใดก็ตาม หลายคนล้มเหลวในการนำสิ่งเหล่านี้มาใช้ การนำ MES มาใช้ โครงการต่างๆ เริ่มต้นด้วยการตั้งเป้าหมายการเพิ่มประสิทธิภาพที่สูงเกินไป ก่อนที่ข้อมูลการดำเนินการจะถูกกำหนดมาตรฐาน.
สำหรับผู้ผลิตระดับภูมิภาคที่มีโรงงานสามแห่ง การเปรียบเทียบเวลาในการเปลี่ยนกะการทำงานระหว่างโรงงานต่างๆ อาจเป็นประโยชน์ในที่สุด แต่ก่อนอื่น แต่ละโรงงานจำเป็นต้องกำหนดจุดเริ่มต้นและจุดสิ้นสุดของการเปลี่ยนกะการทำงานให้เหมือนกัน มิเช่นนั้น การเปรียบเทียบจะก่อให้เกิดความคลาดเคลื่อนมากกว่าการปรับปรุง.
การจัดตารางเวลาที่ซับซ้อนและการจัดส่งอัตโนมัติ
การวางแผนตารางงานอย่างละเอียดและการจัดส่งอัตโนมัติสามารถช่วยได้ในโรงงานที่มีความผันแปรสูง ใช้ทรัพยากรร่วมกัน และมีกฎการจัดลำดับที่เข้มงวด แต่ผู้ผลิตขนาดกลางจำนวนมากจัดการการวางแผนอยู่แล้วในระบบ ERP หรือ APS และสิ่งที่พวกเขาต้องการจริงๆ ในภาคการผลิตคือการดำเนินการและการให้ข้อมูลย้อนกลับที่ชัดเจนยิ่งขึ้น นั่นคือเหตุผล MES เทียบกับ ERP ควรมองว่าเป็นสิ่งที่เสริมกัน ไม่ใช่สิ่งที่ใช้แทนกันได้.
กล่าวอีกนัยหนึ่ง อย่าจ่ายเงินไปกับระบบจัดการงานที่ซับซ้อนเกินไป หากหัวหน้างานของคุณยังคงใช้การโทรศัพท์เพื่อยืนยันการทำงานให้เสร็จสมบูรณ์ ระบบควรเสริมสร้างความเชื่อมโยงระหว่างแผนงานและการดำเนินการก่อนที่จะเพิ่มชั้นการวางแผนอีกชั้นหนึ่ง สำหรับหลายบริษัท แพลตฟอร์มแบบไม่ต้องเขียนโค้ดที่ปรับแต่งได้สามารถจัดการชั้นกลางนี้ได้อย่างมีประสิทธิภาพมากกว่าระบบ MES แบบดั้งเดิมเต็มรูปแบบ.
วิธีประเมินคุณสมบัติโดยไม่ซื้อเกินความจำเป็น
วิธีทดสอบง่ายๆ คือ ถามว่าแต่ละฟีเจอร์สนับสนุนผลลัพธ์อย่างใดอย่างหนึ่งในสามข้อนี้หรือไม่ ได้แก่ การทำงานที่เร็วขึ้น การควบคุมที่แข็งแกร่งขึ้น หรือการตัดสินใจที่ดีขึ้น หากฟีเจอร์นั้นไม่ได้ส่งผลกระทบอย่างชัดเจนต่อด้านใดด้านหนึ่ง ก็อาจเป็นเพียงส่วนเสริมมากกว่าข้อกำหนดที่จำเป็น นี่เป็นวิธีการเปรียบเทียบที่ใช้งานได้จริงมากกว่า ซอฟต์แวร์ MES ดีกว่าการใช้เพียงแค่ดัชนีชี้วัดผลการดำเนินงานของผู้ขายเพียงอย่างเดียว.
คุณควรเชื่อมโยงคุณสมบัติแต่ละอย่างเข้ากับขั้นตอนการทำงานจริงในโรงงานของคุณด้วย ตัวอย่างเช่น: การอนุมัติการตรวจสอบชิ้นงานชิ้นแรกทำอย่างไร การจัดการกับล็อตการผลิตที่ถูกบล็อกทำอย่างไร การหยุดทำงานถูกจัดประเภทอย่างไร และใครเป็นผู้เห็นข้อผิดพลาดแบบเรียลไทม์? หากผู้ขายไม่สามารถแสดงให้เห็นว่าคุณสมบัตินั้นทำงานอย่างไรในสถานการณ์เฉพาะเหล่านั้น อาจเป็นการตลาดมากกว่าความสามารถในการปฏิบัติงานจริง.
สำหรับผู้ผลิตที่ยังไม่พร้อมสำหรับกระบวนการแบบดั้งเดิมอย่างเต็มรูปแบบ ระบบบริหารจัดการการผลิต, แพลตฟอร์มที่ปรับแต่งได้เช่น Jodoo สามารถตอบสนองความต้องการด้านการดำเนินการที่มีมูลค่าสูงได้มากมาย คุณสามารถสร้างใบสั่งงานดิจิทัล การตรวจสอบคุณภาพ บันทึกเวลาหยุดทำงาน ขั้นตอนการทำงานมาตรฐาน (SOP) บันทึกการตรวจสอบย้อนกลับ และแดชบอร์ดแบบเรียลไทม์ได้โดยไม่ต้องรอวงจรการพัฒนาแบบกำหนดเองที่ยาวนาน ซึ่งจะช่วยให้ทีมของคุณมีแนวทางที่ใช้งานได้จริงในการปรับปรุงการดำเนินการในปัจจุบัน ในขณะที่ยังคงรักษาสถาปัตยกรรมระบบในอนาคตให้มีความยืดหยุ่น.
ตัวเลือก MES เทียบกับ ERP เทียบกับระบบการจัดการการผลิตแบบเบา (Lightweight Production Management System)
MES เทียบกับ ERP: จุดสิ้นสุดของการวางแผนและจุดเริ่มต้นของการดำเนินการ
ถ้าคุณกำลังเปรียบเทียบ MES เทียบกับ ERP, ความแตกต่างที่ง่ายที่สุดคือ: ERP บริหารจัดการธุรกิจ ในขณะที่... ระบบบริหารจัดการการผลิต ระบบ ERP จัดการสิ่งที่เกิดขึ้นในสายการผลิตแบบนาทีต่อนาที มีความแข็งแกร่งในด้านการวางแผน การจัดซื้อ การเงิน การประเมินมูลค่าสินค้าคงคลัง และคำสั่งผลิตระดับสูง ส่วนซอฟต์แวร์ MES นั้นทำงานใกล้ชิดกับการผลิตมากกว่า และติดตามการดำเนินงานแบบเรียลไทม์ รวมถึงสถานะเครื่องจักร กิจกรรมแรงงาน จุดตรวจสอบคุณภาพ การเคลื่อนย้ายสินค้าที่อยู่ระหว่างการผลิต และการตรวจสอบย้อนกลับตามล็อต ชุด หรือหมายเลขซีเรียล.
ในทางปฏิบัติ ระบบ ERP จะแจ้งข้อมูลให้โรงงานทราบ อะไร ควรทำ, เมื่อไร, และใช้วัสดุอะไรบ้าง MES จะแจ้งไปยังโรงงาน ตอนนี้เกิดอะไรขึ้นกันแน่ ในสายการผลิตที่ 3 นั้น พนักงานคนใดเป็นผู้ลงนามอนุมัติการตั้งค่า ชุดการผลิตใดที่ไม่ผ่านการตรวจสอบ และมีสินค้ากี่หน่วยที่ยังอยู่ในขั้นตอนการแก้ไข นั่นคือเหตุผลที่ผู้ผลิตหลายรายพบว่า ระบบ ERP เพียงอย่างเดียวให้การควบคุมธุรกรรมที่แข็งแกร่ง แต่มีข้อจำกัดในการมองเห็นการดำเนินงานแบบเรียลไทม์.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่ดูแลสายการผลิต SMT และเซลล์ทดสอบขั้นสุดท้าย ระบบ ERP สามารถออกใบสั่งงานและอัปเดตสินค้าสำเร็จรูปได้ แต่โดยปกติแล้วจะไม่สามารถบันทึกการเปลี่ยนแปลงของตัวป้อนวัสดุ ผลผลิตรอบแรกต่อสถานี สาเหตุของการหยุดทำงานตามกะ หรือแนวโน้มข้อบกพร่องระดับผู้ปฏิบัติงานได้โดยไม่ต้องปรับแต่งอย่างมาก ช่องว่างนี้คือจุดที่ระบบหลักเข้ามามีบทบาท ระบบการจัดการการผลิตมีคุณสมบัติเด่น กลายเป็นสิ่งที่มีค่า.
สิ่งที่ ERP มักจัดการได้ดี
ระบบ ERP มักเป็นระบบที่เหมาะสมสำหรับการควบคุมการทำงานข้ามสายงาน ตั้งแต่การจัดซื้อ การเงิน การดำเนินงานคลังสินค้า และการวางแผนการผลิตหลัก สำหรับผู้ผลิตอาหารขนาดกลาง ระบบ ERP สามารถจัดการรายการวัตถุดิบ (BOM) การจัดซื้อจากซัพพลายเออร์ ยอดคงเหลือสินค้าคงคลัง คำสั่งขาย และต้นทุนรายเดือนได้อย่างสม่ำเสมอทั่วทุกโรงงาน นอกจากนี้ยังสนับสนุนการกำกับดูแลมาตรฐานที่ทีมการเงินและทีมผู้บริหารต้องการ โดยเฉพาะอย่างยิ่งเมื่อโรงงานหลายแห่งต้องรายงานผ่านระบบเดียว.
เรื่องนี้สำคัญเพราะไม่ใช่ทุกปัญหาในการดำเนินงานที่จะต้องใช้ซอฟต์แวร์ MES หากลำดับความสำคัญหลักของคุณคือการสร้างมาตรฐานในการวางแผน การจัดการวัสดุ และการรายงานทางการเงินทั่วทั้งธุรกิจ ระบบ ERP ควรยังคงเป็นระบบบันทึกข้อมูลหลัก ความผิดพลาดคือการคาดหวังว่า ERP จะกลายเป็นชั้นการทำงานที่รวดเร็วโดยไม่คำนึงถึงความพยายาม ต้นทุน และภาระในการบำรุงรักษาของการพัฒนาแบบกำหนดเองอย่างลึกซึ้ง.
ในสถานการณ์ที่ระบบการจัดการการผลิตแบบดั้งเดิม (Traditional Manufacturing Execution System) มีความเหมาะสม
แบบดั้งเดิม ระบบบริหารจัดการการผลิต การควบคุมแบบเรียลไทม์มีความเหมาะสมเมื่อกระบวนการทำงานมีความซับซ้อนสูง และการควบคุมแบบเรียลไทม์ส่งผลโดยตรงต่อผลผลิต การปฏิบัติตามข้อกำหนด หรือการตรวจสอบย้อนกลับ ซึ่งพบได้ทั่วไปในการผลิตอาหารที่อยู่ภายใต้การกำกับดูแล การผลิตอุปกรณ์อิเล็กทรอนิกส์ การประกอบอุปกรณ์ทางการแพทย์ และการผลิตสินค้าอุตสาหกรรมหลากหลายประเภท ที่ต้องมีการควบคุมอย่างเข้มงวดเกี่ยวกับที่มาของล็อตสินค้า การตรวจสอบระหว่างกระบวนการ และคำแนะนำการทำงานแบบดิจิทัล ในสภาพแวดล้อมเหล่านี้ ข้อมูลการผลิตที่ล่าช้าหรือไม่ครบถ้วนอาจก่อให้เกิดของเสีย ความเสี่ยงในการเรียกคืนสินค้า หรือความไม่สอดคล้องของลูกค้า.
ตัวอย่างเช่น โรงงานผลิตเครื่องดื่มบรรจุภัณฑ์ที่ผลิตสินค้าหลาย SKU และมีการเปลี่ยนสายการผลิตบ่อยครั้ง อาจต้องการระบบตรวจสอบย้อนกลับล็อตสินค้าอัตโนมัติ กระบวนการควบคุมคุณภาพ การตรวจสอบความสะอาดของสายการผลิต และการเชื่อมต่อกับอุปกรณ์ชั่งน้ำหนักหรือติดฉลาก ในกรณีเช่นนี้ ระบบที่มีประสิทธิภาพจึงมีความสำคัญ การนำ MES มาใช้ สามารถทำได้เพราะข้อมูลการดำเนินการต้องถูกบันทึกตามลำดับและเชื่อมโยงกับบันทึกการปฏิบัติตามข้อกำหนด หากปัญหาการติดฉลากส่งผลกระทบต่อล็อตใดล็อตหนึ่ง โรงงานจำเป็นต้องควบคุมสถานการณ์และตรวจสอบย้อนกลับได้อย่างแม่นยำภายในไม่กี่นาที ไม่ใช่การสร้างใหม่ด้วยตนเองในภายหลัง.
นักวิเคราะห์ในอุตสาหกรรมได้ตั้งข้อสังเกตมานานแล้วว่า โครงการ MES อาจต้องใช้เวลาและงบประมาณจำนวนมาก โดยเฉพาะอย่างยิ่งเมื่อความต้องการด้านการบูรณาการและการตรวจสอบความถูกต้องสูง นั่นเป็นเหตุผลที่ผู้บริหารไม่ควรตั้งคำถามเพียงแค่ว่า “เราจำเป็นต้องใช้ MES หรือไม่?” แต่ควรตั้งคำถามด้วยว่า “เราจำเป็นต้องใช้ MES อย่างเต็มรูปแบบในทุกส่วนของโรงงานหรือไม่?” ในโรงงานขนาดกลางหลายแห่ง คำตอบนั้นค่อนข้างเลือกสรรมากกว่านั้น.
เหตุใดการปรับแต่ง ERP จึงไม่เพียงพอเสมอไป
ผู้ผลิตหลายรายมักพยายามเชื่อมช่องว่างโดยการปรับแต่งหน้าจอ ERP เพิ่มรายการธุรกรรม หรือสร้างรายงานก่อน วิธีนี้อาจใช้ได้ผลกับขั้นตอนการทำงานที่คงที่บางอย่าง แต่กระบวนการปฏิบัติงานเปลี่ยนแปลงเร็วกว่าโครงสร้างหลักของ ERP การส่งมอบงานระหว่างกะ การตรวจสอบระหว่างสายการผลิต การบันทึกเวลาหยุดทำงาน การลงนาม SOP แบบดิจิทัล และการระงับการผลิตเนื่องจากการบำรุงรักษา มักมีการเปลี่ยนแปลงอย่างต่อเนื่องเมื่อทีมปฏิบัติการปรับปรุงกระบวนการ.
ลองนึกถึงโรงงานตัดเย็บเสื้อผ้าที่มีสายการเย็บและสถานีตกแต่งหลายแห่ง ระบบ ERP อาจติดตามสถานะคำสั่งซื้อและการบริโภคสินค้าคงคลังได้ แต่การปรับสมดุลสายการผลิต ผลผลิตรายชั่วโมงตามแบบ ข้อบกพร่องด้านคุณภาพตามกลุ่มผู้ปฏิบัติงาน และขั้นตอนการอนุมัติการแก้ไขงาน มักต้องการเครื่องมือที่มีความยืดหยุ่นมากกว่านั้น เมื่อการเปลี่ยนแปลงการดำเนินงานเล็กๆ น้อยๆ ทุกครั้งต้องใช้ตั๋วจากที่ปรึกษา ERP การปรับปรุงก็จะช้าลง และทีมงานในโรงงานก็จะเริ่มหาวิธีแก้ปัญหาเฉพาะหน้าอยู่นอกระบบอีกครั้ง.
ตัวเลือกอื่นๆ: สเปรดชีต, โซลูชันเฉพาะจุด และระบบขนาดเล็ก
ระหว่างซอฟต์แวร์ MES เต็มรูปแบบกับ ERP มาตรฐาน มีตัวเลือกอยู่ตรงกลางที่ค่อนข้างกว้าง โรงงานหลายแห่งยังคงใช้สเปรดชีต แอปพลิเคชันควบคุมคุณภาพแบบแยกส่วน เครื่องมือตรวจสอบเครื่องจักร ระบบบาร์โค้ด หรือการวางแผนงานบนกระดานไวท์บอร์ด สิ่งเหล่านี้สามารถแก้ปัญหาเฉพาะด้านได้อย่างรวดเร็ว แต่แทบจะไม่สร้างเลเยอร์การทำงานที่เชื่อมโยงกันระหว่างการผลิต คุณภาพ การบำรุงรักษา และการรายงาน.
A ระบบบริหารจัดการการผลิต รูปแบบที่เบาและเป็นแบบโมดูลาร์มักเหมาะสำหรับผู้ผลิตที่ต้องการการเปลี่ยนผ่านสู่ระบบดิจิทัลอย่างรวดเร็วโดยไม่ต้องติดตั้งระบบ MES เต็มรูปแบบ แทนที่จะมาแทนที่ระบบ ERP ระบบนี้จะทำงานควบคู่ไปกับกระบวนการปฏิบัติงาน เช่น การรายงานการผลิต การติดตามใบสั่งงาน การตรวจสอบคุณภาพระหว่างกระบวนการ การบันทึกเวลาหยุดทำงาน การส่งมอบงานระหว่างกะ แบบฟอร์มดิจิทัล การอนุมัติ และแดชบอร์ด แนวทางนี้มีประโยชน์อย่างยิ่งเมื่อโรงงานของคุณต้องการความยืดหยุ่นมากกว่าระบบอัตโนมัติขั้นสูงที่ทุกส่วนเชื่อมต่อของเครื่องจักร.
เมื่อระบบการจัดการการผลิตแบบเบา (Lightweight Production Management System) คือทางเลือกที่ชาญฉลาดกว่า
น้ำหนักเบา ระบบบริหารจัดการการผลิต ระบบนี้มักเป็นตัวเลือกที่ดีกว่าเมื่อโรงงานของคุณมีช่องว่างในการดำเนินงานที่ชัดเจน แต่ไม่จำเป็นต้องใช้ระบบการจัดการการผลิตแบบดั้งเดิมอย่างเต็มรูปแบบ ซึ่งเหมาะสำหรับผู้ผลิตขนาดกลางจำนวนมากที่ต้องการมองเห็นและควบคุมกระบวนการได้ดีขึ้น แต่ต้องการดำเนินการเป็นระยะๆ แทนที่จะดำเนินการติดตั้งระบบ MES ในระยะยาว เป้าหมายไม่ใช่การจำลองความสามารถขั้นสูงทั้งหมดของ MES แต่เป็นการแปลงกระบวนการทำงานที่ส่งผลต่อปริมาณงาน คุณภาพ เวลาตอบสนอง และความรับผิดชอบให้เป็นดิจิทัล.
ลองนึกภาพผู้จัดการฝ่ายปฏิบัติการในโรงงานผลิตขนมขบเคี้ยวเฉพาะทางที่ใช้สายการผลิตกึ่งอัตโนมัติ โรงงานอาจต้องการการตรวจสอบการเริ่มต้นระบบแบบดิจิทัล บันทึกการผลิต การตรวจสอบคุณภาพบรรจุภัณฑ์ การบันทึกเวลาหยุดทำงาน และแดชบอร์ดแบบ OEE แบบเรียลไทม์ แต่ไม่จำเป็นต้องติดตั้งระบบ MES ขนาดใหญ่ครอบคลุมทุกสินทรัพย์และอินเทอร์เฟซในวันแรก ในกรณีเช่นนี้ ระบบแบบโมดูลาร์ที่สร้างด้วยเครื่องมือแบบไม่ต้องเขียนโค้ดสามารถให้ผลลัพธ์ที่ใช้งานได้รวดเร็วยิ่งขึ้น ในขณะเดียวกันก็ยังสามารถผสานรวมกับ ERP สำหรับการสั่งซื้อและธุรกรรมสินค้าคงคลังได้.
นี่คือจุดที่แพลตฟอร์มต่างๆ เช่น Jodoo อาจเป็นทางเลือกที่เหมาะสมในทางปฏิบัติ แทนที่จะบังคับให้โรงงานใช้ซอฟต์แวร์ MES ที่ตายตัว Jodoo ช่วยให้ทีมงานสร้างแอปพลิเคชันที่ต้องการได้อย่างแม่นยำสำหรับการรายงานการผลิต การตรวจสอบคุณภาพ คำขอซ่อมบำรุง กระบวนการทำงานที่ผิดปกติ และแดชบอร์ดแบบเรียลไทม์บนระบบที่มีอยู่เดิม สำหรับผู้ผลิตที่มีกระบวนการที่เปลี่ยนแปลงไป ความยืดหยุ่นนี้อาจมีค่ามากกว่าการซื้อระบบขนาดใหญ่และใช้เวลาหลายเดือนในการปรับตัวให้เข้ากับระบบนั้น.
คู่มือการตัดสินใจฉบับย่อสำหรับผู้บริหาร
เลือกใช้ ERP เป็นอันดับแรกหากความต้องการหลักของคุณคือการวางแผนระดับองค์กร การควบคุมสินค้าคงคลัง การจัดซื้อ และการกำกับดูแลทางการเงินในทุกสาขา เลือกใช้ระบบการจัดการการผลิตแบบดั้งเดิม (Manufacturing Execution System หรือ ERP) หากคุณต้องการการควบคุมการทำงานแบบเรียลไทม์ที่ลึกซึ้ง การเก็บรวบรวมข้อมูลระดับเครื่องจักร การเชื่อมโยงข้อมูลที่เข้มงวด และขั้นตอนการทำงานด้านการปฏิบัติตามกฎระเบียบที่มีโครงสร้างสูง เลือกใช้ระบบการจัดการการผลิตแบบดั้งเดิมที่มีน้ำหนักเบา ระบบบริหารจัดการการผลิต หากคุณต้องการการมองเห็นภาพรวมในสายการผลิตและการทำงานที่เป็นมาตรฐาน แต่ต้องการหลีกเลี่ยงค่าใช้จ่าย ความยืดหยุ่น และระยะเวลาที่ยาวนานของการติดตั้งระบบ MES อย่างเต็มรูปแบบ.
สำหรับผู้ผลิตขนาดกลางหลายราย สถาปัตยกรรมที่ดีที่สุดไม่ใช่ระบบ ERP หรือ MES ในแบบแยกส่วน คือระบบ ERP สำหรับการวางแผนและการทำธุรกรรม บวกกับเลเยอร์การดำเนินการที่ยืดหยุ่นซึ่งแปลงกระบวนการทำงานระหว่างการออกคำสั่งซื้อและผลผลิตสำเร็จรูปให้เป็นดิจิทัล ซึ่งมักจะเป็นจุดที่การเปรียบเทียบที่แท้จริงเกิดขึ้น MES เทียบกับ ERP ควรจบลงด้วยการเลือกการผสมผสานที่เหมาะสมที่สุดกับความซับซ้อนในการดำเนินงานของโรงงานของคุณ ไม่ใช่ระบบใด "ดีกว่า".
การนำระบบ MES มาใช้และการประเมินผู้จำหน่าย: วิธีเลือกโดยไม่ซื้อเกินความจำเป็น
การเลือก ระบบบริหารจัดการการผลิต ไม่ใช่แค่เรื่องฟีเจอร์บนหน้าจอสาธิตเท่านั้น สำหรับผู้ผลิตขนาดกลาง คำถามที่สำคัญกว่าคือ การติดตั้งซอฟต์แวร์ MES แบบเต็มรูปแบบเป็นขั้นตอนแรกที่เหมาะสมหรือไม่ หรือว่าการใช้แนวทางดิจิทัลแบบค่อยเป็นค่อยไปจะให้ผลลัพธ์ที่เร็วกว่าและก่อให้เกิดการหยุดชะงักน้อยกว่ากัน เรื่องนี้สำคัญเพราะระยะเวลาในการดำเนินการโครงการ MES แบบดั้งเดิมมักจะยืดเยื้อยาวนาน 6 ถึง 18 เดือน, โดยเฉพาะอย่างยิ่งเมื่อเกี่ยวข้องกับการบูรณาการ การตรวจสอบความถูกต้อง และการจัดการการเปลี่ยนแปลงในสายการผลิต หากโรงงานของคุณต้องการการตรวจสอบย้อนกลับที่ดีขึ้น การตอบสนองต่อความเบี่ยงเบนในการผลิตที่รวดเร็วขึ้น หรือการรายงานที่สม่ำเสมอยิ่งขึ้นในไตรมาสนี้ กรอบการตัดสินใจจะต้องก้าวข้ามชื่อแบรนด์ไปให้ได้.
เริ่มต้นด้วยขอบเขตงาน ไม่ใช่ซอฟต์แวร์
ข้อผิดพลาดที่พบบ่อยคือการประเมินผู้ขายก่อนที่จะกำหนดขอบเขตการดำเนินงาน คุณควรตัดสินใจก่อนว่าคุณต้องการควบคุมทั้งโรงงานในด้านการจัดตารางเวลา คุณภาพ ลำดับวงศ์ตระกูล แรงงาน การบำรุงรักษา และการตรวจสอบประสิทธิภาพ หรือคุณต้องการเพียงแค่การควบคุมที่เฉพาะเจาะจงเท่านั้น ระบบบริหารจัดการการผลิต สำหรับขั้นตอนการทำงานที่สำคัญเพียงไม่กี่ขั้นตอน ในโรงงานขนาดกลางหลายแห่ง จะใช้เพียงเท่านี้ คุณลักษณะของระบบการจัดการการผลิต (Manufacturing Execution System) ตั้งแต่รุ่น 20% ถึง 30% ซอฟต์แวร์บางตัวถูกใช้งานอย่างหนักในปีแรก ในขณะที่ซอฟต์แวร์อื่นๆ จะเพิ่มต้นทุน ภาระในการฝึกอบรม และความเสี่ยงในการใช้งาน นั่นเป็นเหตุผลว่าทำไมกระบวนการซื้อที่ดีที่สุดจึงเริ่มต้นด้วยกรณีการใช้งาน ไม่ใช่ชุดใบอนุญาต.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่ต้องการมองเห็นภาพรวมแบบเรียลไทม์ของผลผลิตในสายการผลิต อัตราผลผลิตรอบแรก และการตรวจสอบย้อนกลับของชิ้นส่วน การนำระบบ MES มาใช้เต็มรูปแบบอาจเหมาะสมหากโรงงานมีผลิตภัณฑ์หลากหลาย มีข้อกำหนดของลูกค้าที่เข้มงวด และมีการผลิตแบบเรียงลำดับในหลายสายการผลิต แต่หากเป้าหมายเร่งด่วนคือการแปลงใบสั่งงาน การบันทึกข้อบกพร่อง และการรายงานของผู้ปฏิบัติงานให้เป็นดิจิทัล ระบบแบบไม่ต้องเขียนโค้ดที่ปรับแต่งได้มักจะสามารถใช้งานได้ภายในไม่กี่สัปดาห์และสามารถบูรณาการกับระบบ ERP ในภายหลังได้ ในสถานการณ์เช่นนั้น ความเร็วในการสร้างมูลค่ามีความสำคัญมากกว่าการซื้อระบบที่ครอบคลุมที่สุดในตลาด.
ประเมินเวลาในการติดตั้งระบบอย่างสมจริง
ผู้ขายมักนำเสนอไทม์ไลน์การใช้งานที่เหมาะสมโดยอิงจากแม่แบบมาตรฐานและขอบเขตที่จำกัด ในความเป็นจริง เวลาในการติดตั้งใช้งานขึ้นอยู่กับจำนวนเครื่องจักร ขั้นตอนการผลิต กฎการอนุมัติ บทบาทของผู้ใช้ และการส่งต่อข้อมูลที่ต้องดำเนินการ ตัวอย่างเช่น บริษัทแปรรูปอาหารอาจต้องการการตรวจสอบย้อนกลับของล็อต การตรวจสอบการปล่อยคุณภาพ การบันทึกสุขอนามัย และการรายงานการทำงานแต่ละกะ ก่อนที่แดชบอร์ดจะใช้งานได้จริง ซึ่งแต่ละอย่างจะเพิ่มความพยายามในการออกแบบและทดสอบ แม้กระทั่งก่อนที่จะเริ่มการฝึกอบรมผู้ปฏิบัติงาน.
ขอให้ผู้ขายจัดทำแผนการติดตั้งแบบเป็นขั้นตอนพร้อมกำหนดเป้าหมายสำคัญ ณ ช่วงเวลาต่างๆ 30, 60 และ 90 วัน, ไม่ใช่แค่กำหนดวันเปิดใช้งานขั้นสุดท้ายเท่านั้น ข้อเสนอที่ดีควรแสดงให้เห็นว่าอะไรสามารถส่งมอบได้ก่อน อะไรที่ต้องใช้การบูรณาการกับ ERP หรือเครื่องจักร และอะไรที่ขึ้นอยู่กับการทำความสะอาดข้อมูลหลัก สิ่งนี้จะช่วยให้คุณเปรียบเทียบการติดตั้งซอฟต์แวร์ MES แบบดั้งเดิมกับแนวทางที่เบาและเป็นแบบโมดูลาร์ซึ่งรองรับความต้องการในการดำเนินการในทันที หากผู้ขายไม่สามารถแยกคุณค่าในระยะแรกออกจากการขยายในระยะยาวได้อย่างชัดเจน คุณอาจกำลังมองหาโครงการที่ใหญ่เกินความจำเป็น.
พิจารณาอย่างละเอียดเกี่ยวกับการบูรณาการและขอบเขตระหว่าง MES กับ ERP
ทีมจัดซื้อหลายทีมติดขัดเพราะคาดหวังว่าระบบ MES จะแก้ปัญหาด้านการวางแผน การดำเนินการ สินค้าคงคลัง และการรายงานทั้งหมดในคราวเดียว ในทางปฏิบัติแล้ว..., MES เทียบกับ ERP ควรประเมินระบบเหล่านี้โดยแบ่งบทบาทออกเป็นสองส่วน: ERP จัดการการวางแผนธุรกิจ การสั่งซื้อ ต้นทุน และบันทึกทางการเงิน ในขณะที่ MES จัดการการดำเนินการผลิต การมองเห็นความคืบหน้าของงาน การเก็บรวบรวมข้อมูลในโรงงาน และการควบคุมกระบวนการ ปัญหาคือผู้จำหน่ายหลายรายทำให้เส้นแบ่งนี้ไม่ชัดเจน ซึ่งอาจนำไปสู่การป้อนข้อมูลซ้ำซ้อนหรือความเป็นเจ้าของระบบที่ไม่ชัดเจน ส่งผลให้เกิดภาระงานเพิ่มขึ้นทั้งสำหรับฝ่ายปฏิบัติการและฝ่ายไอที.
เมื่อเปรียบเทียบตัวเลือกต่างๆ ให้ถามอย่างละเอียดว่าระบบจะแลกเปลี่ยนข้อมูลกับ ERP เครื่องมือบำรุงรักษา ระบบคุณภาพ และแหล่งข้อมูลเครื่องจักรอย่างไร คำตอบที่ดีจากผู้ขายควรระบุว่ามีการเชื่อมต่อผ่าน API มิดเดิลแวร์ ไฟล์ข้อมูล หรือการพัฒนาแบบกำหนดเองหรือไม่ และจะจัดการกับข้อผิดพลาดอย่างไรเมื่อข้อมูลไม่ตรงกัน ตัวอย่างเช่น สำหรับโรงงานบรรจุเครื่องดื่ม ความสามารถในการดึงคำสั่งผลิตจาก ERP และส่งข้อมูลผลผลิตจริง เวลาหยุดทำงาน และปริมาณที่ถูกปฏิเสธกลับไปโดยอัตโนมัติ อาจมีความสำคัญมากกว่าตรรกะการกำหนดตารางเวลาขั้นสูง คุณภาพของการบูรณาการมักเป็นตัวกำหนดว่าระบบนั้นจะกลายเป็นเครื่องมือในการปฏิบัติงานประจำวันหรือเป็นเพียงชั้นการรายงานอีกชั้นหนึ่งเท่านั้น.
ประเมินความสามารถในการกำหนดค่าเทียบกับการพัฒนาแบบกำหนดเอง
ผู้ผลิตขนาดกลางมักไม่ใช้กระบวนการตามตำราเป๊ะๆ เส้นทางการผลิตเปลี่ยนแปลงไป การตรวจสอบคุณภาพพัฒนาขึ้น กฎการติดฉลากของลูกค้าเปลี่ยนไป และตรรกะการอนุมัติมักแตกต่างกันไปตามโรงงานหรือกลุ่มผลิตภัณฑ์ นั่นเป็นเหตุผลที่คุณควรแยกความสามารถในการกำหนดค่าที่แท้จริงออกจากการปรับแต่งที่สิ้นเปลือง หากทุกการเปลี่ยนแปลงแบบฟอร์ม กฎ หรือแดชบอร์ดต้องใช้บริการจากผู้ให้บริการภายนอกหรือนักพัฒนาภายใน ระบบของคุณอาจดูแลรักษายากขึ้นเรื่อยๆ เมื่อเวลาผ่านไป.
นี่คือจุดที่หลายบริษัทควรเปรียบเทียบการใช้งาน MES แบบดั้งเดิมกับแนวทางการใช้แพลตฟอร์มที่ปรับแต่งได้ ระบบที่ไม่ต้องเขียนโค้ด เช่น Jodoo สามารถช่วยให้ทีมสร้างรายงานการผลิต แบบฟอร์มการตรวจสอบ ขั้นตอนการทำงานเกี่ยวกับความผิดปกติ คำขอการบำรุงรักษา และแดชบอร์ดแบบเรียลไทม์รอบๆ กระบวนการที่พวกเขากำลังดำเนินการอยู่แล้ว โดยไม่ต้องรอโครงการเปลี่ยน MES เต็มรูปแบบ สำหรับโรงงานที่มีระบบหลักที่เสถียรแต่ขั้นตอนการทำงานเปลี่ยนแปลงไป ความยืดหยุ่นนี้สามารถลดทั้งเวลาในการติดตั้งและการพึ่งพาที่ปรึกษา MES เฉพาะทาง ผลลัพธ์ที่ได้ไม่ใช่ “MES เวอร์ชันย่อ” แต่เป็นระบบที่เหมาะสมกว่าสำหรับโรงงานที่ต้องการควบคุมการดำเนินงานโดยไม่ต้องผูกมัดตัวเองกับการสร้างระบบขนาดใหญ่ที่ไม่ยืดหยุ่น.
วัดการพึ่งพาด้านไอทีและการจัดการการเปลี่ยนแปลงไปพร้อมกัน
ระบบที่ดูแข็งแกร่งทางเทคนิคก็ยังอาจล้มเหลวได้หากหัวหน้างานและผู้ปฏิบัติงานในโรงงานไม่นำไปใช้ให้สอดคล้องกัน นั่นคือเหตุผลที่ควรประเมินการพึ่งพาด้านไอทีควบคู่ไปกับการจัดการการเปลี่ยนแปลง ไม่ใช่แยกต่างหาก หากทีมไอทีของคุณต้องจัดการทุกการอัปเดตเวิร์กโฟลว์ การเปลี่ยนแปลงสิทธิ์ผู้ใช้ รูปแบบป้ายกำกับ หรือการแก้ไขรายงาน ผู้ใช้ทางธุรกิจจะต้องรอคิวสำหรับการปรับปรุงขั้นพื้นฐาน ในโรงงานที่เคลื่อนไหวอย่างรวดเร็ว นั่นจะทำให้การนำไปใช้ช้าลงและบั่นทอนความเชื่อมั่นในระบบ.
สอบถามผู้จำหน่ายว่าใครสามารถเปลี่ยนแปลงแบบฟอร์ม ขั้นตอนการทำงาน และแดชบอร์ดได้หลังจากเปิดใช้งานระบบแล้ว ในโรงงานผลิตเสื้อผ้าที่มีรอบการผลิตสั้นและมีการเปลี่ยนแปลงรูปแบบบ่อยครั้ง หัวหน้างานอาจจำเป็นต้องปรับเปลี่ยนฟิลด์การติดตามสายการผลิตหรือหมวดหมู่ข้อบกพร่องอย่างรวดเร็วเมื่อมีการเปิดตัวผลิตภัณฑ์ใหม่ ระบบที่อนุญาตให้ทีมปฏิบัติการจัดการการเปลี่ยนแปลงที่ควบคุมได้ด้วยตนเองมักจะปรับขนาดได้ดีกว่าระบบที่ต้องมีการพัฒนาอย่างเป็นทางการสำหรับทุกการปรับเปลี่ยน นี่เป็นสิ่งสำคัญอย่างยิ่งในกลุ่มการผลิตระดับภูมิภาคที่ทีมไอทีส่วนกลางทีมเดียวให้การสนับสนุนโรงงานหลายแห่ง.
เปรียบเทียบต้นทุนรวมในการเป็นเจ้าของ ไม่ใช่แค่ราคาใบอนุญาต
ต้นทุนที่แท้จริงของ ระบบบริหารจัดการการผลิต ต้นทุนไม่ได้มีแค่ค่าสมัครสมาชิกหรือค่าลิขสิทธิ์แบบถาวรเท่านั้น คุณยังต้องคำนึงถึงค่าบริการติดตั้ง การบูรณาการ การฝึกอบรม การตรวจสอบความถูกต้อง การสนับสนุน งานอัปเกรด ค่าใช้จ่ายด้านบุคลากรภายในโครงการ และค่าใช้จ่ายในการเปลี่ยนแปลงกระบวนการในอนาคต นักวิเคราะห์ในอุตสาหกรรมมักกล่าวว่า ค่าลิขสิทธิ์ซอฟต์แวร์อาจคิดเป็นเพียงส่วนน้อยของต้นทุนโครงการทั้งหมด โดยค่าบริการและค่าแรงภายในคิดเป็นสัดส่วนที่สำคัญในช่วงสามถึงห้าปี นั่นเป็นเหตุผลว่าทำไมราคาเริ่มต้นที่ต่ำกว่าจึงไม่ได้หมายความว่าต้นทุนรวมในการเป็นเจ้าของจะต่ำกว่าเสมอไป.
สร้างการเปรียบเทียบแบบเคียงข้างกันโดยใช้ โมเดลต้นทุนรวมในการเป็นเจ้าของ (TCO) สามปี. รวมถึงต้นทุนซอฟต์แวร์ การติดตั้งจากภายนอก การสนับสนุนรายปี ชั่วโมงการทำงานของฝ่ายไอทีภายใน เวลาในการฝึกอบรมการปฏิบัติงาน และต้นทุนที่อาจเกิดขึ้นจากการเพิ่มโรงงานหรือกระบวนการทำงานใหม่ในภายหลัง สำหรับผู้ผลิตขนาดกลางจำนวนมาก คำถามสำคัญไม่ใช่ว่าแพลตฟอร์มซอฟต์แวร์ MES เต็มรูปแบบนั้นคุ้มค่าหรือไม่ แต่เป็นว่าคุณค่าที่ได้รับนั้นจะมาถึงเร็วพอที่จะคุ้มค่ากับความซับซ้อนในระยะเริ่มต้นหรือไม่ รูปแบบการดำเนินงานแบบเป็นขั้นตอนมักจะประสบความสำเร็จมากกว่า เพราะเป็นการกระจายต้นทุนไปตามเป้าหมายที่พิสูจน์ได้ แทนที่จะบังคับให้ลงทุนก้อนใหญ่ก่อนที่จะเห็นผลประโยชน์จากการดำเนินงาน.
ใช้แบบประเมินผู้ขายที่ใช้งานได้จริง
เพื่อหลีกเลี่ยงการซื้อมากเกินไป ควรประเมินแต่ละตัวเลือกตามเกณฑ์ที่สะท้อนความเป็นจริงของโรงงานของคุณ แทนที่จะใช้รายการตรวจสอบทั่วไปในตลาด แบบประเมินของคุณควรประกอบด้วย ความเร็วในการติดตั้งใช้งาน ความพยายามในการบูรณาการ ความสามารถในการกำหนดค่า ความเสี่ยงในการใช้งานของผู้ใช้ การพึ่งพาด้านไอที ความสอดคล้องกับข้อกำหนด ความสามารถในการขยายขนาด และต้นทุนรวมในการเป็นเจ้าของ (TCO) ในระยะเวลาสามปี. กำหนดน้ำหนักให้กับแต่ละปัจจัยโดยพิจารณาจากผลกระทบต่อธุรกิจ ตัวอย่างเช่น ผู้ผลิตอาหารที่อยู่ภายใต้การกำกับดูแลอาจให้ความสำคัญกับการตรวจสอบย้อนกลับและการตรวจสอบได้มากกว่า ในขณะที่ผู้ผลิตอุปกรณ์อิเล็กทรอนิกส์ตามสัญญาอาจให้ความสำคัญกับความยืดหยุ่นในการเปลี่ยนแปลงผลิตภัณฑ์และการมองเห็นรายละเอียดในระดับล็อตมากกว่า วิธีนี้จะทำให้การพูดคุยกับผู้ขายมีความเป็นกลางมากขึ้นและง่ายต่อการประสานงานระหว่างฝ่ายปฏิบัติการ ฝ่ายไอที และฝ่ายบริหาร.
การทดสอบขั้นสุดท้ายที่มีประโยชน์นั้นง่ายมาก: ระบบนี้สามารถส่งมอบอะไรได้บ้างใน 90 วันแรก และใครจะสามารถปรับปรุงระบบนี้ได้หลังจากเปิดใช้งานแล้ว? หากคำตอบคลุมเครือ ซับซ้อนทางเทคนิค หรือขึ้นอยู่กับวงจรการให้คำปรึกษาที่ยาวนาน ระบบนั้นอาจไม่เหมาะสมกับผู้ผลิตขนาดกลาง หากคำตอบชัดเจน เป็นขั้นตอน และเชื่อมโยงกับผลลัพธ์ที่วัดได้ คุณก็จะเข้าใกล้ระบบที่สนับสนุนการเติบโตโดยไม่ต้องลงทุนมากเกินไป ในหลายกรณี นั่นหมายถึงการเลือกไม่ใช่ระหว่าง MES กับไม่มี MES แต่เป็นการเลือกระหว่างการติดตั้งระบบขนาดใหญ่กับการเลือกเส้นทางที่ชาญฉลาดกว่าสู่การดำเนินการทางดิจิทัล.
สรุป: เหตุใด Jodoo จึงเป็นทางเลือกที่ดีกว่าระบบการจัดการการผลิตแบบดั้งเดิม
หากโรงงานของคุณต้องการการควบคุมระดับเครื่องจักรที่เข้มงวด การบูรณาการ PLC อย่างลึกซึ้ง และคุณสมบัติการปฏิบัติตามข้อกำหนดเฉพาะทางขั้นสูง โซลูชันแบบครบวงจรคือสิ่งที่คุณต้องมี ระบบบริหารจัดการการผลิต อาจยังคงเป็นตัวเลือกที่เหมาะสม แต่สำหรับผู้ผลิตขนาดกลางจำนวนมาก ความต้องการที่แท้จริงไม่ใช่การติดตั้งระบบ MES ขนาดใหญ่ แต่เป็นการมองเห็นภาพรวมที่รวดเร็วขึ้น การควบคุมกระบวนการที่ดีขึ้น และการดำเนินการที่ราบรื่นยิ่งขึ้นในโรงงาน โดยไม่ต้องใช้เวลานานในการติดตั้งหรือเสียค่าใช้จ่ายในการให้คำปรึกษาจำนวนมาก.
นั่นคือที่ที่ Jodoo อาจเป็นทางเลือกที่ดีกว่า ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด Jodoo ช่วยให้คุณเปลี่ยนสิ่งที่มีค่าที่สุดให้เป็นดิจิทัลได้ 80% ของระบบการจัดการการผลิต ตัวอย่างการใช้งาน: การติดตามการผลิต การอัปเดตใบสั่งงาน การตรวจสอบคุณภาพ กระบวนการอนุมัติ การยกระดับปัญหา และบันทึกการตรวจสอบย้อนกลับ ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานอิเล็กทรอนิกส์ขนาดกลางที่ยังคงต้องตามตรวจสอบรายการตรวจสอบคุณภาพด้วยกระดาษและอัปเดตใบสั่งงานใน Excel ข้ามกะการทำงาน ด้วย Jodoo ทีมงานนั้นสามารถเปลี่ยนจากการติดตามด้วยตนเองเป็นแบบฟอร์มบนมือถือ กระบวนการทำงานอัตโนมัติ และแดชบอร์ดแบบเรียลไทม์ได้ภายในไม่กี่สัปดาห์ ไม่ใช่หลายเดือน.
สำหรับผู้บริหารฝ่ายปฏิบัติการ นั่นหมายถึงเอกสารน้อยลง การตอบสนองต่อปัญหาได้เร็วขึ้น และข้อมูลที่ดีขึ้นสำหรับการตัดสินใจในแต่ละวัน หากคุณต้องการเปลี่ยนกระบวนการผลิตให้เป็นดิจิทัลได้เร็วขึ้นโดยไม่ต้องยุ่งยากกับระบบ MES แบบดั้งเดิม ลองพิจารณา Jodoo ดู, เริ่มทดลองใช้งานฟรี, หรือ จองการสาธิต วันนี้.
