
Browse by category
Introduction: Why Total Productive Maintenance Still Matters in Modern Manufacturing
Unplanned downtime remains one of the most expensive problems in manufacturing. Depending on the industry, equipment failures can cost plants thousands of dollars per hour, and in high-volume production environments, the real damage often extends beyond maintenance costs to missed deliveries, scrap, overtime, and customer complaints. For that reason, total productive maintenance (TPM) remains relevant: it gives factories a practical way to improve equipment reliability before breakdowns disrupt the entire operation.
TPM is not just a maintenance department program. It is a factory-wide system that builds shared ownership of equipment across operators, technicians, supervisors, and managers, so routine care, early problem detection, and planned intervention become part of daily work. For plants under pressure to raise output without major capital spending, that shift is often one of the fastest ways to recover hidden capacity.
This guide explains what TPM means, the goals it is designed to achieve, how the eight pillars work in real factory operations, and how manufacturers can digitize inspections, abnormality reporting, and follow-up workflows to sustain TPM at scale.
What Total Productive Maintenance Means in Practice
TPM is a Company-Wide Reliability System
TPM is a structured approach to improving equipment reliability by involving the whole factory, not only the maintenance department. In the manufacturing setting, this means operators, technicians, supervisors, engineers, and support teams all play a role in keeping equipment stable, safe, and capable. The goal is not simply to repair machines faster, but to prevent deterioration, detect abnormalities early, and improve asset performance across the full equipment lifecycle.
That is what separates TPM from a narrow maintenance program. A traditional program may focus mainly on breakdown response and scheduled servicing, while total productive maintenance is built around shared ownership, standard work, and continuous improvement. It connects day-to-day care, loss analysis, operator routines, and maintenance planning into one operating system. The better-known TPM pillars provide the structure for that system, and those will be covered in the next section.
What Total Productive Maintenance Is Designed to Achieve
At a practical level, TPM is designed to help factories achieve four outcomes: fewer breakdowns, fewer defects, safer operations, and more stable output. Those outcomes matter because unplanned downtime rarely affects only maintenance; it disrupts schedules, labor utilization, material flow, and customer delivery. In many factories, a single recurring stoppage on a bottleneck machine can reduce daily throughput far more than managers first estimate.
TPM also aims to improve equipment conditions before failure becomes visible in production results. That includes cleaning, inspection, lubrication, tightening, condition monitoring, and disciplined follow-up on abnormalities. Autonomous maintenance and planned maintenance support that goal in different ways: operators help keep basic machine conditions under control, while maintenance teams use planned work to reduce failure risk and extend asset life. Together, they make reliability routine rather than reactive.

How TPM Supports OEE and Reduces the Six Big Losses
One reason TPM remains central to modern manufacturing is its direct relationship to overall equipment effectiveness (OEE). OEE measures how well equipment performs across availability, performance, and quality, and TPM supports all three. When breakdowns and changeover losses fall, availability improves; when minor stops and speed losses are reduced, performance improves; when equipment-related defects decline, quality improves.
This is also why TPM is closely tied to the “six big losses”: breakdowns, setup and adjustment losses, idling and minor stoppages, reduced speed, process defects, and startup losses. A good TPM program does not treat these losses as isolated incidents. It treats them as recurring patterns that can be observed, classified, and reduced through standard routines, root-cause action, and better equipment care. In that sense, TPM is not just a maintenance philosophy; it is a practical method for turning hidden equipment losses into measurable improvement work.
Reactive vs. Preventive Thinking in Real Factories
A short automotive example makes the contrast clear. If a welding robot repeatedly stops because of contamination in a sensor housing, a reactive approach restores production each time and moves on. A TPM approach asks why contamination keeps occurring, assigns basic inspection and cleaning checks to operators, adds periodic verification by maintenance, and updates the TPM checklist so the same stop does not keep returning. That shift from response to prevention is the core of TPM implementation, and it is what allows factories to move from isolated repairs to repeatable reliability gains.
Eight Pillars of TPM in Real Factory Operations
In a factory setting, the 8 TPM pillars matter because they turn TPM from a maintenance initiative into a plant operating system. The eight pillars work together, but each one solves a different operational gap.
Autonomous Maintenance
Autonomous maintenance means operators take responsibility for basic equipment care instead of waiting for maintenance to intervene on every minor issue. Typical tasks include cleaning, lubricating, tightening, inspecting, and spotting early abnormalities during normal production routines. The goal is not to make operators into technicians, but to help them keep machines in a stable basic condition and escalate issues before they become failures.
In an electronics assembly plant, this often shows up as start-of-shift checks on feeders, sensors, air pressure, and connector wear. A simple TPM checklist helps standardize what “normal” looks like, so abnormalities are not left to individual judgment. When done well, autonomous maintenance improves equipment reliability and frees maintenance technicians to focus on higher-skill work.
Planned Maintenance
Planned maintenance is the pillar that moves maintenance work from reactive scheduling to controlled intervention. It combines time-based, condition-based, and usage-based tasks so assets are serviced before failure disrupts production. For managers, the key is aligning maintenance intervals with actual failure patterns, spare-parts availability, and production windows.
In a food and beverage plant, planned maintenance may include scheduled seal replacement, bearing inspection, and calibration during sanitation or changeover windows. This reduces emergency stoppages on high-speed lines where one failed component can stop upstream and downstream processes at the same time. As TPM implementation matures, planned maintenance becomes more data-driven and less calendar-driven.
Focused Improvement
Focused improvement targets chronic losses that standard routines alone cannot solve. Cross-functional teams use root-cause analysis to address repeat stoppages, microstops, speed loss, rework, and other recurring inefficiencies. This pillar is less about large capital projects and more about removing the small, repeated causes of poor performance.
A machining plant, for example, may find that a CNC cell loses 25 minutes per shift, not from breakdowns, but from repeated sensor misalignment and fixture contamination. A focused improvement team can isolate the causes, test countermeasures, and standardize the fix across similar machines. This is how TPM connects directly to OEE improvement without treating every loss as a maintenance problem.
Quality Maintenance
Quality maintenance ensures equipment conditions support consistent product quality, not just machine uptime. The key question here is simple: which equipment conditions create defects, variation, or contamination, and how can those conditions be controlled before bad output is produced? This pillar is especially important where process drift is subtle, and defects are discovered too late.
For example, in an injection molding operation, worn temperature sensors or inconsistent clamping force can create dimensional variation long before a machine actually fails. Quality maintenance links machine conditions to defect modes, then sets inspection and control points around those risks. That makes the pillar highly relevant in sectors such as electronics, plastics, and precision manufacturing.
Early Equipment Management
Early equipment management applies TPM thinking before a new machine becomes tomorrow’s maintenance headache. It uses lessons from existing assets to improve equipment selection, layout, maintainability, cleaning access, spare-parts strategy, and startup planning. For plant leaders, this pillar is where maintenance experience starts influencing capital investment decisions.
A new packaging machine may meet throughput targets on paper, but if lubrication points are hard to reach and changeover access is poor, daily execution will suffer from day one. Early equipment management prevents that by involving production, maintenance, engineering, and quality before installation is finalized. Over time, this reduces ramp-up losses and improves lifecycle cost, not just purchase cost.
Training and Education
Training and education support every other pillar because TPM fails when responsibilities grow faster than capability. Operators need to know how to detect abnormal conditions, supervisors need to coach standards, and technicians need deeper diagnostic and reliability skills. Effective training is role-based, skill-mapped, and tied to actual equipment and loss patterns.
In a general manufacturing plant, this may mean certifying operators to complete specific autonomous maintenance tasks while training technicians on vibration analysis or failure mode review. The strongest plants do not treat training as a one-time classroom exercise; they build it into line routines, audits, and improvement work. This is one reason TPM implementation often succeeds on one line and stalls on another with the same equipment.
Safety, Health, and Environment
The safety, health, and environment pillar makes safe operation a built-in condition of equipment care, maintenance work, and process improvement. In practice, it means identifying hazards during cleaning, inspection, access, setup, and repair, then designing them out or controlling them with clear standards. A machine that is hard to clean safely or inspect properly will eventually create both maintenance and safety problems.
In a beverage bottling facility, for instance, wet floors, chemical exposure, and line access during jam clearing are routine risk points. TPM activities must include lockout-tagout compliance, safe cleaning procedures, guarded access, and ergonomic maintenance tasks. This pillar should not run in parallel with TPM work; it should shape how every TPM routine is designed.
Office TPM
Office TPM extends loss reduction beyond the shop floor into planning, purchasing, scheduling, documentation, and support processes. Many equipment-related losses are created or prolonged by slow approvals, missing parts, unclear work orders, or poor master data. This pillar helps remove administrative delays that undermine maintenance execution and production stability.
An electronics factory may have skilled technicians ready to act, but repeated downtime continues because spare-part requests take two days to approve or BOM records are inaccurate. Office TPM addresses those process failures with the same discipline used on the line. For operations leaders, this is often the difference between isolated TPM success and plant-wide consistency.
Taken together, these eight pillars give structure to TPM implementation without turning it into a rigid checklist exercise. They clarify how operators, maintenance, engineering, quality, and office teams each contribute to equipment reliability and performance. The pillars only create value when they become daily routines, which is where TPM implementation begins.

How TPM Implementation Moves a Factory from Reactive Maintenance to Daily Discipline
Start with Leadership Commitment and a Narrow Pilot
TPM implementation usually fails when plants launch it as a maintenance initiative instead of an operating system change. Plant leadership needs to set clear expectations: operators will own basic equipment care, supervisors will enforce daily routines, and maintenance technicians will shift more time toward planned work instead of constant breakdown response. That commitment matters because mature TPM manufacturing environments do not improve through posters or kickoff meetings; they improve through role clarity, time allocation, and review discipline.
A practical way to start is with one pilot line, not the whole plant. In a food and beverage factory, a packaging line is often a strong candidate because downtime is visible, changeovers are frequent, and minor stops directly affect daily output. Suppose a snack producer selects its pouch packing line after finding that it accounts for 28% of weekly downtime despite representing only one of six production lines. That makes it specific enough to manage and important enough to prove value quickly.
Assess Current Losses Before Designing New Routines
Before building TPM checklists or assigning new tasks, the team needs a factual view of how the line is losing time. For the packaging line, the plant manager, production supervisor, and maintenance lead review three months of records and confirm four recurring issues: film tracking problems, sealing temperature drift, sensor contamination, and unplanned stoppages in the conveyor transfer section. This step connects TPM implementation to real losses, not assumptions.
The team should translate those failures into simple operating categories that everyone understands on the shop floor. For example, the line may be losing 6.5 hours per week to minor stops and 4 hours per week to breakdowns, while quality rejects spike after short interruptions and restarts. That baseline gives the plant a starting point for equipment reliability improvement and helps supervisors judge whether the new routines are working.
Define Clear Responsibilities for Each Shift
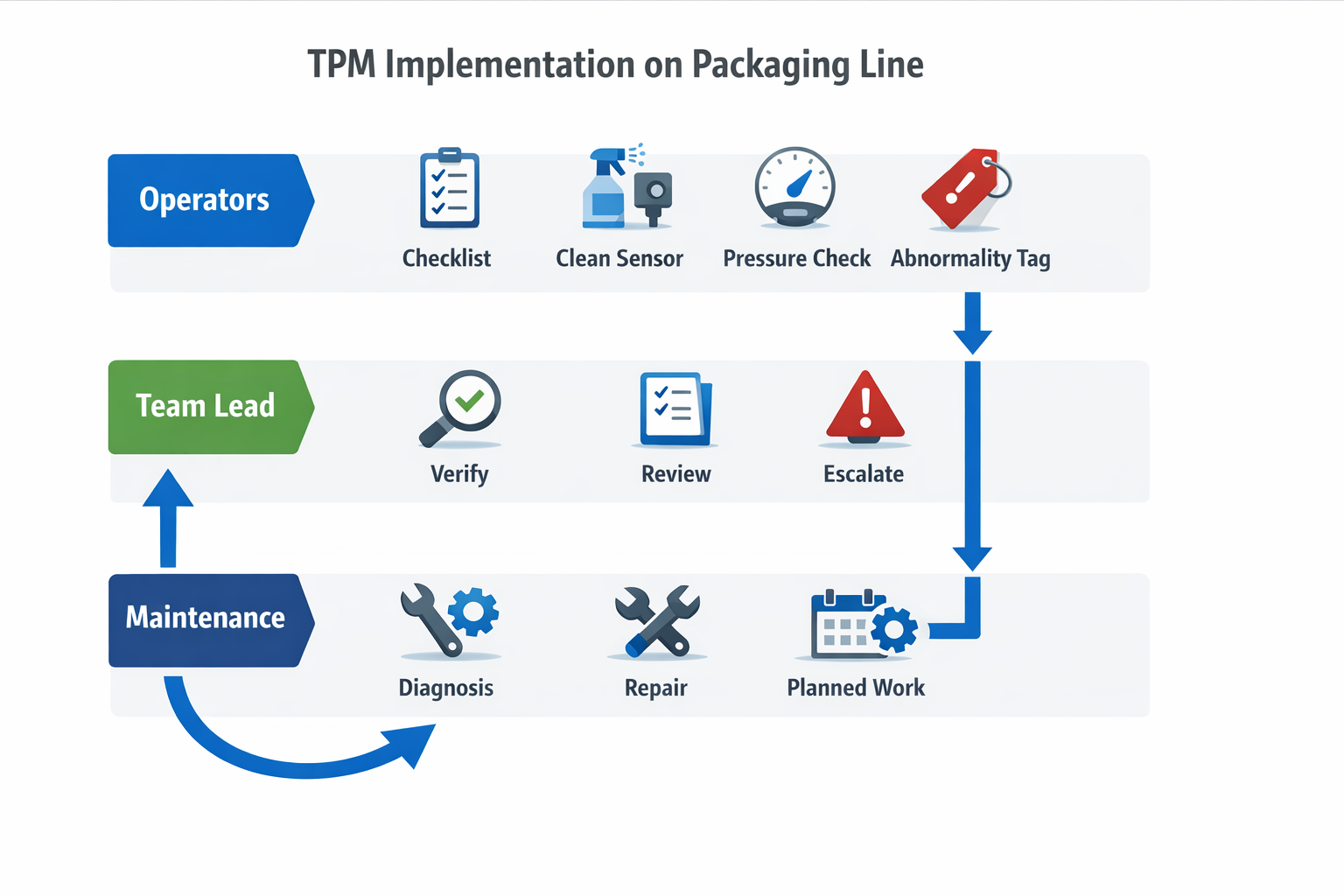
One of the most important bridges from reactive maintenance to daily discipline is role definition. Operators should not be asked to “do maintenance” in a vague sense; they should be assigned specific autonomous maintenance tasks such as cleaning sensor lenses, checking air pressure, inspecting loose fasteners, confirming lubrication points, and tagging abnormalities. Maintenance technicians remain responsible for technical diagnosis, repairs, condition-based checks, and preventive interventions that require tools, parts, or specialist skills.
On the packaging line, the supervisor breaks responsibilities into three layers. Operators complete start-of-shift and end-of-shift checks, team leaders verify completion and escalate abnormalities, and maintenance technicians handle tagged issues by priority. Clear role separation is what makes the TPM pillars workable on the floor: each task is matched to the right skill level instead of being pushed back and forth between departments.
Launch Autonomous Maintenance With Simple, Visible Standards
Autonomous maintenance should begin with the basics: clean, inspect, tighten, lubricate, and identify abnormal conditions early. On the pilot packaging line, the team creates a short TPM checklist for each shift covering sealing jaws, film rollers, photoelectric sensors, air regulators, emergency stops, and conveyor guards. The checklist is intentionally limited to items operators can check in 10 to 15 minutes without slowing startup or compromising safety.
The first weeks should focus less on perfect compliance and more on making abnormal conditions visible. During cleaning, one operator notices product dust accumulating around a sensor bracket, another finds a loose guide rail bolt, and a third reports inconsistent pressure at the pneumatic feeder. Instead of treating these as isolated defects, the team tags each issue, logs where it occurred, and records whether it can be corrected immediately or requires maintenance support.
This is where many TPM implementation efforts either gain traction or stall. If operators raise abnormalities and nobody responds, the system quickly becomes paperwork. If supervisors review findings every shift and maintenance closes actions within agreed time windows, operators start to see autonomous maintenance as real control over line conditions rather than extra admin.
Strengthen Planned Maintenance to Reduce Firefighting
Autonomous maintenance alone will not stabilize a line if maintenance planning remains weak. Once the packaging line’s recurring issues are visible, the maintenance team uses that data to tighten planned maintenance intervals for high-failure points such as seal assemblies, bearings in the transfer conveyor, and pneumatic components exposed to dust. The goal is not to schedule more work for its own sake, but to shift effort from emergency repairs to planned maintenance based on known failure patterns.
For example, one team finds that seal jaw misalignment has triggered three stoppages in one month, all after extended production runs. They respond by adding a weekly alignment check and a scheduled replacement interval for wear components during planned downtime. Over time, that change reduces breakdown calls and gives technicians more capacity for root-cause work, which is essential if TPM manufacturing is meant to become standard work rather than a temporary cleanup exercise.
Build an Escalation Routine Between Operators, Supervisors, and Maintenance
Daily discipline depends on fast, predictable escalation. On the packaging line, abnormalities are sorted into three categories: correct now, monitor, or escalate. A dirty sensor can be cleaned by the operator and rechecked, but repeated sensor contamination moves to the supervisor for review, while unstable air pressure or repeated seal faults go directly to maintenance because they affect output and product quality.
This structure helps each role act without confusion. Operators identify and contain the problem, supervisors decide whether production can continue safely, and maintenance technicians prioritize intervention based on production impact and recurrence. Plants that do this well often see a measurable shift in maintenance mix: in many factories, reactive work can consume 50% to 80% of maintenance labor before discipline improves, leaving little room for preventive tasks.
Review Results Frequently and Standardize What Works
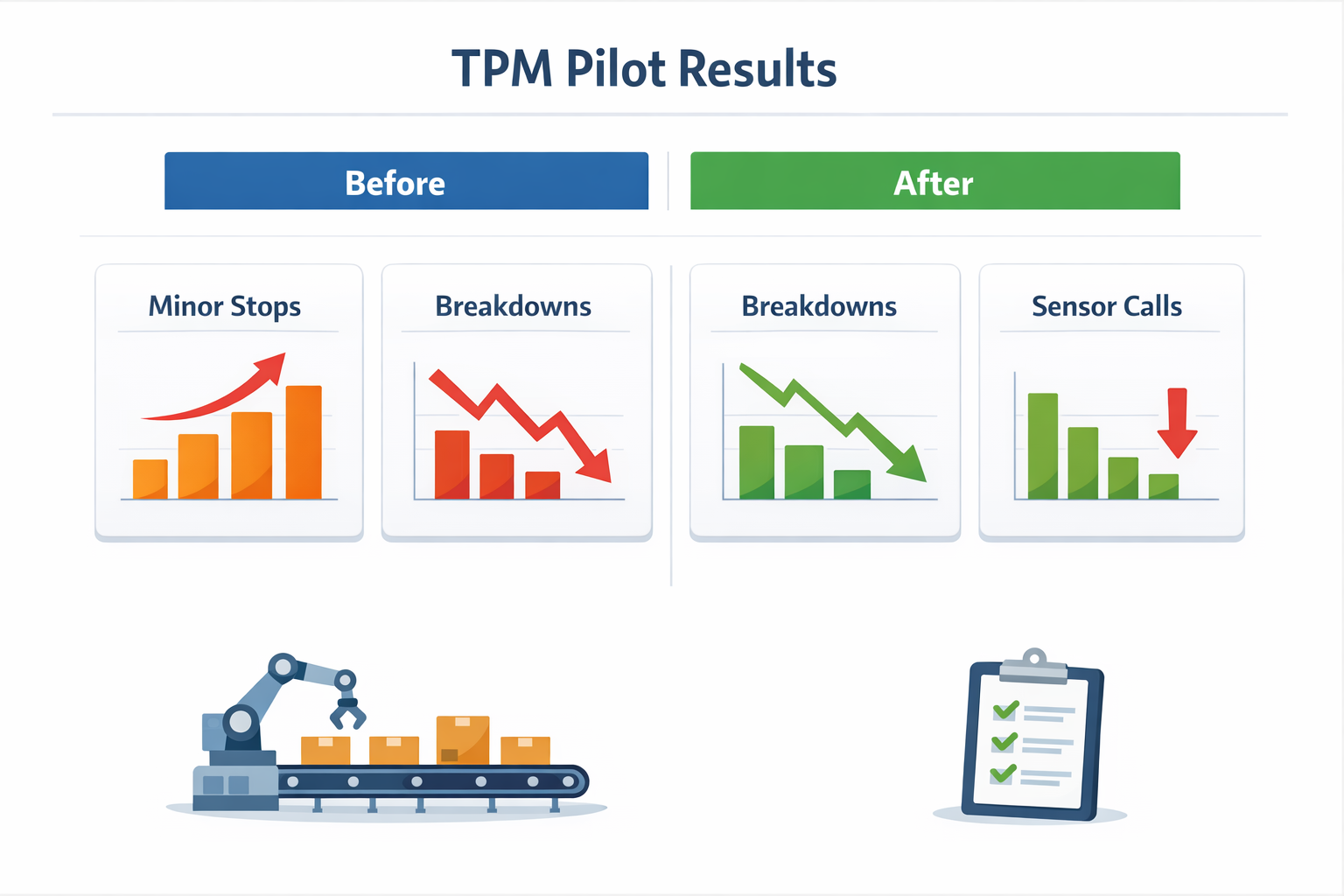
A pilot line should be reviewed weekly at first, using a small set of operational measures. For the packaging line, the team tracks minor stops, breakdown minutes, mean time between failures, checklist completion rate, and repeated abnormalities by equipment point. That review cadence helps the plant decide whether the routines are reducing losses or merely generating more records.
After eight weeks, the line shows early improvement: minor stop time falls by 18%, breakdown time drops by 22%, and recurring sensor-related calls are cut nearly in half because cleaning frequency and bracket inspection have been standardized. Just as important, the maintenance team reports fewer surprise interventions during peak production hours. At that stage, the pilot can be refined and extended to a second line, with the TPM checklist, escalation rules, and planned maintenance triggers updated based on what the first line actually taught the team.
How to Digitize TPM Workflows with Jodoo
Once your TPM implementation is defined on paper, the next challenge is execution consistency. Many factories struggle at this execution stage: operators complete autonomous maintenance checks on paper, supervisors chase missing records, and maintenance teams receive abnormality reports too late or without enough detail to act. A digital workflow layer helps close that gap by standardizing how TPM activities are recorded, escalated, and reviewed every day.
Jodoo fits this need as a flexible no-code platform for digitizing TPM manufacturing workflows, especially where factories want better frontline data capture and cross-functional follow-through without a long software project. It is not positioned as a heavy CMMS for deep spare-parts planning or advanced asset accounting. Instead, it works well as an operational layer for TPM checklist execution, abnormality reporting, work-order handoffs, and equipment reliability tracking across production and maintenance teams.
Digitize Daily TPM Checks at the Source
In many plants, the weakest part of total productive maintenance is not the standard itself but the discipline of daily completion. With Jodoo, teams can turn paper-based autonomous maintenance routines into mobile forms that operators complete at the machine, with required fields for cleaning, inspection, lubrication, torque checks, photos, and remarks. That makes it easier to enforce standard work across shifts and reduce the common problem of incomplete or unreadable records.
Because the forms are configurable, the TPM checklist can be tailored by asset, line, product family, or shift condition. A packaging line may require seal-temperature verification and sensor cleaning, while an SMT line may focus more on feeder condition, nozzle cleanliness, and air-pressure stability. This matters because the total productive maintenance pillars only work when daily routines reflect the real failure modes of the equipment, not a generic checklist copied across the plant.
Route Abnormalities Before They Become Breakdowns
A digital check is only useful if it triggers action when something is wrong. Jodoo can route abnormalities automatically based on the type of issue, machine criticality, or severity level, so a loose guard, oil leak, recurring alarm, or rising vibration trend does not remain buried in a notebook or shift log. Operators can submit an abnormality with photos, timestamps, and machine IDs, and the workflow can notify the right maintenance technician or supervisor immediately.
This is especially useful at the boundary between autonomous maintenance and planned maintenance. Operators can handle basic cleaning, inspection, and tightening, but they should not be left deciding whether a recurring bearing temperature issue needs lubrication, alignment, or a scheduled intervention. A structured escalation flow helps production and maintenance teams separate fix-now items from plan-next-shutdown work, which is critical for improving equipment reliability without creating unnecessary stoppages.
Connect TPM Findings to Maintenance Work Orders
In many factories, TPM data and maintenance execution sit in separate silos. One team fills out check sheets, another team manages repairs, and no one has a clean view of whether recurring abnormalities are actually being resolved. Jodoo helps bridge that gap by linking inspection results and abnormality submissions to maintenance work orders, approvals, status updates, and closure records in one connected workflow.

For example, if an operator flags repeated chain slippage on a conveyor, the system can create a maintenance task automatically, assign it to the responsible technician, and track whether the issue was temporarily corrected or fully eliminated. Supervisors can also add routing rules for downtime approval, spare-part requests, or engineering review when a problem exceeds routine maintenance scope. That kind of connection supports TPM implementation because it turns shop-floor observations into traceable actions instead of isolated reports.
Track Follow-Up and Equipment Performance in Real Time
A common weakness in TPM is not a lack of activity but a lack of visibility. Teams may complete inspections and raise work requests, yet still struggle to see overdue actions, repeated failures, or which machines are generating the highest abnormality volume. With Jodoo dashboards, production and maintenance managers can monitor completion rates for TPM checklists, open abnormalities by line, response times, overdue tasks, and recurring issue categories in real time.
That visibility helps managers review whether the total productive maintenance pillars are actually showing up in daily operations. If one line has a 98% checklist completion rate but still shows repeated contamination issues or minor stops, the problem may be checklist quality, operator capability, or weak closure discipline rather than compliance alone. In practice, digital tracking makes TPM reviews more fact-based and reduces the time supervisors spend collecting data manually before daily or weekly meetings.
A Practical Example from an Electronics Factory
One electronics factory used Jodoo to replace paper autonomous maintenance checks on SMT equipment and final assembly support machines. Operators completed mobile inspections at the start of each shift, including photos for feeder cleanliness, air-pressure readings, and abnormal sound checks, while failed items triggered automatic notifications to the maintenance team. The production manager then used a live dashboard to review overdue actions, repeat abnormalities by machine, and which issues were affecting output most often.
This kind of setup is valuable because it supports TPM implementation without forcing the plant to redesign every maintenance system at once. The factory kept its existing maintenance planning tools for broader asset control, while using Jodoo as the execution layer for frontline reporting, escalation, and continuous improvement. For plants still running key TPM routines on paper or spreadsheets, that is often the more practical path to stronger equipment reliability and faster follow-through.
Conclusion: Build a More Reliable TPM System
Total productive maintenance works when it is treated as an operating system for reliability, not just a maintenance program. Factories see results when TPM pillars are translated into clear daily routines, operators and technicians follow defined roles, and managers review losses, abnormalities, and follow-up actions consistently. That is what turns TPM from an initiative into a sustained plant discipline.
The practical goal is straightforward: fewer breakdowns, fewer quality losses, safer equipment use, and better OEE over time. But those outcomes depend on the execution quality on the shop floor. If inspections stay on paper, abnormality tags are not tracked, and work-order handoffs depend on calls or chat messages, TPM quickly loses momentum.
As a no-code lean manufacturing platform, Jodoo supports that execution layer by helping factories digitize TPM checklists, autonomous maintenance inspections, abnormality reporting, maintenance handoffs, and equipment reliability tracking without heavy custom development. That makes it easier to standardize routines across lines, monitor overdue actions, and sustain continuous improvement with real-time visibility.
If you want to make TPM easier to scale and manage, you can start a free trial or book a demo with Jodoo.

