
Introduction: What the 8 TPM Pillars Mean on the Factory Floor
Unplanned downtime still costs manufacturers 5% to 20% of productive capacity at many plants, and the real damage often extends beyond lost machine hours. It shows up as missed shipments, overtime, unstable quality, and maintenance teams stuck firefighting instead of improving reliability. That is why the 8 Total Productive Maintenance (TPM) pillars matter: they give factories a structured way to prevent breakdowns, involve operators, and build equipment discipline into daily work.
Nói một cách đơn giản, Total Productive Maintenance is not just a maintenance program. It is a plant-wide operating approach that connects production, maintenance, quality, engineering, and support functions around one goal: improving equipment effectiveness through prevention, standardization, and fast problem response. For maintenance managers and plant leaders, the value is practical: clearer ownership, fewer recurring losses, and better OEE performance.
You may also see some naming differences. Office TPM is often called Administrative TPM, and Early Equipment Management is sometimes shortened to Early Management. The labels vary, but the intent stays the same.
This article explains what each pillar means in operational terms, then shows how to turn TPM from a lean concept into daily execution through checklists, workflows, training records, abnormality reporting, and KPI visibility.
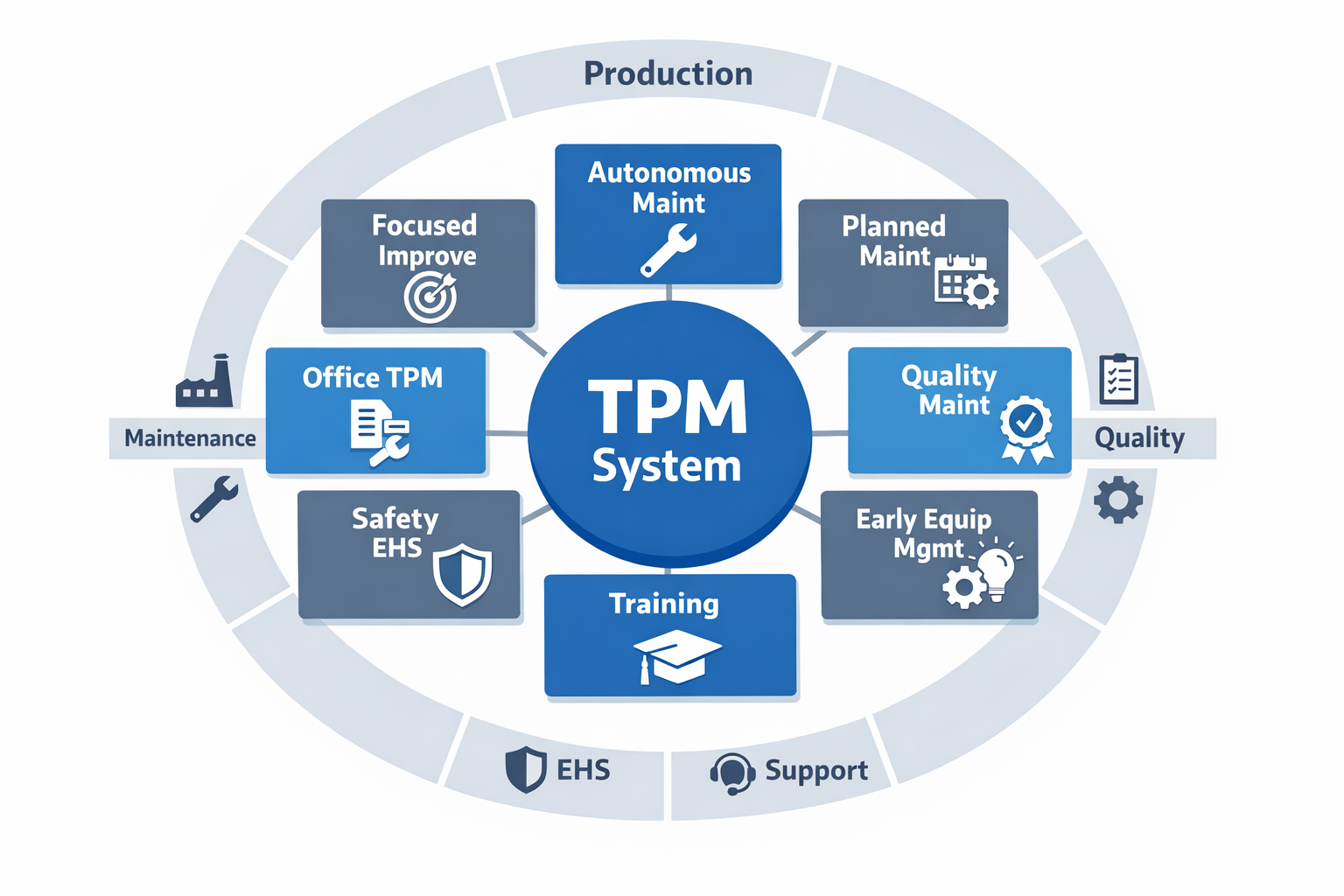
The 8 Pillars of TPM
Cái 8 pillars of TPM work best when you treat them as an operating system, not a poster on the wall. Each pillar has a different purpose, a different owner, and a different set of daily activities that make it visible on the shop floor. Together, these TPM pillars connect operators, maintenance, engineering, quality, EHS, and support functions around the same objective: stable equipment performance with fewer losses.
A practical way to read the framework is this: some pillars prevent deterioration, some remove chronic loss, some build capability, and some make sure support processes do not slow the plant down. That is why TPM implementation steps are usually spread across production routines, maintenance plans, training systems, and administrative workflows rather than sitting inside one department. If one pillar is weak, the rest usually carry an extra load.
Cải tiến có trọng tâm
Cải tiến có trọng tâm targets chronic losses that standard routines have not solved, such as repeated jams, short stops, speed loss, or excessive changeover time. The goal is not just to fix one incident but to remove the root cause so the same issue does not keep consuming labor and output. Ownership usually sits with a cross-functional team led by production or maintenance, with input from engineering and quality.
On the factory floor, this pillar becomes real through loss mapping, Pareto review, root cause analysis, and small kaizen projects tied to measurable results. A packaging line team, for example, may track recurring film misalignment, confirm when it happens, test guide modifications, and standardize the new setting after verification. The key output is a permanent countermeasure, not just a repaired machine.
Bảo trì tự động
Bảo trì tự động gives operators structured responsibility for basic equipment care so early signs of abnormality are found before they become breakdowns. Its goal is to keep equipment in basic condition through cleaning, inspection, lubrication, tightening, and simple adjustments. Production operators usually own the routine tasks, while maintenance defines standards, trains operators, and handles higher-skill interventions.
In practice, this pillar shows up in daily checklists, visual controls, tagging of abnormalities, lubrication points, and simple one-point lessons at the machine. On a stamping press, for instance, operators may inspect air pressure, check for loose guards, clean sensor areas, and report oil leaks during every shift start. The discipline matters because autonomous maintenance is less about paperwork and more about detecting deterioration early.
Bảo trì theo kế hoạch
Bảo trì theo kế hoạch shifts maintenance work from reactive firefighting to scheduled prevention and prediction. The goal is to reduce unplanned downtime, extend equipment life, and use labor and spare parts more efficiently. This pillar is typically owned by the maintenance department, often with planning support from production and stores.
Frontline execution includes preventive maintenance calendars, condition checks, shutdown planning, spare-parts readiness, and follow-up on completion quality. In a plastics plant, a maintenance planner may schedule bearing replacement during a planned weekend stop based on vibration trends rather than waiting for seizure during peak production. A mature planned maintenance process usually improves schedule compliance, mean time between failures (MTBF), and maintenance cost control at the same time.
Bảo trì chất lượng
Bảo trì chất lượng focuses on equipment conditions that directly affect product quality. The goal is to prevent defects at the source by controlling machine settings, wear points, contamination risks, and process conditions that can push output out of specification. Ownership often sits jointly with quality, production, and maintenance because defects rarely stay inside one function.
On the floor, this means identifying critical-to-quality equipment conditions, defining control standards, and reacting quickly when those conditions drift. In an electronics assembly line, teams may monitor nozzle wear, feeder accuracy, and reflow profile stability because small deviations can raise defect rates significantly. This pillar is strongest when defect data is linked back to machine conditions, not reviewed separately.
Quản lý thiết bị ban đầu
Early equipment management, sometimes called early management, applies TPM thinking before equipment problems become daily production problems. The goal is to design, select, install, and ramp up equipment with maintainability, cleanability, operability, and reliability built in from the start. Ownership usually belongs to engineering or project teams, with strong input from maintenance, production, and quality.
In operational terms, this pillar includes design reviews, lessons learned from existing machines, maintainability checklists, FAT/SAT criteria, and startup feedback loops. A food manufacturer installing a new filler may require access points for cleaning, clearer lubrication labeling, and easier sensor replacement based on failures seen on older lines. Plants that do this well shorten startup time and avoid inheriting known weaknesses into new assets.
Education and Training
Education and training develop the skills needed to sustain all the other pillars. The goal is to close capability gaps so operators, technicians, and supervisors can perform their TPM roles consistently and safely. Ownership is shared between department leaders, HR or training coordinators, and subject matter experts on the shop floor.
This pillar becomes practical through skills matrices, certification records, one-point lessons, refresher training, and role-based qualification standards. A CNC workshop may define separate competency levels for daily checks, tool change, alarm diagnosis, and precision alignment instead of assuming all operators or technicians have the same skill set. Without a visible training structure, TPM often depends too heavily on a few experienced people.
An toàn, Sức khỏe và Môi trường
The safety, health, and environment pillar ensures that equipment reliability is never pursued at the expense of people or compliance. Its goal is zero accidents, zero health harm, and controlled environmental risk while work is being done. Ownership typically sits with EHS, but real execution depends on maintenance, production, and supervision.
At the frontline level, this includes lockout-tagout discipline, risk assessment before maintenance tasks, guarding checks, chemical handling controls, ergonomic review, and reporting of near misses. In a chemical processing area, even a simple pump inspection may require gas monitoring, PPE verification, and spill-response readiness before work starts. This pillar matters because unsafe maintenance work creates a different kind of operational loss that no OEE gain can justify.
Office TPM, or Administrative TPM
Quản lý dự án văn phòng (Office TPM), often called administrative TPM, removes losses from the support processes around production. The goal is to make planning, purchasing, scheduling, documentation, and approvals faster and more accurate so equipment work is not delayed by office friction. Ownership usually falls across planning, purchasing, warehouse, finance, and plant administration rather than one TPM coordinator alone.
In practice, this includes reducing delays in spare-part requests, speeding work-order approval, improving maintenance record accuracy, and standardizing equipment-related master data. A maintenance team may complete a repair in two hours, but if purchase approval for a critical seal takes two days, the plant still loses output. This pillar keeps back-office processes aligned with factory response time, which is why it belongs inside the TPM framework rather than outside it.
How the Total Productive Maintenance Pillars Improve Reliability, Quality, and OEE
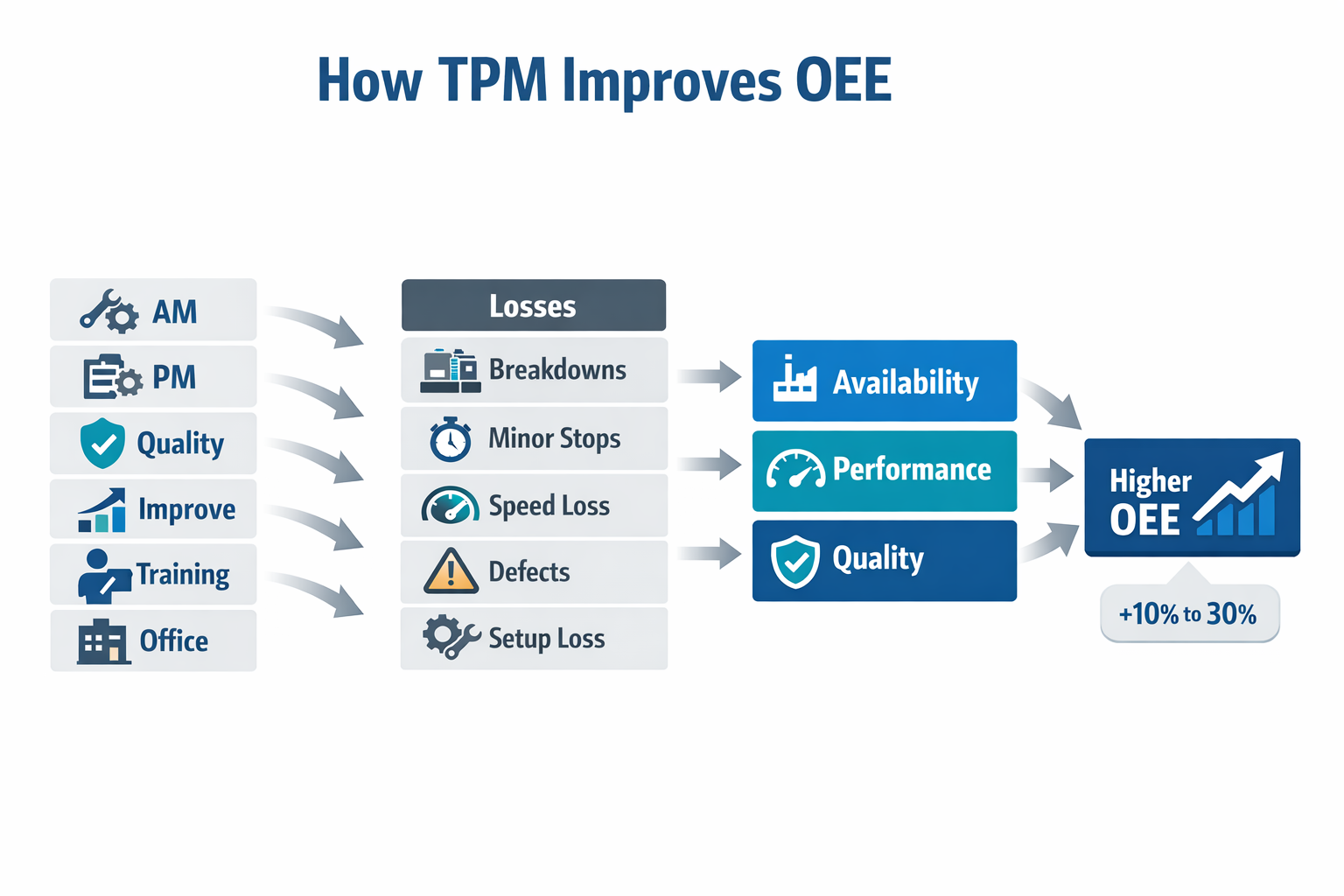
The total productive maintenance pillars improve performance because each one removes a specific source of loss from the production system. In practice, the 8 pillars of TPM do not work as isolated initiatives: operator care reduces minor stops, maintenance planning prevents major failures, quality controls reduce rework, and support functions remove delays that keep machines waiting. When these activities are sustained together, plants typically see higher asset availability, more stable output, and lower total maintenance cost per unit.
The link to OEE is direct. TPM targets the same losses that reduce availability, performance, and quality, including breakdowns, setup and adjustment losses, idling and minor stops, reduced speed, startup rejects, and production defects. That is why plants with mature TPM routines often report measurable gains: industry benchmarks commonly show 10% to 30% improvement in OEE over time when TPM is implemented with discipline, especially in equipment-intensive environments.
How TPM Reduces Breakdowns and Recurring Failures
Bảo trì tự động Và bảo trì theo kế hoạch have the strongest effect on breakdown reduction. When operators clean, inspect, lubricate, and tighten equipment as part of standard work, they catch early abnormalities such as air leaks, loose sensors, worn belts, and contamination before they trigger unplanned downtime. Planned maintenance then builds on that frontline detection by scheduling condition-based or time-based interventions before components fail under load.
This cause-and-effect chain matters because recurring failures are rarely random. A packaging line that repeatedly stops due to photoeye contamination may first look like a reliability problem, but the root cause may be weak cleaning standards, poor inspection frequency, and no trigger for corrective action. TPM closes those gaps by combining daily care with maintenance follow-through, which reduces emergency repair hours and improves spare-parts usage.
How TPM Improves Performance by Reducing Minor Stops and Speed Losses
Many plants lose more output to frequent short stops than to major breakdowns. Cải tiến có trọng tâm addresses this by using loss data, root-cause analysis, and small cross-functional improvements to remove chronic interruptions such as jams, misfeeds, sensor trips, and unstable cycle times. These issues often cut performance by a few seconds at a time, but across a shift, they can reduce effective capacity significantly.
For example, in a food processing line, a filler that pauses for 20 seconds every 15 minutes may never trigger a formal breakdown record. Even so, those interruptions can add up to more than 30 minutes of lost production per shift. Focused improvement teams use actual stop patterns to redesign guides, adjust parameters, or change cleaning methods so performance losses fall in a sustained way rather than being reset every shift.
How TPM Cuts Defects, Rework, and Startup Losses
Bảo trì chất lượng improves OEE by preventing defects at the equipment condition level, not just by inspecting finished goods. The goal is to keep machines in a state where they consistently produce within specification, which means controlling wear points, calibration, alignment, temperature, pressure, and contamination sources. This is especially important in industries such as electronics, plastics, and precision assembly, where small equipment drift can create large scrap volumes.
Startup losses also fall when machine settings and restoration standards are stable. A converting machine that produces high reject rates during the first 30 minutes after changeover often suffers from inconsistent setup references or delayed confirmation of critical parameters. TPM reduces that instability through standard settings, condition checks, and faster handoff between production, quality, and maintenance.
How TPM Lowers Changeover Losses and Life-Cycle Cost
The total productive maintenance also supports faster, more repeatable changeovers. Early equipment management helps plants design or modify machines so access points, adjustment locations, and cleaning tasks are simpler from the start. That reduces setup time, lowers operator error during product switches, and makes maintenance access safer and faster over the equipment life cycle.
Planned maintenance contributes here as well by aligning service windows with production schedules instead of interrupting change-critical periods. In a beverage plant, for instance, poor coordination between maintenance and production can extend a label-format changeover by an hour because worn parts were not prepared in advance. TPM reduces this hidden cost by treating changeover efficiency as a reliability issue, not only as a production issue.
How Training and Safety Support Reliable Output
Cái education and training pillar improves reliability because equipment performance depends on operator and technician skills, not only on machine condition. A well-documented standard is not enough if operators cannot identify abnormal vibration, and a maintenance plan will not hold if technicians apply inconsistent restoration methods. Plants that build skills systematically usually see fewer repeat faults, faster troubleshooting, and better first-time-fix rates.
The safety, health, and environment pillar also has a direct operational effect. Unsafe access, oil leakage, poor guarding, or cluttered maintenance zones slow intervention and increase the likelihood of errors during repair or setup. Safer work areas support faster inspections, more consistent task completion, and less disruption from incidents, which protects both people and throughput.
How Office and Support Processes Affect OEE
Quản lý dự án văn phòng (Office TPM) is often underestimated because its losses do not happen on the machine itself. Yet delayed purchase approvals, missing spare-part records, poor work-order prioritization, and late engineering responses can extend downtime or postpone preventive work. In that sense, office processes influence availability just as clearly as mechanical failures do.
A machine may be repairable in two hours, but if the part request sits unapproved until the next day, the real loss is administrative. This is why strong TPM implementation steps include support functions in the improvement system rather than treating maintenance as a shop-floor-only program. When planning, procurement, stores, and production control are aligned, plants recover faster and schedule preventive work with less disruption.
Why TPM Programs Stall Without Standard Execution Systems
Most plants do not struggle with understanding the 8 pillars of TPM. They struggle with making TPM implementation steps happen the same way on every shift, every line, and every week. The gap usually appears in execution: tasks are completed on paper, abnormalities are logged in different files, and follow-up depends too heavily on individual discipline. As a result, the total productive maintenance pillars remain visible in training decks but weak in daily control.
To see how this breaks down, consider a packaging line in a food plant running three shifts. Operators perform autonomous maintenance checks at start-up, maintenance planners manage preventive work in spreadsheets, and quality technicians record recurring seal defects in a separate log. Each team is doing part of TPM, but the plant has no standard system connecting task completion, abnormality escalation, supervisor review, and corrective action closure.
Frontline Tasks Get Completed, but the Signal Gets Lost
On the shop floor, the first failure point is usually not effort but capture quality. Operators may complete cleaning, inspection, lubrication, and tightening checks, yet the forms only show that a box was ticked, not what condition was found, whether a defect was minor or critical, or whether a tag was raised. This is common in autonomous maintenance, where the routine exists but the evidence is too weak to support decisions.
In the packaging-line example, an operator notices inconsistent jaw temperature during a morning check and writes a short note on a paper sheet. The sheet stays at the machine until the end of the shift, and the next team starts with no clear visibility into the issue. What should have become an early abnormality signal instead remains local information, disconnected from quality maintenance and maintenance planning.
Supervisor Review Becomes Delayed and Inconsistent
The next breakdown happens when frontline records are reviewed too late or in too many places. A supervisor may need to check paper sheets, ask the technician what happened, and compare that information with a spreadsheet of open issues. By the time the review happens, the line may already have experienced minor stops, product rework, or repeat adjustments.
Đây là nơi fragmented execution weakens several of the total productive maintenance pillars at once. Planned maintenance loses visibility into early warning signs, focused improvement TPM loses usable data on recurring losses, and production leaders cannot distinguish between isolated issues and repeating patterns. The process still exists, but response time becomes too dependent on manual chasing.
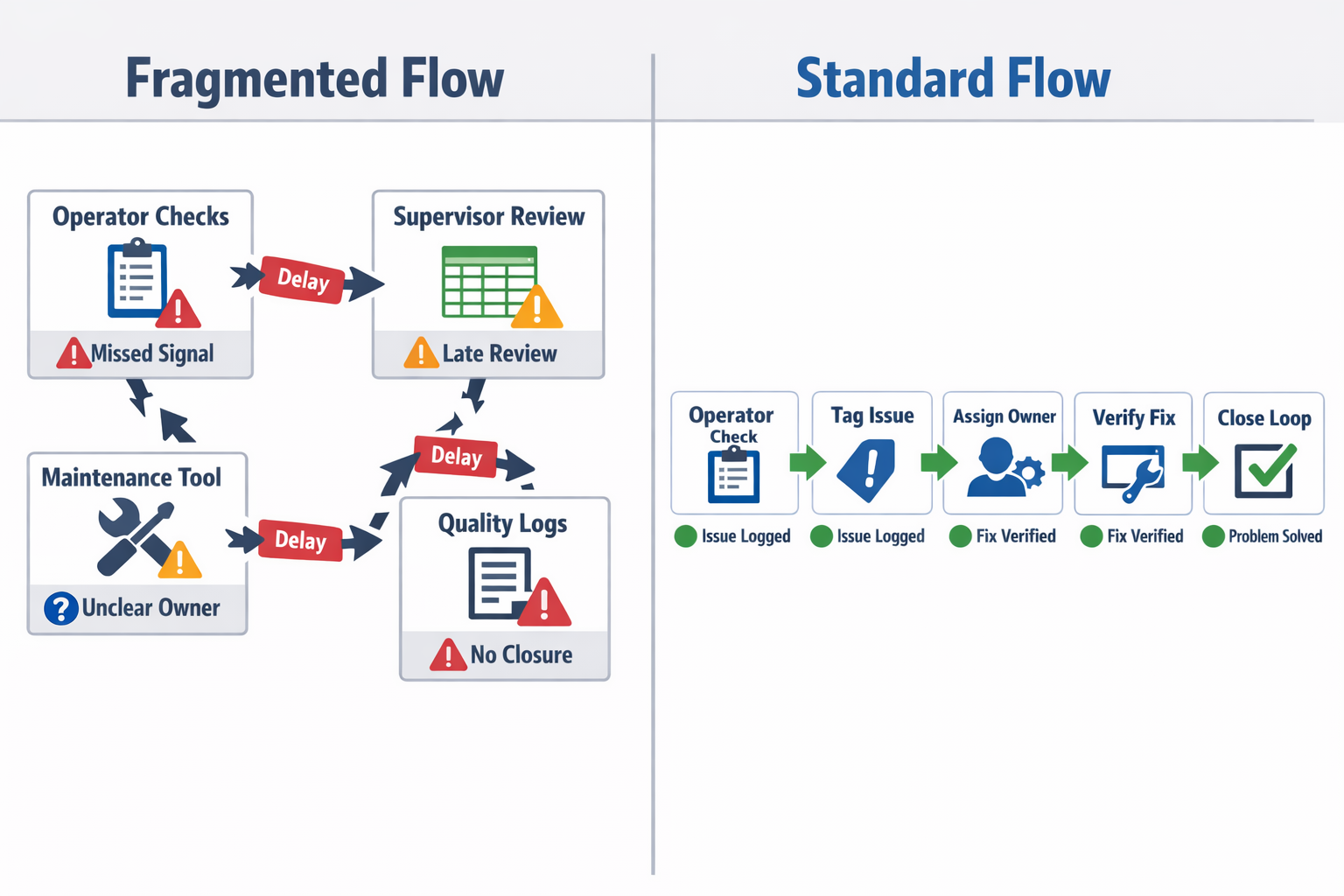
Disconnected tools create failure points across the TPM workflow: operators record paper checks, supervisors summarize issues in spreadsheets, maintenance teams track work elsewhere, and quality logs defects in another file. Every handoff increases the risk of delay, missed escalation, duplicate entry, and unclear status. When plants say TPM is “not sticking,” this fragmentation is often the real cause.
Cross-Functional Accountability Breaks at the Escalation Stage
Once issues move beyond a shift-level review, unclear ownership becomes the main problem. If a recurring machine condition affects availability and product quality, who owns the next action: production, maintenance, engineering, or QA? Without a standard escalation path, the answer changes by person and by day.
In the packaging plant, the same jaw temperature issue now causes intermittent sealing defects across two shifts. Production wants maintenance to recalibrate the unit, maintenance wants quality to confirm defect severity, and engineering is only informed after scrap has already increased. This is where TPM implementation steps often fail: the plant has checks, meetings, and logs, but no shared mechanism for assigning action, due date, verification, and closure.
Missing Follow-Through Turns Repeating Losses Into “Normal” Problems
A TPM program slows down when abnormalities are raised but not closed in a controlled way. Teams discuss issues in morning meetings, but there is no simple method to confirm the root cause, document countermeasures, and verify whether the problem remains solved for the next week or month. Over time, recurring failures become accepted as part of normal operation.
For the packaging line, the plant eventually replaces a sensor and sees a short-term improvement, but no one links the action back to prior operator checks, quality complaints, and stop data. That means focused improvement loses a clean fact base, and future reviews cannot tell whether the fix addressed the cause or only the symptom. This is why TPM maturity depends less on awareness of the 8 trụ cột TPM and more on whether the plant has a standard execution system that preserves ownership from first observation to verified closure.
How to Turn TPM Implementation Steps Into Daily Digital Workflows
Knowing the 8 pillars of TPM is not the same as running them consistently every shift. The practical move is to convert each pillar into a controlled workflow with clear inputs, response rules, and review points. That means your TPM implementation steps should define who records what, when an abnormality becomes an action, and which manager is accountable for closure. In practice, the strongest systems connect frontline checks, maintenance follow-up, training records, approval flows, and KPI visibility in one operating rhythm.
Map Each TPM Pillar to a Specific Workflow
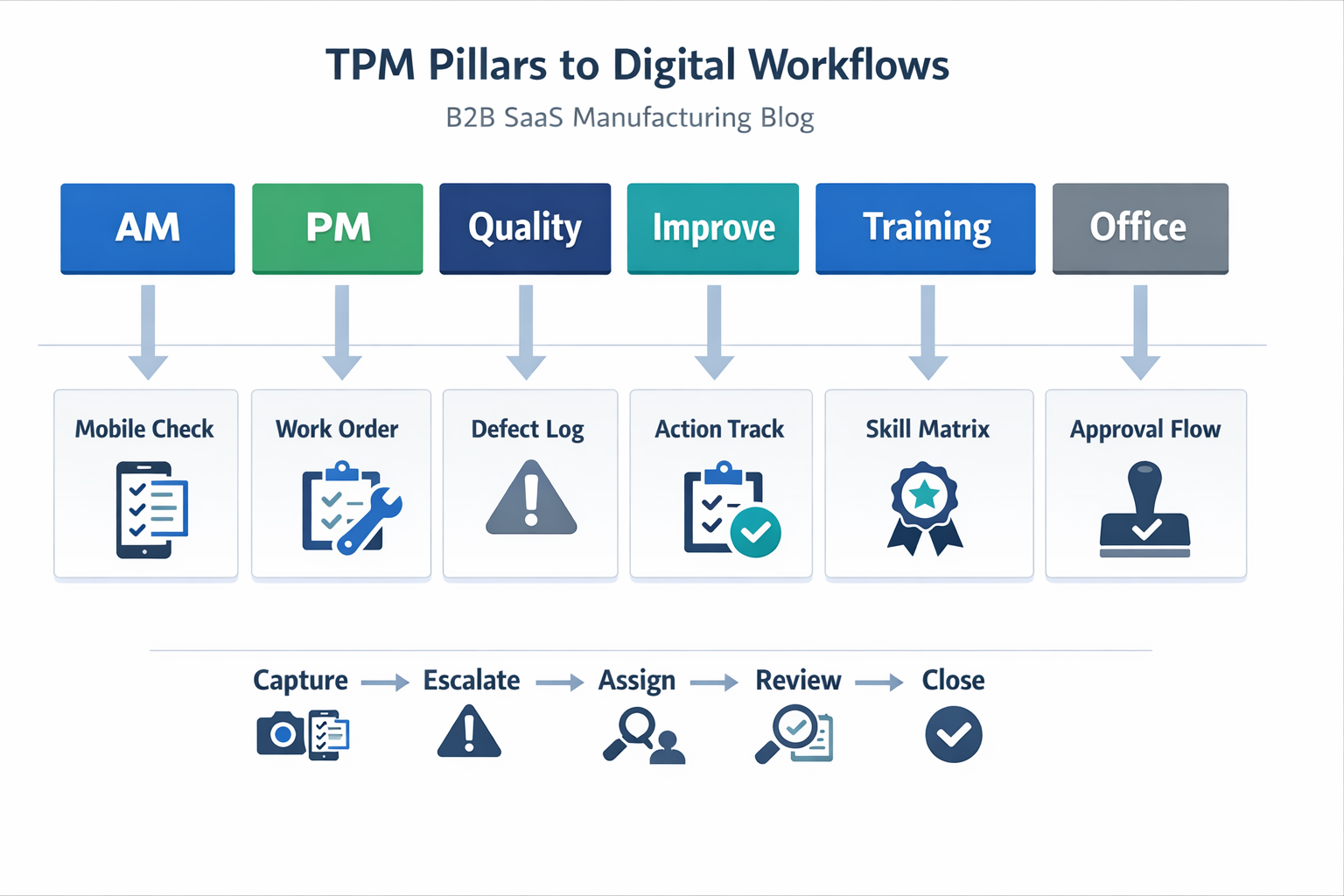
A useful way to operationalize the total productive maintenance pillars is to assign each one to a digital process, not just a meeting topic. Autonomous maintenance becomes a mobile checklist with photos, lubrication points, cleaning standards, torque checks, and abnormality tags by asset and shift. Planned maintenance becomes a scheduled work order flow with due dates, spare parts usage, root-cause fields, and completion verification. Quality maintenance, focused improvement, training, and office support functions should follow the same rule: every activity needs a standard record, a trigger, and an owner.
A simple pillar-to-workflow mapping usually looks like this: operators submit AM checks and tag defects; technicians receive and close planned maintenance tasks; quality teams log recurring defect conditions against machines or process steps; HR or TPM coordinators track skills matrices and certification expiry; and office or administrative TPM routes purchase, spare-part, or support approvals without email chasing. Once mapped this way, the pillars stop being abstract lean language and start functioning as daily execution controls. The value is not the form itself, but the fact that every exception enters a visible workflow instead of disappearing into paper files or inboxes.
Capture the Data That Makes Escalation Possible
Most TPM workflows fail because teams capture activity but not decision-grade data. For autonomous maintenance, the record should include equipment ID, line, operator, shift, checklist result, abnormality type, severity, photo evidence, and whether production can continue safely. For planned maintenance, capture scheduled date, actual completion time, downtime minutes, failure code, parts replaced, technician notes, and repeat-failure status. For quality maintenance, link defects to machine condition, tooling state, parameter drift, or contamination source so the plant can separate true quality causes from operator error assumptions.
Escalation should be rule-based, not dependent on who happens to see a message. A red-tag abnormality, repeat leak within seven days, missed PM task, or recurring defect above threshold should automatically notify the next owner and set a due date. Supervisors need visibility into overdue operator actions, maintenance leaders need open abnormalities by asset criticality, and plant managers need trend views such as AM completion rate, PM compliance, mean time between failure, and defect correlation by line. This is how TPM implementation steps become enforceable rather than optional.
Build Reviews by Role, Not Just by Report
Digital TPM works best when each role reviews a different layer of control. Operators should only see the tasks, standards, and abnormalities relevant to their machines, with fast mobile entry that does not slow production. Line leaders should review missed checks, open tags, and unresolved minor stops by shift before handover. Maintenance managers should focus on repeat failures, backlog age, PM completion, and closure quality, while plant leadership reviews weekly movement in OEE, breakdown frequency, and chronic loss categories tied back to the 8 TPM pillars.
Cái này role-based review structure matters because too many plants give everyone the same spreadsheet and call it visibility. In reality, a production supervisor needs today’s exceptions, while a TPM coordinator needs trend integrity and auditability. When the review layer matches the decision layer, follow-through improves, and the workflow stays lean.
Where Jodoo Fits Alongside CMMS and ERP
For many manufacturers, the right approach is not replacing the CMMS or ERP, but filling the execution gaps around them. A no-code platform like Jodoo can handle the frontline data capture and workflow orchestration that TPM often needs: mobile AM checklists, abnormality reporting, escalation routing, training confirmations, office TPM approvals, and live visual dashboards. The CMMS can remain the system of record for formal maintenance history and spare-part control, while ERP continues to manage purchasing, inventory valuation, and financial transactions. This division is often more realistic than trying to force every TPM activity into systems designed mainly for maintenance administration or enterprise transactions.
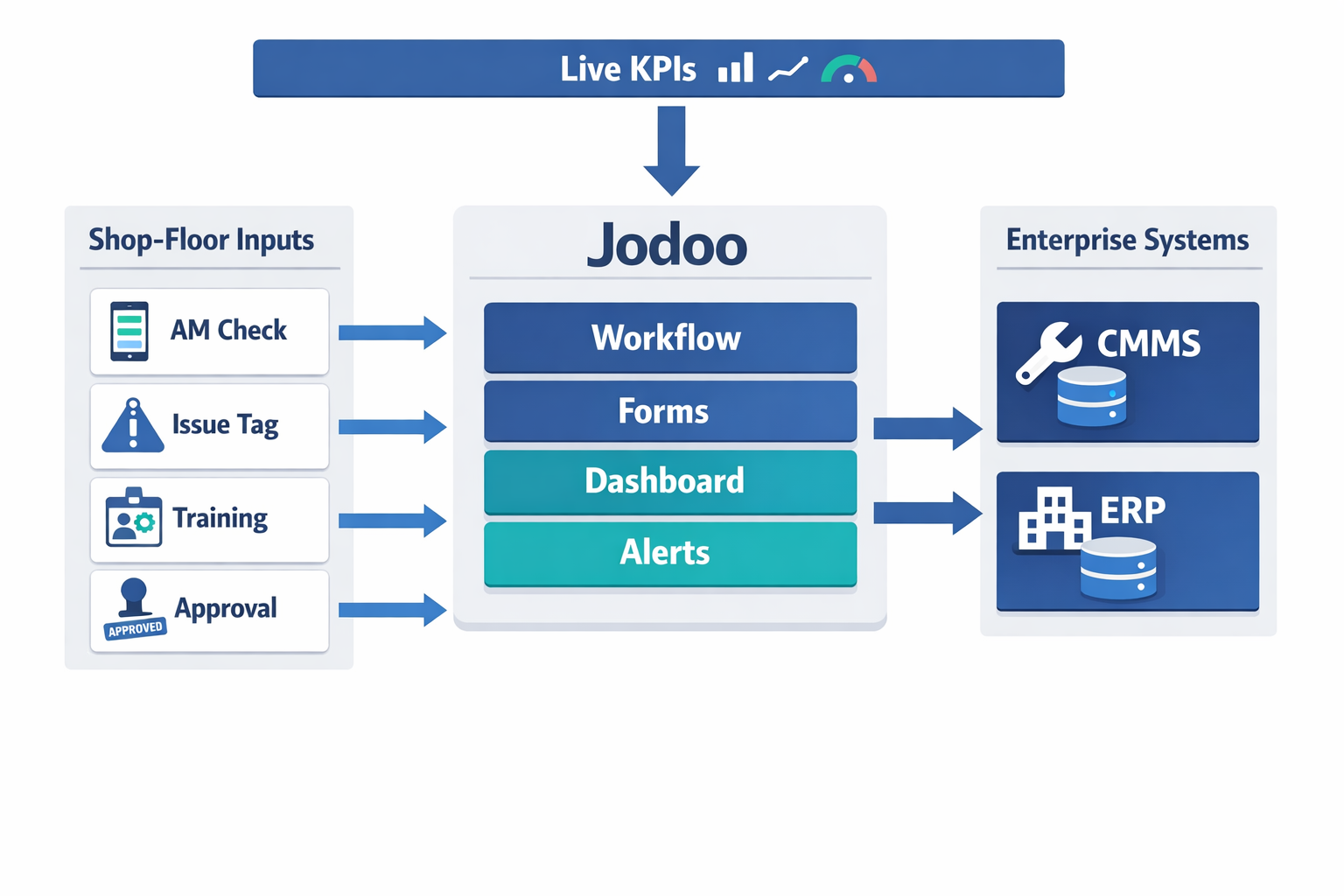
Because Jodoo combines forms, workflow, dashboard, and integration in one environment, operations teams can configure TPM routines without waiting for a long IT project. For example, an operator-submitted abnormality can trigger a maintenance action, notify a supervisor, update a dashboard, and sync key data outward if needed. That matters in TPM because many execution points happen on the shop floor, not at a desktop terminal. The result is a faster response without rebuilding your core systems.
Conclusion: Build the 8 TPM Pillars Into a System Your Team Can Sustain
Cái 8 trụ cột TPM only create lasting results when they move beyond training slides and become part of daily factory execution. That means operators know what to inspect, technicians know what to escalate, supervisors know what to review, and plant leaders can see whether actions are actually closed on time. Without that discipline, even well-designed TPM programs tend to slip back into reactive maintenance, recurring defects, and low ownership.
The practical takeaway is simple: TPM works best when every pillar is tied to a routine, a record, and a response path. Autonomous maintenance needs standard checks, planned maintenance needs visible schedules, quality maintenance needs abnormality tracking, and training needs current skill records. When those activities are managed consistently, plants are far more likely to improve uptime, reduce losses, and protect OEE gains over time.
If you want to digitize TPM without waiting for a long custom software project, Jodoo gives manufacturing teams a no-code way to build maintenance checklists, abnormality workflows, training logs, approval flows, and real-time dashboards around the way your plant already works. You can bắt đầu dùng thử miễn phí hoặc Đặt lịch dùng thử to see how a practical TPM rollout can happen faster than with paper or spreadsheets.


