
Introduction: What Autonomous Maintenance Means in Modern TPM
A single unplanned stoppage can cost manufacturers far more than lost minutes on the line. In automotive and electronics plants, downtime can disrupt takt time, delay customer shipments, and force overtime that strains already tight labor resources. That is why bảo trì tự động has become a core part of modern TPM: it shifts basic equipment care to the people closest to the machine, so small problems are found before they become expensive failures.
In practical terms, autonomous maintenance is the operator-led maintenance pillar within Total Productive Maintenance. Operators take responsibility for routine cleaning, inspection, lubrication, bolt tightening, and early abnormality detection, while maintenance technicians focus on higher-skill corrective and preventive work. Imagine a production supervisor at an automotive parts plant who asks operators to check for oil leaks, unusual vibration, and loose guards during every shift start; those simple actions can prevent a minor issue from turning into hours of lost output.
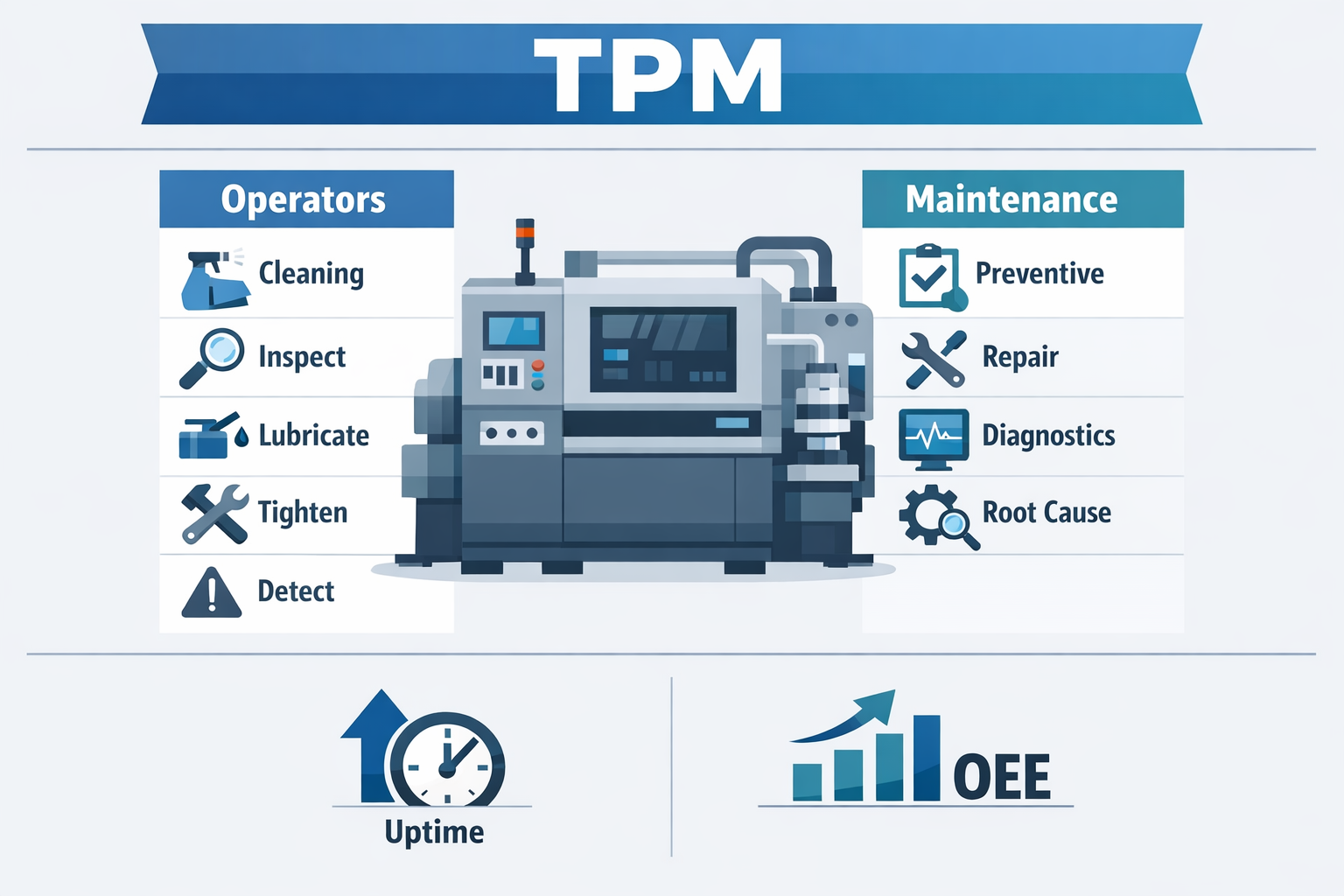
This matters even more today as plants face higher uptime targets, leaner teams, and rising pressure to improve OEE. In this article, you will learn what autonomous maintenance TPM looks like in real factory settings, how to train operators effectively, and how digital tools like Jodoo can standardize checks, capture abnormalities, and keep follow-up actions visible.
Why Autonomous Maintenance Programs Stall on the Shop Floor
The Problem Is Usually the Daily System, Not the AM Concept
Most bảo trì tự động programs do not fail because operators resist taking care of equipment. They stall because the plant never turns the autonomous maintenance TPM idea into a simple, repeatable daily routine that fits production reality. Teams launch training, post cleaning standards, and roll out check sheets, but after a few weeks, the work starts to vary by line, by shift, and by supervisor. What looked strong during rollout becomes difficult to sustain during actual production pressure.
In many plants, the gap appears between the designed process and the lived process. The AM pillar TPM may define clear autonomous maintenance steps such as cleaning, inspection, lubrication, tightening, and abnormality tagging, but operators are still expected to remember details from laminated one-point lessons or paper binders. When takt time is tight, line changeovers are late, or absenteeism forces job rotation, those steps become easy to skip or rush. That is why operator-led maintenance often weakens after launch, even when management support is genuine.
Paper Checklists Break Down Under Real Production Conditions
Paper-based control is one of the biggest reasons operator-led maintenance loses consistency. A checklist on a clipboard can confirm that a task was signed off, but it rarely shows whether the right point was checked, whether an abnormality was photographed, or whether the task was completed at the correct time. In practice, paper gives plants records, but not always verification.
Imagine a production supervisor at an electronics assembly plant who asks three shifts to complete startup checks on SMT feeders, air pressure points, and conveyor sensors. The day shift fills in the form carefully, the night shift ticks boxes at the end of the run, and the weekend relief team uses an outdated version of the checklist. By Monday morning, the supervisor has a stack of forms but no reliable way to see which equipment care tasks were actually done, which abnormalities are still open, or which machine is developing repeat issues.
This matters because small missed checks quickly turn into downtime. According to industry estimates, unplanned downtime can cost manufacturers thousands of dollars per hour, depending on the process and product value, with high-speed or highly automated lines often facing much higher losses. In that context, equipment care by operators needs to be more than a signed sheet; it needs traceability, timing, and quick escalation.
Inconsistent Execution Across Shifts Erodes the Standard
One common stall point in autonomous maintenance TPM is shift-to-shift variation. Even when the standard work is well written, plants often discover that each shift interprets inspection points differently. One team wipes and inspects thoroughly, another focuses only on obvious dirt, and another skips lubrication checks because they assume maintenance handled them during the last shutdown.
A food packaging line shows this clearly. On the morning shift, operators may inspect sealing jaws for residue buildup and confirm temperature stability before starting a SKU run. On the evening shift, the same check may be treated as optional if the line is already behind schedule. Over time, the plant starts seeing more seal defects, more rework, and more debate over whether the issue came from machine condition, material variation, or setup discipline.
This is where many AM pillar TPM efforts lose credibility. Leaders assume the standard exists, so they assume the work is happening. But unless supervisors can quickly compare completion rates, abnormalities, and recurring misses by shift, the standard becomes theoretical rather than operational.
Low Operator Confidence Slows Down Equipment Care by Operators
Another reason autonomous maintenance stalls is that operators are told to “own the machine” before they feel confident identifying what normal looks like. Cleaning is usually accepted first because it is visible and straightforward. Inspection, lubrication judgment, and abnormality recognition are harder because they require practical equipment knowledge, not just compliance.
Imagine an operator in a beverage filling plant who notices a slight vibration on a capper during routine cleaning. If that operator has not been trained to distinguish normal vibration from early bearing wear, they may ignore it to avoid slowing the line or raising a false alarm. If they flag too many uncertain issues and get little feedback, they may stop reporting borderline conditions altogether.
This is where autonomous maintenance steps often become mechanical rather than meaningful. Operators can complete tasks without building the confidence to detect early warning signs. Sustainable operator-led maintenance depends on giving frontline teams simple standards for what to check, what to record, what counts as abnormal, and what happens next after they report it.
Weak Follow-Up Turns Abnormality Detection Into a Dead End
Many plants work hard to train operators to identify abnormalities, then fail to close the loop. Tags are raised, notes are written, and defects are mentioned during shift handover, but there is no fast, structured process to assign, track, and verify corrective action. After a while, operators learn that reporting problems does not necessarily lead to visible action.
This creates a dangerous pattern in bảo trì tự động. The front line keeps finding loose guards, oil seepage, sensor contamination, worn belts, or unusual noise, but those signals remain disconnected from the maintenance response. In TPM terms, the plant is asking operators to support early deterioration control without giving them a dependable escalation path.
A better approach is to treat every abnormality as a workflow, not just an observation. If an operator logs a recurring jam at a cartoner, the issue should move immediately to the right owner, carry a due date, and return visible feedback to production once action is taken. Without that loop, equipment care by operators starts to feel like paperwork rather than prevention.
Supervisors Often Lack Real-Time Visibility
Supervisors are usually responsible for verifying whether autonomous maintenance TPM is being sustained, but many of them are working with delayed or incomplete information. By the time paper records are collected, reviewed, and summarized, the chance to coach the missed behavior has already passed. The result is after-the-fact auditing instead of same-shift correction.
This is especially difficult in multi-line environments. A supervisor in a garments factory may oversee sewing, pressing, trimming, and packing areas with different machine types and different operator skill levels. If AM completion data only exists in folders or spreadsheets updated at the end of the day, the supervisor cannot quickly see which line skipped needle-area cleaning checks, which machine has repeat abnormalities, or which team needs immediate support before defects increase.
That lack of visibility is why many plants say they have an autonomous maintenance program, but cannot answer basic operational questions consistently. Which lines completed all daily checks today? Which abnormalities are still open beyond 24 hours? Which assets have repeated the same issue three times this month? Without those answers, the AM pillar TPM remains dependent on individual discipline rather than controlled execution.
Sustainable Autonomous Maintenance Needs Simple, Verifiable Daily Control
The plants that sustain bảo trì tự động usually do one thing better than the rest: they make daily execution easy to complete and easy to verify. Operators know exactly which tasks belong to them, supervisors can see completion and abnormalities in real time, and maintenance teams receive structured escalation instead of fragmented verbal reports. That is what turns TPM from a launch initiative into a working shop-floor system.
This is where digital support becomes practical, not theoretical. With a no-code platform like Jodoo, manufacturers can replace static AM checklists with mobile forms, photo-based abnormality logging, automated follow-up workflows, and dashboards by line, shift, or machine. Instead of asking teams to “remember the process,” plants can build a system that guides each step, records evidence, and gives supervisors immediate visibility into whether operator-led maintenance is actually happening.
The 7 Autonomous Maintenance Steps Operators Need to Master
The core idea behind bảo trì tự động is simple: operators take daily ownership of the machines they run, while maintenance teams focus on higher-skill technical work. In practice, that only works when the process is structured, trained, and documented. These autonomous maintenance steps create that structure, turning equipment care by operators into a repeatable routine within autonomous maintenance TPM, not an informal checklist that fades after a few weeks.
Step 1: Training Operators on Basic Equipment Ownership
Training is the foundation of the AM pillar TPM because operators cannot care for equipment they do not understand. At this stage, they need to learn machine components, normal operating conditions, basic cleaning methods, lubrication points, safety precautions, and how to spot early abnormalities such as unusual vibration, leaks, loose fasteners, or temperature drift. The goal is not to turn operators into technicians, but to make them confident first-line owners of the equipment.
Supervisor support matters most in how training is delivered. Production supervisors and maintenance leaders should train side by side at the machine, using actual parts, actual defects, and actual operating conditions instead of classroom-only sessions. In an electronics assembly plant, for example, an SMT line operator should be shown how feeder dust, misaligned sensors, and loose air fittings affect placement accuracy, not just be told to “keep the machine clean.”
Documentation at this stage should be practical and visual. Use one-point lessons, startup checklists, photo-based cleaning standards, and simple escalation rules that define what operators can do and what must be handed to maintenance. Digital forms built in a platform like Jodoo can help standardize training records, sign-offs, and refresher tracking across shifts without relying on paper binders.
Step 2: Initial Cleaning and Inspection
Initial cleaning is the first real hands-on step in operator-led maintenance, and it is far more than housekeeping. When operators clean a machine thoroughly, they expose hidden wear points, damaged covers, oil seepage, loose wiring, blocked vents, and cracked hoses that are easy to miss during normal production. This is why many TPM teams treat cleaning as inspection by another name.
Supervisors should plan this step as a controlled activity, not as something squeezed between production runs. They need to allocate time, define machine zones, provide cleaning tools, and involve maintenance technicians to confirm what operators find. Imagine a production supervisor at a food packaging line who schedules a two-hour initial clean on a horizontal form-fill-seal machine; the team may discover powder buildup near seals, misaligned guards, and air leaks that were contributing to inconsistent pack quality.
The required documentation should capture both actions and findings. That includes before-and-after photos, abnormality tags, inspection sheets, and a defect log categorized by source, severity, and responsible team. A digital tagging workflow is especially useful here because it prevents abnormality lists from staying on whiteboards and disappearing after shift change.
Step 3: Eliminate Sources of Contamination and Hard-to-Access Areas
Once the first round of cleaning reveals where dirt, debris, leaks, and repeated buildup come from, the next step is to remove the causes. This is a critical shift in mindset: operators stop repeatedly cleaning the same issue and start helping the team redesign the condition that creates it. In strong autonomous maintenance TPM programs, this step separates short-term effort from long-term control.
Operator behaviors here include identifying recurring contamination points, noting awkward inspection areas, and suggesting simple machine-side improvements. In a garment factory, for example, operators running automated cutting equipment may notice lint collecting around sensors and under covers that are difficult to open during short stoppages. Maintenance and engineering can respond with access improvements, dust shields, or revised air blow-off methods so the area stays visible and easier to inspect.
Supervisor support should focus on prioritization and fast follow-through. Teams lose momentum when operators raise the same contamination issue for weeks without action. Documentation should therefore include a countermeasure register with due dates, ownership, status, and validation of whether the change actually reduced cleaning time or abnormality frequency.
Step 4: Set Provisional Standards for Routine Care
After cleaning and source elimination, operators need clear daily routines that define what “basic care” looks like. These provisional standards typically cover cleaning points, inspection points, lubrication tasks within the operator’s scope, frequencies, tools required, and the acceptable condition for each item. At this point, equipment care by operators becomes visible, teachable, and auditable.
Supervisors should keep the first version of standards simple enough to use under real production conditions. A standard that takes 40 minutes but is only given a 10-minute window will be ignored, no matter how well written it is. In a beverage bottling plant, a line leader might create a provisional standard for rinse nozzles, conveyor guides, and label sensors, with specific checks at startup, mid-shift, and changeover to keep the routine realistic.
Documentation should be visual and machine-specific. Use laminated point sheets, QR-linked task instructions, lubrication maps, and short digital checklists that operators can complete on mobile devices. Jodoo can support this by turning each machine standard into a controlled workflow, with role-based access, completion history, and alerts when a check is skipped or an abnormality is reported.
Step 5: Build General Inspection Skills
General inspection expands operator capability beyond obvious issues and into basic condition assessment. Operators learn how machine elements such as bearings, chains, belts, pneumatic components, electrical indicators, and sensors should normally look, sound, and feel. This is the stage where operator-led maintenance starts contributing real reliability value, because abnormalities are identified earlier and with better quality.
Supervisor and maintenance support are essential because this step involves skill-building, not just compliance. Maintenance technicians should teach common failure signals, inspection sequences, and safe boundaries for operator checks. In a plastics processing plant, for example, an extrusion line operator may be trained to recognize heater band discoloration, cooling flow inconsistency, pressure variation, or abnormal gearbox noise before those conditions escalate into downtime.
Documentation should evolve from simple yes-or-no checks into guided inspection records. That means adding condition codes, defect categories, photos, and trendable fields such as temperature, pressure, or vibration observations when practical. The purpose is to make inspection findings useful for planning, not just filing.
Step 6: Standardize Across Shifts and Machines
Once operators can clean, inspect, and perform routine care consistently, the next step is standardization. This ensures the same machine receives the same level of care regardless of shift, supervisor, or operator experience. Without standardization, one line may perform excellent bảo trì tự động, while another line with the same equipment falls back into inconsistent routines.
Supervisors should compare task completion, abnormality tagging quality, and inspection discipline across teams, then align the best methods into one approved standard. This is especially important in multi-line operations where variation creates hidden reliability differences. In a consumer goods factory with several cartoning lines, one shift may catch loose guide rails early because they follow a stronger startup check, while another shift misses them; standardization closes that gap.
The documentation at this stage should include controlled SOPs, revision history, competency matrices, audit sheets, and standard KPI definitions. Digital systems are valuable because they ensure everyone sees the latest checklist, training version, and escalation path. They also make it easier to compare adherence by line, shift, and machine family.
Step 7: Drive Continuous Improvement and Self-Management
The final stage of the autonomous maintenance steps is where the routine becomes self-sustaining. Operators no longer just complete assigned checks; they actively review equipment conditions, propose improvements, track recurring abnormalities, and take responsibility for maintaining the basic condition of their machines. This is where the AM pillar TPM matures from a rollout project into a management system.
Supervisors should shift from direct enforcement to coaching and performance review. That includes reviewing trends such as recurring tags, mean time between minor stops, cleaning time reduction, and audit scores with operators during shift meetings or weekly line reviews. A high-performing team does not simply say a check was done; it can show that better inspection and care reduced repeat stoppages on a machine over the last quarter.
Documentation should support that self-management loop. Use improvement logs, action registers, audit dashboards, and monthly reviews tied to machine-level KPIs. With a no-code platform like Jodoo, teams can connect operator checklists, abnormality reports, corrective actions, and dashboard trends in one system, making bảo trì tự động easier to sustain across the plant instead of depending on isolated spreadsheets or paper files.
How to Evaluate Tools for Autonomous Maintenance TPM Execution
Choosing a tool for bảo trì tự động is not just a software decision. It is an operational design decision that affects how consistently operators inspect, clean, lubricate, tag abnormalities, and hand off issues to maintenance. If you want autonomous maintenance TPM to work day to day, the tool must match shop-floor behavior, shift routines, and the maturity of your autonomous maintenance steps. A good evaluation framework should focus less on feature volume and more on whether the system supports disciplined equipment care by operators at scale.
Start With Operator Usability on the Shop Floor
The first test is simple: can an operator use the tool quickly during a real shift without stopping production flow? In many factories, autonomous maintenance tasks happen in short windows before startup, during changeovers, or at end-of-shift handover, so the interface must work well on mobile devices and tablets. That means large buttons, simple task sequences, offline or low-connectivity support where needed, and minimal typing. If an operator has to navigate five screens just to confirm lubrication, adoption will drop fast.
Imagine a production supervisor at an electronics assembly plant running four SMT lines across two shifts. Operators need to complete startup cleaning checks, verify feeder condition, inspect air pressure, and upload photos of worn nozzles before line release. In that environment, mobile usability matters more than advanced configuration menus because the system has to work at the point of use, not only in the maintenance office. A practical rule is to time a real operator completing one AM routine; if it takes more than a few minutes for a basic check, the tool may be too heavy for frontline use.
Check Whether Checklists Can Evolve With AM Maturity
Một điều mạnh mẽ AM pillar TPM program does not stay static. Early-stage checklists often focus on basic cleaning, inspection, tightening, and lubrication, while later stages add condition standards, centerline checks, and more precise operator ownership tasks. Your tool should let you update checklist logic, frequencies, fields, and work instructions without a long IT cycle. This matters because operator-led maintenance gets stronger when standards mature in response to real machine behavior.
Look for flexible forms that support conditional steps, role-based instructions, and equipment-specific variants. A food packaging line, for example, may need different autonomous maintenance routines for a filler, sealer, and date-coding unit even within the same production cell. If a sealing jaw temperature drift is found repeatedly, you should be able to add a new inspection point and photo requirement within hours, not wait weeks for a system change. The best tools make it easy to refine standards as teams move through the later autonomous maintenance steps.
Evaluate Abnormality Escalation and Photo Capture Together
One of the most important criteria is how the tool handles abnormalities once an operator finds them. It should do more than record “issue found”; it should classify the abnormality, assign priority, notify the right person, and track closure. This is where many teams separate routine checking from actual TPM execution, even though effective autonomous maintenance TPM depends on both detection and response. If escalation is weak, the shop floor becomes a collection point for unresolved tags rather than a closed-loop improvement system.
Photo capture is especially important because operators are often identifying visual issues: oil seepage, loose guards, cracked hoses, powder buildup, or missing labels. In a beverage bottling plant, for example, an operator may spot early wear on a conveyor side guide during a sanitation restart check. A photo linked to the equipment ID, line, shift, and abnormality category gives maintenance technicians context before they arrive, reducing wasted trips and speeding triage. The tool should allow multiple photos, annotations if possible, and direct linkage from the photo record to the abnormality workflow.
Make Sure Approval Workflows Fit Real TPM Governance
Not every autonomous maintenance task needs approval, but some definitely do. Temporary standard changes, completion of restoration actions, reopening a recurring abnormality, or sign-off on new operator care points usually require supervisor or maintenance validation. The right tool should let you set up simple approval workflows so that governance supports the process without slowing it down. This is especially useful in plants where engineering, production, and maintenance share ownership of critical assets.
For instance, in a garments factory with high-speed cutting and pressing equipment, an operator may complete a revised daily inspection after a process engineering update. The new standard might require line leader confirmation for the first two weeks to ensure the check is being performed correctly. A useful system should route that review automatically, record who approved it, and keep the approved version tied to the machine and date. That level of control is essential when equipment care by operators becomes part of formal operating standards.
Prioritize Audit Trails and Traceability
As autonomous maintenance becomes embedded, traceability matters more. You need to know who performed the task, when it was done, what was found, whether an abnormality was escalated, and how long closure took. This is valuable for internal TPM reviews, layered process audits, and compliance-sensitive production environments. It also helps maintenance managers separate true execution gaps from documentation gaps.
A reliable audit trail should capture timestamps, user identity, checklist version, status changes, comments, and follow-up actions. If a line suffers repeated stoppages and the team suspects incomplete daily checks, you should be able to review records by machine, operator, and shift without digging through paper folders. In mature operator-led maintenance systems, this visibility supports coaching as much as accountability. It turns AM from a “completed or not completed” activity into a measurable operating discipline.
Look for Reporting by Line, Shift, and Plant
A tool may work well for one line but still fail as a TPM management system if reporting is weak. You should be able to view completion rates, abnormality trends, overdue closures, repeat defects, and inspection compliance by line, shift, area, and plant. These dashboards help supervisors manage daily execution and help plant leaders see whether the AM pillar TPM is progressing consistently across departments. Without this reporting layer, autonomous maintenance stays local and hard to scale.
The best reporting also supports comparison, not just totals. A maintenance manager might want to compare morning and night shift completion rates on packaging lines, or see which plant has the highest repeat abnormality count per 100 inspections. According to industry studies on maintenance performance, unplanned downtime can consume 5% to 20% of productive capacity Trong lĩnh vực sản xuất, việc nắm bắt sớm các mô hình bất thường có giá trị vận hành trực tiếp. Bảng điều khiển tốt cho phép bạn hành động dựa trên các xu hướng trước khi chúng trở thành tổn thất mãn tính.
Đánh giá tốc độ cập nhật các tiêu chuẩn trên toàn nhà máy.
Một điểm đánh giá thường bị bỏ qua là quản lý thay đổi. Khi các nhóm tích lũy kinh nghiệm, các tiêu chuẩn đằng sau đó cũng được điều chỉnh. autonomous maintenance steps Cần cải thiện: các bước kiểm tra không rõ ràng sẽ được làm rõ, tần suất thay đổi, ảnh chụp trở thành bắt buộc và một số phát hiện nhất định sẽ kích hoạt các quy trình xử lý sự cố mới. Công cụ này cần thực hiện các cập nhật nhanh chóng, có kiểm soát và có thể triển khai trên các tài sản hoặc nhà máy được chọn. Nếu không, các quy trình sản xuất bồi đắp (AM) đã hoàn thiện sẽ bị đình trệ vì các phiên bản tiêu chuẩn cũ vẫn đang được lưu hành.
Điều này đặc biệt quan trọng trong các hoạt động đa dây chuyền hoặc đa địa điểm. Nếu một nhóm kỹ sư nhà máy cải thiện tiêu chuẩn kiểm tra động cơ trên một dây chuyền, họ cần có khả năng áp dụng bản cập nhật đó cho các thiết bị tương tự ở những nơi khác trong khi vẫn duy trì những khác biệt cục bộ khi cần thiết. Các nền tảng như Jodoo Chúng rất hữu ích trong bối cảnh này vì các nhóm vận hành có thể cấu hình các biểu mẫu, quy trình làm việc và bảng điều khiển mà không cần chờ đợi quá trình phát triển tùy chỉnh phức tạp. Điều đó giúp dễ dàng duy trì việc thực hiện bảo trì tự động phù hợp với tình trạng thực tế của thiết bị, chứ không phải các tài liệu lỗi thời.
Danh sách kiểm tra đánh giá thực tiễn
Khi bạn đánh giá bất kỳ công cụ nào về bảo trì tự động, Hãy đặt ra những câu hỏi vận hành sau:
- Liệu các nhân viên vận hành có thể dễ dàng hoàn thành các thao tác kiểm tra trên thiết bị di động trong điều kiện ca làm việc thực tế không?
- Liệu danh sách kiểm tra có thể thay đổi khi bạn... autonomous maintenance TPM Chương trình đã trưởng thành chưa?
- Liệu các nhân viên vận hành có thể chụp ảnh các bất thường và báo cáo ngay lập tức không?
- Có thể thêm quy trình phê duyệt cho các thay đổi tiêu chuẩn, xác thực hoặc xử lý ngoại lệ không?
- Liệu có đầy đủ nhật ký kiểm toán cho mọi thao tác kiểm tra, phát hiện bất thường và đóng hồ sơ không?
- Liệu bảng điều khiển có thể báo cáo hiệu suất theo dây chuyền, ca làm việc, khu vực và nhà máy không?
- Liệu các tiêu chuẩn có thể được cập nhật nhanh chóng trên tất cả các nhóm thiết bị mà không gây ra sự chậm trễ về mặt CNTT không?
Nếu câu trả lời cho một số câu hỏi này là không, công cụ đó có thể hỗ trợ việc lưu trữ hồ sơ nhưng không thực hiện được việc quản lý dự án bên thứ ba (TPM) thực sự. Các hệ thống tốt nhất sẽ tăng cường... equipment care by operators, Tạo ra các phản hồi khép kín đối với các bất thường và giúp việc cải tiến liên tục dễ dàng hơn khi chương trình AM của bạn tiến triển.
Giấy tờ, CMMS và phần mềm không cần lập trình: Jodoo phù hợp ở đâu trong bảo trì do người vận hành thực hiện?
Lựa chọn hệ thống phù hợp cho bảo trì tự động Đây không chỉ là một quyết định về CNTT. Nó ảnh hưởng trực tiếp đến mức độ nhất quán trong việc thực hiện vệ sinh, kiểm tra, bôi trơn và gắn thẻ bất thường của người vận hành trên dây chuyền sản xuất. Đối với các nhóm triển khai... autonomous maintenance TPM, Cách tiếp cận tốt nhất là cách làm cho các thao tác hàng ngày trở nên đơn giản đối với người vận hành, dễ thấy đối với người giám sát và có thể sử dụng để cải thiện theo thời gian.
Giấy và bảng tính: Dễ bắt đầu, khó mở rộng quy mô.
Danh sách kiểm tra trên giấy và nhật ký bảng tính vẫn còn phổ biến ở giai đoạn đầu. operator-led maintenance Các chương trình này dễ sử dụng vì chúng dễ khởi chạy. Một giám sát viên sản xuất có thể in một phiếu kiểm tra hàng ngày, thêm một vài điểm kiểm tra máy móc và bắt đầu ngay lập tức mà không cần thiết lập phần mềm. Điều này hiệu quả đối với một khu vực hoặc dây chuyền thí điểm, đặc biệt là khi bạn mới bắt đầu hướng dẫn sử dụng. autonomous maintenance steps.
Hạn chế xuất hiện khi bạn cần sự kiểm soát, khả năng truy xuất nguồn gốc và tốc độ. Hồ sơ giấy khó xác minh trong thời gian thực, ảnh không thể đính kèm dễ dàng và phân tích xu hướng thường phụ thuộc vào việc ai đó nhập lại dữ liệu sau đó. Ví dụ, trong một nhà máy đóng gói thực phẩm, người vận hành có thể hoàn thành các phiếu kiểm tra tại dây chuyền đối với máy hàn và băng tải, nhưng các vấn đề lặp đi lặp lại như độ lỏng của tấm chắn hoặc rung động bất thường thường bị chôn vùi trong các tập hồ sơ cho đến khi được xem xét hàng tuần.
Hệ thống CMMS truyền thống: Mạnh mẽ trong việc kiểm soát bảo trì, nhưng kém linh hoạt hơn đối với người vận hành.
Hệ thống CMMS truyền thống rất hữu ích khi bạn cần lập kế hoạch bảo trì có cấu trúc, theo dõi phụ tùng thay thế, lịch sử tài sản và quản lý lệnh công việc chính thức. Đối với các nhà quản lý bảo trì, nó thường là xương sống của hoạt động bảo trì phòng ngừa và bảo trì khắc phục. Nó cũng có thể hỗ trợ một phần của... AM pillar TPM Khi các phát hiện của người vận hành cần được chuyển tiếp thành các nhiệm vụ bảo trì.
Tuy nhiên, nhiều nền tảng CMMS được thiết kế chủ yếu dành cho kỹ thuật viên và người lập kế hoạch hơn là người vận hành tuyến đầu. Điều đó có nghĩa là hàng ngày equipment care by operators Có thể cảm thấy quá cứng nhắc, quá chậm hoặc quá khó thích ứng khi các điểm kiểm tra thay đổi theo máy móc, sản phẩm hoặc ca làm việc. Hãy tưởng tượng một người quản lý sản xuất tại một nhà máy nước giải khát muốn các công nhân vận hành máy đóng nắp ghi lại các kiểm tra căn chỉnh máy đóng nắp, xác nhận bôi trơn và các bất thường dựa trên hình ảnh từ điện thoại trong vòng chưa đầy hai phút; một hệ thống CMMS thông thường có thể ghi lại công việc, nhưng không phải lúc nào cũng theo cách phù hợp với các quy trình nhanh chóng, lặp đi lặp lại trên dây chuyền sản xuất.
Nền tảng quy trình vận hành không cần lập trình: Jodoo phù hợp ở đâu?
Đây là lúc một nền tảng quy trình làm việc vận hành không cần lập trình như... Jodoo đặc biệt phù hợp với bảo trì tự động. Thay vì ép buộc bạn operator-led maintenance Biến quy trình thành một mô-đun bảo trì cứng nhắc, bạn có thể xây dựng các ứng dụng kiểm tra điểm trên thiết bị di động phù hợp với trình tự kiểm tra chính xác, nhãn máy móc, danh mục bất thường và quy trình phê duyệt được sử dụng trong nhà máy của bạn. Điều đó rất có giá trị trong việc AM pillar TPM, Trong đó, việc tiêu chuẩn hóa rất quan trọng, nhưng điều kiện đường dây cục bộ cũng khác nhau.
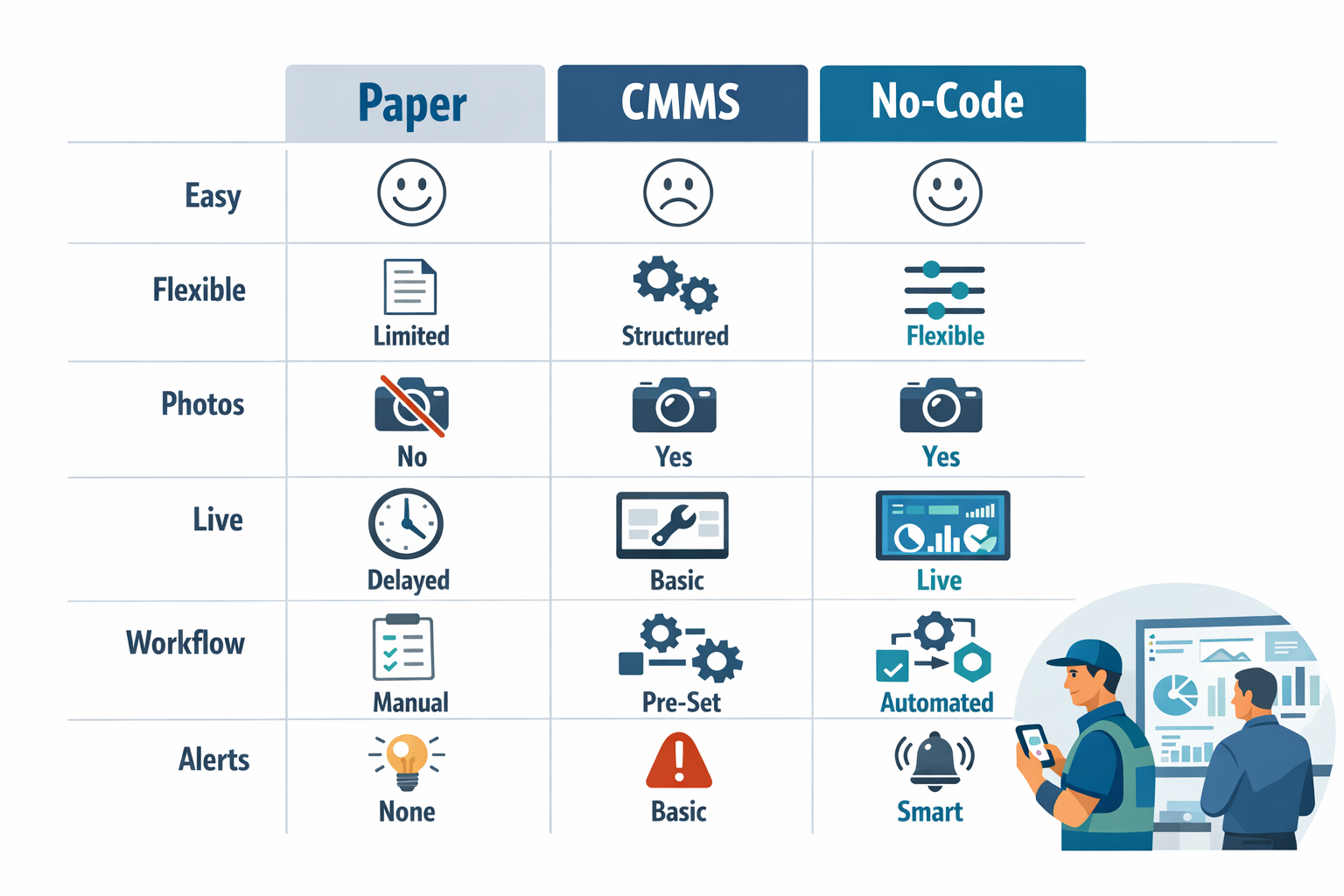
Với Jodoo, bạn có thể tạo các biểu mẫu kỹ thuật số linh hoạt để kiểm tra vệ sinh, xác nhận bôi trơn, kiểm tra siết chặt bu lông, kiểm tra đường tâm và báo cáo sự cố bất thường. Người vận hành có thể gửi số liệu, đánh dấu tiêu chuẩn, quét mã QR trên thiết bị và đính kèm ảnh trực tiếp từ dây chuyền sản xuất. Nếu phát hiện sự cố, thông báo tự động có thể cảnh báo ngay lập tức cho người giám sát khu vực hoặc trưởng nhóm bảo trì, trong khi việc xác nhận của người giám sát đảm bảo rằng các hành động tiếp theo được xác nhận thay vì chỉ được giả định.
Jodoo kết nối việc kiểm tra hàng ngày với quá trình cải tiến liên tục như thế nào?
Một điều mạnh mẽ autonomous maintenance TPM Hệ thống không chỉ đơn thuần là số hóa danh sách kiểm tra. Nó cần kết nối hoạt động hàng ngày của người vận hành với quản lý trực quan, leo thang vấn đề và phân tích tổn thất lặp lại. Jodoo hỗ trợ liên kết đó bằng cách kết hợp các biểu mẫu, tự động hóa quy trình làm việc và bảng điều khiển trong một môi trường duy nhất, nhờ đó dữ liệu do người vận hành thu thập trở nên hữu ích cho việc xem xét ca làm việc và các hành động cải tiến liên tục (kaizen).
Ví dụ, bảng điều khiển có thể hiển thị tỷ lệ hoàn thành theo dây chuyền, các loại lỗi phổ biến nhất theo máy móc, các lỗi lặp lại theo ca làm việc và các lỗi quá hạn theo người giám sát. Điều này giúp các điều phối viên Lean xem xét liệu... autonomous maintenance steps Chúng đang được duy trì, chứ không chỉ mới được khởi động. Trên thực tế, điều đó có nghĩa là equipment care by operators Nó trở nên dễ đo lường và dễ cải thiện hơn, thay vì chỉ là một bài tập tuân thủ.
Ví dụ thực tế: Dự án thí điểm nhà máy điện tử trên dây chuyền SMT
Hãy xem xét một nhà máy điện tử đang thử nghiệm Jodoo trên một dây chuyền SMT như một phần của quá trình thử nghiệm. AM pillar TPM Triển khai. Các nhân viên vận hành hoàn thành danh sách kiểm tra hàng ngày trên thiết bị di động trước khi khởi động, bao gồm độ sạch của bộ cấp liệu, trạng thái áp suất khí và kiểm tra trực quan các kết nối khí nén. Khi một nhân viên vận hành phát hiện các khớp nối khí nén bị lỏng, họ đã báo cáo sự bất thường đó bằng hình ảnh, và người giám sát có thể nắm được các vấn đề tái diễn ngay trong ca làm việc thay vì phát hiện ra chúng vào cuối tuần.
Dự án thí điểm đó rất quan trọng vì nó cho thấy các công cụ không cần lập trình có thể hỗ trợ hoạt động thực tế tại xưởng sản xuất. Nhà máy không cần phải chờ đợi một dự án phần mềm lớn để số hóa quy trình. operator-led maintenance. Nó xây dựng quy trình làm việc tập trung trước tiên, xác minh việc áp dụng trên một dây chuyền sản xuất, sau đó sử dụng xu hướng trên bảng điều khiển để quyết định những điểm kiểm tra và quy tắc leo thang nào cần được chuẩn hóa trên các dây chuyền khác.
Khi mỗi lựa chọn đều hợp lý
Nếu bạn đang thử nghiệm một chương trình rất nhỏ, giấy vẫn có thể đủ cho một thử nghiệm ngắn hạn. Nếu ưu tiên của bạn là lập lịch cho kỹ thuật viên, sổ đăng ký tài sản và kiểm soát lệnh công việc chính thức, thì hệ thống CMMS vẫn rất quan trọng. Nhưng nếu mục tiêu trước mắt của bạn là tăng cường... bảo trì tự động, cải thiện phản hồi đối với các phát hiện của người vận hành và thực hiện equipment care by operators Hiển thị rõ ràng xuyên suốt các ca làm việc, một nền tảng không cần lập trình như Jodoo mang lại cho bạn sự linh hoạt hơn khi sử dụng.
Trong nhiều nhà máy, giải pháp thiết thực nhất không phải là so sánh CMMS với phần mềm không cần lập trình, mà là CMMS kết hợp với một lớp thực thi tiền tuyến tốt hơn. Jodoo có thể đóng vai trò là lớp đó cho việc kiểm tra trên thiết bị di động, ghi nhận sự cố, xác minh của người giám sát và bảng điều khiển hiệu suất. Điều này làm cho nó trở nên phù hợp với các nhóm muốn chuyển đổi sang mô hình quản lý nhà máy hiệu quả hơn. autonomous maintenance TPM Chuyển từ quy trình thủ công trên giấy tờ thành một quy trình hàng ngày được quản lý và có khả năng mở rộng.
Kết luận: Xây dựng hệ thống bảo trì tự động có khả năng mở rộng với Jodoo
Thành công bảo trì tự động Hiệu quả của việc này không đến từ một buổi hội thảo duy nhất hay một danh sách kiểm tra được dán trên máy móc. Nó chỉ hiệu quả khi người vận hành tuân thủ các tiêu chuẩn rõ ràng hàng ngày, người giám sát xác nhận việc hoàn thành và đội ngũ bảo trì sử dụng dữ liệu để ngăn ngừa các sự cố lặp lại. Trên thực tế, điều đó có nghĩa là biến việc làm sạch, kiểm tra, bôi trơn, siết chặt, gắn nhãn các bất thường và các hành động theo dõi thành một hệ thống có thể lặp lại và duy trì hiệu quả xuyên suốt các ca làm việc, dây chuyền sản xuất và nhà máy.
Hãy tưởng tượng một giám sát sản xuất tại một nhà máy lắp ráp điện tử cần xác nhận rằng mọi dây chuyền SMT đều hoàn tất kiểm tra khởi động trước khi bo mạch đầu tiên được vận hành, hoặc một quản lý bảo trì tại một nhà máy chế biến thực phẩm muốn có cái nhìn tổng quan tức thời về các sự cố nhỏ thường xuyên xảy ra trên thiết bị đóng gói. Nếu không có một hệ thống có cấu trúc, những kiểm tra đó thường chỉ được ghi trên giấy, bị trì hoãn hoặc không bao giờ đến được đúng người. Với quy trình làm việc kỹ thuật số phù hợp, autonomous maintenance TPM Việc duy trì và cải thiện theo thời gian sẽ trở nên dễ dàng hơn.
Jodoo Nền tảng này cung cấp cho bạn một cách thiết thực để số hóa các quy trình chăm sóc vận hành, tiêu chuẩn hóa việc kiểm tra, tự động hóa việc theo dõi và theo dõi hiệu suất bằng bảng điều khiển thời gian thực. Là một nền tảng sản xuất tinh gọn không cần lập trình, nó giúp các nhà quản lý bảo trì, kỹ sư nhà máy và điều phối viên sản xuất tinh gọn mở rộng quy mô. bảo trì tự động không cần phát triển CNTT chuyên sâu.
Bắt đầu dùng thử miễn phí hoặc Đặt lịch dùng thử Hãy tìm hiểu cách Jodoo có thể giúp bạn xây dựng một hệ thống quản lý thiết bị đáng tin cậy và minh bạch hơn.


