
Introduction: What Is Lean Manufacturing and Why It Still Matters
In many factories, up to 20% of production capacity can be lost to avoidable inefficiencies such as waiting time, excess motion, rework, and overproduction. If you are managing a plant with tight margins, rising labor costs, and unpredictable demand, those losses show up fast in delivery performance and profitability. So, what is lean manufacturing? In simple terms, lean manufacturing is a system for improving production by removing waste, standardizing work, and focusing every process on what creates value for the customer.
For operations managers, plant managers, business owners, and students, lean matters because it is not just a cost-cutting idea from the past. Imagine a production manager at an automotive parts plant who sees WIP building up between machining and assembly, or a supervisor in a food factory dealing with repeated changeover delays. Lean gives them a practical way to identify bottlenecks, reduce non-value-added work, and improve flow without sacrificing quality.
In this guide, you will learn the lean manufacturing definition, where it came from, the core lean manufacturing principles, the main lean manufacturing benefits, and real factory examples. You will also see how modern manufacturers use digital tools like Jodoo to support lean execution with better data capture, workflows, and real-time visibility.
Lean Manufacturing History: From the Toyota Production System to Modern Factory Operations
How Lean Began in Postwar Manufacturing
To understand what lean manufacturing is, it helps to look at where it started. The roots of lean manufacturing history go back to Japan after World War II, when manufacturers had to operate with limited capital, limited materials, and highly variable customer demand. Toyota could not rely on the high-volume, inventory-heavy model used by many Western mass producers, so it developed a different system focused on producing only what was needed, when it was needed, and with as little waste as possible.
This became known as the Toyota Production System (TPS), built largely by Taiichi Ohno, Eiji Toyoda, and their teams. Instead of treating efficiency as simply keeping machines running at all times, TPS looked at the entire production flow, from supplier delivery to final assembly. That shift is central to the modern lean manufacturing definition: a system for maximizing customer value while minimizing waste across the full operation.
The Core Ideas Behind the Toyota Production System
TPS was not just a set of tools; it was a management philosophy. Its two most recognized pillars were just-in-time production and jidoka, often translated as built-in quality or automation with a human touch. In practice, that meant producing to actual demand, stopping problems at the source, and designing work so that defects did not move downstream.
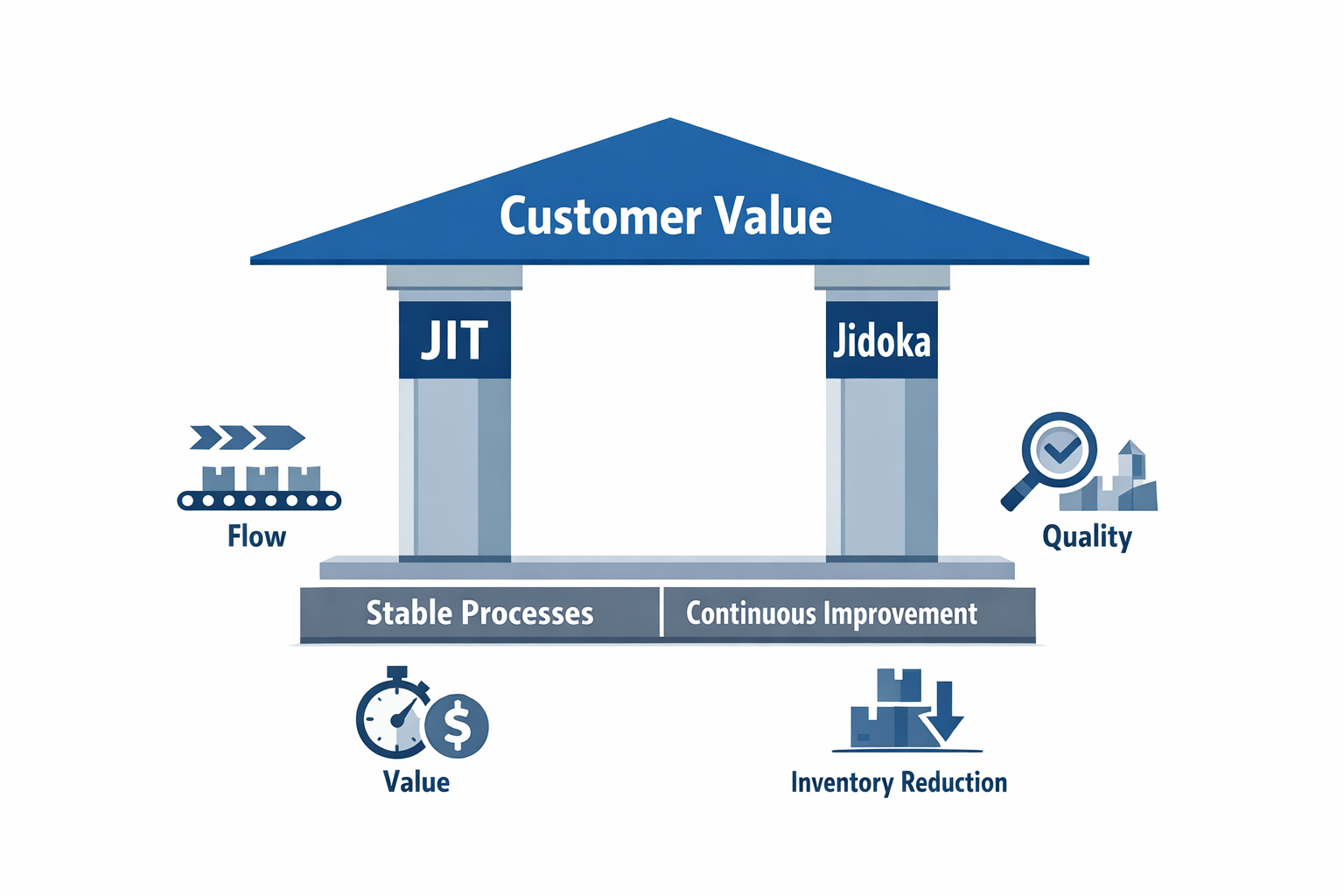
These ideas later shaped the lean manufacturing principles used worldwide today. Common principles include defining value from the customer’s perspective, mapping the value stream, improving flow, using pull-based production, and pursuing continuous improvement. While the terminology became standardized later, the operating logic came directly from the shop floor: shorter lead times, fewer defects, less excess inventory, and faster response to changing orders.
How Lean Spread Beyond Toyota
Lean entered global manufacturing discussions in the 1980s and 1990s as researchers and industry leaders studied why Toyota consistently outperformed many traditional plants on productivity, quality, and flexibility. The term “lean production” became widely known after studies of the automotive sector showed that companies using these methods could achieve significantly better performance with fewer resources. Over time, manufacturers in electronics, food processing, medical devices, and industrial equipment adopted the same concepts, even when their products and production models differed.
A useful way to think about this evolution is that Lean moved from being a company-specific system to a broadly applied operating model. For example, imagine a production manager at an electronics assembly plant who runs high-mix, low-volume orders for control boards. They may not use every Toyota term, but if they reduce changeover time, build visual work standards, replenish parts based on actual consumption, and track defects at the source, they are applying classic lean manufacturing examples in a modern context.
From Shop-Floor Method to Business Operating System
As lean matured, it expanded beyond line balancing and kanban cards. Manufacturers began applying lean to maintenance, warehousing, engineering change control, supplier coordination, quality inspections, and even office processes such as production scheduling and purchase approvals. This is one reason lean has remained relevant: it is not limited to assembly lines, but helps organizations create reliable flow across the whole value stream.
This broader adoption also explains many of the long-term lean manufacturing benefits. According to widely cited industry research, lean programs can reduce lead times by 30% to 70%, cut inventory levels significantly, and improve first-pass yield when implementation is disciplined and sustained. In a food packaging plant, for instance, lean may start with reducing line stoppages during changeovers, but it often expands into standardized sanitation checks, digital maintenance requests, and real-time production tracking so supervisors can act on abnormalities faster.
Why Lean Still Matters in Digital Factories
Today’s plants have more software, sensors, and automation than the factories where lean began, but the original ideas still apply. Digital tools do not replace lean thinking; they make it easier to see waste, enforce standards, and respond quickly. A plant using tablets for hourly production reporting or automated workflows for quality escalation is still following the same logic developed decades ago: make problems visible, act quickly, and improve the process continuously.
That is why the answer to what lean manufacturing is not frozen in the past. Its history began with the Toyota Production System, but its relevance now lies in how manufacturers combine proven process discipline with real-time data. Platforms like Jodoo support this shift by helping factories digitize inspections, approvals, production records, and dashboards without heavy custom development, making lean easier to sustain in day-to-day operations.
Lean Manufacturing Principles: The 5 Principles and the 8 Wastes Explained
If you are asking what lean manufacturing is, the clearest answer is this: it is a management approach that helps factories deliver more customer value with less waste. In practice, the lean manufacturing definition becomes easier to apply when you break it into a sequence of decisions and behaviors on the shop floor. That is why the lean manufacturing principles matter so much—they turn lean from a broad philosophy into a repeatable operating method. While the roots of lean manufacturing history trace back to postwar production systems, today these principles are used across electronics, food processing, garments, packaging, and many other sectors.
The 5 Lean Manufacturing Principles
1. Identify Value
Value starts with the customer, not the factory. A step only adds value if the customer is willing to pay for it, the product changes in a meaningful way, and the work is done right the first time. In an electronics assembly plant, for example, accurate PCB placement and functional testing create value, but unnecessary handling between workstations does not. This is one reason many of the strongest lean manufacturing benefits come from removing activities that consume labor and time without improving the product.
2. Map The Value Stream
Once the value is clear, the next step is to map every activity required to deliver it. A value stream map shows material flow, information flow, waiting time, inventory buildup, inspection points, and rework loops from order receipt to shipment. Imagine a production manager at a packaged snack factory who maps the process from raw ingredient receiving to mixing, baking, packing, and palletizing; the map may show that products spend only 45 minutes being processed but wait more than 10 hours between stages. That visibility is what turns lean from theory into action.
3. Create Flow
Flow means work should move smoothly from one step to the next without stoppages, bottlenecks, or unnecessary batching. In a garment factory, cutting, stitching, trimming, and final inspection often slow down when work is pushed in large bundles from one department to another. By rebalancing line capacity and reducing transfer batch sizes, the plant can move orders faster and make quality issues visible earlier. Among the most practical lean manufacturing examples, improving flow is often where factories first see measurable gains in lead time and output stability.
4. Establish Pull
Pull means producing based on actual downstream demand instead of forecasts or internal convenience. Rather than running large batches “just in case,” each process replenishes only what the next process has consumed. In a beverage bottling line, for instance, secondary packaging should respond to actual filling output and shipment demand instead of building pallets far ahead of dispatch. This reduces overproduction, lowers finished goods inventory, and helps operations teams respond faster to changing order mix.
5. Pursue Perfection
Lean is not a one-time project; it is a continuous improvement system. Pursuing perfection means standardizing good processes, measuring performance, solving root causes, and then improving again. A medical device components plant might reduce line changeover time from 70 minutes to 40 minutes, then focus next on first-pass yield and material replenishment accuracy. This mindset is central to lean because even strong results are treated as the baseline for the next improvement cycle.
The 8 Wastes in Lean Manufacturing
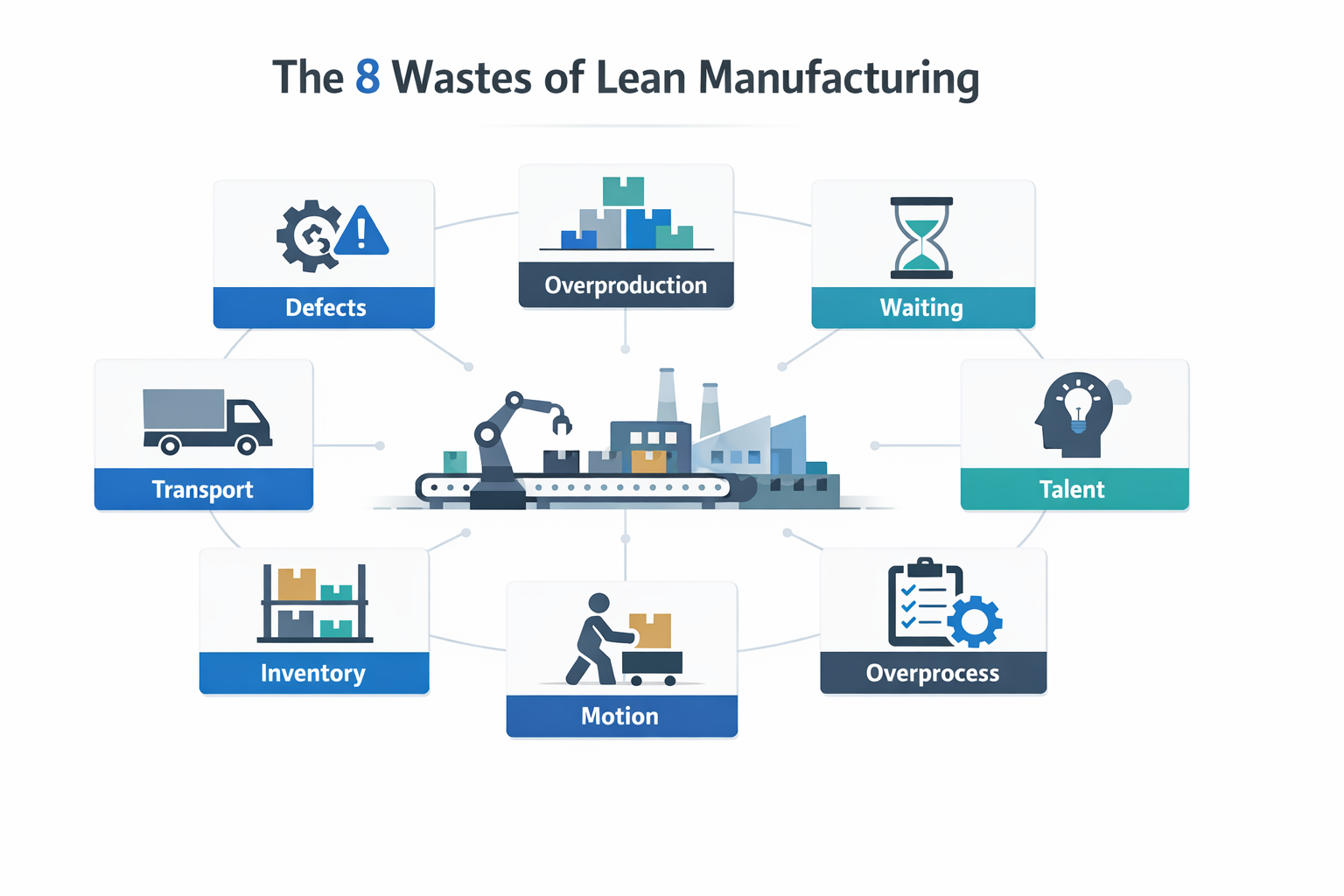
The 8 wastes give factory teams a practical way to spot non-value-added work in daily operations. They are often remembered by the acronym DOWNTIME: defects, overproduction, waiting, non-utilized talent, transportation, inventory, motion, and extra processing. For leaders new to lean, this is where the lean manufacturing definition becomes concrete, because each waste can be observed, measured, and reduced.
Defects
Defects include scrap, rework, retesting, and any output that does not meet specification. In a printed packaging plant, color mismatch or poor registration may force reruns that consume ink, substrate, machine time, and labor. The cost of poor quality can be high; in many factories, quality-related losses account for 15% to 20% of sales, according to widely cited operational improvement benchmarks. Lean treats defects as more than a quality issue—they disrupt flow and hide process instability.
Overproduction
Overproduction means making more, earlier, or faster than the next process or the customer’s needs. In a frozen food factory, producing excess batches before the packaging capacity is ready can create temporary cold storage pressure and increase handling. This waste is especially dangerous because it often looks like high utilization while quietly generating other wastes, such as inventory, transportation, and waiting. Lean systems target overproduction first because it amplifies many other losses.
Waiting
Waiting happens when people, materials, machines, or information are idle. A semiconductor support line, for example, may wait for first-piece approval, maintenance clearance, or material release before starting the next lot. Even short delays repeated across shifts can seriously affect output; studies in manufacturing operations often show that indirect downtime and minor stoppages account for a large share of lost productivity. Lean teams track these small delays carefully because they are often accepted as normal even when they are highly preventable.
Non-Utilized Talent
This waste refers to failing to use employees’ knowledge, skills, and improvement ideas. Imagine a supervisor in a household appliance plant who sees operators manually checking torque data every hour, even though they know exactly which checkpoints could be digitized and automated. If those ideas never leave the line, the factory loses improvement opportunities as well as engagement. Lean works best when operators, technicians, and team leaders are involved in problem-solving, not just execution.
Transportation
Transportation waste is unnecessary movement of materials between processes, storage areas, or buildings. In a dairy processing facility, moving packaging materials from a distant warehouse to the line several times per shift adds forklift traffic, handling time, and coordination effort without changing the product. Excess transportation also raises damage risk and can complicate traceability. A lean layout aims to shorten these internal routes so materials move less and flow more directly.
Inventory
Inventory waste includes excess raw material, work-in-process, and finished goods beyond what is needed to support stable operations. In a cable assembly plant, large reels of components and half-finished orders may sit between crimping, soldering, and testing stations for days. While inventory can make a plant feel secure, it often hides scheduling issues, uneven flow, or quality instability. One of the most visible lean manufacturing benefits is lower inventory combined with better responsiveness, not lower inventory alone.
Motion
Motion waste is unnecessary movement by people, such as walking, reaching, bending, or searching for tools and documents. In a cosmetics filling plant, operators who repeatedly cross the line to collect caps, labels, or batch sheets may lose only seconds per cycle, but over thousands of cycles, that time adds up quickly. Motion waste also affects ergonomics and fatigue, which can eventually influence quality and safety. Lean improvements here often involve workstation design, point-of-use storage, and better visual controls.
Extra Processing
Extra processing, also called overprocessing, means doing more work than required by customer specifications or process necessity. A sheet metal fabrication shop might run redundant inspections, create duplicate paper records, or polish surfaces beyond the required finish tolerance. These actions use labor and machine time but do not increase customer value. In many modern factories, digital workflows can help reduce this waste by standardizing approvals, data capture, and traceable quality checks in one system.
Turning Lean Theory Into Daily Factory Practice
The reason the 5 principles and 8 wastes matter is that they give leaders a practical way to evaluate any process, from changeovers to inspections to material replenishment. If you want a useful test for what lean manufacturing is, ask two questions: Does this step create customer value? If not, which waste does it represent? That simple discipline helps teams move from abstract training into real operational improvement. It is also why the best lean manufacturing examples are usually small, specific, and repeated consistently across the plant.
Lean Manufacturing Tools, Methods, and Real-World Examples
If you are learning what lean manufacturing is, this is the part where the concept becomes practical. The lean manufacturing definition is not complete without the tools teams use every day on the shop floor to improve flow, quality, and consistency. These methods grew out of lean manufacturing history, but they remain highly relevant in modern factories because they translate broad lean manufacturing principles into visible, repeatable actions.
5S and Visual Management
5S stands for Sort, Set in Order, Shine, Standardize, and Sustain. It is often one of the first tools introduced because it creates a more organized workplace and makes abnormal conditions easier to spot. In many factories, 5S works best when paired with visual management, such as floor markings, shadow boards, color-coded bins, machine status lights, and hourly production boards.
Imagine a production supervisor at a garment factory managing several sewing lines with frequent style changeovers. By labeling tools, marking material staging zones, and using visual boards to show hourly output and defect counts, operators can identify missing items or off-target performance in minutes rather than at the end of the shift. That speed is one reason 5S is often linked to early lean manufacturing benefits, especially shorter search time, safer work areas, and better line discipline.
Kaizen and Standardized Work
Kaizen means continuous improvement through small, practical changes. Rather than waiting for a large capital project, teams improve cycle time, motion, handoffs, or setup steps one issue at a time. In lean environments, Kaizen is usually grounded in standardized work, which defines the current best method for completing a task safely, consistently, and at the required takt time.
Consider an electronics assembly plant producing printed circuit board subassemblies. A line leader notices that operators are reaching across trays too often during component loading, so the team changes workstation layout and updates the standard work sheet. Saving even 2 to 3 seconds per cycle can add up quickly across thousands of units per shift, which makes this one of the clearest lean manufacturing examples of small changes producing measurable output gains.
Kanban, JIT, and Heijunka
Kanban is a signaling system used to control replenishment, while Just-in-Time (JIT) aims to produce only what is needed, when it is needed, in the quantity needed. Heijunka, or production leveling, helps stabilize schedules so upstream and downstream processes are not constantly reacting to large swings in demand. Together, these tools support smoother flow and lower excess inventory without losing control of material supply.
Take a food and beverage packaging plant filling bottled sauces for multiple retail SKUs. Instead of pushing large batches to the line, the plant can use Kanban signals for packaging materials, JIT replenishment for labels and caps, and heijunka to level the daily mix of product variants. This approach is especially useful where shelf life matters, because lean flow is not just about speed; it also helps reduce aged stock, unnecessary handling, and storage space.
Value Stream Mapping
Value stream mapping helps teams see the full path of material and information from order to shipment. It shows which steps add value, where waiting occurs, how inventory builds up, and where data handoffs slow decisions. This makes it one of the most useful methods for connecting shop floor activity with planning, purchasing, quality, and logistics.
For example, a medical device components manufacturer may map the process from raw material release to final inspection and packing. The team might discover that actual processing time is only a few hours, while total lead time stretches across several days because of queue time between molding, trimming, inspection, and documentation review. That visibility is why value stream mapping remains central to both lean manufacturing principles and practical improvement planning.
Poka-Yoke
Poka-yoke means mistake-proofing a process so errors are prevented or detected immediately. It is especially valuable in operations where manual assembly, part variation, or repetitive tasks create opportunities for wrong parts, missing steps, or reversed orientation. Good poka-yoke devices are simple, low-cost, and built into the process rather than relying on memory or extra inspection.
Imagine an operator in a consumer electronics accessories plant assembling charger housings with similar-looking left- and right-side components. A fixture designed so that the wrong part cannot physically fit into the station prevents assembly errors before they happen. In many plants, this method improves first-pass yield and reduces rework, making it one of the most direct examples of how lean supports quality at the source.
When These Tools Matter Most
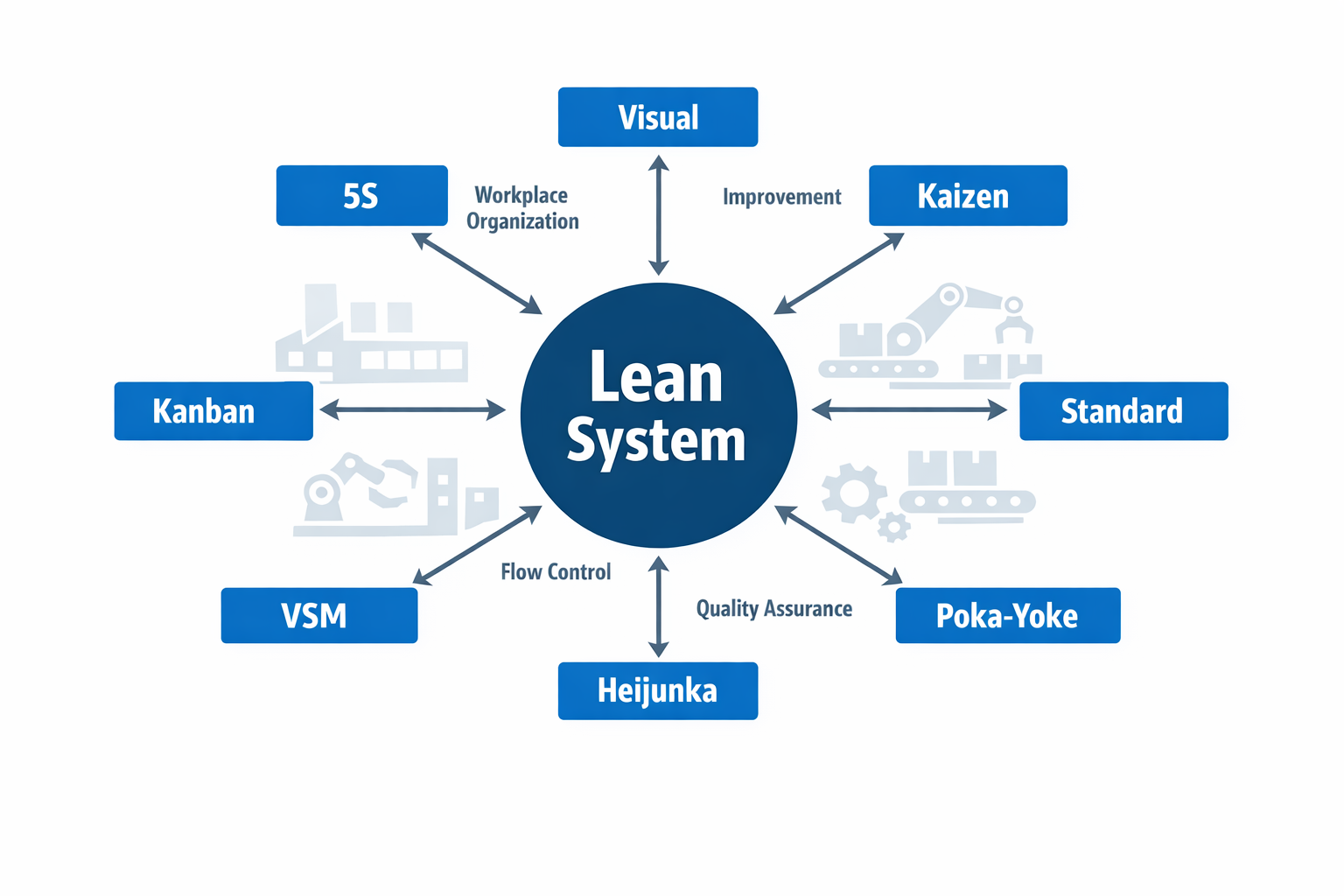
Each method serves a different purpose, but they work best as a connected system rather than as isolated projects. 5S and visual management make conditions visible, standardized work and Kaizen stabilize and improve tasks, Kanban and JIT control flow, heijunka smooths demand, value stream mapping shows where to focus, and poka-yoke protects quality during execution. That is an important takeaway for anyone studying the lean manufacturing definition: lean is not one tool, but a structured way of managing daily factory operations.
In practice, factory leaders do not need to deploy every method at once. A plastics packaging plant might start with visual controls and standardized work on one line, while a bakery operation may gain faster results from Kanban and heijunka because product freshness and daily scheduling matter more. The right choice depends on process type, product mix, and operating rhythm, but all of these methods support the same goal: turning what is lean manufacturing from theory into disciplined, measurable action on the factory floor.
How to Get Started With Lean Manufacturing in a Real Factory
Starting lean in a real plant is less about launching a big program and more about building a repeatable operating habit. If you are still asking what lean manufacturing is, the practical answer on the shop floor is simple: it is a disciplined way to remove non-value-added work, stabilize flow, and help teams solve problems every day. The best rollout starts small, uses clear metrics, and gives frontline supervisors a visible role in improvement. That approach is more effective than trying to redesign the whole factory at once.
Assess the Current State Before You Change Anything
Begin with a direct observation of how work actually moves through one process, not how it is described in the SOP. Walk the line, follow one order from start to finish, and record waiting time, movement, rework loops, handoffs, and information delays. In many factories, this first exercise reveals that the gap between the lean manufacturing definition and day-to-day practice is not effort, but visibility. A simple current-state map often shows where output is lost long before a machine reaches full capacity.
Imagine a production manager at an electronics assembly plant who follows a batch of PCB units from kitting through testing and packing. The team may discover that assembly takes only 18 minutes of touch time, but the batch waits more than 6 hours between test and final pack because inspection results are logged late, and trays pile up near one station. That insight gives the factory a factual starting point. It also helps leaders connect lean manufacturing principles like flow, pull, and waste reduction to real production behavior.
Pick One Pilot Process With Clear Boundaries
Your first lean effort should focus on one line, one product family, or one recurring workflow that is important but still manageable. Good pilot areas usually have stable demand, measurable output, and a supervisor who is respected by operators. Avoid choosing the most chaotic process in the plant, because beginners need a learning environment where causes and effects are visible. Early wins matter because they shape how people perceive lean manufacturing adoption.
A food processing plant is a good example here. If one packaging line for bottled sauces runs three shifts with a consistent SKU mix, that line is often a better pilot than the seasoning blend room, where batch recipes and changeovers vary more widely. The goal is not to prove every lean manufacturing benefit at once. The goal is to create one working model that other departments can see, question, and learn from.
Train Frontline Teams on Methods, Not Just Concepts
Many lean rollouts stall because training stays at the management level. Operators, line leaders, maintenance technicians, and quality inspectors need practical instruction on how to spot abnormalities, escalate issues, and participate in small daily improvements. Training should cover simple tools such as standard work, visual management, 5S, root cause analysis, and short daily review routines. That makes lean manufacturing principles usable instead of theoretical.
Keep training tied to the pilot process. For example, in a garment factory, a sewing line leader can be trained to track hourly output against target, identify where bundle flow slows down, and lead a 10-minute end-of-shift review with operators. This is more effective than asking teams to memorize the full lean manufacturing history, even though that history matters for context. People adopt lean faster when they see how its methods help them make better decisions during the shift.
Set Baseline Metrics Before Running Improvements
Before making changes, define 4 to 6 baseline measures that reflect performance, quality, and stability. Typical starting metrics include cycle time, changeover time, first-pass yield, on-time completion, work-in-progress, and unplanned downtime. According to widely cited industry studies, manufacturers that sustain structured continuous improvement programs often see lead time reductions of 20% to 50% and productivity gains of 10% to 30% over time, but those results are only credible if the starting point is documented. Baseline data keeps lean grounded in operations, not opinion.
Use one board, one dashboard, or one shift report that everyone can read easily. In an industrial bakery, for instance, the pilot team might track oven changeover time, line stoppages over five minutes, scrap percentage, and cases packed per labor hour. Those numbers make improvement visible and help separate normal variation from real process change. This is where abstract discussions about lean manufacturing examples become concrete for the factory team.
Standardize What Works So Gains Do Not Fade
A successful improvement is not complete until the new method becomes the standard way of working. Once a pilot team reduces waiting, improves changeovers, or balances a station, document the revised sequence, staffing pattern, inspection point, and response rules. Then train every shift on the updated standard and confirm that supervisors are auditing it consistently. Without this step, many plants see improvements disappear within a few weeks.
Standardization should be practical, not bureaucratic. In an automotive components plant, if a team reduces die change time from 70 minutes to 42 minutes by staging tools in advance and assigning parallel tasks, the new sequence should be posted at the press, practiced by all crews, and reviewed during startup meetings. This is one of the most overlooked parts of lean rollout. The factory does not improve because one team found a better way; it improves because that better way becomes routine.
Build a Continuous Improvement Cadence
Lean becomes durable when improvement is scheduled, reviewed, and led at multiple levels. Start with daily line huddles, weekly supervisor reviews, and monthly management checks on pilot metrics and open actions. These routines create a rhythm for follow-up, which is where the long-term lean manufacturing benefits usually come from. The purpose is not more meetings, but faster learning and clearer accountability.
A simple cadence might include a 10-minute shift-start meeting at the line, a weekly review of abnormalities and corrective actions, and a monthly review of trend data with plant leadership. Over time, this operating rhythm helps teams understand that lean is not a one-time project or a chapter in lean manufacturing history. It is a management system built on repetition, visibility, and disciplined follow-through. If you want to begin lean manufacturing effectively, start with one process, one team, and one review cycle you can sustain for the next 90 days.
Conclusion: Turning Lean Manufacturing Principles Into Daily Execution With Jodoo
If you are still asking what lean manufacturing is, the simplest answer is this: it is a management system for delivering more value with less waste. In practice, that means shorter lead times, lower inventory, fewer defects, better equipment uptime, and more stable daily output. For factory leaders, the real benefit is not just cost reduction, but better control over production performance and faster response when problems appear on the shop floor.
The challenge is that lean fails when it stays as a one-time workshop or isolated kaizen project. It works when daily routines are standardized, visible, and easy to follow across shifts, lines, and departments. Imagine a production manager at a mid-sized automotive parts plant who replaces paper quality checks with a Jodoo app: nonconformance reports are submitted from the line, supervisors get instant alerts, and follow-up actions no longer disappear in folders or spreadsheets. That kind of visibility helps turn lean principles into repeatable operational discipline.

Jodoo is a no-code platform built for manufacturers that want to digitize 5S audits, issue escalation, CAPA, visual boards, and standardized workflows without heavy IT development. If you want to move from manual lean tracking to connected execution, you can start a free trial or book a demo to explore how Jodoo supports lean implementation.


