
Introduction: Why-Why Analysis Still Matters on the Factory Floor
A short stoppage, a repeat defect, or a late order can cost far more than the few minutes it takes to investigate it properly. In many factories, unplanned downtime still consumes 5% to 20% of productive capacity, and recurring quality losses often come from the same unresolved causes. Therefore, 5 whys analysis is a practical tool on the factory floor: it helps teams move past visible symptoms and trace a problem back to the process condition that created it.
In manufacturing, the first answer is rarely the real answer. “The machine stopped,” “the operator missed the step,” or “the batch was delayed” may describe what happened, but they do not explain why it happened. A simple 5 Whys root cause analysis gives production, quality, and maintenance teams a disciplined way to ask better questions and focus on causes they can actually control.
This article stays practical. You will learn what 5 Whys analysis is, when it works well in manufacturing, how to run it step by step, what good examples look like, and which common mistakes weaken corrective action. The goal is not broad root cause theory, but better day-to-day problem solving for quality, downtime, and delivery performance.
When 5 Whys Analysis Works Best in Manufacturing
What Makes 5 Whys Effective on the Shop Floor
A good why-why analysis is not just a series of questions. It works when the team starts with a tightly defined problem statement, such as “Line 3 stopped for 18 minutes due to a carton jam at the sealing station,” not a vague complaint like “packaging performance is poor.” In manufacturing problem solving, specificity matters because each “why” should follow observable facts, not opinions or memory.
Direct observation is equally important. In most plants, root cause investigation quality improves when the team checks the actual machine, material, method, and records at the gemba instead of discussing the issue in a meeting room. This aligns with what many lean practitioners already know: visible symptoms often hide a simple process failure that only becomes clear when you verify what happened, when it happened, and under what conditions.
Cross-functional input also makes the 5 Whys method stronger. A quality engineer may see defect patterns, maintenance may recognize equipment wear, and production may know the shift conditions that triggered the event. When these views are combined, 5 whys analysis is more likely to reach a cause the plant can actually control through standard work, maintenance, training, or process settings.
When a Simple Cause Chain Is the Right Tool
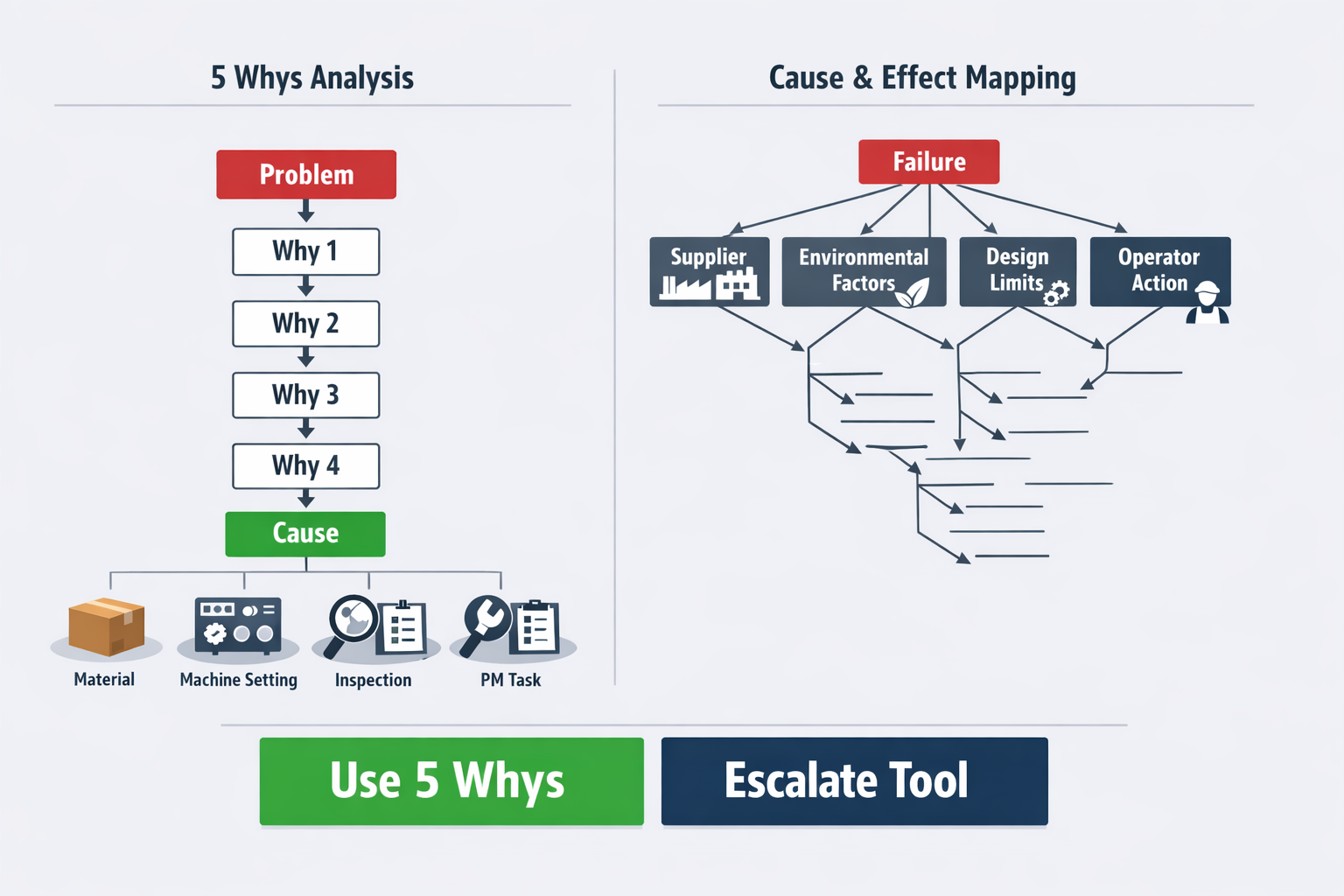
The method works best when the problem has a relatively short and traceable cause chain. That is common in recurring shop-floor issues such as a missing inspection step, an incorrect machine setting, an overdue PM task, or the use of the wrong packaging material at changeover. In these cases, a 5 whys analysis is often enough to move from symptom to process cause and into corrective action planning without slowing the response.
It is especially useful in general manufacturing environments where teams need a practical daily problem-solving method. In automotive assembly, for example, it can help trace a fastening defect back to torque tool calibration or work instruction control. In electronics production, it often fits intermittent feeder issues, solder defects linked to setup conditions, or handling problems tied to ESD discipline. In food and beverage plants, it works well for packaging rejects, label mismatches, sanitation misses, or minor line delays with a clear sequence of events.
The method becomes less reliable when the issue involves multiple interacting causes, unstable data, or technical uncertainty. If a failure includes machine design limits, supplier variation, environmental conditions, and operator actions all at once, a single-cause chain may oversimplify the situation. In that case, the right move is to escalate from a basic why-why analysis to a broader root cause investigation using tools such as fishbone analysis, fault tree logic, or designed testing.
How to Judge Whether 5 Whys Is Enough
A practical rule is this: if each answer can be verified with evidence and leads logically to the next question, 5 Whys is usually appropriate. If the team keeps finding parallel causes, conflicting explanations, or “it depends” answers, the problem is probably too complex for a linear chain. That distinction matters because weak analysis leads to weak corrective action planning, while the right method improves both speed and accuracy.
This is why many plants use 5 Whys as a first-line tool rather than the only tool. It is fast, easy to teach, and highly effective for routine manufacturing issues with a controllable process cause. More complex failures still benefit from the same discipline, but they usually require a deeper investigation than the simpler 5 whys examples often shown in training materials.
How to Do a Why-Why Analysis Step by Step
Define the Problem So Everyone Investigates the Same Issue
Start your why-why analysis with a problem statement that is specific enough to observe and measure. Instead of writing “production is delayed,” write “Line 3 lost 42 minutes on the morning shift because carton sealing stopped during changeover at 10:18 a.m.” This matters because a vague statement produces vague answers, while a precise statement keeps the 5 Whys root cause analysis focused on one event. In manufacturing problem solving, the first discipline is not asking why too early.
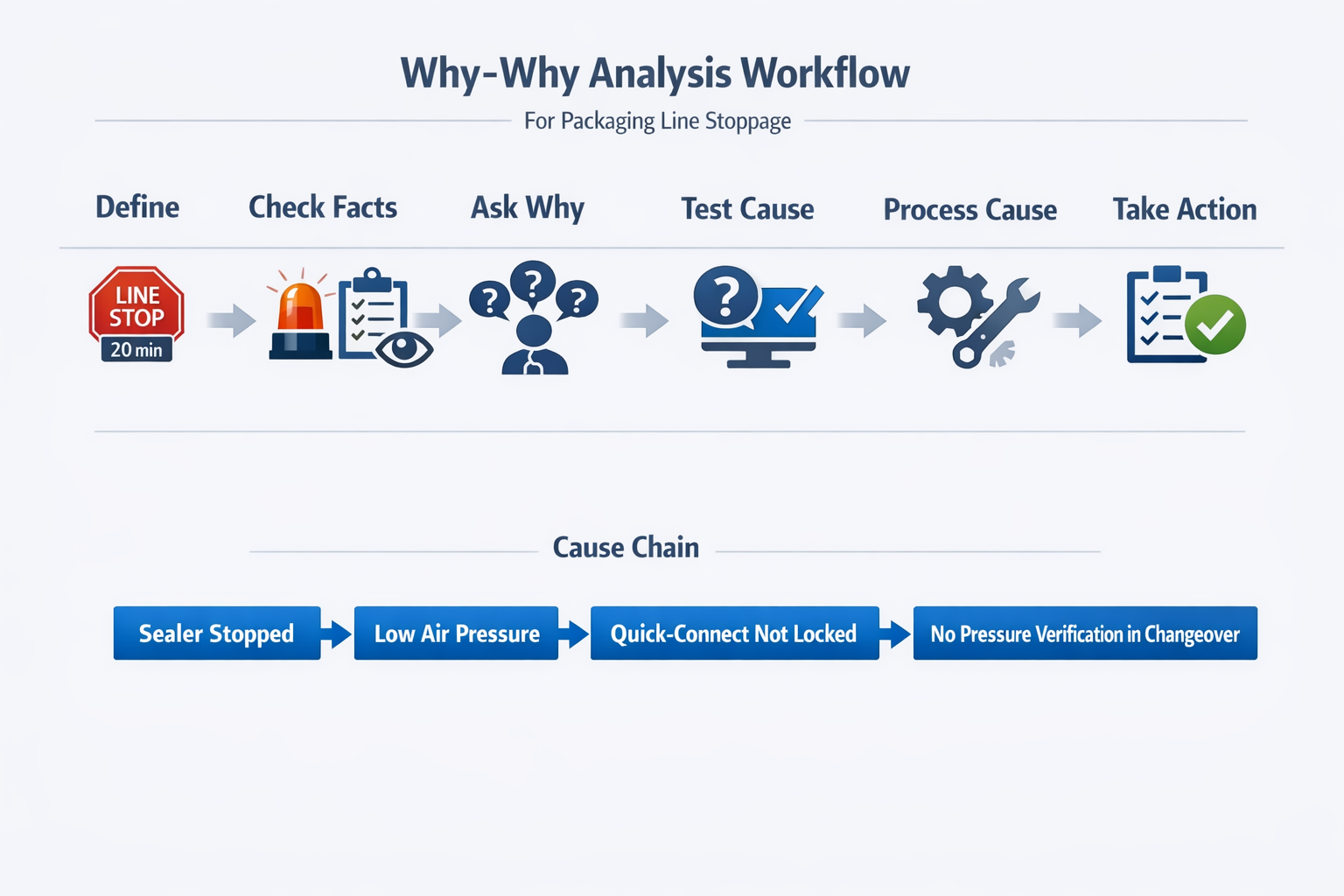
In this example, the team is investigating a packaging line that missed its hourly output target by 11%. The immediate symptom is a delayed shipment risk, but the investigation should stay anchored to the actual event on the line: the sealer stopped, operators waited, and the line backed up. That gives the team a common starting point for facts, timing, and scope before anyone suggests causes.
Gather Facts at the Gemba Before Asking Why
Go to the line, confirm the sequence of events, and collect direct evidence before building the cause chain. That means checking machine alarms, shift logs, changeover records, maintenance history, and operator observations from the time of the stop. A strong root cause investigation uses what happened, not what people assume usually happens.
In the packaging-line case, the team confirms that the sealer faulted twice within eight minutes after changeover. They also found that the fault code pointed to low pneumatic pressure, and the operator had to reset the machine each time. At this stage, the team still should not jump to “maintenance issue” or “operator error,” because those labels are conclusions, not evidence.
Ask Each Why Based on What You Can Verify
Now build the questioning chain one step at a time, with each answer tied to an observed fact. For example: Why was the line delayed? Because the carton sealer stopped during changeover recovery. Why did the sealer stop? Because air pressure dropped below the machine’s operating threshold. Why did the air pressure drop? Because the quick-connect fitting on the airline was not fully locked after changeover.
This is where a simple 5 Whys template helps teams keep the logic visible and prevent side discussions. Each answer should be narrow, testable, and directly linked to the previous answer. If the team cannot verify an answer, pause and collect more facts instead of filling the gap with opinion.
Test Whether the Answer Is a Cause or Just Another Symptom
A common discipline in 5 Whys analysis examples is asking whether the current answer explains the event or merely restates it. In this case, “the fitting was loose” explains the pressure loss, but it still does not explain why the fitting was left in that condition. So the team continues: Why was the fitting not fully locked? Because the changeover checklist required reconnection of the airline but did not include a pressure verification step.
The team should test that answer against the process. They review the standard work, observe the next changeover, and confirm that operators reconnect the airline by feel only, with no visual lock check and no gauge confirmation before restart. That moves the why-why analysis from an equipment symptom toward a controllable process cause.
Stop at a Controllable Process Cause
The goal is not to reach five questions exactly. The goal is to stop when the team reaches a cause that it can prevent through process control, training, standard work, maintenance practice, or design change. In this example, the final cause is not “operator forgot,” but “the changeover standard lacked a verification step for airline lock and pressure confirmation before restart.”
That distinction is critical for corrective action planning. If you stop at blame, the action is usually weak, such as “remind operators to be careful.” If you stop at a process cause, the action becomes stronger: revise the checklist, add a visual lock indicator, require pressure confirmation at startup, train the shift team, and verify the next ten changeovers for compliance.
Link the Final Cause to Action and Verification
A why-why analysis is only useful if the final answer leads to action that reduces recurrence. For the packaging line, the owner could be the production engineer for the checklist revision, the maintenance for the fitting indicator, and the shift supervisor for startup verification audits. Each action should have a due date, a clear scope, and a follow-up check tied to output loss or repeat stoppages.
Common Why-Why Analysis Mistakes
A why-why analysis often fails not because the method is weak, but because the team uses it too loosely. In manufacturing problem solving, a short list of “whys” is only useful if each answer is supported by observed facts and leads to action the plant can control. When that discipline is missing, the result is a report that looks complete on paper but does little to prevent recurrence.
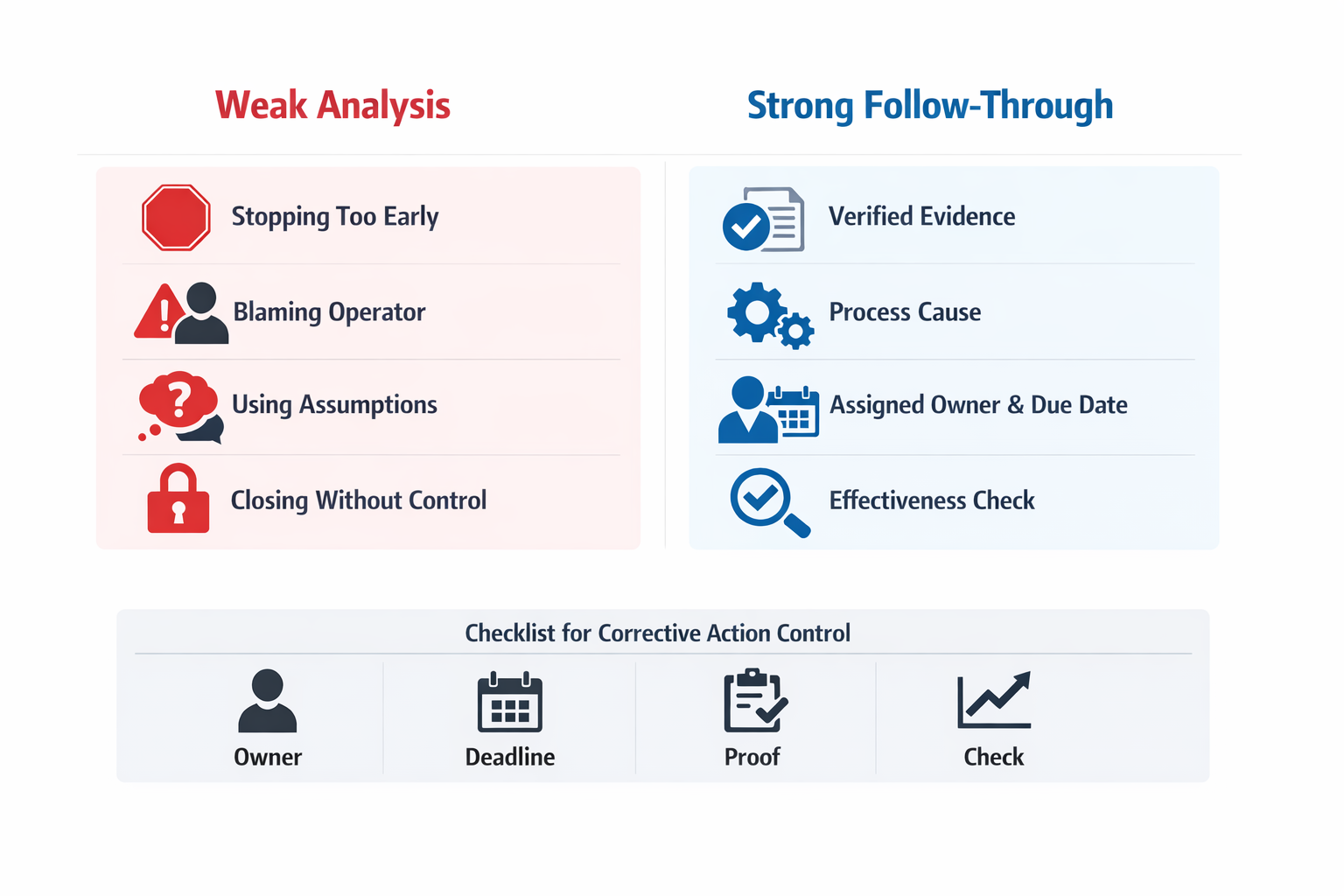
Stopping at the First Plausible Answer
One common mistake in 5 whys root cause analysis is stopping when the team reaches an answer that sounds reasonable. “The machine stopped because the sensor failed” may be true, but it is rarely the process-level cause that corrective action planning requires. If the discussion ends there, the plant replaces the sensor and moves on, while the real issue—contamination, mounting design, inspection gaps, or missed preventive maintenance—remains in place.
This happens frequently when production pressure is high, and the team wants a quick closure. In practice, the first believable answer is often only the last visible event in the chain. Strong root cause investigation pushes one step further until the team reaches a cause that can be standardized, monitored, and prevented.
Blaming Operators Instead of Examining the Process
Another weak pattern is turning the final answer into operator blame. Statements like “operator forgot,” “technician was careless,” or “staff did not follow SOP” are usually signs that the why-why analysis stopped too early. In most factories, human error is shaped by process conditions such as unclear work instructions, poor visual controls, excessive changeover pressure, weak training verification, or tools that make the wrong action easy.
Blame-based conclusions create two problems. First, they discourage honest reporting during future investigations. Second, they produce weak actions such as retraining alone, even though research across quality and safety systems consistently shows that retraining by itself has low long-term effectiveness unless the underlying process is changed.
Mixing Assumptions With Facts
A 5 Whys analysis also breaks down when teams mix evidence with opinion. Phrases such as “probably,” “maybe,” and “must have” are warning signs that the answers are not grounded in actual checks, records, or direct observation. That matters because once assumptions enter the chain, every later “why” becomes less reliable.
For example, saying a defect happened because material quality was inconsistent should trigger verification through receiving data, supplier lots, test records, or line-side measurements. Without that evidence, the team may push the issue to purchasing or the supplier when the actual cause sits inside setup control or equipment condition. Good 5 whys examples look simple, but behind each answer, there is usually a fact check.
Closing the Investigation Without Real Corrective Action Control
Many teams complete the analysis form but fail on execution. They list actions, but do not assign a named owner, a due date, a verification method, or a standard that must be updated. In that situation, the 5 whys template becomes a documentation exercise rather than a management tool.
Weak corrective action usually sounds like this: “Remind operators,” “monitor the situation,” or “repair if needed.” Strong corrective action is more specific: revise the setup checklist, add a torque verification point, update PM frequency from monthly to weekly, and confirm effectiveness by tracking defect recurrence for the next 30 production days.
A weak outcome closes the issue when the meeting ends. A strong outcome closes it only after the plant confirms the problem does not recur under normal operating conditions.
What Stronger Follow-Through Looks Like
To make why-why analysis useful, treat the final answer as the start of corrective action planning, not the end of the discussion. Every action should have four elements: a clear owner, a deadline, evidence of completion, and a defined effectiveness check. If one of those elements is missing, the plant has not really controlled the cause.
This is where many factories lose the value of otherwise sound manufacturing problem-solving. The team may identify a credible cause, but without follow-up verification, there is no proof that the countermeasure worked. A practical standard is to review recurrence by shift, batch, or week—depending on the issue—and reopen the root cause investigation if the same failure appears again.
Conclusion: Turn 5 Whys Findings Into Action With Jodoo
Why-why analysis delivers value only when the investigation leads to disciplined follow-through. In manufacturing, that means documenting the problem clearly, attaching evidence from the line, assigning corrective actions to the right owner, and checking whether the issue actually stays closed. Without that structure, even a solid 5 Whys exercise can end as a discussion instead of a process improvement.
This is where digitization matters. With Jodoo, manufacturers can build a 5 Whys form that standardizes problem statements, photo evidence, cause chains, and corrective action records in one place. Teams can then connect that form to workflows for owner assignment, due-date reminders, approval steps, and follow-up verification, so corrective action moves across quality, production, and maintenance without relying on emails or spreadsheets.
If you want to turn root cause analysis into a repeatable lean process, Jodoo gives you a practical no-code way to do it. You can start a free trial or book a demo now.


