
按類別瀏覽
引言:帕累托圖在製造品質中的重要性
在大多數工廠,問題不在於缺乏數據。缺陷代碼太多、停機原因太多、重工問題太多,都在爭取有限的改進時間。營運和品質管理方面的研究通常表明,少數幾個原因導致了大部分損失,而這正是… 帕累托圖 仍然是車間裡最實用的工具之一。.
對於品質經理或工廠負責人來說,其價值顯而易見:與其糾結於 20 個潛在問題,不如直接找出造成大部分廢品、投訴或生產中斷的少數幾個問題。這才是 80/20 法則在製造業品質管理中的真正意義。它並非一成不變的公式,而是一種將糾正措施集中在能夠最快帶來營運效益之處的方法。.
本文解釋如何 帕累托圖 本書將介紹帕累托分析的工作原理,講解如何從生產資料中正確建構帕累托圖,以及如何避免常見的分析錯誤。您還將了解團隊如何在製造過程中運用帕累托分析,而不僅限於缺陷數量,還包括停機時間、返工和供應商問題,從而將品質缺陷分析轉化為清晰的改進優先事項清單。.
帕累托圖展示了什麼? 80/20 法則如何在車間應用?
帕累托圖的兩個組成部分
A 帕累托圖 它將兩種視圖整合在一個視覺化圖表中。長條圖顯示了每個問題發生的頻率,從高到低排序;而折線圖則顯示了從左到右各個問題累積佔總問題數的比例。這種佈局便於觀察哪些類別的問題造成了大部分損失,而不是將所有問題視為同等重要。.
在製造業中,這些類別可以代表瑕疵類型、報廢原因、停機原因、重工驅動因素,甚至是供應商不合格項。品質經理可能會使用缺陷帕累托圖來按頻率對焊橋、尺寸偏差和包裝錯誤進行排序。生產經理可能會使用相同的邏輯來對機器停機原因進行排序,例如感測器故障、物料堵塞和換型延遲。.
團隊如何找到“關鍵少數”
實際價值 帕累托圖 重要的不僅是長條圖本身,還有它們所揭示的模式。當前三、四個類別佔據總和的大部分時,你就找到了“關鍵少數人”這些都是需要立即關注的問題。其餘類別的問題雖然也很重要,但在第一個改進週期中通常不需要投入同等的資源。.
這就是帕累托分析在製造業中發揮作用的地方,它能幫助日常決策。如果一個加工單元顯示毛邊缺陷、刀具磨損和夾具錯位導致了 78% 的不合格品,那麼團隊就有了進行品質缺陷分析的明確起點。他們無需啟動六項互不相關的措施,而是可以優先針對造成不合格品數量最多的問題,集中精力進行維護、流程檢查和操作員再培訓。.
製造業中 80/20 法則的真正意義
製造業中的80/20法則是指 優先原則, 這並非一個固定的公式。在實際工廠中,根據製程、產品組合和資料品質的不同,比例可能是 70/30、85/15 或 65/20。關鍵不在於強行將這兩個數字設定為 80 和 20,而是找出造成不成比例影響的少數根本原因。.
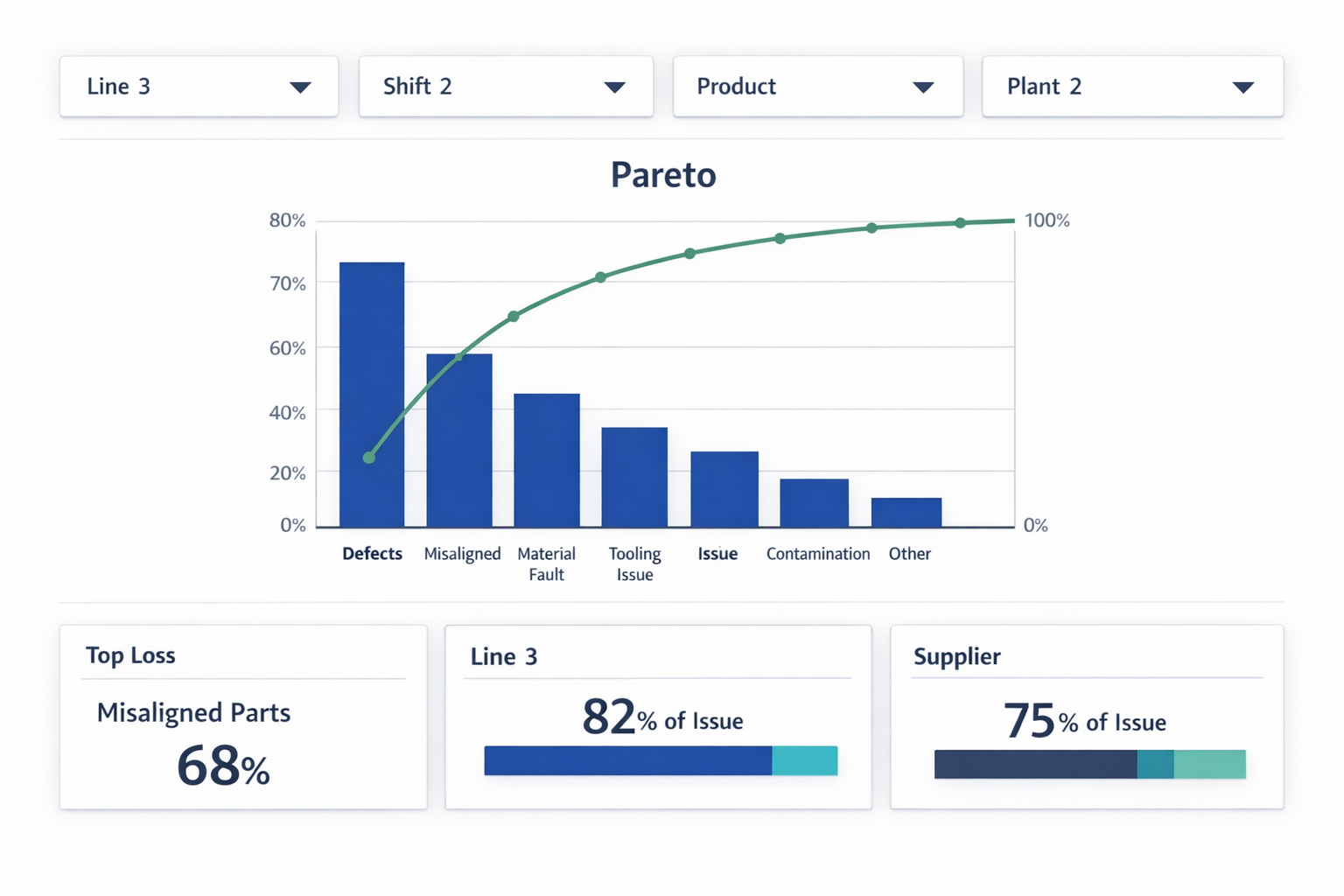
這種區別在生產車間至關重要。例如,一家沖壓廠可能會發現,兩種廢品原因造成的總廢品成本為 68%,而在一條裝配線上,四種缺陷類別可能會產生 82% 的返工單。兩者都是有效的帕累托圖範例,因為該圖旨在幫助團隊確定優先修復的事項,而不是證明某個數學定律。.
帕累托分析在工廠運作的應用
帕累托分析通常與缺陷分析有關,但它的應用範圍遠不止於此。在停機時間分析中,長條圖可以代表故障原因,累計線則顯示哪些停機事件消耗了最多的可用生產時間。在返工分析中,該圖表可能揭示少數反覆出現的組裝錯誤導致了大部分工時用於糾正。.
對於工廠管理者而言,帕累托圖在多種評審流程中都非常有用。它可以支援每週的品質會議、每日的生產損失審查、供應商績效討論以及持續改進專案。當一致地應用相同的邏輯時,團隊可以按生產線、班次、產品系列或時間段比較優先級,然後將這些見解匯總到更廣泛的製造品質儀表板中。.
帕累托圖無法告訴你什麼
A 帕累托圖 它顯示的是問題集中點,而不是根本原因。它告訴你最大的問題在哪裡,但不會告訴你問題發生的原因,也不會告訴你哪種糾正措施最有效。這就是為什麼高績效團隊將其用作… 篩檢工具 在進行更深入的分析(例如檢查表、5個為什麼分析法、魚骨圖或流程驗證)之前。.
除非你圍繞著影響而非簡單的計數來建立分類,否則它無法衡量嚴重程度。即使低頻但高客戶風險的缺陷出現在圖表的右側,仍需要緊急處理。實際上,該圖表可以幫助你確定首次溝通的優先順序;它並不能取代工程師的判斷。.
帕累托圖範例:如何建立用於缺陷分析的帕累托圖
步驟 1:從穩定的製程視窗收集缺陷數據
使用一個 一致的生產場景 所以這些數字是有意義的。例如,假設一條電子裝配線在一週內對3號生產線上的1000個PCB單元進行最終檢驗,並記錄所有缺陷。團隊會將每個缺陷與一個標準原因代碼對應:焊橋、元件缺失、標籤錯誤、外觀刮痕和引腳彎曲。.
現階段的關鍵是 一致性, 關鍵不在於複雜性。如果一位檢驗員寫“焊點不良”,另一位寫“焊點短路”,那麼你的品質缺陷分析就會將同一個問題拆分成兩個更小的類別,從而削弱分析結果。只要所有缺陷都以相同的方式記錄,簡單的檢查表或電子檢驗表通常就足夠了。.
步驟二:計數前明確缺陷類別
缺陷 帕累托圖, 類別應描述 缺陷類型, 而不是疑似原因。在這個例子中,「缺少部件」是一個有效的類別,但「操作員失誤」則不是,因為它在團隊尚未驗證任何資訊之前就直接跳到了根本原因。確保類別清晰可見且互斥,以便檢查員能夠在車間快速對缺陷進行分類。.
一週後,團隊統計到的原始資料如下:焊橋 38 處,元件缺失 27 處,標籤錯誤 14 處,外觀刮痕 11 處,腳位彎曲 10 處。總計 100 處缺陷,這使得百分比計算變得簡單,但相同的方法也適用於任何數量。這就是製造業中帕累托分析的實際基礎:先計數,後調查。.
步驟 3:對資料進行排序並計算累計百分比
現在按頻率從高到低對這些類別進行排序。在這種情況下,順序已經從高到低排列。 38、27、14、11 至 10, 因此,下一步是將每個計數轉換為缺陷總數的份額,然後建立累計百分比線。累計值變為 38%, 65%, 79%, 90%, , 和 100%.
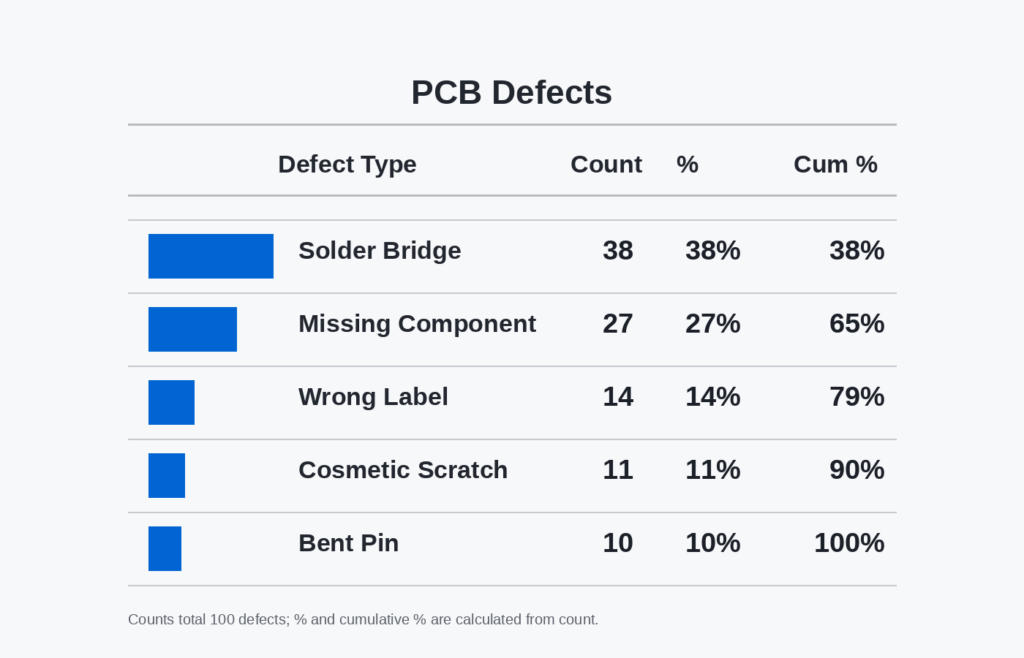
這種分類視圖正是製造業中80/20法則得以應用的地方。您可以看到,前兩類就佔了… 65% 在所有記錄的缺陷中,前三個缺陷佔了 79%, 這樣就足以確定需要立即採取行動的「關鍵少數」。具體的劃分比例會有所不同,但邏輯不變:重點在於造成品質損失最大的少數類別。.
步驟 4:正確繪製缺陷帕累托圖
建立一個長條圖,橫軸表示缺陷類別,縱軸表示缺陷數量。然後增加一條累計百分比線,縱軸從 0% 到 100%。長條圖應保持降序排列,因為這種視覺排序方式有助於確定優先順序。.
如果您使用 Excel、Google Sheets 或製造等級儀錶板建立圖表,請使用組合圖表格式,而不是兩個單獨的圖表。這樣,團隊就可以在一個視圖中同時查看缺陷數量和累積影響。清晰的圖表應該一目了然地顯示哪些方面的改進投入能夠帶來最大的回報。.
步驟 5:檢查資料是否夠好,可以採取行動
在將圖表提交給生產或工程部門之前,請快速完成一項操作。 驗證透過. 確認所有計數均來自同一檢驗點、同一時間段,並採用相同的缺陷編碼標準。如果資料混雜了來料檢驗、過程檢驗和最終質檢,圖表可能看起來仍然準確,但卻會導致錯誤的決策。.
對於這條電子生產線而言,結果足以支持下一步的決策。團隊現在了解到,焊橋和元件缺失是缺陷的主要來源,因此改進工作應該從這些方面入手,而不是從刮痕或引腳彎曲等低頻問題入手。雖然圖表本身並不能解決問題,但它為團隊提供了一個規範的缺陷減少起點。.
如何解讀缺陷帕累托圖並避免常見的分析錯誤
界線在哪裡劃定?首先要解決什麼問題?
缺陷 帕累托圖 只有將其轉化為決策,它才有用。在大多數工廠中,實際的臨界點是累積缺陷總數達到大約 70% 到 80% 時,因為這通常能識別出導致質量損失最大的少數缺陷類別。這就是背後的核心邏輯。 製造業中的 80/20 法則並非所有缺陷都需要同時給予同等重視。你的首要行動清單應該來自該分界線左側的「關鍵少數」問題,而不是所有問題。.
也就是說,頻率最高的缺陷並非必然是首要解決的問題。在品質缺陷分析中,還需要考慮該缺陷是否易於控制、下游修復成本高昂,或是否可能引發客戶投訴。如果某個缺陷類別導致保固退貨、生產線停工或安全風險,即使其缺陷數量達到 18%,也可能比缺陷數量達到 22% 的類別更值得優先處理。製造業中優秀的帕累托分析會將計數資料與…結合。 營運影響, 不僅僅是統計數據。.
連結頻率與成本、風險和流量的關係
對缺陷帕累托圖的深入解讀將頻率與 商業後果. 例如,一家汽車供應商可能會發現,輕微的表面刮痕是最常見的缺陷,但扭力相關的組裝錯誤會導致最高的返工時間和客戶風險。在這種情況下,該圖表仍然有助於確定優先級,但決策必須考慮嚴重性、控製成本和洩漏風險。許多團隊正是從基本層面轉向此層面。 帕累托圖 例如,這是一個實用的管理工具。.
一個實用的方法是,根據以下三個篩選條件來檢視排名靠前的類別: 缺陷數量、劣質成本和流程中斷. 機械加工廠可能會在圖表頂部看到毛刺,但尺寸過大可能才是更大的問題,因為這會導致高價值零件報廢並佔用機器產能。如果兩個類別出現的頻率相近,則應優先選擇對財務或交付影響更大的類別。這樣可以確保圖表反映的是工廠的實際績效,而不僅僅是檢驗總數。.
比較一張好的圖表和一張誤導的圖表
結構良好的帕累托圖使用清晰且互不重疊的缺陷類別、明確的時間窗口以及跨班次或生產線的一致計數方法。而誤導性的帕累托圖則混用「組裝問題」等寬泛的標籤和「螺絲鬆動」等狹義的標籤,或將不同時期和不同樣本量收集的缺陷數據合併在一起。這樣的圖表看似分析透徹,卻無法支持有效的行動。如果底層類別本身有缺陷,那麼視覺上的排序效果也會大打折扣。.

導致解讀錯誤的常見誤區
不一致的原因代碼是最常見的故障之一。在離散組裝中,即使出現相同的問題,一位操作員可能會記錄“標籤錯誤”,另一位操作員使用“標籤不匹配”,而第三位操作員則選擇“列印問題”。這會將相同缺陷類別拆分成幾個較小的長條圖,從而掩蓋了真正的優先順序。在信任圖表之前,請確保在資料輸入時缺陷分類已標準化。.
另一個常見的錯誤是將嚴重性和發生頻率混放在同一張圖表中。在汽車生產中,罕見的煞車相關缺陷和常見的外觀缺陷不應在缺乏上下文的情況下合併到一個排名中,因為它們回答的是不同的問題。發生頻率反映的是缺陷最常出現的地方,而嚴重性反映的是風險最高的地方。如果兩者都重要,則應使用帕累托圖來表示發生頻率,並在單獨的圖層(例如FMEA評分或升級矩陣)中評估嚴重性。.
過時的資料也會造成錯誤的優先排序。例如,即使更換刀具和重新設計夾具已經消除了先前的主要缺陷原因,加工單元可能仍然沿用上個季度的缺陷帕累托圖。如果資料視窗過於陳舊,團隊可能會針對一個不再是主要問題的問題啟動糾正措施。對於快速變化的流程,每週甚至每天更新資料通常比每月進行靜態審查更為有效。.
小樣本同樣危險。如果新模型發布僅產生少量樣本,則可能造成嚴重後果。 共25個缺陷 在最初幾天,最高的長條圖可能反映的是正常的啟動波動,而非穩定的模式。在這種情況下,應將該圖表作為早期訊號,而非長期問題的證據。一個好的做法是檢查樣本量和收集週期是否足夠大,以代表正常的生產狀況。.
將詮釋轉化為行動
一旦確定了主要缺陷類別,就指定一名負責人、一項遏制措施和一條根本原因分析路徑。不要因為圖表左側顯示五個長條圖就啟動五個改進項目;大多數工廠透過解決一個主要問題,然後用新的數據重新建構圖表,往往能取得更好的效果。這種做法可以防止團隊將工程時間過度分散。它還能讓下一次的帕累托圖分析更容易與廢品率、返工率或一次合格率的實際提升聯繫起來。.
隨著數據的成熟,許多工廠會追蹤這些優先事項。 製造品質儀錶板 這樣,他們就可以比較不同班次、生產線或產品系列,而無需手動重新建立分析。儀錶板並不能取代解讀,但它可以幫助管理者了解同一領先類別是持續存在、局部化還是已經有所改善。這時, 帕累托圖 它不再只是一張報告投影片,而逐漸變成了一種控制工具。.
帕累托分析在製造業的應用:超越缺陷
A 帕累托圖 當你不再僅僅將其視為缺陷分析工具時,它才能發揮最大的作用。在實踐中,帕累托分析在製造業中可以幫助不同的領導者對造成工廠運作大部分阻力的少數損失類別進行排序,無論這些阻力表現為停機時間、廢料、返工、供應商問題或客戶投訴。這就是帕累托分析的用武之地。 製造業中的 80/20 法則 變得切實可行:並非每個類別都值得同等關注,也並非每個圖表都應該引發相同的行動。.
對於生產經理而言:首先要考慮停機損失。
對於生產經理而言,最有價值的帕累托視圖通常是按原因劃分的停機時間,而不是按類型劃分的缺陷數量。例如,一條包裝線可能顯示,即使操作員在整個班次中報告了十種不同的停機原因,但卡料清除、換線延遲和感測器故障造成的停機時間卻高達 78% 分鐘。這使得應對措施從「修復所有問題」轉變為「首先穩定前三大中斷」。“
在這種情況下,僅憑頻率是不夠的,因此圖表應使用總停機時間(分鐘)作為衡量標準。一次發生 40 次的短時停機可能仍然不如一次每天耗時兩小時的重複性故障重要。將帕累托圖與簡單的檢查表或機器停機日誌搭配使用,以便按生產線和班次一致地記錄故障原因代碼。.
對於精實管理者而言:關注返工驅動因素與隱性工廠損失
精實管理者經常使用帕累托分析來揭示那些耗費大量工時但並未在成品廢品數量中明顯體現出來的環節。例如,在電器組裝廠,返工帕累托圖可能顯示,門框對齊校正、線路重新佈線和緊固件重新擰緊等工序佔用了最終檢驗時的大部分工時。這比僅僅追蹤合格/不合格數量更能有效反映改善情況。.
這也是為什麼基於工時的帕累托圖範例比基於頻率的傳統缺陷帕累托圖更有用的原因。例如,某一類返工發生的頻率可能較低,但卻會佔用更多的技術人員時間、生產線平衡工作量和加班成本。當目標是精實改善時,最佳的圖表應該衡量的是損失的資源,而不僅僅是事件的數量。.
對於製程工程師:區分廢料原因和症狀類別
製程工程師需要的是能夠幫助他們識別製程不穩定性(而不僅僅是對可見結果進行排序)的帕累托圖。在金屬沖壓操作中,「毛邊」、「變形」和「表面痕跡」可能被列為主要的廢棄物類別,但這些仍然只是症狀標籤。下一步是將圖表與製程變數關聯起來,例如模具磨損、潤滑不一致、捲材偏差或沖壓機對準情況。.
帕累托圖通常應與根本原因分析工具搭配使用,而不是單獨使用。好的使用順序是: 檢查表 → 帕累托排名 → 5個為什麼 或者 魚骨分析 → 試驗和驗證. 如果沒有後續行動,團隊可能會製作出一張乾淨的圖表,但仍無法持續減少廢料。.
對於工廠經理:確定供應商和投訴類別的優先級
在工廠層面,帕累托分析成為跨職能的優先排序工具。工廠經理可以根據事故成本、來料缺陷數量或生產中斷情況來審查供應商的不合格項,同時可以根據退貨量或索賠金額對客戶投訴類別進行排序。關鍵不在於為整個工廠創建一個主圖表,而是比較價值鏈中各個環節中哪些「關鍵少數」類別正在損害績效。.
製造品質儀錶板讓這一切變得更加簡單,因為同樣的帕累托邏輯可以按生產線、班次、產品系列、工廠或供應商進行細分。管理人員無需再糾結於一份靜態的月度報告,而是可以查看紙箱壓碎是否集中在某一條包裝線上,外觀缺陷是否與某個產品系列相關,或者來料尺寸不合格是否源於特定的供應商批次。.
這種分段視圖在多線或多站點營運中尤其重要。混合圖表可能會掩蓋局部集中度,使問題看起來比實際更嚴重。當團隊使用儀表板動態篩選帕累托圖結果時,他們可以更快地從排名階段過渡到行動階段。.
何時將帕累托圖與其他工具結合使用
當您需要做出決定時,請使用帕累托圖。 從哪裡開始呢?, 但不要指望它能告訴你問題存在的原因或如何控制問題。對於反覆出現的品質缺陷分析、停機時間審查或投訴分類,它最適合作為結構化資料收集之上的優先排序層。一旦明確了主要類別,團隊就應該根據問題類型選擇合適的後續工具。.
如果問題是報告不一致,首先要製定檢查表並明確類別定義。如果問題是流程不穩定,則需要進行根本原因分析和流程驗證。如果問題涉及多個生產線、產品或供應商,則應將圖表連接到製造品質儀錶盤,以便管理人員能夠即時比較各種模式,而不是僅依賴單一的靜態缺陷帕累托圖。.
結論:將帕累托洞察轉化為行動
A 帕累托圖 它能幫助您的團隊不再疲於奔命地處理所有問題,而是專注於造成大部分品質損失的少數根本原因。這在實際工廠中至關重要,因為工程時間、主管精力和糾正措施預算總是有限的。但圖表本身僅僅是起點。如果缺陷資料滯後、分類不一致或未追蹤措施,即使是良好的帕累托分析也無法帶來持續改善。.
Jodoo 幫助製造商從人工分析過渡到互聯互通的品質工作流程。團隊可以使用無需編寫程式碼的表單在生產線上擷取缺陷,統一不同班次和產品的缺陷類別,並將這些資料自動匯入即時帕累托圖和製造品質儀表板。在此基礎上,您可以在一個系統中觸發糾正措施工作流程、指定負責人、設定截止日期並監控完成狀態。.

如果您想將帕累托圖的洞察轉化為更快的工作坊行動,Jodoo 是一個針對精實生產團隊的實用無程式碼平台。您可以 開始免費試用 或者 預約演示 看看它是否符合你的品質控制流程。.

