
Browse by category
Introduction: Why Andon System Manufacturing Still Matters in Modern Plants
A single missed defect alert can turn into hours of scrap, rework, or line stoppage before anyone upstream sees the problem. In high-mix, fast-cycle environments, that risk is real: manufacturers typically lose 5% to 20% of productive capacity to unplanned downtime, and quality escapes can multiply quickly across connected processes. That is exactly why the andon system manufacturing teams rely on it still matters today, especially in automotive parts, electronics assembly, and food packaging lines, where one unresolved issue can affect thousands of units.
This article explains what an andon system is, how it works on the shop floor, and why traditional lights and cords are no longer enough for many plants. You will also see how digital andon workflows improve escalation speed, real-time visibility, data capture, and continuous improvement across lines and shifts.
What Is an Andon System in Manufacturing?
An andon system in manufacturing is a visual and audible alert mechanism used on the shop floor to signal that something needs attention right away. In practical terms, it helps operators, supervisors, maintenance teams, and quality staff see when a process is running normally and when it is not. The goal is not just to raise an alarm, but to protect production flow, reduce response time, and stop small issues from becoming line-stopping problems.
The concept comes from Lean manufacturing and Toyota-style visual management, where abnormalities should be made visible immediately rather than hidden until the end of the shift. An andon system gives teams a standard way to call for help when there is a quality defect, machine fault, material shortage, safety concern, or cycle-time delay. Instead of relying on phone calls, shouting across the line, or paper notes, the issue is flagged in real time so the right person can respond faster.
How an Andon System Works on the Shop Floor
At a basic level, an operator detects an abnormality and triggers an alert. That alert may appear through an andon light system, an andon board manufacturing display above the line, a buzzer, or a message sent to a supervisor’s mobile device. The signal tells the team where the problem is, what type of issue has occurred, and how urgently support is needed.

Common Components: Lights, Boards, and Alerts
The most familiar part of the system is the andon light system, often installed at workstations or on top of machines. These stack lights usually use color coding such as green for normal operation, yellow for assistance needed, and red for a stop condition. In many factories, audible signals are added to support teams so that they can react even in noisy environments like stamping, injection molding, or high-speed packaging.
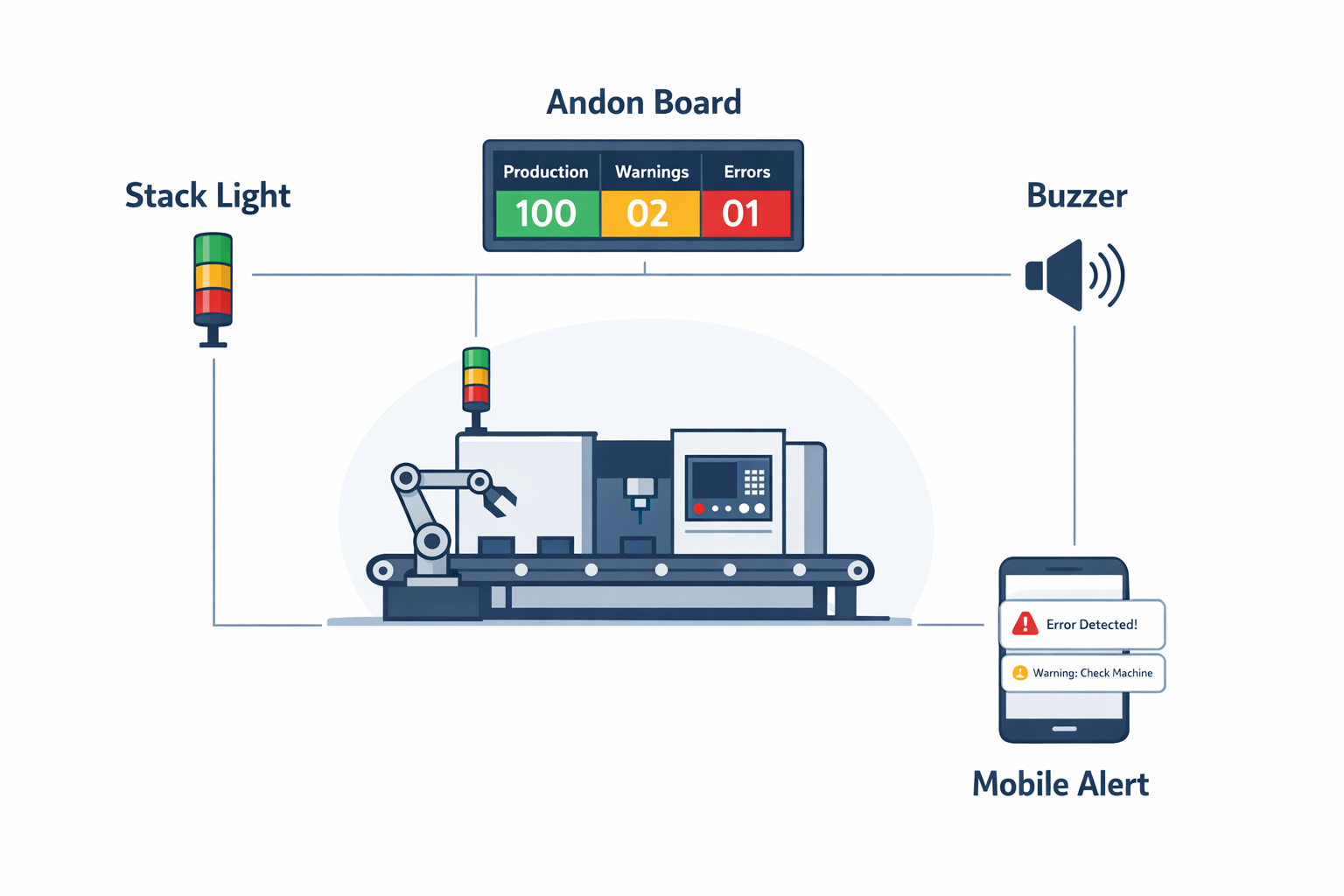
An andon board manufacturing setup is the centralized visual display that shows line status across an area, department, or entire plant. It may display machine numbers, downtime reasons, support calls, takt status, output versus target, and escalation timers. In electronics assembly, for example, a large board above the SMT line can show whether a feeder shortage, printer fault, or inspection hold is affecting throughput, allowing supervisors to prioritize action in real time.
A more advanced production alert system manufacturing environment combines these physical signals with software. Instead of showing only a red or yellow light, the system can log the issue type, track response time, assign ownership, and trigger escalation if no one responds within a set number of minutes. This is where digital andon becomes especially valuable, because it turns a signal into usable operational data.
Why Andon Matters in Lean Manufacturing
In Lean, one of the core ideas is that problems should be exposed immediately so they can be solved at the source. An andon system supports this by making abnormalities visible to everyone, not just the operator experiencing the issue. That visibility is critical in high-volume environments where even a few minutes of unplanned downtime can affect shift output, labor efficiency, and on-time delivery.
The system also reinforces accountability and standard response. If a food packaging line stops because labels are misaligned, the team should not waste time deciding who to call or how to report it. A clear andon alert system creates a repeatable process: signal the issue, trigger support, resolve the problem, and capture the event for review during daily management or root cause analysis.
Traditional Andon vs. Digital Andon
Traditional andon setups often rely on pull cords, beacon lights, buzzers, and whiteboards. These are still useful because they are simple, visible, and easy for operators to understand. However, many plants struggle when alerts are not recorded consistently, when trends are reviewed manually in Excel, or when there is no clear audit trail of who responded and how long resolution took.
That is why more manufacturers are moving toward digital andon. A digital system can connect operator alerts, line displays, workflows, dashboards, and mobile notifications in one process.
This matters because response speed has a direct cost impact. Industry studies commonly show that unplanned downtime can cost manufacturers thousands of dollars per hour, with the exact number varying by sector and process complexity. In that context, a digital production alert system that manufacturing leaders can monitor in real time is not just a Lean tool; it is a practical way to improve uptime, quality control, and labor coordination.
What Problems Does an Andon System Usually Signal?
In most factories, the andon system is used to flag a defined set of abnormal conditions. These typically include equipment breakdowns, quality defects, missing materials, tool changes, safety concerns, and operator support requests. The best systems do not try to signal everything; they focus on the issues that most directly affect flow, quality, and response discipline.
For example, in a food manufacturing plant, an operator might trigger the andon when the film roll supply runs low, the date coder fails, or a seal check falls outside standard. In an electronics plant, the trigger might be a test failure spike, a component reel shortage, or an ESD-related stop. By classifying these alerts properly, managers can use the andon board manufacturing view not only to react in the moment, but also to identify recurring losses by shift, line, or product family.
Traditional Andon Board Manufacturing vs. Digital Andon
In many factories, the first image that comes to mind when people hear andon system manufacturing is a tower light on a machine, a pull cord above an assembly line, or a buzzer that sounds when something goes wrong. These traditional tools are still useful because they give an immediate visual or audible signal on the shop floor. In a fast-moving environment, that matters. An operator does not need to open a laptop or log into a system to know a station needs help.
But traditional andon board manufacturing setups were designed mainly to signal a problem, not to manage the full response. A red light can tell everyone that Station 6 is down, but it does not show who acknowledged the issue, how long the line has been waiting, what the root cause was, or whether the problem was resolved permanently. That gap becomes more serious in plants running multiple lines, multiple shifts, or mixed-model production.
Traditional Andon: Fast Signal, Limited Follow-Through
A conventional andon light system usually includes stack lights, push buttons, pull cords, buzzers, and sometimes a manual whiteboard near the line. In an automotive parts plant, for example, an operator on a brake caliper assembly line may pull a cord when a torque tool fails. The team leader sees the light, walks over, and decides whether to stop the line or troubleshoot at the station. The process is simple, visible, and aligned with lean principles.
The problem is that much of the response still depends on memory, radio calls, and manual follow-up. If the same torque tool issue happens five times in one week, that pattern may never appear in a usable report unless someone records it consistently. In many factories, downtime reasons are still written on paper and later typed into Excel, which introduces delays and missing data. According to industry estimates, unplanned downtime can cost manufacturers thousands of dollars per hour, especially in automotive and electronics production, so poor issue tracking quickly becomes expensive.
Manual whiteboards have similar limits. They can help supervisors track stoppages or assign actions during a shift, but they are hard to standardize across departments and sites. Once the shift ends, the data is often erased or photographed, not analyzed. That means the factory gets visibility in the moment, but not enough insight to drive continuous improvement.
Digital Andon: From Signal to Response Management
A digital andon platform keeps the immediate visibility of traditional signaling while adding structure, speed, and traceability. Instead of only triggering a light or buzzer, a digital system can send a mobile alert to the right responder, display the incident on a live dashboard, start a workflow, and time the response automatically. This turns the andon from a signal into a managed process.
Imagine a production manager at an electronics plant who oversees four SMT lines and two final assembly lines. When a feeder jam stops Line 2, the operator taps a tablet at the station or scans a QR code to raise an andon call. The andon alert system instantly notifies the line leader, maintenance technician, and shift supervisor based on predefined rules. If no one acknowledges the alert within two minutes, the system escalates it to the production manager.
This is where digital andon becomes much more powerful than a standalone andon board manufacturing setup. The system can capture issue category, machine ID, product model, start time, response time, downtime duration, and resolution status automatically. Over time, that data shows whether the biggest delays come from changeovers, material shortages, machine faults, or quality holds. Instead of relying on anecdotal feedback, plant leaders can use facts to target kaizen efforts.
What Digital Andon Adds Beyond Lights and Buzzers
A modern production alert system manufacturing environment needs more than visual alarms. It needs clear ownership and a closed-loop process. Digital tools support this by connecting the alert to the next action, not just the first reaction.
Key capabilities often include:
- Mobile alerts and notifications so support teams do not need to stay within earshot of a buzzer
- Acknowledgment tracking to show who accepted the call and how quickly they responded
- Escalation rules if the first responder does not act within a set time
- Workflow routing to maintenance, quality, production, or materials teams based on issue type
- Dashboards and KPIs for response time, downtime by reason, repeat issues, and unresolved alerts
- Digital records for audits, root cause analysis, and continuous improvement reviews
For example, in a food manufacturing plant, a packaging operator may trigger an andon because a date-coding printer is producing unreadable labels. In a traditional setup, the line leader might come over and call maintenance by phone. In a digital setup, the operator logs the issue once, quality is notified because labeling affects compliance, maintenance receives the machine fault detail, and the supervisor can see on a dashboard whether the line is waiting, running at reduced speed, or stopped entirely.
Closed-Loop Resolution Across Teams
The biggest advantage of digital andon is not just faster alerts. It is a closed-loop resolution. A strong andon alert system should document the full chain: alert raised, alert acknowledged, action taken, issue resolved, and follow-up assigned if needed. That matters because many recurring shop floor problems are not caused by slow detection alone, but by poor follow-through.
Consider a stamping operation supplying parts to an automotive assembly customer. If a press fault occurs repeatedly during the night shift, the immediate problem may be cleared each time, but the root cause may never be addressed. A digital andon workflow can require the responder to classify the issue, add photos, note temporary countermeasures, and open a maintenance or CI action if the same fault repeats beyond a threshold. This creates a bridge between daily management and long-term problem solving.
That closed loop also supports lean manufacturing disciplines such as A3, 8D, and layered process audits. If your factory can see that 18% of andon calls last month were caused by material presentation issues at one line, that becomes a concrete improvement target. Instead of treating andon as only an emergency signal, you use it as a source of operational intelligence.
Why This Shift Matters for Multi-Line and Multi-Site Plants
The more complex your operation becomes, the less effective a purely physical andon light system is on its own. A stack light works well when the relevant support team is physically nearby, and the line structure is simple. It becomes less effective when technicians cover multiple areas, production runs across several halls, or managers need visibility across sites.
Digital andon helps standardize response across shifts and plants. A line stop in Penang, Johor, or Bangkok can follow the same categories, escalation rules, and response KPIs. That makes benchmarking possible. It also helps operations leaders answer practical questions such as which line has the slowest response time, which machine family generates the most alerts, and which issues create the highest cumulative downtime.
For manufacturers working under ISO 9001 or ISO 45001 frameworks, this traceability is also useful for audits and corrective action management. When every alert has a timestamp, owner, and resolution record, it becomes easier to show process discipline and evidence-based improvement.
Traditional and Digital Andon Work Best Together
Digital andon does not mean removing every physical signal from the floor. In many factories, the best setup combines both. A machine-level andon light system still gives immediate local visibility, while the digital layer handles notification, escalation, data capture, and reporting. That hybrid model is often the most practical path for plants that want to modernize without disrupting operator behavior.
This is also why many manufacturers now treat digital andon as part of a broader operational workflow, not as a standalone display board. With a no-code platform like Jodoo, you can build an andon process that matches your escalation rules, line structure, and KPI needs without waiting for heavy custom development. That means your factory can move from “there is a problem” to “the right person acted, the issue was resolved, and the data is ready for improvement” in one connected system.
Common Pain Points With Manual Andon Alert Systems on the Shop Floor
A manual andon system manufacturing setup often looks simple on the surface: a stack light turns red, a buzzer sounds, and someone is expected to respond. But in many factories, that signal is not connected to any real workflow, escalation path, or data trail. The result is a visible alert with very little control over what happens next.
For production managers and plant managers, this creates a daily gap between problem detection and problem resolution. The andon light system may show that something is wrong, but it does not always show who owns the issue, how long it has been open, or whether the right support team has been notified. In a high-mix, high-volume environment, that gap quickly turns into lost output, quality risk, and avoidable overtime.
Slow Response Times When Alerts Depend on People, Not Process
In a manual setup, the response often depends on whoever happens to see the light or hear the buzzer first. If a supervisor is in another zone, a maintenance technician is already handling another breakdown, or a material handler is away from the line, the alert can sit unresolved for longer than expected. What should have been a two-minute intervention can easily become 15 or 20 minutes of downtime.
Imagine a production manager at an automotive parts plant who runs three machining lines across two shifts. An operator triggers the andon alert system because a cutting tool has reached the wear limit and part dimensions are drifting. The tower light changes color, but no automatic notification goes to maintenance or quality, so the team relies on a phone call and word of mouth. By the time the right technician arrives, the line has already lost output, and the last batch needs additional inspection.
This is not a small issue. In discrete manufacturing, unplanned downtime is expensive, and even short interruptions add up across multiple lines. Industry estimates often place downtime costs in the hundreds or thousands of USD per hour, depending on the process, product value, and labor intensity, especially in automotive and electronics production.
Unclear Ownership Slows Problem Solving
One of the biggest weaknesses of a manual production alert system manufacturing process is unclear ownership. A red light may indicate a stoppage, but it does not tell the team whether the issue belongs to maintenance, quality, production, engineering, or internal logistics. Without clear routing rules, the first response is often confusion instead of action.
This becomes more serious when similar symptoms have different root causes. Feeder jams, missing components, solder paste issues, or machine programming errors could cause a stoppage at an electronics assembly line. If the signal only says “line problem,” teams spend valuable minutes figuring out who should respond rather than solving the issue itself.
In many plants, this also creates tension between departments. Production believes maintenance is slow, maintenance says the call was incomplete, and quality says the defect escalation happened too late. A manual andon light system may make problems visible, but without structured workflows, it does not improve accountability.
Missed Escalations Keep Small Issues From Staying Small
A strong andon process is not just about raising an alert. It is also about escalating the alert when the first response does not solve the problem within a defined time. Manual systems often fail here because escalation is informal, inconsistent, or entirely dependent on a supervisor remembering to follow up.
For example, in a food manufacturing plant, an operator may trigger an andon call because packaging film is misfeeding on a high-speed packing line. The line technician attempts a quick fix, but the issue continues for another 10 minutes. If there is no timed escalation to maintenance and production leadership, the line keeps cycling through short stops, reducing OEE and increasing the risk of delayed orders.
This is where the difference between a traditional andon board manufacturing setup and a connected digital andon process becomes clear. A visual board can show status, but it cannot automatically escalate unresolved issues after five, 10, or 15 minutes unless people do it manually. In practice, many teams are too busy managing production to consistently handle escalation discipline by hand.
Paper Logs and Spreadsheet Tracking Create Data Gaps
Many factories still record andon events on paper sheets, whiteboards, or Excel files at the end of the shift. This creates two problems at once: the data is delayed, and the data quality is often poor. Operators may forget exact times, supervisors may use different descriptions for the same issue, and some short-duration events may never get logged at all.
That makes trend analysis difficult. If your plant wants to know how many stoppages last week were caused by material shortages versus machine faults, the answer may depend on incomplete notes and manually updated spreadsheets. For lean managers trying to prioritize Kaizen projects, that is a weak foundation for decision-making.
A manual log also adds administrative burden to frontline leaders. Instead of focusing on containment and recovery, supervisors spend time filling out forms after the fact. In many plants, this means that the andon records are updated only when audits are coming, or management asks for a report, which reduces the usefulness of the system.
Poor Historical Visibility Limits Continuous Improvement
Without reliable event history, factories struggle to move from firefighting to root-cause reduction. You may know that the line stopped several times this week, but not which process step caused most of the loss, which shift had the highest response time, or which alerts repeatedly reopened after temporary fixes. That limits the value of the andon system manufacturing approach as a lean tool.
Historical visibility matters because repeated minor stops can be more damaging than a single major breakdown. On an electronics SMT line, for instance, frequent five-minute component replenishment delays may never look dramatic on the floor, but across a month, they can consume hours of lost production time. If those events are buried in shift notes instead of structured data, improvement teams cannot quantify the true impact.
This also weakens management reviews. Plant managers need more than anecdotal feedback; they need trends by category, line, shift, machine, and response team. A disconnected andon board manufacturing process rarely provides that level of visibility without significant manual effort.
Weak Coordination Across Production, Maintenance, Quality, and Logistics
Andon events rarely stay within one department. A machine stoppage may need maintenance support, a defect issue may require quality containment, and a line-side shortage may involve warehouse or internal transport. Manual systems break down when multiple teams need to act in sequence, but the alert only exists as a light signal or a verbal call.
Consider a beverage plant where a filler line stops because caps have not reached the line on time. The operator raises an andon alert system call, but the root issue is not production at all; it is an internal material replenishment delay from the warehouse staging area. If logistics is not alerted immediately, production and maintenance may waste time checking the machine while the real problem remains unresolved.
This is a common weakness in production alert system manufacturing environments with separate teams, separate reporting tools, and no shared incident workflow. The signal is visible locally, but the information does not move across functions fast enough. As a result, material shortages, quality holds, and maintenance delays take longer to resolve than they should.
How a Digital Andon System Works: Use Cases in Automotive and Electronics Manufacturing
A modern andon system manufacturing setup does much more than switch on a tower light and call a supervisor. In a digital environment, the andon signal becomes structured data that can trigger workflows, escalate alerts, assign tasks, and feed real-time performance dashboards. Instead of relying on someone to notice a flashing lamp, the system routes the issue to the right person based on line, shift, machine, issue type, or severity.
This matters because unplanned downtime remains one of the highest hidden costs in production. In discrete manufacturing, studies commonly estimate that unplanned downtime can cost thousands of USD per hour, especially in automotive and electronics plants with tightly linked processes. A digital andon helps reduce that loss by shortening response time, improving traceability, and making sure every stop, defect, or material shortage is captured for follow-up.
Machine Downtime: Escalating Stops Before Output Is Lost
Imagine a production manager at an automotive parts plant who oversees multiple CNC machining cells supplying brake components to an assembly line. An operator sees abnormal spindle vibration and presses a digital andon button on a tablet mounted at the machine. The system immediately logs the event as a machine issue, timestamps it, identifies the cell and shift, and pushes an alert to the area leader and maintenance technician.
In a basic setup, the nearby andon light system still changes color, so the issue is visible on the shop floor. In a more advanced setup, the same event also appears on a central andon board manufacturing screen showing machine number, stop reason, elapsed downtime, and response owner. If the issue is not acknowledged within two minutes, the workflow can escalate automatically to the production supervisor, then to the maintenance manager after a defined threshold.
This is where digital andon outperforms manual escalation. Instead of relying on radio calls, paper downtime sheets, or verbal handovers, the event moves through a predefined workflow. The plant can then analyze recurring stoppages by machine family, shift pattern, fault code, or technician response time, which makes continuous improvement work far more targeted.
Quality Defects: Routing Problems to Quality and Process Teams
In electronics manufacturing, quality issues often need faster containment than downtime events because defective boards can move downstream quickly. Imagine an SMT line operator notices solder bridging on a batch of populated PCBs during in-process inspection. Rather than walking to find a quality engineer, the operator submits a defect alert through the andon interface and selects defect type, product model, and lot number.
The andon alert system can route that issue differently from a machine stop. Instead of maintenance, the first alert goes to the line leader, quality technician, and process engineer responsible for that line. The message can include photos, defect category, machine ID, and whether production is still running or has been stopped for containment.
This routing logic is critical in high-mix electronics plants where different products carry different customer and compliance risks. A cosmetic housing scratch may only require supervisor review, while a solder defect on a safety-critical assembly may trigger immediate line hold, segregation of WIP, and an 8D or NCR workflow. The best production alert system manufacturing processes do not treat every problem the same; they classify and escalate according to business impact.
Material Replenishment: Preventing Starvation at the Line
Material shortages are one of the most common but least disciplined andon use cases. In many plants, operators still wave at a forklift driver, call the store manually, or wait until the line is almost empty before raising a request. That creates avoidable waiting time, which lean teams know is one of the classic forms of waste.
Now imagine a wiring harness assembly line in the automotive sector. An operator scans a bin label when terminals fall below the reorder point, which triggers a replenishment andon request. The digital workflow sends the alert directly to the supermarket team or material handler assigned to that zone, with the line number, part number, current stock level, and delivery location.
The local andon board manufacturing display can show the request as “open,” “in transit,” or “delivered,” so both production and logistics teams see status in real time. If replenishment is delayed beyond the takt-based threshold, the request escalates to the logistics supervisor before the line stops. This turns a reactive stop signal into a proactive flow-control tool.
Operator Assistance: Getting the Right Support Without Leaving the Station
Not every andon event is a breakdown or defect. Sometimes the operator simply needs help to avoid making an error or slowing down the line. This is especially useful in electronics assembly, food packaging changeovers, or plants with newer operators and frequent product variants.
Imagine a final assembly operator at an electronics plant is unsure whether a revised work instruction applies to the current product revision. Instead of leaving the station or asking a colleague informally, the operator raises an assistance call through the digital terminal. The andon light system signals a help request locally, while the digital workflow notifies the team leader responsible for that station group.
Because the issue is categorized as operator assistance rather than downtime, the alert is routed differently and measured on a different KPI. Over time, Lean managers can see where support requests cluster by station, product family, or shift. That data often reveals deeper root causes such as weak training, poor work instruction control, or unstable standard work.
How Smart Routing Makes Digital Andon More Effective
The best digital workflows are built around routing rules, not just notifications. A line stop on Line 1 during the night shift should not go to the same people in the same way as a minor support request during the day shift. Smart routing ensures the alert reaches the right person fast enough to protect output and quality.
A practical routing model usually includes four dimensions. First is a line or area, so the issue goes to the responsible team. Second is shift, because staffing and escalation paths often change by time of day. Third is issue type, such as downtime, quality, material, safety, or assistance. Fourth is severity, which determines whether the event stays local or escalates to management.
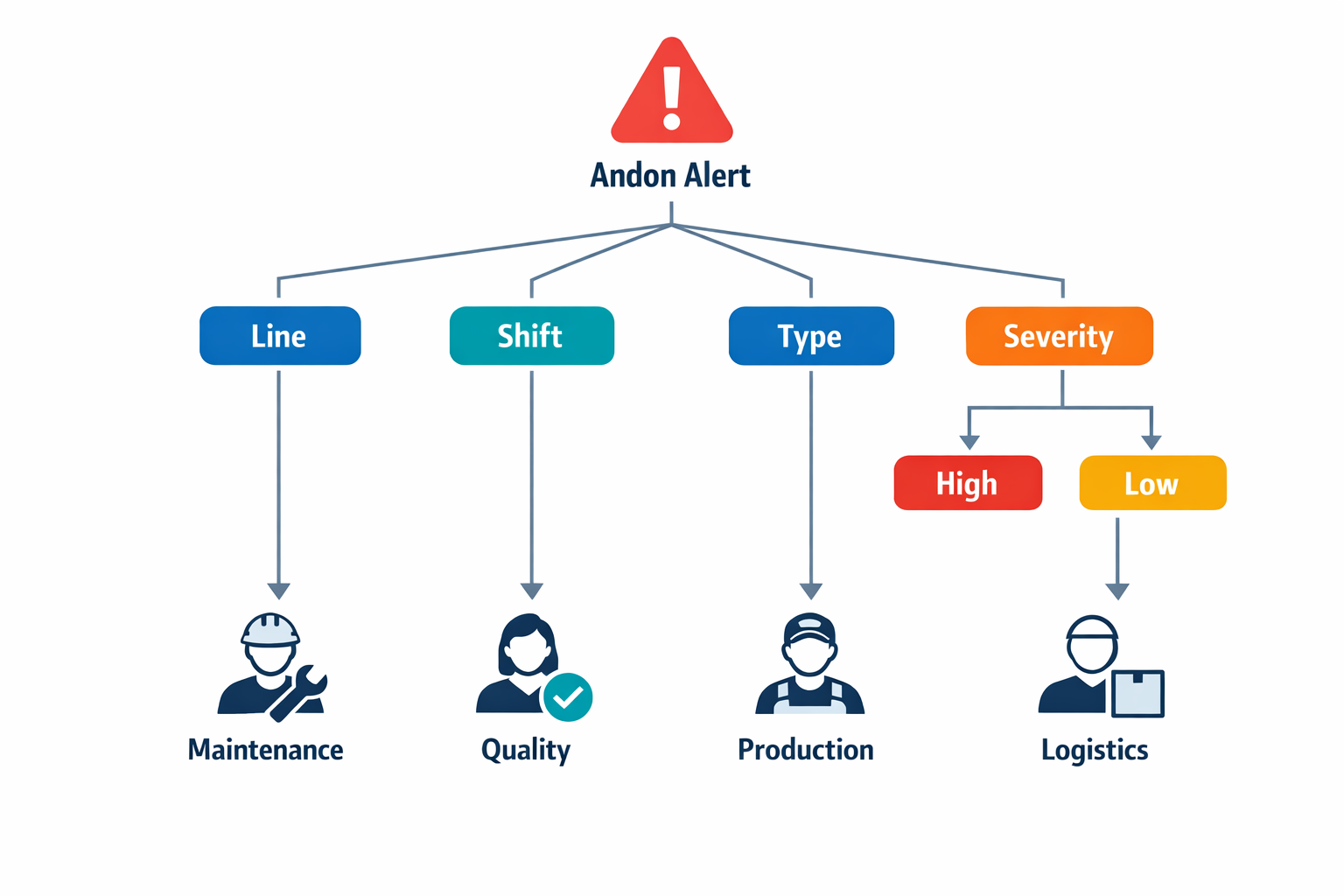
For example, a severity-level 1 material request may go only to a line feeder, while a severity-level 4 machine failure that threatens customer shipment may trigger alerts to production, maintenance, quality, and plant leadership. This is what separates a simple andon light system from a true digital andon workflow. The plant is no longer just signaling a problem; it is orchestrating the response.
What a Good Digital Andon Workflow Looks Like
In practice, an effective workflow usually follows a consistent sequence. The operator raises the issue from a tablet, kiosk, push button, or scanned QR code. The system captures context automatically, including line, station, machine, product, user, and timestamp, which reduces manual entry and improves data quality.
Next, the platform applies business rules to route the alert. A machine fault may notify maintenance and the area leader, while a defect issue may notify quality and process engineering. The event then appears on the andon board manufacturing screen, where response status and elapsed time are visible to everyone who needs to act.
Finally, the issue is acknowledged, resolved, and closed with cause and action details. That closeout step is essential because it turns the event into usable improvement data. Over weeks and months, the factory can analyze which lines generate the most calls, which issue types consume the most time, and which shifts need process support.
Why Lean Managers Care About the Data Behind the Signal
For Lean managers, the value of a digital andon is not only faster escalation but also a stronger problem-solving discipline. If every alert is logged with category, response time, root cause, and closure action, the factory gains a clean dataset for Pareto analysis and daily management. That supports A3 reviews, layered process audits, and kaizen prioritization far better than a whiteboard or verbal summary.
A connected production alert system manufacturing setup also helps sustain improvements. If a plant runs a kaizen to reduce changeover support calls on one line, the before-and-after trend is visible immediately. Instead of saying “response feels better”, the team can show that support-call frequency dropped by 35% or that average response time fell from eight minutes to three.
With a no-code platform such as Jodoo, manufacturers can build these workflows without waiting for a full custom software project. You can configure digital forms for alert capture, automate routing by role and severity, display live dashboards by line or plant, and connect andon records to maintenance, quality, or CI follow-up workflows. That makes the andon system manufacturing process more than a visual signal—it becomes a practical engine for faster response and continuous improvement.
What to Look for in Andon Software for Manufacturing
If you are evaluating andon system manufacturing software, the key question is not just whether it can trigger an alert. The real question is whether it can support how your plant actually runs today and how your processes will change over the next 12 to 24 months. In many factories, the problem is not the absence of an andon alert system; it is that the alert process is fragmented across stack lights, whiteboards, radios, WhatsApp groups, spreadsheets, and manual escalation.
A good software platform should help you standardize response, shorten downtime, and create data you can use for continuous improvement. It should also work across different production environments, whether you run a high-volume automotive line, a mixed-model electronics assembly area, or a food packaging operation with strict quality and hygiene controls. Below is a practical checklist to help you assess whether a tool is truly fit for modern manufacturing.
Configurable Workflows, Not Fixed Alert Logic
One of the biggest differences between a rigid hardware-first tool and a flexible digital andon platform is workflow configurability. In many traditional setups, an operator presses a button, a tower light changes color, and a supervisor is expected to notice. That may work for simple escalation, but it breaks down when your process requires different actions for machine stoppage, material shortage, quality hold, or changeover delay.
You should look for software that lets you configure alert types, routing rules, response owners, and closure steps without custom coding. Imagine a production manager at an automotive parts plant who wants a machine fault on Line 3 to notify maintenance immediately, but a material shortage on Line 5 to go first to the warehouse team and then escalate to the shift leader after five minutes. If your system cannot support that level of logic, it will quickly become another workaround tool instead of a true production alert system that manufacturing teams can rely on.
Mobile Forms for Fast, Accurate Data Capture
An alert without context creates noise. The best andon software should include mobile-friendly forms so operators and technicians can submit the reason for the call, machine number, product code, defect type, photo evidence, and urgency level in a few taps. This matters because the quality of the response depends on the quality of the information captured at the point of occurrence.
For example, in an electronics assembly plant, an operator may trigger an andon light system call for repeated soldering defects. If the technician receives not just a red light signal but also the workstation ID, defect category, affected SKU, and a photo of the board, troubleshooting starts faster. Plants that digitize frontline reporting often see more consistent issue classification, which improves pareto analysis and root cause tracking later.
Real-Time Dashboards and Andon Board Visibility
A software-based andon board manufacturing environment should do more than display red, yellow, and green statuses. It should show who raised the alert, how long it has been open, what category it belongs to, who owns the response, and whether service-level targets are being met. This turns the andon board from a visual signal into a live operational control point.
Look for dashboards that can be displayed on shop-floor screens, supervisor tablets, and manager desktops at the same time. In a food manufacturing plant, for example, a packaging line stoppage due to film feed issues may need immediate visibility for production, maintenance, and planning because a 20-minute delay can affect downstream palletizing and delivery commitments. A real-time dashboard helps everyone see the same status instead of relying on separate calls and updates.
Escalation Rules That Reflect Shop-Floor Reality
Speed matters in andon response. According to multiple manufacturing improvement studies, delayed response to minor stoppages is a major contributor to lost OEE, especially in plants where short stops are underreported or manually logged after the fact. Your andon alert system should include escalation rules based on time, issue type, line criticality, or shift conditions.
For instance, if a line call is not acknowledged within two minutes, it should escalate automatically to the area supervisor. If a quality alert remains unresolved for ten minutes, it may need to notify quality assurance and production management together. In a high-mix electronics plant, this type of escalation helps prevent small process deviations from becoming larger batches of rework or scrap.
Role-Based Access and Clear Accountability
Not everyone in the factory should see or edit the same data. Operators need a simple way to raise calls, team leaders need to assign actions, maintenance needs fault history, and plant managers need trend visibility across lines. That is why role-based access is essential when evaluating digital andon software.
This also supports auditability and compliance. If your plant operates under ISO 9001 or customer-specific traceability requirements, you need to know who created the alert, who responded, what action was taken, and when the issue was closed. A system with strong permissions and activity history is much more dependable than a shared spreadsheet or informal messaging group.
Analytics That Go Beyond Alarm Counts
Many factories install an andon light system but never turn the alerts into improvement data. That is a missed opportunity. Your software should let you analyze downtime by cause, line, shift, machine, product family, response time, recurrence rate, and closure effectiveness.
This is where andon becomes a lean tool, not just a signaling tool. Imagine a plant manager reviewing monthly data and finding that 38% of all calls on one automotive assembly cell are related to missing inserts during the night shift. That insight can justify a targeted materials replenishment change, revised standard work, or a supermarket redesign. Without analytics, you only know that problems happened; with analytics, you can reduce how often they happen.
Integration With Existing Manufacturing Systems
An andon platform should not become another isolated application. It should connect to the systems your plant already uses, such as MES, ERP, CMMS, quality management tools, or even simple barcode-based production tracking systems. Integration reduces duplicate data entry and gives you a more complete picture of what is happening on the floor.
For example, if a machine breakdown alert is triggered, the system could automatically create a maintenance work request or link the event to equipment history. If a quality-related andon call is raised, it could feed into an NCR, 8D, or CAPA workflow for follow-up. This is especially valuable for manufacturers trying to move from reactive firefighting to closed-loop problem solving.
Support for Continuous Improvement, Not Just Daily Response
The best andon software should support both immediate action and long-term improvement. That means it should not stop at alert notification; it should help your team assign corrective actions, track open issues, verify countermeasures, and review recurring losses over time. In practice, this is what separates a basic signal system from a stronger production alert system manufacturing leaders can use as part of their lean program.
A flexible platform like Jodoo can support this model without heavy IT dependency. Operations teams can build mobile forms for call triggers, automate escalation workflows, display live dashboards, and connect andon events to A3, 8D, maintenance, or inspection processes in one environment. That makes it easier to evolve your andon board manufacturing process as line layouts, staffing structures, and escalation rules change.
Choose Flexibility Over Hardware Lock-In
Hardware still has an important role on the shop floor. Physical buttons, stack lights, and display screens can remain useful parts of an andon system manufacturing setup, especially in noisy or high-speed environments. But if the software behind them is rigid, every process change turns into an engineering project, and every new reporting need creates another manual workaround.
That is why many manufacturers are moving toward flexible digital andon platforms that can work with existing signals while adding workflow, data capture, analytics, and integration. If your plant wants to improve response time, reduce unplanned downtime, and make frontline issues visible to the whole business, choose software that can adapt with your operations instead of forcing your operations to adapt to the tool.
How Jodoo Helps Build a Flexible Digital Andon System Without Custom Development
A modern andon system manufacturing setup should do more than flash a tower light or display a red status on a board. It should capture the issue, notify the right people immediately, track who responded, document the fix, and show where the same problem keeps happening. That is where many factories struggle, especially when their andon board manufacturing process still depends on whiteboards, radios, spreadsheets, or a standalone andon light system with no workflow behind it. Jodoo helps manufacturers build that missing workflow layer without custom software development.
With Jodoo, you can create a digital andon process using no-code forms, workflows, dashboards, and mobile access. Instead of treating andon as just a signal, you turn it into a connected response system that links operators, line leaders, maintenance technicians, quality engineers, and supervisors on one platform. This is especially useful in plants where downtime, defect containment, and escalation speed directly affect OEE, scrap cost, and delivery performance. In high-mix environments like electronics assembly or automotive components, even a 10- to 15-minute response delay can disrupt the entire shift plan.
Capture Problems at the Point of Occurrence
The first step in any effective production alert system in a manufacturing environment is making it easy for operators to raise a signal the moment a problem occurs. With Jodoo, you can build mobile-friendly forms that operators access through tablets, industrial touchscreens, or QR codes placed at each workstation. A simple form can capture the production line, machine ID, product model, issue category, severity, photo evidence, and time of occurrence in seconds. This removes the common delay caused when operators must leave the station, find a supervisor, or write the issue on paper first.
Trigger Instant Alerts to the Right Team
A useful andon alert system should not notify everyone the same way for every problem. A material shortage should go to logistics or line support, a torque failure should go to quality and production, and a machine fault should go directly to maintenance. Jodoo lets you configure routing rules based on issue type, area, shift, severity, or production line, so alerts reach the right team without manual triage. That makes the system far more practical than a generic alarm or standalone andon light system.
For example, if an operator reports “reflow oven temperature out of range,” Jodoo can automatically notify the maintenance technician, production supervisor, and quality engineer through app notifications, email, depending on your internal communication process. If the issue is not acknowledged within a defined SLA, such as 3 minutes, the workflow can escalate it to the department head. If it remains unresolved after 10 minutes, the system can trigger a second escalation and update a live dashboard for management visibility. This structured escalation is difficult to maintain consistently with paper logs or basic tower lights alone.
Coordinate Assignment, Escalation, and Resolution
In many factories, the real weakness is not issue detection but issue ownership. A problem is raised, several people assume someone else is handling it, and the line keeps waiting. Jodoo solves this by assigning each andon event to a named responder or team and tracking status from “new” to “in progress,” “resolved,” or “closed.” Everyone can see who owns the issue, when they accepted it, and how long the line has been waiting.
This is where a digital andon setup becomes much more valuable than a visual board alone. A physical board may show that Line 3 needs help, but it usually does not show whether maintenance arrived in 2 minutes or 20, whether the same problem happened three times this week, or whether the root cause was ever eliminated. In Jodoo, every alert becomes a trackable record with timestamps, comments, attachments, and follow-up actions, for Lean Managers, that creates the data foundation needed for A3, 8D, and recurring loss analysis.
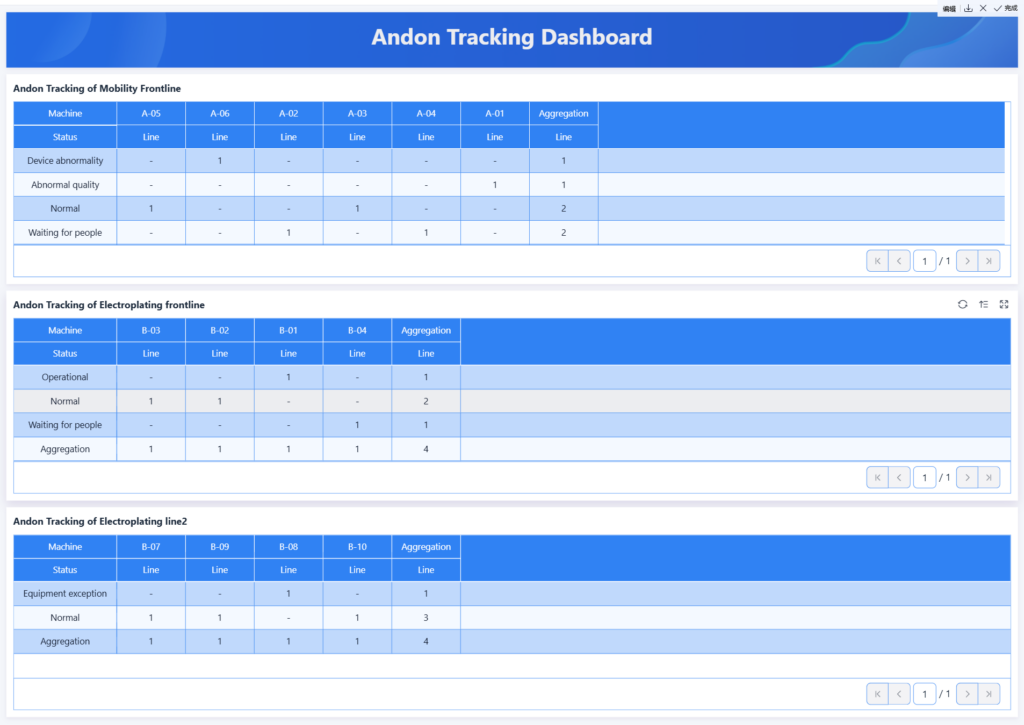
Replace Manual Andon Boards With Real-Time Dashboards
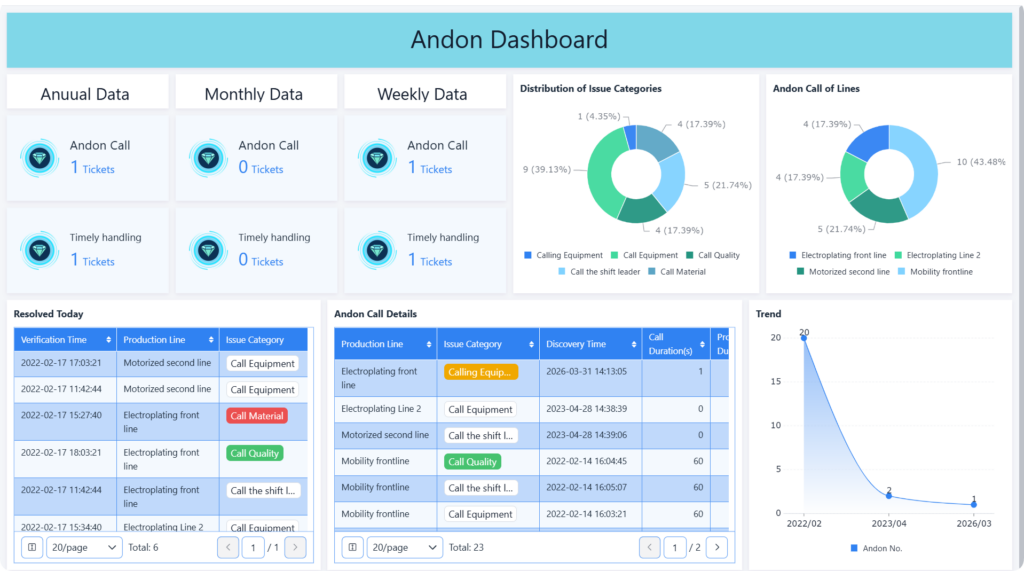
Many factories still use magnetic boards, whiteboards, or basic monitor screens to display line status. These tools provide visibility, but they are often disconnected from actual workflow execution. Jodoo dashboards can replace or complement a manual andon board manufacturing setup by showing live alerts, open incidents by line, average response time, downtime by category, escalation status, and repeat issues by machine or station. The result is a working management system, not just a visual display.
For a plant manager, this means the dashboard becomes an operational control tower. You can see whether the bottleneck today is feeder jams on SMT Line 2, label misreads in packaging, or unplanned stops on a press machine in the automotive parts area. You can also compare shifts, track which teams close alerts fastest, and identify where staffing or preventive maintenance needs adjustment. According to multiple manufacturing studies, unplanned downtime can cost industrial businesses thousands of dollars per hour, and delayed response is one of the easiest losses to reduce when workflows are standardized.
Support Different Andon Scenarios Without Rebuilding Software
One reason manufacturers avoid digital systems is the fear that every line needs a different setup. In reality, an electronics assembly line, an automotive machining cell, and a food packaging line do have different triggers, but the core workflow is similar: capture, alert, assign, escalate, resolve, and report. Jodoo’s no-code structure makes it possible to standardize the workflow while still tailoring forms, categories, SLA rules, and dashboards by department or site. That flexibility matters for regional manufacturers running multiple plants or mixed production models.
For example, an automotive supplier may want andon categories such as machine breakdown, tooling issue, first-pass yield drop, safety risk, and material shortage. A food manufacturer may need to address contamination risk, label mismatch, temperature deviation, CIP delay, or packaging jam. Instead of commissioning custom software for each scenario, the operations team can configure separate workflows inside one platform. That reduces deployment time and makes it easier to scale best practices across plants.
Build a Closed-Loop Continuous Improvement System
The biggest advantage of a connected andon system manufacturing workflow is that it turns real-time alerts into long-term improvement data. In many plants, andon events are handled in the moment but never analyzed systematically afterward. Jodoo helps close that gap by feeding event data into dashboards, trend reports, and action tracking workflows. This allows production and CI teams to move from firefighting to problem prevention.
Imagine the electronics plant mentioned earlier after three months of rollout. The team sees from the dashboard that 28% of all andon calls on one line come from two feeder models, and the average response time during the night shift is 40% slower than during the day. That insight supports targeted actions such as spare parts stocking, technician coverage changes, and feeder maintenance standardization. Instead of relying on anecdotal complaints, the plant now has structured data to justify corrective action and investment.
Why No-Code Matters on the Shop Floor
Traditional manufacturing software projects often fail because they take too long, cost too much, or cannot adapt once the process changes. Shop-floor workflows evolve constantly as product mix changes, bottlenecks shift, and CI teams refine escalation rules. Jodoo gives operations teams the ability to adjust forms, logic, notifications, and dashboards without waiting for a full development cycle. That is especially valuable for plants that need to pilot a production alert system manufacturing process on one line, prove the ROI, and then expand.
In practice, this means you can start small. You might launch a digital andon workflow for one electronics assembly line, then extend it to maintenance dispatch, layered audits, and recurring defect tracking once the team is comfortable. Because everything sits on one platform, the andon process does not remain isolated from the rest of your operations data. It becomes part of a broader digital factory workflow that supports faster response, better accountability, and greater continuous improvement.
Conclusion: Modernize Your Andon System Manufacturing Process With Jodoo
An effective andon system manufacturing process should do more than switch on a tower light or buzz for help. It should tell you what happened, where it happened, who is responding, and how long it takes to close the issue. That is why more manufacturers are moving from static andon light system setups to digital workflows that connect alerts, escalation, root cause tracking, and performance reporting in one system.
Jodoo helps manufacturers build this kind of system faster. As a no-code lean manufacturing platform, Jodoo lets you create tailored andon forms, workflows, mobile alerts, escalation rules, and dashboards without waiting months for custom software development.
If you want to modernize your andon process, start a free trial or book a demo to see how Jodoo can help you launch a practical digital andon system for your factory.

