
Einleitung: Warum Linienausgleich in der heutigen Fertigungshalle wichtig ist
Eine Produktionslinie kann voll besetzt erscheinen und dennoch die Produktionsziele zwischen 10% und 20% verfehlen, einfach weil die Arbeit ungleichmäßig auf die einzelnen Stationen verteilt ist. Deshalb Linienausgleich Es geht darum, die Arbeitslast entlang einer Produktionslinie so abzustimmen, dass jede Station mit der Nachfrage Schritt halten kann, ohne Verzögerungen, übermäßige Wartezeiten oder eine Überlastung der Bediener zu verursachen.
In der Fabrikhalle, Linienausgleich Es handelt sich nicht nur um eine Aufgabe der Fertigungstechnik im Rahmen der Prozessgestaltung. Es ist auch ein alltägliches Problem des Produktionsmanagements, das sich auf Durchsatz, Personaleinsatz, Zwischenlagerbestand, Termintreue und sogar Ergonomie auswirkt.
Dieser Artikel beginnt mit dem Kernberechnungen hinter einer ausgewogenen Linie, dann überprüft man die praktische Balance Methoden, Anschließend wird erläutert, wie man Engpässe identifiziert und behebt, und schließlich wird erklärt, wie digitale Ausführung hilft dabei, Verbesserungen aufrechtzuerhalten, auch wenn sich die realen Bedingungen in der Produktion ständig ändern.
Wie berechnet man den Linienausgleich? Wichtige Kennzahlen und Formeln
Bevor Sie vergleichen Linienausgleich Um die richtigen Methoden anzuwenden, benötigen Sie eine Messbasis. In der Praxis hängen die meisten Entscheidungen zur Produktionslinienoptimierung von wenigen Kennzahlen ab: der verfügbaren Zeit, der vom Kunden geforderten Produktionsmenge, dem Arbeitsaufwand für das Produkt und der Verteilung dieser Arbeit auf die einzelnen Stationen. Sind diese Kennzahlen falsch, ist auch die Optimierungsentscheidung fehlerhaft.
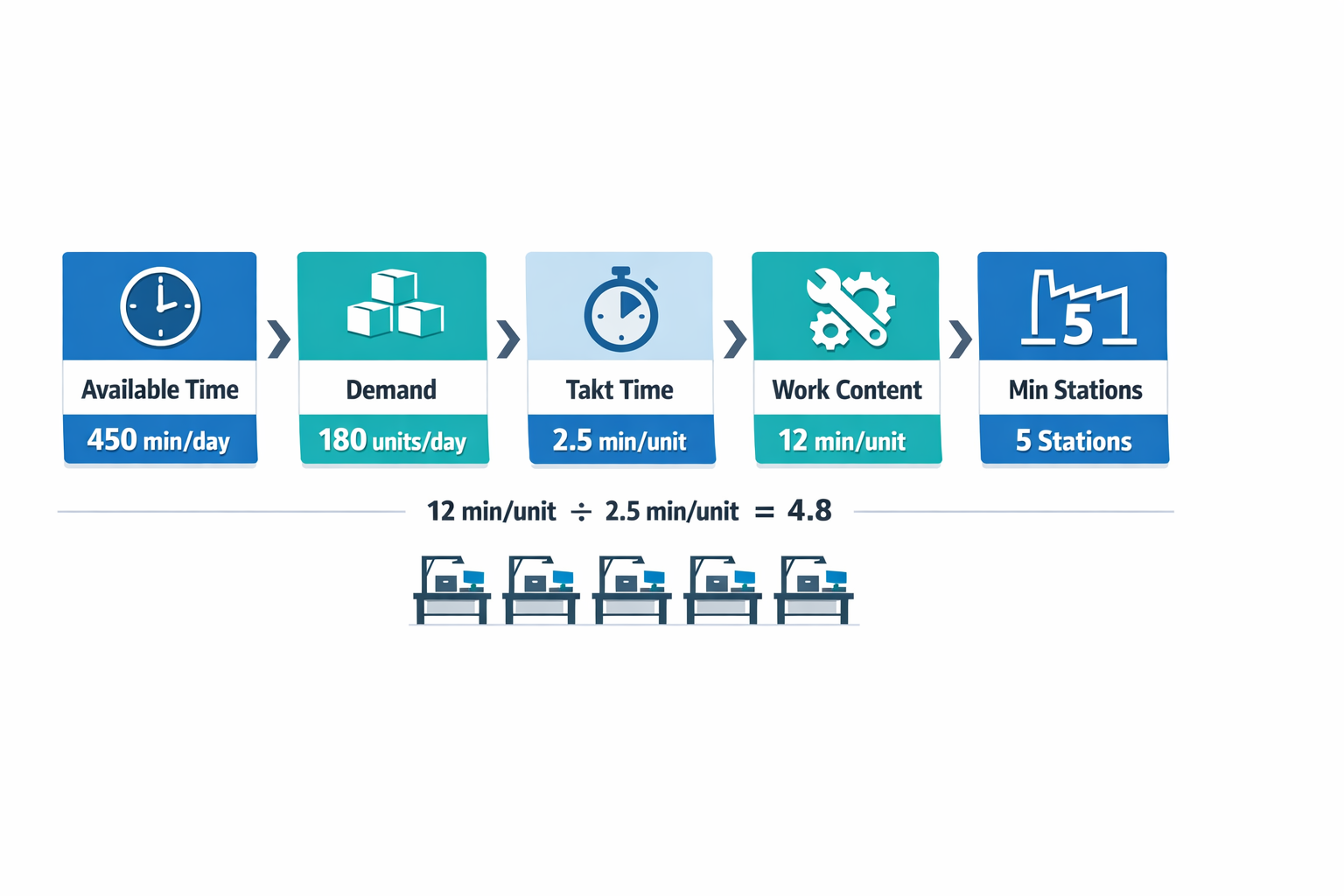
Um die Formeln zu veranschaulichen, wird in diesem Abschnitt ein einfaches Beispiel aus der Fertigungslinie verwendet. Angenommen, ein Werk fertigt Kleingeräte im Einschichtbetrieb mit einer Nettoproduktionszeit von 450 Minuten pro Tag nach Pausen und Besprechungen. Die Kundennachfrage beträgt 180 Einheiten pro Tag. Der gesamte manuelle Arbeitsaufwand für alle Montageschritte beläuft sich auf 12 Minuten pro Einheit.
Verfügbare Produktionszeit, Kundennachfrage und Taktzeit
Der erste Eingangswert in jeder Formel zum Zeilenausgleich ist Netto verfügbare Produktionszeit, Die Schichtlänge sollte nicht auf dem Papier, sondern auf dem Papier berechnet werden. Geplante Pausen, Reinigungsarbeiten, Besprechungen und alle anderen Zeiten, die nicht für die Produktion zur Verfügung stehen, müssen abgezogen werden. Dauert eine Schicht beispielsweise 8 Stunden, stehen aber tatsächlich nur 450 Minuten für die Produktion zur Verfügung, dann sollten Sie diese 450 Minuten als Sollwert verwenden.
Die Kundennachfrage bestimmt das Tempo, das die Produktionslinie erreichen muss. Die Taktzeit wird wie folgt berechnet:
Taktzeit = Verfügbare Produktionszeit ÷ Kundennachfrage
In diesem Beispiel muss die Produktionslinie 180 Einheiten pro Tag liefern, also:
Taktzeit = 450 Minuten ÷ 180 Einheiten = 2,5 Minuten pro Einheit
Das bedeutet, dass die Linie alle 2,5 Minuten ein fertiges Produkt produzieren muss, um im Zeitplan zu bleiben. Bei der Linienauslastung dient die Taktzeit als Referenzwert dafür, wie viel Arbeit jede Station bewältigen kann, damit die Linie die Nachfrage decken kann.
Zykluszeit, Gesamtarbeitsinhalt und Mindestanzahl an Stationen
Als nächstes trennen Taktzeit aus Zykluszeit Und Gesamtarbeitsinhalt. Die Taktzeit ist bedarfsabhängig, während die Zykluszeit die tatsächliche Zeit angibt, die ein Arbeitsplatz oder ein Bediener für die Erledigung seiner zugewiesenen Aufgaben benötigt. Der gesamte Arbeitsinhalt entspricht der Summe aller Bearbeitungszeiten, die zur Herstellung einer Einheit erforderlich sind, unabhängig davon, wie diese Aufgaben auf die verschiedenen Arbeitsplätze verteilt sind.
Im Beispiel der Gerätefertigungslinie beträgt der gesamte Arbeitsaufwand 12 Minuten pro Einheit. Wenn die Nachfrage eine Taktzeit von 2,5 Minuten erfordert, ist die theoretische Mindestanzahl an Stationen:
Mindestanzahl an Stationen = Gesamtarbeitsinhalt ÷ Taktzeit
Also:
12 ÷ 2,5 = 4,8, was aufrundet 5 Stationen
Dies ist ein grundlegendes, aber essentielles Thema. Linienausgleich Berechnung. Daraus lässt sich schließen, dass unter idealen Bedingungen mindestens 5 Stationen benötigt werden, um die Nachfrage zu decken, da 4 Stationen nur 10 Minuten Stationszeit pro Taktzyklus gegenüber 12 Minuten erforderlichem Arbeitsinhalt bieten würden.
Das Verhältnis ist entscheidend: Die Taktzeit gibt das Zieltempo vor, der gesamte Arbeitsinhalt den Personalbedarf und die Stationszykluszeit zeigt, ob die tatsächliche Arbeitszuweisung dieses Tempo einhalten kann. Eine Linie kann zwar auf dem Papier die richtige Anzahl an Stationen haben, aber dennoch unausgeglichen sein, wenn eine Station die Taktzeit überschreitet, während an einer anderen Station erhebliche Leerlaufzeiten auftreten. Deshalb erfordert die Optimierung einer Produktionslinie stets sowohl eine Kapazitätsprüfung als auch eine Überprüfung der Auslastung jeder einzelnen Station.
Ein einfaches Beispiel für die Stationsbeladung
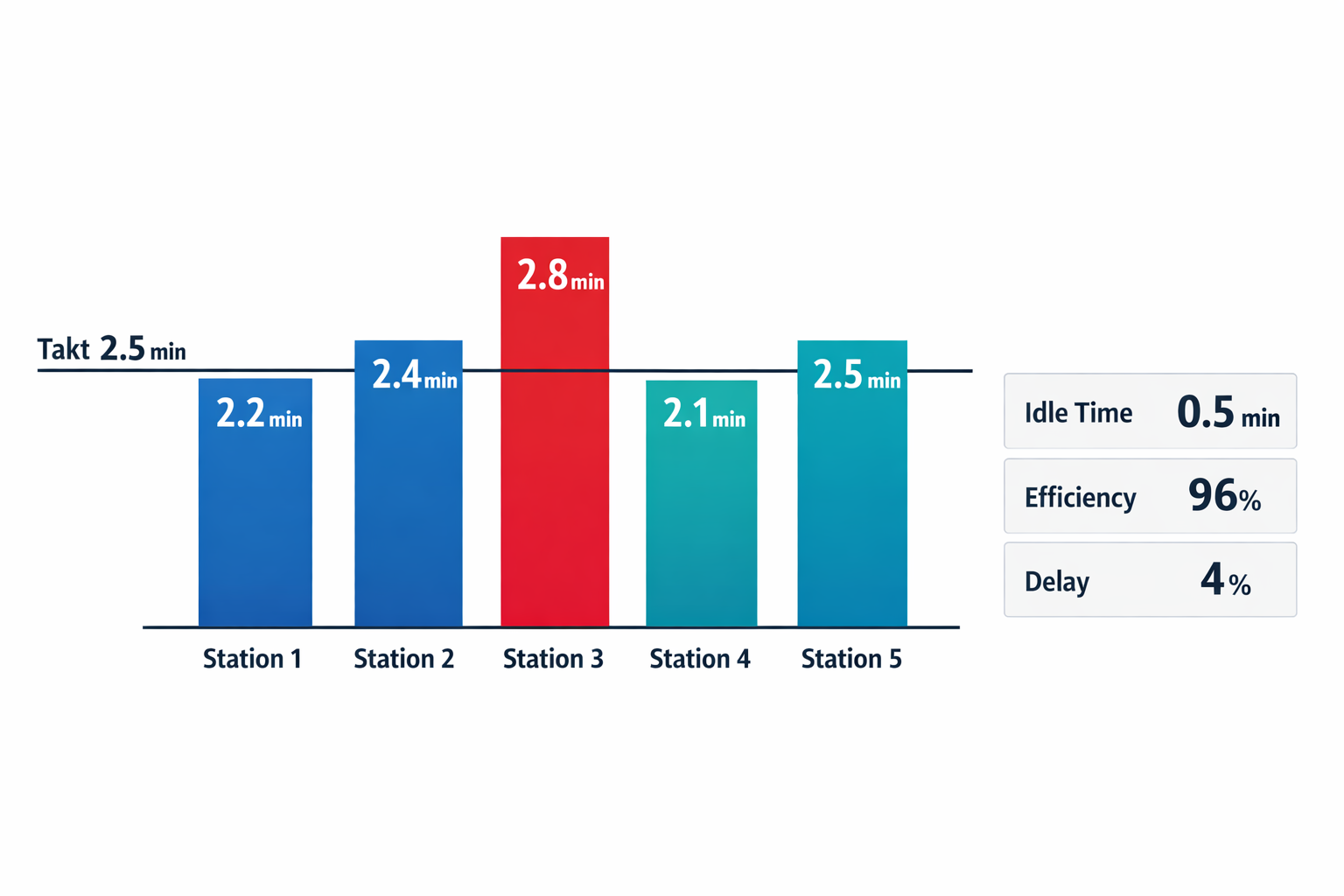
Angenommen, die 12 Minuten Arbeit werden wie folgt auf 5 Stationen verteilt:
| Station | Zugewiesener Arbeitsinhalt (Min./Einheit) |
|---|---|
| 1 | 2.2 |
| 2 | 2.4 |
| 3 | 2.8 |
| 4 | 2.1 |
| 5 | 2.5 |
Diese Tabelle verrät Ihnen bereits etwas Wichtiges. Station 3 hat eine Zykluszeit von 2,8 Minuten, was über der Taktzeit von 2,5 Minuten, Daher kann die Linie die erforderliche Leistung nicht dauerhaft erbringen, obwohl sie die theoretisch minimale Anzahl an Stationen aufweist.
Leerlaufzeit, Linieneffizienz und Ausgleichsverzögerung
Sobald die Stationsauslastung sichtbar ist, lässt sich berechnen, wie viel der verfügbaren Zeit der Linie produktiv genutzt wird. Die gesamte verfügbare Zeit pro Zyklus über alle Stationen hinweg beträgt:
Verfügbare Stationszeit insgesamt = Anzahl der Stationen × Taktzeit
In diesem Beispiel:
5 × 2,5 = 12,5 Minuten
Da der gesamte Arbeitsinhalt 12 Minuten beträgt, ergibt sich pro Zyklus folgende Leerlaufzeit:
Leerlaufzeit = Gesamtverfügbare Stationszeit – Gesamtarbeitsinhalt
Also:
12,5 – 12 = 0,5 Minuten
Berechnen Sie nun die Leitungseffizienz:
Linieneffizienz = Gesamtarbeitsinhalt ÷ (Anzahl der Stationen × Taktzeit)
Also:
12 ÷ 12,5 = 96%
Die Bilanzverzögerung ist die umgekehrte Sichtweise dieses Verlustes:
Ausgleichsverzögerung = 1 – Leitungseffizienz
Also:
1 – 0,96 = 0,04 = 4%
Eine einfache Möglichkeit, die Tabelle zu lesen, ist folgende: Die Zeile verwendet 96% die verfügbare Sendezeit produktiv nutzen, während 4% Der Verlust entsteht durch Ungleichgewicht. Das mag auf den ersten Blick deutlich erscheinen, doch die Betrachtung der einzelnen Stationen offenbart ein verstecktes Problem: Einige Stationen haben freie Kapazitäten, während andere überlastet sind. Daher sollte die Linienauslastung in der Fertigung niemals nur anhand einer einzigen Kennzahl beurteilt werden.
Was Ihnen diese Zahlen vor der Neuausrichtung sagen
In diesem Stadium verfügen Sie über die minimalen Daten, die zur Bewertung jeglicher Linienausgleichsmethoden im weiteren Verlauf des Artikels erforderlich sind. Sie kennen das erforderliche Tempo (2,5 Minuten), der gesamte Arbeitsanteil (12 Minuten), die Mindestanzahl an Stationen (5Die tatsächliche Stationsauslastung und der Effizienzverlust durch ungleichmäßige Verteilung bilden die Grundlage für beide Produktionsprozesse. Linienausgleich und später Engpassanalyse in der Fertigung.
Genauso wichtig ist, dass diese Berechnungen zeigen, was sie bewirken. nicht Sie erklären Ihnen nicht, warum Station 3 überlastet ist, ob Aufgaben neu verteilt werden können oder ob Vorrangbedingungen die Umverteilung einschränken. Diese Entscheidungen fallen in den Bereich der Methodenauswahl und der praktischen Engpassanalyse, aber die oben genannten Zahlen bilden den Ausgangspunkt für all diese Schritte.
Methoden zur Linienauslastung für Produktions- und Montagelinien
Sobald man die Taktzeit, den Arbeitsinhalt und die Stationsgrenzen kennt, stellt sich die nächste praktische Frage: Wie sollten Sie Aufgaben den Stationen zuweisen? Unterschiedliche Linienausgleichsmethoden eignen sich für unterschiedliche Betriebsbedingungen. Die richtige Wahl hängt weniger von theoretischen Vorgaben ab, sondern vielmehr vom Produktmix, den Vorrangbedingungen, der Flexibilität der Arbeitskräfte und der Häufigkeit von Linienwechseln.
Beginnen Sie mit heuristischer Neuausrichtung, wenn sich die Linie häufig ändert.
In Umgebungen mit hohem Arbeitsaufkommen oder starker Arbeitsbelastung greifen Vorgesetzte oft auf einfache, heuristische Maßnahmen zur Umverteilung zurück, anstatt formale Optimierungsmethoden anzuwenden. Das bedeutet, kleinere Aufgaben von überlasteten Stationen auf weniger ausgelastete zu verlagern, kurze Aufgaben zusammenzufassen oder Inspektions- und Handhabungsarbeiten unter Einhaltung der Aufgabenreihenfolge neu zu verteilen. Diese Vorgehensweise ist schnell, leicht verständlich und oft ausreichend, wenn sich Bedarf oder Personalbestand täglich ändern.
Eine manuelle Verpackungslinie ist ein gutes Beispiel. Wenn ein Mitarbeiter 52 Sekunden pro Karton benötigt, um diesen zu verschließen, während der nächste Mitarbeiter ihn in 31 Sekunden etikettiert und stapelt, kann das Team den Etikettendruck vorverlegen oder das Stapeln während der Spitzenzeiten einem flexiblen Mitarbeiter zuweisen. Das ist zwar nicht mathematisch perfekt, aber bei Verpackungsbetrieben mit schwankenden Produktionsmengen ist eine schnelle Anpassung oft wichtiger als ein theoretisches Gleichgewicht.
Verwenden Sie die Regel des größten Kandidaten für einfache, stabile Aufgabenlisten.
Der Regel des größten Kandidaten ist eine der praktischsten strukturierten Methoden zur Optimierung der Fließbandabfolge, wenn die Bearbeitungszeiten bekannt und die Reihenfolge der Arbeitsschritte überschaubar sind. Man listet die Arbeitsschritte von der längsten zur kürzesten auf und ordnet sie dann den Stationen in dieser Reihenfolge zu, ohne die Zielzykluszeit zu überschreiten oder die vorgegebene Arbeitsreihenfolge zu unterbrechen. Die Methode ist unkompliziert und daher besonders nützlich für Ingenieure, die schnell einen ersten Entwurf benötigen.
In einer Elektronikfertigungszelle beispielsweise können Aufgaben wie Leiterplattenbestückung, Verschrauben, Barcode-Scannen, Sichtprüfung und Verpackung klar definierte Bearbeitungszeiten und geringe Abweichungen im Arbeitsablauf aufweisen. Dauert das Verschrauben am längsten, wird diese Aufgabe zuerst ausgeführt, anschließend werden kürzere Aufgaben hinzugefügt, bis die Station den Takt erreicht. Diese Methode funktioniert gut, wenn die einzelnen Arbeitsschritte diskret und wiederholbar sind. Sie kann jedoch zu einer ungleichmäßigen Auslastung der nachfolgenden Arbeitsschritte führen, wenn die Abhängigkeiten komplexer sind als zunächst angenommen.
Verwenden Sie die Rangordnungsmethode, wenn die Priorität wichtiger ist.
Ranglistenpositionsgewicht Diese Methode ist in der Regel die bessere Wahl, wenn die Ablauflogik eng gefasst ist und Abhängigkeiten zwischen den Aufgaben eine Rolle spielen. Anstatt Aufgaben nur nach ihrer eigenen Zeit zu ordnen, berücksichtigt diese Methode die Zeit jeder Aufgabe zuzüglich der Zeit aller nachfolgenden Aufgaben. Dadurch eignet sie sich besonders für die Optimierung von Produktionslinien, wo eine frühe Aufgabe einen Großteil des restlichen Arbeitsablaufs steuert.
Betrachten wir eine Montagelinie für Türmodule in der Automobilindustrie. Die Installation des Kabelbaums mag zwar nicht der zeitaufwendigste Einzelschritt sein, doch viele nachfolgende Arbeitsschritte hängen davon ab, darunter die Montage der Steckverbinder, die Installation der Clips, die Prüfung und die endgültige Befestigung. Durch die Priorisierung der Arbeitspositionen lassen sich diese wichtigen Schritte früher und gezielter einplanen, wodurch das Risiko verringert wird, dass eine ungünstig platzierte vorgelagerte Station zu versteckten Wartezeiten entlang der gesamten Linie führt.
Verwenden Sie Kilbridge und Wester für eine geordnetere Gruppierung.
Der Kilbridge-Wester-Methode Diese Funktion ist hilfreich, wenn Sie Abhängigkeiten visuell handhaben möchten. Sie gruppiert Aufgaben anhand ihrer Sequenzbeziehungen in Spalten und weist sie dann stationsweise innerhalb der Zykluszeit zu. In der Praxis bietet dies Ingenieuren eine übersichtlichere Struktur als die reine Rangfolge der längsten Aufgaben, insbesondere in Montageumgebungen mit verzweigten Aufgabenpfaden.
Diese Methode ist oft bei Montageprozessen mittlerer Komplexität nützlich. Linienausgleich Wenn mehrere Aufgabenstränge parallel verlaufen, aber nicht so viele Variablen vorhanden sind, dass eine Softwareoptimierung notwendig ist, bietet sich Kilbridge und Wester an. Beispielsweise können in der Fertigung von Haushaltsgeräten die Vorbereitung der Gehäuse, der Einbau der Komponenten, die Verkabelung, die Prüfung und die Endmontage parallele und sich überschneidende Schritte umfassen. Kilbridge und Wester helfen Teams dabei, die Ablauflogik beizubehalten, ohne sich in einem komplexen Vorgangsdiagramm zu verlieren.
Wie man die richtige Methode auswählt
Es gibt keine allgemeingültige Methode zur Linienauslastung, die für jede Fabrik optimal ist. Eine schnelllebige Verpackungsanlage mit vielseitig geschulten Mitarbeitern profitiert möglicherweise am meisten von einer einfachen heuristischen Auslastung, während eine stabile Elektroniklinie gut auf die Methode des größten Kandidaten reagiert. Bei hoher Priorität und Aufgabenabhängigkeiten, die den Durchsatz bestimmen, bieten die Rangfolge der Positionsgewichtung oder das Kilbridge-Wester-Verfahren in der Regel einen besseren Ausgangspunkt.
Eine praktische Auswahlregel besteht darin, die Methode an die Komplexität und Änderungsrate der Produktionslinie anzupassen. Ist die Linie stabil, repetitiv und detailliert ausgearbeitet, empfiehlt sich eine strukturiertere Methode. Ändert sich die Linie hingegen häufig aufgrund von Personalengpässen, Varianten oder Auftragsschwankungen, sollte zunächst eine einfachere Methode angewendet und das Ergebnis anschließend anhand tatsächlicher Zykluszeitdaten und einer grundlegenden Engpassanalyse in der Fertigung bestätigt werden.
Alle diese Methoden helfen Ihnen bei der Erstellung eines praktikablen Stationsauslastungsplans, aber keine von ihnen garantiert eine dauerhafte Auslastung in der Fertigung. Sie sind Planungsinstrumente und kein Ersatz für die Beobachtung der tatsächlichen Bedienerleistung, von Mikrostillständen, Nacharbeiten oder Materialverzögerungen. In diesem Sinne ist das Ergebnis einer Linienausgleichsformel lediglich der Ausgangspunkt für die Umsetzung.
Deshalb kombinieren erfahrene Produktionsteams in der Regel formale Ausgleichslogik mit einer Überprüfung der Produktionslinie. Sie weisen die Arbeit anhand einer dieser Methoden zu, führen die Linie durch, prüfen, wo Wartezeiten oder Engpässe auftreten, und optimieren anschließend die Aufgabenverteilung. Im nächsten Abschnitt wird ein vollständiges Beispiel für den Linienausgleich erläutert, um genau zu zeigen, wie dieser Engpass entsteht und wie eine Neuausrichtung den Durchsatz beeinflusst.
Ein praktisches Beispiel für Linienausgleich: Engpässe erkennen und Arbeit neu verteilen
Ein Montageszenario mittlerer Stückzahl
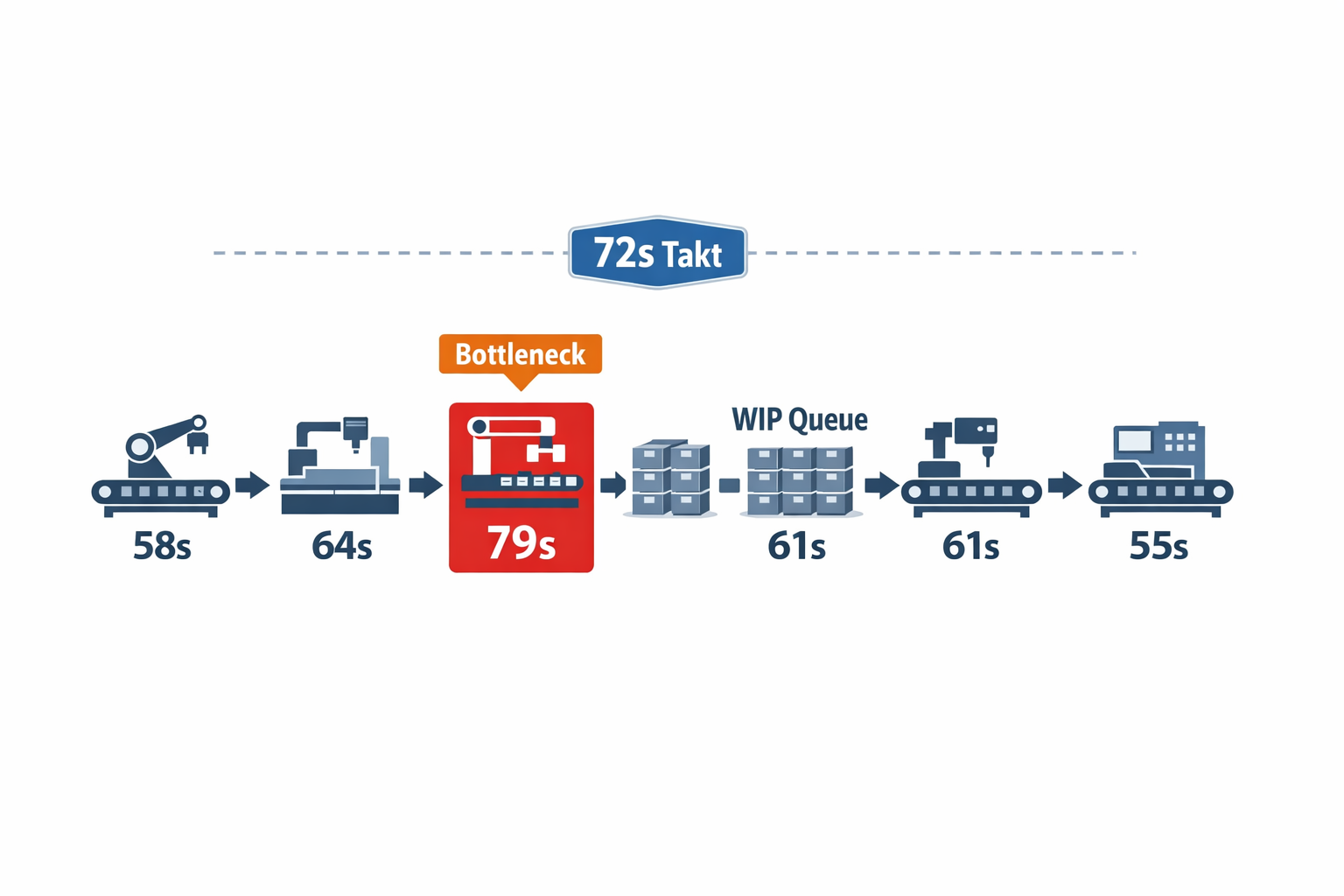
Betrachten wir eine Montagelinie für Bedienfelder von Haushaltsgeräten mittlerer Stückzahl mit 480 verfügbaren Produktionsminuten pro Schicht und einer geforderten Ausbringungsmenge von 400 Einheiten pro Schicht. Daraus ergibt sich eine Taktzeit von 72 Sekunden pro Einheit. Jede Station muss diese Taktzeit einhalten oder unterschreiten, damit die Linie den Zeitplan einhalten kann. Die Produktion durchläuft eine feste Abfolge: Gehäusevorbereitung, Leiterplattenbestückung, Kabelverlegung, Befestigung, Funktionstest und Endverpackung.
Ein Vorgesetzter erfasst die beobachteten Arbeitsabläufe an den einzelnen Stationen und ermittelt folgende durchschnittliche manuelle Zykluszeiten: Station 1: 58 Sekunden, Station 2: 64 Sekunden, Station 3: 79 Sekunden, Station 4: 61 Sekunden und Station 5: 55 Sekunden. An diesem Punkt ist das Problem deutlich: Station 3 liegt über dem Takt, sodass die gesamte Linie effektiv von dieser Station und nicht von der Kundennachfrage gesteuert wird. Hier ist ein Linienausgleich Dieses Beispiel ist deshalb nützlich, weil das Ungleichgewicht in der tatsächlichen Stationsauslastung sichtbar wird und nicht nur in den theoretischen Durchschnittswerten.
Den tatsächlichen Engpass identifizieren
Bei der Engpassanalyse in der Fertigung ist der Engpass nicht einfach die Station mit dem höchsten Arbeitsaufwand auf dem Papier. Es ist die Station, die den Output am häufigsten begrenzt, Warteschlangen bildet und Wartezeiten in nachgelagerten Prozessschritten verursacht. In diesem Fall ist Station 3 für die Kabelführung und das Anbringen von Steckverbindern zuständig. Die Mitarbeiter dort sammeln während ihrer Schicht regelmäßig kleine WIP-Puffer von 8 bis 12 Einheiten an, während die Mitarbeiter an Station 4 zeitweise Leerlaufzeiten haben.
Bei einer durchschnittlichen Durchlaufzeit von 79 Sekunden an Station 3 beträgt ihre praktische Kapazität vor Verlusten etwa 364 Einheiten pro Schicht. Selbst wenn jede andere Station 400 Einheiten bewältigen kann, lässt sich die Kapazität der Linie nicht nachhaltig über die Engpassrate hinaus steigern. Diese Differenz von rund 36 Einheiten pro Schicht erklärt, warum die Tagesproduktion selbst bei gleichbleibender Personalstärke und Materialverfügbarkeit hinter den Planvorgaben zurückbleibt.
Testen einer Rebalancing-Option
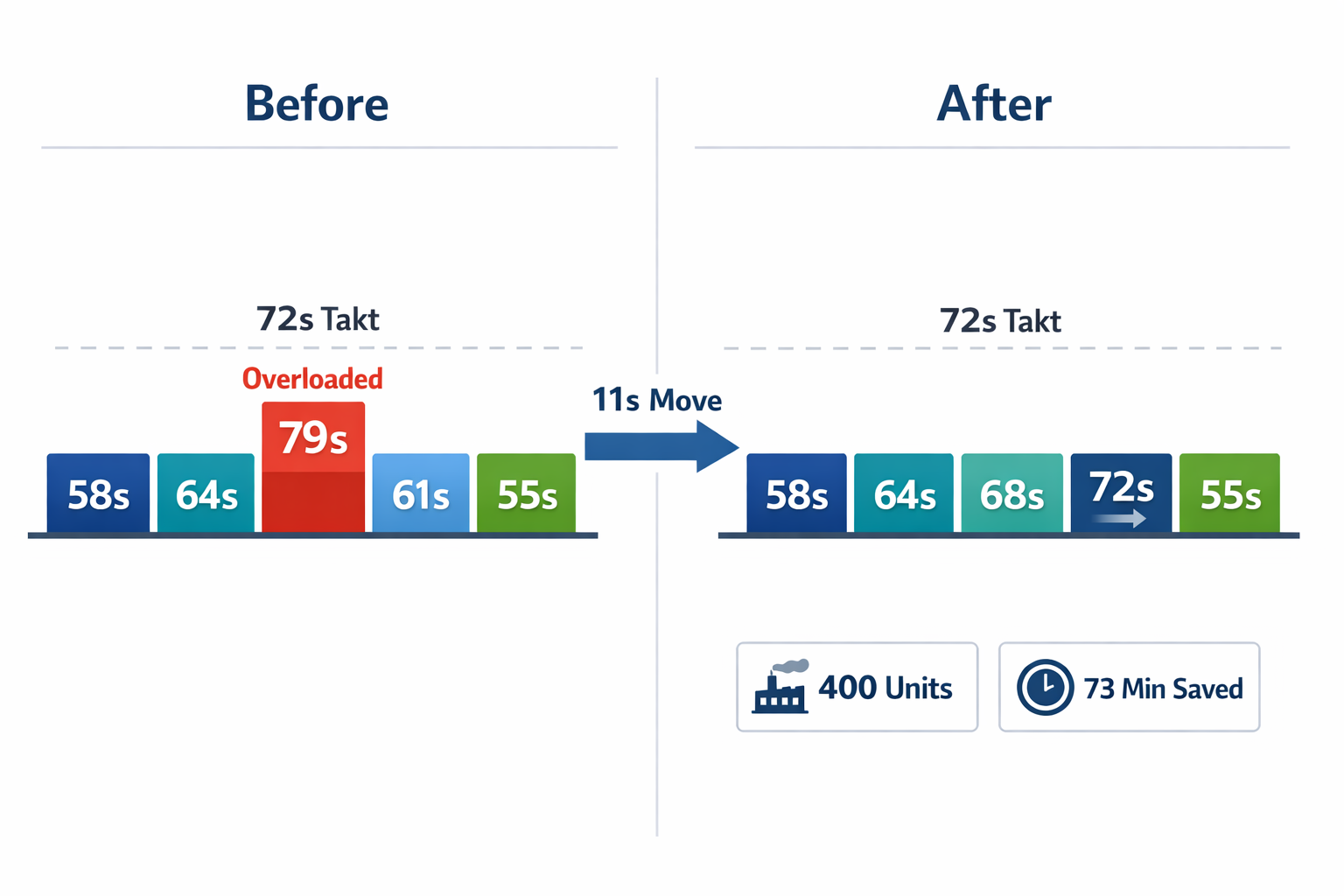
Der Vorgesetzte prüft die Arbeitsschritte an Station 3 und stellt fest, dass ein Befestigungsschritt mit einer Dauer von 11 Sekunden an Station 4 verlegt werden kann, ohne gegen die Arbeitsablaufregeln zu verstoßen oder ergonomische Risiken zu schaffen. Nach der Umverteilung sinkt die Bearbeitungszeit an Station 3 von 79 auf 68 Sekunden, während sie an Station 4 von 61 auf 72 Sekunden steigt. Dies ist ein einfaches, aber realistisches Beispiel für die Anwendung von Methoden zur Linienoptimierung: Es wird nicht die gesamte Linie neu gestaltet, sondern die Arbeit dort umverteilt, wo es die Abfolge zulässt.
Das Ergebnis ist eine bessere Taktung entlang der gesamten Linie: 58, 64, 68, 72 und 55 Sekunden. Der Durchsatz wird nicht länger durch eine überlastete dritte Station eingeschränkt, und der Engpass verlagert sich von einer chronischen Überlastung zu einer kontrollierten, taktoptimierten Station. In der Praxis reicht dies oft aus, um den Materialfluss zu stabilisieren, ohne zusätzliches Personal oder Equipment einzusetzen.
Auswirkungen vor und nach der Maßnahme auf Durchsatz und Arbeitsbelastung
Vor der Umstellung lag die Produktionskapazität der Linie an Station 3 bei etwa 364 Einheiten pro Schicht. Die Leerlaufzeiten an den übrigen Stationen wurden durch Wartezeiten und ungleichmäßige Auslastung verdeckt. Nach der Neuausrichtung beträgt die langsamste Station nun 72 Sekunden und entspricht damit dem Takt. Theoretisch kann die Linie die geplanten 400 Einheiten pro Schicht produzieren. Auch die Arbeitsbelastung ist geringer: Anstatt dass ein Mitarbeiter dauerhaft überlastet ist, während ein anderer Wartezeiten abfängt, ist die Arbeit nun gleichmäßiger verteilt.
Das ist der praktische Nutzen der Produktionslinienoptimierung: Man verbessert den Output, indem man die Arbeit innerhalb des bestehenden Teams verlagert, anstatt auf Überstunden oder zusätzliches Personal zurückzugreifen.
Was Vorgesetzte nach einer Versetzung überprüfen sollten
Eine Linienausgleichsberechnung sollte nicht als abgeschlossen betrachtet werden, nur weil das Arbeitsblatt übersichtlicher aussieht. Die Vorgesetzten müssen vor Ort drei Punkte überprüfen: Erstens, ob Station 4 die zusätzliche Aufgabe konstant im Standardarbeitstempo bewältigen kann; zweitens, ob sich die Warteschlange an Station 3 im Normalbetrieb tatsächlich verkürzt; und drittens, ob die Ausbeute im ersten Durchlauf nicht sinkt, weil die Arbeit zu schnell transportiert wurde. Eine gute Formel zur Linienausgleichsberechnung kann zwar den richtigen Ansatz liefern, aber die praktische Anwendung bestätigt, ob dieser Ansatz auch unter realen Betriebsbedingungen Bestand hat.
Wenn sich die neue Arbeitsbalance über mehrere Schichten hinweg stabilisiert, kann die überarbeitete Aufgabenaufteilung in Standardarbeitsanweisungen und Bedienerschulungen formalisiert werden. Andernfalls benötigt das Team möglicherweise eine weitere Anpassung, wie z. B. Unterstützung für Vorrichtungen, Verbesserung der Mikrobewegungen oder eine andere Stationsaufteilung. Deshalb Linienausgleich Es geht nicht nur um Berechnungen, sondern um wiederholte Beobachtung, Tests und Kontrollen.
Von der statischen Analyse zur digitalen Ausführung: Nutzung von Echtzeitdaten zur Aufrechterhaltung des Linienausgleichs
Warum die statische Linienauswuchtung in der Fertigungshalle versagt
Eine kalkulierte Bilanz ist nur gültig, wenn die Produktionsbedingungen stabil bleiben. In der Praxis können Fehlzeiten, Stillstände in der Zuführung, kurze Ausfallzeiten, Verluste in der Erstausbeute und Produktmixänderungen die effektive Zykluszeit einer Station innerhalb einer Schicht verändern. Deshalb ist die Produktion Linienausgleich Oftmals scheitert die Umsetzung selbst dann, wenn die ursprüngliche Formel zur Linienauslastung und das Arbeitsplatzdesign einwandfrei waren.
Regelmäßige Zeitstudien und Tabellenaktualisierungen sind zwar für technische Überprüfungen hilfreich, aber für die tägliche Steuerung zu langsam. Bis ein Vorgesetzter bemerkt, dass eine Station aufgrund von Nacharbeit oder fehlendem Material 18% über dem Takt liegt, hat sich bereits ein WIP-Bestand aufgebaut, und die nachfolgenden Arbeitskräfte warten. Bei der Optimierung der Fließbandproduktion geht es nicht nur um die Aufgabenverteilung auf dem Papier, sondern vor allem darum, wie schnell das Fließband veränderte Bedingungen erkennen und darauf reagieren kann.
Wie Echtzeitsteuerung aussieht
Für eine reibungslose Produktionslinie ist Echtzeit-Transparenz an jeder einzelnen Station erforderlich. Die Maschinenbediener benötigen digitale Arbeitsanweisungen, die die aktuelle Methode, Revision und Modellvariante widerspiegeln, während die Teamleiter die tatsächlichen Zykluszeiten, Ausfallzeiten und Produktionsmengen pro Station erfassen müssen. Ohne diese Betriebsdaten wird die Engpassanalyse in der Fertigung rückwirkend statt präventiv.
Ein praktischer digitaler Workflow beginnt mit der Datenerfassung auf Stationsebene, üblicherweise über Tablets, Mobilgeräte, Barcode-Scans oder einfache Bedienerformulare. Diese Daten speisen ein Live-Dashboard, das Ist- und Taktzeiten pro Station, Warteschlangenbildung, Ausfallgründe und Bilanzverluste anzeigt. Warnmeldungen informieren Vorgesetzte, sobald ein Schwellenwert überschritten wird, und lösen eine Überprüfung oder eine vorübergehende Anpassung der Arbeitslast aus. Bei optimaler Vernetzung kann derselbe Workflow die Genehmigung von Personalumverteilungen durch Vorgesetzte einholen und die aktualisierten Standardarbeitsanweisungen an die betroffenen Stationen übermitteln.

Dies ist relevant, da die meisten Methoden zur Linienoptimierung von festen Bearbeitungszeiten ausgehen, während der reale Betrieb von kurzfristigen Schwankungen geprägt ist. Eine digitale Ebene ersetzt nicht die Fertigungsplanung; sie visualisiert vielmehr die Annahmen der Planung im Hinblick auf die tatsächliche Leistung. Für Werksleiter bedeutet dies schnellere Reaktionszeiten, weniger versteckte Leerlaufzeiten und eine bessere Terminplanoptimierung, ohne auf die nächste formale Studie warten zu müssen.
Wie Jodoo die kontinuierliche Linienauslastung unterstützt
Jodoo Diese Anforderung wird erfüllt, indem Betriebsteams vernetzte Apps für Stationsberichte, Standardarbeitssteuerung, Genehmigungsworkflows und Dashboards zur Linienleistung ohne aufwändige individuelle Entwicklung erstellen können. Ein Hersteller kann mobile Formulare für die tatsächliche Zykluszeit, Stillstandsgründe, Qualitätsverluste und Personaländerungen erstellen und diese Daten anschließend in Dashboards einbinden, die überlastete Stationen in Echtzeit hervorheben. Da die Plattform Workflow-Automatisierung beinhaltet, können Ausnahmen wie wiederholte Taktüberschreitungen oder ungewöhnlich lange Leerlaufzeiten automatisch Vorgesetzte benachrichtigen und einen Reaktionsprozess einleiten.
Die Plattform ist auch dann nützlich, wenn Änderungen der Linienverteilung neben der reinen Transparenz auch eine Prozesssteuerung erfordern. Teams können revisionskontrollierte digitale Arbeitsanweisungen verwalten, Zugriffsrechte nach Linie oder Rolle vergeben und die Freigabe einer Umverteilung durch den Vorgesetzten vor der Freigabe für die Bediener einholen. Dadurch wird die häufige Diskrepanz zwischen einer Verteilungsentscheidung und der tatsächlichen Umsetzung in der Produktion verringert.
Kurzes Beispiel: Elektronikmontage mit schnellerem Auswuchten
In einem Elektronikmontage-Szenario optimierte ein Werk eine manuelle Fertigungslinie für eine Produktfamilie mit mittlerem Produktionsvolumen. Die Überprüfung der Stationsleistung erfolgte anhand von Papierlisten und Schichtabschlussberichten. Die tatsächlichen Zykluszeiten an zwei Test- und Verpackungsstationen wichen während der Spitzenzeiten ab, da kleinere Qualitätsmängel Nacharbeiten verursachten. Dieses Problem wurde jedoch erst sichtbar, nachdem die Produktion bereits hinter dem Plan zurückgeblieben war. Dem Entwicklungsteam lag zwar ein valides Beispiel für die Linienoptimierung auf dem Papier vor, jedoch kein Live-Steuerungssystem.
Verwendung Jodoo, Das Werk digitalisierte die Stationsmeldungen, sodass die Bediener Ausstoß, kurze Stillstände und Nacharbeitsursachen direkt an der Linie über mobile Geräte erfassen konnten. Die Vorgesetzten sahen anschließend ein Dashboard mit der tatsächlichen Zykluszeit pro Station, dem Takterfüllungsgrad und wiederkehrenden Verzögerungscodes. Automatische Warnmeldungen wiesen auf anhaltende Überlastung hin, die sofort überprüft werden musste. Anstatt bis zum nächsten Tag mit der Personalplanung zu warten, konnte das Team Hilfskräfte umverteilen, eine temporäre Arbeitsteilung genehmigen und aktualisierte Anweisungen noch während derselben Schicht erteilen.
Für Hersteller, die eine optimale Produktionsauslastung anstreben, ist dies der entscheidende Fortschritt: der Übergang von periodischen Analysen zu einem geschlossenen Regelkreis. Die beste Auslastung ist nicht die, die man einmalig berechnet, sondern die, die man täglich überwachen, sicherstellen und anpassen kann.
Fazit: Ein wiederholbares Linienausgleichssystem aufbauen
Linienausgleich Taktzeitoptimierung ist keine einmalige technische Maßnahme. Sie ist eine operative Disziplin, die eine korrekte Arbeitslastplanung, klare Kennzahlen auf Stationsebene, praktische Ausgleichsmethoden und schnelle Reaktionen bei Engpassverlagerungen im laufenden Produktionsablauf kombiniert. Berechnet man die Taktzeit nur einmal und lässt die Linie monatelang unverändert, kehren Ungleichgewichte durch Nachfrageänderungen, Fehlzeiten, Maschinenstillstände, Qualitätsverluste und Produktmix-Schwankungen zurück.
In diesem Artikel haben wir uns von den Grundlagen der Linienauslastung zu den Formeln hinter Taktzeit, Zykluszeit, Leerlaufzeit und Effizienz weiterentwickelt. Anschließend haben wir praktische Auslastungsmethoden betrachtet und anhand eines realen Beispiels aus der Fertigung gezeigt, wie man eine überlastete Station identifiziert, Arbeit neu zuweist und den Durchsatz ohne unnötigen Personaleinsatz verbessert. Der letzte Schritt ist entscheidend für die Nachhaltigkeit dieser Verbesserungen: die Umsetzung in Echtzeit, nicht nur die periodische Analyse.
Als No-Code-Plattform für schlanke Fertigung, Jodoo ermöglicht es Ihnen zu bauen Linienausgleich Dashboards, digitale Arbeitsanweisungen, Workflows zur Engpassverfolgung und Apps zur kontinuierlichen Verbesserung spiegeln die tatsächlichen Abläufe in Ihrer Fabrik wider. Wenn Sie die Linienauslastung schneller in ein wiederholbares Managementsystem umwandeln möchten, können Sie Kostenlose Testversion starten oder Demo buchen um zu sehen, wie Jodoo zu Ihrem Betrieb passt.


