
เรียกดูตามหมวดหมู่
บทนำ: เหตุใดการปรับสมดุลสายการผลิตจึงมีความสำคัญต่อโรงงานผลิตในปัจจุบัน
สายการผลิตอาจดูเหมือนมีพนักงานครบตามจำนวน แต่ผลผลิตอาจยังขาดไปถึง 10% ถึง 20% เพียงเพราะงานกระจายไม่สม่ำเสมอในแต่ละสถานี นั่นคือเหตุผล การปรับสมดุลสายการผลิต เรื่องนี้สำคัญมาก พูดให้เข้าใจง่ายๆ ก็คือ เป็นกระบวนการจับคู่ปริมาณงานในสายการผลิตเพื่อให้แต่ละสถานีสามารถทำงานได้ทันตามความต้องการโดยไม่ก่อให้เกิดความล่าช้า การรอคอยที่มากเกินไป หรือภาระงานที่มากเกินไปสำหรับผู้ปฏิบัติงาน.
บนพื้นโรงงาน, การปรับสมดุลสายการผลิต ไม่ใช่เพียงแค่การดำเนินการทางวิศวกรรมอุตสาหกรรมในระหว่างการออกแบบกระบวนการเท่านั้น แต่ยังเป็นประเด็นการจัดการการผลิตในชีวิตประจำวันที่ส่งผลต่อปริมาณผลผลิต การใช้แรงงาน งานระหว่างดำเนินการ การปฏิบัติตามกำหนดเวลา และแม้กระทั่งหลักการด้านการยศาสตร์ด้วย.
บทความนี้เริ่มต้นด้วย การคำนวณหลัก อยู่เบื้องหลังเส้นสมดุล จากนั้นจึงทบทวนความสมดุลในทางปฏิบัติ วิธีการ, จากนั้นจะอธิบายวิธีการระบุและแก้ไขปัญหาคอขวด และสุดท้ายจะอธิบายวิธีการ การดำเนินการแบบดิจิทัล ช่วยให้การปรับปรุงคงอยู่ได้อย่างยั่งยืน แม้ว่าสภาพแวดล้อมการทำงานจริงจะเปลี่ยนแปลงไปก็ตาม.
วิธีคำนวณการปรับสมดุลสายการผลิต: ตัวชี้วัดและสูตรสำคัญ
ก่อนที่คุณจะเปรียบเทียบ การปรับสมดุลสายการผลิต ในวิธีการเหล่านี้ คุณจำเป็นต้องมีเกณฑ์การวัดพื้นฐาน ในทางปฏิบัติ การตัดสินใจปรับสมดุลสายการผลิตส่วนใหญ่ขึ้นอยู่กับตัวเลขเพียงไม่กี่ตัว ได้แก่ คุณมีเวลาเท่าไหร่ ลูกค้าต้องการผลผลิตเท่าไหร่ ผลิตภัณฑ์นั้นต้องการแรงงานเท่าไหร่ และงานนั้นกระจายอย่างสม่ำเสมอแค่ไหนในแต่ละสถานี หากตัวเลขเหล่านั้นผิด การตัดสินใจปรับสมดุลก็จะผิดไปด้วย.
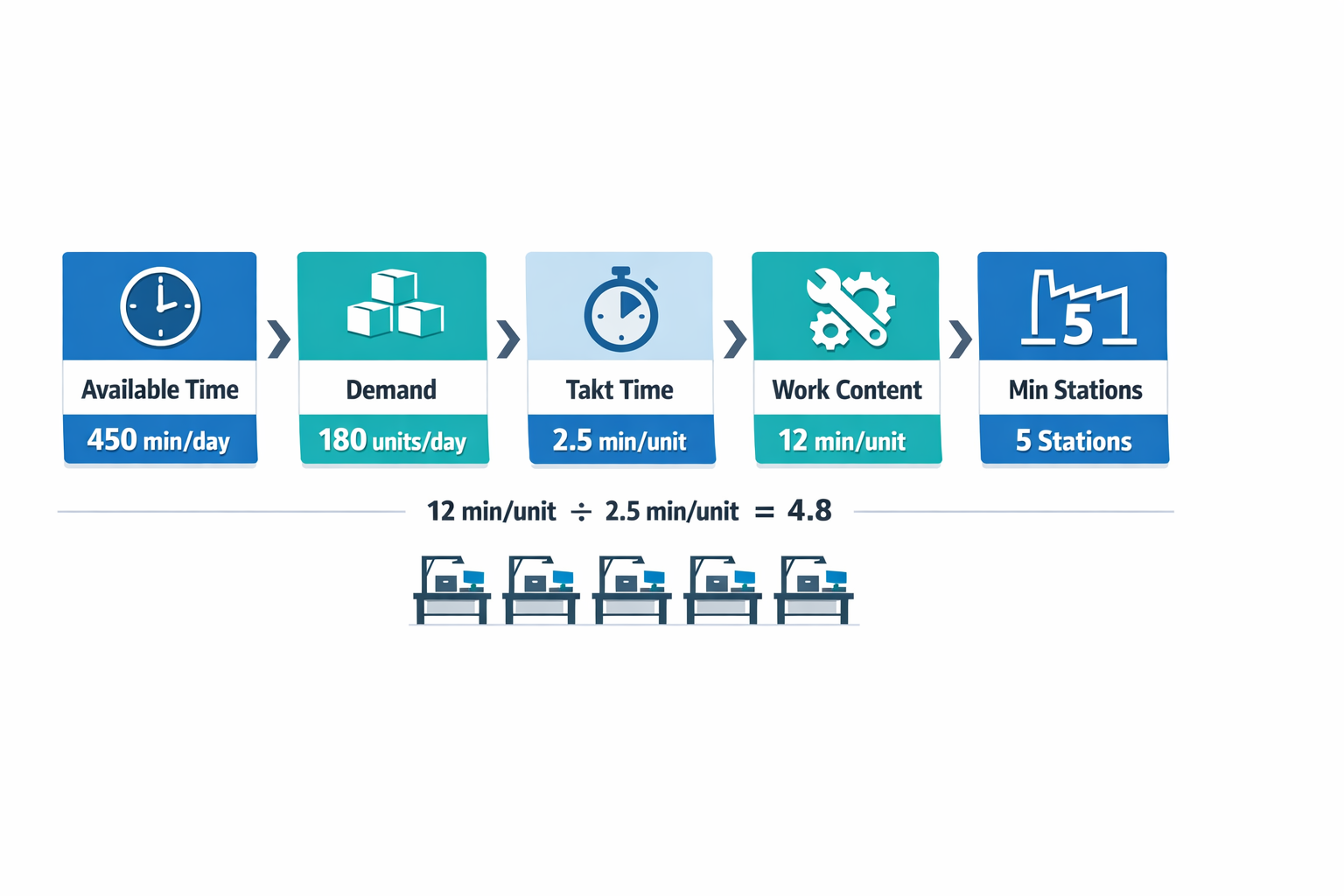
เพื่อให้เข้าใจสูตรได้ชัดเจนยิ่งขึ้น ในส่วนนี้จะใช้ตัวอย่างสายการผลิตแบบง่ายๆ เป็นตัวอย่าง สมมติว่าโรงงานแห่งหนึ่งดำเนินการประกอบเครื่องใช้ไฟฟ้าขนาดเล็กในหนึ่งกะ โดยมีเวลาการผลิตสุทธิ 450 นาทีต่อวันหลังจากพักเบรกและประชุม และความต้องการของลูกค้าอยู่ที่ 180 หน่วยต่อวัน ปริมาณงานที่ต้องใช้แรงงานคนทั้งหมดในทุกขั้นตอนการประกอบคือ 12 นาทีต่อหน่วย.
เวลาการผลิตที่มีอยู่ ความต้องการของลูกค้า และระยะเวลาการผลิตต่อหน่วย
ปัจจัยนำเข้าแรกในสูตรการปรับสมดุลสายการผลิตใดๆ คือ เวลาการผลิตสุทธิที่มีอยู่, ไม่ใช่ความยาวของกะทำงานที่ระบุไว้ในกระดาษ ให้หักเวลาพักเบรก การทำความสะอาด การประชุมเริ่มต้น และเวลาอื่นๆ ที่ไม่ใช่เวลาสำหรับการผลิตสินค้าออกไป หากกะทำงานคือ 8 ชั่วโมง แต่มีเวลาที่ใช้ในการผลิตจริงเพียง 450 นาที ก็ควรใช้ 450 นาทีเป็นตัวเลขที่ใช้.
ความต้องการของลูกค้าเป็นตัวกำหนดอัตราความเร็วที่สายการผลิตต้องทำให้ได้ อัตราความเร็วในการผลิต (Takt time) คำนวณได้ดังนี้:
เวลาในการผลิต (Takt Time) = เวลาการผลิตที่มีอยู่ ÷ ความต้องการของลูกค้า
ในตัวอย่างนี้ สายการผลิตต้องส่งมอบสินค้า 180 หน่วยต่อวัน ดังนั้น:
เวลาต่อหน่วย (Takt Time) = 450 นาที ÷ 180 หน่วย = 2.5 นาทีต่อหน่วย
นั่นหมายความว่าสายการผลิตต้องผลิตสินค้าให้เสร็จ 1 ชิ้นทุกๆ 2.5 นาที เพื่อให้เป็นไปตามกำหนดเวลา ในการปรับสมดุลสายการผลิต เวลาแทคต์ (takt time) คือจุดอ้างอิงว่าแต่ละสถานีสามารถรองรับงานได้มากแค่ไหน หากต้องการให้สายการผลิตตอบสนองความต้องการ.
เวลาในการทำงานแต่ละรอบ ปริมาณงานทั้งหมด และจำนวนสถานีขั้นต่ำ
ถัดไป ให้แยกออก เวลาแทคท์ จาก เวลาวงจร และ เนื้อหางานทั้งหมด. เวลา Takt นั้นขึ้นอยู่กับความต้องการ ในขณะที่เวลา Cycle คือเวลาที่สถานีหรือผู้ปฏิบัติงานใช้จริงในการทำงานที่ได้รับมอบหมายให้เสร็จสมบูรณ์ ปริมาณงานทั้งหมดคือผลรวมของเวลาทำงานทั้งหมดที่จำเป็นในการสร้างหน่วยหนึ่งหน่วย โดยไม่คำนึงถึงว่างานเหล่านั้นกระจายไปยังสถานีต่างๆ อย่างไร.
ในตัวอย่างสายการผลิตเครื่องใช้ไฟฟ้า ปริมาณงานทั้งหมดต่อหน่วยคือ 12 นาที หากความต้องการกำหนดให้ใช้เวลาในการผลิต 2.5 นาที จำนวนสถานีขั้นต่ำตามทฤษฎีคือ:
จำนวนสถานีขั้นต่ำ = ปริมาณงานทั้งหมด ÷ เวลาในการผลิตต่อหน่วย
ดังนั้น:
12 ÷ 2.5 = 4.8, ซึ่งปัดเศษขึ้นเป็น 5 สถานี
นี่เป็นเรื่องพื้นฐานแต่จำเป็นอย่างยิ่ง การปรับสมดุลสายการผลิต การคำนวณ. ข้อมูลนี้บอกคุณว่า ภายใต้สภาวะที่เหมาะสม คุณต้องมีสถานีอย่างน้อย 5 สถานีเพื่อตอบสนองความต้องการ เพราะสถานี 4 สถานีจะให้เวลาใช้งานสถานีเพียง 10 นาทีต่อรอบการผลิต ในขณะที่ต้องการเวลาทำงาน 12 นาที.
ความสัมพันธ์ระหว่างสองสิ่งนี้มีความสำคัญ: เวลาแทคต์ (takt time) กำหนดอัตราการผลิตเป้าหมาย ปริมาณงานทั้งหมดกำหนดความต้องการแรงงาน และเวลาวงจรของแต่ละสถานีแสดงให้เห็นว่าการมอบหมายงานจริงสามารถตอบสนองอัตราการผลิตนั้นได้หรือไม่ สายการผลิตอาจมีจำนวนสถานีที่ถูกต้องตามแผน แต่ก็ยังอาจไม่สมดุลหากสถานีหนึ่งทำงานเกินเวลาแทคต์ ในขณะที่อีกสถานีหนึ่งมีเวลาว่างมากเกินไป นั่นเป็นเหตุผลว่าทำไมการปรับสมดุลสายการผลิตจึงต้องมีการตรวจสอบทั้งกำลังการผลิตและปริมาณงานของแต่ละสถานีเสมอ.
ตัวอย่างการขนถ่ายสินค้าลงสถานีอย่างง่าย
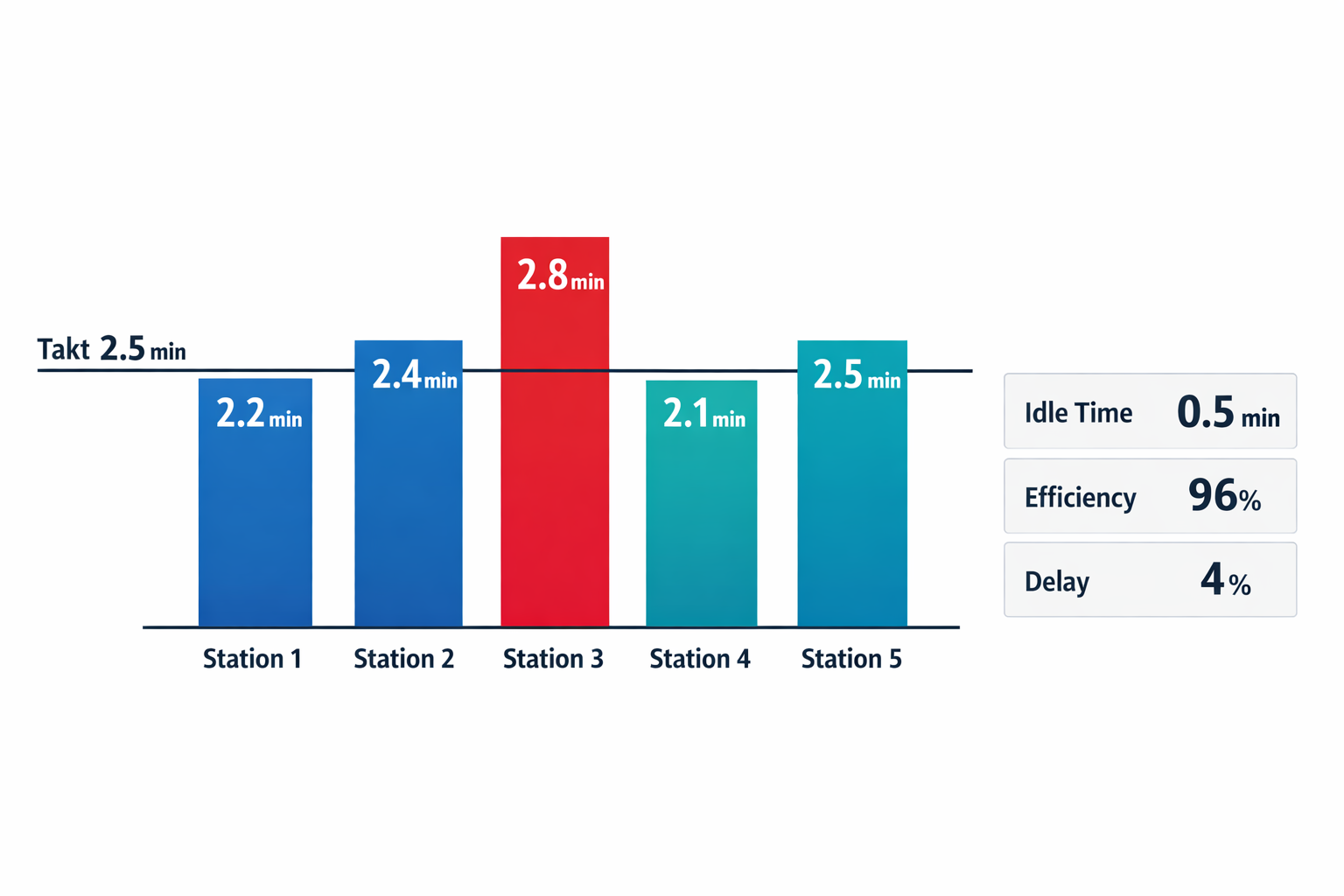
สมมติว่าเวลาทำงาน 12 นาทีถูกแบ่งให้กับ 5 สถานี ดังนี้:
| สถานี | เนื้อหางานที่ได้รับมอบหมาย (นาที/หน่วย) |
|---|---|
| 1 | 2.2 |
| 2 | 2.4 |
| 3 | 2.8 |
| 4 | 2.1 |
| 5 | 2.5 |
ตารางนี้บอกข้อมูลสำคัญบางอย่างให้คุณทราบแล้ว สถานีที่ 3 มีเวลาในการทำงานต่อรอบดังนี้ 2.8 นาที, ซึ่งสูงกว่าเวลาการผลิตของ 2.5 นาที, ดังนั้น สายส่งไฟฟ้าจึงไม่สามารถผลิตกระแสไฟฟ้าได้ตามปริมาณที่ต้องการอย่างสม่ำเสมอ แม้ว่าจะมีจำนวนสถานีขั้นต่ำตามทฤษฎีแล้วก็ตาม.
เวลาว่าง, ประสิทธิภาพสายการผลิต และความล่าช้าในการปรับสมดุล
เมื่อเห็นปริมาณการใช้งานสถานีแล้ว คุณสามารถคำนวณได้ว่าเวลาที่มีอยู่ของสายการผลิตนั้นถูกใช้งานอย่างมีประสิทธิภาพไปเท่าใด เวลาทั้งหมดที่มีอยู่ต่อรอบการทำงานในทุกสถานีมีดังนี้:
เวลาให้บริการทั้งหมดต่อสถานี = จำนวนสถานี × เวลาการผลิตต่อหน่วย (Takt Time)
ตัวอย่างเช่น:
5 × 2.5 = 12.5 นาที
เนื่องจากปริมาณงานทั้งหมดคือ 12 นาที ดังนั้นเวลาว่างทั้งหมดต่อรอบคือ:
เวลาว่าง = เวลาใช้งานสถานีทั้งหมด – ปริมาณงานทั้งหมด
ดังนั้น:
12.5 – 12 = 0.5 นาที
ต่อไปนี้คือวิธีคำนวณประสิทธิภาพของสายการผลิต:
ประสิทธิภาพสายการผลิต = ปริมาณงานทั้งหมด ÷ (จำนวนสถานี × เวลาการผลิตต่อหน่วย)
ดังนั้น:
12 ÷ 12.5 = 96%
ความล่าช้าในการปรับสมดุลคือมุมมองตรงกันข้ามกับการสูญเสียดังกล่าว:
ค่าหน่วงสมดุล = 1 – ประสิทธิภาพของสายส่ง
ดังนั้น:
1 – 0.96 = 0.04 = 4%
วิธีง่ายๆ ในการอ่านตารางคือ: บรรทัดนั้นใช้ 96% ใช้เวลาประจำสถานีที่มีอยู่ให้เกิดประโยชน์สูงสุด ในขณะที่ 4% สูญเสียไปเพราะความไม่สมดุล ดูเหมือนจะแข็งแกร่งในแวบแรก แต่เมื่อพิจารณาในระดับสถานีจะพบปัญหาที่ซ่อนอยู่ นั่นคือ บางสถานีมีเวลาว่าง ในขณะที่บางสถานีมีภาระงานมากเกินไป นี่คือเหตุผลว่าทำไมการปรับสมดุลสายการผลิตในอุตสาหกรรมการผลิตจึงไม่ควรตัดสินจากตัวชี้วัดเพียงอย่างเดียว.
ตัวเลขเหล่านี้บอกอะไรคุณบ้างก่อนทำการปรับสมดุลพอร์ตการลงทุน
ในขั้นตอนนี้ คุณมีข้อมูลขั้นต่ำที่จำเป็นในการประเมินวิธีการปรับสมดุลสายงานใดๆ ที่จะกล่าวถึงในภายหลังแล้ว คุณทราบถึงอัตราความเร็วที่ต้องการ (2.5 นาที) ปริมาณแรงงานทั้งหมด (12 นาทีจำนวนสถานีขั้นต่ำ (5) ปริมาณการใช้ไฟฟ้าจริงของสถานี และการสูญเสียประสิทธิภาพจากการกระจายที่ไม่สม่ำเสมอ นั่นคือพื้นฐานสำหรับการผลิตทั้งสองอย่าง การปรับสมดุลสายการผลิต และต่อมาคือการวิเคราะห์ปัญหาคอขวดในกระบวนการผลิต.
ที่สำคัญไม่แพ้กัน การคำนวณเหล่านี้แสดงให้เห็นถึงผลลัพธ์ที่เกิดขึ้น ไม่ พวกเขาไม่ได้อธิบายว่าทำไมสถานีที่ 3 ถึงมีภาระงานมากเกินไป งานต่างๆ สามารถจัดสรรใหม่ได้หรือไม่ หรือข้อจำกัดด้านลำดับความสำคัญจะจำกัดการปรับสมดุลหรือไม่ การตัดสินใจเหล่านั้นเป็นเรื่องของการเลือกวิธีการและการวิเคราะห์ปัญหาคอขวดในทางปฏิบัติ แต่ตัวเลขข้างต้นเป็นจุดเริ่มต้นสำหรับทุกอย่าง.
วิธีการปรับสมดุลสายการผลิตสำหรับสายการผลิตและสายการประกอบ
เมื่อคุณทราบเวลาการผลิต ปริมาณงาน และข้อจำกัดของสถานีแล้ว คำถามต่อไปคือเรื่องที่เป็นประโยชน์ในทางปฏิบัติ: คุณควรจัดสรรงานให้แต่ละสถานีอย่างไร? วิธีการปรับสมดุลสายการผลิตที่แตกต่างกันนั้นเหมาะสมกับสภาพการทำงานที่แตกต่างกัน การเลือกวิธีที่เหมาะสมนั้นขึ้นอยู่กับส่วนผสมของผลิตภัณฑ์ ข้อจำกัดด้านลำดับความสำคัญ ความยืดหยุ่นของแรงงาน และความถี่ในการเปลี่ยนแปลงสายการผลิต มากกว่าความถูกต้องตามตำราเรียน.
เริ่มต้นด้วยการปรับสมดุลแบบฮิวริสติกเมื่อสายผลิตภัณฑ์มีการเปลี่ยนแปลงบ่อยครั้ง
ในสภาพแวดล้อมที่มีงานหลากหลายหรือต้องใช้แรงงานมาก หัวหน้างานมักเริ่มต้นด้วยการปรับสมดุลงานโดยใช้หลักการง่ายๆ มากกว่าวิธีการเพิ่มประสิทธิภาพอย่างเป็นทางการ ซึ่งหมายถึงการโยกย้ายงานเล็กๆ จากสถานีที่มีภาระงานมากเกินไปไปยังสถานีที่มีภาระงานน้อย การรวมงานสั้นๆ เข้าด้วยกัน หรือการกระจายงานตรวจสอบและการจัดการใหม่โดยคำนึงถึงลำดับของงาน วิธีนี้รวดเร็ว อธิบายได้ง่ายในพื้นที่ทำงาน และมักจะเพียงพอเมื่อความต้องการหรือจำนวนพนักงานเปลี่ยนแปลงไปในแต่ละวัน.
สายการผลิตบรรจุภัณฑ์แบบใช้แรงงานคนเป็นตัวอย่างที่ดี หากพนักงานคนหนึ่งใช้เวลา 52 วินาทีในการปิดผนึกกล่องต่อหน่วย ในขณะที่พนักงานอีกคนติดฉลากและเรียงกล่องใน 31 วินาที ทีมงานอาจย้ายการพิมพ์ฉลากไปไว้ต้นทาง หรือมอบหมายงานเรียงกล่องให้กับพนักงานสำรองในช่วงเวลาที่มีงานมาก วิธีการนี้อาจไม่สมบูรณ์แบบทางคณิตศาสตร์ แต่สำหรับการดำเนินงานบรรจุภัณฑ์ที่มีปริมาณแปรผัน การปรับตัวอย่างรวดเร็วมักมีความสำคัญมากกว่าความสมดุลทางทฤษฎี.
ใช้กฎการเลือกผู้สมัครที่ใหญ่ที่สุดสำหรับรายการงานที่เรียบง่ายและเสถียร
เดอะ กฎผู้สมัครที่มีมูลค่าสูงสุด เป็นหนึ่งในวิธีการที่มีโครงสร้างและใช้งานได้จริงที่สุดสำหรับการปรับสมดุลสายการผลิต เมื่อทราบเวลาในการทำงานแต่ละอย่างและกฎลำดับความสำคัญสามารถจัดการได้ คุณจัดเรียงงานจากงานที่ใช้เวลานานที่สุดไปจนถึงงานที่ใช้เวลาน้อยที่สุด จากนั้นกำหนดงานเหล่านั้นให้กับสถานีต่างๆ ตามลำดับนั้น โดยไม่เกินเวลาวงจรเป้าหมายหรือทำลายลำดับงานที่กำหนดไว้ วิธีนี้ตรงไปตรงมา จึงมีประโยชน์สำหรับวิศวกรที่ต้องการวางผังเบื้องต้นอย่างรวดเร็ว.
ตัวอย่างเช่น ในสายการประกอบชิ้นส่วนอิเล็กทรอนิกส์ งานต่างๆ เช่น การติดตั้งแผงวงจรพิมพ์ (PCB), การขันสกรู, การสแกนบาร์โค้ด, การตรวจสอบด้วยสายตา และการบรรจุหีบห่อ อาจมีระยะเวลาการทำงานที่ชัดเจนและมีรูปแบบการจัดเส้นทางที่จำกัด หากการขันสกรูใช้เวลานานที่สุด ก็จะถูกกำหนดให้ทำก่อน จากนั้นจึงเพิ่มงานที่ใช้เวลาน้อยกว่าเข้าไปจนกว่าสถานีจะเข้าใกล้เวลาที่กำหนด (takt) วิธีนี้ใช้ได้ผลดีเมื่อองค์ประกอบของงานแยกจากกันและทำซ้ำได้ แต่สามารถทำให้การโหลดงานในขั้นตอนถัดไปไม่สม่ำเสมอหากความสัมพันธ์ของลำดับความสำคัญซับซ้อนกว่าที่เห็นในตอนแรก.
ใช้ระเบียบวิธีถ่วงน้ำหนักตามตำแหน่งแบบจัดลำดับเมื่อลำดับความสำคัญมีความสำคัญมากกว่า
น้ำหนักตามตำแหน่งที่จัดอันดับ โดยทั่วไปแล้ว วิธีการนี้เป็นตัวเลือกที่ดีกว่าเมื่อลำดับตรรกะมีความกระชับและภาระผูกพันของงานในขั้นตอนถัดไปมีความสำคัญ แทนที่จะจัดอันดับงานตามเวลาของงานนั้นเพียงอย่างเดียว วิธีการนี้จะจัดอันดับแต่ละงานตามเวลาของงานนั้นเอง บวกกับเวลาของงานทั้งหมดที่ต้องตามมา ทำให้มีประโยชน์มากขึ้นในการปรับสมดุลสายการผลิต ซึ่งงานแรกๆ จะควบคุมส่วนใหญ่ของกระบวนการทำงานที่เหลืออยู่.
ลองพิจารณาสายการผลิตชิ้นส่วนรถยนต์ที่ผลิตโมดูลประตู การติดตั้งชุดสายไฟอาจไม่ใช่ขั้นตอนที่ใช้เวลานานที่สุด แต่ขั้นตอนต่อๆ ไปอีกมากมายขึ้นอยู่กับขั้นตอนนี้ รวมถึงการติดตั้งขั้วต่อ การติดตั้งคลิป การทดสอบ และการยึดขั้นสุดท้าย การจัดลำดับความสำคัญของงานช่วยให้สามารถจัดวางงานที่มีผลกระทบสูงเหล่านี้ไว้ในช่วงต้นและอย่างรอบคอบมากขึ้น ลดความเสี่ยงที่สถานีต้นทางที่จัดวางไม่ดีจะทำให้เกิดการรอคอยโดยปริยายตลอดทั้งสายการผลิต.
ใช้ Kilbridge และ Wester เพื่อการจัดกลุ่มที่เป็นระเบียบมากขึ้น
เดอะ วิธีคิลบริดจ์-เวสเตอร์ วิธีนี้มีประโยชน์เมื่อคุณต้องการจัดการข้อจำกัดด้านลำดับความสำคัญในรูปแบบที่มองเห็นได้ชัดเจนยิ่งขึ้น โดยจะจัดกลุ่มงานเป็นคอลัมน์ตามความสัมพันธ์ของลำดับ จากนั้นกำหนดงานให้กับแต่ละสถานีโดยอยู่ภายในเวลาของรอบการทำงาน ในทางปฏิบัติ วิธีนี้จะช่วยให้วิศวกรมีโครงสร้างที่เป็นระเบียบมากกว่าการจัดอันดับตามงานที่ใช้เวลานานที่สุดเพียงอย่างเดียว โดยเฉพาะอย่างยิ่งในสภาพแวดล้อมการประกอบที่มีเส้นทางการทำงานที่แตกแขนงออกไป.
วิธีการนี้มักมีประโยชน์ในการประกอบชิ้นส่วนที่มีความซับซ้อนปานกลาง การปรับสมดุลสายการผลิต ในกรณีที่มีงานย่อยหลายงานที่ดำเนินไปพร้อมกัน แต่มีตัวแปรไม่มากจนต้องใช้การปรับแต่งซอฟต์แวร์ ตัวอย่างเช่น ในสายการผลิตเครื่องใช้ไฟฟ้าในครัวเรือน การเตรียมตู้ การติดตั้งชิ้นส่วน การเดินสายไฟ การทดสอบ และการตกแต่งขั้นสุดท้าย อาจเกี่ยวข้องกับขั้นตอนที่ดำเนินไปพร้อมกันและบรรจบกัน Kilbridge และ Wester ช่วยให้ทีมรักษาตรรกะของลำดับขั้นตอนไว้ได้โดยไม่หลงทางในแผนภาพลำดับความสำคัญที่ซับซ้อน.
วิธีการเลือกวิธีการที่เหมาะสม
ไม่มีวิธีการปรับสมดุลสายการผลิตที่ดีที่สุดเพียงวิธีเดียวสำหรับทุกโรงงาน สายการผลิตบรรจุภัณฑ์ที่เคลื่อนไหวเร็วและมีแรงงานที่ได้รับการฝึกฝนข้ามสายงานอาจได้รับประโยชน์สูงสุดจากการปรับสมดุลแบบง่ายๆ ตามหลักการฮิวริสติก ในขณะที่สายการผลิตอิเล็กทรอนิกส์ที่มีเสถียรภาพอาจตอบสนองได้ดีต่อกฎการเลือกผู้สมัครที่ใหญ่ที่สุด ในกรณีที่ลำดับความสำคัญมีความหนาแน่นและภาระงานมีผลต่อปริมาณงาน การถ่วงน้ำหนักตามตำแหน่งที่จัดลำดับหรือวิธีของ Kilbridge และ Wester มักจะให้จุดเริ่มต้นที่ดีกว่า.
หลักการเลือกใช้วิธีที่เหมาะสมคือ การจับคู่วิธีการกับความซับซ้อนและอัตราการเปลี่ยนแปลงของสายการผลิต หากสายการผลิตมีความเสถียร ทำซ้ำได้ และได้รับการออกแบบอย่างละเอียด ควรใช้วิธีการที่มีโครงสร้างมากกว่า หากสายการผลิตเปลี่ยนแปลงบ่อยครั้งเนื่องจากจำนวนพนักงาน รูปแบบต่างๆ หรือความผันผวนของคำสั่งซื้อ ควรใช้วิธีที่ง่ายกว่าก่อน จากนั้นจึงตรวจสอบผลลัพธ์ด้วยข้อมูลเวลาการผลิตจริงและการวิเคราะห์ปัญหาคอขวดขั้นพื้นฐานในแง่ของการผลิต.
วิธีการทั้งหมดนี้ช่วยให้คุณสร้างแผนการจัดสรรกำลังการผลิตที่ทำได้จริง แต่ไม่มีวิธีใดรับประกันความสมดุลที่ยั่งยืนในสายการผลิตได้ วิธีการเหล่านี้เป็นเพียงเครื่องมือในการวางแผน ไม่ใช่สิ่งที่จะมาทดแทนการสังเกตประสิทธิภาพการทำงานของผู้ปฏิบัติงานจริง การหยุดชะงักเล็กน้อย การทำงานซ้ำ หรือความล่าช้าของวัสดุ ในแง่นั้น ผลลัพธ์ของสูตรการปรับสมดุลสายการผลิตจึงเป็นเพียงจุดเริ่มต้นสำหรับการดำเนินการเท่านั้น.
ด้วยเหตุนี้ ทีมผลิตที่มีประสบการณ์จึงมักผสมผสานตรรกะการปรับสมดุลอย่างเป็นทางการเข้ากับการตรวจสอบความถูกต้องของสายการผลิต พวกเขาจะจัดสรรงานโดยใช้วิธีใดวิธีหนึ่งเหล่านี้ เดินสายการผลิต ตรวจสอบว่ามีการรอคอยหรือการสะสมเกิดขึ้นที่ใด จากนั้นจึงปรับปรุงการจัดสรรงาน ส่วนถัดไปจะอธิบายตัวอย่างการปรับสมดุลสายการผลิตอย่างครบถ้วน เพื่อแสดงให้เห็นอย่างชัดเจนว่าปัญหาคอขวดเกิดขึ้นได้อย่างไร และการตัดสินใจปรับสมดุลใหม่จะเปลี่ยนแปลงปริมาณงานอย่างไร.
ตัวอย่างการปรับสมดุลสายการผลิตในทางปฏิบัติ: การค้นหาจุดคอขวดและจัดสรรงานใหม่
สถานการณ์การประกอบชิ้นส่วนปริมาณปานกลาง
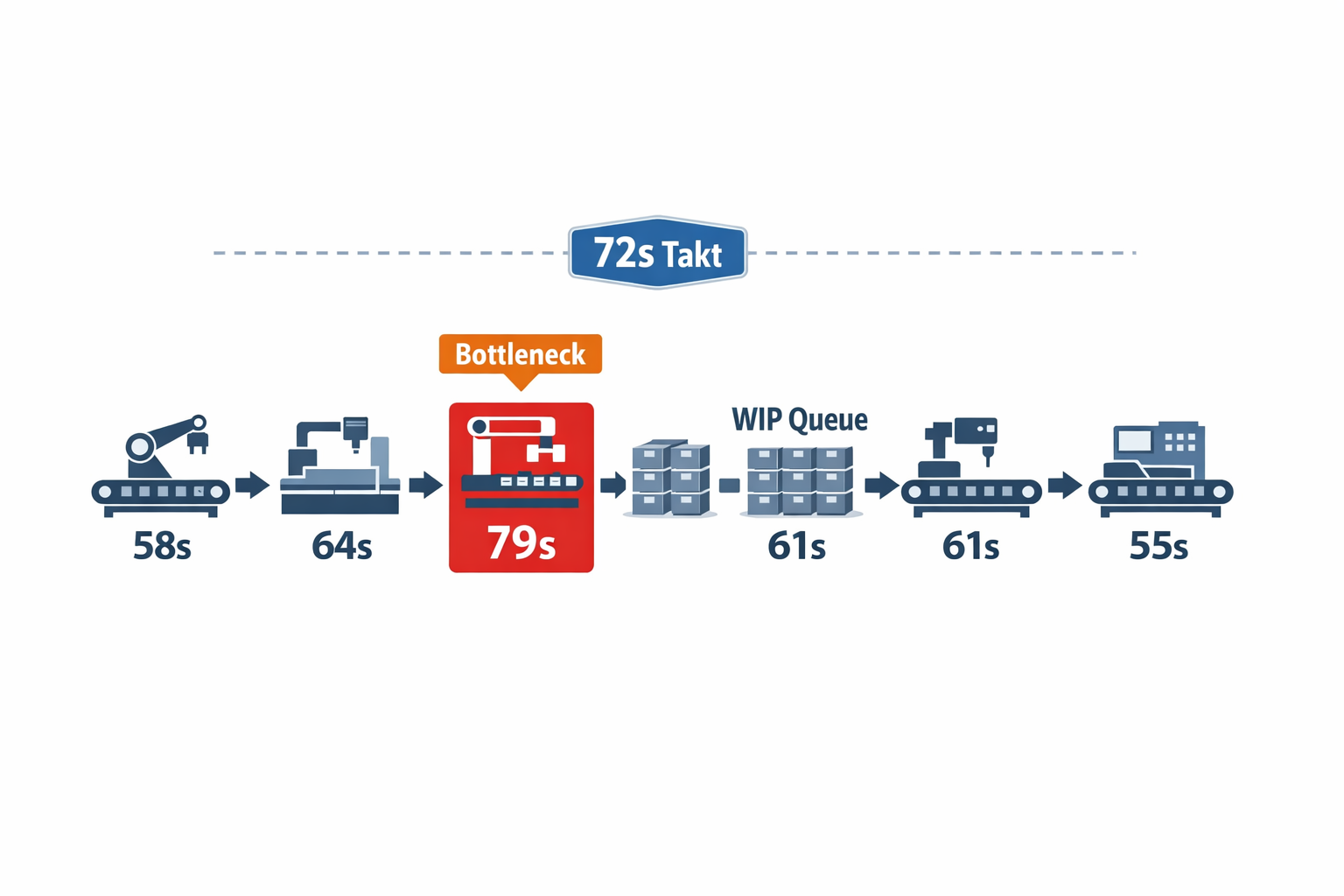
ลองพิจารณาสายการผลิตแผงควบคุมเครื่องใช้ไฟฟ้าขนาดกลางที่มีเวลาการผลิตสุทธิ 480 นาทีต่อกะ โดยต้องการผลผลิต 400 ชิ้นต่อกะ นั่นหมายความว่าเวลาในการผลิตต่อหน่วย (takt time) คือ 72 วินาที ดังนั้นแต่ละสถานีจะต้องรักษาอัตราการผลิตให้อยู่ในระดับนั้นหรือต่ำกว่านั้นหากต้องการให้สายการผลิตเป็นไปตามกำหนดเวลา ผลิตภัณฑ์มีลำดับขั้นตอนที่แน่นอน ได้แก่ การเตรียมตัวเรือน การติดตั้งแผงวงจรพิมพ์ (PCB) การเดินสายไฟ การยึด การทดสอบการทำงาน และการบรรจุหีบห่อขั้นสุดท้าย.
หัวหน้างานทำการบันทึกการทำงานที่สังเกตได้ตามสถานี และพบว่าเวลาเฉลี่ยในการทำงานด้วยมือมีดังนี้: สถานีที่ 1: 58 วินาที, สถานีที่ 2: 64 วินาที, สถานีที่ 3: 79 วินาที, สถานีที่ 4: 61 วินาที และสถานีที่ 5: 55 วินาที ณ จุดนี้ ปัญหาชัดเจนแล้ว: สถานีที่ 3 ทำงานเกินจังหวะการผลิต (takt) ดังนั้นสายการผลิตทั้งหมดจึงถูกกำหนดจังหวะโดยสถานีนั้นมากกว่าความต้องการของลูกค้า นี่คือจุดที่... การปรับสมดุลสายการผลิต ตัวอย่างนี้จึงมีประโยชน์ เพราะความไม่สมดุลนั้นปรากฏให้เห็นได้ชัดเจนจากปริมาณการใช้ไฟฟ้าจริงของสถานี มากกว่าที่จะพิจารณาจากค่าเฉลี่ยทางทฤษฎีเพียงอย่างเดียว.
การระบุจุดที่เป็นปัญหาคอขวดที่แท้จริง
ในการวิเคราะห์คอขวดสำหรับการผลิต ข้อจำกัดไม่ได้อยู่ที่สถานีที่มีปริมาณแรงงานสูงสุดในทางทฤษฎีเท่านั้น แต่เป็นสถานีที่จำกัดผลผลิต สร้างคิว และบังคับให้เกิดการรอคอยในขั้นตอนถัดไปอย่างสม่ำเสมอ ในกรณีนี้ สถานีที่ 3 ทำหน้าที่เดินสายไฟและประกอบตัวเชื่อมต่อ และพนักงานที่นั่นมักสะสมงานระหว่างทำ (WIP) จำนวน 8-12 ชิ้นในระหว่างกะทำงาน ในขณะที่พนักงานที่สถานีที่ 4 มีเวลาว่างเป็นระยะๆ.
หากสถานีที่ 3 ใช้เวลาเฉลี่ย 79 วินาที กำลังการผลิตที่ใช้งานได้จริงจะอยู่ที่ประมาณ 364 หน่วยต่อกะก่อนที่จะเกิดการสูญเสีย แม้ว่าสถานีอื่นๆ จะสามารถรองรับได้ 400 หน่วย แต่สายการผลิตก็ไม่สามารถเกินอัตราการผลิตของจุดคอขวดได้อย่างยั่งยืน ช่องว่างประมาณ 36 หน่วยต่อกะนี้เองที่เป็นสาเหตุที่ทำให้ผลผลิตรายวันต่ำกว่าแผน แม้ว่าจำนวนพนักงานและวัตถุดิบจะคงที่ก็ตาม.
ทดสอบตัวเลือกการปรับสมดุลใหม่
หัวหน้างานตรวจสอบองค์ประกอบงานภายในสถานีที่ 3 และพบว่าขั้นตอนการยึดชิ้นหนึ่งซึ่งใช้เวลา 11 วินาที สามารถย้ายไปสถานีที่ 4 ได้โดยไม่ขัดกับกฎลำดับความสำคัญหรือก่อให้เกิดความเสี่ยงด้านการยศาสตร์ หลังจากจัดสรรงานใหม่แล้ว เวลาที่ใช้ในสถานีที่ 3 ลดลงจาก 79 วินาทีเหลือ 68 วินาที ในขณะที่สถานีที่ 4 เพิ่มขึ้นจาก 61 วินาทีเป็น 72 วินาที นี่คือการประยุกต์ใช้ที่เรียบง่ายแต่สมจริงของวิธีการปรับสมดุลสายการผลิต: ไม่ใช่การออกแบบสายการผลิตใหม่ทั้งหมด แต่เป็นการจัดสรรงานใหม่ในจุดที่ลำดับขั้นตอนเอื้ออำนวย.
ผลลัพธ์ที่ได้คือจังหวะการผลิตที่เหมาะสมยิ่งขึ้นตลอดทั้งสายการผลิต: 58, 64, 68, 72 และ 55 วินาที ปริมาณงานจะไม่ถูกจำกัดด้วยสถานีที่สามที่ทำงานหนักเกินไปอีกต่อไป และคอขวดจะเปลี่ยนจากการทำงานที่หนักเกินไปเรื้อรังไปเป็นสถานีที่มีการควบคุมและตรงกับจังหวะการผลิต ในการปรับสมดุลสายการประกอบในทางปฏิบัติ วิธีนี้มักจะเพียงพอที่จะทำให้การไหลของงานมีเสถียรภาพโดยไม่ต้องเพิ่มแรงงานหรืออุปกรณ์.
ผลกระทบก่อนและหลังต่อปริมาณงานและภาระงาน
ก่อนการเปลี่ยนแปลง กำลังการผลิตสูงสุดของสายการผลิตถูกกำหนดโดยสถานีที่ 3 ที่ประมาณ 364 หน่วยต่อกะ และเวลาว่างทั้งหมดในสถานีที่ไม่ใช่คอขวดถูกซ่อนอยู่เบื้องหลังการรอคอยและจังหวะการทำงานที่ไม่สม่ำเสมอ หลังจากปรับสมดุลแล้ว สถานีที่ช้าที่สุดใช้เวลา 72 วินาที ซึ่งตรงกับจังหวะการผลิต ดังนั้นสายการผลิตจึงสามารถรองรับกำลังการผลิตที่วางแผนไว้ 400 หน่วยต่อกะได้ตามทฤษฎี การแบ่งงานก็กระชับขึ้นเช่นกัน แทนที่จะให้พนักงานคนหนึ่งรับภาระงานหนักอย่างต่อเนื่องในขณะที่อีกคนหนึ่งรับภาระการรอคอย เนื้อหางานถูกกระจายอย่างเท่าเทียมกันมากขึ้น.
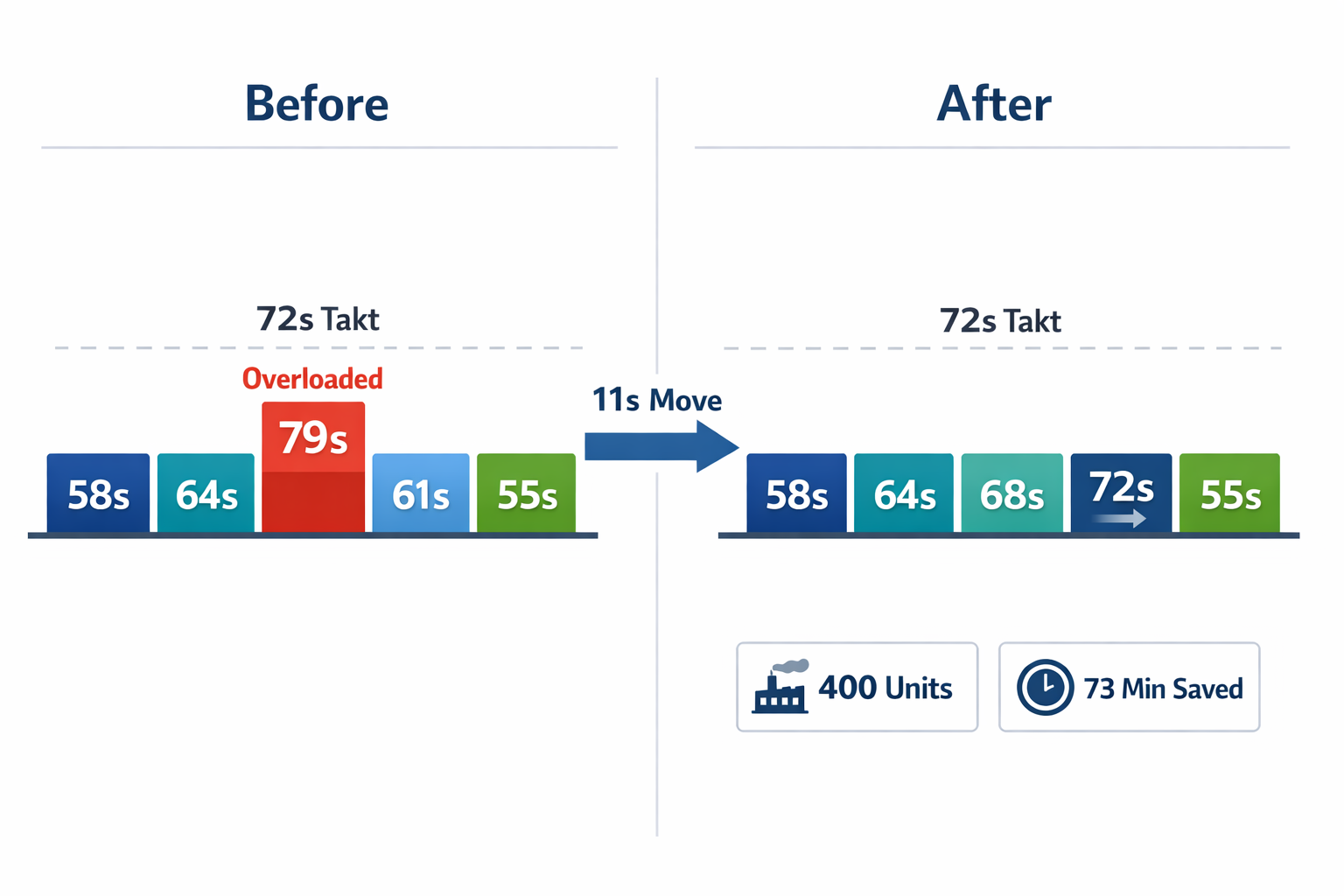
นี่คือคุณค่าเชิงปฏิบัติของการปรับสมดุลสายการผลิต: คุณสามารถเพิ่มผลผลิตได้โดยการโยกย้ายงานภายในทีมที่มีอยู่ แทนที่จะต้องทำงานล่วงเวลาหรือเพิ่มจำนวนพนักงานโดยไม่จำเป็น.
สิ่งที่หัวหน้างานควรตรวจสอบหลังจากมีการโยกย้ายตำแหน่ง
การปรับสมดุลสายการผลิตไม่ควรถือว่าเสร็จสมบูรณ์เพียงแค่ตารางงานดูสะอาดตาขึ้น หัวหน้างานจำเป็นต้องตรวจสอบสามสิ่งในภาคสนาม ได้แก่ ประการแรก สถานีที่ 4 สามารถทำงานที่เพิ่มเข้ามาได้อย่างสม่ำเสมอในอัตราการทำงานมาตรฐาน ประการที่สอง คิวของสถานีที่ 3 ลดลงจริงในระหว่างการผลิตปกติ และประการที่สาม ผลผลิตรอบแรกไม่ลดลงเนื่องจากการเคลื่อนย้ายงานเร็วเกินไป สูตรการปรับสมดุลสายการผลิตที่ดีอาจชี้ไปที่คำตอบที่ถูกต้อง แต่ภาคสนามจะเป็นตัวยืนยันว่าคำตอบนั้นใช้ได้ผลภายใต้สภาวะการทำงานจริง.
หากสมดุลใหม่ยังคงมีเสถียรภาพเป็นเวลาหลายกะ การแบ่งงานที่ปรับปรุงใหม่สามารถกำหนดให้เป็นงานมาตรฐานและการฝึกอบรมผู้ปฏิบัติงานได้ แต่หากไม่เป็นเช่นนั้น ทีมอาจต้องปรับเปลี่ยนเพิ่มเติม เช่น การเสริมความแข็งแรงของอุปกรณ์ การปรับปรุงการเคลื่อนไหวเล็กน้อย หรือการแบ่งสถานีที่แตกต่างออกไป นั่นคือเหตุผล การปรับสมดุลสายการผลิต ไม่ใช่แค่การคำนวณเท่านั้น แต่เป็นการสังเกต การทดสอบ และการควบคุมซ้ำๆ.
จากการวิเคราะห์แบบคงที่สู่การดำเนินการแบบดิจิทัล: การใช้ข้อมูลแบบเรียลไทม์เพื่อรักษาสมดุลของสายการผลิต
เหตุใดการปรับสมดุลสายการผลิตแบบคงที่จึงล้มเหลวในสายการผลิต
สมดุลที่คำนวณไว้จะใช้ได้ก็ต่อเมื่อสภาวะการผลิตคงที่เท่านั้น ในทางปฏิบัติ การขาดงาน การหยุดชะงักของเครื่องป้อนวัตถุดิบ การหยุดทำงานชั่วคราว การสูญเสียผลผลิตในรอบแรก และการเปลี่ยนแปลงส่วนผสมของผลิตภัณฑ์ อาจทำให้เวลาการผลิตที่มีประสิทธิภาพของสถานีเปลี่ยนแปลงไปภายในกะเดียว นั่นคือเหตุผลที่การผลิตมีความสำคัญ การปรับสมดุลสายการผลิต มักจะล้มเหลวในการดำเนินการ แม้ว่าสูตรการปรับสมดุลสายการผลิตและการออกแบบเวิร์กสเตชันดั้งเดิมจะถูกต้องแล้วก็ตาม.
การศึกษาเวลาเป็นระยะและการอัปเดตข้อมูลในสเปรดชีตมีประโยชน์สำหรับการตรวจสอบทางวิศวกรรม แต่ช้าเกินไปสำหรับการควบคุมรายวัน เมื่อหัวหน้างานสังเกตเห็นว่าสถานีหนึ่งทำงานเกินเวลาที่กำหนดถึง 181 ตัน 3 เทิร์น เนื่องจากงานแก้ไขหรือวัสดุขาดหาย สินค้าคงคลังระหว่างการผลิตก็สะสมมากขึ้นแล้ว และแรงงานในขั้นตอนถัดไปก็ต้องรอ ในการปรับสมดุลสายการประกอบ ปัญหาที่แท้จริงไม่ได้อยู่ที่การจัดสรรงานบนกระดาษเท่านั้น แต่ยังอยู่ที่ว่าสายการผลิตสามารถตรวจจับและตอบสนองต่อสภาวะที่เปลี่ยนแปลงได้เร็วแค่ไหน.
ระบบควบคุมแบบเรียลไทม์มีลักษณะอย่างไร
การรักษาสมดุลของสายการผลิตต้องอาศัยการมองเห็นข้อมูลแบบเรียลไทม์ในระดับสถานี ผู้ปฏิบัติงานต้องการคำแนะนำการทำงานแบบดิจิทัลที่สะท้อนถึงวิธีการปัจจุบัน เวอร์ชัน และรุ่นต่างๆ ในขณะที่หัวหน้าทีมต้องการข้อมูลเวลาการทำงานจริง รหัสเวลาหยุดทำงาน และจำนวนผลผลิตต่อสถานี หากไม่มีข้อมูลการปฏิบัติงานเหล่านั้น การวิเคราะห์ปัญหาคอขวดในการผลิตจะกลายเป็นการวิเคราะห์ย้อนหลังแทนที่จะเป็นการแก้ไขปัญหา.
กระบวนการทำงานดิจิทัลที่ใช้งานได้จริงเริ่มต้นด้วยการเก็บรวบรวมข้อมูลระดับสถานี ซึ่งโดยปกติจะทำผ่านแท็บเล็ต อุปกรณ์เคลื่อนที่ การสแกนบาร์โค้ด หรือแบบฟอร์มผู้ปฏิบัติงานแบบง่ายๆ ข้อมูลเหล่านั้นจะถูกส่งไปยังแดชบอร์ดแบบเรียลไทม์ ซึ่งแสดงปริมาณงานจริงเทียบกับเวลาที่ใช้ในแต่ละสถานี การสะสมของคิว สาเหตุของการหยุดทำงาน และการสูญเสียสมดุล ในขณะที่การแจ้งเตือนจะแจ้งให้หัวหน้างานทราบเมื่อเกินเกณฑ์ที่กำหนด และกระตุ้นให้มีการตรวจสอบหรือปรับสมดุลชั่วคราว เมื่อเชื่อมต่ออย่างดี กระบวนการทำงานเดียวกันนี้ยังสามารถส่งต่อไปยังหัวหน้างานเพื่อขออนุมัติการจัดสรรแรงงานใหม่ และส่งงานมาตรฐานที่อัปเดตแล้วไปยังสถานีที่ได้รับผลกระทบได้.

เรื่องนี้สำคัญเพราะวิธีการปรับสมดุลสายการผลิตส่วนใหญ่จะตั้งสมมติฐานว่าเวลาในการทำงานแต่ละอย่างคงที่ แต่การดำเนินงานจริงนั้นเต็มไปด้วยความผันแปรในช่วงเวลาสั้นๆ ระบบดิจิทัลไม่ได้เข้ามาแทนที่วิศวกรรมอุตสาหกรรม แต่จะทำให้เห็นสมมติฐานทางวิศวกรรมเมื่อเทียบกับประสิทธิภาพการทำงานจริง สำหรับผู้จัดการโรงงาน นั่นหมายถึงการตอบสนองที่เร็วขึ้น เวลาว่างที่ซ่อนอยู่ลดลง และการกู้คืนตารางงานที่ดีขึ้นโดยไม่ต้องรอการศึกษาอย่างเป็นทางการครั้งต่อไป.
Jodoo รองรับการปรับสมดุลสายการผลิตอย่างต่อเนื่องได้อย่างไร
Jodoo แพลตฟอร์มนี้ตอบโจทย์ความต้องการดังกล่าวโดยอนุญาตให้ทีมปฏิบัติการสร้างแอปพลิเคชันที่เชื่อมต่อกันสำหรับการรายงานสถานี การควบคุมงานมาตรฐาน ขั้นตอนการอนุมัติ และแดชบอร์ดประสิทธิภาพสายการผลิตโดยไม่ต้องพัฒนาซอฟต์แวร์เองจำนวนมาก ผู้ผลิตสามารถสร้างแบบฟอร์มบนมือถือสำหรับเวลาการทำงานจริง สาเหตุของการหยุดชะงัก การสูญเสียคุณภาพ และการเปลี่ยนแปลงกำลังคน จากนั้นส่งข้อมูลเหล่านั้นไปยังแดชบอร์ดที่เน้นสถานีที่มีภาระงานเกินกำลังแบบเรียลไทม์ เนื่องจากแพลตฟอร์มนี้มีระบบอัตโนมัติของเวิร์กโฟลว์ ข้อผิดพลาดต่างๆ เช่น การพลาดจังหวะการผลิตซ้ำๆ หรือเวลาว่างที่ผิดปกติ สามารถแจ้งเตือนหัวหน้างานโดยอัตโนมัติและเริ่มกระบวนการตอบสนองได้.
แพลตฟอร์มนี้ยังมีประโยชน์เมื่อการเปลี่ยนแปลงสมดุลสายการผลิตต้องการการควบคุมกระบวนการ ไม่ใช่แค่การมองเห็นภาพรวม ทีมงานสามารถดูแลรักษาคู่มือการทำงานดิจิทัลที่มีการควบคุมการแก้ไข กำหนดสิทธิ์การเข้าถึงตามสายการผลิตหรือบทบาท และกำหนดให้หัวหน้างานลงนามอนุมัติก่อนที่จะปล่อยการปรับสมดุลให้กับผู้ปฏิบัติงาน ซึ่งจะช่วยลดช่องว่างที่มักเกิดขึ้นระหว่างการตัดสินใจปรับสมดุลและสิ่งที่ผู้คนดำเนินการจริงในสายการผลิต.
ตัวอย่างโดยย่อ: การประกอบชิ้นส่วนอิเล็กทรอนิกส์ด้วยการปรับสมดุลที่รวดเร็วยิ่งขึ้น
ในสถานการณ์การประกอบชิ้นส่วนอิเล็กทรอนิกส์แห่งหนึ่ง โรงงานกำลังปรับสมดุลสายการผลิตแบบใช้แรงงานคนสำหรับผลิตภัณฑ์ขนาดกลาง แต่ต้องอาศัยเอกสารกระดาษและสรุปผลการทำงานเมื่อสิ้นสุดกะเพื่อตรวจสอบประสิทธิภาพของแต่ละสถานี เวลาในการผลิตจริงที่สถานีทดสอบและบรรจุภัณฑ์สองสถานีเริ่มคลาดเคลื่อนในช่วงชั่วโมงเร่งด่วน เนื่องจากปัญหาคุณภาพเล็กน้อยทำให้ต้องแก้ไขงานซ้ำ แต่ปัญหานี้เพิ่งปรากฏให้เห็นหลังจากที่ผลผลิตต่ำกว่าแผนแล้ว ทีมวิศวกรรมมีตัวอย่างการปรับสมดุลสายการผลิตที่ถูกต้องบนกระดาษ แต่ไม่มีระบบควบคุมแบบเรียลไทม์.
โดยใช้ Jodoo, โรงงานได้เปลี่ยนระบบการรายงานสถานีให้เป็นดิจิทัล ทำให้ผู้ปฏิบัติงานสามารถบันทึกผลผลิต การหยุดชะงักชั่วคราว และสาเหตุของการทำงานซ้ำจากอุปกรณ์เคลื่อนที่ในสายการผลิตได้ จากนั้นหัวหน้างานสามารถดูแดชบอร์ดที่แสดงเวลาการทำงานจริงต่อสถานี การบรรลุเป้าหมายจังหวะการผลิต และรหัสความล่าช้าที่เกิดขึ้นซ้ำๆ ในขณะที่ระบบแจ้งเตือนอัตโนมัติจะแจ้งเตือนสภาวะการทำงานเกินกำลังอย่างต่อเนื่องเพื่อให้ตรวจสอบทันที แทนที่จะรอจนถึงวันถัดไปเพื่อปรับจำนวนพนักงาน ทีมงานสามารถจัดสรรแรงงานสนับสนุนใหม่ อนุมัติการแบ่งงานชั่วคราว และออกคำแนะนำที่อัปเดตแล้วได้ในระหว่างกะเดียวกัน.
สำหรับผู้ผลิตที่พยายามรักษาความสมดุลของสายการผลิต นี่คือขั้นตอนสำคัญที่แท้จริง: การเปลี่ยนจากการวิเคราะห์เป็นระยะๆ ไปสู่ระบบปฏิบัติการแบบวงปิด ความสมดุลที่ดีที่สุดไม่ใช่ความสมดุลที่คุณคำนวณได้เพียงครั้งเดียว แต่เป็นความสมดุลที่คุณสามารถตรวจสอบ บังคับใช้ และปรับเปลี่ยนได้ทุกวัน.
สรุป: สร้างระบบปรับสมดุลสายการผลิตที่ทำซ้ำได้
การปรับสมดุลสายการผลิต นี่ไม่ใช่เพียงแบบฝึกหัดทางวิศวกรรมที่ทำเพียงครั้งเดียว แต่เป็นระเบียบวินัยในการปฏิบัติงานที่ผสมผสานการออกแบบภาระงานที่ถูกต้อง ตัวชี้วัดระดับสถานีที่ชัดเจน วิธีการปรับสมดุลที่ใช้งานได้จริง และการตอบสนองอย่างรวดเร็วเมื่อปัญหาคอขวดเปลี่ยนแปลงไปในระหว่างการผลิตจริง หากคุณคำนวณเวลาการผลิตเพียงครั้งเดียวและปล่อยให้สายการผลิตไม่เปลี่ยนแปลงเป็นเวลาหลายเดือน ความไม่สมดุลจะกลับมาอีกครั้งผ่านการเปลี่ยนแปลงของความต้องการ การขาดงาน การหยุดทำงานของเครื่องจักร การสูญเสียคุณภาพ และความผันแปรของส่วนผสมผลิตภัณฑ์.
ในบทความนี้ เราได้เริ่มจากพื้นฐานของการปรับสมดุลสายการผลิต ไปจนถึงสูตรคำนวณเวลาการผลิต (takt time), เวลาต่อรอบ (cycle time), เวลาว่าง (idle time) และประสิทธิภาพ จากนั้นเราได้พิจารณาวิธีการปรับสมดุลสายการผลิตในทางปฏิบัติ ตามด้วยตัวอย่างจริงจากโรงงานผลิตเกี่ยวกับการระบุสถานีที่มีภาระงานมากเกินไป การจัดสรรงานใหม่ และการปรับปรุงปริมาณงานโดยไม่ต้องเพิ่มแรงงานที่ไม่จำเป็น ขั้นตอนสุดท้ายคือสิ่งที่ทำให้ผลลัพธ์เหล่านั้นคงอยู่ได้ นั่นคือ การดำเนินการแบบเรียลไทม์ ไม่ใช่แค่การวิเคราะห์เป็นระยะๆ.
ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด, Jodoo ช่วยให้คุณสร้างได้ การปรับสมดุลสายการผลิต แดชบอร์ด คำแนะนำการทำงานแบบดิจิทัล ขั้นตอนการทำงานติดตามปัญหาคอขวด และแอปพลิเคชันการปรับปรุงอย่างต่อเนื่องที่สะท้อนให้เห็นถึงวิธีการทำงานจริงของโรงงานของคุณ หากคุณต้องการวิธีที่รวดเร็วกว่าในการเปลี่ยนการปรับสมดุลสายการผลิตให้เป็นระบบการจัดการที่ทำซ้ำได้ คุณสามารถ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่า Jodoo เหมาะกับการดำเนินงานของคุณอย่างไร.

