
Nach Kategorien durchsuchen
Einleitung: Was Poka-Yoke in der Fertigungshalle bedeutet
Ein einziger Montagefehler kann Ausschuss, Nacharbeit, Lieferverzögerungen und Kundenbeschwerden auslösen, lange bevor die Ursache gefunden wird. In vielen Fabriken trägt menschliches Versagen maßgeblich zu Qualitätsverlusten bei, und Studien in verschiedenen Fertigungsbranchen zeigen regelmäßig, dass mangelhafte Qualität erhebliche Auswirkungen haben kann. 10% bis 20% Der Umsatz steigt, wenn Ausschuss-, Nacharbeits-, Garantie- und Inspektionskosten hinzugerechnet werden. Daher suchen viele Manager nach der Bedeutung von Poka-Yoke Es geht ihnen eigentlich um eine praktische Frage: Wie kann man verhindern, dass kleine Bedienungsfehler zu Mängeln am Endprodukt führen?
Im Klartext:, Poka-Yoke bedeutet Fehlervermeidung. Es ist ein schlanke Fertigung Poka-Yoke ist ein Ansatz, der den Prozess so gestaltet, dass Fehlaktionen verhindert, sofort erkannt oder nicht ignoriert werden können. Anstatt sich ausschließlich auf die Endkontrolle zu verlassen, fördert Poka-Yoke die Qualitätssicherung von Anfang an dort, wo Fehler auftreten können.

Dieser Artikel geht über die Definition hinaus. Poka-Yoke im schlanken Produktionsumfeld. Wir werden die wichtigsten Aspekte im Folgenden näher erläutern. Poka-Yoke-Typen und praktisch Beispiele in den Bereichen Montage, Inspektion und Materialhandhabung. Wir werden auch behandeln, wie man effektive Kontrollmechanismen entwickelt und wo digitale Arbeitsabläufe die Fehlervermeidung in der Fertigung verbessern können.
Poka-Yoke – Bedeutung in der schlanken Produktion: Definition, Ursprung und Kerntypen
Was Poka-Yoke in der schlanken Fertigung bedeutet
In der schlanken Fertigung, Poka-Yoke bedeutet, einen Prozess so zu gestalten, dass ein Fehler entweder gar nicht erst auftreten kann oder sofort erkannt wird, bevor er zu einem Defekt wird. Der Begriff wird üblicherweise übersetzt als Fehlervermeidung, Und das ist der praktischste Weg, es in der Fertigung zu verstehen. Anstatt sich auf die Endkontrolle zu verlassen, um gute von schlechten Teilen zu trennen, zielt Poka-Yoke in der schlanken Produktion darauf ab, Qualität in den Prozess selbst zu integrieren.
Das Konzept ist eng mit dem/der/dem ... Toyota-Produktionssystem, Hier wird Qualität als Prozessgestaltungsfrage und nicht nur als Inspektionsfrage betrachtet. Shigeo Shingo popularisierte Poka-Yoke als Methode zur Reduzierung menschlicher Fehler bei sich wiederholenden, schnelllebigen Arbeitsabläufen. Dies ist wichtig, da selbst erfahrene Bediener gelegentlich Fehler machen, insbesondere in der Fertigung mit hoher Produktvielfalt, bei manueller Montage und in Umgebungen mit häufigen Produktwechseln.
Ursprung: Von “Schuldzuweisungen vermeiden” hin zur Entwicklung besserer Prozesse
Die ursprüngliche Idee hinter dem Begriff war nicht, die Bediener für Fehler verantwortlich zu machen, sondern die Arbeitsabläufe so umzugestalten, dass normale menschliche Abweichungen keinen Ausschuss oder Nacharbeit verursachen. Deshalb ist das Konzept im Lean-Management so wichtig: Es lenkt den Fokus von “Wer hat den Fehler gemacht?” auf “Warum konnte der Prozess den Fehler zulassen?”. In der Praxis fördert diese Denkweise kontinuierliche Verbesserung, schnellere Ursachenanalyse und eine stabilere Qualitätsleistung.
Dieser Ansatz deckt sich auch mit dem, was viele Pflanzen heute nennen. Fehlervermeidung in der Fertigung. Passt ein Stecker nur in einer Richtung, muss vor der Verwendung ein Etikett gescannt werden. Andernfalls startet die Maschine erst, nachdem eine Schutzvorrichtung geschlossen wurde. Der Prozess führt dabei einen Teil der Qualitätskontrolle automatisch durch. Das ist integrierte Qualitätskontrolle und zuverlässiger als die alleinige Abhängigkeit von Gedächtnis, Schulung oder Endkontrolle.
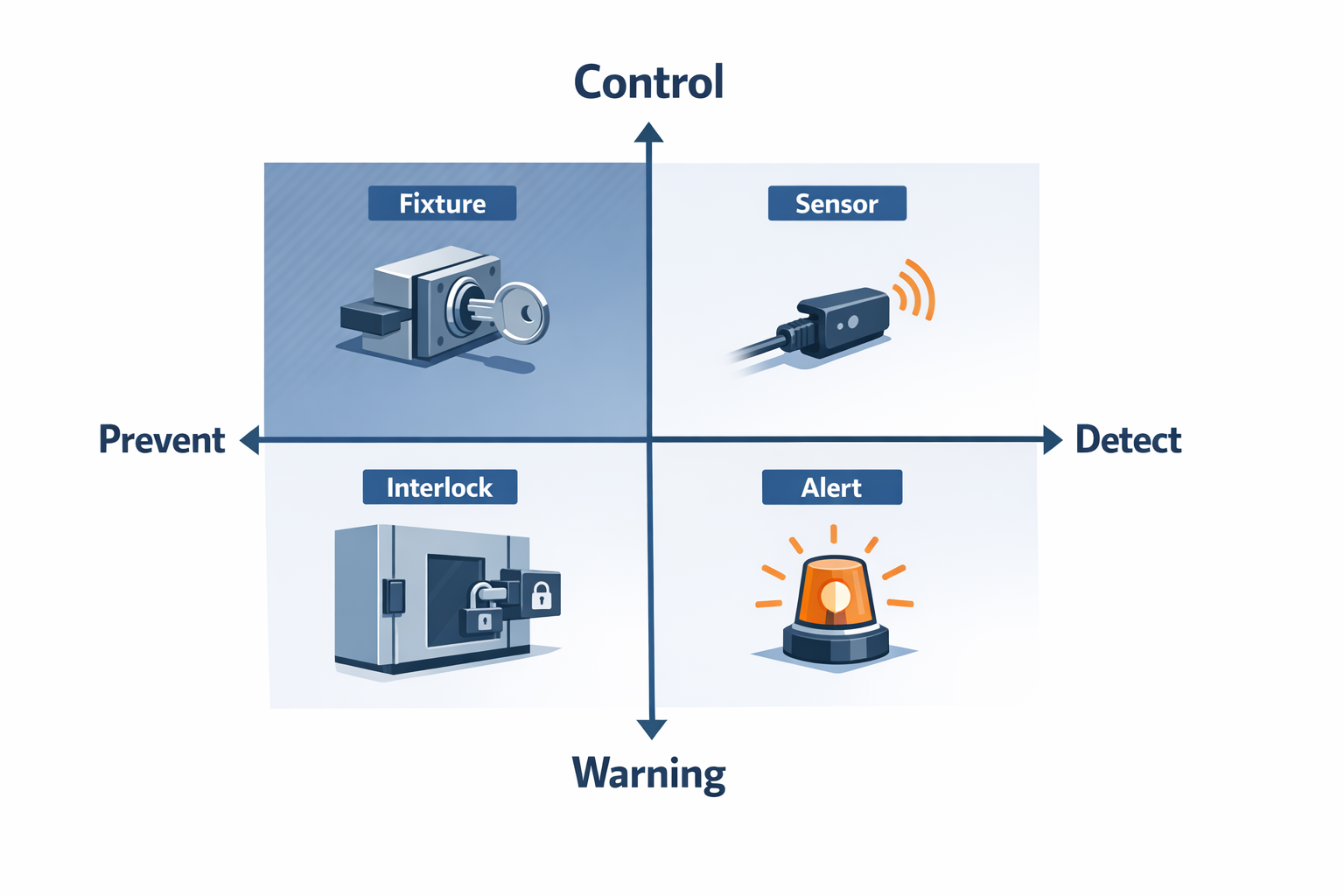
Prävention vs. Erkennung
Eine gängige Methode zur Klassifizierung von Fehlervermeidungsmaßnahmen in der Fertigung ist Verhütung gegen Detektion. A Verhütung Das Gerät verhindert, dass der Fehler überhaupt erst auftritt. Eine Vorrichtung, die ein Werkstück nur in der richtigen Ausrichtung aufnimmt, dient der Fehlervermeidung, da der Bediener es physisch nicht falsch einlegen kann.
A Detektion Das Gerät erkennt den Fehler unmittelbar nach seinem Auftreten, bevor das Produkt weiterverarbeitet wird. Beispielsweise ist ein Sensor, der prüft, ob zwei Klemmen angebracht sind, bevor die Station die Einheit freigibt, ein solches Erkennungsverfahren. Er verhindert zwar nicht, dass der Bediener eine Klemme vergisst, aber er verhindert, dass der Fehler unentdeckt bleibt.
Kontrolle vs. Warnung
Eine weitere nützliche Klassifizierung ist die Kontrolle Methode versus thE-Warnung Methode. A Kontrolle Die Methode unterbricht den Prozess, wenn eine Bedingung nicht erfüllt ist, beispielsweise durch Anhalten einer Presse bei fehlendem Teil oder Sperren der Fertigstellung, bis alle erforderlichen Schritte abgeschlossen sind. Kontrollmethoden sind in der Regel wirksamer, da sie nicht darauf angewiesen sind, dass jemand unter Zeitdruck den Fehler bemerkt und richtig reagiert.
A Warnung Das System alarmiert den Bediener oder Vorgesetzten bei einer Störung mittels Summer, Lichtsignal, Bildschirmmeldung oder anderem Signal. Beispielsweise kann eine Kommissionierstation eine Warnung ausgeben, wenn die kommissionierte Menge nicht mit der Bestellung übereinstimmt. Warnsysteme können zwar wirksam sein, sind aber im Allgemeinen weniger zuverlässig als Kontrollsysteme, da Alarme – insbesondere in stark frequentierten Produktionsbereichen – übersehen oder verzögert beantwortet werden können.
Die drei klassischen Poka-Yoke-Methoden
In Geschäften werden Poka-Yoke-Beispiele oft anhand von drei klassischen Methoden beschrieben: Kontakt, fester Wert, Und Bewegungsschritt. Diese Kategorien helfen Teams, die richtige Kontrollmaßnahme je nach Art des Fehlers auszuwählen. Sie sind einfach, aber dennoch nützlich für Prozessingenieure und Lean-Teams, die den Ursprung eines Fehlers ermitteln.
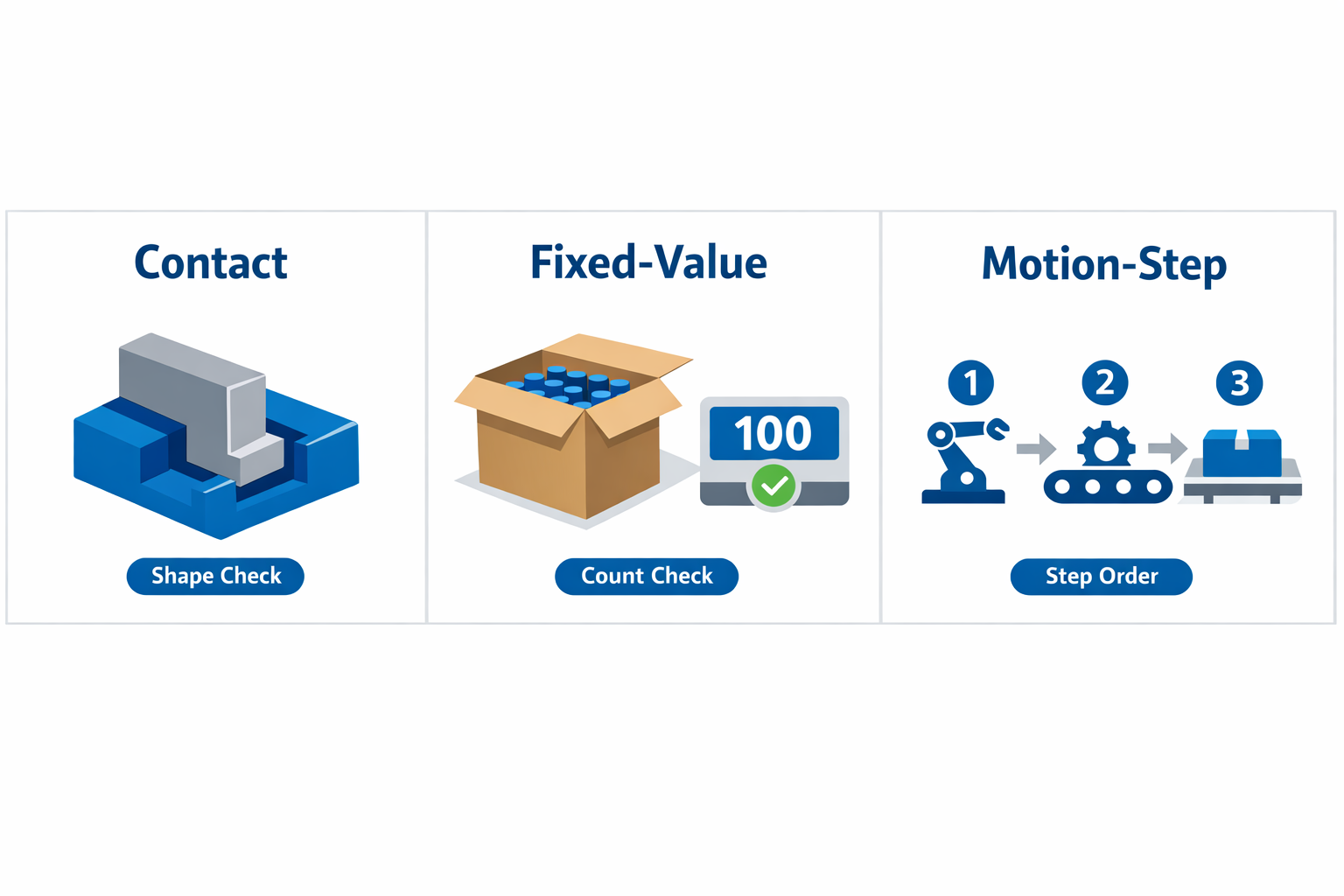
Kontaktmethode
Der Kontaktmethode Die Prüfung umfasst physikalische Eigenschaften wie Form, Größe, Abmessungen, Farbe oder Vorhandensein. Ein gängiges Beispiel ist eine Vorrichtung, die nur das korrekte Teileprofil aufnimmt, oder ein Bildverarbeitungssensor, der vor der Fortsetzung der Montage das Vorhandensein eines O-Rings bestätigt. Diese Methode ist effektiv, wenn der Fehler auf eine falsche Teileauswahl, eine vertauschte Ausrichtung oder fehlende Komponenten zurückzuführen ist.
Festwertmethode
Der Festwertmethode Es bestätigt, dass eine erforderliche Anzahl, Menge oder ein bestimmter Wert erreicht wurde. Beispielsweise kann eine Verpackungsstation einen Zähler verwenden, um zu überprüfen, ob genau 12 Beutel in jeden Karton geladen werden. Bei Verschließvorgängen kann ein System überprüfen, ob alle sechs Schrauben festgezogen wurden, bevor die Einheit geschlossen werden kann.
Bewegungsschrittmethode
Der Bewegungsschrittmethode Es wird geprüft, ob die erforderliche Prozessreihenfolge eingehalten wurde. Dies ist hilfreich, wenn Fehler durch ausgelassene Schritte oder eine falsche Reihenfolge der Arbeitsgänge entstehen. Ein einfaches Beispiel ist eine Testroutine, die von den Bedienern verlangt, Schritt 1, Schritt 2 und Schritt 3 nacheinander auszuführen, bevor ein Produkt an die nächste Station weitergeleitet werden darf.
Warum diese Klassifizierungen wichtig sind
Diese Kategorien sind nicht nur akademische Definitionen; sie helfen Teams bei der Entscheidung, welche Gegenmaßnahme angemessen ist. Besteht das Risiko in einer falschen Orientierung, kann eine Kontaktmethode das Problem besser lösen als zusätzliche Schulungen. Besteht das Risiko in einer unterlassenen Überprüfung, kann ein schrittweiser Ansatz oder eine Poka-Yoke-Checkliste effektiver sein als die Hinzunahme eines weiteren Prüfers.
Für Qualitätsmanager und Produktionsingenieure liegt der Wert dieses Konzepts darin, dass es “Vorsicht ist besser als Nachsicht” zu einer konkreten Designentscheidung macht. Man kann sich fragen, ob der Prozess verhindern oder erkennen soll, ob die Reaktion kontrollieren oder warnen soll und ob der Fehlermodus am besten durch Kontakt, Zählung oder Sequenzlogik behandelt wird. Diese Struktur macht die Fehlervermeidung in der Fertigung systematischer und einfacher über verschiedene Produktionslinien hinweg zu standardisieren.
Praktische Beispiele für das Poka-Yoke-Verfahren in Montage, Inspektion und Materialhandhabung
Der einfachste Weg, es zu verstehen Poka-Yoke Im Lean Manufacturing geht es darum, zu analysieren, wo Bediener Fehler machen können und wie der Prozess gestaltet ist, um diese zu verhindern. Gut Poka-Yoke-Beispiele Sie verlassen sich nicht auf zusätzliche Wachsamkeit. Sie verhindern den Fehler entweder physisch oder erkennen ihn sofort, bevor er sich weiter ausbreitet.
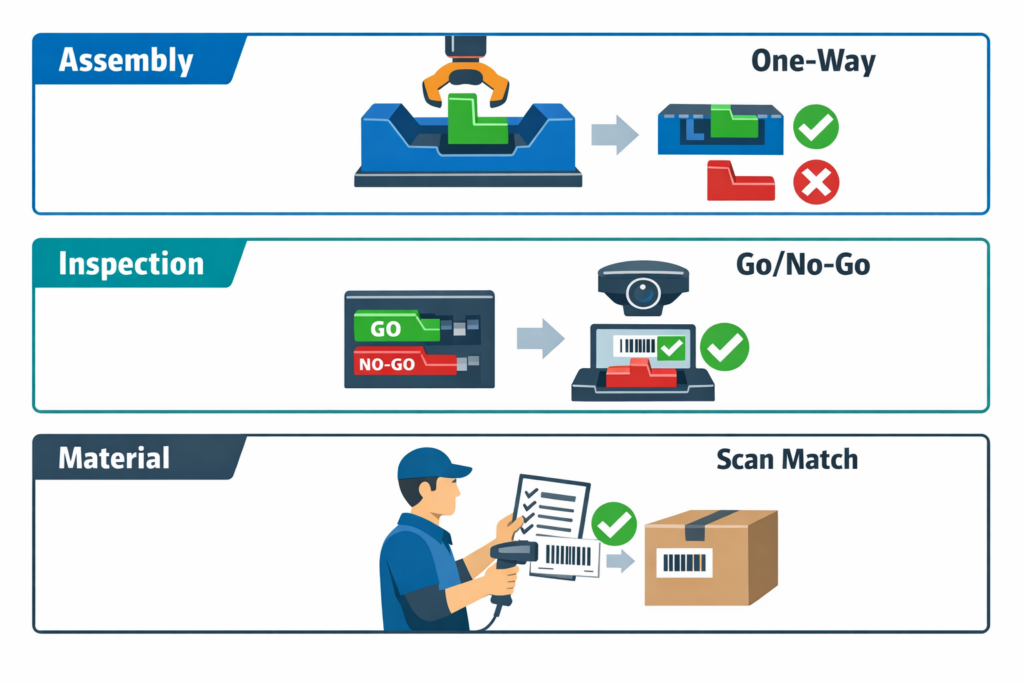
Montage
Bei der Endmontage, ein Einweg-Anschluss Dies ist eine der gängigsten Methoden zur Fehlervermeidung in der Fertigung. Ein Bauteil ist so konstruiert, dass es nur in der korrekten Ausrichtung passt, sodass ein Bediener einen Stecker, eine Dichtung oder eine Halterung nicht falsch herum montieren kann. Dadurch wird eine fehlerhafte Montage verhindert, die in der Elektronik-, Automobil- und Haushaltsgeräteindustrie häufig Nacharbeiten verursacht.
Ein weiteres praktisches Beispiel ist Erkennung fehlender Teile Am Arbeitsplatz kann mithilfe eines kleinen Sensors, einer Gewichtsprüfung oder einer Pick-to-Light-Bestätigung überprüft werden, ob alle benötigten Schrauben, Clips oder Unterlegscheiben tatsächlich verwendet wurden, bevor das Bauteil den Arbeitsplatz verlässt. Dies verhindert unvollständige Montagearbeiten, insbesondere in Fertigungslinien mit hoher Produktvielfalt, wo die Bediener zwischen verschiedenen Produktvarianten wechseln.
Drehmomentgesteuerte Werkzeuge Die Steuerung dient in Verbindung mit dem Prozessablauf auch der Fehlervermeidung. Wird die erforderliche Anzahl an Befestigungselementen nicht erreicht, gibt die Station das Werkstück nicht frei und der Auftrag wird nicht fortgesetzt. Dadurch wird verhindert, dass nicht ausreichend festgezogene oder ausgelassene Befestigungselemente zu verdeckten Fehlern werden.
Inspektion
Das inspektionsbasierte Poka-Yoke-System funktioniert am besten, wenn es ein klares Ergebnis (bestanden/nicht bestanden) liefert, anstatt Raum für Beurteilungen zu lassen. Ein einfaches Gut/Schlecht-Anzeige Ein klassisches Beispiel: Wenn ein bearbeiteter Stift, eine Bohrung oder ein Schlitz die Toleranz nicht erfüllt, passt die Lehre nicht. Dadurch wird verhindert, dass Teile, die nicht den Spezifikationen entsprechen, aufgrund von visuellen Schätzungen akzeptiert werden.
Bildsensoren Sie werden auch häufig zur Fehlervermeidung in der Fertigung eingesetzt, wo visuelle Merkmale eine wichtige Rolle spielen. In einer Verpackungslinie kann eine Kamera beispielsweise vor dem Verschließen der Kartons das Vorhandensein und die Position des Etiketts oder die Farbe des Verschlusses überprüfen. Diese Kontrolle verhindert Lieferungen mit falschen Etiketten, die zu Kundenbeschwerden, behördlichen Problemen oder Produktrückrufen führen können.
Für manuelle Inspektionsaufgaben ist ein strukturierter Poka-Yoke-Checkliste Die Checkliste kann dazu beitragen, dass jeder erforderliche Punkt nacheinander überprüft wird. Sie ist zwar nicht die endgültige Lösung, entfaltet aber ihre volle Wirkung, wenn jeder Punkt mit einer spezifischen Prüfung verknüpft ist, z. B. Übereinstimmung der Seriennummer, Vorhandensein des Chargencodes oder Bestätigung der Abmessungen. Dadurch werden ausgelassene Prüfschritte vermieden, insbesondere bei Schichtwechseln oder dem Einsatz von Aushilfskräften.
Materialhandhabung
Im Bereich der Materialhandhabung ist eines der effektivsten Beispiele für das Poka-Yoke-Prinzip folgendes: Kommissionierung mit Barcode-Bestätigung. Bevor Material an die Fertigungslinie ausgegeben wird, scannt der Bediener den Arbeitsauftrag und anschließend das Teileetikett. Das System prüft dann, ob die Angaben übereinstimmen. Dadurch wird die Zuführung falscher Teile verhindert, eine häufige Ursache für Montagefehler in Umgebungen mit hoher Produktvielfalt und geringen Stückzahlen.
Farbcodierung und feste Lagerplätze können, bei sorgfältiger Gestaltung, auch als einfache Poka-Yoke-Kontrollen dienen. Beispielsweise können linke und rechte Komponenten in unterschiedlichen Behälterfarben aufbewahrt und physisch getrennt in Regalen positioniert werden. Dies reduziert das Risiko von Teileverwechslungen beim Zusammenstellen der Kommissionierung, wird aber in Kombination mit einer Scan-Verifizierung noch effektiver.
Ein weiteres nützliches Steuerelement ist ein Behälter mit fester Menge Der Behälter enthält genau die Anzahl an Komponenten, die für eine Einheit oder eine Charge benötigt werden. Sollten nach der Montage Teile übrig bleiben oder der Behälter vorzeitig leer sein, wird die Abweichung sofort sichtbar. Dadurch lassen sich Fehlmengen, Überbestellungen und Kommissionierungsfehler leichter erkennen, bevor sie zu Mängeln oder Inventurdifferenzen führen.
Diese Beispiele zeigen gemeinsam, dass der praktische Nutzen nicht in der Terminologie selbst liegt, sondern in der konkreten Gestaltungsentscheidung am Arbeitsplatz. Ob man nun Vorrichtungen, Messgeräte, Sensoren oder Scan-Checks verwendet, das Ziel bleibt dasselbe: die richtige Vorgehensweise zu vereinfachen und die falsche Vorgehensweise unübersehbar zu machen.
Wie man ein effektives Fehlervermeidungssystem entwirft
Eine nützliche Anwendungsmöglichkeit Poka-Yoke In der Fertigung geht es darum, Fehlervermeidung als Designprozess zu betrachten, nicht als eine Ansammlung unzusammenhängender Geräte. Für Qualitätsmanager und Prozessingenieure besteht das Ziel darin, zu verhindern, dass ein bestimmter menschlicher Fehler zu einem Defekt, einer Verzögerung oder einer Abweichung von den Vorschriften führt. In der Praxis bedeutet das, den Fehler klar zu definieren, die Stelle zu lokalisieren, an der der Bediener einen Fehler begehen kann, und die Kontrollmaßnahme genau dort zu platzieren. Um den Designprozess anschaulicher zu gestalten, kann ein Beispiel aus der realen Produktion herangezogen werden: eine manuelle Elektronikmontagelinie, die Steuerplatinen für Industrieanlagen fertigt.
Beginnen Sie mit dem Fehlermodus, nicht mit dem Werkzeugmodus.
In dieser Produktionslinie kommt es im Werk immer wieder zu Fehlern während der Endprüfung, weil die Bediener an einer Station mitunter die falsche Kondensatorvariante installieren. Der erste Schritt besteht nicht darin, zu fragen, ob ein Sensor, eine Checkliste oder eine Vorrichtung benötigt wird, sondern darin, die Fehlerursache präzise zu definieren. Liegt das Problem in der falschen Teileauswahl, der umgekehrten Einbaulage, der fehlenden Drehmomentkontrolle oder der Verwendung einer veralteten Arbeitsanweisung? Diese Klarheit ist entscheidend, da jede Fehlerursache einen anderen Ansatz erfordert.
Viele Teams schwächen in dieser Phase die Fehlervermeidung. Sie reagieren auf Qualitätsmängel mit allgemeinen Anweisungen wie “Seien Sie vorsichtiger” oder “Prüfen Sie vor der Montage”, was den Prozess nicht verändert. Ein durchdachtes Fehlervermeidungssystem benennt den genauen Fehler, den genauen Arbeitsschritt und die genauen Folgen. Im Lean-Kontext bedeutet das, Qualität von Anfang an in den Prozess zu integrieren, anstatt sich auf spätere Kontrollen zu verlassen, um Abweichungen aufzudecken.
Ermitteln Sie den Entscheidungspunkt des Bedieners
Sobald die Fehlerursache klar ist, muss der Zeitpunkt ermittelt werden, an dem der Fehler auftreten kann. Im Elektronikbeispiel beginnt der Fehler nicht erst bei der Endprüfung, sondern bereits beim Entnehmen eines Kondensators aus einem Behälter mit optisch ähnlichen Bauteilen durch den Bediener. Dies ist der entscheidende Moment: die Bauteilauswahl. Wird die Kontrolle erst bei der Endkontrolle platziert, lässt sich das Problem zwar möglicherweise erkennen, jedoch sind bereits Arbeitsaufwand und ein erhöhtes Nacharbeitsrisiko entstanden.
Dieses Prinzip ist von zentraler Bedeutung für Poka-YokeDie Kontrolle sollte direkt am Ort des Geschehens erfolgen. Bei Montageprozessen kann dies beispielsweise die Teileentnahme, das Einlegen in Vorrichtungen, die Parametereingabe oder die Auftragsbestätigung sein. Bei Rückverfolgbarkeitsprozessen kann es sich um den Etikettendruck oder das Scannen von Seriennummern handeln. Je näher die Kontrolle am entscheidenden Zeitpunkt liegt, desto geringer sind die Korrekturkosten und desto höher die Wahrscheinlichkeit der Fehlervermeidung.
Entscheiden Sie, ob Sie vorbeugen oder aufdecken möchten.
Nachdem der Entscheidungspunkt ermittelt wurde, ist festzulegen, ob die Steuerung den Fehler blockieren oder ihn unmittelbar nach seinem Auftreten melden soll. Im Beispiel mit dem Kondensator ist Prävention wichtiger als Erkennung, da der Bediener die Montage nicht mit dem falschen Bauteil beginnen sollte. Eine codierte Zuführung, ein spezielles Behälterdesign oder ein Scan-to-Verify-Schritt können den Prozess stoppen, bevor das falsche Teil montiert wird. Ist eine vollständige Prävention nicht möglich, ist die sofortige Erkennung an der Station die nächstbeste Option.
Dies ist der entscheidende Schritt, bei dem Teams Zykluszeit, Fehlerschweregrad und Prozessstabilität abwägen sollten. Verursacht der Fehler ein Sicherheitsrisiko, Kundenausfall oder teure Nachbesserungen, ist Prävention in der Regel gerechtfertigt. Ist der Fehler risikoarm und innerhalb von Sekunden behebbar, kann eine warnbasierte Kontrolle ausreichen. Geeignete Gegenmaßnahmen werden nicht nach persönlicher Präferenz ausgewählt, sondern anhand der Kosten und Folgen eines Fehlers in diesem Schritt.
Platzieren Sie die Steuerung dort, wo die Arbeit stattfindet.
Eine effektive Steuerung muss zum Bediener passen. realer Arbeitsablauf. Im Beispiel, wenn der Bediener das Teil entnimmt, den Arbeitsauftrag scannt, die Komponente montiert und anschließend die Fertigstellung bestätigt, ist die beste Kontrolle beim Entnehmen oder Montieren – und nicht in einem separaten, später ausgefüllten Qualitätsprotokoll. Eine physische Führung an der Station, eine Zuführung, die nur die richtige Rolle aufnimmt, oder eine mit dem gescannten Teil verbundene Verriegelung funktionieren, weil sie dort ansetzen, wo ein Fehler auftreten kann. Je weiter die Kontrolle vom eigentlichen Arbeitsablauf entfernt ist, desto leichter kann sie umgangen werden.
Das ist einer der Gründe, warum viele gut gemeinte Poka-Yoke-Checklisten scheitern. Wird eine Checkliste erst nach der Montage ausgefüllt, verkommt sie oft zu einer nachträglichen Dokumentation anstatt zu einem aktiven Kontrollinstrument. Eine Checkliste kann dennoch wertvoll sein, aber nur, wenn sie in den Arbeitsablauf integriert ist und vor dem nächsten Schritt eine Bestätigung erzwingt. Anders ausgedrückt: Die Kontrolle muss das Verhalten in Echtzeit beeinflussen und nicht erst im Nachhinein dokumentieren.
Prüfung auf Umgehungsrisiken und mögliche Bedienerumgehungen
Selbst eine technisch einwandfreie Fehlersicherung kann versagen, wenn Bediener sie unter Produktionsdruck umgehen können. Nehmen wir an, in der Elektronikfertigung bringt die Entwicklungsabteilung ein Warnetikett am Behälter an, aber die Bediener greifen beim Umrüsten trotzdem zum falschen Kondensator, weil beide Spulen zwischengelagert sind. Die Sicherung ist zwar vorhanden, hält aber den normalen Produktionsbedingungen nicht stand. Ein robustes Design wirft daher eine praktische Frage auf: Kann diese Sicherung bei Eilaufträgen, Problemen mit der Linienauslastung oder Materialengpässen umgangen werden?
Hier kommt es auf Pilotversuche an. Beobachten Sie mehrere Bediener im Schichtbetrieb, nicht nur den am besten ausgebildeten in der Tagschicht. Wenn die falsche Aktion noch physisch möglich, digital überspringbar oder ohne Eskalation leicht zu umgehen ist, ist die Steuerung mangelhaft. Stark Fehlervermeidung Systeme gehen von Schwankungen in Aufmerksamkeit, Training, Ermüdung und Dringlichkeit aus und passen ihre Gestaltung entsprechend an.
Erkennen, wann physisches Poka-Yoke nicht ausreicht
Physikalische Kontrollmechanismen sind zwar wirksam, decken aber nicht alle Fehlermöglichkeiten ab. Im selben Montageprozess kann es dennoch zu fehlenden Dokumenten, fehlerhaften Zeichnungsrevisionen, unvollständigen Drehmomentaufzeichnungen, fehlender Rückverfolgbarkeit der Seriennummern oder verzögerter Reaktion bei einem Prüffehler kommen. Keines dieser Probleme lässt sich allein durch eine Vorrichtung lösen. Es handelt sich um Probleme der Prozesssteuerung, die oft ein ebenso hohes Risiko bergen wie ein Montagefehler.
Beispielsweise kann der Bediener zwar den richtigen Kondensator einbauen, aber bei einem Modellwechsel eine veraltete Arbeitsanweisung befolgen. Oder die Station erkennt eine fehlgeschlagene Überprüfung, das Problem bleibt jedoch ungelöst, weil kein Vorgesetzter rechtzeitig benachrichtigt wird. In solchen Fällen geht es bei der Fehlervermeidung nicht nur um die Vermeidung von Montagefehlern, sondern auch um Prozessstörungen, die die Weitergabe von Fehlern ermöglichen.
Digitale Steuerungssysteme dort einsetzen, wo Prozessdisziplin wichtig ist
Wenn Risiken in der Dokumentation, Genehmigung, Versionskontrolle oder Eskalation liegen, werden digitale Kontrollen zu einem Bestandteil moderner Fehlervermeidung in der Fertigung. In der Elektronikfertigung kann eine digitale Arbeitsanweisung sicherstellen, dass die Bediener nur die aktuelle Version des jeweiligen Arbeitsauftrags sehen. Ein obligatorischer Scan bestätigt, dass die ausgewählte Komponente mit der Stückliste übereinstimmt, bevor der Auftrag als abgeschlossen markiert wird. Ein obligatorisches Foto, eine Werteingabe oder die Unterschrift des Vorgesetzten schließen die Lücke, die entsteht, wenn Papierformulare oft ausgelassen oder später aus dem Gedächtnis ausgefüllt werden.
Dies ersetzt nicht das physische Poka-Yoke-System, sondern erweitert es. Die leistungsstärksten Systeme kombinieren die Vermeidung auf Stationsebene mit der Validierung auf Prozessebene, sodass der Bediener nicht so leicht das falsche Teil verwenden, eine wichtige Bestätigung überspringen oder eine Ausnahme in E-Mails oder Papierakten verschwinden lassen kann. Dieselbe Logik lässt sich in digitale Steuerungen wie Validierungsregeln, Barcode-Prüfungen und Ausnahme-Workflows integrieren.
Digitales Poka-Yoke: Checklisten, Barcode-Validierung und Ausnahme-Workflows nutzen
Physikalische Kontrollsysteme beheben viele Fehler in der Fertigung, decken aber nicht alle potenziellen Fehlerquellen in der modernen Produktion ab. In der Praxis, Fehlervermeidung beinhaltet nun auch digitale Steuerungen die unvollständige Datensätze blockieren, das richtige Material im richtigen Schritt überprüfen und Ausnahmen eskalieren, bevor sie zu Auslieferungsfehlern werden.
Ein digitales Poka-Yoke-System ist besonders nützlich, wenn das Risiko in Daten, Abläufen, Rückverfolgbarkeit oder Genehmigungen liegt. Beispiele hierfür sind die Verwendung der falschen Bauteilrevision, das Auslassen einer Drehmomentbestätigung, der Abschluss eines Arbeitsauftrags ohne Prüfnachweis oder das Versäumnis, einen Vorgesetzten nach einer fehlgeschlagenen Prüfung zu informieren. Für Teams, die Poka-Yoke in der schlanken Produktion anwenden, tragen diese Kontrollen dazu bei, Qualität in den gesamten Transaktionsablauf zu integrieren, nicht nur in den physischen Prozess.
Pflichtfelder und bedingte Logik
Eine digitale Checkliste kann als Kontrollpunkt dienen, nicht nur als Aufzeichnung. Pflichtfelder Das System verhindert, dass Bediener mit fehlenden Chargennummern, Maschinen-IDs, Prüfwerten oder der Bedienerfreigabe fortfahren können, während die bedingte Logik das Formular basierend auf den tatsächlichen Vorgängen an der Station anpasst. Markiert ein Elektronikmonteur beispielsweise eine Drehmomentprüfung als fehlgeschlagen, kann das System sofort einen Fehlercode, das Hochladen eines Fotos und einen Kommentar zur weiteren Vorgehensweise anfordern, bevor der Vorgang fortgesetzt werden kann.
Dies ist wichtig, da viele Fehler nicht auf mangelndes Wissen, sondern auf unter Zeitdruck versäumte Kontrollen zurückzuführen sind. Eine gut konzipierte Poka-Yoke-Checkliste schließt die Möglichkeit aus, “später nachzuholen”, was eine der häufigsten Lücken in manuellen Qualitätsaufzeichnungen darstellt. In diesem Sinne erfüllt die digitale Fehlervermeidung in der Fertigung dieselbe Funktion wie eine physische Verriegelung: Sie verhindert den nächsten Schritt, bis die kritische Bedingung erfüllt ist.
Barcode-Validierung und Ausführungsnachweis
Die Barcode-Validierung bietet eine zusätzliche Kontrollebene, wenn es auf die Materialidentität ankommt. Im Beispiel der Elektronikmontage scannt der Bediener den Barcode der Bauteilrolle vor dem Einlegen, und das System vergleicht ihn mit der genehmigten Stückliste oder der Ausgabeliste des Arbeitsauftrags. Stimmt der gescannte Code nicht mit der zugewiesenen Teilenummer oder Revision überein, blockiert die Checkliste die Fertigstellung und kennzeichnet die Abweichung sofort.
Dasselbe Prinzip lässt sich auch auf den Ausführungsnachweis anwenden. Für einen Drehmomentschritt kann beispielsweise ein Foto der Anzeige des Drehmomentwerkzeugs oder ein verknüpfter Messwert von einem Mobilgerät erforderlich sein, bevor die Anlage zum nächsten Arbeitsschritt übergeht. Im Vergleich zu Papierdokumenten bietet dies eine deutlich bessere Rückverfolgbarkeit, insbesondere in Betrieben, in denen Kundenaudits, ISO-Anforderungen oder Gewährleistungsansprüche den genauen Nachweis erfordern, was, von wem und wann geprüft wurde.
Zeitgestempelte Genehmigungen und automatische Ausnahmeweiterleitung
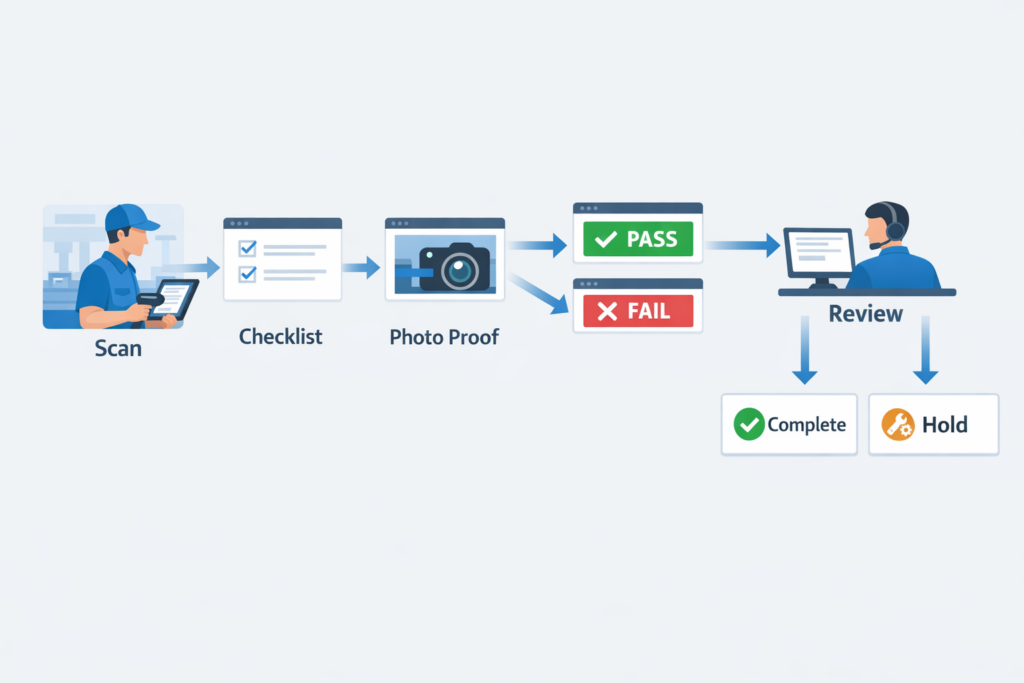
Die nächste Ebene ist der Workflow. Wenn dasselbe Elektronikmontageteam einen fehlgeschlagenen Scan, ein fehlendes Foto oder ein Prüfergebnis außerhalb der Spezifikation erfasst, sollte das System nicht darauf angewiesen sein, dass dies später in einer Tabelle entdeckt wird. Stattdessen kann die Ausnahme automatisch an den Linienleiter, den Qualitätsingenieur oder den Vorgesetzten weitergeleitet werden, inklusive eines zeitgestempelten Genehmigungsprotokolls und eines klaren Status wie „Sperre“, „Nacharbeit“ oder „Ausschussprüfung“.
Hier geht digitales Poka-Yoke über die reine Datenerfassung hinaus. Es standardisiert die Reaktion auf Störungen, verkürzt die Eindämmungszeiten und erstellt einen Prüfpfad für die Analyse wiederkehrender Probleme. Für Betriebe, die ihre Poka-Yoke-Beispiele durch eine verbesserte Nachverfolgung stärken möchten, schließt das Ausnahme-Routing die Lücke zwischen Erkennung und Reaktion.
Wie Jodoo digitale Fehlervermeidung unterstützt
Mit Jodoo, Hersteller können diese Kontrollen ohne individuelle Programmierung realisieren, indem sie digitale Formulare, Validierungsregeln, Barcode-Scanning, bedingte Felder, Workflow-Automatisierung und Dashboards in einem System kombinieren. In der Elektronikmontage kann ein Team beispielsweise eine Checkliste auf Stationsebene konfigurieren, die die Fertigstellung des Arbeitsauftrags blockiert, bis der korrekte Bauteil-Barcode gescannt, ein Foto des Drehmomentnachweises hochgeladen und alle erforderlichen Prüfungen bestanden wurden. Wenn ein Punkt nicht erfüllt ist, Jodoo kann den Datensatz automatisch zur Überprüfung durch den Vorgesetzten weiterleiten, den Status sperren, die richtige Rolle benachrichtigen und einen mit einem Zeitstempel versehenen Verlauf zur Nachverfolgbarkeit führen.
Das macht Jodoo Dies ist besonders nützlich für Betriebe, die das Poka-Yoke-Prinzip bereits kennen, es aber in der Praxis auf Dokumente, Genehmigungen und Materialprüfung anwenden müssen. Anstatt digitale Aufzeichnungen als passive Dokumentation zu behandeln, können sie zu aktiven Kontrollmechanismen umfunktioniert werden, die die Fehlervermeidung in der Fertigung deutlich verbessern.
Fazit: Ein intelligenteres Poka-Yoke-System entwickeln
Poka-Yoke Es bedeutet mehr als nur das Hinzufügen einer Vorrichtung, eines Endschalters oder eines Sensors zu einem Arbeitsplatz. In der Praxis geht es darum, Arbeitsabläufe so zu gestalten, dass die korrekte Handlung leichter auszuführen, die falsche Handlung schwieriger zu bewerkstelligen und Fehler gestoppt werden, bevor sie sich auf nachfolgende Arbeitsschritte auswirken. Das ist wichtig, denn selbst leistungsstarke Inspektionssysteme können den Kosten- und Zeitvorteil, der durch die Vermeidung von Fehlern an der Quelle entsteht, nicht erreichen.
Für die meisten Hersteller ist die beste Vorgehensweise die Kombination von physische Fehlervermeidung mit digitale Prozesssteuerungen. Eine Vorrichtung kann zwar das Einlegen falscher Teile verhindern, aber sie hindert einen Bediener nicht daran, eine veraltete Arbeitsanweisung zu verwenden, einen Rückverfolgbarkeitsnachweis auszulassen oder einen Auftrag abzuschließen, ohne eine Abweichung zu dokumentieren. Digitale Kontrollmechanismen wie Pflichtprüfungen, Barcode-Validierung, Fotodokumentation, Genehmigungsworkflows und Ausnahmebehandlung schließen diese Lücken und schaffen ein umfassenderes, integriertes Qualitätssicherungssystem.
Hier ist der Ort Jodoo Jodoo eignet sich hervorragend für Fertigungsteams. Als No-Code-Plattform für Lean Manufacturing ermöglicht Jodoo die Erstellung individueller Checklisten, Validierungsregeln, Rückverfolgbarkeitsformulare und Eskalationsprozesse ohne zusätzlichen Entwicklungsaufwand. So können sich Qualitätskontrollen flexibel an Prozessänderungen anpassen. Wenn Sie die Poka-Yoke-Prinzipien in ein praktisches, alltagstaugliches System umsetzen möchten, können Sie… Kostenlose Testversion starten oder Demo buchen.

