
เรียกดูตามหมวดหมู่
บทนำ: โปกา-โยเกะ มีความหมายอย่างไรในสายการผลิต
ความผิดพลาดในการประกอบเพียงเล็กน้อยอาจก่อให้เกิดของเสีย การแก้ไขงาน การจัดส่งล่าช้า และข้อร้องเรียนจากลูกค้ามากมาย ก่อนที่ใครจะพบสาเหตุที่แท้จริง ในโรงงานหลายแห่ง ความผิดพลาดของมนุษย์เป็นสาเหตุสำคัญของการสูญเสียคุณภาพ และการศึกษาในภาคการผลิตต่างๆ แสดงให้เห็นอย่างสม่ำเสมอว่า คุณภาพที่ต่ำสามารถส่งผลเสียอย่างร้ายแรงต่อธุรกิจ 10% ถึง 20% ของรายได้จากการขาย เมื่อรวมต้นทุนของเสีย การแก้ไขงาน การรับประกัน และการตรวจสอบแล้ว ดังนั้น ผู้จัดการหลายคนที่ค้นหาความหมายของ โปกา-โยเกะ สิ่งที่พวกเขาสนใจจริงๆ คือคำถามเชิงปฏิบัติที่ว่า: จะป้องกันไม่ให้ความผิดพลาดเล็กๆ น้อยๆ ของผู้ปฏิบัติงานกลายเป็นข้อบกพร่องในผลิตภัณฑ์สำเร็จรูปได้อย่างไร?
พูดให้เข้าใจง่ายๆ ก็คือ, โปกา-โยเกะ วิธี การป้องกันความผิดพลาด. มันคือ การผลิตแบบลีน แนวทางที่ออกแบบกระบวนการเพื่อป้องกันการกระทำที่ผิดพลาด ตรวจจับได้ทันที หรือทำให้ไม่สามารถมองข้ามได้ แทนที่จะพึ่งพาการตรวจสอบขั้นสุดท้ายเพียงอย่างเดียว โพคา-โยเกะสนับสนุนการควบคุมคุณภาพตั้งแต่จุดที่อาจเกิดข้อผิดพลาดได้.

บทความนี้กล่าวถึงรายละเอียดที่นอกเหนือไปจากคำจำกัดความของ โปกา-โยเกะ ในกระบวนการผลิตแบบลีน เราจะอธิบายประเด็นหลักเพิ่มเติมต่อไป ประเภทโปกาโยเกะ และใช้งานได้จริง ตัวอย่าง ในกระบวนการประกอบ การตรวจสอบ และการขนถ่ายวัสดุ นอกจากนี้ เราจะกล่าวถึงวิธีการออกแบบระบบควบคุมที่มีประสิทธิภาพ และจุดที่เวิร์กโฟลว์ดิจิทัลสามารถเสริมสร้างการป้องกันข้อผิดพลาดทางกายภาพในสายการผลิตได้.
ความหมายของ Poka-Yoke ในการผลิตแบบลีน: คำจำกัดความ ที่มา และประเภทหลัก
ความหมายของ Poka-Yoke ในการผลิตแบบลีน
ในการผลิตแบบลีน, โปกา-โยเกะ หมายถึงการออกแบบกระบวนการเพื่อให้ความผิดพลาดไม่เกิดขึ้นเลย หรือหากเกิดขึ้นก็สามารถตรวจพบได้ทันทีก่อนที่จะกลายเป็นข้อบกพร่อง โดยทั่วไปแล้วคำนี้มักแปลว่า การป้องกันความผิดพลาด, และนั่นเป็นวิธีที่ใช้ได้จริงที่สุดในการทำความเข้าใจในสายการผลิต แทนที่จะพึ่งพาการตรวจสอบขั้นสุดท้ายเพื่อคัดแยกชิ้นส่วนที่ดีออกจากชิ้นส่วนที่ชำรุด หลักการป้องกันความผิดพลาด (Poka-yoke) ในการผลิตแบบลีนมีเป้าหมายที่จะสร้างคุณภาพให้เกิดขึ้นในกระบวนการผลิตเอง.
แนวคิดนี้มีความเชื่อมโยงอย่างใกล้ชิดกับ ระบบการผลิตของโตโยต้า, โดยที่คุณภาพถูกมองว่าเป็นประเด็นของการออกแบบกระบวนการ ไม่ใช่แค่ประเด็นของการตรวจสอบเท่านั้น ชิเกโอะ ชิงโกะ ได้ทำให้โปคา-โยเกะเป็นที่นิยมในฐานะวิธีการลดข้อผิดพลาดของมนุษย์ในการปฏิบัติงานที่ซ้ำซากและรวดเร็ว ซึ่งมีความสำคัญเพราะแม้แต่ผู้ปฏิบัติงานที่มีทักษะสูงก็อาจพลาดพลั้งได้บ้าง โดยเฉพาะอย่างยิ่งในการผลิตที่มีสินค้าหลากหลาย การประกอบด้วยมือ และสภาพแวดล้อมที่มีการเปลี่ยนงานบ่อยครั้ง.
ที่มา: จาก “การหลีกเลี่ยงการตำหนิ” สู่การสร้างกระบวนการที่ดีขึ้น
แนวคิดดั้งเดิมของคำนี้ไม่ใช่การตำหนิผู้ปฏิบัติงานสำหรับข้อบกพร่อง แต่เป็นการออกแบบกระบวนการทำงานใหม่เพื่อให้ความผันแปรตามปกติของมนุษย์ไม่ก่อให้เกิดของเสียหรือการทำงานซ้ำ นี่คือเหตุผลที่แนวคิดนี้มีความสำคัญในระบบลีน: มันเปลี่ยนความสนใจจาก “ใครเป็นคนทำผิดพลาด?” ไปเป็น “ทำไมกระบวนการจึงปล่อยให้เกิดข้อผิดพลาด?” ในทางปฏิบัติ แนวคิดนี้สนับสนุนการปรับปรุงอย่างต่อเนื่อง การดำเนินการแก้ไขต้นเหตุที่รวดเร็วยิ่งขึ้น และประสิทธิภาพด้านคุณภาพที่เสถียรยิ่งขึ้น.
แนวทางนี้ยังสอดคล้องกับสิ่งที่พืชหลายชนิดเรียกกันในปัจจุบันด้วย การป้องกันข้อผิดพลาดในกระบวนการผลิต. หากตัวเชื่อมต่อเสียบได้เพียงทางเดียว จะต้องสแกนฉลากก่อนใช้งาน มิฉะนั้นเครื่องจะไม่ทำงานจนกว่าจะปิดฝาครอบ และกระบวนการนี้จะทำการตรวจสอบคุณภาพบางส่วนโดยอัตโนมัติ นั่นคือคุณภาพที่สร้างขึ้นมาตั้งแต่ต้น และมีความน่าเชื่อถือมากกว่าการพึ่งพาเพียงแค่ความจำ การฝึกอบรม หรือการตรวจสอบที่ปลายสายการผลิต.
การป้องกันเทียบกับการตรวจจับ
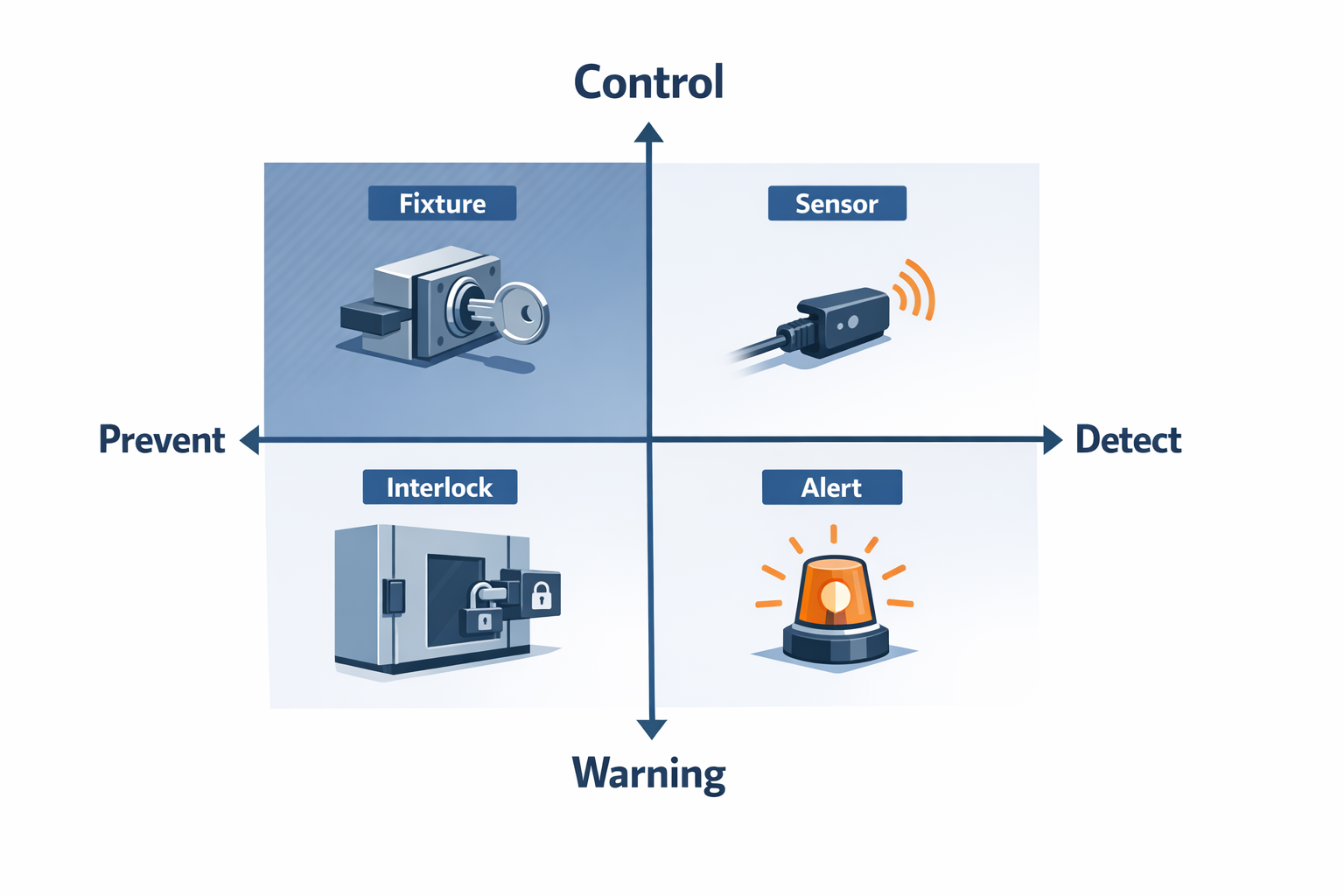
วิธีทั่วไปวิธีหนึ่งในการจำแนกประเภทการควบคุมการป้องกันความผิดพลาดในกระบวนการผลิตคือ การป้องกัน เทียบกับ การตรวจจับ. เอ การป้องกัน อุปกรณ์ดังกล่าวช่วยป้องกันไม่ให้เกิดข้อผิดพลาดตั้งแต่แรกเริ่ม อุปกรณ์จับยึดที่รับชิ้นส่วนได้เฉพาะในทิศทางที่ถูกต้องเท่านั้น ถือเป็นการควบคุมเชิงป้องกัน เนื่องจากผู้ปฏิบัติงานไม่สามารถวางชิ้นส่วนในทิศทางที่ผิดได้.
A การตรวจจับ อุปกรณ์จะตรวจจับข้อผิดพลาดทันทีหลังจากที่เกิดขึ้น แต่ก่อนที่ผลิตภัณฑ์จะเคลื่อนไปยังขั้นตอนต่อไป ตัวอย่างเช่น เซ็นเซอร์ที่ตรวจสอบว่ามีการติดตั้งคลิปสองตัวก่อนที่สถานีจะปล่อยหน่วยนั้น เป็นวิธีการตรวจจับอย่างหนึ่ง วิธีนี้ไม่ได้ป้องกันไม่ให้ผู้ปฏิบัติงานลืมใส่คลิป แต่ป้องกันไม่ให้ข้อบกพร่องหลุดรอดไปจากกระบวนการ.
การควบคุมเทียบกับการเตือนภัย
การจัดประเภทที่มีประโยชน์อีกอย่างหนึ่งคือ ควบคุม วิธีการเทียบกับ thคำเตือน วิธีการ ก. ควบคุม วิธีการควบคุมจะหยุดกระบวนการเมื่อมีเงื่อนไขผิดปกติเกิดขึ้น เช่น การหยุดเครื่องอัดเมื่อชิ้นส่วนขาดหาย หรือการล็อกไม่ให้ดำเนินการจนเสร็จสมบูรณ์จนกว่าขั้นตอนที่จำเป็นทั้งหมดจะเสร็จสิ้น วิธีการควบคุมมักจะมีประสิทธิภาพมากกว่า เพราะไม่ขึ้นอยู่กับว่าใครจะสังเกตเห็นและตอบสนองอย่างถูกต้องภายใต้แรงกดดันด้านเวลา.
A คำเตือน วิธีการแจ้งเตือนจะแจ้งผู้ปฏิบัติงานหรือหัวหน้างานถึงสภาวะผิดปกติผ่านเสียงกริ่ง ไฟ ข้อความบนหน้าจอ หรือสัญญาณอื่นๆ ตัวอย่างเช่น สถานีจัดชุดอาจแสดงสัญญาณเตือนหากปริมาณที่หยิบไม่ตรงกับคำสั่งซื้อ วิธีการเตือนภัยยังคงมีประสิทธิภาพ แต่โดยทั่วไปแล้วจะมีประสิทธิภาพน้อยกว่าวิธีการควบคุม เนื่องจากผู้คนอาจมองข้ามหรือตอบสนองต่อสัญญาณเตือนล่าช้า โดยเฉพาะอย่างยิ่งในพื้นที่การผลิตที่วุ่นวาย.
วิธีการป้องกันโปกาโยเกะแบบคลาสสิกสามวิธี
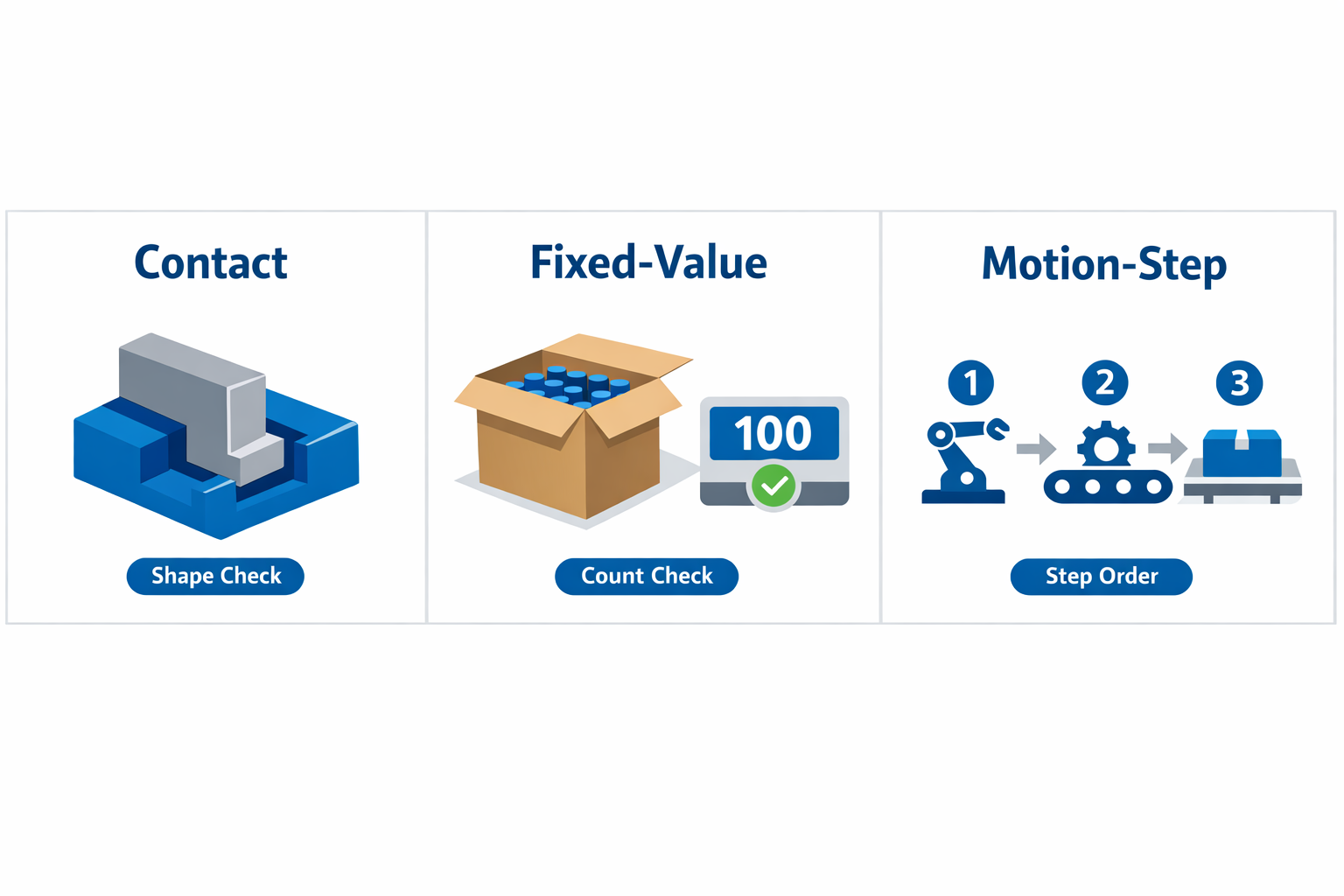
ร้านค้าต่างๆ มักอธิบายตัวอย่างของระบบป้องกันการโจมตีแบบ Poka-yoke โดยใช้สามวิธีคลาสสิกดังนี้: ติดต่อ, ค่าคงที่, และ การเคลื่อนไหวขั้น. หมวดหมู่เหล่านี้ช่วยให้ทีมเลือกประเภทการควบคุมที่เหมาะสมตามลักษณะของข้อผิดพลาด ถึงแม้จะเรียบง่าย แต่ก็มีประโยชน์สำหรับวิศวกรกระบวนการและทีมงานแบบลีนในการประเมินว่าข้อบกพร่องเริ่มต้นจากจุดใด.
วิธีการติดต่อ
เดอะ วิธีการติดต่อ ตรวจสอบคุณลักษณะทางกายภาพ เช่น รูปร่าง ขนาด มิติ สี หรือการมีอยู่ ตัวอย่างที่พบได้ทั่วไปคือ อุปกรณ์จับยึดที่ยอมรับเฉพาะชิ้นส่วนที่มีรูปทรงถูกต้อง หรือเซ็นเซอร์ตรวจจับภาพที่ยืนยันว่ามีโอริงอยู่ก่อนที่จะดำเนินการประกอบต่อไป วิธีนี้มีประสิทธิภาพเมื่อข้อบกพร่องเกิดจากการเลือกชิ้นส่วนผิด การวางตำแหน่งกลับด้าน หรือชิ้นส่วนขาดหายไป.
วิธีการค่าคงที่
เดอะ วิธีการค่าคงที่ ยืนยันว่าได้ถึงจำนวน ปริมาณ หรือค่าที่ต้องการแล้ว ตัวอย่างเช่น สถานีบรรจุภัณฑ์อาจใช้ตัวนับเพื่อตรวจสอบว่ามีการบรรจุซอง 12 ซองลงในกล่องแต่ละกล่องอย่างแม่นยำ ในขั้นตอนการยึด ระบบอาจยืนยันว่าสกรูทั้งหกตัวถูกขันแน่นแล้วก่อนที่จะปิดกล่องได้.
วิธีการเคลื่อนไหวทีละขั้นตอน
เดอะ วิธีการเคลื่อนที่ทีละขั้น ตรวจสอบว่าได้ปฏิบัติตามลำดับขั้นตอนที่กำหนดหรือไม่ สิ่งนี้มีประโยชน์เมื่อพบข้อบกพร่องจากการข้ามขั้นตอนหรือลำดับการทำงานที่ไม่ถูกต้อง ตัวอย่างพื้นฐานคือขั้นตอนการทดสอบที่กำหนดให้ผู้ปฏิบัติงานต้องทำขั้นตอนที่ 1 ขั้นตอนที่ 2 และขั้นตอนที่ 3 ตามลำดับก่อนที่จะส่งผลิตภัณฑ์ไปยังสถานีถัดไป.
เหตุใดการจัดประเภทเหล่านี้จึงมีความสำคัญ
หมวดหมู่เหล่านี้ไม่ใช่แค่คำจำกัดความทางวิชาการเท่านั้น แต่ยังช่วยให้ทีมตัดสินใจได้ว่ามาตรการรับมือแบบใดเหมาะสมที่สุด หากความเสี่ยงคือการวางแนวที่ไม่ถูกต้อง วิธีการติดต่ออาจแก้ปัญหาได้ดีกว่าการฝึกอบรมเพิ่มเติม หากความเสี่ยงคือการละเลยการตรวจสอบ วิธีการแบบเป็นขั้นตอนหรือรายการตรวจสอบแบบโปกาโยเกะอาจมีประสิทธิภาพมากกว่าการเพิ่มผู้ตรวจสอบอีกคน.
สำหรับผู้จัดการด้านคุณภาพและวิศวกรฝ่ายผลิต คุณค่าของแนวคิดนี้อยู่ที่การเปลี่ยนคำว่า “ระมัดระวัง” ให้กลายเป็นทางเลือกในการออกแบบที่เฉพาะเจาะจง คุณสามารถตั้งคำถามได้ว่ากระบวนการควรป้องกันหรือตรวจจับ การตอบสนองควรควบคุมหรือเตือน และโหมดความล้มเหลวควรจัดการด้วยตรรกะการติดต่อ การนับ หรือลำดับ โครงสร้างดังกล่าวทำให้การป้องกันข้อผิดพลาดในการผลิตเป็นระบบมากขึ้นและง่ายต่อการกำหนดมาตรฐานในสายการผลิตต่างๆ.
ตัวอย่างการใช้งาน Poka-Yoke ในทางปฏิบัติ ในงานประกอบ การตรวจสอบ และการขนถ่ายวัสดุ
วิธีที่ง่ายที่สุดที่จะเข้าใจ โปกา-โยเกะ ในกระบวนการผลิตแบบลีนนั้น สิ่งสำคัญคือการพิจารณาว่าผู้ปฏิบัติงานอาจทำผิดพลาดตรงจุดใด และกระบวนการได้รับการออกแบบมาอย่างไรเพื่อป้องกันความผิดพลาดเหล่านั้น ดีมาก ตัวอย่างของ poka-yoke ไม่จำเป็นต้องอาศัยความระมัดระวังเป็นพิเศษ พวกเขาจะป้องกันข้อผิดพลาดด้วยวิธีทางกายภาพ หรือตรวจจับข้อผิดพลาดได้ทันที ก่อนที่ข้อบกพร่องจะลุกลามไปยังขั้นตอนต่อไป.
การประกอบ
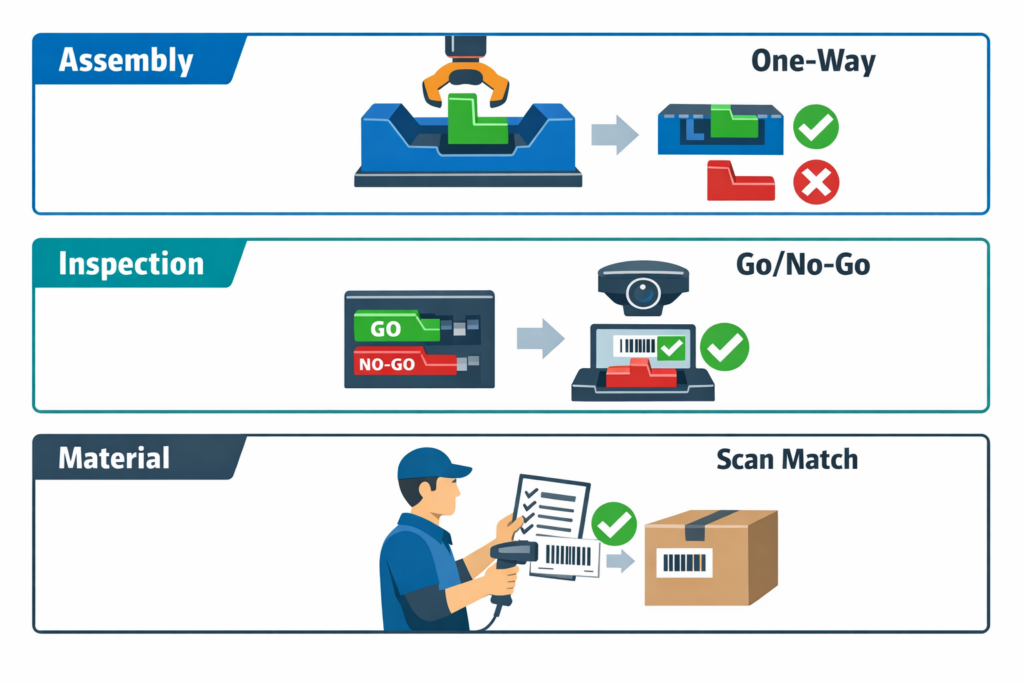
ในขั้นตอนการประกอบขั้นสุดท้าย อุปกรณ์ทางเดียว การออกแบบชิ้นส่วนให้พอดีเป็นหนึ่งในวิธีการป้องกันความผิดพลาดที่พบได้บ่อยที่สุดในกระบวนการผลิต ชิ้นส่วนถูกออกแบบมาให้ประกอบได้เฉพาะในทิศทางที่ถูกต้องเท่านั้น เพื่อไม่ให้ผู้ปฏิบัติงานติดตั้งตัวเชื่อมต่อ ซีล หรือตัวยึดกลับด้าน ซึ่งจะป้องกันการประกอบกลับด้าน ซึ่งเป็นสาเหตุสำคัญของการทำงานซ้ำในอุตสาหกรรมการผลิตอุปกรณ์อิเล็กทรอนิกส์ ยานยนต์ และเครื่องใช้ไฟฟ้า.
ตัวอย่างที่เป็นรูปธรรมอีกอย่างหนึ่งคือ การตรวจจับชิ้นส่วนที่หายไป ณ สถานีทำงาน เซ็นเซอร์ขนาดเล็ก การตรวจสอบน้ำหนัก หรือการยืนยันด้วยไฟสัญญาณ สามารถตรวจสอบได้ว่าสกรู คลิป หรือแหวนรองที่จำเป็นทั้งหมดถูกใช้จริงก่อนที่ชิ้นงานจะออกจากสถานี ซึ่งจะช่วยป้องกันการประกอบที่ไม่สมบูรณ์ โดยเฉพาะอย่างยิ่งในสายการผลิตที่มีสินค้าหลากหลายประเภท ซึ่งผู้ปฏิบัติงานต้องสลับไปมาระหว่างผลิตภัณฑ์ต่างๆ.
เครื่องมือควบคุมแรงบิด นอกจากนี้ยังทำหน้าที่เป็นระบบป้องกันข้อผิดพลาดเมื่อเชื่อมโยงกับลำดับขั้นตอนการทำงาน หากจำนวนการขันยึดที่ต้องการไม่ครบถ้วน สถานีจะไม่ปล่อยชิ้นส่วนหรือดำเนินการทำงานต่อไป ในกรณีนี้ ระบบควบคุมจะป้องกันไม่ให้การขันยึดหลวมหรือการข้ามการขันยึดกลายเป็นข้อบกพร่องที่ซ่อนอยู่.
การตรวจสอบ
ระบบป้องกันแบบ Poka-yoke ที่เน้นการตรวจสอบจะทำงานได้ดีที่สุดเมื่อให้ผลลัพธ์ที่ชัดเจนว่าผ่านหรือไม่ผ่าน แทนที่จะเปิดโอกาสให้มีการตัดสินใจด้วยตนเอง ระบบที่เรียบง่ายเช่นนี้ เกจวัดแบบผ่าน/ไม่ผ่าน นี่เป็นตัวอย่างคลาสสิก: หากหมุด รู หรือร่องที่ผ่านการกลึงไม่ตรงตามค่าความคลาดเคลื่อน เกจวัดจะไม่สามารถสอดเข้าไปได้ สิ่งนี้ช่วยป้องกันไม่ให้ชิ้นส่วนที่ไม่ได้มาตรฐานได้รับการยอมรับโดยอาศัยการคาดเดาด้วยสายตา.
เซ็นเซอร์ตรวจจับภาพ กล้องยังถูกนำมาใช้กันอย่างแพร่หลายในการตรวจสอบความผิดพลาดในกระบวนการผลิตที่ลักษณะทาง視覚มีความสำคัญ ในสายการผลิตบรรจุภัณฑ์ กล้องสามารถยืนยันการมีอยู่ของฉลาก ตำแหน่งของฉลาก หรือสีของฝาปิดก่อนที่จะปิดผนึกกล่อง การควบคุมนี้ช่วยป้องกันการจัดส่งสินค้าที่ติดฉลากผิด ซึ่งอาจก่อให้เกิดการร้องเรียนจากลูกค้า ปัญหาด้านกฎระเบียบ หรือการเรียกคืนสินค้า.
สำหรับงานตรวจสอบด้วยตนเอง จำเป็นต้องใช้โครงสร้างที่เป็นระบบ รายการตรวจสอบโปกาโยเกะ สามารถช่วยให้มั่นใจได้ว่าทุกจุดที่จำเป็นได้รับการตรวจสอบตามลำดับ รายการตรวจสอบนั้นไม่ใช่คำตอบสุดท้าย แต่จะมีประสิทธิภาพเมื่อแต่ละรายการเชื่อมโยงกับการตรวจสอบเฉพาะ เช่น การตรวจสอบหมายเลขซีเรียล การตรวจสอบรหัสล็อต หรือการยืนยันขนาด ซึ่งจะช่วยป้องกันขั้นตอนการตรวจสอบที่ถูกข้ามไป โดยเฉพาะอย่างยิ่งในช่วงเปลี่ยนกะหรือเมื่อมีผู้ปฏิบัติงานชั่วคราวเข้ามาดูแล.
การขนถ่ายวัสดุ
ในการจัดการวัสดุ ตัวอย่างหนึ่งของหลักการป้องกันแบบโปกาโยเกะที่มีประสิทธิภาพมากที่สุดคือ การหยิบสินค้าที่ยืนยันด้วยบาร์โค้ด. ก่อนที่วัสดุจะถูกส่งเข้าสายการผลิต พนักงานจะสแกนใบสั่งงาน จากนั้นสแกนฉลากชิ้นส่วน และระบบจะตรวจสอบว่าตรงกันหรือไม่ วิธีนี้ช่วยป้องกันการป้อนชิ้นส่วนผิด ซึ่งเป็นสาเหตุทั่วไปของข้อบกพร่องในการประกอบในสภาพแวดล้อมที่มีสินค้าหลากหลายชนิดแต่ปริมาณการผลิตต่ำ.
การใช้รหัสสีและการกำหนดตำแหน่งจัดเก็บเฉพาะเจาะจงยังสามารถใช้เป็นกลไกควบคุมแบบ poka-yoke อย่างง่ายได้ เมื่อได้รับการออกแบบอย่างรอบคอบ ตัวอย่างเช่น ชิ้นส่วนด้านซ้ายและด้านขวาอาจใช้สีของภาชนะที่แตกต่างกันและตำแหน่งชั้นวางที่แยกจากกันอย่างชัดเจน ซึ่งจะช่วยลดความเสี่ยงของการสับสนชิ้นส่วนระหว่างการจัดชุด แต่จะยิ่งมีประสิทธิภาพมากขึ้นเมื่อใช้ร่วมกับการตรวจสอบด้วยการสแกน.
การควบคุมที่มีประโยชน์อีกอย่างหนึ่งคือ ภาชนะบรรจุปริมาณคงที่ ตู้เก็บของแบบนั้นจะบรรจุชิ้นส่วนในจำนวนที่พอดีกับจำนวนหน่วยหรือชุดการผลิตเท่านั้น หากมีชิ้นส่วนเหลือหลังจากประกอบเสร็จ หรือหากชิ้นส่วนในตู้หมดก่อนกำหนด ความผิดปกติก็จะปรากฏให้เห็นทันที ทำให้ตรวจจับการขาดแคลน การเบิกจ่ายเกิน และข้อผิดพลาดในการหยิบสินค้าได้ง่ายขึ้น ก่อนที่จะกลายเป็นข้อบกพร่องหรือความคลาดเคลื่อนของสินค้าคงคลัง.
โดยรวมแล้ว ตัวอย่างเหล่านี้แสดงให้เห็นว่าคุณค่าในทางปฏิบัติไม่ได้อยู่ที่คำศัพท์เฉพาะ แต่ขึ้นอยู่กับการเลือกออกแบบที่เกิดขึ้น ณ จุดปฏิบัติงาน ไม่ว่าคุณจะใช้เครื่องมือวัด เกจ เซ็นเซอร์ หรือการตรวจสอบด้วยการสแกน เป้าหมายก็เหมือนกัน คือ ทำให้การกระทำที่ถูกต้องทำได้ง่าย และทำให้การกระทำที่ผิดพลาดสังเกตได้ง่าย.
วิธีออกแบบระบบป้องกันความผิดพลาดที่มีประสิทธิภาพ
วิธีที่มีประโยชน์ในการนำไปใช้ โปกา-โยเกะ ในทางปฏิบัติ การป้องกันความผิดพลาดควรถูกมองว่าเป็นกระบวนการออกแบบ ไม่ใช่เพียงแค่การประกอบอุปกรณ์ที่ไม่เกี่ยวข้องกัน สำหรับผู้จัดการด้านคุณภาพและวิศวกรกระบวนการ เป้าหมายคือการหยุดยั้งความผิดพลาดของมนุษย์ไม่ให้กลายเป็นข้อบกพร่อง ความล่าช้า หรือช่องโหว่ด้านการปฏิบัติตามกฎระเบียบ ในทางปฏิบัติ นั่นหมายถึงการกำหนดความล้มเหลวให้ชัดเจน การระบุตำแหน่งที่ผู้ปฏิบัติงานอาจทำผิดพลาด และการวางระบบควบคุมไว้ ณ จุดนั้นอย่างแม่นยำ เพื่อให้เห็นภาพกระบวนการออกแบบได้ชัดเจนและเฉพาะเจาะจงมากขึ้น เราอาจใช้ตัวอย่างจากการผลิตจริงมาช่วยในการอธิบาย เช่น สายการประกอบชิ้นส่วนอิเล็กทรอนิกส์ด้วยมือที่สร้างแผงควบคุมสำหรับอุปกรณ์อุตสาหกรรม.
เริ่มจากโหมดตรวจสอบข้อบกพร่อง ไม่ใช่โหมดใช้เครื่องมือ
ในสายการผลิตนี้ โรงงานพบความล้มเหลวซ้ำๆ ในระหว่างการทดสอบขั้นสุดท้าย เนื่องจากบางครั้งผู้ปฏิบัติงานติดตั้งตัวเก็บประจุผิดประเภทในสถานีใดสถานีหนึ่ง ขั้นตอนแรกไม่ใช่การถามว่าคุณต้องการเซ็นเซอร์ รายการตรวจสอบ หรืออุปกรณ์จับยึดหรือไม่ แต่เป็นการกำหนดลักษณะของข้อบกพร่องให้ชัดเจน ปัญหาเกิดจากการเลือกชิ้นส่วนผิด การติดตั้งกลับด้าน การไม่ตรวจสอบแรงบิด หรือการใช้คู่มือการทำงานที่ล้าสมัยหรือไม่ ความชัดเจนในระดับนี้มีความสำคัญ เพราะแต่ละลักษณะของความล้มเหลวต้องการวิธีการป้องกันที่แตกต่างกัน.
หลายทีมมักลดทอนการป้องกันข้อผิดพลาดในขั้นตอนนี้ พวกเขาตอบสนองต่อปัญหาด้านคุณภาพด้วยคำแนะนำกว้างๆ เช่น “ระมัดระวังมากขึ้น” หรือ “ตรวจสอบก่อนประกอบ” ซึ่งไม่ได้เปลี่ยนแปลงกระบวนการ การออกแบบที่เน้นการป้องกันข้อผิดพลาดอย่างเข้มแข็งจะระบุข้อผิดพลาดที่แน่นอน ขั้นตอนที่แน่นอน และผลที่ตามมาอย่างชัดเจน ในแง่ของหลักการลีน คุณกำลังออกแบบคุณภาพเข้าไปในกระบวนการแทนที่จะพึ่งพาการตรวจสอบเพื่อจับความแปรปรวนในภายหลัง.
ค้นหาจุดตัดสินใจของผู้ปฏิบัติงาน
เมื่อเข้าใจลักษณะของข้อบกพร่องอย่างชัดเจนแล้ว ให้ระบุช่วงเวลาที่อาจเกิดข้อผิดพลาดขึ้นได้ ในตัวอย่างด้านอิเล็กทรอนิกส์ ข้อบกพร่องไม่ได้เริ่มต้นที่การทดสอบขั้นสุดท้าย แต่เริ่มต้นเมื่อผู้ปฏิบัติงานหยิบตัวเก็บประจุจากถังที่บรรจุชิ้นส่วนที่ดูคล้ายกัน นั่นคือจุดตัดสินใจที่แท้จริง: ช่วงเวลาของการเลือกชิ้นส่วน หากคุณควบคุมเฉพาะการตรวจสอบขั้นสุดท้าย คุณอาจตรวจพบปัญหาได้ แต่คุณได้ใช้แรงงานไปแล้วและเพิ่มความเสี่ยงในการแก้ไขงาน.
หลักการนี้เป็นหัวใจสำคัญของ โปกา-โยเกะ: ควรควบคุมการทำงาน ณ จุดที่เกิดเหตุ สำหรับกระบวนการประกอบ อาจเป็นการหยิบชิ้นส่วน การโหลดอุปกรณ์ การป้อนค่าพารามิเตอร์ หรือการยืนยันใบสั่งงาน สำหรับกระบวนการตรวจสอบย้อนกลับ อาจเป็นการพิมพ์ฉลากหรือการสแกนหมายเลขประจำเครื่อง ยิ่งการควบคุมอยู่ใกล้กับช่วงเวลาของการตัดสินใจมากเท่าไหร่ ต้นทุนในการแก้ไขก็จะยิ่งต่ำลง และโอกาสในการป้องกันก็จะยิ่งสูงขึ้นเท่านั้น.
ตัดสินใจว่าจะป้องกันหรือตรวจจับ
หลังจากระบุจุดตัดสินใจแล้ว ให้เลือกว่าระบบควบคุมควรบล็อกข้อผิดพลาดหรือแจ้งเตือนทันทีหลังจากที่เกิดขึ้น ในตัวอย่างของตัวเก็บประจุ การป้องกันมีประสิทธิภาพมากกว่าการตรวจจับ เพราะผู้ปฏิบัติงานไม่ควรเริ่มประกอบด้วยชิ้นส่วนที่ไม่ถูกต้อง การใช้ตัวป้อนแบบมีกุญแจ การออกแบบถังเก็บเฉพาะ หรือขั้นตอนการสแกนเพื่อตรวจสอบ สามารถหยุดกระบวนการก่อนที่จะติดตั้งชิ้นส่วนที่ไม่ถูกต้องได้ หากการป้องกันอย่างสมบูรณ์ไม่สามารถทำได้ การตรวจจับทันทีที่สถานีก็เป็นตัวเลือกที่ดีที่สุดถัดไป.
นี่คือขั้นตอนสำคัญที่ทีมควรพิจารณาถึงเวลาในการดำเนินการ ความรุนแรงของข้อบกพร่อง และความเสถียรของกระบวนการ หากข้อผิดพลาดก่อให้เกิดความเสี่ยงด้านความปลอดภัย ความล้มเหลวของลูกค้า หรือการแก้ไขที่สิ้นเปลือง การป้องกันมักจะมีความเหมาะสม หากข้อผิดพลาดมีความเสี่ยงต่ำและแก้ไขได้ง่ายภายในไม่กี่วินาที การควบคุมโดยใช้การแจ้งเตือนอาจเพียงพอ มาตรการแก้ไขที่ดีไม่ได้ถูกเลือกตามความชอบ แต่ถูกเลือกตามต้นทุนและผลที่ตามมาจากการทำขั้นตอนนั้นผิดพลาด.
วางอุปกรณ์ควบคุมไว้ในบริเวณที่ปฏิบัติงาน
ระบบควบคุมที่มีประสิทธิภาพต้องเหมาะสมกับผู้ใช้งาน ลำดับขั้นตอนการทำงานจริง. ในตัวอย่างที่ยกมา หากผู้ปฏิบัติงานหยิบชิ้นส่วน สแกนใบสั่งงาน ประกอบชิ้นส่วน และยืนยันความเสร็จสมบูรณ์ การควบคุมที่ดีที่สุดคือการควบคุมที่ขั้นตอนการหยิบหรือการประกอบ ไม่ใช่การบันทึกคุณภาพแยกต่างหากที่กรอกในภายหลัง การใช้ตัวนำทางที่สถานีทำงาน เครื่องป้อนที่รับเฉพาะม้วนที่ถูกต้อง หรือระบบล็อกที่เชื่อมโยงกับชิ้นส่วนที่สแกน ล้วนได้ผล เพราะอุปกรณ์เหล่านี้ทำงานในจุดที่อาจเกิดข้อผิดพลาดได้ ยิ่งการควบคุมอยู่ห่างจากจุดปฏิบัติงานมากเท่าไหร่ ก็ยิ่งง่ายต่อการหลีกเลี่ยงมากขึ้นเท่านั้น.
นี่เป็นเหตุผลหนึ่งที่ทำให้เช็คลิสต์แบบ poka-yoke ที่ตั้งใจดีหลายๆ อันล้มเหลว หากเช็คลิสต์ถูกกรอกหลังจากประกอบเสร็จแล้ว มันมักจะกลายเป็นเอกสารย้อนหลังมากกว่าการควบคุมอย่างมีประสิทธิภาพ เช็คลิสต์อาจยังมีคุณค่า แต่ก็ต่อเมื่อมันถูกรวมเข้ากับลำดับขั้นตอนการทำงานและบังคับให้มีการยืนยันก่อนที่จะดำเนินการในขั้นตอนต่อไป กล่าวอีกนัยหนึ่ง การควบคุมต้องกำหนดพฤติกรรมในเวลาจริง ไม่ใช่แค่บันทึกข้อมูลไว้หลังจากนั้น.
ทดสอบความเสี่ยงจากการหลีกเลี่ยงระบบและวิธีการแก้ไขปัญหาเฉพาะหน้าของผู้ปฏิบัติงาน
แม้แต่ระบบป้องกันความผิดพลาดที่สมบูรณ์แบบทางเทคนิคก็อาจล้มเหลวได้ หากผู้ปฏิบัติงานสามารถหลีกเลี่ยงระบบนั้นได้ภายใต้แรงกดดันในการผลิต สมมติว่าในสายการผลิตอิเล็กทรอนิกส์ ฝ่ายวิศวกรรมได้เพิ่มฉลากเตือนที่พิมพ์ไว้บนถังเก็บ แต่ผู้ปฏิบัติงานยังคงหยิบตัวเก็บประจุผิดตัวระหว่างการเปลี่ยนสายการผลิต เนื่องจากม้วนทั้งสองถูกวางไว้บนโต๊ะทำงานชั่วคราว ระบบควบคุมมีอยู่แล้ว แต่ไม่สามารถทนต่อสภาพการทำงานปกติในโรงงานได้ การออกแบบที่แข็งแกร่งจึงตั้งคำถามที่สำคัญว่า ภายใต้คำสั่งซื้อเร่งด่วน ปัญหาการปรับสมดุลสายการผลิต หรือการขาดแคลนวัสดุ ระบบควบคุมนี้สามารถหลีกเลี่ยงได้หรือไม่
นี่คือเหตุผลที่การทดสอบนำร่องมีความสำคัญ สังเกตผู้ปฏิบัติงานหลายคนในหลายกะ ไม่ใช่แค่คนเดียวที่ได้รับการฝึกฝนมาดีที่สุดในกะกลางวัน หากการกระทำที่ผิดพลาดยังคงเกิดขึ้นได้จริง สามารถข้ามขั้นตอนได้ทางดิจิทัล หรือสามารถแก้ไขได้ง่ายโดยไม่ต้องมีการยกระดับการควบคุม แสดงว่าการควบคุมนั้นอ่อนแอ แข็งแกร่ง การป้องกันความผิดพลาด ระบบต่างๆ จะพิจารณาถึงความแตกต่างในด้านความสนใจ การฝึกฝน ความเหนื่อยล้า และความเร่งด่วน จากนั้นจึงออกแบบระบบโดยคำนึงถึงปัจจัยเหล่านั้น.
เรียนรู้ว่าเมื่อใดที่การป้องกันแบบ Poka-Yoke ทางกายภาพไม่เพียงพอ
การควบคุมทางกายภาพมีประสิทธิภาพ แต่ก็ไม่ได้ครอบคลุมทุกรูปแบบความผิดพลาด ในกระบวนการประกอบเดียวกัน โรงงานอาจยังคงเผชิญกับปัญหาเอกสารตกหล่น การแก้ไขแบบร่างผิดพลาด บันทึกแรงบิดไม่ครบถ้วน การตรวจสอบย้อนกลับหมายเลขซีเรียลไม่ครบถ้วน หรือการตอบสนองล่าช้าเมื่อการตรวจสอบล้มเหลว ปัญหาเหล่านี้ไม่สามารถแก้ไขได้ด้วยอุปกรณ์จับยึดเพียงอย่างเดียว ปัญหาเหล่านี้เป็นปัญหาการควบคุมกระบวนการ และมักสร้างความเสี่ยงมากพอๆ กับความผิดพลาดในการประกอบ.
ตัวอย่างเช่น ผู้ปฏิบัติงานอาจติดตั้งตัวเก็บประจุที่ถูกต้อง แต่ปฏิบัติตามคำแนะนำการทำงานฉบับเก่าในระหว่างการเปลี่ยนรุ่น หรือสถานีอาจตรวจพบการตรวจสอบที่ล้มเหลว แต่ปัญหายังคงไม่ได้รับการแก้ไขเนื่องจากไม่มีหัวหน้างานได้รับการแจ้งเตือนทันเวลา ในกรณีเช่นนี้ การป้องกันความผิดพลาดไม่ได้หมายถึงเฉพาะการประกอบที่ผิดพลาดทางกายภาพเท่านั้น แต่ยังรวมถึงความล้มเหลวของกระบวนการที่ทำให้ข้อบกพร่องแพร่กระจายต่อไปได้ด้วย.
เพิ่มระบบควบคุมดิจิทัลในจุดที่การควบคุมกระบวนการมีความสำคัญ
เมื่อความเสี่ยงอยู่ที่การบันทึก การอนุมัติ การควบคุมการแก้ไข หรือการยกระดับปัญหา การควบคุมแบบดิจิทัลจึงกลายเป็นส่วนหนึ่งของการป้องกันข้อผิดพลาดสมัยใหม่ในกระบวนการผลิต ในสายการผลิตอิเล็กทรอนิกส์ คำแนะนำการทำงานแบบดิจิทัลสามารถช่วยให้ผู้ปฏิบัติงานเห็นเฉพาะเวอร์ชันล่าสุดของใบสั่งงานที่ถูกต้องเท่านั้น การสแกนที่จำเป็นสามารถยืนยันได้ว่าส่วนประกอบที่เลือกตรงกับรายการวัสดุก่อนที่จะทำเครื่องหมายว่างานเสร็จสมบูรณ์ การถ่ายภาพ การป้อนค่า หรือการลงนามอนุมัติจากหัวหน้างานสามารถอุดช่องว่างที่แบบฟอร์มกระดาษมักถูกละเลยหรือกรอกในภายหลังโดยอาศัยความจำได้.
นี่ไม่ได้มาแทนที่ระบบป้องกันความผิดพลาดแบบกายภาพ (poka-yoke) แต่เป็นการต่อยอด ระบบที่มีประสิทธิภาพสูงสุดจะผสานการป้องกันในระดับสถานีเข้ากับการตรวจสอบความถูกต้องในระดับกระบวนการ เพื่อให้ผู้ปฏิบัติงานไม่สามารถใช้ชิ้นส่วนผิด ข้ามขั้นตอนการยืนยันที่สำคัญ หรือปล่อยให้ความผิดพลาดหายไปในอีเมลหรือเอกสารได้ง่ายๆ ตรรกะเดียวกันนี้สามารถนำไปใช้กับระบบควบคุมดิจิทัลได้ เช่น กฎการตรวจสอบความถูกต้อง การตรวจสอบบาร์โค้ด และขั้นตอนการจัดการข้อผิดพลาด.
ระบบป้องกันความผิดพลาดแบบดิจิทัล (Digital Poka-Yoke): การใช้รายการตรวจสอบ การตรวจสอบบาร์โค้ด และขั้นตอนการทำงานสำหรับข้อยกเว้น
ระบบควบคุมทางกายภาพสามารถจัดการกับข้อผิดพลาดในสายการผลิตได้หลายอย่าง แต่ก็ไม่ได้ครอบคลุมทุกจุดที่อาจเกิดความผิดพลาดในการผลิตสมัยใหม่ ในทางปฏิบัติ, การป้องกันความผิดพลาด ตอนนี้ยังรวมถึง การควบคุมแบบดิจิทัล ซึ่งจะบล็อกบันทึกที่ไม่สมบูรณ์ ตรวจสอบวัสดุที่ถูกต้องในขั้นตอนที่เหมาะสม และแจ้งเตือนข้อผิดพลาดก่อนที่จะกลายเป็นข้อบกพร่องในการจัดส่ง.
ระบบ Poka-yoke ดิจิทัลมีประโยชน์อย่างยิ่งเมื่อความเสี่ยงอยู่ที่ข้อมูล ลำดับขั้นตอน การตรวจสอบย้อนกลับ หรือการอนุมัติ ตัวอย่างเช่น การใช้ชิ้นส่วนรุ่นที่ไม่ถูกต้อง การข้ามขั้นตอนการตรวจสอบแรงบิด การปิดใบสั่งงานโดยไม่มีหลักฐานการตรวจสอบ หรือการไม่แจ้งหัวหน้างานหลังจากตรวจสอบไม่ผ่าน สำหรับทีมที่นำ Poka-yoke ไปใช้ในการผลิตแบบลีน การควบคุมเหล่านี้ช่วยสร้างคุณภาพให้เกิดขึ้นจากกระบวนการทำงานโดยรวม ไม่ใช่แค่กระบวนการทางกายภาพเท่านั้น.
ช่องข้อมูลที่จำเป็นและตรรกะแบบมีเงื่อนไข
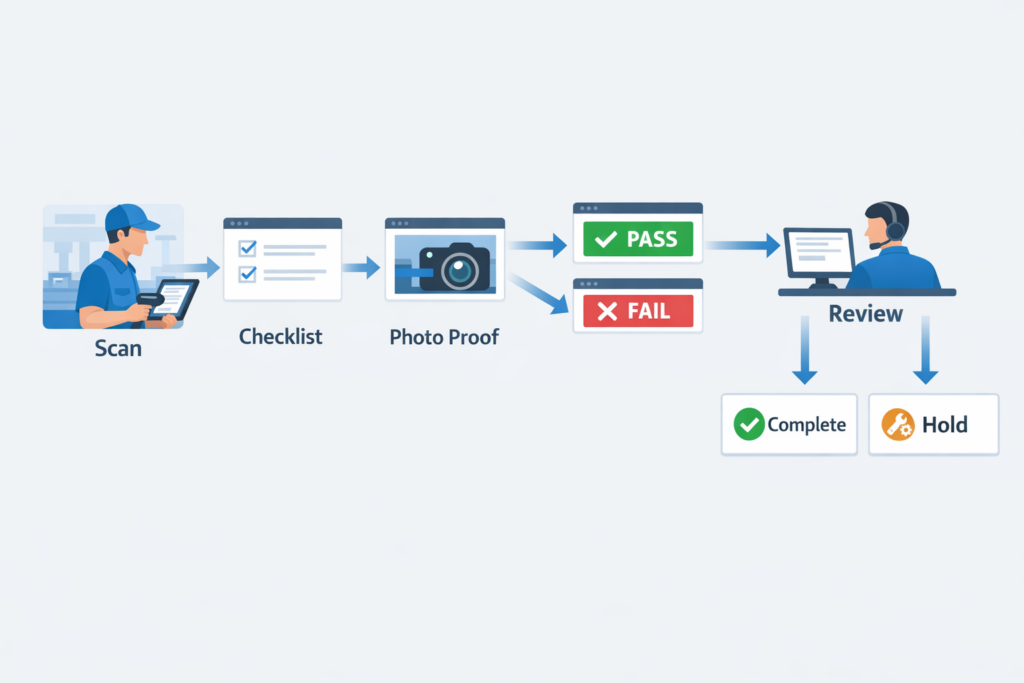
รายการตรวจสอบแบบดิจิทัลสามารถทำหน้าที่เป็นจุดควบคุม ไม่ใช่แค่บันทึกข้อมูลเท่านั้น. ช่องที่ต้องกรอก ระบบจะป้องกันไม่ให้ผู้ปฏิบัติงานดำเนินการต่อหากขาดหมายเลขล็อต รหัสเครื่องจักร ค่าการตรวจสอบ หรือลายเซ็นของผู้ปฏิบัติงาน ในขณะที่ตรรกะแบบมีเงื่อนไขจะเปลี่ยนแปลงแบบฟอร์มตามสิ่งที่เกิดขึ้นจริง ณ สถานีนั้นๆ หากผู้ประกอบชิ้นส่วนอิเล็กทรอนิกส์ระบุว่าการตรวจสอบแรงบิดล้มเหลว ระบบสามารถกำหนดให้ต้องระบุรหัสข้อบกพร่อง อัปโหลดรูปภาพ และแสดงความคิดเห็นเกี่ยวกับการแก้ไขปัญหาทันทีก่อนที่จะดำเนินการใดๆ ต่อไปได้.
เรื่องนี้สำคัญเพราะข้อบกพร่องหลายอย่างไม่ได้เกิดจากการขาดความรู้ แต่เกิดจากการละเลยการตรวจสอบภายใต้แรงกดดันด้านเวลา รายการตรวจสอบแบบโปกาโยเกะที่ออกแบบมาอย่างดีจะช่วยขจัดตัวเลือกในการ "กรอกข้อมูลภายหลัง" ซึ่งเป็นหนึ่งในช่องว่างที่พบบ่อยที่สุดในบันทึกคุณภาพแบบแมนนวล ในแง่นั้น การป้องกันข้อผิดพลาดแบบดิจิทัลในการผลิตจึงทำหน้าที่เช่นเดียวกับระบบล็อกทางกายภาพ กล่าวคือ ป้องกันขั้นตอนต่อไปจนกว่าจะตรงตามเงื่อนไขที่สำคัญ.
การตรวจสอบบาร์โค้ดและหลักฐานการดำเนินการ
การตรวจสอบบาร์โค้ดช่วยเพิ่มระดับการควบคุมให้เข้มงวดมากขึ้นเมื่อข้อมูลระบุตัวตนของวัสดุมีความสำคัญ ในตัวอย่างการประกอบชิ้นส่วนอิเล็กทรอนิกส์ ผู้ปฏิบัติงานจะสแกนบาร์โค้ดของม้วนชิ้นส่วนก่อนการโหลด และระบบจะเปรียบเทียบกับรายการวัสดุ (BOM) หรือรายการสั่งงานที่ได้รับอนุมัติ หากรหัสที่สแกนไม่ตรงกับหมายเลขชิ้นส่วนหรือรุ่นที่กำหนด รายการตรวจสอบจะบล็อกการดำเนินการและแจ้งเตือนความไม่ตรงกันทันที.
คุณสามารถใช้หลักการเดียวกันนี้กับการพิสูจน์การปฏิบัติงานได้ ขั้นตอนการวัดแรงบิดอาจกำหนดให้ต้องมีรูปถ่ายหน้าจอแสดงผลของเครื่องมือวัดแรงบิด หรือการอ่านค่าที่เชื่อมโยงจากอุปกรณ์อัจฉริยะ ก่อนที่เครื่องจะดำเนินการในขั้นตอนต่อไป เมื่อเทียบกับบันทึกที่เป็นกระดาษแล้ว วิธีนี้จะสร้างการตรวจสอบย้อนกลับได้ดีกว่ามาก โดยเฉพาะในโรงงานที่การตรวจสอบจากลูกค้า ข้อกำหนด ISO หรือการเรียกร้องการรับประกันขึ้นอยู่กับการพิสูจน์อย่างแน่ชัดว่าได้ตรวจสอบอะไร ใครเป็นผู้ตรวจสอบ และเมื่อใด.
การอนุมัติพร้อมประทับเวลาและการกำหนดเส้นทางข้อยกเว้นอัตโนมัติ
ชั้นถัดไปคือขั้นตอนการทำงาน หากทีมประกอบชิ้นส่วนอิเล็กทรอนิกส์ทีมเดียวกันบันทึกการสแกนที่ล้มเหลว รูปภาพที่หายไป หรือผลการตรวจสอบที่ไม่ได้มาตรฐาน ระบบไม่ควรพึ่งพาการที่ใครบางคนสังเกตเห็นในภายหลังจากสเปรดชีต แต่ควรส่งข้อมูลที่ผิดปกติไปยังหัวหน้างาน วิศวกรคุณภาพ หรือผู้ควบคุมงานโดยอัตโนมัติ พร้อมด้วยบันทึกการอนุมัติที่มีการประทับเวลาและสถานะที่ชัดเจน เช่น การระงับ การแก้ไข หรือการตรวจสอบเพื่อทิ้ง.
นี่คือจุดที่ระบบป้องกันความผิดพลาดแบบดิจิทัล (Digital Poka-yoke) กลายเป็นมากกว่าแค่การเก็บรวบรวมข้อมูล มันช่วยสร้างมาตรฐานในการตอบสนองต่อสภาวะผิดปกติ ลดความล่าช้าในการควบคุม และสร้างบันทึกการตรวจสอบเพื่อวิเคราะห์ปัญหาที่เกิดขึ้นซ้ำๆ สำหรับโรงงานที่พยายามเสริมสร้างระบบป้องกันความผิดพลาดให้มีความคืบหน้ามากขึ้น การกำหนดเส้นทางการจัดการข้อยกเว้นจะช่วยลดช่องว่างระหว่างการตรวจจับและการดำเนินการ.
Jodoo สนับสนุนการป้องกันข้อผิดพลาดทางดิจิทัลได้อย่างไร
กับ Jodoo, ผู้ผลิตสามารถสร้างระบบควบคุมเหล่านี้ได้โดยไม่ต้องเขียนโค้ดเอง ด้วยการรวมแบบฟอร์มดิจิทัล กฎการตรวจสอบความถูกต้อง การสแกนบาร์โค้ด ฟิลด์เงื่อนไข การทำงานอัตโนมัติ และแดชบอร์ดเข้าไว้ในระบบเดียว ในสถานการณ์การประกอบชิ้นส่วนอิเล็กทรอนิกส์ ทีมงานสามารถกำหนดค่ารายการตรวจสอบระดับสถานีที่บล็อกการทำงานจนกว่าจะสแกนบาร์โค้ดของชิ้นส่วนที่ถูกต้อง อัปโหลดหลักฐานภาพถ่ายแรงบิด และผ่านการตรวจสอบที่จำเป็นทั้งหมด หากมีรายการใดล้มเหลว, Jodoo สามารถส่งบันทึกไปยังหัวหน้างานเพื่อตรวจสอบโดยอัตโนมัติ ล็อกสถานะ แจ้งเตือนผู้ที่เกี่ยวข้อง และเก็บประวัติพร้อมประทับเวลาเพื่อใช้ในการตรวจสอบย้อนกลับได้.
นั่นทำให้ Jodoo มีประโยชน์สำหรับโรงงานที่เข้าใจความหมายของระบบป้องกันข้อผิดพลาด (poka-yoke) อยู่แล้ว แต่ต้องการนำไปปรับใช้กับเอกสาร การอนุมัติ และการตรวจสอบวัสดุ แทนที่จะมองว่าบันทึกดิจิทัลเป็นเพียงเอกสารที่ไม่ใช้งาน คุณสามารถเปลี่ยนให้เป็นระบบควบคุมเชิงรุกที่สนับสนุนการป้องกันข้อผิดพลาดอย่างแท้จริงในกระบวนการผลิตได้.
สรุป: สร้างระบบ Poka-Yoke ที่ชาญฉลาดกว่าเดิม
โปกา-โยเกะ หมายความว่ามากกว่าแค่การเพิ่มอุปกรณ์จับยึด สวิตช์จำกัด หรือเซ็นเซอร์ลงในเวิร์กสเตชัน ในทางปฏิบัติแล้ว มันเป็นวิธีการออกแบบงานเพื่อให้การกระทำที่ถูกต้องทำได้ง่ายขึ้น การกระทำที่ผิดทำได้ยากขึ้น และหยุดยั้งข้อบกพร่องก่อนที่จะลุกลามไปยังขั้นตอนต่อไป เรื่องนี้สำคัญเพราะแม้แต่ระบบตรวจสอบที่มีประสิทธิภาพสูงก็ไม่สามารถเทียบได้กับข้อได้เปรียบด้านต้นทุนและความเร็วของการป้องกันข้อผิดพลาดตั้งแต่ต้นเหตุ.
สำหรับผู้ผลิตส่วนใหญ่ วิธีที่ดีที่สุดคือการผสมผสาน การป้องกันความผิดพลาดทางกายภาพ กับ การควบคุมกระบวนการดิจิทัล. อุปกรณ์จับยึดชิ้นงานอาจป้องกันการใส่ชิ้นส่วนผิดได้ แต่จะไม่สามารถหยุดผู้ปฏิบัติงานจากการใช้คู่มือการทำงานที่ล้าสมัย การข้ามขั้นตอนการบันทึกการตรวจสอบย้อนกลับ หรือการปิดงานโดยไม่บันทึกความผิดปกติได้ ระบบควบคุมดิจิทัล เช่น การตรวจสอบที่จำเป็น การตรวจสอบบาร์โค้ด การตรวจสอบด้วยภาพถ่าย ขั้นตอนการอนุมัติ และการกำหนดเส้นทางการจัดการข้อยกเว้น จะช่วยอุดช่องว่างเหล่านั้นและสร้างระบบคุณภาพในตัวที่สมบูรณ์ยิ่งขึ้น.
นี่คือที่นี่ Jodoo เหมาะอย่างยิ่งสำหรับทีมงานฝ่ายผลิต ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด Jodoo ช่วยให้คุณสร้างรายการตรวจสอบ กฎการตรวจสอบ แบบฟอร์มการติดตาม และเวิร์กโฟลว์การแจ้งปัญหาได้เองโดยไม่ต้องพัฒนาโปรแกรมเพิ่มเติม ทำให้การควบคุมคุณภาพสามารถปรับตัวได้ตามการเปลี่ยนแปลงของกระบวนการ หากคุณต้องการเปลี่ยนหลักการ Poka-yoke ให้เป็นระบบที่ใช้งานได้จริงในชีวิตประจำวัน คุณก็สามารถใช้ Jodoo ได้ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต.

