
Introduction: Why Kitting Matters Before Production Starts
In many factories, a work order can be released on time and still start late because the kitting is not ready. Studies commonly show that operators can spend up to 20% of their time on non-value-added activities such as searching, walking, and waiting for parts, and poor material staging is a major cause. For production, warehouse, materials, and operations managers, that delay is not a small inconvenience. It is the point where shortages appear too late, line schedules slip, and material flow becomes unpredictable.
That is why kitting should be treated as a production-readiness discipline, not just a warehouse task. If components are picked, verified, labeled, and staged correctly before a job starts, teams can launch work orders with fewer interruptions and better line-side control. If not, assemblers end up hunting for parts, supervisors scramble for substitutions, and warehouse staff get pulled into avoidable expediting.
Artikel ini menjelaskan apa kitting means in manufacturing, how the material kitting process works from work order release to line delivery, and where production kitting improves assembly efficiency. It also looks at the most common kit-preparation failures and outlines what a alur kerja digital should include to strengthen work order material readiness before production begins.
What Kitting Means in Manufacturing and How It Improves Material Flow
What Kitting Means on the Factory Floor
Di bidang manufaktur, kitting means gathering the exact materials needed for a specific job, batch, or work order before production starts. Instead of sending operators to pull parts from multiple bins or racks during assembly, the warehouse or materials team prepares a complete kit and delivers it in a controlled format. In practice, manufacturing kitting improves work order material readiness by making sure the right parts, in the right quantities, reach the line at the right time.
This matters most in discrete manufacturing, where a single product may require dozens or hundreds of components across several stations. A well-prepared kit simplifies the material kitting process because the production team receives a staged set of parts rather than a list of locations to search. That reduces interruptions, shortens setup time, and creates a cleaner handoff between warehouse and production.
How Kitting Differs from Bundling, Sub-Assembly, and Line-Side Storage
Kitting is often confused with product bundling, but they are not the same. Bundling is a sales or packaging activity where multiple finished items are sold together, while production kitting happens before or during manufacturing to support assembly. The purpose of kitting is operational control, not commercial presentation.
It is also different from sub-assembly and simple line-side storage. A sub-assembly is a partially built unit, such as a wired harness or mounted bracket, that has already undergone labor and transformation. Line-side storage, by contrast, is just keeping stock near the workstation; kitting means those materials are picked, verified, and assigned to a specific order or production run.
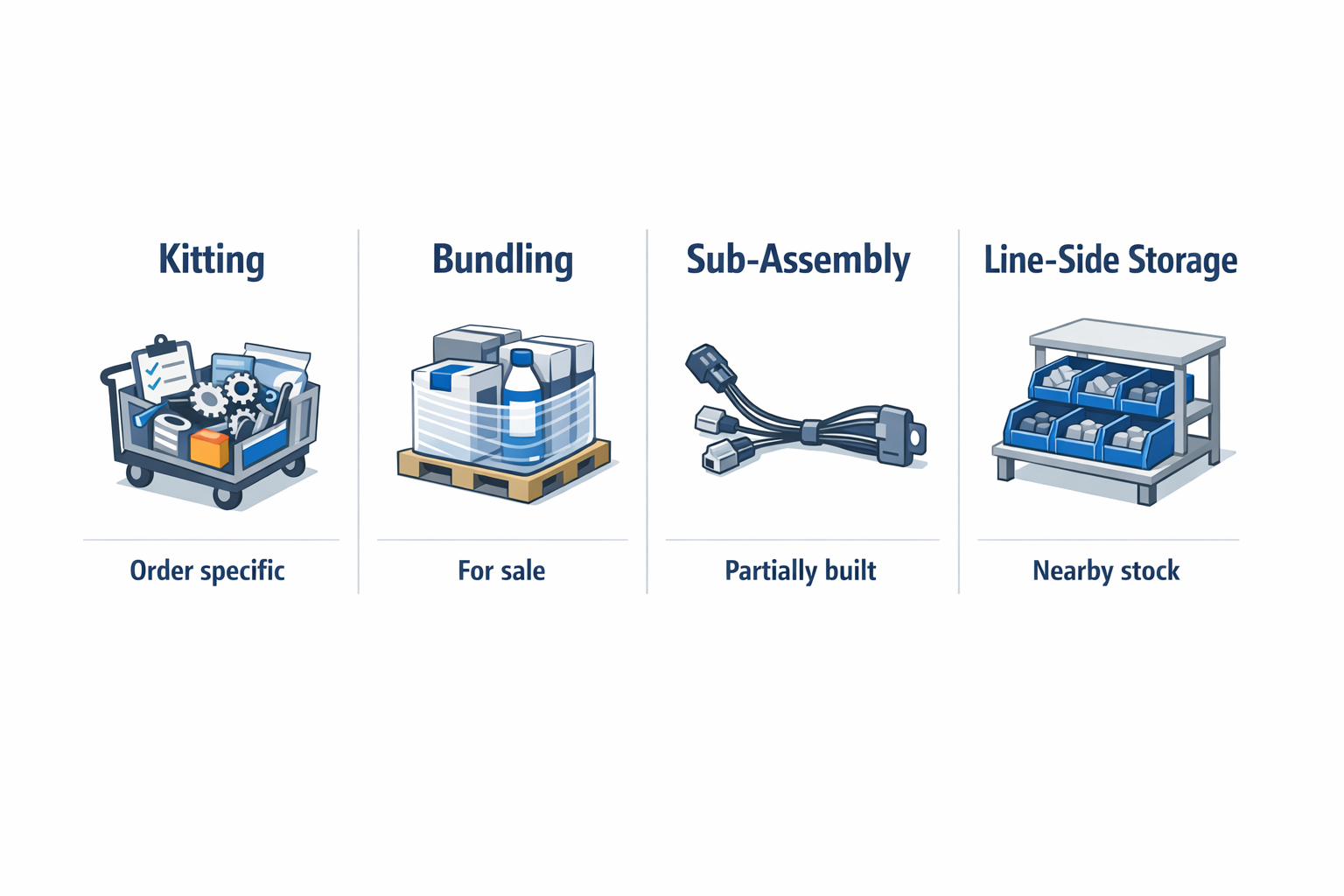
That distinction is important for inventory control. When materials are only stored near the line, consumption can become harder to trace, especially if multiple jobs draw from the same bins. A true kit creates clearer allocation, better accountability, and more reliable visibility into what is ready, missing, or still being picked.
How Warehouse Kitting Improves Material Flow
Warehouse kitting improves aliran material by shifting complexity away from the production operator and into a controlled preparation step. Instead of having assemblers pause to look for fasteners, connectors, labels, or optional parts, the warehouse team consolidates those items in advance. This reduces travel, minimizes picking mistakes at the workstation, and supports more predictable cycle times.
In an electronics assembly environment, for example, a kit may include PCBs, connectors, screws, labels, and ESD-safe packaging for one production batch. Presenting those materials together helps operators stay focused on build quality and sequence compliance rather than material hunting. It also makes shortages more visible before work starts, which is one reason assembly kit preparation is closely tied to production readiness.
Why Better Kit Preparation Supports Smoother Handoffs
Bagus kitting is not just about having parts in a box or trolley. It is about preparing materials in a format that the next process can use immediately, with clear labeling, quantity control, and order-level identification. That improves the handoff between stores, supermarkets, and assembly lines because everyone works from the same material signal.
In automotive assembly, this often means sequencing kits by vehicle variant or build slot so operators receive model-specific components in order. In a high-mix factory, that approach lowers the risk of installing the wrong trim, bracket, or fastener set on the wrong unit. Better production kitting therefore supports both flow efficiency and execution accuracy without adding complexity at the point of use.
What a Good Material Presentation Looks Like
Effective assembly kit preparation also improves material presentation, which has a direct impact on speed and ergonomics. Parts should be organized in the order of use, clearly separated, and easy to identify without excess handling. When kits are packed logically, operators can confirm contents at a glance and move through the task with less reaching, sorting, and repacking.
For a precision components manufacturer, that may mean placing small consumables in labeled compartments and heavier parts at the front of the cart to reduce awkward motion. For a warehouse kitting team, the goal is not only completeness but usability at the station. When kitting is designed around how production actually consumes material, the result is faster starts, fewer handling errors, and a smoother overall flow.
How the Material Kitting Process Works from Work Order to Line Delivery
To make kitting support production instead of slowing it down, the process has to follow the work order in a controlled sequence. A practical material kitting process starts when a job is released and ends only when production confirms that the kit is complete, correct, and ready to consume at the line.
To make that sequence concrete, use a practical example to illustrate: a factory preparing kits for 100 control panels scheduled for final assembly on the morning shift. In this case, work order material readiness depends on whether the right terminals, wires, relays, labels, screws, and enclosures are prepared before assembly starts.
Work Order Release and BOM Review
The process begins when planning releases the work order with the required quantity, due date, routing, and BOM revision. At this point, warehouse kitting should not start from an old printout or verbal instruction; the team needs the current approved BOM, including any engineering changes, approved substitutes, and unit-of-measure rules. In many factories, the first delay happens here when the work order is released before documents are fully aligned.
For the control panel order, the materials team reviews whether the BOM reflects the latest relay specification and whether the kit should include consumables such as cable ties and fasteners. This step seems administrative, but it is where production kitting either starts cleanly or inherits avoidable errors. Good manufacturing kitting depends on locking the correct material list before anyone picks stock.
Pick-List Generation and Allocation
Once the BOM is confirmed, the next step is to generate a pick list tied to the specific work order quantity. The pick list should translate engineering content into warehouse action by showing item code, description, storage location, lot or batch requirements where applicable, and the exact quantity needed for the kit. If inventory control for kitting is weak, this is where shortages first become visible, especially when stock exists in the system but is already reserved, quarantined, or stored in the wrong location.
For the 100-panel order, the pick list may show 100 enclosures, 200 relays, 100 terminal blocks, 3,000 screws, and cut lengths of wire by color and gauge. If two relay lots are available but only one is approved for this customer order, that restriction should appear before picking begins. This is the point where material allocation protects assembly kit preparation from downstream rework.
Component Picking and Quantity Verification
After the pick list is released, warehouse staff collect components from their assigned storage locations and place them into a designated kit container, cart, or pallet. In a disciplined material kitting process, picking is not complete when items are physically gathered; each item also needs a quantity check against the work order requirement. Errors at this stage often come from similar-looking parts, split locations, or partial-bin balances that were never updated after prior issues.
For the control panel example, a picker may retrieve the correct terminal blocks but only find 180 relays instead of the required 200. That gap should be identified during verification, not after the kit reaches the line. In effective warehouse kitting, shortages, over-picks, and wrong-part exceptions are flagged before the kit moves forward.
Kit Staging and Line-Side Handoff
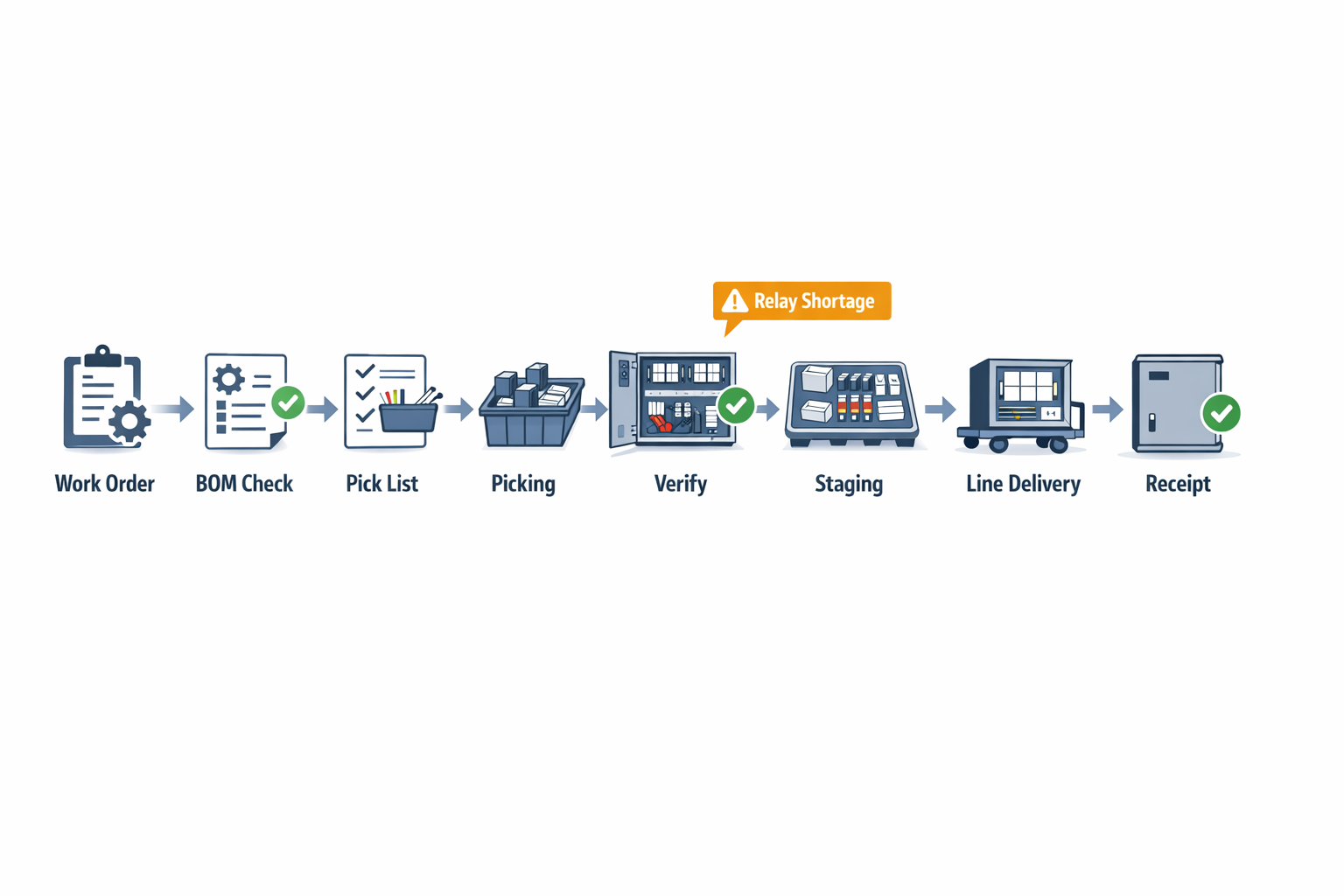
Once quantities are verified, the kit is staged in a clearly identified area by work order, line, shift, or start time. The objective is to move from picked material to production-ready material, which means labels, containers, and status markers must allow supervisors to see whether the kit is complete, partial, on hold, or awaiting substitution approval. From there, the kit is delivered to the assembly area in the sequence that production will consume it.
In the control panel example, the completed kit is staged for Line 2 with a start time of 8:00 a.m., while the relay shortage keeps one related container in exception status. The end-to-end flow is simple in principle: work order release → BOM check → pick list → picking → verification → staging → line delivery → production receipt. When this flow is controlled tightly, work order material readiness becomes visible before the first operator starts assembly.
Production Receipt and Final Readiness Confirmation
The last step is the production receipt, where the line team confirms that the delivered kit matches the work order and is ready to use. This handoff matters because material responsibility shifts from warehouse preparation to production consumption, and any open exceptions must be visible at that moment. Without a formal receipt step, partial kits can be mistaken for complete ones, and shortages can disappear into informal follow-up.
For the control panel order, the line leader checks that the enclosure set, hardware, labels, and wiring materials are present and confirms that the missing relay quantity is still pending. That confirmation closes the warehouse side of assembly kit preparation and gives production a clear status before start-up. In practice, strong production kitting is less about moving parts quickly and more about making line readiness unambiguous.
Common Kitting Problems in Manufacturing
Incomplete Kits and Late Shortage Discovery
The most common failure in manufacturing kitting is simple but costly: the kit reaches staging or the line with missing parts. In many plants, the shortage is not discovered until assembly is about to start, which turns a material issue into a schedule issue. A 15-minute search for one missing fastener can idle an operator, but a missing PCB, motor, or connector can stop an entire work order. This is where weak inventory control for kitting shows up directly as lost production time.
Incomplete kits usually come from timing gaps between inventory records and actual stock on hand. Parts may be allocated in the system but are still sitting in receiving, locked in quality hold, or already consumed by another urgent order. In warehouse kitting operations, this often happens when pickers are measured on speed alone and not on verified kit completeness. The result is poor work order material readiness, even when the ERP says the material is available.
Wrong Revisions and Unapproved Substitutions
Revision errors are harder to spot than missing parts because the kit looks complete until production starts building. In electronics, medical devices, and engineered assemblies, using an outdated label, drawing, or component revision can create rework, scrap, or compliance risk. One study by the American Society for Quality has estimated that the cost of poor quality can run from 15% to 20% of sales revenue in many organizations, and material revision mistakes are a direct contributor.
Substitution control is another weak point in the material kitting process. If the specified part is unavailable, warehouse or line teams may use a “close enough” replacement without documented approval from engineering, quality, or planning. That may keep one job moving, but it creates traceability gaps and can cause downstream failures in testing or customer audits. In production kitting, speed matters, but uncontrolled substitutions are rarely a real fix.
Poor Labeling, Mixed Containers, and Partial Kit Confusion
Many assembly kit preparation problems start with poor material presentation rather than a true inventory shortage. Labels may be handwritten, missing lot numbers, or placed on outer bins, while inner bags remain unidentified. When multiple work orders are staged in the same area, similar-looking components can easily be mixed, especially in high-volume discrete manufacturing. That increases picking errors, line-side confusion, and the risk of issuing the wrong quantity to the wrong order.
Partial kits create a second layer of confusion when there is no clear status control. A kit may be 80% complete, but if it is staged without a visible hold status, production assumes it is ready. Supervisors then assign labor based on false readiness, and the schedule slips as soon as operators encounter the gap. The most common failure points in kitting and handoff are incomplete content, wrong revisions, poor labeling, undocumented substitutions, and unclear ownership when a partial kit moves forward.

Weak Handoff Accountability Between Warehouse and Production
Even when the picking work is done correctly, handoff failures can still disrupt production readiness. In many factories, warehouse kitting teams believe their job ends when the cart leaves staging, while production teams assume the kit has already been checked and approved. Without a defined handoff point, shortages, damage, or missing documents become “someone else’s problem” until the line stops.
This accountability gap affects schedule adherence more than most managers expect. A missed handoff confirmation on a high-mix assembly line can delay multiple downstream orders because labor, machines, and shared fixtures are scheduled in sequence. The issue is not only operational; it also affects escalation speed. If no one owns shortage reporting at the moment of transfer, planners and buyers learn about the problem too late to respond effectively.
Safety and Ergonomics Risks at the Workstation
Poor production kitting also creates safety and ergonomic risks that are often overlooked because they do not appear in inventory reports. Overfilled carts, loose bags, unstable boxes, and poorly arranged containers force operators to bend, reach, sort, and search while working against takt time. According to the International Labour Organization, work-related musculoskeletal disorders remain one of the most common occupational health problems worldwide, and poor workstation material presentation is a known contributor.
In practice, cluttered kit delivery increases both error rates and fatigue. A kit that is technically complete but badly arranged still slows assembly and raises the chance of dropped parts, damaged components, or wrong-part use. For managers reviewing the material kitting process, this is an important point: production readiness is not just about whether the material arrived, but whether it arrived in a form that can be used safely and efficiently.
What a Digital Kitting Workflow Should Include
Status Tracking From Pick Start to Production Handoff
A digital workflow for production kitting should make kit status visible at every step, not just at completion. At a minimum, you should be able to see whether a kit is pending, picking, under verification, short, approved with substitution, staged, delivered, or received by production. This matters because work order material readiness is not a yes-or-no condition; it changes throughout the shift as parts are picked, checked, and handed over. In plants with frequent schedule changes, real-time status tracking helps supervisors re-sequence labor and prioritize the kits that will protect the next production start.
Barcode Checks, Shortage Alerts, and Controlled Exceptions
The core workflow components of a digital kitting system should include barcode-based picking confirmation, quantity verification, automatic shortage alerts, substitution approval routing, and role-based sign-off before line delivery. Together, these controls turn the material kitting process into a managed workflow instead of a series of manual updates across paper, radios, and spreadsheets. For example, if a picker scans the wrong resistor reel in an electronics warehouse, the system should stop the transaction at the point of pick rather than allowing the error to surface at final assembly. In the same way, if a required fastener is unavailable in an automotive kit, the shortage should trigger an alert and route the exception to materials or engineering before the kit is released.

Role-Based Handoffs Keep Accountability Clear
Manufacturing kitting often fails when responsibility becomes blurred between stores, warehouse kitting teams, material planners, and line leaders. A digital workflow should assign each step to a role, define the completion condition, and record a time-stamped handoff so no one has to guess who owns the next action. This is especially useful for partial kits, urgent orders, or substitute materials that need review before release. In practice, role-based controls reduce informal workarounds and improve inventory control for kitting because every exception is attached to a person, status, and decision trail.
Dashboards Should Show Readiness, Not Just Inventory
Many manufacturers already track stock balances, but that alone does not tell you whether assembly kit preparation is ready for the next shift. A useful dashboard should show kit completion by work order, shortages by component family, overdue staging tasks, substitution frequency, and delivery performance from warehouse to line. If 18 out of 25 kits for the morning schedule are complete, that is a more actionable signal for operations than a general inventory report. For materials and production managers, this view connects warehouse activity directly to schedule execution.
Why Spreadsheets Stop Working as Kitting Complexity Grows
Spreadsheets can support simple kitting in low-mix environments, but they struggle when revisions change, substitute rules vary by product, and multiple departments need live visibility. Manual files do not reliably enforce scan validation, prevent duplicate picks, or trigger escalation when a shortage blocks assembly kit preparation for a priority order. They also depend heavily on individuals updating the right sheet at the right time, which becomes fragile across shifts and sites. Once manufacturing kitting involves frequent changes to BOMs, kit priorities, or production sequencing, a structured workflow is usually more reliable than file-based coordination.
Practical Criteria for Evaluating a Digital Kitting System
When evaluating a digital setup for warehouse and production kitting, start with five practical questions. Can it track kit status in real time by work order and part shortage? Can it validate picks with barcode or QR scans at the point of action? Can it route exceptions such as substitutions, shortages, and partial-kit approvals without email chasing? Can it provide dashboards that show material readiness by order, shift, or line?
You should also check how easily the workflow can adapt when your assembly process changes. In many factories, the right digital system is not the one with the longest feature list, but the one that can reflect your actual material flow, handoff rules, and approval paths without a long redevelopment cycle. That flexibility becomes important when product mix increases, customer priorities shift, or the material kitting process needs to be standardized across multiple lines.
Conclusion: Use Jodoo to Manage Kitting, Material Status, and Work Order Readiness
Kitting matters because it directly affects whether a work order starts on time with the right materials in the right condition. When kit preparation is controlled well, you get smoother material flow, fewer last-minute shortages at the line, and better schedule stability across production and warehouse operations. In practical terms, strong kitting reduces searching, prevents avoidable stoppages, and improves production readiness before operators begin assembly.
Jodoo helps manufacturers turn kitting from a loosely coordinated warehouse activity into a tracked, workflow-driven process. You can create kit tasks from released work orders, verify picked components with barcode scans, update material status in real time, trigger shortage alerts, and route exceptions such as substitutions or partial kits to the right supervisor for action. That gives warehouse, materials, and production teams a shared view of what is ready, what is blocked, and what needs escalation before line delivery.

If you want a no-code lean manufacturing platform to manage kitting, material visibility, and work order readiness, Jodoo is a practical place to start. You can mulai uji coba gratis atau pesan demo Sekarang.


