
Pendahuluan: Mengapa SMED Penting untuk Manufaktur Modern
Pergantian produksi yang lama tidak hanya menghentikan satu mesin. Hal itu mengurangi kapasitas yang tersedia, menunda pesanan, meningkatkan lembur, dan membuat produksi batch kecil lebih sulit dijalankan secara menguntungkan. Itulah sebabnya SMED SMED masih relevan di lingkungan produksi saat ini. Pertukaran Dadu Satu Menit, sebuah metode lean untuk mengurangi waktu penyiapan dan pergantian.
Bagi manajer produksi, pemimpin lean, manajer pabrik, insinyur industri, dan tim pemeliharaan, pengurangan waktu penyiapan secara langsung memengaruhi OEE (Overall Equipment Effectiveness), kepatuhan jadwal, pemanfaatan tenaga kerja, dan waktu respons terhadap perubahan permintaan. Tekanan ini terlihat di banyak sektor: pabrik otomotif membutuhkan peralihan model atau suku cadang yang lebih cepat, lini pengemasan menghadapi perubahan SKU yang sering, pabrik elektronik menjalankan siklus produk yang lebih pendek, dan pabrik makanan dan minuman harus melakukan peralihan dengan cepat tanpa mengorbankan kualitas atau kebersihan. Bahkan pengurangan 10 hingga 20 menit per peralihan dapat menghemat kapasitas produksi selama berjam-jam setiap minggu pada lini produksi dengan variasi produk yang tinggi.
Artikel ini menjelaskan apa SMED Artikel ini menjelaskan bagaimana proses SMED bekerja, dan mengapa memisahkan pengaturan internal dari pengaturan eksternal merupakan dasar dari pergantian produksi yang lebih cepat. Artikel ini juga menunjukkan bagaimana produsen dapat mempertahankan peningkatan pergantian produksi yang efisien dengan eksekusi digital yang terstandarisasi, bukan hanya keuntungan kaizen sekali saja.
Apa itu SMED: Pengaturan Internal dan Eksternal
Pengaturan Internal Menghentikan Jalur Produksi; Pengaturan Eksternal Tidak
Logika inti dari SMED Sederhana saja: pisahkan pekerjaan penyiapan yang harus dilakukan saat mesin berhenti dari pekerjaan yang dapat dilakukan sebelum atau setelah berhenti. Dalam pertukaran cetakan satu menit, pengaturan internal Termasuk tugas-tugas seperti melepas kerah pembentuk, mengganti rahang penyegel, atau menyesuaikan pemandu yang secara fisik mengharuskan jalur pengemasan untuk berhenti beroperasi. Pengaturan eksternal Termasuk mengambil rol film berikutnya, menyiapkan peralatan, memverifikasi resep, memanaskan komponen terlebih dahulu, dan menyiapkan label saat SKU yang sedang berjalan masih beroperasi.
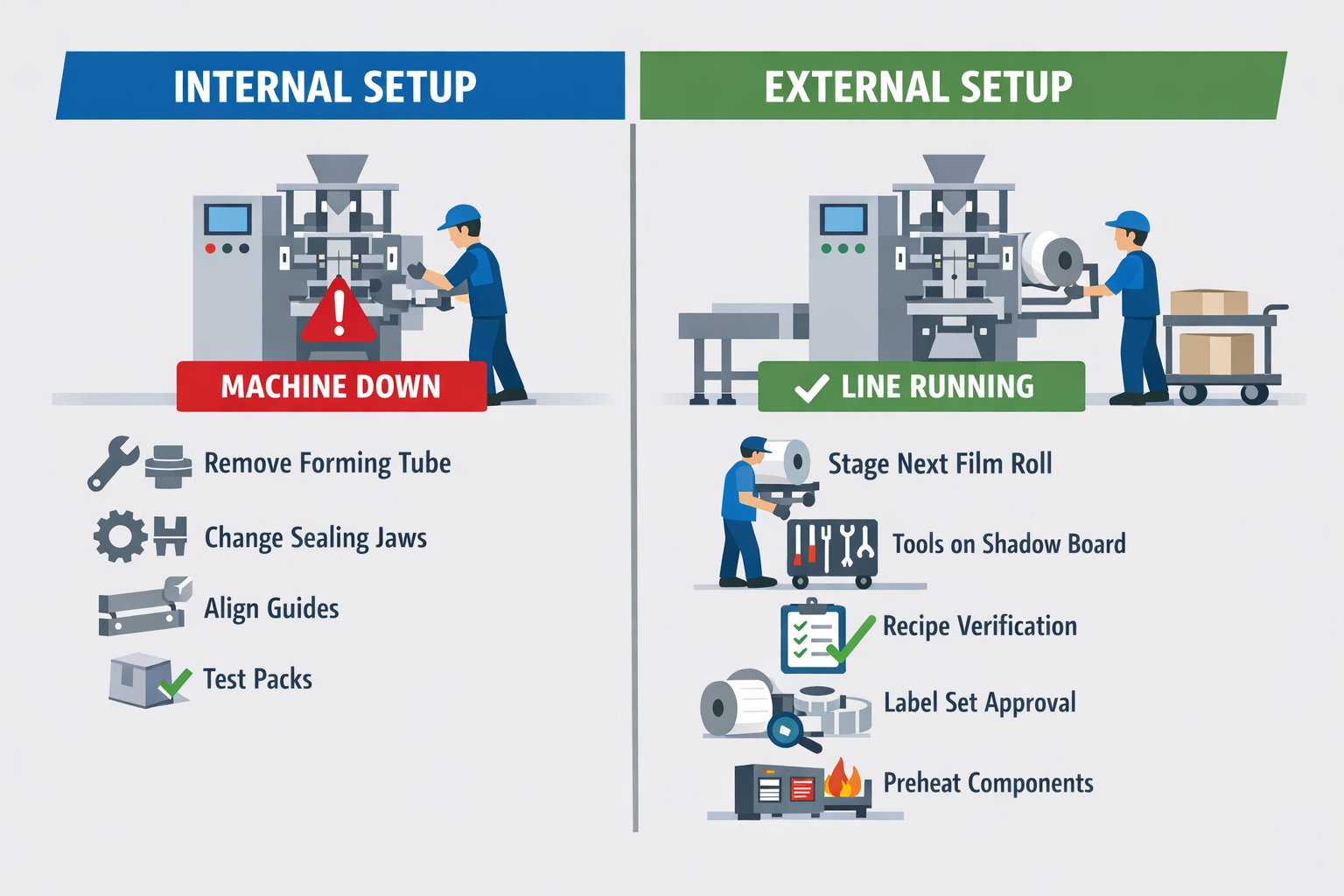
Perbedaan ini penting karena banyak pabrik memperlakukan seluruh proses pergantian sebagai waktu henti mesin, bahkan ketika sebagian besar pekerjaan tidak memerlukannya. Dalam praktiknya, operator sering menunggu alat, mencari suku cadang, memastikan material, atau meminta persetujuan hanya setelah paket terakhir yang baik keluar dari jalur produksi. Itulah mengapa terobosan pertama dalam proses SMED bukanlah pekerjaan kunci pas yang lebih cepat; melainkan memastikan bahwa penundaan yang dapat dihindari tidak lagi tersembunyi di dalam penghentian produksi.
Contoh di Jalur Pengemasan: Di Mana Waktu Benar-Benar Terbuang
Pertimbangkan lini pengemasan pouch yang beralih dari kemasan snack 200 g ke kemasan keluarga 500 g. Tim mencatat waktu peralihan selama 42 menit, tetapi hanya sebagian dari waktu tersebut yang benar-benar merupakan pengaturan internal. Ketika mereka mengamati perubahan tersebut, mereka menemukan bahwa 11 menit dihabiskan untuk mencari gulungan film yang tepat, sampel registrasi cetak, suku cadang pengganti, dan alat pengencang torsi, semuanya setelah mesin sudah berhenti.
Tujuh menit lagi terbuang karena operator berjalan ke area toko dua kali, bagian perawatan dipanggil terlambat untuk membantu penyesuaian rel pemandu, dan pengecekan kualitas label baru hanya dilakukan setelah pemasangan. Tak satu pun dari tugas-tugas tersebut secara inheren mengharuskan lini produksi berhenti beroperasi. Inilah mengapa contoh SMED sering menunjukkan kemenangan cepat di awal: pemborosan biasanya terletak pada pemisahan yang buruk, bukan hanya eksekusi yang lambat.
Bagaimana Tim Mengubah Pekerjaan Internal Menjadi Pekerjaan Eksternal
Dalam contoh pengemasan, tim memulai dengan mengajukan pertanyaan praktis untuk setiap tugas: Apakah ini mengharuskan mesin dimatikan? Jika jawabannya tidak, tugas tersebut harus dipindahkan ke luar jendela pergantian. Rol film berikutnya disiapkan di jalur produksi, alat yang tepat diletakkan di papan bayangan, pesanan kerja SKU berikutnya ditinjau terlebih dahulu, dan bagian kontrol kualitas menyetujui set label sebelum proses produksi saat ini berakhir.
Pergeseran itu saja dapat menghilangkan beberapa menit waktu produksi yang hilang tanpa mengubah mesin itu sendiri. Tugas seperti "mencari set rahang yang tepat" menjadi "memverifikasi dan menyiapkan set rahang sebelum berhenti." Tugas seperti "menunggu konfirmasi pengawas" menjadi "mengkonfirmasi produk dan jadwal berikutnya sebelum batch terakhir selesai." Inilah dasar pengurangan waktu penyiapan dalam SMEDSingkirkan pekerjaan yang tertunda terlebih dahulu, kemudian perbaiki pekerjaan yang tersisa.
Apa yang Masih Tetap Internal dan Mengapa Harus Disederhanakan
Beberapa tugas akan selalu tetap internal karena memerlukan akses langsung ke mesin selama proses penghentian operasi. Pada lini pengemasan, hal itu termasuk melepas tabung pembentuk yang sedang digunakan, memasang suku cadang pengganti yang baru, menyelaraskan pemandu, dan menjalankan paket uji pertama. Setelah tugas-tugas tersebut diisolasi, tim dapat memperbaikinya melalui metode pengencangan yang lebih sederhana, aturan urutan yang jelas, dan kerja paralel antara operator dan teknisi.
Di sinilah banyak upaya pengurangan waktu pergantian menjadi lebih disiplin. Alih-alih satu operator melakukan semuanya secara berurutan, satu orang mengganti jalur film sementara orang lain mengganti pemandu dan memverifikasi pengaturan. Bahkan perubahan desain kecil, seperti klem pelepas cepat alih-alih pengencang baut, dapat mengurangi waktu internal secara signifikan; studi tentang implementasi SMED umumnya melaporkan Pengurangan waktu penyiapan 30% ke 70%, terutama ketika tanaman pertama-tama melakukan persiapan eksternal dan kemudian menyederhanakan pekerjaan penghentian waktu yang tersisa.
Mengapa Tanaman Kehilangan Keuntungan SMED yang Mudah
Sebagian besar potensi keuntungan yang hilang berasal dari standar persiapan yang lemah, bukan dari keterbatasan rekayasa yang kompleks. Jika alat tidak dialokasikan, suku cadang tidak disiapkan, resep tidak diverifikasi, dan tanggung jawab tidak jelas, tim akan menanggung kekacauan tersebut selama waktu henti mesin. Penghentian mesin menjadi wadah bagi setiap keputusan yang terlewat, item yang terlewat, dan serah terima yang terlewat.
Dalam skenario pengemasan, waktu pergantian awal 42 menit berkurang karena tim berhenti memperlakukan pengaturan sebagai satu blok waktu. Mereka mengidentifikasi langkah-langkah mana yang eksternal, menyelesaikannya sebelum lini produksi berhenti, dan hanya menyisakan pekerjaan penting yang tidak memerlukan mesin untuk dilakukan dalam jangka waktu tersebut. Itulah yang membuat peningkatan pergantian lean menjadi praktis: bukan mengejar "satu menit" sebagai slogan, tetapi menerapkannya. SMED dengan cara yang mengurangi waktu yang terbuang secara bertahap.
Proses SMED: Peta Jalan Langkah demi Langkah untuk Pengurangan Waktu Peralihan
Sebuah praktik SMED Proses ini mengikuti urutan yang jelas: amati peralihan yang sedang berlangsung, dokumentasikan setiap tugas secara berurutan, pisahkan pekerjaan internal dan eksternal, alihkan sebanyak mungkin pekerjaan yang terhenti ke persiapan eksternal, sederhanakan tugas internal yang tersisa, dan kemudian standarisasi metode baru.
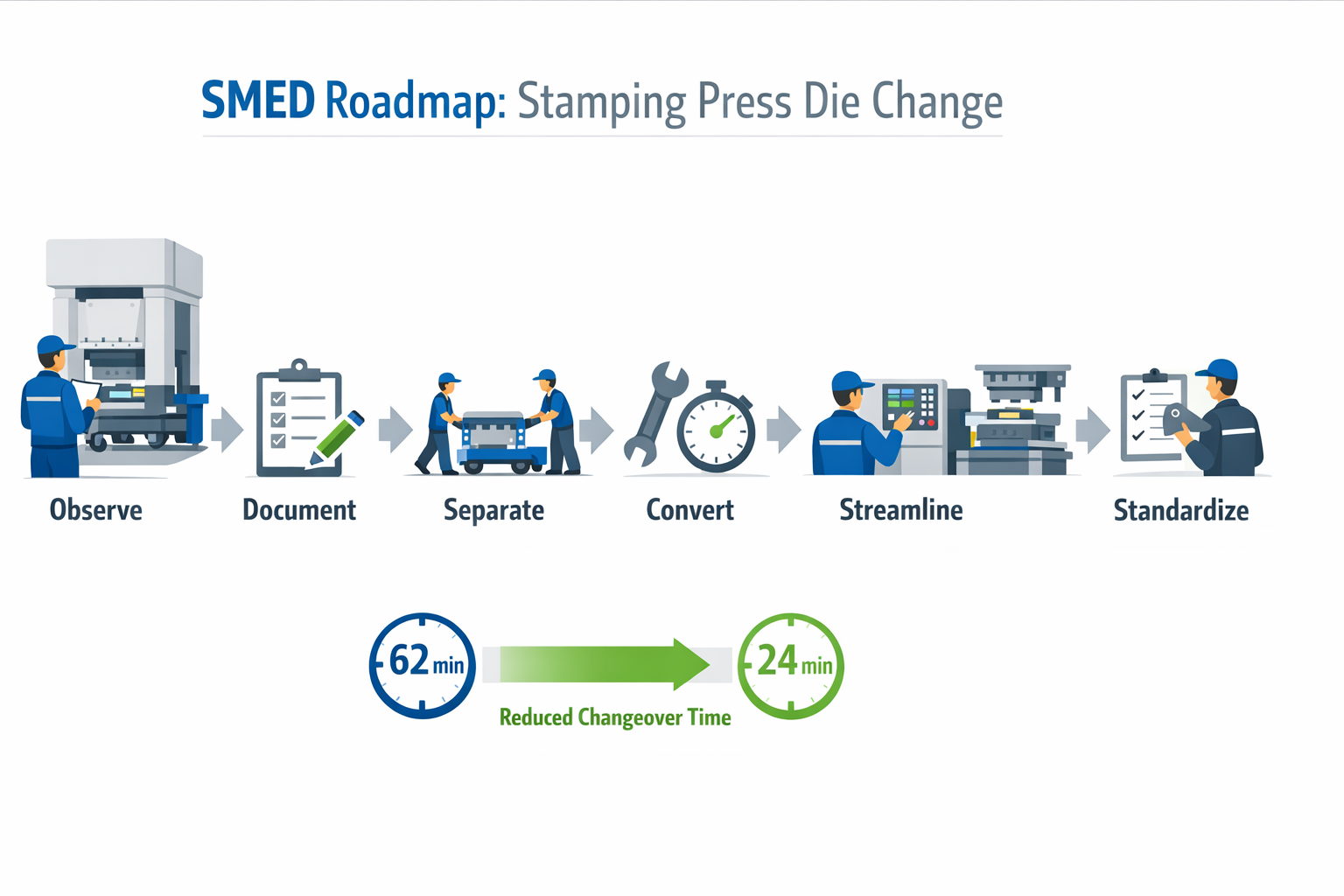
Di sebagian besar pabrik, keuntungan terbesar berasal dari detail eksekusi kecil daripada satu desain ulang besar, seperti menetapkan peran terlebih dahulu, menyiapkan peralatan terlebih dahulu, menggunakan video untuk mengungkap gerakan yang sia-sia, dan memastikan bagian pertama yang baik tanpa penundaan. Dalam contoh pengerjaan logam di bawah ini, jalur pengepresan yang beralih dari satu braket yang dicetak ke braket lainnya menggunakan urutan persis ini untuk mengurangi kerugian pengaturan langkah demi langkah alih-alih mengandalkan coba-coba.
Amati Proses Peralihan Saat Ini Secara Real Time
Mulailah dengan pengamatan langsung terhadap proses pergantian yang sebenarnya, bukan metode yang diasumsikan tertulis dalam SOP. Rekam seluruh kejadian dalam video, catat waktu, dan catat siapa yang melakukan apa dari bagian terakhir yang baik dari proses sebelumnya hingga bagian pertama yang baik dari proses berikutnya. Studi tentang program peningkatan pengaturan secara konsisten menunjukkan bahwa tim meremehkan gerakan yang sia-sia, menunggu, dan mencari hingga mereka meninjau proses pergantian tersebut bingkai demi bingkai.
Dalam contoh jalur pengepresan, tim merekam proses penggantian cetakan selama 62 menit pada mesin pengepresan 400 ton. Video tersebut menunjukkan operator menunggu forklift, berjalan untuk mengambil klem, dan berhenti sejenak sementara petugas perawatan mencari kunci torsi yang tepat. Tidak satu pun dari penundaan tersebut menambah nilai, tetapi semuanya memperpanjang waktu produksi yang hilang.
Dokumentasikan Setiap Langkah dan Tetapkan Kepemilikan
Setelah proses pergantian cetakan tercatat, uraikan menjadi tugas-tugas individual dengan waktu yang tepat, alat yang dibutuhkan, dan peran yang bertanggung jawab. Hindari label umum seperti "mempersiapkan cetakan" atau "menyesuaikan mesin," karena label tersebut menyembunyikan sumber penundaan yang penting dalam pekerjaan pergantian cetakan yang hanya membutuhkan waktu satu menit. Peta proses SMED yang baik menunjukkan urutan, durasi, kepemilikan, dan apakah mesin harus dihentikan untuk setiap tugas.
Untuk lini pengepresan, tim mencantumkan lebih dari 30 tindakan, termasuk mengambil cetakan berikutnya, melonggarkan klem, membuang sisa material dari penopang, membersihkan permukaan penentu posisi, menghubungkan saluran udara, memasukkan pengaturan resep, dan menjalankan uji coba pencetakan. Tingkat detail ini memudahkan untuk melihat di mana operator, staf ruang perkakas, dan bagian pemeliharaan dapat bekerja secara paralel daripada saling menunggu. Hal ini juga mengungkap tugas-tugas yang diulang hanya karena tidak ada yang bertanggung jawab secara jelas atas tugas-tugas tersebut.
Pisahkan Pekerjaan Penyiapan Internal dan Eksternal
Langkah selanjutnya adalah mengklasifikasikan setiap aktivitas dengan benar. Pekerjaan internal hanya dapat dilakukan saat mesin dimatikan, sedangkan pekerjaan eksternal dapat dilakukan sebelum dimatikan atau setelah dihidupkan kembali tanpa memengaruhi output. Banyak SMED Contoh-contoh terhenti di sini karena tim mengklasifikasikan tugas terlalu longgar dan meninggalkan persiapan di dalam jendela waktu istirahat.
Dalam contoh pencetakan, pengambilan cetakan berikutnya, verifikasi kondisi cetakan, pengumpulan klem, dan pemuatan parameter program berikutnya semuanya dipindahkan ke persiapan eksternal. Pelepasan cetakan, pemasangan cetakan, penguncian klem, dan konfirmasi keselamatan akhir tetap dilakukan secara internal karena memerlukan penghentian mesin pres. Pemisahan ini saja mengurangi kebingungan dan menciptakan dasar untuk pengurangan waktu pergantian yang nyata.
Mengubah Tugas yang Dihentikan Waktu Menjadi Persiapan Eksternal
Setelah klasifikasi, tantang setiap tugas internal dengan mengajukan pertanyaan sederhana: apakah mesin benar-benar perlu dimatikan untuk langkah ini? Jika tidak, pindahkan ke luar jendela pematian melalui pra-penyiapan, persiapan offline, atau pekerjaan dukungan paralel. Di sinilah pengurangan waktu penyiapan biasanya dipercepat, karena banyak menit berlalu tanpa mengubah mesin itu sendiri.
Di jalur pengepresan, cetakan berikutnya dibawa ke titik persiapan sebelum batch produksi terakhir berakhir, dan semua klem, baut, dan pengukur yang dibutuhkan ditempatkan pada troli pergantian khusus. Perawatan memeriksa fitting hidrolik dan titik pelumasan sebelum mesin pengepres berhenti, sementara operator memuat program bagian dan lembar kualitas yang benar. Apa yang sebelumnya terjadi selama waktu henti sekarang terjadi saat pekerjaan saat ini masih berjalan.
Sederhanakan Tugas Internal yang Tersisa
Setelah eksternalisasi selesai, tingkatkan tugas internal yang tidak dapat dipindahkan. Fokus pada pengurangan gerakan, pengencangan yang lebih cepat, lebih sedikit penyesuaian, dan koordinasi yang lebih baik antar orang. Perbaikan umum meliputi klem pelepas cepat, pin penentu posisi, penghenti yang telah diatur sebelumnya, koneksi berkode warna, dan kerja paralel berbasis peran alih-alih satu orang melakukan semuanya secara berurutan.
Dalam contoh pengerjaan logam, pabrik mengganti baut konvensional dengan klem aksi cepat dan menandai posisi cetakan standar untuk mengurangi waktu penyelarasan. Dua orang kini bekerja secara paralel selama fase internal: operator menangani penggantian cetakan dan pengaturan mesin sementara teknisi perawatan menghubungkan utilitas dan memverifikasi torsi klem. Pemeriksaan bagian pertama yang baik juga diperketat dengan menggunakan lembar inspeksi yang telah ditentukan sebelumnya, sehingga tim tidak kehilangan waktu tambahan untuk berdebat apakah pengaturan sudah lengkap.
Standarisasi Metode Baru dan Konfirmasikan Bagian Pertama yang Baik
Langkah terakhir adalah mengunci metode yang telah disempurnakan ke dalam pelaksanaan harian. Dokumentasikan urutan terbaik yang diketahui, waktu target, daftar alat, titik pemeriksaan, dan penugasan peran sehingga hasilnya tidak bergantung pada satu operator terampil. Tanpa standardisasi, peningkatan peralihan lean seringkali memudar dalam beberapa minggu karena tim kembali ke kebiasaan lama.
Untuk mesin pres stamping, standar baru ini mendefinisikan siapa yang menyiapkan cetakan, kapan pemeriksaan eksternal harus diselesaikan, urutan internal yang tepat, dan kriteria untuk konfirmasi bagian pertama yang baik. Setelah perubahan, waktu penyiapan turun dari 62 menit menjadi 24 menit, sementara tingkat kerusakan awal juga menurun karena pengaturan dan langkah-langkah inspeksi lebih konsisten. Itulah tujuan sebenarnya dari standar ini. SMED Proses: bukan hanya pergantian yang lebih cepat sekali, tetapi metode yang dapat diulang yang menghasilkan keluaran yang stabil setiap saat.
Bagaimana Mengukur dan Mempertahankan Peningkatan SMED
Tetapkan Jam Pergantian dengan Jelas
Jika kamu mau SMED Agar hasilnya dapat bertahan di luar bengkel, Anda memerlukan aturan waktu yang tepat. Di sebagian besar pabrik, titik awal seharusnya adalah bagian terakhir yang baik dari proses sebelumnya atau saat lini produksi mulai dimatikan untuk pergantian, dan titik akhir seharusnya adalah bagian pertama yang baik pada kecepatan standar untuk proses berikutnya. Kondisi terakhir itu penting karena mesin yang memulai ulang dengan lambat atau menghasilkan cacat di awal belum menyelesaikan pergantian penuh dalam hal operasional. Dengan kata lain, pertukaran cetakan dalam satu menit bukan hanya tentang waktu penggantian mekanis; ini tentang memulihkan produksi yang stabil.
Definisi ini harus konsisten berdasarkan lini produksi, kelompok produk, dan shift. Jika satu supervisor menghentikan penghitung waktu pada "mesin beroperasi" sementara supervisor lain menghentikannya pada "bagian pertama yang disetujui," data Anda akan melebih-lebihkan pengurangan waktu penyiapan. Misalnya, mesin pengisi makanan dan minuman mungkin dapat beroperasi kembali dengan cepat tetapi masih memerlukan verifikasi label, pemeriksaan segel, dan konfirmasi berat sebelum hasil produksi benar-benar dapat dijual. Tanpa standar waktu yang umum, peningkatan peralihan produksi yang efisien menjadi sulit untuk dibandingkan antar kejadian atau pabrik.
Lacak Metrik SMED yang Tepat Setelah Implementasi
Waktu pergantian rata-rata itu penting, tetapi itu saja tidak cukup. Setelah peningkatan proses SMED, Anda harus melacak setidaknya waktu penyiapan rata-rata, waktu penyiapan median, waktu kasus terbaik, variasi per shift, waktu suku cadang pertama yang baik, limbah awal, dampak pencapaian jadwal, dan alasan utama terjadinya keterlambatan. Ukuran-ukuran ini memisahkan kemampuan proses yang sebenarnya dari keberhasilan yang terisolasi selama minggu kaizen dan menunjukkan apakah metode baru tersebut dapat diulang dalam kondisi operasi normal.
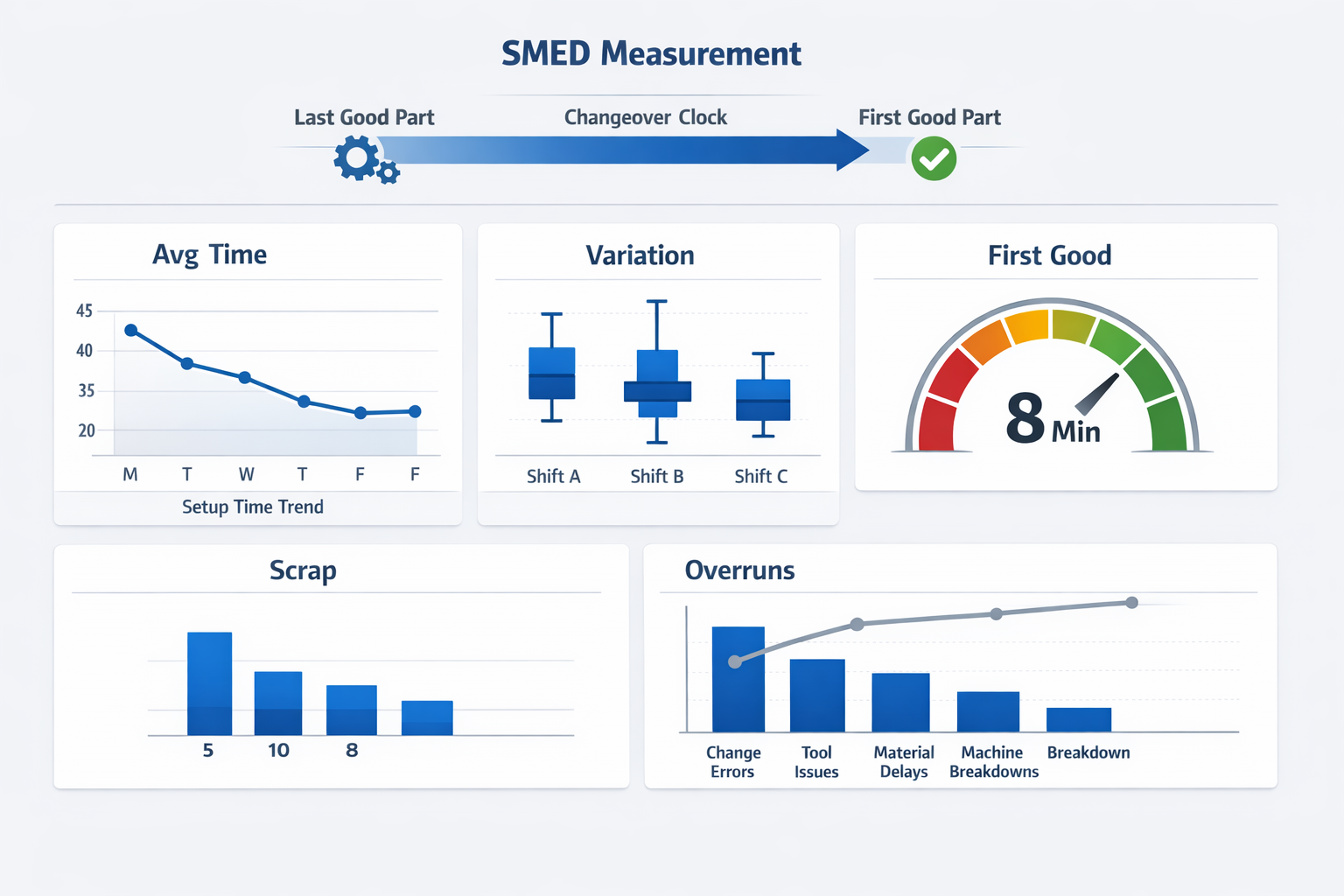
Variasi Seringkali, angka yang lebih rendah memberikan informasi lebih dari sekadar rata-rata. Jika lini SMT elektronik meningkatkan waktu pergantian rata-rata dari 42 menit menjadi 28 menit tetapi masih berkisar antara 22 hingga 41 menit tergantung pada ketersediaan operator dan pengumpan, proses tersebut belum terkendali. Sebaliknya, lini yang bergerak dari 40 menit ke angka stabil 30 hingga 32 menit dapat menciptakan nilai perencanaan yang lebih besar karena penjadwalan produksi, alokasi tenaga kerja, dan komitmen pengiriman menjadi lebih mudah diprediksi. Bagi manajer pabrik, pengurangan variabilitas seringkali sama berharganya dengan rata-rata yang lebih cepat.
Pisahkan Peningkatan Kecepatan dari Peningkatan Stabilitas
Banyak contoh SMED menyoroti angka utama sambil mengabaikan konsistensi. Sebuah tim mungkin melaporkan pengurangan waktu pergantian sebesar 30%, tetapi jika setengah dari peningkatan tersebut hilang pada shift malam atau pada SKU yang kompleks, pabrik tersebut hanya memiliki peningkatan kinerja di atas kertas. Itulah mengapa pengurangan waktu penyiapan harus ditinjau berdasarkan jenis produk, kru, set peralatan, dan kondisi mesin, bukan sebagai satu rata-rata gabungan. Tujuannya adalah metode yang dapat bertahan dalam kondisi pabrik normal, bukan demonstrasi sekali saja.
Hal ini sangat penting terutama di tempat di mana pemeriksaan kualitas saat memulai produksi sangat signifikan. Dalam pengemasan makanan, perubahan format yang cepat masih dapat menyebabkan kerugian yang berkepanjangan saat memulai produksi jika pengaturan suhu bergeser, penyelarasan film tidak tepat, atau pengkodean perlu dikerjakan ulang. Dalam bidang elektronik, perubahan pengumpan mungkin secara mekanis sudah lengkap, tetapi hasil produksi pertama masih dapat menurun jika verifikasi komponen dilakukan terburu-buru. Dalam kedua kasus tersebut, ukuran sebenarnya dari pengurangan waktu peralihan adalah output yang stabil, bukan hanya waktu berhenti yang lebih singkat.
Mengapa Keuntungan SMED Sering Menurun Setelah Acara Kaizen?
Alasan paling umum kegagalan peningkatan SMED bukanlah kesulitan teknis, tetapi... kontrol lemah Setelah implementasi, tim melakukan perubahan cerdas selama acara berlangsung, tetapi kemudian kembali ke kondisi semula karena standar kerja tidak jelas, aturan persiapan tidak diaudit, dan tidak ada yang bertanggung jawab atas tindak lanjut terhadap penundaan yang berulang. Seiring waktu, peralatan hilang, troli tidak diisi ulang, daftar periksa dilewati, dan "metode baru" menjadi opsional. Hasilnya adalah proses SMED hanya ada dalam slide presentasi tetapi tidak dalam pelaksanaan sehari-hari.
Disiplin kode alasan adalah salah satu cara paling sederhana untuk mencegah kemunduran. Ketika setiap pergantian yang melebihi target diberi label dengan penyebab spesifik seperti cetakan yang hilang, menunggu rilis kualitas, kelebihan penyesuaian, penundaan pembersihan, atau masalah pemeliharaan, pekerjaan perbaikan menjadi faktual dan bukan sekadar anekdot. Setelah beberapa minggu, pola biasanya muncul dengan cepat: satu mesin, satu keluarga SKU, atau satu titik serah terima menjadi penyebab sebagian besar waktu yang hilang. Di situlah perbaikan pergantian lean menjadi mudah dikelola.
Integrasikan Keberlanjutan ke dalam Manajemen Harian
Agar keberhasilan penyiapan berkelanjutan, pabrik membutuhkan pekerjaan standar yang terlihat, dapat diaudit, dan terkait dengan akuntabilitas. Biasanya ini berarti urutan pergantian yang terdokumentasi, kepemilikan tugas per peran, target waktu untuk langkah-langkah kunci, dan audit berlapis untuk memastikan metode tersebut diikuti. Siklus tinjauan yang singkat juga membantu: supervisor tidak perlu menunggu rapat lean bulanan untuk menyelidiki mengapa waktu aktual bergeser minggu lalu. Semakin cepat siklus umpan balik, semakin mudah untuk memperbaiki kegagalan kecil sebelum menjadi standar baru.
Ritme peninjauan praktis adalah memeriksa setiap pengecualian setiap hari, meninjau penyebab berulang setiap minggu, dan merevisi pekerjaan standar hanya ketika bukti mendukung perubahan tersebut. Ini menciptakan siklus tertutup antara pengukuran dan tindakan, yang membedakan kinerja SMED yang berkelanjutan dari antusiasme jangka pendek. Ketika pabrik melakukannya dengan baik, manfaatnya lebih luas daripada sekadar pergantian yang lebih cepat: keandalan jadwal meningkat, tekanan lembur menurun, dan pemeliharaan, kualitas, dan produksi mulai bekerja berdasarkan fakta yang sama.
Cara Mendigitalisasi SMED untuk Pelaksanaan Harian
Ubah Proses SMED menjadi Alur Kerja Harian yang Terkendali
Setelah tim Anda meningkatkan metode pergantian fisik, langkah selanjutnya adalah membuat metode tersebut dapat diulang. Dalam praktiknya, banyak inisiatif pertukaran cetakan satu menit kehilangan momentum karena urutan baru tersebut hanya tersimpan dalam lembaran laminasi, buku catatan pengawas, atau pengetahuan turun-temurun pada satu shift. Mendigitalisasi SMED Proses ini membantu mengubah peningkatan peralihan lean dari peristiwa sekali waktu menjadi rutinitas operasional yang terkontrol di seluruh lini, kru, dan pabrik.
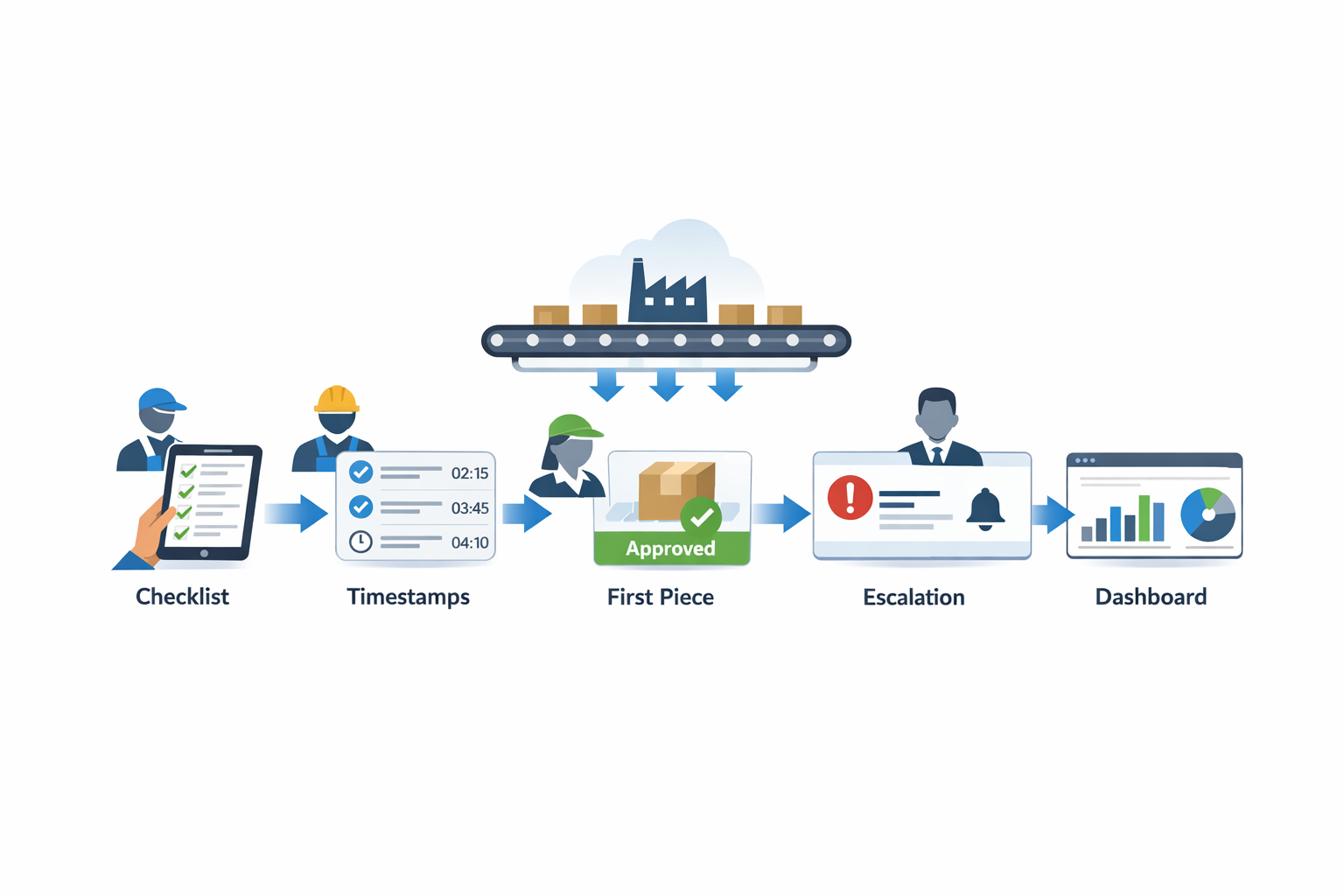
Alur kerja digital harus mencakup seluruh jalur eksekusi: persiapan sebelum pergantian, penyelesaian tugas berdasarkan peran, pencatatan waktu untuk langkah-langkah penyiapan utama, konfirmasi bagian pertama, penanganan pengecualian, dan pelaporan tindak lanjut. Hal ini penting karena pengurangan waktu penyiapan jarang hilang dalam satu kegagalan besar; biasanya hilang dalam penundaan kecil seperti alat yang hilang, pembersihan yang tidak lengkap, penyiapan material yang terlambat, atau persetujuan kualitas yang tidak jelas. Ketika langkah-langkah tersebut dicatat secara real-time, manajer dapat melihat di mana pengurangan waktu pergantian terhenti dan melakukan intervensi lebih cepat.
Standardisasikan Daftar Periksa berdasarkan Peran, Mesin, dan Keluarga Produk
Daftar periksa SMED digital yang baik bukan hanya formulir kertas di tablet. Daftar periksa tersebut harus mencerminkan urutan kerja sebenarnya berdasarkan jenis mesin, jenis pergantian, dan tanggung jawab, sehingga operator, teknisi perawatan, staf perkakas, dan personel kualitas masing-masing melihat tugas yang berlaku untuk mereka. Hal ini mengurangi langkah-langkah yang terlewat dan mencegah tim memperlakukan setiap pengaturan seolah-olah identik.
Dalam bentuk digital, Anda dapat membuat tugas-tugas tersebut bersyarat sehingga baris tersebut hanya menampilkan langkah-langkah yang diperlukan untuk peralihan tersebut. Hal ini membuat alur kerja lebih cepat diikuti dan menciptakan data yang lebih bersih untuk analisis SMED di kemudian hari.
Rekam Data Waktu di Sumbernya
Jika Anda menginginkan data pengurangan waktu penyiapan yang andal, operator seharusnya tidak perlu merekonstruksi stempel waktu di akhir shift. Penyelesaian tugas seluler memungkinkan setiap langkah dikonfirmasi ketika pekerjaan benar-benar selesai, dengan catatan waktu otomatis untuk penghentian mesin, pelepasan peralatan, penyelesaian pembersihan, verifikasi penyiapan, uji coba, dan persetujuan bagian pertama yang baik. Hal itu menciptakan catatan yang jauh lebih akurat daripada log manual, terutama ketika pabrik sering melakukan pergantian singkat.
Di sinilah platform tanpa kode seperti Jodoo Hal ini menjadi bermanfaat. Sebuah pabrik dapat membuat formulir peralihan khusus lini produksi, daftar tugas berbasis peran, dan layar input seluler tanpa menunggu proyek MES khusus. Tim operasional dapat menyesuaikan bidang, logika, dan jalur persetujuan seiring perkembangan metode SMED, yang penting karena pekerjaan standar untuk peralihan biasanya meningkat melalui beberapa iterasi sebelum stabil.
Hubungkan Persetujuan Bagian Pertama dengan Catatan Perubahan
Banyak pabrik mengukur waktu akhir pergantian produksi terlalu dini, misalnya ketika mekanik menyelesaikan penyesuaian, bukan ketika produksi mencapai bagian pertama yang disetujui. Persetujuan bagian pertama yang didigitalisasi menutup kesenjangan itu dengan menghubungkan pemeriksaan awal langsung ke catatan pergantian produksi. Bagian kualitas dapat meninjau dimensi, integritas segel, torsi, registrasi cetakan, atau parameter penting lainnya dalam alur kerja yang sama, dengan status lulus/gagal dan komentar yang dilampirkan pada kejadian tersebut.
Koneksi tersebut sangat berharga terutama ketika kerugian saat memulai produksi tinggi. Jika suatu lini produksi berulang kali memenuhi target pengaturan mekanis tetapi masih kehilangan waktu 10 hingga 15 menit menunggu persetujuan kualitas, pabrik dapat melihat bahwa hambatan utamanya bukan hanya pekerjaan mekanis tetapi juga alur persetujuan. Dengan kata lain, eksekusi SMED digital membantu pabrik mengelola seluruh jendela pengaturan, bukan hanya waktu pengerjaan mekanis.
Gunakan Aturan Eskalasi dan Dasbor untuk Mempertahankan Peningkatan
Alur kerja SMED digital yang praktis seharusnya tidak berakhir saat daftar periksa diserahkan. Jika waktu pergantian aktual melebihi target, jika langkah penting dilewati, atau jika persetujuan bagian pertama gagal, sistem harus secara otomatis memicu tugas peninjauan untuk supervisor, insinyur, atau pemimpin pemeliharaan yang tepat. Hal itu menciptakan akuntabilitas tanpa mengharuskan seseorang untuk secara manual mengejar setiap pengecualian.
Jodoo Hal ini dapat didukung dengan alur kerja tanpa kode yang mengarahkan persetujuan, mengirimkan peringatan, mengumpulkan kode alasan, dan memberikan data ke dasbor secara langsung. Manajer produksi dapat melacak waktu peralihan yang direncanakan versus aktual berdasarkan mesin, SKU, shift, dan tim, sementara bagian pemeliharaan dan kualitas dapat melihat penyebab keterlambatan yang berulang dalam lingkungan data yang sama. Seiring waktu, ini memberikan dasar yang lebih kuat bagi pabrik untuk menerapkan contoh SMED yang didukung oleh data operasional harian, bukan hanya hasil kaizen yang terisolasi.
Sebagai contoh, pabrik pengemasan makanan multi-lini dapat menggunakan Jodoo Mengganti lembar pergantian kertas dengan daftar periksa seluler yang terkait dengan setiap perubahan SKU. Operator mencatat waktu penyiapan yang direncanakan dan aktual, bagian kualitas menyelesaikan persetujuan sampel pertama pada alur kerja yang sama, dan setiap pergantian yang melebihi target secara otomatis memicu tinjauan pengawas dengan kode penundaan seperti kelebihan pembersihan, masalah peralatan, atau ketidaksesuaian material. Hal ini memberikan pabrik cara praktis untuk menstandarisasi proses SMED di seluruh shift sambil membangun kumpulan data yang dapat digunakan untuk peningkatan pergantian lean yang berkelanjutan.
Mengapa No-Code Penting untuk Peluncuran Multi-Lini
Bagi sebagian besar produsen, tantangannya bukanlah mendesain satu formulir digital. Tantangannya adalah menskalakan standar tanpa mengunci setiap lini ke dalam templat kaku yang sama, karena kebutuhan peralatan, staf, dan persetujuan bervariasi menurut proses. Lapisan tanpa kode memungkinkan tim operasional untuk menstandarisasi kontrol SMED inti sambil tetap menyesuaikan daftar periksa dan alur kerja untuk mesin pengisi, mesin pengemas karton, mesin cetak, sel CNC, atau stasiun perakitan.
Fleksibilitas itu penting ketika pabrik menginginkan peluncuran yang lebih cepat daripada yang dapat didukung oleh proyek perangkat lunak tradisional. Dengan Jodoo, Dengan demikian, tim dapat membangun sistem terhubung untuk pelaksanaan daftar periksa, pencatatan waktu, pengaturan jalur persetujuan, dan pelaporan dasbor dalam satu lingkungan, kemudian memperbaikinya saat operator dan pengawas mengidentifikasi kekurangan. Bagi pabrik yang serius dalam mengurangi waktu pergantian, hal itu membuat pelaksanaan digital lebih praktis daripada mengandalkan spreadsheet, jejak email, dan catatan kertas yang terpisah.
Kesimpulan: Bangun Program SMED yang Praktis
SMED Ini berhasil karena mengubah peningkatan pergantian mesin menjadi metode yang dapat diulang, bukan hasil lokakarya sekali saja. Alurnya sederhana: pahami apa yang terjadi selama penyiapan, pisahkan pekerjaan internal dan eksternal, ubah sebanyak mungkin waktu mesin berhenti menjadi pekerjaan persiapan, lalu sederhanakan langkah-langkah internal yang tersisa. Ketika tim mengikuti urutan tersebut dengan disiplin, mereka mengurangi waktu produksi yang hilang, meningkatkan fleksibilitas jadwal, dan menciptakan kapasitas lebih tanpa menambah peralatan.
Tantangan selanjutnya adalah keberlanjutan. Pergantian produksi yang lebih cepat hanya akan tetap cepat jika Anda menetapkan titik waktu dengan jelas, melacak kinerja aktual, menyelidiki keterlambatan, dan mengunci metode baru melalui pekerjaan standar. Pabrik yang melakukan ini dengan baik biasanya tidak hanya fokus pada waktu penyiapan rata-rata, tetapi juga pada variasi, kualitas memulai produksi, dan penyebab keterlambatan yang berulang di seluruh shift dan lini produksi.
Jika Anda ingin mempermudah penerapan SMED dalam skala besar, Jodoo Memberikan Anda cara praktis tanpa kode untuk mendigitalisasi proses. Anda dapat membuat daftar periksa pergantian, mencatat stempel waktu penyiapan, mengarahkan persetujuan bagian pertama, menetapkan tindakan tindak lanjut, dan memantau hasil di seluruh produksi, pemeliharaan, perkakas, dan kualitas dalam satu sistem. Jika Anda siap mengubah peningkatan pergantian lean menjadi proses harian yang terkontrol, Anda dapat mulai uji coba gratis atau pesan demo bersama Jodoo hari ini.

