
カテゴリー別に閲覧する
はじめに:今日の製造現場において生産監視が重要な理由
工場でよくある問題は、シフト終了時の報告書で生産不足が明らかになった時点で、生産量を回復する機会がすでに失われているということです。これは、計画外のダウンタイムが通常、製造業者にコストをもたらすため、重要な問題です。 5%から20% 生産能力の損失であり、その損失の多くは報告が遅れたために事後的にしか明らかにならない。. 生産監視 これは、作業がラインを進むにつれて現場で何が起こっているかを追跡し、監督者がシフト終了後ではなく、シフト中に対応できるようにすることを意味します。.
生産管理者にとって、可視性は単一の数値だけでは不十分な場合がほとんどです。生産目標を達成するには、完成品数量、各工程間の仕掛品、ダウンタイム、不良率、作業員の状況、注文の進捗状況がリアルタイムでどのように相互に影響し合っているかを把握する必要があります。こうした相互に関連し合った視点がなければ、チームはホワイトボード、スプレッドシート、あるいは口頭での更新に頼らざるを得ず、効果的な生産状況の追跡には時間がかかりすぎます。.
この記事では、実践的な疑問に焦点を当てます。つまり、議論を本格的なものに変えることなく、リアルタイムで製造現場の可視性を構築するにはどうすればよいかということです。 MES または スマートファクトリー プロジェクトですか?以下のセクションでは、追跡すべき内容、ライブモニタリングが日々の意思決定をどのように改善するか、レポート作成ワークフローをどのように構築するか、そして柔軟な本番環境モニタリングシステムに求めるものについて詳しく説明します。.
生産監視システムがリアルタイムで追跡すべきもの
ライン別および時間枠別の生産量と目標達成度
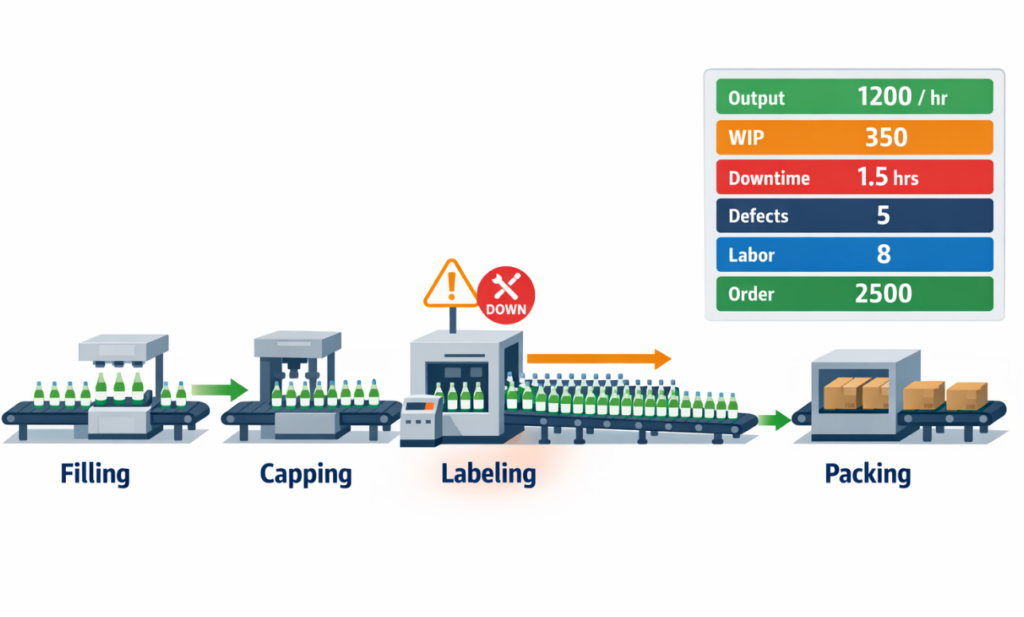
A 生産監視 システムは、製造現場における最も基本的な疑問から始めるべきです。それは、生産ラインが現在までにどれだけの量を生産したか、そして目標生産量に対してどれだけの量を生産したか、ということです。ボトル入り飲料を充填する包装ラインの場合、これは、一日の終わりに合計した量だけでなく、時間、シフト、注文ごとの実際の生産量を計画生産量と比較して追跡することを意味します。目標が1時間あたり4,800本で、生産量が4,200本だった場合、シフトが遅れる前に管理者が対応できるよう、その差をすぐに把握する必要があります。これがリアルタイム生産追跡の中核であり、生産量を過去の数値からリアルタイムのコントロールポイントへと変えるのです。.
段取り替えが速度に影響を与える場合は、目標達成度を機械、ライン、SKUごとに細分化して分析する必要があります。シフトレベルではライン全体が許容範囲内に見えても、ある製品の生産サイクルが既に標準サイクルタイムを下回っている場合があります。そのため、適切な現場モニタリングでは、累積生産量と現在の生産速度の両方を表示することで、管理者は一時的な減速と構造的な問題を区別できます。このような視点がなければ、総生産量が報告されていても、生産状況の把握は不完全です。.
駅間の作業
出力が確認できたら、次のカテゴリはステーション間の仕掛品です。同じ飲料ラインでも、ボトルは充填中は順調に進むかもしれませんが、キャップやラベルの貼付前にキューイングを開始し、実際の制約を隠してしまうバッファが増大します。生産監視システムは、仕掛品数またはキューの状態を次の段階で把握する必要があります。 主要な引き継ぎポイント, なぜなら、通常、生産量の不足よりも先に過剰な蓄積が現れるからである。多くの工場では、これが生産フローが阻害されていることを示す最初の兆候となる。.
仕掛品(WIP)が重要なのは、それが物理的な動きと生産性の低下を結びつけるからです。充填機の生産量が高いまま、ラベル付き完成品の生産量が減少している場合、問題は全体的な需要や労働力不足ではなく、生産ライン内部の詰まりです。作業員、監督者、計画担当者が生産量、仕掛品、ダウンタイム、不良品をまとめて確認できれば、バラバラのレポートではなく、一つの運用状況を把握できます。.
ダウンタイムと理由コード
出力と仕掛品の後、システムは ダウンタイムを記録する 体系的に管理しましょう。飲料ラインでは、センサーのずれが原因でラベル貼付機が12分間停止した場合、その停止時間は後で紙に書き込むのではなく、理由コードとともに直ちに記録する必要があります。ここでは、大きな故障と同様に、短時間の停止も重要です。なぜなら、繰り返される微小な停止は、シフトレポート上では劇的に見えなくても、時間当たりの生産量を低下させる可能性があるからです。ダウンタイムが期間、設備、原因、対応状況と結び付けられると、リアルタイムの現場監視ははるかに実用的になります。.
理由コードは、作業員が一貫して使用できるほど実用的であるべきです。「機械の問題」といった漠然としたラベルよりも、材料不足、段取り替え、機械の故障、品質保留、メンテナンス待ちといったカテゴリの方が一般的に有用です。こうした生産データの収集を継続的に行うことで、損失プロファイルが作成され、管理者は慢性的な設備の不安定性と工程管理上の問題を区別できるようになります。その価値は、停止を記録することだけでなく、シフトがまだ稼働している段階で、生産能力損失の原因を可視化することにあります。.
欠陥と再作業
生産ラインは生産目標を達成しても、製品が多すぎると利益を損なう可能性がある。 拒否されました または 再設計. 飲料製造ラインでは、破損したキャップ、誤ったラベル、または充填不足のボトルは、発見した時点で数量と欠陥の種類をリアルタイムで記録する必要があります。仕掛品(WIP)の増加と同時に欠陥数も増加する場合、品質低下と生産フローの混乱が同時に発生している可能性があります。生産状況を正確に把握することが目的であれば、欠陥を個別の品質レポートに含めるべきではないのは、まさにこの関連性があるからです。.
手戻りは別々に追跡する必要があります 初回通過で良好な出力が得られました. そうでなければ、単に製品が2回処理されているという理由だけで、生産ラインが生産的であるように見える可能性があります。有用な生産ダッシュボードは、処理された製品の総数、良品数、不良品数、再加工された製品を区別し、管理者がラインが実際に販売可能な製品に変換しているかどうかを確認できるようにします。多くの工場にとって、初回通過歩留まりは、ラインが安定しているか、あるいは静かに生産能力を消費しているかを示す最も明確な指標の1つです。.
労働およびシフト状況
フローポイントとロスポイントが可視化されたら、システムは誰がラインを稼働できるか、またどのような条件下で稼働できるかを表示する必要があります。同じラインでも、ケース梱包ステーションでオペレーターが1人不足している場合や、新しく異動してきた作業員で稼働している場合などは、停止後の生産回復が予想より遅い理由を説明できます。労働状況は完全な人事システムになる必要はありませんが、作業現場では、オペレーターの割り当て、シフト交代状況、出勤状況のギャップ、サポートチームの対応状況など、基本的な実行状況を把握しておく必要があります。こうした状況を把握しておかないと、ラインデータは実際よりも悪く見えたり、良く見えたりする可能性があります。.
これは特に、 シフト変更, 多くの工場で継続性が失われる状況です。日勤がラベル未貼付のボトルを抱えたまま退勤し、夜勤が明確な更新情報なしに開始した場合、生産ダッシュボードには問題がまだ進行中なのか、既にエスカレーションされているのか、あるいは資材待ちなのかが示されず、症状だけが表示される可能性があります。ラインの人員配置、シフトの担当者、未解決の問題をリアルタイムで表示するだけでも、対応の質が向上します。実際、労働力の可視化によって、既に追跡されている数値に意味が生まれます。.
スケジュールの進捗状況(順序別)
最終層は、生産指示、バッチ、またはラインごとに進捗が予定されています。飲料ラインは安定して生産しているかもしれませんが、出荷に必要な現在のSKUの生産が遅れている場合、工場全体のパフォーマンスは依然としてリスクにさらされます。 生産監視 したがって、システムは、実行中の注文、その注文の完了度、および生産ラインが予定より進んでいるか、予定通りか、遅れているかといったリアルタイムの実行データを接続する必要があります。これにより、機械レベルの活動と生産計画との間の連携が確立されます。.
生産管理者にとって、生産ラインそのものだけでなく、リアルタイムの生産状況追跡が真価を発揮するのはまさにこの点です。生産量は現在の状況を示し、仕掛品は生産フローの減速箇所を示し、ダウンタイムと不良品は損失発生の原因を示し、労働状況は実行能力を示し、注文の進捗状況は事業への影響を示します。これらのシグナルが1つの監視画面で更新されるため、管理者は介入が必要かどうかを知るためにシフト終了時の集計を待つ必要がありません。ラインごと、注文ごとに、実行状況がその日の計画に沿っているかどうかを確認できるのです。.
リアルタイム生産追跡が製造パフォーマンスを向上させる方法
ボトルネックがライン全体に影響を及ぼす前に発見する
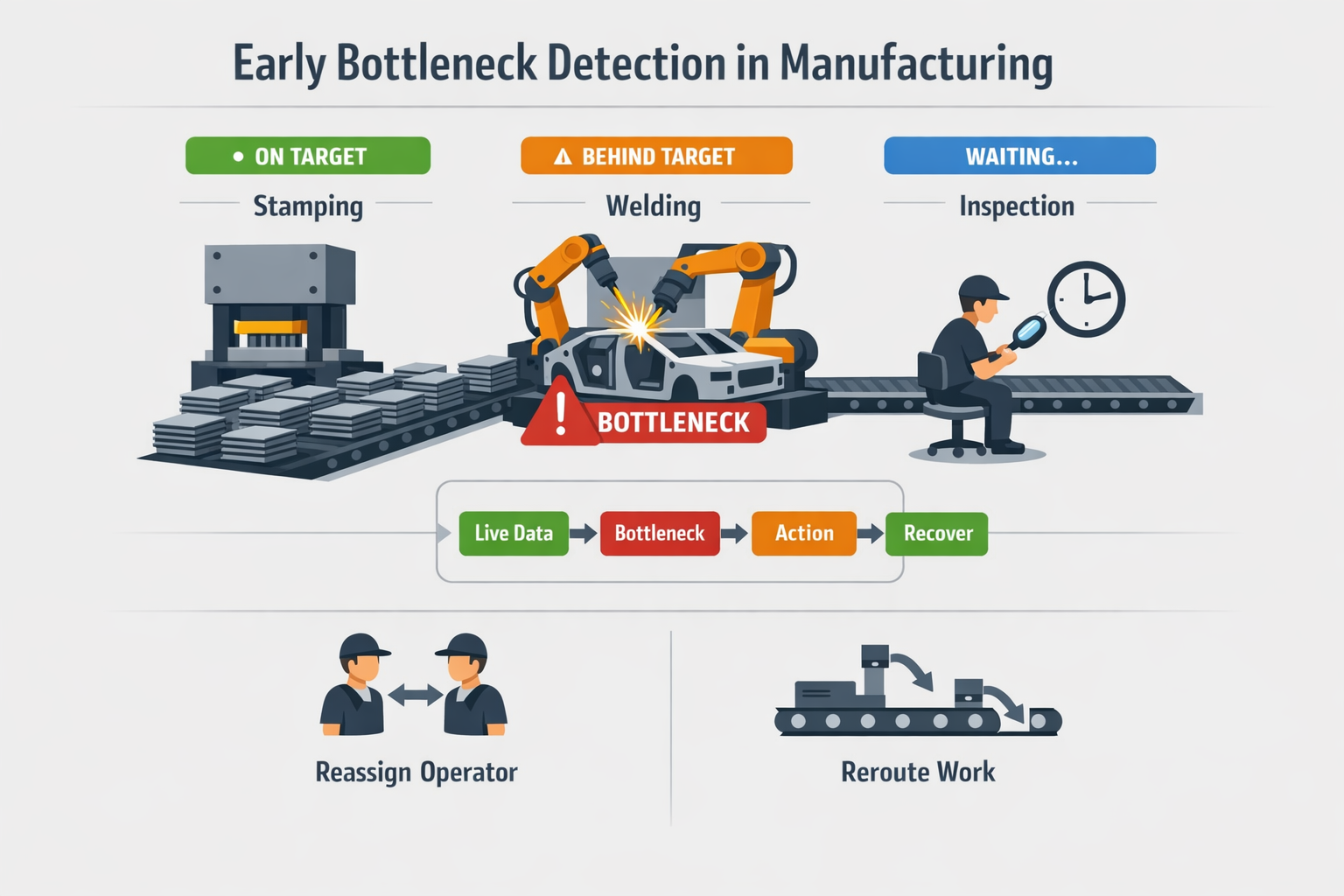
自動車部品製造において、ボトルネックは単一の劇的な出来事として現れることは稀です。多くの場合、溶接セルの一つが目標生産量より数個遅れている一方で、上流のプレス加工工程では部品の供給が継続され、下流の検査工程では断続的に待ち時間が発生しているといった状況が見られます。リアルタイムの生産状況追跡システムがあれば、こうしたパターンを早期に把握できるため、待ち時間が生産ロスにつながる前に、作業員の配置を調整したり、段取り替えのタイミングを変更したり、一時的に作業経路を変更したりすることが可能になります。製造パフォーマンス監視が真価を発揮するのはまさにこの点です。小さな流れの乱れを、シフト終了時の予期せぬ事態ではなく、管理可能な意思決定へと変えることができるのです。.
良い 生産監視 このシステムは、問題発見から対応までの監督者の意思決定サイクルを短縮します。時間当たりの生産量、サイクルパフォーマンス、ステーションレベルのキューがリアルタイムで更新されるため、チームは問題の原因が労働力不足、機械速度の低下、材料不足、品質不良のいずれであるかを確認できます。シフト合計の未達成に慌てて対応するのではなく、問題がまだ特定の工程に限定されているうちに対処できるのです。これは、基本的なレポート作成と真の現場監視との大きな違いです。.
明確な損失シグナルでダウンタイムに迅速に対応
電子機器組立環境では、表面実装ラインはフィーダーの詰まり、プログラムチェック、部品補充などにより、一度に8~12分程度の停止時間が発生することがあります。これらの停止は個々には些細なものに見えますが、シフト中に繰り返されると、1時間以上の生産時間が失われる可能性があります。リアルタイムの生産状況追跡により、管理者はラインが停止したことだけでなく、停止時間、記録された理由コード、サポート担当者が既に対応済みかどうかなどを把握できます。これにより、エスカレーションの手順が改善され、短時間の停止が目に見えない慢性的な損失に発展するのを防ぐことができます。.
これは、反応速度が直接影響するため重要です。 OEEOEEプログラムを通じて正式にすべてのラインを管理していなくても、生産スタイルのパフォーマンスは維持されます。稼働停止時間を期間と理由別に表示する生産ダッシュボードは、保守および生産のリーダーが、実際にスケジュール達成を脅かしている停止に優先順位を付けるのに役立ちます。ダウンタイム調査の業界ベンチマークによると、計画外のダウンタイムは製造業者にコストをもたらす可能性があります。 5%から20% 生産能力は、プロセスの安定性と対応の成熟度に応じて変化する。生産状況の可視性が向上しても、故障が完全になくなるわけではないが、故障発生から認識、介入までの遅延を短縮できる。.
隠れた仕掛品を減らし、作業の流れをコントロールする
食品および飲料の包装では、, 非公開の作業中 充填、ラベル貼り、ケース梱包の間には、ラインが正式に遅延していると判断されるずっと前から、しばしば問題が蓄積されます。各ステーションが最終的に梱包されたケースのみを報告する場合、ある搬送ポイントで半製品が蓄積している一方で、別のステーションでマイクロストップが続いているという事実を、監督者は見逃してしまう可能性があります。重要なポイントでリアルタイムの生産データを収集することで、在庫調整後ではなく、シフト中にこうした不均衡を可視化できます。これにより、チームは流れを維持し、待ち時間を短縮し、過剰な露出や取り扱いの遅延による不良品のリスクを低減できます。.
これは、賞味期限、温度範囲、または衛生管理のタイミングが遅延による経済性に影響を与える工場では特に重要です。生産ラインは書類上は生産性が高いように見えても、実際には過剰な仕掛品を抱えており、それが労働力、作業スペース、および再加工リスクを浪費している可能性があります。現場監視を強化することで、監督者は上流工程の速度を落とす、制約のあるステーションへの支援を解放する、バッチ順序を調整するなど、より小規模で早期の修正を行うことができます。これらの決定により、システム全体の再設計を必要とせずに、スループットの品質を向上させることができます。.
シフトごとに生産スケジュールを順調に進める
スケジュール管理 改善されるのは 生産監視 実際の進捗状況を注文計画にリアルタイムで反映させます。混合モデル生産ラインでは、正午時点で3%の遅延であれば挽回できる可能性がありますが、午後4時に顧客への出荷予定で間違ったSKUで3%の遅延が発生すると、全く別の問題となります。リアルタイムの生産追跡により、プランナー、スーパーバイザー、ラインリーダーは、どの注文が進んでいるか、どの注文が遅れているか、そしてどこに介入すれば最も効果があるかを共有できます。これにより、スケジュールの回復がより的確になり、混乱を最小限に抑えることができます。.
実際には、これによりシフト管理は、漠然としたプレッシャーから具体的な行動へと変化します。ラインに「もっと頑張れ」と指示する代わりに、監督者は特定のステーションでの残業を許可するか、短納期注文の順序を変更するか、物流部門に迅速な補充を依頼するか、あるいは熟練した作業員を制約のある工程に配置するかを決定できます。生産状況の可視性が高い工場は、想定ではなく例外を管理しているため、通常はより迅速に回復できます。これが、適切に活用された生産ダッシュボードの運用上の価値です。つまり、工場の実際の稼働ペースに合わせて意思決定を支援するのです。.
ホワイトボードからダッシュボードへ:実用的な製造現場監視ワークフローの構築方法
意思決定の原動力となる報告ポイントから始めましょう
実用的 生産監視 ワークフローは、監督者が実際にラインを管理する方法に合った少数の報告ポイントを選択することから始まります。ほとんどの工場では、これは工程ステップの最後に数量を記録し、機械が設定されたしきい値を超えて停止した場合はダウンタイムを記録し、シフトまたはバッチのマイルストーンで注文の進捗状況を確認することを意味します。初日にすべてを記録しようとすると、生産データの収集が負担になり、データ品質が低下します。.
半デジタル工場の場合、最適な出発点は通常 1つのライン、1つのシフトパターン、1つの報告リズム. 1時間ごとの出力更新、ダウンタイム理由の入力、基本的な不具合報告は、オペレーターに過度の負担をかけることなく、有用な生産状況の可視化を実現するのに十分です。これにより、リアルタイムの生産状況追跡の基盤が構築され、展開も管理しやすくなります。.
製造現場で明確なデータ所有権を割り当てる
生産監視システムのすべてのデータポイントには名前が付けられている必要があります 所有者. オペレーターはステーションレベルで生産量、停止時間、不良品数を入力できますが、ラインリーダーやスーパーバイザーは例外、入力漏れ、目標値との異常な差異を検証します。責任感がなければ、たとえ適切に設計された現場監視プロセスであっても、単なる不完全なスプレッドシート作業になってしまいます。.
多くの実装がひっそりと失敗に終わるのも、まさにこの点です。工場側は画面を追加しても、誰が、いつ、どのような条件下で何を更新するのかが明確に定義されていないのです。複雑なモデルよりも、シンプルな所有権モデルの方がうまく機能します。例えば、オペレーターは時間ごとの生産実績を提出し、保守担当者は長時間停止の原因を確認し、監督者はシフト終了前にエスカレーション項目に関するフィードバックループを完了させる、といった具合です。.
ダッシュボードを作成する前に、入力データを標準化してください。
生産ダッシュボードを設計する前に、, 標準化する データの収集方法。つまり、固定された報告間隔、一貫したダウンタイム理由コード、明確な不良品および再加工カテゴリ、部分的な完了または段取り替えに関するシンプルなルールが必要です。あるラインが「材料不足」を記録し、別のラインが「材料なし」を記録し、さらに別のラインがフィールドを空白のままにした場合、製造パフォーマンス監視は洞察ではなくノイズを生み出すことになります。.
実際には、標準化によってデータ入力は難しくなるのではなく、速くなるはずです。モバイルフォームやラインサイドのタブレットでは、ドロップダウンリスト、自動タイムスタンプ、事前入力された注文情報、必須項目は必要な場合にのみ使用すべきです。目標は、自由記述入力を減らし、勤務時間中だけでなく勤務後も管理者が信頼できる、クリーンなデータを作成することです。.
データ入力からダッシュボード、アラートまでのシンプルなフローを構築する
入力データが標準化されたら、それらをシンプルな運用フローに接続します。オペレーターはモバイルフォームやタブレットを使って数量や停止時間を入力します。データはライン別、シフト別にリアルタイムの生産ダッシュボードに反映され、生産量が計画を下回ったり、ダウンタイムがしきい値を超えたりするとアラートルールが作動します。これにより、手動による更新作業が、単なる記録作業ではなく、現場で活用できる監視ループへと変わります。.
現実的な第1段階のワークフローには、高度な自動化は必要ありません。タイムスタンプ、注文番号または行番号、基本的な検証、ダッシュボード上の視覚的なステータス表示、そして1つか2つのエスカレーションルール(例えば、計画外の停止が10分経過したら上司に通知するなど)があれば十分です。これだけで、遅延報告から積極的な生産監視へと移行できます。.

このワークフローをデジタル化する場合、, Jodoo オペレーター報告用のノーコードフォーム、アラートとエスカレーションのためのワークフロールール、ライン、オーダー、シフトごとに更新されるダッシュボードなど、エンドツーエンドの構造をサポートできます。これは、長いカスタム開発サイクルを待つことなくリアルタイムの生産追跡を必要とする工場にとって重要です。主な利点はツールそのものではなく、既存の報告ロジックに合わせてワークフローを構成し、段階的に改善できる点にあります。.
段階的に導入し、時間をかけてルールを強化していく
最も効果的な展開順序は通常 キャプチャが第一、可視性が第二、アラートが第三. 最初の週は、製造現場から信頼性の高いデータを取得することに集中してください。データが安定したら、実績と目標の比較、未解決のダウンタイムイベント、行ごとの注文進捗状況など、いくつかの主要なビューを中心に生産ダッシュボードを構築します。.
その後は、行動を促すアラートのみを追加してください。通知が多すぎると、通知がないのと同じように何も見えなくなってしまいます。 生産監視 システムは、時間当たりの目標未達成、設定された制限を超えるダウンタイム、および同一シフト内での不具合の急増という、わずか3つのトリガーから開始する可能性がある。.
オペレーターとスーパーバイザーの両方にとって使いやすいワークフローを維持する
製造現場の監視プロセスは、インターフェースがユーザーのニーズに合致している場合にのみ機能します。作業員はモバイルデバイスや共有タブレットで迅速かつスムーズにデータ入力できる必要があり、一方、管理者は生の取引リストではなく、例外事項を強調表示するフィルタリングされたビューを必要とします。同じデータが実行と管理の両方をサポートするべきですが、画面表示は同じであってはなりません。.
そのため、初期段階の設定であっても、役割に基づいたビューが重要になります。オペレーターの画面では「今、何を報告する必要があるのか?」という問いに答え、管理者の画面では「今、どのラインに介入が必要なのか?」という問いに答える必要があります。生産データの収集と意思決定を一体的に設計することで、ワークフローは単なる付随的な作業ではなく、日常的な管理業務の一部となるのです。.
柔軟でリアルタイムな可視性を実現する生産監視ソフトウェアを選ぶ際に注目すべき点
選択する 生産監視 ソフトウェア開発において重要なのは、最先端のシステムを購入することではなく、工場の実際の操業方法に合ったツールを選ぶことです。ほとんどの工場にとって、核心となる問いは単純です。システムは作業現場で適切な生産データを取得し、それを適切な担当者に迅速に表示し、シフトが中断される前に必要な措置を講じることができるか?これが、実用的な生産監視システムが満たすべき基準です。.
設定可能なデータキャプチャは必須です
優れたシステムとは、オペレーター、技術者、監督者が報告する必要のある内容を、すべてのラインを同じテンプレートに強制することなく定義できるシステムであるべきです。実際には、これは時間当たりの生産量、ダウンタイムの理由コード、不良品数、段取り替え状況、ラインサイドのコメントなどについて、柔軟なフォームを用意することを意味します。生産データ収集プロセスを製品ファミリー、作業センター、シフトごとに調整できない場合、そのソフトウェアは可視化ツールではなく、回避策の問題となってしまいます。.
これは、複数の製造工程が混在する環境で特に重要になります。包装ラインでは速度低下やフィルム交換の追跡が必要になる一方、加工セルではサイクル完了、工具交換、初回加工歩留まりデータが必要になる場合があります。汎用的な生産量カウントしかサポートしないような固定的な設定では、単一のラインを超えて拡張しようとした途端、リアルタイムの生産追跡が制限されてしまいます。.
役割ベースのビューにより、システムの使いやすさが維持されます。
ユーザーによって必要な生産状況の可視性のレベルは異なります。オペレーターは迅速な入力画面と明確な目標を必要とし、シフトスーパーバイザーは例外に焦点を当てたラインビューを必要とし、工場管理者はライン、注文、シフトを比較できるより包括的な生産ダッシュボードを必要とします。全員が同じ混雑した画面を見ていると、通常は利用率が低下し、応答時間が遅くなります。.
役割ベースのビュー データ管理の規律も向上します。技術者が未解決のダウンタイムイベントと必要な対応フィールドのみを確認できる場合、時間的制約のある状況下でもシステムが使いやすくなります。製造パフォーマンス監視においては、すべてのユーザーにすべての指標へのアクセス権限を与えるよりも、各役割におけるシンプルさの方が多くの場合、より価値があります。.
アラートは単なる通知ではなく、行動を促すものでなければならない
多くのツールはリアルタイムの数値を表示できますが、異常な状態を タイムリーな行動. 優れた製造現場監視ソフトウェアは、生産量が2期間連続で目標を下回った場合、ダウンタイムが設定された制限を超えた場合、不良品がシフトレベルの許容範囲を超えた場合など、しきい値アラートをサポートする必要があります。重要なのはアラートそのものではなく、適切な担当者に十分なコンテキスト情報とともにアラートを送信し、迅速な対応を可能にする機能です。.
手動報告におけるよくある問題点は、誰かが掲示板を確認したり、スプレッドシートを開いたり、更新を依頼したりしたときに初めて問題が明らかになることです。一方、柔軟性に欠けるシステムでは、その逆の問題が生じます。データは一貫して収集されますが、アラートロジックの変更が遅かったり、IT部門に依存したりするのです。構成可能な監視ワークフローは、これらの中間に位置し、構造化されたレポート作成と、エスカレーションのタイミングと方法を実用的に制御できる機能を提供します。.

ダッシュボードのデザインは、意思決定の方法に合致するべきである。
生産ダッシュボードは、単にグラフを表示するだけでなく、監督者や管理者が次に何をすべきかを判断するのに役立つものでなければなりません。ラインレベルでは、通常、目標生産量と実績生産量のリアルタイム比較、現在の注文状況、稼働中のダウンタイム、仕掛品の蓄積状況、および不良品の傾向を1つの画面で表示することを意味します。工場レベルでは、複数のラインまたは部門にわたるスケジュール達成率、OEE関連の損失、および労働状況を比較することを意味する場合があります。.
優れたダッシュボード設計では、ユーザーはワークフローを中断することなく、概要から詳細へとスムーズに移行できます。例えば、工場管理者が1つのラインが予定より遅れていることに気づいた場合、その遅れの原因となっているダウンタイムのパターンや不良品の急増を詳細に分析できる必要があります。概要と根本原因の詳細情報との連携こそが、運用状況の可視化と静的なレポート作成を区別する要素です。.
事業規模が拡大するにつれて、ワークフローの自動化の重要性が増す
小規模であれば、規律ある報告と数字を綿密に監視する監督者によってラインは存続できます。ライン、シフト、製品が増えるにつれて、手動によるフォローアップは一貫性を失います。ここで ワークフロー自動化 必需品となる 生産監視 特に、エスカレーションルール、承認、部門間の引き継ぎが依然としてチャットメッセージや電話で管理されている場合は、ソフトウェアの見直しが必要です。.
データ精度には統合オプションが重要
リアルタイムの可視性 システムが工場で既に利用しているツールと連携できる場合、信頼性は向上します。設定によっては、ERPの製造指示、バーコードスキャン、機械信号、保守記録、品質検査データなどが含まれる場合があります。何らかの統合機能がなければ、チームはデータを再入力することになり、信頼性とスピードの両方が低下します。.
だからといって、すべての工場が初日から完全な機械システムアーキテクチャを必要とするわけではありません。多くの製造業者は、手動または半自動の生産データ収集から始め、運用上のメリットが明確な場合に統合機能を追加していきます。ソフトウェアを評価する際には、タブレットやオペレーターの入力から、完全な再構築を強いられることなく、より広範なデータ接続へと拡張できるかどうかを確認してください。.
生産ラインや工場全体にわたる拡張性は、長期的な要件である。
1つのラインで動作するパイロットプロジェクトでは不十分です。拡張するたびに、フォームの再設計、ダッシュボードの再構築、ユーザーのゼロからの再トレーニングが必要になるからです。. スケーラブルなソフトウェア これにより、主要な指標を標準化しつつ、ライン、エリア、工場ごとのローカルなプロセスの違いにも対応できるようになります。このバランスは、共通の報告ニーズと異なる生産状況を抱える地域事業を展開する企業にとって非常に重要です。.
例えば、タイとベトナムにそれぞれ工場を持つグループでは、スケジュール達成状況と損失状況については経営陣の視点では同じ情報を得たいものの、現場レベルでは異なる詳細な報告情報を必要とする場合があります。柔軟な生産監視システムは、こうした両方のニーズに対応できる必要があります。構造的に拡張性に欠けるシステムでは、導入規模が拡大するにつれて報告モデルが再び断片化してしまうでしょう。.
結論:なぜ Jodoo 生産監視をより迅速に開始するための実践的な方法
効果的 生産監視 成功の鍵は、シンプルな規律にあります。それは、現場の適切なシグナルを捉え、それを迅速に可視化し、小さな損失が生産量減少につながる前に対応することです。ほとんどの工場にとって、これは、紙のシート、スプレッドシート、遅延したシフトサマリーに分散させるのではなく、生産量、仕掛品、ダウンタイム、不良品、労働状況、注文の進捗状況を単一の運用ビューで追跡することを意味します。管理者は変化が発生した瞬間にそれを把握できるため、シフト終了まで待つことなく、数分以内に対応できます。.
ノーコードのリーン生産プラットフォームとして、, Jodoo このツールを使えば、長期間にわたるカスタムソフトウェア開発プロジェクトを行うことなく、チームがモバイルレポートフォーム、デジタル作業指示書、エスカレーションワークフロー、リアルタイムダッシュボードを構築できます。例えば、電子機器組立チームは、タブレットやスマートフォンを使って時間ごとの稼働状況を送信したり、ダウンタイムを理由コード別に記録したり、ラインのステータスをリアルタイムで更新したりできます。一方、管理者はアラートを受信し、スケジュールリスクを1つのダッシュボードで確認できます。.
大規模なMES導入なしに生産監視をより迅速に開始したい場合は、Jodooが実際の業務を中心としたワークフローをデジタル化する柔軟な方法を提供します。 無料トライアルを開始する または デモを予約する それがあなたの植物に合うかどうかを確認してください。.

