
カテゴリー別に閲覧する
はじめに:現代の製造業においてMTTRとMTBFが重要な理由
多くの工場では、機械が停止して 20分 生産損失、作業員の待機時間、スケジュールの混乱を合計すると、修理自体よりもコストが高くなることがあります。計画外のダウンタイムは製造業全体で主要なコスト要因となっており、業界の見積もりではコストがしばしば 時給数千ドル プロセスによって異なります。そのため MTTRとMTBF これらは、ダウンタイムと機器の信頼性をより明確に把握する必要のあるプラントチームにとって、最も実用的な保守KPIの2つであり続けている。.
保守管理者、工場管理者、信頼性エンジニアにとって、これら2つの指標は、それぞれ異なるものの、関連性のある疑問に答えるものである。. MTTR 故障後にチームがどれだけ迅速に機器を復旧できるかを示します。 MTBF これは、その資産が次の故障が発生するまでに通常どのくらいの期間稼働するかを示します。一方は修理効率を測定し、もう一方は資産の信頼性を測定します。.
これらを組み合わせることで、生の故障記録をより精度の高いダウンタイム分析へと変換できます。これにより、生産損失の主な原因が頻繁な故障、トラブルシューティングの遅さ、予備部品の不足、あるいはこれら3つの組み合わせのどれであるかを把握できます。以降のセクションでは、各指標の意味、計算方法、正確な追跡方法、そして製造環境全体におけるより良い保守判断を支援するための活用方法について解説します。.
MTTRとMTBF:それぞれの指標が測定するもの
目的:修理速度と信頼性
では MTTRとMTBFの比較 比較すると、最も単純な区別は次のとおりです。 MTTR チームが故障後に機器をどれだけ迅速に復旧できるかを測定します。 MTBF これは、機器が次の故障を起こすまでに通常どのくらいの時間稼働するかを測定するものです。一方は保守性指標、もう一方は信頼性指標です。どちらも主要な保守KPIですが、現場における管理上の疑問に答えるものです。.
自動車組立工場がセンサーの故障で停止した場合、MTTR(平均修復時間)は、保守担当者がどれだけ効率的に診断、修理、そして工場の生産再開に成功したかを示します。一方、同じ工場が1週間に3回故障した場合、MTTF(平均故障間隔)は、たとえ各修理が迅速に行われたとしても、その設備が安定して稼働していないことを示します。そのため、修理効率と信頼性は決して同じものとして扱うべきではありません。.
MTTRで重要なこと
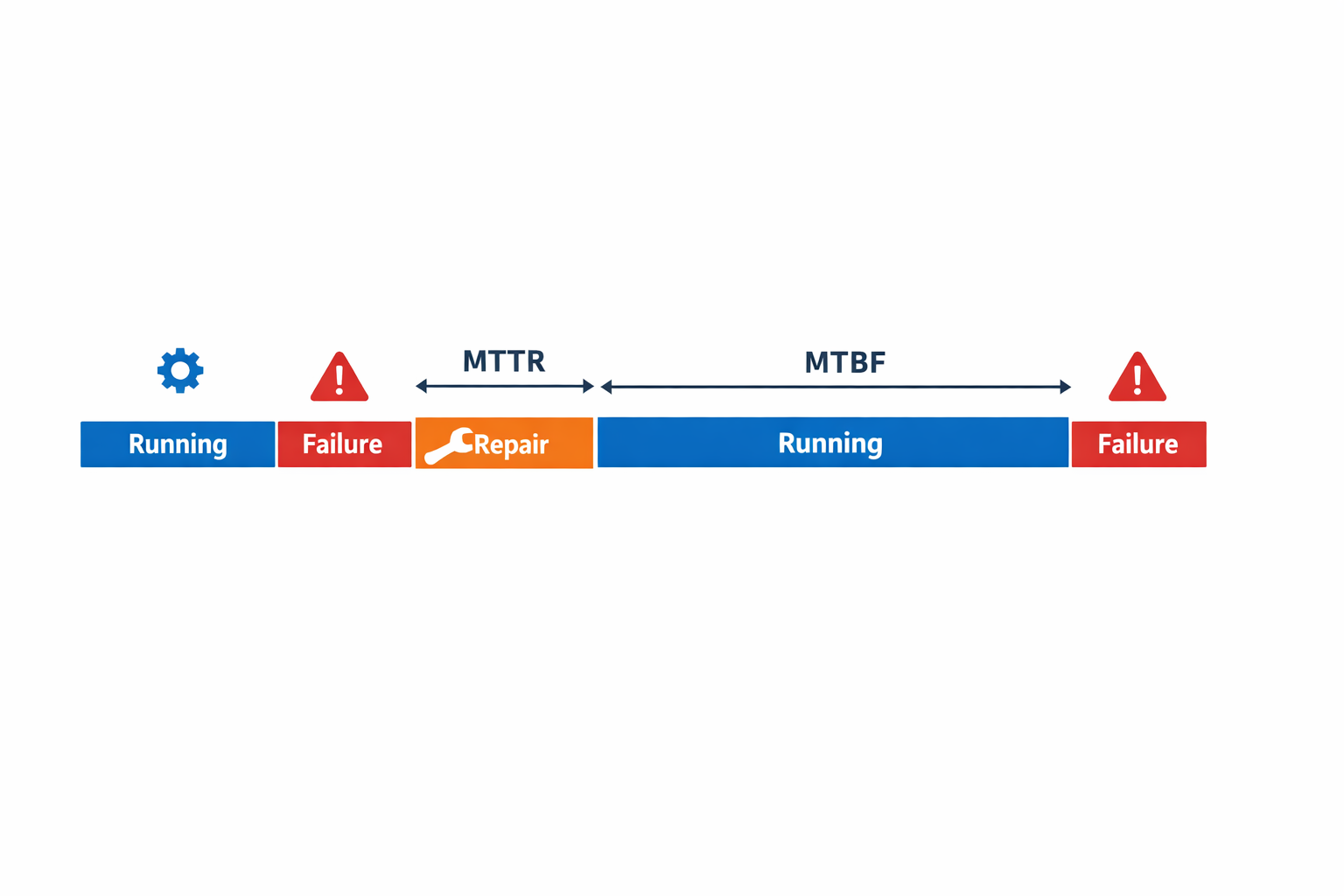
MTTR 焦点を当てるのは 修理ウィンドウ 故障が発生した後の時間。ほとんどの製造現場では、これは保守作業が開始されてから機械が正常な動作状態に戻るまでの時間を指します。社内基準によっては、診断、アクセス待ち、部品交換、テスト、再起動確認なども含まれる場合があります。.
例えば、食品・飲料の包装ラインで、シーラーの故障により生産が50分間停止したとします。発熱体の問題の診断に35分、部品の交換とテストに15分かかった場合、その修理時間全体がMTTR(平均復旧時間)に反映されます。この指標の目的は、故障の発生頻度ではなく、チームが故障からどれだけ効率的に復旧できるかを示すことです。.
MTBFで重要なこと
MTBF 故障から次の故障までの稼働時間に焦点を当てています。これは、 修理可能な資産, コンベア、試験装置、充填機、コンプレッサー、組立ロボットなど、稼働、故障、修理、そして再稼働が想定される機器を対象としています。この指標は、修理時間そのものではなく、実際の稼働時間を対象としています。.
例えば、複数のシフトにわたって240時間稼働する電子機器試験セルがあり、その期間中に4件の機能障害が発生したとします。MTBFは、これらの障害間の平均稼働時間を表します。実際のダウンタイム分析において、これは信頼性エンジニアが、設備が根本的に安定しているか、あるいは繰り返し発生する障害によって生産稼働時間が短縮されているかを判断するのに役立ちます。.
製造現場でMTTRが最も役立つのはどのような場合か
MTTR MTTRは、応答速度、トラブルシューティングの規律、スペアパーツの準備状況、技術者の効率性を向上させようとしている場合に最も役立ちます。MTTRが高い場合は、障害の特定が不十分、承認に時間がかかりすぎる、スペアパーツが不足している、または再起動手順に時間がかかりすぎるなどの問題を示している可能性があります。プロセス変更によって、より本格的な信頼性向上作業が完了する前でも修理時間を短縮できるため、MTTRは多くの場合、最も迅速に対応できる保守KPIの1つです。.
工場管理者にとって、MTTR(平均復旧時間)はシフトレビューや日々の生産会議において特に役立ちます。短期的にダウンタイムが避けられない場合でも、復旧時間を短縮することで生産量を維持できます。そのため、MTTRは現場の保守ダッシュボードレポートや日々の損失レビューによく登場します。.
MTBFが製造現場で最も役立つのはどのような場合か
MTBF 資産の信頼性を長期的に把握する必要がある場合に、この指標は最も役立ちます。機械が迅速に修理されても数日ごとに故障を繰り返す場合、保守チームは書類上は迅速に対応しているように見えても、生産能力は低下し続けます。MTBFが低いということは、通常、繰り返し発生する欠陥、不十分な予防保全、設計上の問題、運転条件の問題、または未解決の根本原因を示しています。.
例えば、飲料工場のパレタイザーが短時間の運転後に繰り返し停止する場合、MTBF(平均故障間隔)は、ダウンタイムの合計だけでは把握できない不安定性を定量化するのに役立ちます。これにより、保守部門と運用部門は、問題の原因究明、部品の再設計、または運転条件の変更が必要かどうかを判断するための共通の基準を得ることができます。機器の信頼性指標の中でも、MTBFは信頼性が実際に向上しているかどうかを示す最も明確な指標の一つです。.
MTTRとMTBFの計算式と簡単なメンテナンス例
実際に必要な2つの公式
実用的な保守KPI追跡のための計算式は単純明快です。. MTTR = 総修理時間 ÷ 修理回数, 、 その間 MTBF = 総稼働時間 ÷ 故障回数. MTTRとMTBFの議論において重要なのは、計算そのものではなく、正しい時間を正しいイベント数で割ることです。.
ある生産資産からの簡単な例
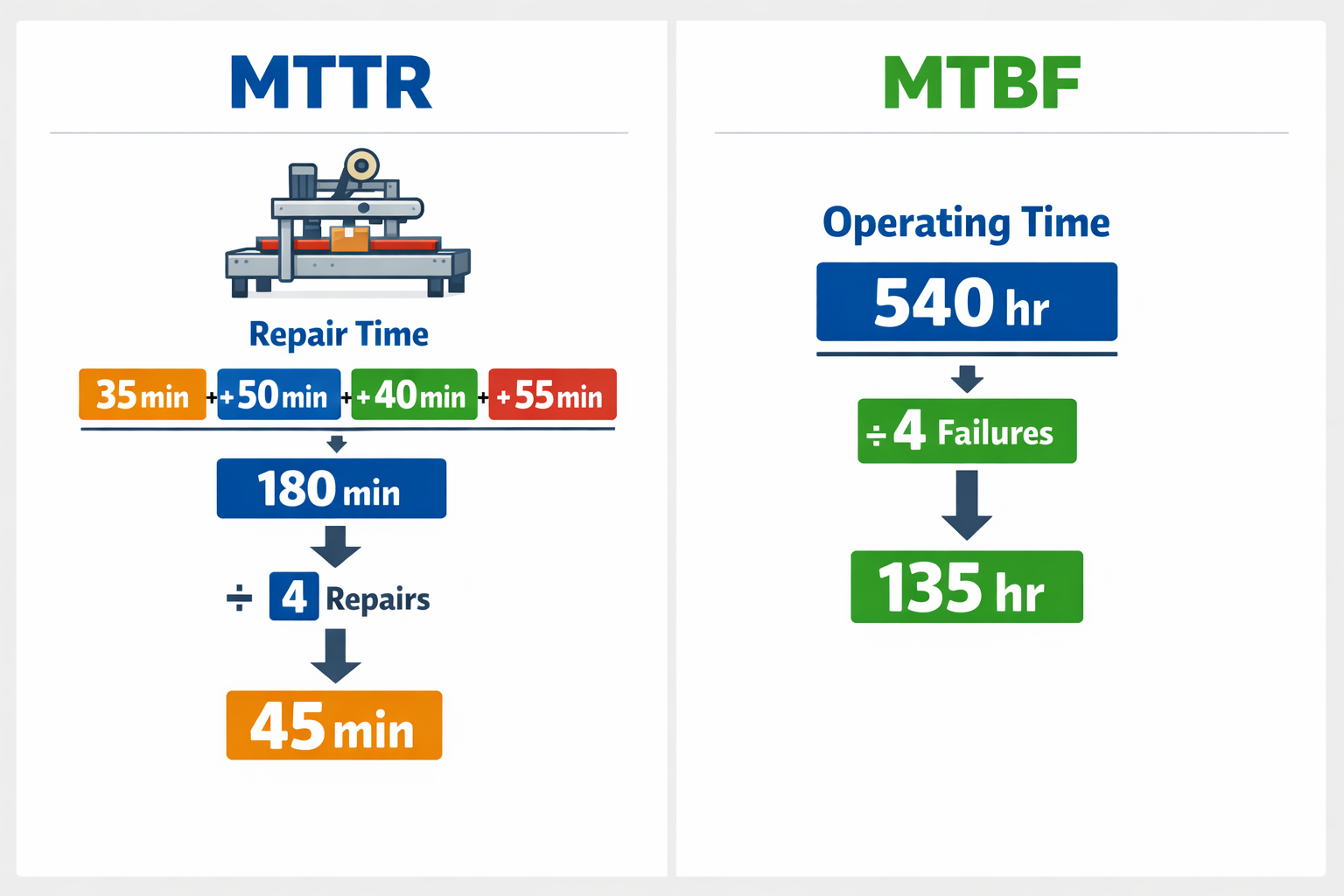
包装ラインで稼働しているカートンシーリングマシンを30日間以上使用した場合を考えてみましょう。その期間中に、マシンは4回故障し、保守チームは修理時間を35分、50分、40分、55分と記録しました。同じ期間に、故障間の稼働時間は540時間でした。.
まずMTTRを計算します
修理時間を合計すると、35 + 50 + 40 + 55 = 180分になります。これを4回の修理で割ると、MTTRは45分となります。これは、その期間における当該資産の平均修理時間を示しています。.
次にMTBFを計算します
次に、稼働時間データを使用します。540稼働時間を4回の故障で割ると、MTBFは135時間になります。つまり、その機械は平均して135時間、故障することなく稼働したということです。.
数字を一緒に読み取る方法
ダウンタイム分析において、平均修復時間(MTTR)と平均故障間隔(MTBF)の比率が役立つのはまさにこの点です。予備部品が近くにあり、切り替えが簡単な場合は、MTTRが45分でも許容範囲内かもしれませんが、生産ラインが2交代制または3交代制で稼働している場合、MTBFが135時間では停止時間が多すぎることを示している可能性があります。機器の信頼性に関するこれら2つの指標を合わせて検討することで、より大きな問題が修復速度なのか、故障頻度なのか、あるいはその両方なのかを判断するのに役立ちます。.
これらの指標が可用性レポートに意味すること
これらの数値は、より広範な保守ダッシュボードレポートの妥当性も裏付けています。MTBFが上昇し、MTTRが低下すると、機械の稼働時間が長くなり、故障後の復旧も速くなるため、通常は設備稼働率が向上します。そのため、多くの工場では、これらの保守KPIを個別にではなく、稼働時間、停止時間、計画外停止回数と併せて追跡しています。.
メンテナンスKPI追跡におけるMTTRとMTBFの連携方法
両方の指標が必要な理由
実際には、, MTTRとMTBF これらは競合する保守KPIではありません。これらは同時に重要な2つの異なる質問に答えるものです。つまり、機器の故障頻度と、チームがそれをどれだけ迅速に復旧できるかということです。どちらか一方だけを追跡すると、生産損失の真の原因を見落とす可能性があります。修理時間を調べるまではラインは信頼性が高いように見えたり、故障が繰り返されて生産量が減少しているにもかかわらず、対応が迅速に見える場合もあります。.
MTTRとMTBFを簡単に比較すると、パフォーマンスパターンとして捉えることができます。MTBFとMTTRが低い場合は、故障が頻繁に発生するものの、修理が容易であることを意味します。例えば、包装ラインのセンサーの汚染が繰り返される場合などが挙げられます。MTBFとMTTRが高い場合は、故障はまれではあるものの、業務に支障をきたす故障であることを示します。例えば、診断と修理に数時間かかるギアボックスの問題などが挙げられます。MTBFが低くMTTRが高い場合は、設備が頻繁に故障し、その都度長時間停止するため、最も深刻な問題となります。.

この組み合わせがダウンタイム分析をどのように改善するか
平均修復時間と平均故障間隔を合わせて分析することで、信頼性の問題と保守性の問題を切り分けることができるため、ダウンタイム分析がより実用的になります。MTTRが安定している一方でMTBFが低下している場合は、保守チームが機器を効率的に修理しているものの、資産またはプロセスで故障が多すぎる可能性があります。MTTRが上昇している一方でMTBFが良好な場合は、機械の状態ではなく、トラブルシューティング時間、スペアパーツの入手状況、技術者のスキルレベル、またはエスカレーションの遅延に問題がある可能性があります。.
この区別は、生産チームやエンジニアリングチームとライン損失をレビューする際に重要になります。例えば、電子機器テストステーションの全体的な稼働率は許容範囲内に見えるかもしれませんが、詳しく調べてみると、シフト中に数回、短時間の停止が発生していることがわかります。このような場合、MTBFは不安定なパターンを明らかにし、MTTRは技術者が影響を迅速に抑え込んでいるか、それとも各停止事象がより大きなダウンタイムに発展しているかを示します。.
意思決定を行う前に、背景情報を確認する
どちらの指標も、他の指標と切り離して検討すべきではない。 失敗履歴. MTBFの低下は、同じ故障が繰り返されているのか、複数の異なるコンポーネントが故障しているのか、製品構成の変化後に動作条件が変わったのかによって、様々な意味合いを持ちます。同様に、MTTRの悪化は、より複雑な故障を反映している可能性もありますが、作業指示書の引き継ぎが不十分であったり、標準的な修理手順が省略されていたり、承認やスペアパーツの入手待ち時間が長かったりすることも原因となり得ます。.
だから強い 機器の信頼性指標 これらは通常、単一の数値としてではなく、一連の指標として評価されます。保守責任者は、MTTRとMTBFを、繰り返し発生する障害の件数、ダウンタイムの主な原因、バックログの経過期間、資産の重要度などと比較することがよくあります。これにより、チームは、ダウンタイムの急増を保守実行上の問題として扱うというよくある間違いを避けることができます。実際には、根本原因は設計上の弱点、オペレーターの作業手順、または不安定なユーティリティにある可能性があるからです。.
計画的ダウンタイムと計画外ダウンタイムを分ける
よくある報告ミスとして、計画的な停止と故障によるダウンタイムを混同してしまうことが挙げられます。計画的な切り替え、清掃作業、定期点検などが修理記録に混ざると、MTTR(平均修復時間)が過大評価され、MTBF(平均故障間隔)の意味が薄れてしまいます。生産設備の場合、これらの指標は、計画外の故障事象に焦点を当て、計画的な保守データと統合するのではなく、併せて解釈することで最も効果を発揮します。.
食品加工工場が良い例です。充填機が定期洗浄サイクルで停止した場合、その停止は生産運転中に発生した予期せぬバルブ故障とは同じように扱うべきではありません。この2つを区別することで、メンテナンスダッシュボードは、失われた時間が通常の運転要件によるものか、それとも是正措置が必要な信頼性の問題によるものかを明確に表示できます。.
パターンを使って、最初に修正すべき箇所を決めましょう
月次または週次のトレンドを確認すると、 MTTRとMTBF 行動の優先順位付けに役立ちます。. 低いMTBF 通常、根本原因の排除、予防保守の間隔、部品の再設計、または運用規律に注意を向けさせる。. 高いMTTR 通常、これはより迅速な診断、より効率的なスペアパーツの準備、技術者の対応の改善、より明確なエスカレーションルール、またはより標準化された修理方法につながる。.
これは メンテナンスダッシュボード 単一のKPI表よりもはるかに有用な情報が得られます。単に平均値を表示するだけでなく、どの資産で頻繁な故障と長い復旧時間が同時に発生しているか、どの障害が繰り返し発生しているか、どのシフトやラインが最も影響を受けているかを把握するのに役立ちます。このビューによって、MTTRとMTBFは受動的な報告指標から、労働力、スペアパーツ、信頼性向上のための意思決定ツールへと変わります。.
MTTR、MTBF、および信頼性の高いメンテナンスダッシュボードに必要な適切なデータを収集する方法
追跡の最も難しい部分 MTTRとMTBF 通常、それは公式ではありません。重要なのは、信頼できる形式で、シフトごとに現場から一貫した故障データを取得することです。ある技術者が機械停止からダウンタイムを記録し、別の技術者が作業指示書の作成から記録し、さらに別の技術者がラインが既に稼働してから何時間も後に作業を完了した場合、メンテナンスKPIは正確に見えるかもしれませんが、誤った情報を伝えていることになります。.
測定する前に、故障事象を定義する
まず、各資産クラスごとに明確な故障定義を定めることから始めましょう。例えば、高速カートニングマシンの場合、故障とは、メンテナンス介入が必要で、かつ5分以上の生産損失を引き起こす、計画外の停止を指すかもしれません。このルールが重要なのは、MTBF(平均故障間隔)が真の故障とみなす範囲によって左右されるためであり、定義が曖昧だと機器の信頼性指標がすぐに歪んでしまうからです。.
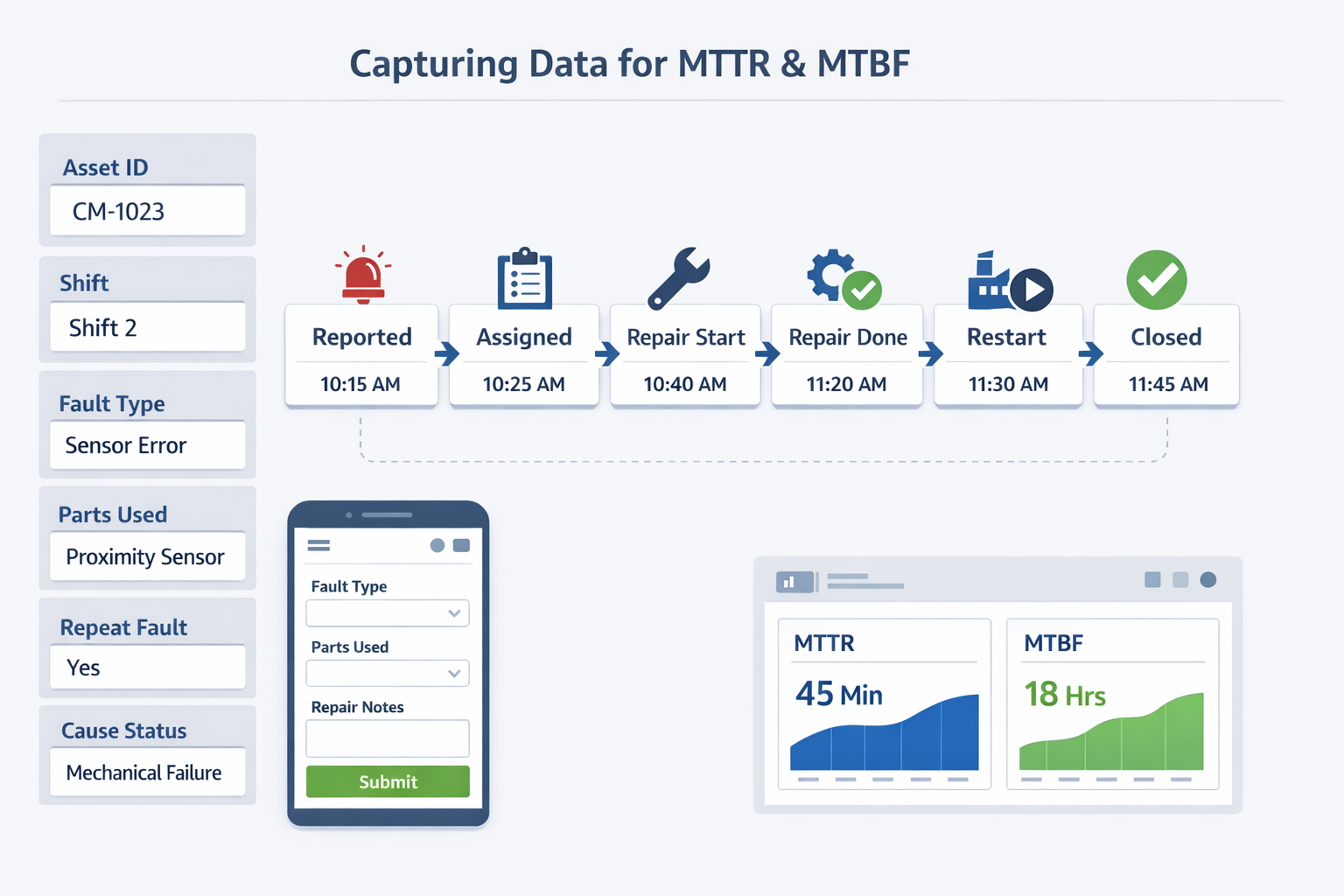
具体的な例として、ライン3のカートナーが午前10時14分に停止したとします。これは、供給センサーが製品を安定して検出できなくなったためです。オペレーターはデジタルフォームで停止を報告し、資産IDを選択し、電気系統の故障、機械系統の故障、センサーの問題など、ダウンタイムのカテゴリを選択します。この最初の記録は、故障が発生した日時と、その事象をどのように分類すべきかを明確にするため、後々のダウンタイム分析の基準点となります。.
コアタイムスタンプを順番に取得する
信頼性の高い平均修復時間と平均故障間隔を追跡するには、すべての故障記録に同じ最小タイムスタンプが必要です。実際には、故障検出時間、保守対応時間、修理開始時間、修理完了時間、および生産再開時間が必要です。一部の工場では開始と終了のみを使用していますが、これらの段階を分離することで、遅延が通知、診断、部品待ち、または修理自体に起因するものかどうかを把握しやすくなります。.
カートナーのイベントでは、オペレーターが午前10時14分に停止を報告し、技術者が午前10時19分にそれを確認し、午前10時26分に修理が開始され、午前10時48分までに故障したセンサーが交換されテストされ、午前10時52分にラインが安定した生産状態に戻りました。この構造により、チームはどの期間をMTTRに含めるか、どの期間をより広範なダウンタイム報告に含めるかを正確に判断できます。また、「終了時刻」とラベル付けされたセルに修理完了と生産再開が混在してしまうという、よくあるスプレッドシートの問題も回避できます。.
必須項目とワークフロー段階を標準化する
正確なKPI追跡は以下に依存します 構造化フィールド, 自由記述式のメモだけでは不十分です。各障害記録には、資産名またはID、ライン、シフト、障害の種類、ダウンタイムの理由コード、報告時刻、修理開始時刻、修理完了時刻、再起動確認、担当技術者、実施された措置、使用された部品、繰り返し障害フラグ、および一時的な修正または恒久的な修正などの障害原因ステータスを含める必要があります。同様に重要なのは、ワークフローが報告済み、割り当て済み、修理中、テスト済み、クローズ済みなどの明確な段階を経て進むようにし、ステータスの変更が後で記憶されるのではなく、自動的にタイムスタンプが付けられるようにすることです。.
同じカートナーの例では、技術者はセンサーケーブルに断続的な信号損失が見られたことを記録し、センサーを交換し、コネクタを固定し、過去30日間に同じ障害が2回発生したため、この事象を繰り返しの問題としてマークします。この詳細情報によって、記録の価値が変わります。もはや単なる保守ダッシュボードのダウンタイムエントリではなく、根本原因の調査やMTTRとMTBFのより良い解釈をサポートする、有用な障害履歴となるのです。.
ダウンタイムコードは、複雑になりすぎず、使いやすいものにしましょう。
多くの工場では、曖昧なコードを3つ作成するか、あるいは過度に詳細なコードを200個作成するかのどちらかで失敗しています。有用な構造は通常2つのレベルで構成されています。報告の一貫性を保つための広範なカテゴリと、エンジニアリングによるフォローアップのためのより詳細な原因コードです。例えば、カートナーの停止は、カテゴリレベルでは「制御/センサー」、原因レベルでは「光電センサーの信号損失」としてコード化できます。.
このアプローチにより、ダッシュボードの視認性が向上しつつ、必要な詳細情報も維持されます。工場管理者は、ダウンタイムの大部分が電気系統の不具合によるものか、機械的な詰まりによるものかを把握でき、信頼性エンジニアは、特定のラインで繰り返し発生するセンサーの故障を詳細に分析できます。このようなコーディング規律がなければ、ダウンタイム分析は信頼性の高い運用システムではなく、手作業による解釈作業となってしまいます。.
技術者の作業内容と故障履歴を閉鎖時に記録する
記録を閉じるということは、単に作業が完了したことを示すだけではありません。技術者または監督者は、発見された事象、修理内容、故障が一時的なものか永続的なものか、使用されたスペアパーツ、そしてフォローアップ作業が必要かどうかを確認する必要があります。こうした記録データこそが、生のダウンタイム事象を意思決定に役立つメンテナンス履歴へと変換するのです。.
カートナーのケースでは、最終的な完了報告書に、26分間の修理時間、センサー1個の交換、コネクタ1個の調整、そして次回の定期メンテナンス時にケーブル配線を点検するという推奨事項が記載されています。こうした記録を積み重ねることで、MTBFの低下が慢性的な部品の不具合、設置上の問題、あるいは予防保守作業の遅延のいずれに起因しているかが明らかになります。メンテナンスKPIは、単なる報告対象ではなく、運用上役立つものとなるのです。.
ノーコードワークフローがスプレッドシートによるログ記録よりも優れている理由
スプレッドシートはダウンタイムデータを保存できますが、シフト間での順序、必須項目、タイムスタンプの正確性を確保するという点では不十分です。ノーコードワークフローでは、技術者が割り当てられる前にオペレーターが障害を記録することを義務付け、ステータスに基づいてタイムスタンプを自動的にトリガーし、原因コードと修理アクションが完了するまでクローズを防止できます。このようなプロセス制御により、保守チームに手作業による管理業務を増やすことなく、データ品質を向上させることができます。.
ここで、プラットフォームが Jodoo メンテナンス追跡に自然に統合できます。チームは、モバイル障害報告フォーム、役割ベースの修理ワークフロー、および月末にオペレーターログ、技術者メモ、スプレッドシートの要約を照合する代わりに、報告から完了まで同じ構造化された記録を取得するメンテナンスダッシュボードを構築できます。その直接的なメリットは、平均修理時間と平均故障間隔に関するより明確な報告だけでなく、日々の意思決定のためのより信頼性の高いデータが得られることです。.
結論:MTTRとMTBFを実践に移す Jodoo
MTTRとMTBF MTTRは、個別にではなく、まとめて追跡することで最も効果を発揮します。MTTRは、故障後にチームが機器を復旧させるまでの時間を示し、MTBFは次の故障が発生するまでの資産の信頼性を示します。両方の指標を一貫して定義し、実際の故障履歴と照らし合わせることで、保守・運用責任者は、主な問題が信頼性の低さなのか、対応の遅さなのか、あるいはその両方なのかをより明確に把握できます。.
次に重要なのは実行力です。故障報告、修理タイムスタンプ、技術者のメモが紙のログや連携していないスプレッドシートに保管されたままでは、保守KPIは常に遅延したり、不完全だったり、議論の的になったりします。デジタルワークフローを導入することで、これらの指標の信頼性が高まり、ライン、シフト、工場全体で容易に対応できるようになります。.
Jodoo 製造業者が大規模なカスタム開発を行うことなく、ワークフローを構築できるよう支援します。ノーコードのリーン生産方式プラットフォームとして、ダウンタイムイベント、修理作業、開始時刻と終了時刻、理由コード、および繰り返し発生する障害履歴を単一の接続システムで収集し、リアルタイムダッシュボードにMTTR(平均修復時間)とMTBF(平均故障間隔)を表示できます。例えば、包装工場では、スプレッドシートベースのダウンタイムログをモバイルフォームと自動ステータス変更に置き換えることで、管理者はすべてのラインのKPI(重要業績評価指標)をより明確に把握できるようになります。.
メンテナンス追跡を標準化し、MTTRとMTBFをより迅速な意思決定に活用したい場合は、, 無料トライアルを開始する または デモを予約する Jodooを使って。.

