
はじめに:製造実行システムが工場現場で実際に解決する問題とは
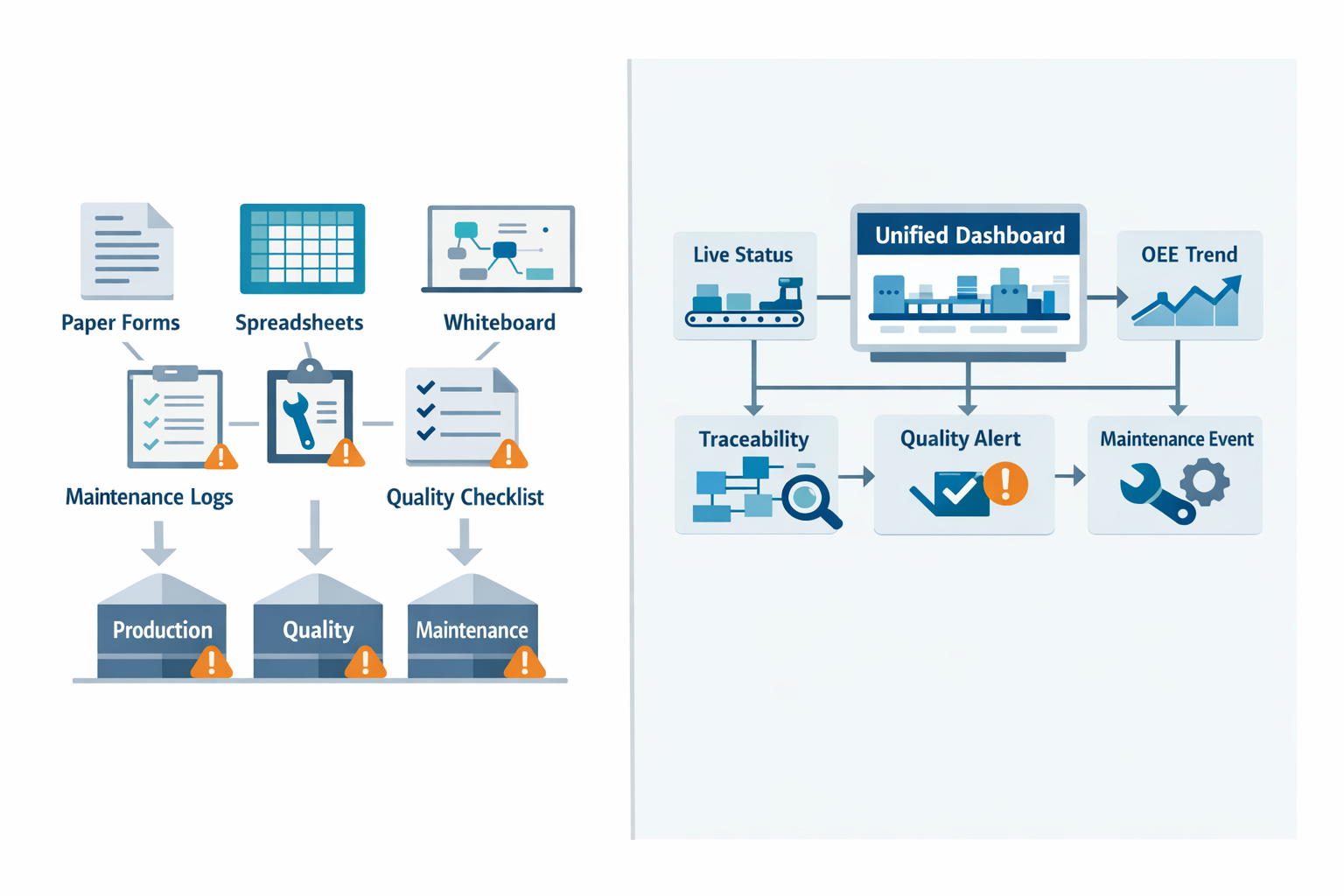
生産ラインは、経営陣が問題に気づく前に、時間当たりの目標を達成できず、余分な材料を消費し、出荷の遅延を引き起こす可能性があります。そのため、 製造実行システム 特に中規模製造業では、紙の伝票、ホワイトボード、連携していないスプレッドシートに頼ることができなくなり、この傾向はますます強まっている。多くの工場では、課題となっているのはERPレベルの計画ではなく、現場でのリアルタイムな実行、つまり何が稼働しているか、何が遅れているか、どのバッチが使用されたか、品質問題がどこから発生したかを把握することである。.
自動車部品工場の生産管理者が、夜勤中にOEE(設備総合効率)が低下した理由を説明しなければならない状況を想像してみてください。メンテナンス記録は1つのファイルに、品質チェックは別のファイルに保管されているのです。あるいは、顧客からの苦情を受けて、複数の作業指示書にまたがる部品の問題を追跡しようとしている電子機器組立業者を想像してみてください。これらはまさに、MESソフトウェアが解決するために設計された工場現場の問題です。生産状況の可視化、トレーサビリティ、仕掛品管理、そして例外への迅速な対応を実現します。.
しかし、ここで本当に問われるべきは、本格的なMESが必要なのか、それともより高速で柔軟なデジタルオペレーションシステムで、コストと複雑さを抑えながら同じボトルネックを解決できるのか、ということです。この記事では、MESが実際にどのような機能を持つのか、どのような場面で活用できるのか、どのような場合に過剰になるのか、そして中規模製造業者が検討すべき代替案は何かを詳しく解説します。.
製造業者がMESソフトウェアの導入を検討するきっかけとなる、運用上の課題点
メーカーはめったに 製造実行システム なぜなら、彼らは新しいソフトウェアそのものを求めているからです。通常、日常業務が手作業による調整に過度に依存し、小さなギャップが出力、納品の信頼性、トレーサビリティに影響を与え始めたときに、検索が始まります。その時点で、リーダーは単にツールを比較しているのではなく、現在のスプレッドシート、ホワイトボード、紙の記録の組み合わせが成長を支えられるかどうかを問います。多くの場合、それは MESソフトウェア, より広範な 生産管理システム, あるいは、より柔軟なデジタル化アプローチが議論の対象となる。.
スプレッドシート主導のスケジュール管理により、日々の緊急対応が始まっている
多くの中規模工場では、生産計画は依然としてExcel、共有ドライブ、そして上司の電話に頼っている。製品構成が安定しているときはそれで問題ないかもしれないが、頻繁な切り替え、緊急注文、あるいは労働力の変動などが加わると、この方法は破綻する。計画担当者はあるバージョンのスケジュールを更新し、ラインリーダーは別のバージョンに基づいて作業を進め、ボトルネックが発生するまで保守部門には情報が伝わらない、といった状況が起こり得る。.
複数の縫製ラインで短納期の輸出注文を処理する衣料品工場の生産管理者を想像してみてください。生地のロットが1つ遅れたり、ラインの1つが目標に遅れたりすると、その影響は数時間以内に裁断、縫製、仕上げ、梱包に波及する可能性があります。リアルタイムの実行データがなければ、スケジュールの変更は事後対応となり、工場は機械が一日中遊休状態になるのではなく、生産量を維持するのに必要な意思決定が遅れるために生産能力を失ってしまうのです。.
紙の旅人が追跡を遅らせ、信頼性を損なう
バッチ生産や個別生産では、紙の伝票が依然として一般的です。これは、紙の伝票がシンプルで馴染みやすいからです。しかし、手書きの記録は検証が難しく、紛失しやすく、大規模な分析が困難であるという問題があります。管理者が誰がロットを処理したか、保留がいつ解除されたか、あるいは逸脱がどこから始まったかを追跡する必要がある場合、紙の伝票では10分で済むはずの確認作業が半日かかる調査になってしまいます。.
これは食品製造業において特に重要となります。食品製造業では、ロット追跡と工程管理が法令遵守とリコール対応に直接影響するからです。ソース製造業者が原材料のロット、混合時間、温度チェック、包装工程などを追跡する必要がある場合、紙の記録簿では受入、製造、品質保証、倉庫の各チーム間で多くの盲点が生じてしまいます。記録簿の欠落や判読不能な記入が1枚でもあれば、根本原因分析が遅れ、封じ込め措置の経済的影響が増大する可能性があります。.
仕掛品の可視性が低いと、注文が遅れるまでボトルネックが隠れてしまう
評価の一般的なきっかけ 製造実行システムの特徴 問題点の一つは、進行中の作業状況が把握しにくいことです。多くの工場では、計画された内容と出荷された内容は把握していますが、その2点間の実際の状況をリアルタイムで正確に把握できていません。そのため、待ち時間が長くなったり、残業が増えたり、顧客への納期が危ぶまれるまで、ボトルネックは隠れたままになってしまうのです。.
電子機器組立工程において、この問題は、基板がSMT、手動挿入、テスト、最終梱包の各段階で明確なステータス信号がないまま積み上がってしまう場合に発生します。あるチームは材料が利用可能だと考え、別のチームは再加工の承認を待っており、計画担当者はシフト終了時の報告で初めて問題に気づきます。このような遅延は対応力を低下させ、特に多品種少量生産の環境では、数バッチの生産停止が生産計画全体を狂わせる可能性があるため、深刻な問題となります。.
品質チェックの不一致がばらつきと手戻りを生み出す
品質チェックが印刷された用紙、口頭指示、または作業員の記憶に依存する場合、一貫性はシフト、ライン、または監督者によってばらつきが生じ始めます。2人の作業員が同じ製品をわずかに異なる基準で検査する可能性があり、欠陥は数時間の生産後にようやく報告されることもあります。時間が経つにつれて、この一貫性の欠如は、手直し、不良品、顧客からの苦情、そして問題が工程上の問題なのか検査上の問題なのかをめぐる紛争を引き起こします。.
オペレーションリーダーにとって、ここで議論は単純なデジタル化からより構造化された管理へと移行することが多い。彼らはまず、 製造実行システムの特徴 工程内検査、デジタルチェックリスト、欠陥ログ記録、エスカレーションワークフロー、ロットレベルのトレーサビリティなど。たとえその企業がまだ初期段階であっても MES導入 考えてみると、根本的な問題は運用面にある。つまり、現場での実行規律の弱さによって、品質のばらつきが大きすぎるのだ。.
報告の遅延により、工場全体の意思決定が遅れる
多くの工場では、生産量、ダウンタイム、品質データに関して、依然としてシフト終了時または翌日の報告に頼っています。つまり、経営陣が数値を確認する頃には、シフト中に問題を修正する機会はすでに失われているということです。マッキンゼーとデロイトの業界分析によると、リアルタイムの運用可視性を向上させた製造業者は、損失が確定した後に問題を報告するのではなく、チームが早期に問題に対処できるため、混乱への対応時間を大幅に短縮し、設備総合効率を向上させることができます。.
これは、生産量がタイミングに左右される場合に特に重要になります。例えば、飲料工場では、充填機の遅延、ラベルの問題、包装資材の不足などが、同じ日に複数の下流工程に影響を与える可能性があります。こうした混乱がシフト終了後にしか把握されない場合、管理者は人員配置を調整できず、保守担当者は適切な対策を優先できず、サプライチェーンチームは実際に出荷される製品を正確に把握できません。.
チーム間の連携不足が実行上のギャップを生み出す
最も強い需要のいくつかは 製造実行システム これは、単一の深刻な生産上の問題というよりも、連携の不備に起因するものです。計画、生産、品質管理、保守、倉庫管理の各チームはそれぞれ適切に業務を遂行しているかもしれませんが、それぞれが別々の記録とスケジュールに基づいて作業を進めています。そのため、優先順位、承認、引き継ぎ、責任の所在をめぐって絶えず摩擦が生じます。.
これはまた、内部の議論がしばしば拡大するところでもある。 MESとERPの比較. ERPシステムは、計画、購買、財務、在庫取引には優れていますが、通常、製造現場における分単位の実行の詳細を管理することはできません。経営陣が「すでにERPを導入しているのに、なぜ可視性が確保できないのか?」と言うとき、彼らが実際に認識しているのは、事業計画データと実際の生産管理との間のギャップなのです。.
これらの問題点がビジネスパフォーマンスに影響を与え始めたとき
本当の問題は、工場が紙やスプレッドシート、手動更新を使用していることではない。問題は、SKU、シフト、コンプライアンス要件、顧客の期待といった複雑さが増すにつれて、これらのツールが拡張性を失うことである。その段階になると、引き継ぎ漏れはリードタイムの長期化につながり、トレーサビリティの弱さは封じ込めの遅延につながり、データの遅延は回避可能な利益損失につながる。.
そのため、メーカーは調査を開始した。 MESソフトウェア あるいは、完全導入に踏み切る前に他のデジタル代替手段を検討する MES導入. 彼らは、実行管理の回復、シフトやラインごとの説明責任の向上、そして死角を減らした迅速な意思決定を目指しています。もしあなたの工場が既にこうしたプレッシャーを感じているのであれば、次に問うべきは、その苦痛が現実のものかどうかではなく、従来のMESがそれを解決する唯一の方法なのかどうかです。.
製造実行システム(MES)の機能:実際に必要なものとデモで見栄えの良いものの違い
チームが評価する際 製造実行システム, ベンダーはしばしば、長い機能リスト、洗練されたダッシュボード、高度なスケジューリングビジュアルを前面に押し出します。しかし、より適切な質問はもっとシンプルです。今後6~12か月以内に、どの機能が製造現場での実行力を向上させるでしょうか?ほとんどの中規模製造業者にとって、適切な 製造実行システムの特徴 重要なのは、会議室でのデモで見栄えの良いものではなく、計画と生産の間の管理を強化するものである。.
評価するための実践的な方法 MESソフトウェア コア実行ニーズと高レベルの最適化機能を分離することが目的です。フルMESとより柔軟なMESのどちらにするかまだ迷っている場合は、 生産管理システム, この区別は、さらに重要になります。なぜなら、工場が実際にスループット、トレーサビリティ、品質を向上させる基本事項を標準化する前に、エンタープライズ規模の機能を購入することを避けるのに役立つからです。.
日々の生産管理に必須の機能
これらは、シフトレベルの実行を直接的にサポートする機能です。工場で生産データをリアルタイムで確実に取得、ルーティング、検証、報告できない場合は、高度なAI、シミュレーション、または複数拠点でのオーケストレーションよりも、これらの機能を優先的に導入する必要があります。.
作業指示追跡とリアルタイム生産状況
最低限、システムには実行中の作業、待機中の作業、完了済みの作業、およびブロックされている作業が表示される必要があります。これには、作業指示書の発行、オペレーターの更新、数量報告、不良品の記録、機械、ライン、またはシフトごとのステータスが含まれます。多くの工場では、ホワイトボードやスプレッドシートの更新をリアルタイムの作業指示書追跡システムに置き換えるだけで、報告の遅延を数時間から数分に短縮できます。.
電子機器組立工場の生産管理者が、次のテスト段階が始まる前に、ライン3がPCB組立のバッチを完了したかどうかを知る必要があると想像してみてください。強力な作業指示追跡機能があれば、管理者は電話や紙の伝票で最新情報を追いかける代わりに、1つの画面で生産量、再加工数量、ラインの状態を確認できます。これは最も実用的な例の1つです。 製造実行システムの特徴 なぜなら、不必要な複雑さを加えることなく、より迅速な意思決定を可能にするからです。.
ルーティング制御とプロセス強制
優れた製造実行システムは、単に作業が行われたという事実を記録するだけでなく、正しい生産手順を確実に実行する必要があります。ルーティング制御により、各ジョブが次の工程に進む前に、必要な作業、作業センター、検査、承認を経ることが保証されます。これは、規制の厳しい環境や多品種少量生産の環境において特に重要です。これらの環境では、いずれかの工程を省略すると、下流工程で品質やコンプライアンス上の問題が発生する可能性があります。.
例えば、食品包装工場では、バッチごとに混合、充填、金属検出、シール検査、パレット解放を一定の順序で行う必要がある場合があります。システムが金属検出が完了する前にオペレーターがパレット解放を確認できるようにしている場合、ソフトウェアは実際には実行を制御していません。 MESソフトウェア 基本的なレポート作成ツールとは異なり、必要に応じてプロセスフローを積極的に誘導し、制限するべきである。.
品質チェックポイントと工程内検証
品質はワークフローに組み込まれるべきであり、事後的にレビューするべきではありません。使いやすいシステムでは、定義された段階でチェックをトリガーし、測定値を取得し、逸脱に対して承認を要求し、結果が許容範囲外の場合にロットまたはバッチを保留できる必要があります。業界調査によると、品質不良のコストは最大で 売上高151兆3000億~201兆3000億 製造環境によっては、工程内管理が直接的な財務的影響を及ぼす場合がある。.
実際には、これは飲料充填ラインの作業員が充填量とキャップトルクのチェックが記録されるまで生産オーダーを完了できないことを意味する可能性があります。読み取りに失敗した場合、システムは自動的にエスカレーションまたは封じ込めをトリガーする必要があります。 MES導入, このような組み込み型の品質ロジックは、ごく少数のユーザーしか確認しない高度な分析よりも、通常はより大きな価値を提供する。.
トレーサビリティと系譜
リコール分析、ロット隔離、顧客クレーム調査が必要となる可能性のある製品を製造している場合、トレーサビリティは不可欠です。システムには、原材料、ロット番号、機械またはラインの記録、作業員の活動、検査データ、完成品の出力が関連付けられている必要があります。トレーサビリティが深ければ深いほど、チームは顧客や監査担当者に対して自信を持って迅速に回答できます。.
医療用電子機器メーカーの場合、完成した制御基板をはんだペーストのロット番号、オペレーターID、テスト結果、再加工履歴まで遡って追跡する必要があります。こうした情報がなければ、たった1つの出荷不良が、広範囲にわたる高額な調査に発展する可能性があります。トレーサビリティはしばしばプレミアム機能として販売されますが、多くの業界にとって、それは必須の機能と言えるでしょう。.
ダウンタイムログと理由コード
ほとんどの工場では、最初の段階でOEE(設備総合効率)を向上させるために高度な機械学習は必要ありません。必要なのは、標準的な理由コード、タイムスタンプ、期間、そしてラインまたは設備ごとの基本的な責任体制を備えた、正確なダウンタイムの把握です。保守チームと生産チームが昨日のライン停止の理由について合意できない場合、分析レイヤーを使っても問題は解決しません。.
例えば、縫製工場では、糸切れ、段取り替えの遅延、付属品の不足、作業員の不在などによって発生した停止を区別したいと考えるかもしれません。これらの事象が一貫して記録されるようになれば、管理者は繰り返される損失を特定し、それに対して対策を講じることができます。これは、集中的な取り組みが成果を上げる典型的な例です。 生産管理システム 大規模なMES導入よりも迅速にニーズを満たすことができる場合もある。.
デモで見る以上に重要な機能
ソフトウェアのプレゼンテーションでは目立たない機能でも、実際にシステムが利用されるかどうかを左右する重要な要素となる場合があります。これらの機能は、導入の促進、一貫性の確保、そして運用規律の維持に役立ちます。.
デジタルSOPおよびオペレーター向けガイダンス
デジタルSOPは、スケジュールボードやAI予測ほど目立たないため、その重要性を過小評価されがちです。しかし、作業ステーションで手順、設定手順、安全チェック、品質基準が利用できるようになれば、シフトや拠点を問わず、作業の一貫性が向上します。これは、製品の切り替えが頻繁な工場や、人員配置が変動する工場で特に有効です。.
数週間ごとに季節限定のパッケージ形式を導入するスナック食品工場を想像してみてください。作業員が作業指示書から直接、適切なセットアップチェックリスト、写真ベースの標準規格、および洗浄確認フォームを開くことができれば、立ち上げはより管理しやすくなり、暗黙知への依存度も低下します。多くの製造業者にとって、これは最も高い投資対効果をもたらす改善策の一つです。 製造実行システム なぜなら、トレーニング、コンプライアンス、再現性を同時にサポートするからです。.
データだけでなく例外も表示するダッシュボード
ダッシュボードは重要ですが、それはチームの行動を支援する場合に限ります。有用なMESダッシュボードは、リスクのある注文、目標を下回る歩留まり、ダウンタイムの急増、シフト別またはライン別の品質保留といった例外事項を明確に表示する必要があります。ダッシュボードが経営陣が週に一度しか確認しないグラフの羅列に過ぎない場合、デモでは見栄えが良くても、運用上の価値はほとんどないでしょう。.
これはまた、 MESとERPの比較 ERPは計画、出荷、原価計算された内容を把握できますが、MESは現場で現在何が起こっているかを把握する必要があります。最適なレポート設定は、ビジネスプランニングのためのERPと、リアルタイムの生産状況把握のためのMESまたは柔軟な実行プラットフォームという、両方のレイヤーを連携させるものです。.
エンタープライズレベルの付加機能:価値はあるものの、必ずしも最優先事項ではない
これらの機能は、特に規模の大きい、あるいは成熟した事業においては価値あるものとなり得るが、購入決定の際にしばしば過剰に重視されがちである。これらは、工場におけるデータ収集、プロセス制御、および報告体制が安定的に確立された後に導入されるべきである。.
高度な分析、予測、および複数拠点ベンチマーク
予測分析、デジタルツイン、複数プラント比較は価値を生み出すことができますが、それはベースデータが信頼できる場合に限ります。オペレーターが依然として出力入力を遅らせたり、ダウンタイムコードに一貫性がなかったりする場合、分析エンジンがどれほど高度に見えても、得られる洞察は弱いものになります。多くの失敗例があります。 MES導入 プロジェクトは、実行データが標準化される前に最適化の目標を高く設定しすぎることから始まる。.
3つの工場を持つ地域メーカーにとって、各拠点間の段取り替え時間をベンチマークすることは、最終的には有益となる可能性がある。しかし、そのためにはまず、各拠点で段取り替えの開始と終了を同じ方法で定義する必要がある。そうでなければ、比較は改善ではなく、むしろノイズを生み出すだけになってしまうだろう。.
複雑なスケジュール管理と自動配車
詳細な有限スケジューリングと自動ディスパッチは、変動性が高く、リソースが共有され、厳密な順序付けルールがある工場で役立ちます。しかし、多くの中規模製造業者はすでにERPまたはAPSツールで計画を管理しており、現場で本当に必要なのは、より明確な実行とフィードバックです。 MESとERPの比較 それらは互換性のあるものではなく、補完的なものとして捉えるべきである。.
つまり、管理者が作業完了の確認に依然として電話に頼っているような状況であれば、高度なディスパッチロジックに費用をかける必要はありません。システムは、新たな計画レイヤーを追加する前に、計画と実行の間の連携を強化すべきです。多くの企業にとって、設定可能なノーコードプラットフォームは、従来の本格的なMESよりも、この中間レイヤーをより効率的に処理できます。.
過剰購入せずに機能を評価する方法
簡単なテスト方法は、各機能が「実行速度の向上」「制御の強化」「意思決定の改善」という3つの結果のうちいずれかをサポートするかどうかを問うことです。これらのいずれの領域にも明確に影響を与えない場合は、必須機能ではなく付加機能である可能性があります。これは、より実用的な比較方法です。 MESソフトウェア ベンダー評価表だけを使うよりも。.
また、各機能を工場内の実際のワークフローにマッピングする必要があります。例えば、初回品検査の承認方法、ブロックされたバッチの処理方法、ダウンタイムの分類方法、例外をリアルタイムで確認する担当者などです。ベンダーがこれらの具体的なシナリオで機能がどのように動作するかを示すことができない場合、それは運用能力というよりもマーケティング目的である可能性があります。.
完全な従来型生産体制を整える準備ができていないメーカー向け 製造実行システム, Jodooのような設定可能なプラットフォームは、多くの高付加価値な実行ニーズをまず満たすことができます。長いカスタム開発サイクルを待つことなく、デジタル作業指示書、品質チェック、ダウンタイムログ、SOPワークフロー、トレーサビリティ記録、ライブダッシュボードなどを構築できます。これにより、チームは今すぐ実行を改善するための実践的な道筋を得ることができ、同時に将来のシステムアーキテクチャの柔軟性も維持できます。.
MES、ERP、軽量生産管理システムの選択肢
MESとERP:計画の終わりと実行の始まり
比較する場合 MESとERPの比較, 最も単純な区別は次のとおりです。ERPはビジネスを管理しますが、 製造実行システム ERPは、製造現場で発生するあらゆる事象を分単位で管理します。ERPは、計画、購買、財務、在庫評価、および高度な生産指示に優れています。一方、MESソフトウェアは生産現場により近い場所に位置し、機械の状態、作業員の活動、品質チェックポイント、仕掛品の移動、ロット、バッチ、またはシリアル番号によるトレーサビリティなど、実行状況をリアルタイムで追跡します。.
実際には、ERPは工場に 何 作られるべきである、, いつ, 、そしてどの材料を使用するか。MESは工場に指示します。 実際に今何が起こっているのか 3号ラインでは、どのオペレーターがセットアップを承認したか、どのバッチが検査に不合格になったか、そして再加工中のユニットがいくつあるか、といった情報しか得られません。そのため、多くの製造業者は、ERPだけでは確実なトランザクション管理はできるものの、実際の実行状況を把握する能力が限られていることに気づきます。.
電子機器組立工場でSMTラインと最終検査セルを運営する生産責任者を想像してみてください。ERPは作業指示書を発行し、完成品を更新できますが、通常はフィーダーの変更、ステーションごとの初回合格率、シフトごとのダウンタイムの原因、オペレーターレベルの欠陥傾向などを、大幅なカスタマイズなしに把握することはできません。このギャップこそがコアシステムの真価を発揮する部分なのです。 製造実行システムの特徴 価値を持つようになる。.
ERPが通常うまく処理できるもの
ERPは、調達、財務、倉庫業務、生産計画といった部門横断的な管理に最適なシステムであることが多い。中規模の食品メーカーにとって、ERPはレシピBOM、仕入先購買、在庫残高、受注、月次原価計算などを、拠点間で一貫性をもって処理できる。また、特に複数の工場が単一のシステムを通じて報告を行う必要がある場合、財務部門や経営陣が必要とする標準的なガバナンスもサポートする。.
これは重要な点です。なぜなら、すべての業務上の問題にMESソフトウェアが必要なわけではないからです。事業全体における計画、資材管理、財務報告の標準化を最優先事項とするのであれば、ERPを基幹システムとして維持すべきです。ERPを高速実行レイヤーとして期待するのは間違いです。なぜなら、高度なカスタム開発に伴う労力、コスト、保守の負担を考慮しないからです。.
従来型の製造実行システムが有効な場面
伝統的な 製造実行システム 実行の複雑さが高く、リアルタイム制御が生産量、コンプライアンス、またはトレーサビリティに直接影響を与える場合には、リアルタイム制御が正当化されます。これは、規制対象の食品製造、電子機器、医療機器組立、多品種少量生産などの産業製造においてよく見られるケースで、ロット履歴、工程内検査、デジタル作業指示書を厳密に管理する必要があります。このような環境では、遅延または不完全な現場データは、不良品の発生、リコールリスク、または顧客の不適合につながる可能性があります。.
例えば、頻繁な切り替えを伴う複数のSKUを扱う包装飲料工場では、自動バッチトレーサビリティ、品質保持ワークフロー、ラインクリアランスチェック、計量装置やラベル貼付装置との統合が必要になる場合があります。その場合、堅牢な MES導入 実行データは順序通りに取得し、コンプライアンス記録とリンクさせる必要があるため、これは正当化される。ラベル表示の問題がバッチ全体に影響を与える場合、工場は後から手動で再構築するのではなく、数分以内に即座に封じ込めと正確なトレーサビリティを確保する必要がある。.
業界アナリストは以前から、MESプロジェクトは、特に統合と検証のニーズが高い場合、相当な時間と予算を要する可能性があると指摘してきた。そのため、経営幹部は「MESが必要か?」だけでなく、「工場のあらゆる領域でMESの完全な機能が必要か?」と問うべきである。多くの中規模工場では、その答えはより選択的なものとなる。.
ERPのカスタマイズだけでは必ずしも十分ではない理由
多くの製造業者はまず、ERP画面のカスタマイズ、トランザクションの追加、レポートの作成などによってギャップを埋めようと試みます。これは、安定したワークフローには有効かもしれませんが、実行プロセスは通常、コアERP構造よりも速いスピードで変化します。シフト交代、インライン検査、ダウンタイムコーディング、デジタルSOP承認、メンテナンスによる生産停止などは、運用チームがプロセスを改善するにつれて、常に進化していくことが多いのです。.
複数の縫製ラインと仕上げステーションを備えた縫製工場を例に考えてみましょう。ERPシステムは注文状況や在庫消費量を追跡できますが、ラインバランス、スタイル別の時間当たりの生産量、作業員グループ別の品質不良、再加工承認フローなどを管理するには、通常、はるかに柔軟なツールが必要です。ちょっとした変更を行うたびにERPコンサルタントに依頼する必要が生じると、改善のスピードは鈍化し、工場チームは再びシステム外での回避策を講じ始めることになります。.
その他の選択肢:スプレッドシート、ポイントソリューション、軽量システム
本格的なMESソフトウェアと標準的なERPの間には、幅広い中間層が存在する。多くの工場では、スプレッドシート、スタンドアロンの品質管理アプリ、機械監視ツール、バーコードシステム、あるいはホワイトボードを使ったスケジューリングなどに頼っている。これらは特定のタスクを迅速に解決できるが、生産、品質管理、保守、報告といった各部門を横断する連携した実行レイヤーを構築することはほとんどできない。.
A 生産管理システム 軽量でモジュール式のこのシステムは、本格的なMES導入を必要とせず、より迅速なデジタル化を求める製造業者に最適です。ERPを置き換えるのではなく、生産報告、作業指示追跡、工程内品質チェック、ダウンタイム記録、シフト交代、デジタルフォーム、承認、ダッシュボードといった実行プロセスを中心に構築されます。このアプローチは、工場があらゆる機械インターフェースにおける高度な自動化よりも柔軟性を重視する場合に特に有効です。.
軽量生産管理システムがより賢明な選択となる場合
軽量 生産管理システム 工場に明確な実行上の課題はあるものの、従来の製造実行システム(MES)の全機能を必要としない場合、多くの場合、この方法が最適です。これは、可視性と制御性を向上させたいものの、長期にわたるMES導入ではなく段階的に進めたいと考えている多くの中規模製造業者に当てはまります。目標は、高度なMES機能をすべて再現することではなく、スループット、品質、応答時間、および説明責任に最も影響を与えるワークフローをデジタル化することです。.
半自動化ラインで稼働する特殊スナック工場のオペレーションマネージャーを想像してみてください。工場では、デジタルによる起動チェック、バッチ記録、包装品質検証、ダウンタイムの記録、リアルタイムのOEE(総合設備効率)ダッシュボードなどが必要かもしれませんが、初日からすべての設備とインターフェースにわたる大規模なMES(製造実行システム)の導入は必要ないかもしれません。そのような場合、ノーコードツールで構築されたモジュール型システムであれば、注文や在庫取引のためのERP(エンタープライズ・リソース・システム)との連携を維持しながら、より迅速に実用的な結果を提供できます。.
ここで、次のようなプラットフォームが登場します。 Jodoo Jodooは、工場に画一的なMESソフトウェアを強制するのではなく、生産報告、品質検査、保守依頼、例外処理ワークフロー、リアルタイムダッシュボードなど、必要なアプリケーションを既存システム上に構築することを可能にします。プロセスが進化し続ける製造業者にとって、この柔軟性は、より大規模なシステムを購入して何ヶ月もかけて適応させるよりも、はるかに価値があると言えるでしょう。.
経営幹部のためのシンプルな意思決定ガイド
企業計画、在庫管理、購買、および拠点間の財務ガバナンスが最大のニーズである場合は、ERP ファーストを選択してください。詳細なリアルタイム実行制御、機械レベルのデータ収集、厳密な系譜、および高度に構造化されたコンプライアンス ワークフローが必要な場合は、従来の製造実行システムを選択してください。軽量なシステムを選択してください。 生産管理システム 製造現場の可視性と標準化された実行ワークフローが必要だが、本格的なMES導入に伴うコスト、柔軟性の欠如、および期間を避けたい場合。.
多くの中規模製造業者にとって、最適なアーキテクチャはERPではない。 または MES単体では、計画とトランザクションのためのERPであり、注文リリースから完成品出力までの作業をデジタル化する柔軟な実行レイヤーを備えています。実際の比較は、多くの場合、 MESとERPの比較 最終的に決めるべきは、「どちらのシステムが優れているか」ではなく、「どの組み合わせが工場の運用上の複雑さに最も適しているか」である。.
MES導入とベンダー評価:過剰購入を避けて選ぶ方法
選択する 製造実行システム デモ画面の機能だけがすべてではありません。中規模製造業者にとって、より重要な問題は、MESソフトウェアのフルロールアウトが最初のステップとして適切かどうか、それとも段階的なデジタルアプローチの方が混乱を最小限に抑えつつ迅速に成果を上げられるかということです。これは、従来のMESプロジェクトの導入期間がしばしば長期にわたるため重要です。 6~18ヶ月, 特に、統合、検証、および製造現場の変更管理が関係する場合はなおさらです。もし貴社工場が今四半期にトレーサビリティの向上、生産上の逸脱への迅速な対応、またはより一貫性のある報告を必要とするのであれば、意思決定の枠組みはブランド名だけにとどまるべきではありません。.
ソフトウェアではなく、スコープから始めましょう
よくある間違いは、運用範囲を定義する前にベンダーを評価することです。まず、スケジューリング、品質、系譜、労働力、保守、パフォーマンス監視について工場全体の管理が必要なのか、それとも特定の範囲のみの管理で十分なのかを決定する必要があります。 生産管理システム いくつかの重要なワークフローのため。多くの中規模工場では、 製造実行システム機能の20%から30% 初年度は特定の機能を最大限に活用する一方、残りの機能はコスト、トレーニング負担、導入リスクを増加させる。だからこそ、最適な購入プロセスはライセンスバンドルではなく、ユースケースから始めるべきなのだ。.
電子機器組立工場の生産管理者が、生産ラインの出力、初回合格率、部品のトレーサビリティをリアルタイムで把握したいと考えていると想像してみてください。工場が多種多様な製品を扱い、顧客基準が厳しく、複数のラインでシリアル化された生産を行っている場合、本格的なMES(製造実行システム)の導入が理にかなっているかもしれません。しかし、当面の目標が作業指示書、欠陥の捕捉、オペレーターの報告をデジタル化することであれば、設定可能なノーコードレイヤーを数週間で稼働させ、後からERP(エンタープライズ・リソース・システム)と統合することも可能です。このような状況では、市場で最も包括的なシステムを購入するよりも、価値実現までのスピードが重要になります。.
展開時間を現実的に評価する
ベンダーは、標準テンプレートと限定された範囲に基づいて理想的な導入スケジュールを提示することが多い。しかし実際には、導入期間は、マッピングする必要のある機械の数、製造工程、承認ルール、ユーザーロール、データ引き渡しなどによって大きく異なる。例えば、食品加工会社では、ダッシュボードが実用化される前に、ロット追跡、品質管理リリースチェック、衛生記録、シフト報告などが必要になる場合がある。これらの項目はそれぞれ、オペレーターのトレーニング開始前であっても、設計とテストの作業量を増加させる。.
ベンダーに、マイルストーンを含む段階的な導入計画を依頼してください。 30日、60日、90日, 最終的な稼働開始日だけではなく、具体的な内容も重要です。優れた提案書には、最初に提供できるもの、ERPや機械との統合が必要なもの、マスターデータのクリーンアップが必要なものなどが明記されているべきです。これにより、従来のMESソフトウェア導入と、即時実行ニーズに対応する軽量でモジュール式の導入方法を比較検討できます。ベンダーがフェーズ1の価値と長期的な拡張性を明確に区別できない場合、過剰な設計のプロジェクトになっている可能性があります。.
統合とMESとERPの境界を詳しく見てみよう
多くの購買チームは、MESが計画、実行、在庫、レポート作成をすべて一度に解決してくれると期待しているため、行き詰まってしまう。実際には、, MESとERPの比較 役割分担として評価すべきである。ERPは事業計画、受注、原価計算、財務記録を管理し、MESは生産実行、仕掛品の可視化、現場データ収集、プロセス制御を管理する。問題は、多くのベンダーがこの境界線を曖昧にしているため、データの重複入力やシステム所有権の不明確化につながる可能性があることだ。これは、運用部門とIT部門の両方にとって余分な作業となる。.
選択肢を比較検討する際には、システムがERP、保守ツール、品質システム、機械データソースとどのようにデータを交換するのかを具体的に確認してください。ベンダーからの回答は、API、ミドルウェア、フラットファイル、カスタム開発のいずれを通じて統合が可能か、またデータが同期しない場合の例外処理方法について明記している必要があります。例えば、飲料ボトリング工場の場合、ERPから生産指示を取得し、実際の生産量、ダウンタイム、不良数量を自動的にフィードバックできる機能の方が、高度なスケジューリングロジックよりも重要になる場合があります。統合の品質は、システムが日常業務ツールとなるか、単なるレポート作成レイヤーとなるかを左右する重要な要素です。.
設定の容易性とカスタム開発の比較評価
中規模製造業では、教科書通りのプロセスで業務を遂行することは稀です。製品のルーティング変更、品質管理チェックの進化、顧客のラベル表示ルールの変更、承認ロジックの差異などは、工場や製品ファミリーごとに異なる場合が少なくありません。そのため、真の構成可能性と高額なカスタマイズを切り離して考える必要があります。フォーム、ルール、ダッシュボードの変更すべてにベンダーサービスや社内開発者の協力が必要になる場合、システムの保守は時間とともに困難になる可能性があります。.
多くの企業が、従来のMES導入と構成可能なプラットフォームアプローチを比較検討すべきなのはまさにこの点です。Jodooのようなノーコードシステムを使えば、チームは既存のプロセスに基づいて、生産レポート、検査フォーム、逸脱ワークフロー、保守依頼、リアルタイムダッシュボードなどを、本格的なMES置き換えプロジェクトを待つことなく構築できます。コアシステムは安定しているものの、運用ワークフローが変化する工場にとって、この柔軟性は導入期間の短縮と、専門のMESコンサルタントへの依存度低減につながります。結果として得られるのは「MESライト」ではなく、大規模で柔軟性に欠ける構築に縛られることなく、実行をコントロールする必要のある工場にとって、より実用的なソリューションとなるのです。.
IT依存度と変更管理を同時に測定する
技術的に優れたシステムであっても、工場管理者や作業員が継続的に導入しなければ、失敗に終わる可能性があります。そのため、ITへの依存度は、変更管理と併せて評価する必要があり、別々に評価すべきではありません。ITチームがワークフローの更新、ユーザー権限の変更、ラベルのフォーマット、レポートの変更など、あらゆる作業を管理しなければならない場合、ビジネスユーザーは基本的な改善さえも待たされることになります。変化の激しい工場では、これは導入の遅れにつながり、システムへの信頼を損なうことになります。.
稼働開始後にフォーム、ワークフロー、ダッシュボードを変更できるベンダーを選定しましょう。生産サイクルが短く、スタイル変更が頻繁なアパレル工場では、新製品の発売に伴い、ライン追跡フィールドや欠陥カテゴリを迅速に調整する必要が生じる場合があります。運用チームが管理された変更を自ら処理できるシステムは、調整のたびに正式な開発作業が必要となるシステムよりも、拡張性に優れているのが一般的です。これは、1つの中央ITチームが複数の工場をサポートする地域製造グループにおいて特に重要です。.
ライセンス価格だけでなく、総所有コストを比較してください。
本当のコストは 製造実行システム これには、サブスクリプション料金や永久ライセンス料金以外にも費用がかかります。導入サービス、システム統合、トレーニング、検証、サポート、アップグレード作業、社内プロジェクトスタッフ、そして将来のプロセス変更にかかる費用も考慮する必要があります。業界アナリストは、ソフトウェアライセンスはプロジェクト総コストのごく一部に過ぎず、サービスや社内人件費が3~5年間で相当な割合を占めることが多いと指摘しています。そのため、初期費用が低いからといって、総所有コストが必ずしも低くなるわけではありません。.
並べて比較するには、 3年間のTCOモデル. ソフトウェア費用、外部実装費用、年間サポート費用、社内IT時間、運用トレーニング時間、および後々の新規工場やワークフローの追加にかかる費用を含めてください。多くの中規模製造業者にとって重要なのは、フルMESソフトウェアプラットフォームが価値があるかどうかではなく、初期費用の複雑さを正当化するのに十分な速さで価値が実現するかどうかです。段階的なモデルは、運用上のメリットが目に見えるようになる前に多額の投資を強いられるのではなく、実績のあるマイルストーンにコストを分散できるため、多くの場合有利になります。.
実用的なベンダー評価表を活用する
買い過ぎを防ぐため、一般的な市場チェックリストではなく、あなたの植物の現状を反映した基準に基づいて各オプションを評価してください。評価カードには以下の項目を含める必要があります。 導入速度、統合作業、設定の容易性、ユーザー導入リスク、IT依存度、コンプライアンス適合性、拡張性、および3年間の総所有コスト. 各要素の重み付けは、事業への影響度に基づいて行います。例えば、規制対象の食品メーカーはトレーサビリティと監査可能性をより重視する一方、電子機器の受託製造業者は製品変更の柔軟性とロットレベルの可視性を優先するでしょう。これにより、ベンダーとの協議がより客観的になり、業務、IT、経営陣の間で連携しやすくなります。.
最終的な判断基準はシンプルです。このシステムは最初の90日間でどのような成果を上げられるのか、そして稼働開始後に誰が改善できるのか、ということです。もし答えが曖昧だったり、高度に技術的だったり、長期にわたるコンサルティング期間が必要だったりするなら、中規模製造業には適さないかもしれません。一方、答えが明確で、段階的に進められ、測定可能な実行上のメリットと結びついているなら、過剰な投資をせずに成長を支えるシステムに近づいていると言えるでしょう。多くの場合、これはMES導入か非導入かという二択ではなく、大規模な導入と、よりスマートなデジタル実行への道筋のどちらかを選ぶことを意味します。.
結論:Jodooが従来の製造実行システムに代わる優れた選択肢となり得る理由
工場で厳密な機械レベルの制御、高度なPLC統合、および高度に専門化されたコンプライアンス機能が必要な場合は、 製造実行システム 依然として最適な選択肢となる可能性はあるものの、多くの中規模製造業者にとって真に必要なのは、大規模なMES導入ではなく、より迅速な可視性、より優れたプロセス制御、そして製造現場でのよりクリーンな実行であり、導入期間の長期化や高額なコンサルティング費用は不要である。.
そこは Jodoo Jodooはより良い選択肢となる可能性があります。ノーコードのリーン生産プラットフォームとして、Jodooは最も価値のあるものをデジタル化するのに役立ちます。 製造実行システムの80% ユースケース:生産状況の追跡、作業指示書の更新、品質検査、承認ワークフロー、問題のエスカレーション、トレーサビリティ記録。中規模の電子機器工場で、いまだに紙の品質チェックリストやExcelベースの作業指示書の更新をシフトごとに追いかけている生産マネージャーを想像してみてください。Jodooを使えば、そのチームは手作業による追跡を、数週間でモバイルフォーム、自動化されたワークフロー、リアルタイムダッシュボードに置き換えることができます。数ヶ月もかかる必要はありません。.
オペレーションリーダーにとって、これは書類作業の削減、問題への迅速な対応、日々の意思決定のためのより良いデータを意味します。従来のMESの負担なしに製造業のデジタル化を加速させたい場合は、Jodooを検討してください。, 無料トライアルを開始する, 、 または デモを予約する 今日。.


