
Introduction: What Traceability Means in Modern Manufacturing
A recall can cost manufacturers millions of dollars. However, the first operational failure usually happens much earlier: the team cannot quickly answer a basic question about traceability—which material lot went into which product, under what process conditions, and to which customer it was shipped. In many plants, those answers are still scattered across paper logs, spreadsheets, ERP transactions, and quality files that do not fully connect.
Manufacturing traceability means building a complete record chain across a product’s lifecycle. That includes material traceability from incoming receipts, process history from production and inspection steps, quality records such as test results and deviations, and the final link to finished-goods batches or shipped orders. When these records are connected, teams can investigate defects faster, contain quality issues more precisely, and respond to audits with far less manual effort.
This matters to quality managers, operations leaders, production teams, and compliance owners for the same reason: weak record linkage increases risk, delays decisions, and expands the cost of every problem. In the sections that follow, we will move from definition to execution—covering why traceability matters, what records a production traceability system should capture, and how to build it digitally without making the shop floor harder to run.
Why Manufacturing Traceability Matters for Quality, Recalls, and Investigation Speed
Faster Root-Cause Analysis
When a defect appears, the first operational question is not “who made the part,” but “what changed around that part.” Strong manufacturing traceability lets you connect raw material lots, process steps, line conditions, operator actions, inspection results, and shipment history without digging through disconnected logs. That shortens the time between detection and containment, which matters because unplanned quality events can stop shipments, consume engineering time, and increase scrap before the true cause is known.
In a food processing plant, for example, a failed microbiological test on a finished sauce batch may require investigators to check ingredient lots, mixing times, sanitation records, hold times, and packaging line activity. If material traceability and quality traceability records are linked, the team can quickly see whether the issue came from one incoming spice lot, one tank cleaning gap, or one shift’s process deviation. Without that linkage, the investigation often becomes a manual reconstruction exercise that delays decisions and expands the suspected problem window.
Narrower Recall Scope and Lower Containment Cost
Traceability also determines how much product you must block, rework, or recall when something goes wrong. If your production traceability system can clearly tie a defect to specific lots, machines, shifts, or customers, you can contain the issue precisely instead of quarantining everything produced that week. That directly reduces financial exposure, freight disruption, customer escalations, and the risk of destroying good inventory along with bad.
This is especially important in automotive supply chains, where one nonconformance can trigger immediate containment across multiple shipments. A supplier with strong batch traceability and lot tracking in manufacturing can identify which components used the affected resin lot, which work orders consumed it, and which customer releases included those parts. A supplier without that record linkage may have to sort all stock in the plant, at the warehouse, and sometimes even at the customer site because it cannot prove what is and is not affected.
Stronger Audit Readiness and More Defensible Compliance
Auditors and customers do not only want records; they want records that are complete, consistent, and easy to verify. Good traceability shows that the plant can prove what material was used, who approved key steps, what checks were performed, and how exceptions were handled. That is why traceability is closely tied to コンプライアンス in industries where documentation gaps can become a finding even when the product itself is acceptable.
An electronics manufacturer dealing with a field failure, for instance, may need to show solder paste batch history, SMT line settings, operator verification, test results, and final packing data for the affected boards. If those quality traceability records are fragmented across paper sheets, spreadsheets, and separate systems, audit preparation becomes slow and risky. When the records are connected and searchable, the plant can respond with evidence instead of assumptions, which is exactly what later digital traceability design should support.
What a Production Traceability System Should Actually Record
A usable production traceability system does not rely on one master log. It connects a chain of records that starts at receiving and ends at shipment. To make that practical, follow one product journey: a factory producing bottled liquid detergent for a regional retail order. In this example, manufacturing traceability depends on linking raw chemical lots, mixing records, line checks, packaging data, release approvals, and shipment details into one searchable history.
Material Receipts and Supplier Lot Records
The record chain starts when materials arrive, not when production begins. Each receipt should capture the supplier name, supplier lot number, internal lot ID, receipt date, quantity, COA or test document, storage location, and disposition status such as accepted, quarantined, or rejected. For material traceability, this is the point where external supplier data is converted into your plant’s own controlled record structure.
In the detergent example, surfactant Lot S240315 and fragrance Lot F240318 are received for the same week’s production plan. If those two lots are logged only in a warehouse spreadsheet but not tied to later production orders, your lot tracking in manufacturing breaks immediately. The receipt record needs to be linkable to the batch that actually consumed the material, not just the inventory balance.
Batch Creation and Consumption Records
Once production starts, the next critical record is the batch or work order itself. This should capture batch ID, product code, planned quantity, actual quantity, recipe or BOM revision, start and end time, and the specific input lots consumed with actual usage quantities. This is where batch traceability becomes operational, because the system shows exactly which received materials went into which production run.
For the detergent batch B240320-A, the operator records that 480 kg of surfactant Lot S240315 and 25 kg of fragrance Lot F240318 were issued to the mixing tank. If your process needs only batch-level control, that may be enough. If higher-risk products require tighter control, the same structure can support more granular tracking later without changing the basic record logic.
Operator Actions, Equipment Context, and In-Process Checks
A batch record alone is incomplete unless it also shows who did what, where, and under what process conditions. A strong production traceability system should record operator IDs, shift, line or tank number, machine settings where relevant, cleaning status, and timestamps for critical steps such as weighing, mixing, filling, and label changeover. These records give process context to the material history.
In the detergent run, the system should show that Operator A weighed the fragrance at 08:14, Mixer 2 was used for blending, and Filling Line 1 packaged the batch during the day shift. It should also store in-process quality traceability records such as pH result, viscosity check, fill-volume verification, and label inspection result. Without those linked checks, you can trace what material was used, but not whether the process stayed in control while the product was made.
Nonconformance, Holds, and Approval Records
When something goes wrong, the traceability record must branch without breaking. Nonconformance entries should capture the affected batch or lot, defect type, quantity affected, discovery point, immediate containment action, suspected cause, and disposition decision. Approval records should then document who reviewed the event, who released or rejected material, and whether rework, scrap, or deviation approval was applied.
In the same detergent example, suppose an in-process fill-volume check finds underfilled bottles on Filling Line 1 between 13:10 and 13:35. That event should be tied directly to batch B240320-A, the specific line, the operator on duty, and the hold quantity created during that time window. This is how quality traceability records become part of one decision trail rather than separate QA paperwork.
Finished Goods, Packaging Lots, and Shipment Links
The final layer is the finished-goods record. It should connect the production batch to packaging material lots, pallet IDs, finished-goods lot code, release status, customer order, shipment date, and delivery destination. In many industries, this outbound link is what turns internal batch history into full manufacturing traceability.
For example, batch B240320-A may be packed using bottle Lot PK240319-B and label Lot LB240320-C, then split across 18 pallets for two supermarket distribution centers. Once those shipment links are recorded, the factory has end-to-end product genealogy: from supplier chemical lot, to mixing batch, to filling line, to packaged pallet, to customer delivery. That is the core structure a traceability software system for manufacturing must preserve if you want reliable downstream search and investigation.
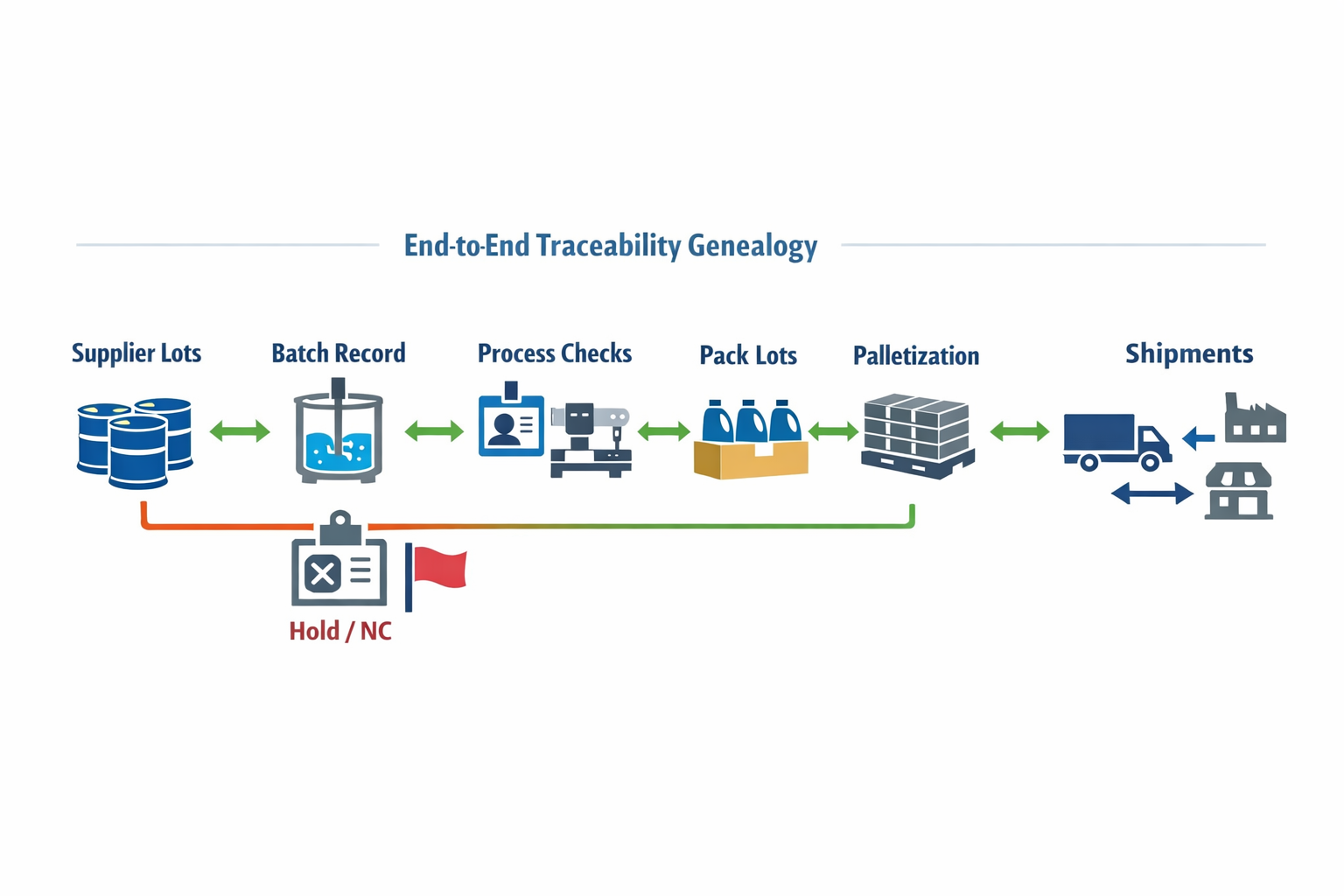
What matters most is not the number of forms or logs, but whether each record cleanly points to the next. A practical production traceability system should let you move in both directions: from a shipped pallet back to every material lot and process check, or from a suspect raw material lot forward to every affected batch and shipment. If those links exist, your records function as a connected genealogy rather than isolated documents.
How to Build Digital Traceability Without Overcomplicating the Shop Floor
ソフトウェアではなく、スコープから始めましょう
A practical manufacturing traceability rollout starts by deciding what problems the system must solve first. For most plants, that means defining whether the priority is material traceability, faster deviation investigation, customer-specific compliance, or tighter control over rework and release. This step matters because a production traceability system built for every possible scenario usually becomes too heavy for daily use. A narrower scope gives you clearer data requirements and a much better chance of operator adoption.
Next, map the critical control points where records must be created or confirmed. In a typical factory, these points include incoming material receipt, line issue, process start, in-process inspection, nonconformance handling, final inspection, and shipment release. You do not need to digitize every movement on day one. You need to identify where losing the record would break the product genealogy or weaken quality traceability records later.
Then assign the identifiers that will connect each record. That usually means supplier lot numbers, internal batch IDs, work order numbers, machine or line IDs, operator IDs, and shipment references. If your lot tracking in manufacturing still relies on handwritten codes that vary by shift or department, digital traceability will fail at the first search step. The ID structure must be simple enough to scan, validate, and reuse across departments.
To keep implementation manageable, decide early where batch traceability is enough and where unit-level tracking is required. High-volume food, chemicals, and packaging lines often work well with batch or lot-level linkage, while medical devices, automotive safety parts, and serialized electronics may need record-level or unit-level history. This decision affects labeling, scan frequency, storage volume, and operator workload. Plants that skip this design choice often collect too much low-value data in some areas and too little in the points that actually matter.
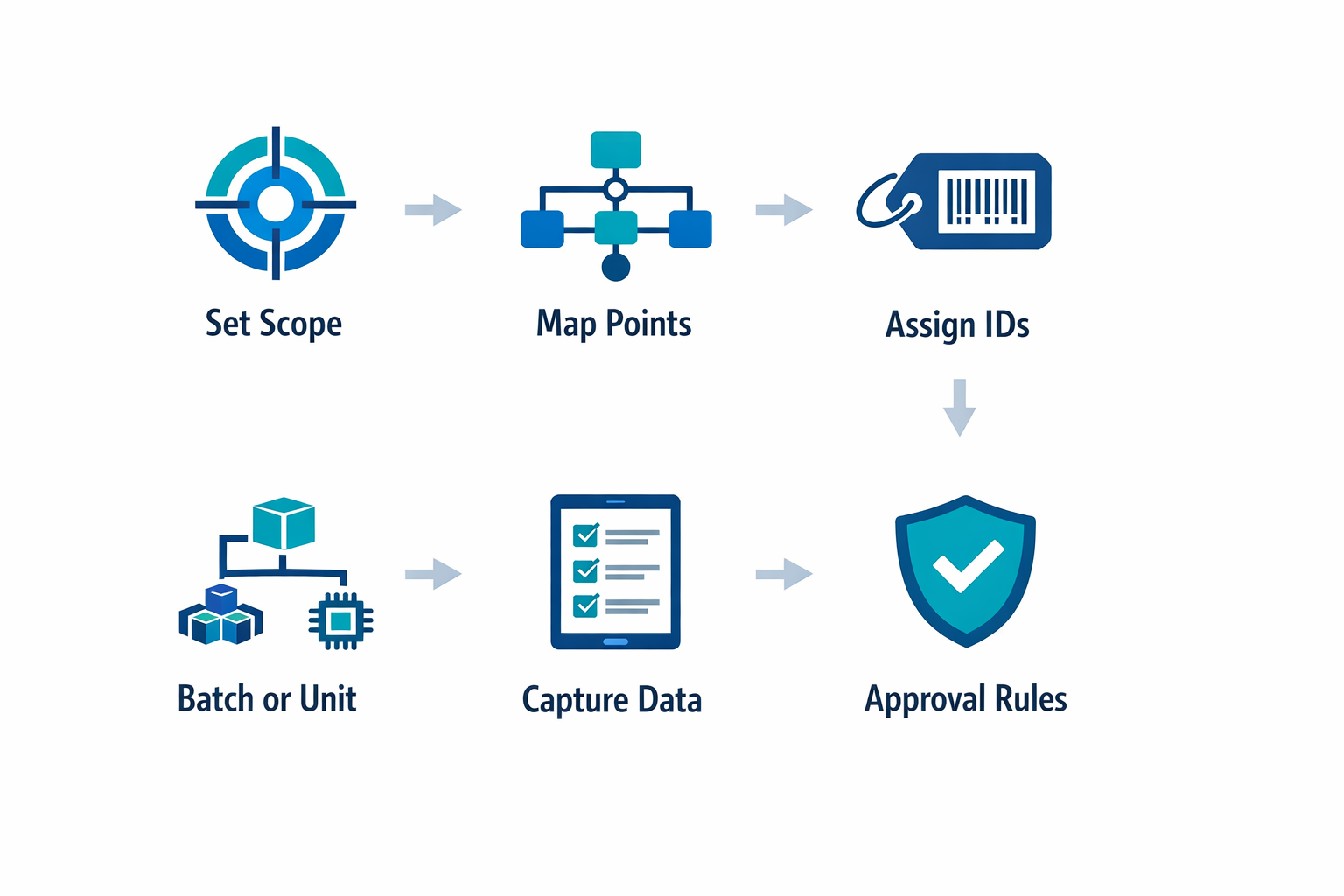
A practical build sequence is straightforward: define goals, map control points, assign unique IDs, choose batch versus unit-level tracking, standardize data capture, and set approval and exception rules. In that order, each step supports the next one and prevents overengineering. This also helps operations teams separate must-have records from nice-to-have data before they invest time in forms or system setup.
Design Data Capture for Real Shop Floor Conditions
Once the structure is clear, the next priority is making data capture fast enough for production reality. Operators should scan where possible, select from controlled lists where needed, and only type free text when no better option exists. If a form asks for the same machine, product code, shift, and operator information repeatedly, the design is wrong. Defaults, inherited fields, and auto-filled context reduce both cycle time and data-entry errors.
This is especially important when building manufacturing traceability across multiple lines or product families. A receiving clerk may need the supplier lot, quantity, COA attachment, and status, while a line operator may only need to scan the work order and consumed material lot before confirming start-up. The same data standard does not mean the same form for everyone. Good traceability software for manufacturing keeps the record structure consistent while keeping each user’s screen minimal.
条件付きロジック is also useful for keeping forms short. If an in-process check passes, the operator may only confirm value, time, and signature; if it fails, the form can require defect category, photo, containment action, and supervisor review. That approach improves the quality of exception data without burdening every normal transaction. In practice, this is how you protect data discipline without slowing the line.
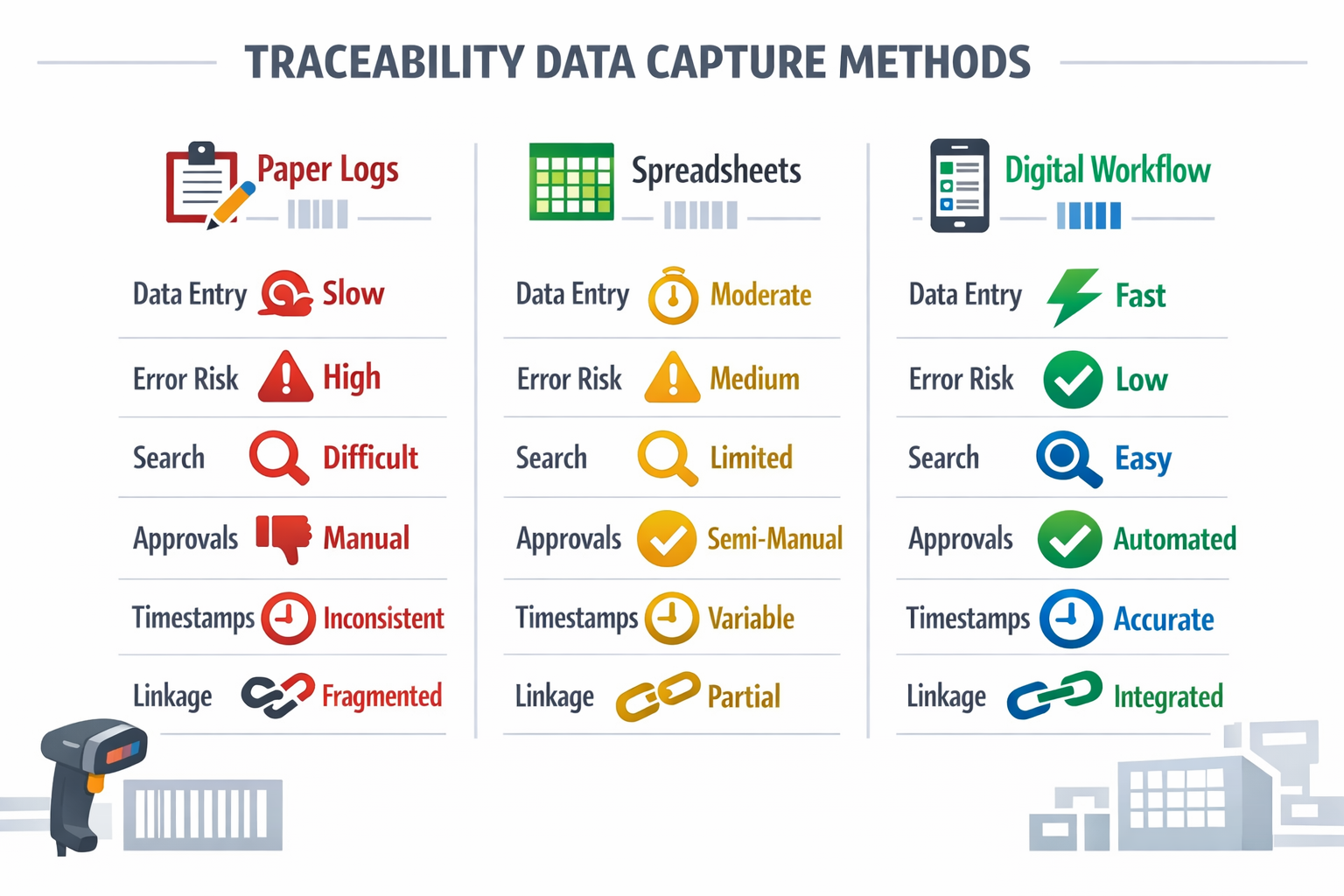
Paper logs, spreadsheets, and digital workflows create very different results at the point of capture. Paper is easy to start but hard to search, easy to lose, and weak for time-sequenced linkage across material traceability, process steps, and shipment records. Spreadsheets improve visibility slightly, but they still depend on manual consolidation and are prone to version errors, copy-paste mistakes, and missing approvals. A デジタルワークフロー can validate required fields, time-stamp entries automatically, enforce approval paths, and connect one record to the next as the product moves through the process.
Set Rules for Approvals and Exceptions Early
Traceability breaks down when abnormal events are handled outside the system. For that reason, you should define early which transactions require review, who can approve release, and what happens when data is incomplete or out of tolerance. Common triggers include failed inspections, unapproved material substitution, quantity mismatch, missing lot references, and rework after final check. These rules turn a record-collection exercise into a controlled process.
Approval design should match operational risk, not organizational habit. A routine line clearance may only need team leader confirmation, while a deviation involving suspect material may require quality review before production can continue. The more clearly these thresholds are set, the easier it becomes to maintain reliable quality traceability records without creating unnecessary delays. This is where many plants improve compliance and response speed at the same time.
Exception handling also needs a closed-loop path. If a batch is quarantined, the system should make it clear whether it is pending review, approved for rework, downgraded, or scrapped, and those decisions should remain linked to the original lot or batch history. Without that discipline, batch traceability becomes fragmented the moment something goes wrong. A strong digital traceability process does not just record normal flow; it controls the nonstandard flow as well.
Roll Out in Phases and Measure Frictoin
The best implementation approach is usually phased, starting with one product family, one line, or one compliance-critical process. This lets you test scan reliability, label durability, field logic, approval timing, and data completeness before expanding. In many plants, the first success comes from digitizing incoming material, line consumption, and final release rather than trying to model every in-process event immediately. That sequence gives you usable end-to-end linkage quickly.
As you scale, measure friction as carefully as you measure compliance. Track how long entries take, where scans fail, which fields are frequently corrected, and where supervisors bypass the standard process. Those signals show whether your production traceability system is practical for daily use. If the system is accurate but too slow, people will work around it.
A useful benchmark is simple: if the record can be captured in a few taps or scans during normal work, adoption usually improves; if operators need to stop and interpret the form every time, data quality will degrade. The goal is not to create the most detailed traceability system on paper. It is to build a digital process that supports lot tracking, batch control, and investigation readiness without adding an avoidable burden to the shop floor.
どうやって Jodoo Supports a Flexible Digital Traceability System
Build the Record Structure Around Actual Shop-Floor Events
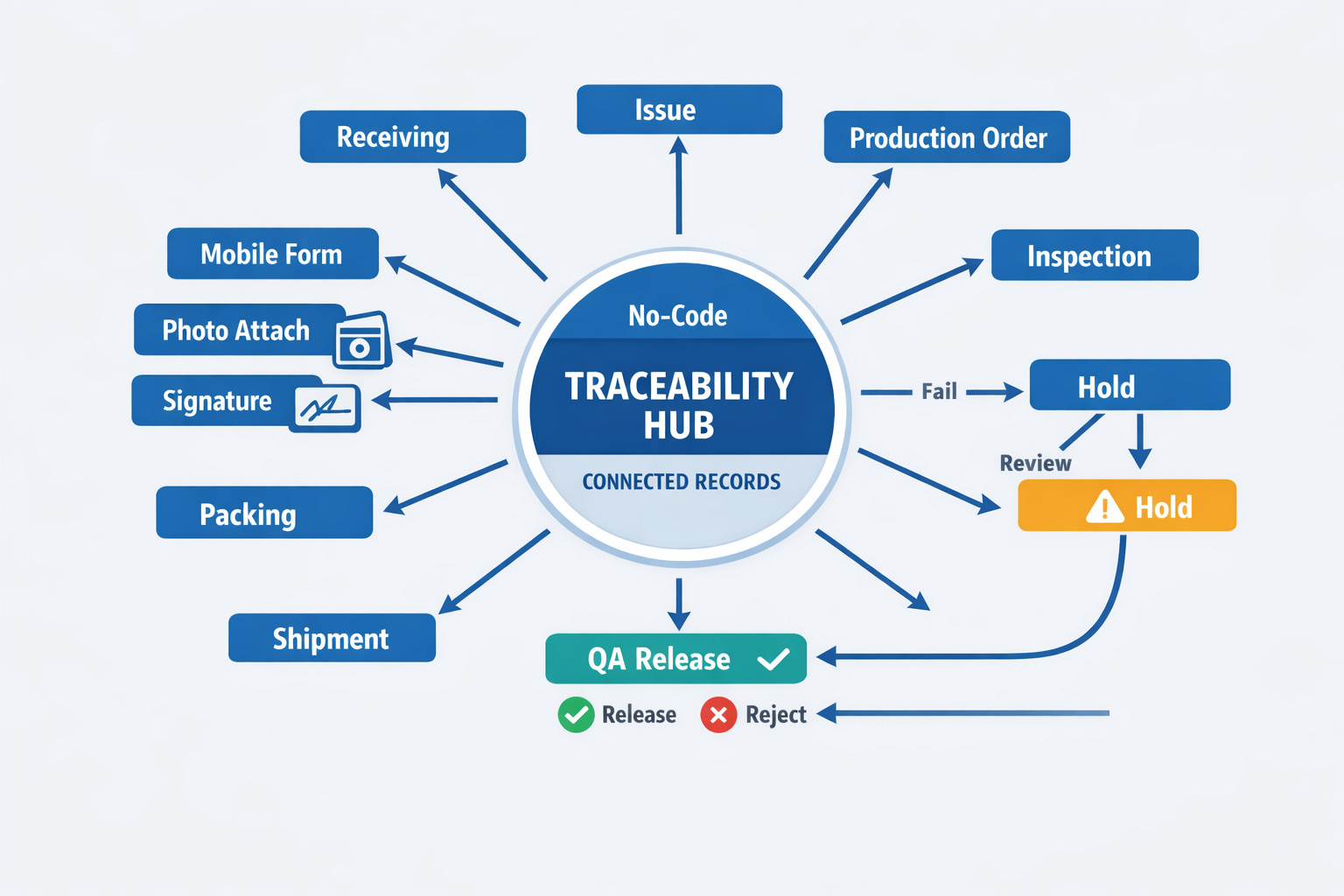
In Jodoo, a digital traceability system is built by turning each critical manufacturing event into a connected record, not by forcing everything into one long form. A typical structure includes separate forms for incoming material receipts, lot issuance to production orders, in-process inspections, nonconformance handling, operator sign-offs, and final release. That gives you a production traceability system that matches how work actually moves through the plant while keeping material traceability, process history, and shipment data linked. For manufacturers that need batch traceability in some areas and unit-level tracking in others, those relationships can be configured without custom coding.
For example, a medical device supplier can create one record when a supplier lot arrives, then link that lot to assembly jobs, operator checks, device labeling, and final QA approval. If an investigation starts later, the team does not search across paper files, Excel tabs, and email approvals. They open the finished-goods record and trace backward to the exact incoming lot, who assembled it, what checks were completed, and which release decision was approved. That is the practical value of traceability software for manufacturing: one searchable record chain instead of disconnected logs.
Use Scans, Attachments, and Workflow Rules to Keep Data Usable
Jodoo’s 形状 そして mobile data-capture tools let teams record lot numbers, serial numbers, dates, quantities, signatures, and photos at the point of work. QR codes or barcodes can be scanned during receiving, material issue, assembly, inspection, and packing, which reduces manual entry and improves consistency in lot tracking for manufacturing environments. Attachments such as certificates of analysis, in-process defect photos, and calibration evidence stay attached to the relevant record instead of being stored separately. This is especially useful when quality traceability records need to support both internal review and external audits.
Once the data structure is in place, Jodoo workflows enforce what must happen next. A failed in-process inspection can automatically trigger a hold record, notify quality, block release approval, and route the case for disposition. A completed production lot can require supervisor sign-off and QA release before shipment data is added, which keeps records complete before product leaves the site. In operational terms, Jodoo links forms, workflow steps, and scan-generated records into one traceability view that follows the product from receipt to release.
Make Traceability Searchable During Real Investigations
The real test of manufacturing traceability is how quickly your team can retrieve the right record set under pressure. With Jodoo, quality and operations teams can search by supplier lot, internal batch, serial number, production order, customer shipment, or nonconformance ID because those records are relational rather than isolated. That makes it easier to answer investigation questions such as which assemblies used a suspect material lot, which operators worked on them, and which shipments were released from that batch. In the medical device example, the supplier can identify affected shipments within minutes because incoming lot records, assembly checks, operator approvals, and release status already sit in the same digital chain.
This approach also stays flexible as requirements change. If a plant later needs stricter batch traceability, an added approval step, or more detailed quality checkpoints, the workflow and forms can be adjusted without rebuilding a full MES or waiting for a long IT project. For manufacturers that need practical traceability software, that matters: the system can start with the records that are critical today and expand as customer, regulatory, or operational requirements increase.
Conclusion: Start with the Records That Matter Most and Scale Traceability With Jodoo
製造業では、, traceability is only useful when records connect across the full product journey. A barcode on a box does not help much if you still have to search separate paper logs, spreadsheets, and emails to find the material lot, process conditions, operator checks, and shipment details behind it. What matters is a connected record system that helps your team investigate defects faster, reduce recall scope, and prove control during customer or regulatory audits.
For most plants, the right approach is not to digitize everything at once. Start with the records that create the most risk when they are missing or delayed, such as incoming material lots, in-process quality checks, nonconformance handling, and final release approvals. Once those records are linked, you can expand into broader batch tracking, line-level visibility, and shipment genealogy without overloading the shop floor.
If you want to build this step by step, Jodoo gives manufacturing teams a practical no-code way to digitize traceability workflows, standardize data capture, and connect approvals, scan records, and quality history in one system. You can start small, adapt the process to your factory, and scale over time. 無料トライアルを開始する または デモを予約する to see how it can fit your traceability goals.


