
Introduction: What Is an Assembly Line and Why It Matters
Even today, many production delays do not start with a machine breakdown. They start with a missing part, an unclear work instruction, or a defect that is spotted one station too late. In practical terms, the assembly line is a flow-based manufacturing system that organizes people, machines, materials, and tasks into a defined sequence so a product moves from one step to the next with consistent timing and quality.
In a modern assembly line, the conveyor is only one part of the system. The real performance of the line depends on how well each workstation is prepared, how smoothly materials are replenished, how clearly operators know standard work, and how quickly problems are escalated before they spread. In high-volume sectors such as automotive and electronics, even a few seconds of cycle-time loss per station can reduce output significantly across a shift.
This article explains how the assembly line process works on the factory floor, what makes assembly line production efficient or unstable, and how different industries apply the model. It also looks at how digital workflows now help manufacturers improve visibility, quality control, and response time without overhauling the entire production system.
How the Assembly Line Process Works on the Factory Floor
A Practical Flow Starts With Defined Workstations
On the factory floor, the assembly line process is built around a sequence of workstations, each responsible for a specific task that can be completed within a planned cycle time. To make this concrete, imagine a small appliance factory assembling electric rice cookers. Station 1 loads the base housing, Station 2 installs the heating plate, Station 3 connects wiring, Station 4 adds the inner pot and lid components, and Station 5 performs function testing and packing. In an assembly line, this sequence matters because every station depends on the previous one finishing the right work, at the right time, with the right parts.
ここは 標準作業 becomes essential. Each operator needs a defined task order, a target cycle time, and a clear quality checkpoint so that the line runs consistently across shifts. If Station 2 takes 40 seconds but Station 3 needs 65 seconds, the line will begin to accumulate waiting time or work-in-process unless the task content is adjusted. In practice, assembly line efficiency starts with matching workstation design to operator motion, tool access, and realistic work content.
Material Presentation Determines Whether the Line Keeps Moving
A well-designed line is not only about task sequence; it also depends on how materials are presented at each station. In the rice cooker example, screws, wiring harnesses, heating plates, and lids should arrive pre-kitted or positioned in fixed locations so operators do not spend time searching, walking, or double-checking part numbers. Lean manufacturers often find that a few seconds lost on part retrieval at every unit becomes a major capacity loss over a full shift. On a line producing 600 units per day, even 5 extra seconds per unit adds up to nearly 50 minutes of lost productive time.
Material readiness also affects quality. If similar-looking parts are mixed in the same bin, operators are more likely to install the wrong component or stop to confirm details. That is why many workstations in manufacturing use visual labels, shadow boards, barcode checks, or line-side kits to reduce variation. Good assembly line production depends as much on disciplined material flow as on operator skill.
How a Product Moves From One Station to the Next
Once work is completed at one station, the product moves to the next through a controlled handoff. In some assembly line examples, that handoff happens on a powered conveyor; in others, it may use gravity racks, carts, pallets, or manual transfer fixtures. In the rice cooker line, once the heating plate is installed, the semi-finished unit moves forward in a fixture that keeps orientation consistent for the wiring station. That simple control reduces handling errors and prevents the next operator from wasting time repositioning the unit.
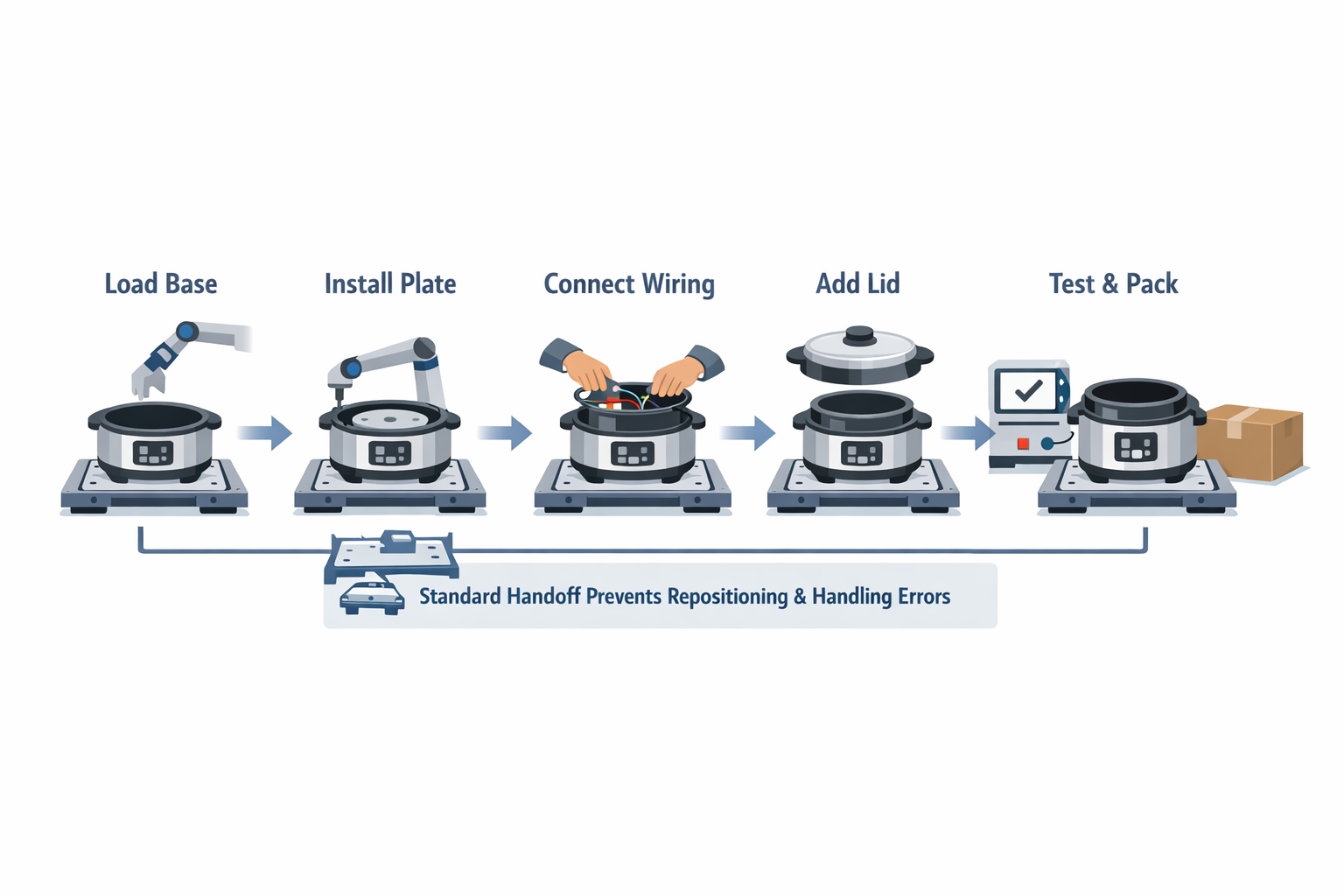
The handoff itself must be standardized, not left to individual habit. Operators need a clear rule for when a unit is ready to pass forward, where it should be placed, and what information must travel with it if a check is incomplete. Without that discipline, downstream stations receive uneven work, quality status becomes unclear, and the line begins to run on assumptions instead of facts. Smooth transfer between stations is one of the least visible but most important parts of assembly line efficiency.
In-Process Quality Checks Keep Defects From Traveling Downstream
In a stable line, quality is checked during assembly, not only at the end. On the rice cooker line, the wiring station may confirm connector seating before passing the unit forward, while the lid assembly station checks hinge fit and closure alignment before the product reaches final testing. These in-process checks prevent a simple defect from moving through several more stations and consuming extra labor before it is discovered. For manufacturers, that is a direct cost issue, because rework late in the line is usually more expensive than correction at the source.
The checks do not need to be complex, but they must be built into the job. A torque confirmation, visual match check, sensor light, or go/no-go fixture can all support standard work without slowing output unnecessarily. In many assembly-line manufacturing environments, the best quality control is the one that fits naturally into the operator’s cycle. When checks are separate from the task, they are more likely to be skipped under pressure.
Finished-Goods Flow Depends on the Strength of Every Earlier Step
At the end of the line, finished goods flow should be predictable enough that testing, packing, labeling, and transfer to the warehouse can happen without congestion. In the rice cooker example, the final test confirms heating function and electrical safety, after which the unit is packed, labeled, and moved to a finished-goods staging area. If the earlier stations have held cycle time, used correct materials, and completed quality checks properly, this last stage is routine. If not, the end of the line becomes a sorting and recovery point.
That is why daily execution on an assembly line is never just about final output. It depends on how well work content, operator timing, material supply, and handoffs are controlled at every stage of assembly line production. When those elements are aligned, the production line process becomes repeatable, measurable, and easier to improve.
What Makes An Assembly Line Efficient or Unstable
Flow Stability Depends on More Than Speed
では assembly line, efficiency comes from stable flow, not from running every workstation as fast as possible. A line can show high output for one hour and still miss the shift target if operators face repeated stops, rushed changeovers, or unclear task priorities. In practice, assembly line efficiency is shaped by how consistently work content, material supply, and quality checks align with the planned cycle time. Line balancing matters, but only as one part of a broader system built on standard work and reliable execution.
Bottlenecks Disrupt the Entire Production Line Process
A ボトルネック is not just the slowest station on paper; it is the point where variation starts to affect the rest of the line. When one workstation falls behind, upstream stations begin to overproduce or wait, while downstream stations run short and lose productive time. That is why small delays at a fastening, test, or inspection point often spread across the full production line process within minutes. In assembly line production, local instability quickly becomes system-wide instability.
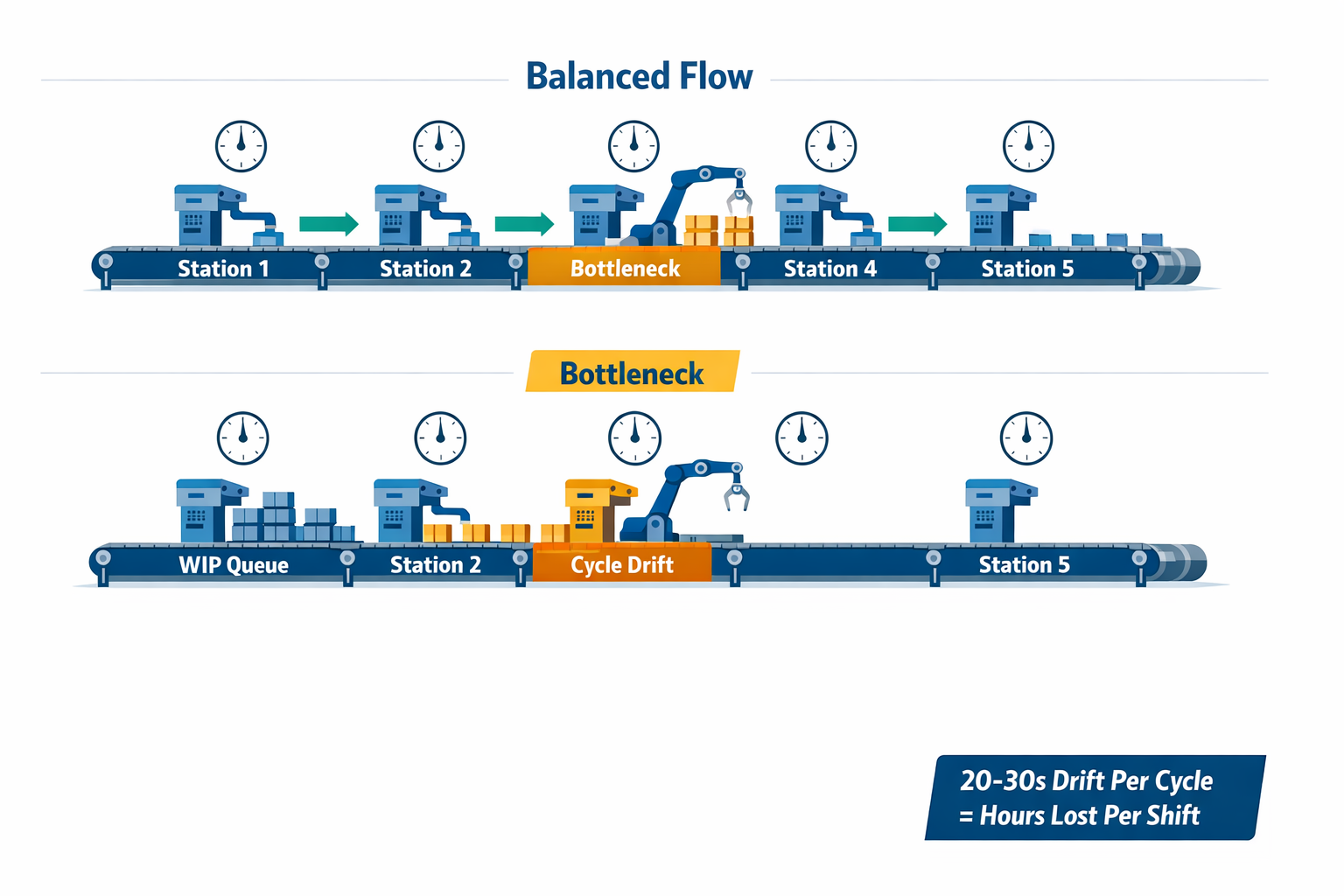
In automotive subassembly, for example, a torque-confirmation station may add only 20 to 30 seconds of delay per unit, but across a line producing hundreds of units per shift, that gap compounds into queue buildup, operator waiting, and missed takt. The issue is not only capacity; it is the lack of buffer, recovery rules, or escalation when the station starts drifting. A well-run line detects that drift early and reacts before WIP piles up between workstations.
Uneven Cycle Times Create Hidden Losses
Some lines look balanced on the layout board but perform unevenly in real conditions because task content changes by model, batch, or operator experience. In electronics assembly, one station may handle manual connector insertion on a high-mix product family, causing actual cycle time to swing far above the standard. When this happens, the line loses predictability, and supervisors end up moving labor reactively instead of managing to plan. That weakens standard work and makes output more dependent on individual effort than on process design.
This is why stable assembly lines require time studies that reflect real operating conditions, not only engineering assumptions. If a station regularly exceeds takt during first-pass assembly, the problem may be fixture design, part presentation, or instruction clarity rather than labor performance. Plants that treat cycle-time variation as a process issue usually improve faster than plants that treat it as an operator issue.
Rework and Missing Parts Break the Rhythm of the Line
Rework is one of the fastest ways to destabilize assembly line production because it steals labor and space from planned flow. On an electronics line, a failed functional test can send units back two or three stations, creating confusion over priority, traceability, and queue ownership. Even when defect rates look small in percentage terms, repeated re-entry into the line increases handling, interrupts pacing, and raises the chance of additional errors. A first-pass yield drop of even a few points can materially reduce effective throughput.
In consumer goods kitting or light assembly, missing parts often cause a different kind of instability. If packaging inserts, caps, or labels arrive late to the point of use, operators either stop or improvise temporary workarounds that create downstream quality issues. The immediate symptom is waiting time, but the larger problem is loss of standard work discipline. Once operators must constantly adjust the sequence or substitute materials, the line becomes harder to control shift by shift.
Unclear Instructions and Slow Escalation Keep Problems Alive
Many line problems persist because the shop floor lacks a fast way to distinguish normal variation from abnormal conditions. If work instructions are outdated, model-specific steps are unclear, or defect criteria are open to interpretation, different operators will make different decisions at the same station. That inconsistency is especially risky in workstations manufacturing regulated, traceable, or customer-visible products. The result is not only defects, but also uneven execution that is difficult to diagnose later.
Delayed escalation makes the situation worse. When an operator notices a recurring issue but the response depends on paper notes, verbal handoffs, or end-of-shift reporting, the line keeps running with the same defect source for too long. Efficient assembly lines do not eliminate every disruption; they shorten the time between detection, response, and containment. That is often the real difference between a stable line and daily firefighting.
Assembly Line Examples Across Automotive, Electronics, and Consumer Goods
Automotive: High Part Variety, Strong Sequencing Control
In automotive final assembly, the line is built around a high number of parts, tightly sequenced work, and strict takt targets. A vehicle may pass through dozens of stations for interior trim, wiring, doors, seats, fluid fill, testing, and final inspection, with each step tied to a specific model and option mix. This makes the assembly line a strong fit when product flow is stable, demand volume is high, and every workstation can be standardized around repeatable tasks. In large vehicle plants, final assembly lines often run at takt times ranging from 60 to 180 seconds, depending on product type and mix.
What makes this environment different is the need to coordinate variation without losing flow. One SUV may require a sunroof harness and a premium dashboard, while the next unit does not, so the production line process depends on precise material sequencing and error-proof part presentation. Automotive assembly line production works best when standard work is detailed enough to absorb product variation without forcing operators to improvise. If the product mix becomes too volatile or engineering changes are too frequent, the line usually needs a modular subassembly or offline preparation to stay efficient.
Electronics: Short Cycles and High Traceability
Electronics assembly lines operate with much shorter cycle times and much tighter traceability requirements than most vehicle lines. In smartphone, PCB, or consumer device assembly, stations may include board loading, soldering, testing, casing, labeling, and serial number verification, with each step generating data tied to a unit or batch. Here, assembly line efficiency is not only about output per hour but also about controlling defects that may be invisible until a functional test or customer use. In electronics manufacturing, even a defect rate difference of 0.5% to 1% can materially affect yield and warranty cost at scale.
Because the product is smaller and more data-sensitive, workstation design is usually more compact and more instrumented. Operators often work with fixtures, barcode scanners, torque tools, test benches, and visual instructions rather than heavy material handling equipment. This is still an assembly line, but the line relies less on physical movement and more on controlled verification at each station. When product lifecycles are short and model changeovers are frequent, manufacturers often need more flexible line configurations than in traditional high-volume assembly.
Consumer Goods: Fast Flow, Simpler Tasks, Flexible Kitting
Packaged consumer-goods assembly lines, such as gift sets, promotional bundles, refill packs, or retail-ready kits, usually involve simpler tasks but much faster flow expectations. A line may combine manual packing, carton erection, leaflet insertion, date coding, weighing, sealing, and palletizing in one sequence. Compared with automotive or electronics, the traceability requirement is often batch-based rather than unit-based, and standard work is focused more on speed, pack accuracy, and presentation quality. This makes the assembly line concept effective when SKU demand is repeatable, and packaging steps can be broken into clear, balanced tasks.
At the same time, this environment often needs more flexibility than managers expect. Seasonal promotions, retailer-specific pack formats, and frequent SKU turnover can make a fixed production line process less practical if the line cannot be reconfigured quickly. In those cases, a semi-structured kitting line or cell-based setup may outperform a rigid conveyor-based system. For consumer goods, the right design depends less on engineering complexity and more on how often the product format changes.
How Workstation Design Changes Across These Environments
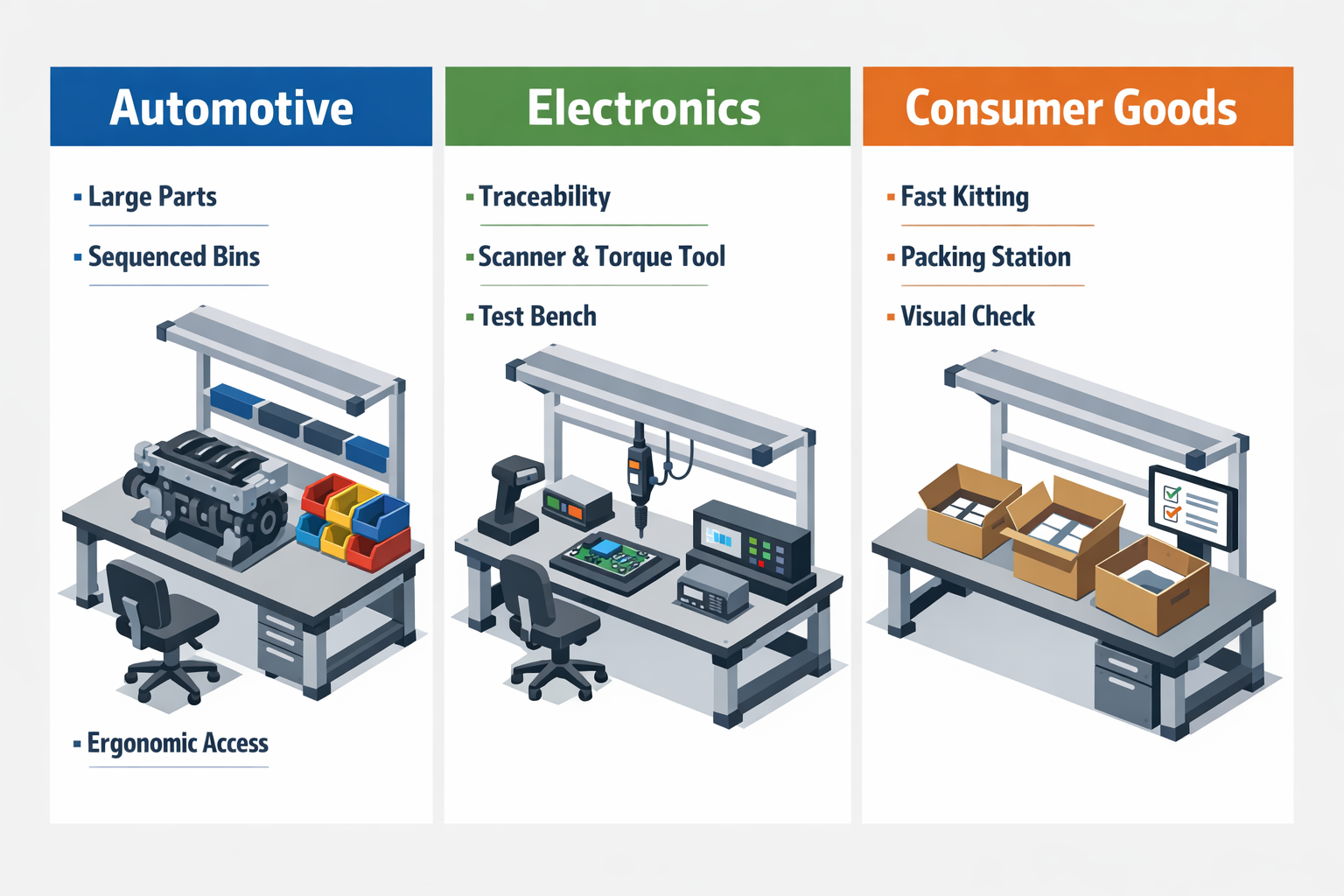
Across these three assembly line examples, workstation design changes with product size, takt pressure, and control requirements. Automotive workstations manufacturing teams use are usually larger, sequenced around ergonomic access and heavy-component installation, while electronics stations are denser and built around precision tools and test points. Consumer-goods stations tend to prioritize fast hand movement, visual pack confirmation, and smooth replenishment of cartons and packaging materials. The line concept stays the same, but the physical layout changes significantly to support the specific type of work.
When an Assembly Line Is the Right Fit
1 assembly line is the right fit when demand is predictable enough to justify fixed task sequencing, repeatable enough to define clear standard work, and high-volume enough to benefit from flow optimization. It is especially effective when output depends on coordinated handoffs between stations rather than independent craft work or long machine cycles. In these cases, assembly line production improves labor productivity, training consistency, and process visibility. This is why assembly lines remain common across industries with very different products.
When the Production Line Process Needs More Flexibility
A more flexible production model may be better when product variants change constantly, lot sizes are small, or work content varies too much from one unit to the next. Under those conditions, a rigid line can create waiting, overstaffing at some stations, and underused capacity at others. Many manufacturers solve this by combining line-based flow for stable steps with flexible cells, subassembly areas, or reconfigurable workstations for variable tasks. The decision is not line versus no line, but how much structure the process can support without losing responsiveness.
How Digital Workflows Improve Assembly Line Efficiency Without a Full MES Rollout
Where Manual Control Breaks Down on a Live Line
Even when an assembly line is physically well designed, execution often weakens in the information layer around it. Operators may still rely on printed work instructions, handwritten quality checks, whiteboard downtime notes, and Excel files for shift handoffs. In an assembly line, those gaps create variation between workstations because the process is no longer controlled in real time, even if the physical production line process looks stable on paper.
This becomes more visible in high-mix environments where revisions, quality checkpoints, and traceability requirements change frequently. A workstation may complete the build correctly, but if the inspection result is recorded late or a defect is logged in the wrong file, the next decision is delayed. For plant managers, the issue is not just data collection; it is whether standard work is being followed, verified, and escalated fast enough to protect assembly line efficiency.
Turning Standard Work Into a Digital Workflow
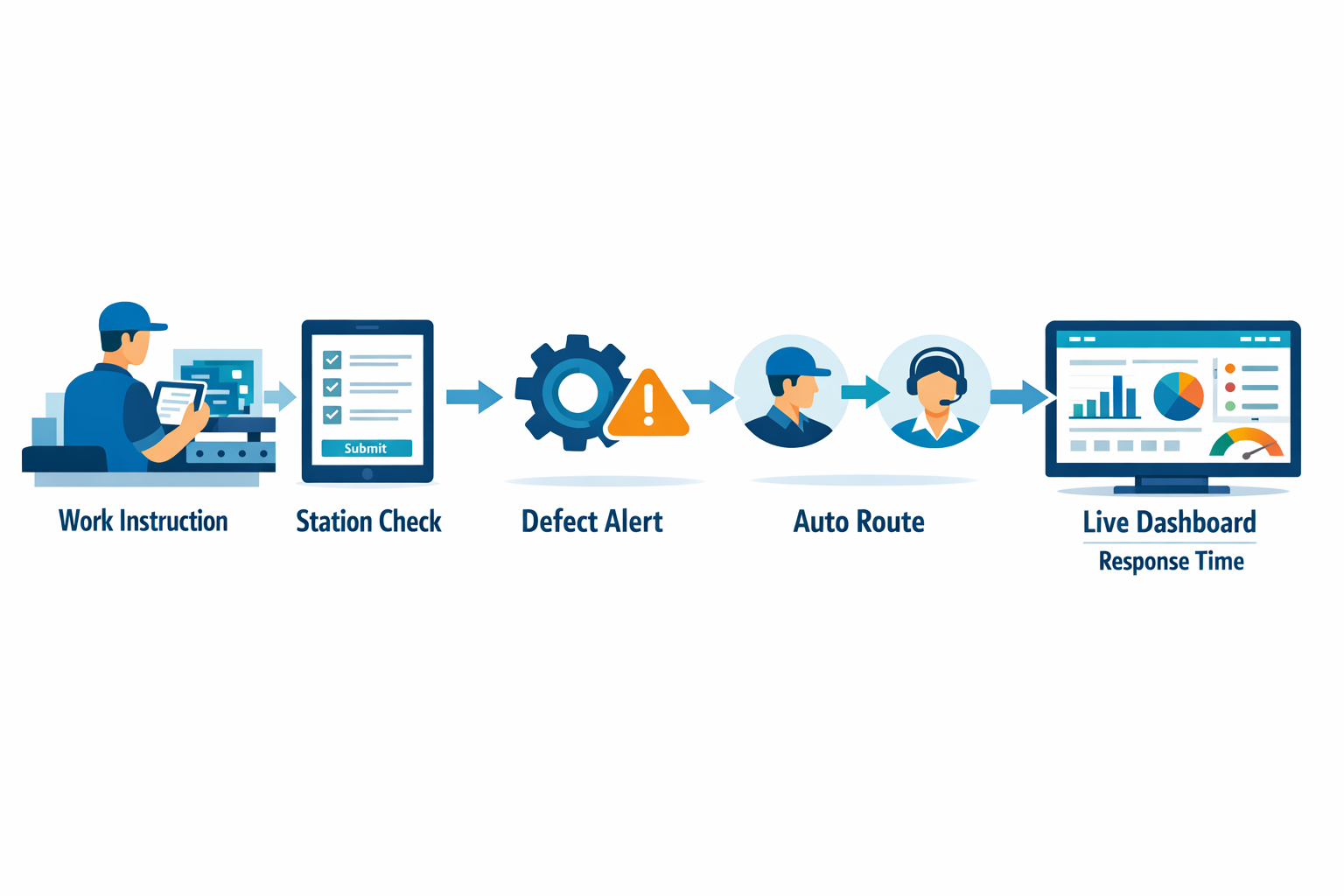
A practical digital layer starts at the station level, not with a full MES rollout. Operators receive the current work instruction on a tablet or mobile device, confirm task completion, record measurements or defect codes, and attach photos when an abnormality appears. That creates a cleaner link between standard work, production tracking, quality records, downtime capture, and traceability across assembly line production.
Consider an electronics assembler running multiple PCB final-assembly cells across one shift. After each unit is completed, the operator submits the station checklist, records torque or test values, and flags any failed inspection items in the same form. The result is that the production record, quality status, and exception signal are created in one step instead of being split across paper sheets and handoff logs.
When a defect or stoppage is reported, the workflow can automatically notify the line leader or quality supervisor based on the issue type, model, or severity. The record can also trigger containment actions, route the issue for review, and time-stamp the response for later analysis. This is where digital workflows directly improve assembly line efficiency: they reduce the delay between detection, decision, and action.
どうやって Jodoo Helps Teams Build These Workflows Quickly
This is the kind of operational layer many manufacturers can build in Jodoo without waiting for a long software project. An operations team can create digital work instructions, station check forms, defect logs, downtime records, approval steps, and real-time dashboards using no-code tools, then adjust them as the line changes. That matters in workstation manufacturing teams, who depend on it every day, where a new product variant or inspection rule may need to go live this week, not next quarter.
使用 Jodoo, the electronics assembler in this example can replace paper quality checks and Excel handoff files with connected forms and workflows. Operators submit station data once, supervisors see exceptions immediately on dashboards, and automated alerts can push urgent issues to the right person without manual follow-up. Because the workflow is configurable, the plant can add traceability fields, revise inspection points, or change escalation rules without rebuilding the whole system.
The Result: Faster Response and Better Execution Discipline
In practice, the gain is less about replacing paper for its own sake and more about tightening execution discipline across the line. When operators follow the same digital sequence, quality records are complete, deviations are visible sooner, and supervisors spend less time chasing missing information. That gives you a more reliable view of whether assembly line production is meeting output, quality, and response targets at each station.
For many manufacturers, this approach closes a large share of the execution gap without the cost and disruption of a full MES deployment. You get better control over the software side of the production line process while keeping the solution close to actual shop-floor needs. In that sense, digital workflows are one of the most practical ways to strengthen an assembly line before investing in heavier systems.
Conclusion: Building a More Reliable Assembly Line With Jodoo
1 assembly line is more than a row of stations or a moving conveyor. In practice, it is a controlled flow of work shaped by standard work, material availability, in-process quality checks, and fast response to disruptions. When any one of those breaks down, the result is usually familiar: waiting operators, hidden defects, missed output, and supervisors spending the shift chasing updates instead of managing improvement.
That is why improving assembly line performance is not only about layout or labor allocation. You also need a reliable operating system for daily execution: clear instructions at each workstation, accurate production and quality records, visible bottlenecks, and fast escalation when the line goes off standard. For many manufacturers, especially those still relying on paper forms and spreadsheets, this is where the biggest gains can be made.
Jodoo helps manufacturers build that digital layer without a long MES project. As a no-code lean manufacturing platform, Jodoo can support production tracking, quality checks, issue logging, approval workflows, and real-time dashboards tailored to your line. If you want to digitize assembly line production faster, 無料トライアルを開始する または デモを予約する Jodooが貴社の業務にどのように適合するかをご確認ください。.


