
Introduction: Why Every Manufacturing Quality Issue Needs a Clear Response Path
A single unresolved quality issue can quietly spread across a shift, a batch, or an entire customer shipment before anyone realizes the true cost. The American Society for Quality has long cited that poor quality can consume 15% to 20% of sales revenue, and in manufacturing that loss often shows up as scrap, rework, warranty claims, line stoppages, and missed delivery commitments.
In practice, a manufacturing quality issue is any condition that puts product conformity, process stability, or customer requirements at risk. That is broader than a one-off defect, such as a scratched housing on one unit. It is also different from chronic process drift, where measurements slowly move toward the limit over time, and from a formal nonconformance event, which usually triggers documented containment, disposition, and investigation under the plant’s quality system.
The operational challenge is not just spotting problems, but responding before they multiply. This article explains how to detect issues early, route them through a consistent workflow, escalate them by severity, and use the resulting data to prevent repeat failures.
Common Manufacturing Quality Issues
On most shop floors, a quality issue does not begin as a formal reject. It usually starts as a weak signal: a borderline measurement, a recurring scratch, an operator reworking the same step twice, or a tester seeing intermittent failures at the end of the line. If teams only react when defects become obvious, manufacturing quality issues spread across more units, more shifts, and sometimes more customers. That is why early detection matters just as much as later quality issue tracking.
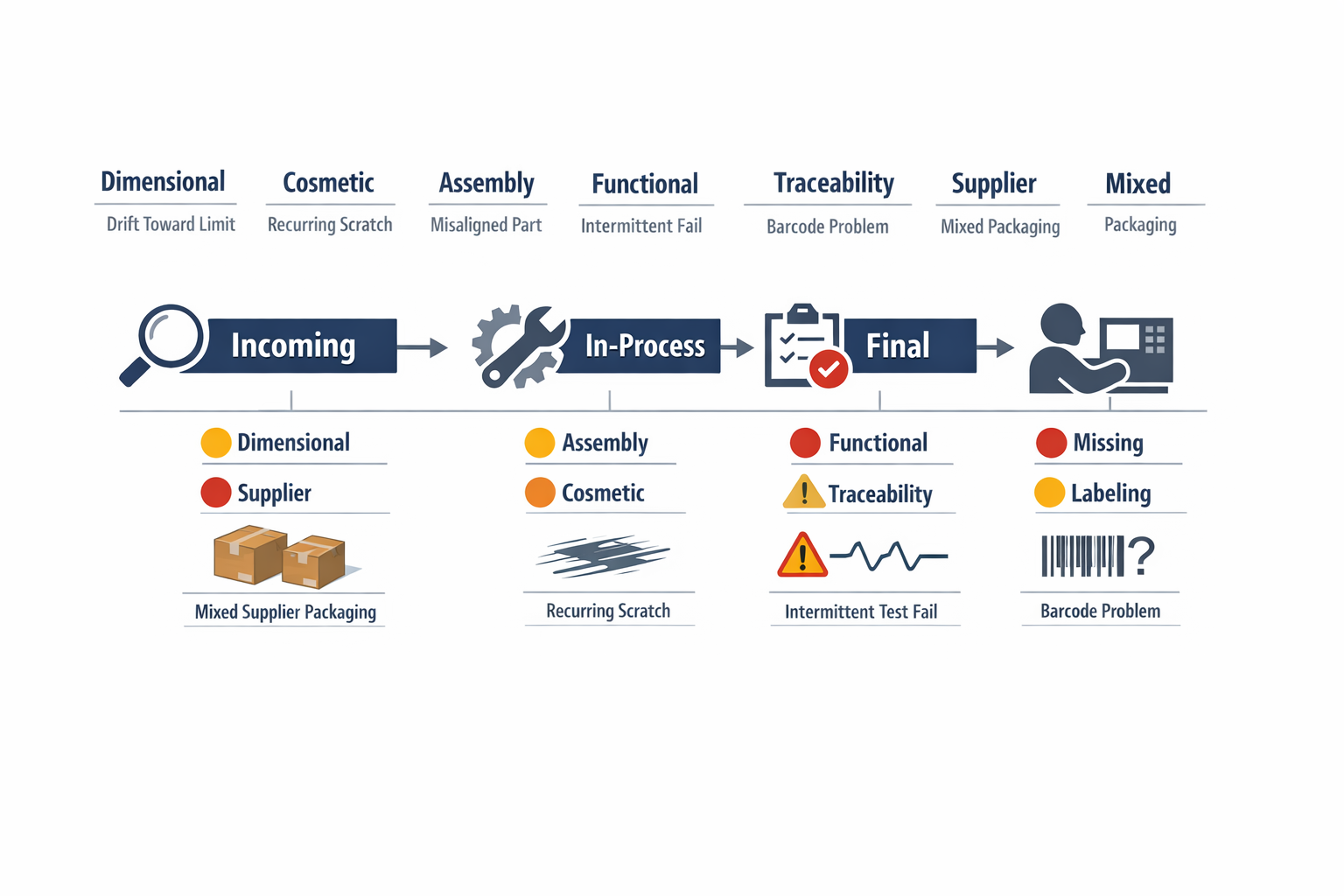
The main categories to watch are dimensional errors, cosmetic defects, assembly mistakes, missing components, functional test failures, traceability gaps, and supplier-related nonconformances. These issues are typically first detected at different control points: incoming inspection often catches supplier defects and missing documentation, in-process checks surface assembly and dimensional problems, final inspection finds cosmetic and fit issues, and operator observations often reveal process drift before inspection data does. A practical quality issue workflow starts by knowing which signals belong to which category and where they are most likely to appear.
Dimensional Errors Often Start as “Still Within Tolerance” Warnings
Dimensional problems rarely appear all at once. In machining, stamping, or injection molding, the first sign is often measurement drift toward the control limit rather than an immediate out-of-spec result. A CNC line producing shafts, for example, may show a gradual diameter shift over one shift due to tool wear, even before parts fail final gauge checks. If quality teams ignore that trend, one minor reading becomes a batch-level nonconformance issue.
Operators and inspectors should pay attention to repeated adjustments, more frequent first-piece rechecks, and measurements clustering near upper or lower specification limits. These are early inputs for quality issue management, even if the product has not yet been scrapped. In many plants, the missed signal is not bad data but untreated trend data.
Cosmetic Defects Are Commonly Underreported Until Final Inspection
Scratches, dents, sink marks, discoloration, burrs, and poor labeling are often treated as minor until customer complaints prove otherwise. In electronics and consumer-facing products, cosmetic defects may not affect function, but they still drive returns, rework costs, and brand damage. The weak signal usually appears earlier due to inconsistent handling, worn trays, dirty fixtures, or packaging contact marks during transfer between processes. By final inspection, the defect is visible, but the cause is already upstream.
ここは defect reporting discipline matters. If inspectors record only “scratch found” without linking the issue to a station, container type, or shift pattern, the plant loses the chance to isolate the source quickly. Cosmetic issues are especially prone to poor-quality reporting because teams assume they are low severity.
Assembly Mistakes and Missing Components Show Up as Small Process Deviations First
Wrong orientation, loose fasteners, skipped torque steps, missing clips, and incorrect part variants are among the most costly assembly-related quality issues because they often escape until testing or customer use. In a small appliance line, a missing gasket may first appear as a slight increase in assembly force or an operator bypassing a difficult fit-up step. Those signals are easy to miss if supervisors focus only on output quantity and not on process adherence. What looks like a one-off assembly inconvenience can become a repeatable defect pattern.
Missing components are similar. A carton may pass through several stations before anyone notices a missing screw pack, label, or subassembly. Early signs often include material presentation problems, kitting errors, and frequent line-side replenishment substitutions, which should feed into both defect reporting and broader nonconformance management.
Functional Test Failures Often Reflect Earlier Process Instability
When units fail end-of-line testing, the real problem usually started much earlier in the build. Solder quality variation, connector seating issues, incorrect firmware loading, or contamination during assembly can all stay hidden until electrical, leak, or performance testing. In an electronics assembly plant, intermittent ICT or burn-in failures may be the first visible symptom, but the root signal may have been unstable reflow temperature, higher-than-normal touch-up rates, or repeated operator comments about connector fit.
Test failure data is valuable because it aggregates hidden variation into a measurable outcome. Still, teams should avoid treating the test station as the source of every problem. Effective quality issue management depends on linking failure modes back to upstream process conditions, not just logging pass/fail counts.
Traceability Gaps Turn Small Defects Into Large Exposure
A traceability gap is a quality issue even before a physical defect is confirmed. Missing lot numbers, unreadable barcodes, incorrect serial records, or incomplete material certificates can turn one suspect part into a plant-wide containment event. In regulated or export-driven manufacturing, poor traceability increases recall scope, slows root-cause analysis, and weakens supplier claims. The signal often appears early as manual relabeling, scanner workarounds, or operators holding WIP without clear batch identity.
This category is often missed because the product may still look acceptable. But from a risk perspective, a unit with broken traceability can be just as serious as a failed dimension. Plants that want tighter quality issue tracking should treat data integrity failures as operational defects, not paperwork errors.
Supplier Nonconformances Usually Announce Themselves Before Receiving Rejects Spike
Supplier-related problems do not always begin with a rejected incoming lot. More often, the first signs are mixed labeling, inconsistent packaging, certificate mismatches, unusual variation between cartons, or an increase in line-side sorting requests. A metal stamping supplier, for instance, may deliver parts that pass receiving checks but show burr variation during assembly two days later. If receiving, production, and supplier quality teams are not connected, that signal stays fragmented.
This is where nonconformance management often breaks down. The plant logs the internal defect, but the supplier issue is handled separately in emails, spreadsheets, or informal calls. Even at this stage, teams should recognize that supplier quality signals need the same visibility and discipline as internal defects.
How to Capture a Quality Issue Early With Better Defect Reporting and Traceable Data
Record the Issue at the Point of Discovery
The first minutes after a quality issue is found determine whether the case becomes actionable or turns into another vague defect report. In practice, operators and inspectors should capture the issue where it is detected, not hours later at the end of the shift. That is especially important in fast-moving discrete manufacturing, where parts, fixtures, and shift conditions can change quickly. Early capture makes quality issue tracking far more reliable because the facts are still visible and the affected material can still be identified.
Consider a PCB assembly line where a final inspector finds several boards with weak solder joints on a connector. If the report is delayed, boards from multiple lots may already be mixed, and the team may no longer know which reflow oven setting, feeder position, or operator handoff was involved. If the issue is logged immediately, the quality team can isolate the exact batch, verify whether the problem is localized, and start containment with much less guesswork. That is the difference between disciplined defect reporting and a costly investigation built on assumptions.
Capture the Core Fields That Make the Issue Traceable
A useful report starts with a standard set of required fields. At minimum, teams should record the product or part number, lot or serial number, production line, machine or workstation, operator, shift, defect code, quantity affected, photos, containment action, and immediate disposition such as hold, rework, scrap, or use-as-is pending review. These fields connect the defect to the actual production context, which is what later supports investigation, trend analysis, and, when needed, formal nonconformance management. Without that context, even a real issue can become hard to verify or impossible to trace.
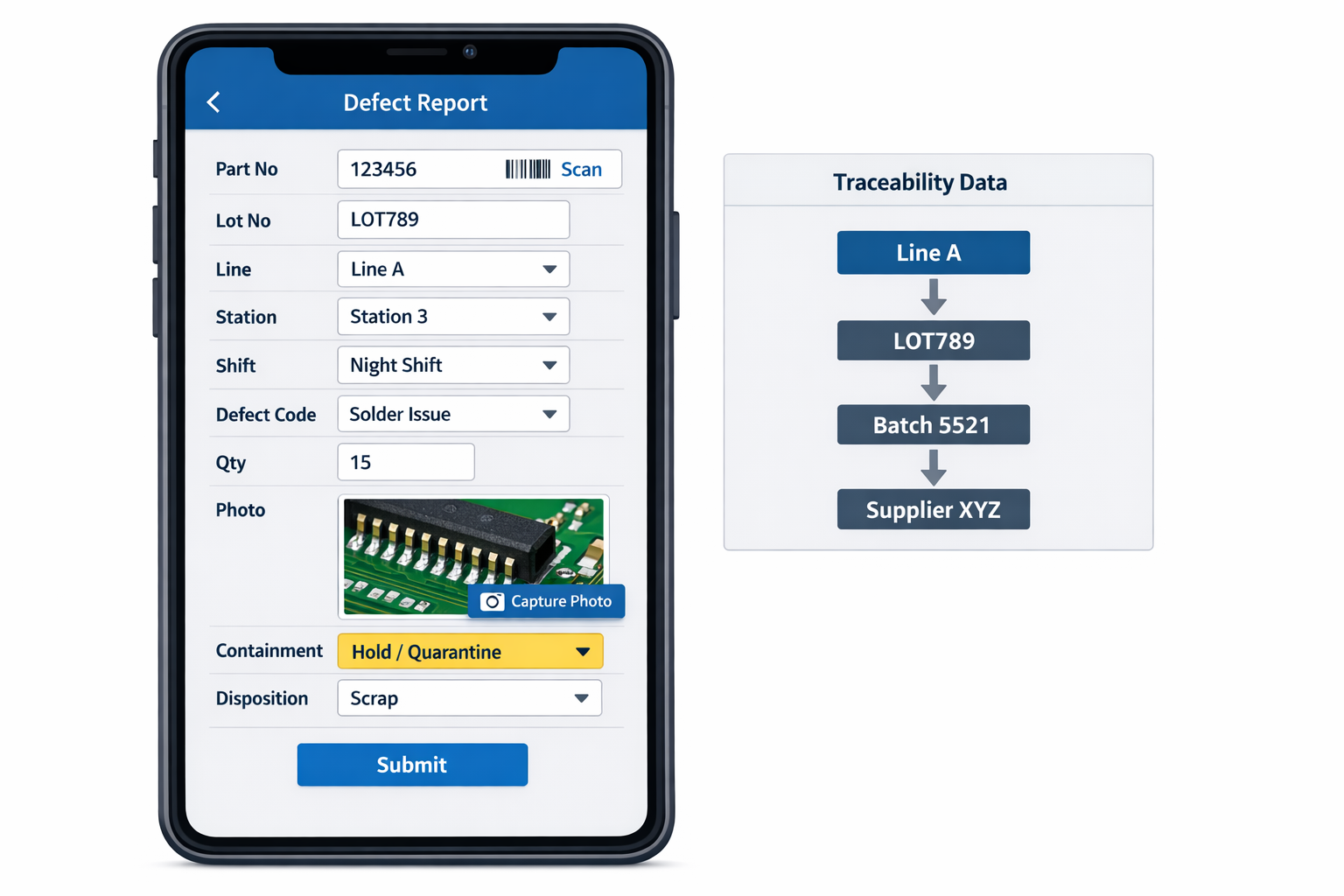
In the PCB example, the inspector should not just write “bad soldering.” A stronger report would specify board model A17, lot 240611-B, Line 3, reflow oven 2, Shift B, defect code “insufficient solder,” 12 pieces affected out of 180 checked, photo evidence of the connector pins, and containment action “quarantine all WIP from lot 240611-B after reflow.” That level of detail allows quality engineers to compare defect frequency by machine, lot, or shift instead of starting from a blank page.
Use Standardized Defect Codes and Required Evidence
Free-text reporting creates inconsistency fast. One inspector may write “cold joint,” another “poor solder,” and a third “connector issue,” even when all three mean the same failure mode. Standardized defect codes solve that by giving teams one controlled vocabulary for manufacturing quality issues, which improves both reporting speed and downstream analysis. It also reduces the time quality engineers spend cleaning data before they can see patterns.
Required evidence matters just as much as the code list. If photos, affected quantity, and containment status are mandatory, incomplete reports drop sharply because the system forces the reporter to provide what the next person needs. In the PCB case, a close-up image of the connector pins and a marked location on the board can help engineering confirm whether the defect is related to solder volume, placement, or heat profile. That makes later quality issue management more fact-based and less dependent on verbal interpretation.
Make Reporting Easy Enough for the Shop Floor to Use
Even a well-designed form fails if it is too slow to complete during production. The best defect reporting process uses mobile forms, dropdown lists, barcode or QR scanning, and auto-filled fields so operators and inspectors can submit a report in under a minute for routine cases. Product, lot, and workstation data should populate automatically where possible because manual entry is where traceability breaks. This is one of the simplest ways to improve data quality without adding administrative burden.
For the PCB line, the inspector can scan the traveler barcode to pull in the board model, lot, and order number automatically. The form can then show only relevant defect codes for that operation, require at least one photo for visual defects, and prompt the user to select a containment action before submission. With Jodoo, manufacturers can build these mobile forms with required fields, image capture, and conditional logic so the reporting process matches the plant’s actual quality issue workflow instead of forcing teams into generic templates.
Structure the Data So Root-Cause Work Is Possible Later
The goal at this stage is not to finish root-cause analysis on the spot. It is to capture enough clean, structured information so that the next step in the process can happen without rework, backtracking, or lost time. When reports consistently include traceable production data, quality teams can filter issues by line, machine, supplier lot, shift, or defect type and quickly see whether the problem is isolated or recurring. That is what turns basic quality issue tracking into a useful operational dataset.
In the PCB example, if similar weak solder joint reports appear across three shifts but only on reflow oven 2, the investigation starts with a meaningful lead. If the same defect appears only on one connector supplier lot, the direction changes immediately. Good data capture does not prevent every defect, but it prevents the much more expensive problem of trying to investigate a manufacturing quality issue with missing facts.
Building a Quality Issue Workflow for Escalation, Ownership, and Nonconformance Management
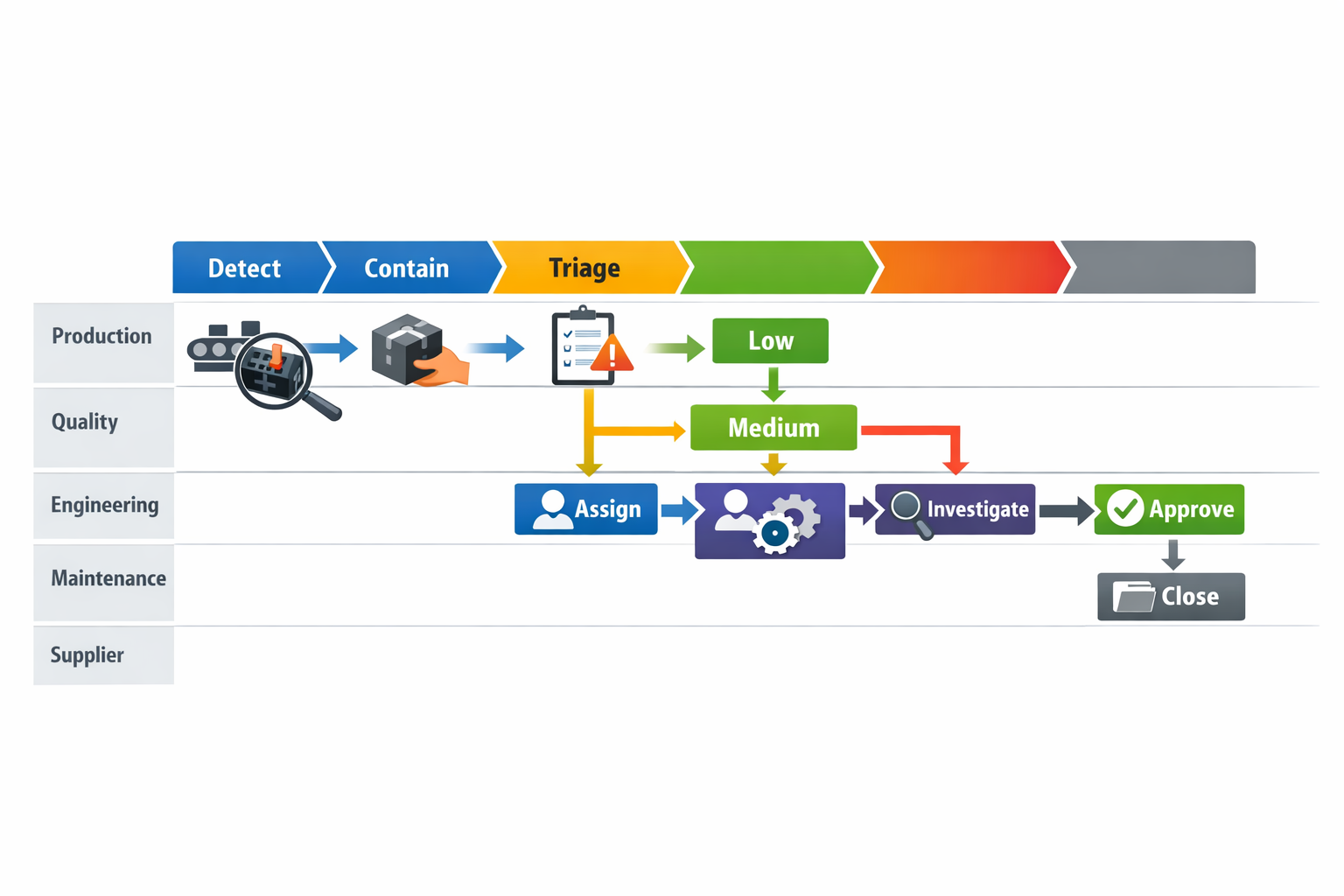
A workable quality issue workflow should move the case from detection to closure without relying on memory, emails, or informal handoffs. In practice, that means every issue follows a defined path: detection, containment, triage, escalation, assignment, investigation, approval, and closure. If any one of those steps is vague, manufacturing quality issues tend to stall between departments, and the same defect can keep moving through production. A clear workflow also makes quality issue tracking auditable when customers, auditors, or plant leadership ask what happened and who acted.
To make this concrete, continue the earlier example of a connector assembly line where an operator reports terminals seated at the wrong depth on finished units. The initial defect report already contains the lot number, workstation, shift, photos, quantity affected, and temporary hold action. The next question is not simply “Is this a defect?” but “What path should this case follow, and who owns each next step?” That is where a structured quality issue management process matters.
Step 1: Start With Immediate Containment
Once the issue is logged, the first operational priority is containment, not root cause. The line supervisor or production lead should confirm whether affected material must be stopped, segregated, relabeled, reworked, or blocked from shipment. In the connector example, the supervisor places the current lot on hold, checks WIP from the same shift, and verifies whether any cartons from that batch have already moved to finished goods staging.
Containment ownership must be explicit because delays at this stage create the highest short-term risk. Production usually owns line stoppage and material segregation, while quality confirms the scope of affected stock and any additional inspection required. If supplier material or tooling is involved, purchasing or maintenance may need to be notified immediately, but they should not delay the containment decision. This separation keeps defect reporting from becoming a passive record instead of an action trigger.
Step 2: Triage the Case Before You Escalate It
After containment, the issue needs triage so the plant does not treat every deviation like a major nonconformance. A practical triage review looks at customer impact, safety risk, regulatory exposure, quantity affected, repeat occurrence, and whether the defect escaped the intended control point. In many factories, a small dimensional drift caught in-process may stay as a controlled shop-floor deviation, while a defect found after final inspection or after shipment should move into formal nonconformance management.
In the connector case, quality reviews three facts: the defect affects electrical fit, 180 units from one lot may be involved, and the issue was found after assembly rather than during insertion verification. That combination makes it more than a minor process deviation. The case should be escalated to a formal nonconformance record with cross-functional review because the potential impact extends beyond the few pieces first observed by the operator.
Step 3: Define Escalation Logic by Severity and Role
Escalation works best when severity rules are predefined instead of debated on a case-by-case basis. For example, a low-severity issue may remain with production and quality for local correction; a medium-severity issue may require engineering review within the shift; and a high-severity issue may trigger plant leadership notification, shipment hold, supplier contact, or customer communication within hours. The key is that severity must drive both response time and required approvers.
In the connector example, a minor cosmetic mark on a non-visible housing could stay with the production supervisor and quality technician for disposition. But incorrect terminal seating changes function, affects multiple units, and may indicate fixture wear or setup drift, so ownership expands. Quality owns the case record, production owns containment, manufacturing engineering investigates process conditions, maintenance checks tooling and fixture condition, and supply chain is looped in only if incoming terminals or housings are suspected.
This is where many quality issue workflows break down: teams assign the problem to “quality” as if quality can fix process, equipment, and supplier causes alone. A better model is role-based responsibility. Quality controls the case, disposition, and evidence trail; production controls affected material and execution on the line; engineering owns process change decisions; maintenance owns machine or tooling correction; and suppliers own response when incoming material is part of the cause chain. When ownership is mapped this clearly, escalation becomes a routine decision rather than an argument.
Step 4: Assign One Case Owner, Even in Cross-Functional Reviews
Cross-functional involvement does not mean shared accountability. Every quality issue needs one named owner responsible for moving the case through open actions, overdue tasks, and final closure. In most plants, the owner is a quality engineer or quality supervisor for formal nonconformance cases, while a production supervisor may own minor internal deviations that do not require broader review.
In the connector example, the quality engineer becomes the case owner once the issue is classified as a formal nonconformance. That person assigns engineering to review insertion force settings, maintenance to inspect the fixture locator pins, and production to count all affected WIP and finished units. Each task can have its own assignee and due date, but one owner must still be responsible for checking whether actions are complete, evidence is attached, and the case is ready for disposition approval.
Step 5: Separate Investigation From Disposition
Many factories mix investigation and disposition into one discussion, which creates confusion and delays. Disposition answers what will happen to the affected material now: use as is, rework, scrap, return to supplier, or hold for further review. Investigation answers why the issue happened and what process, equipment, method, or material factors contributed to it.
In the connector example, the material disposition may be to 100% inspect the affected lot and rework units with incorrect seating depth. That decision can often be made before the full root cause is confirmed. At the same time, engineering and maintenance investigate whether the insertion fixture lost repeatability, whether setup parameters drifted between shifts, or whether a component tolerance stack-up increased seating variation. Keeping these tracks separate prevents material from sitting in limbo while teams debate root cause.
Step 6: Use Approval Gates for Nonconformance Cases
Formal nonconformance management needs approval gates, especially when disposition affects cost, delivery, or compliance. Rework instructions should be approved by the right technical authority, scrap decisions should be visible to operations or finance where required, and any use-as-is decision should have strict limits and documented justification. This protects the plant from undocumented exceptions becoming normal practice.
In the connector case, the quality engineer cannot simply release reworked material based on verbal confirmation. Quality must verify inspection results, engineering must approve the rework method if it changes process conditions, and production can only restart normal flow after the hold is lifted. If customer specifications are involved, customer quality approval may also be required before disposition is finalized. These controls are what distinguish disciplined nonconformance management from ad hoc firefighting.
Step 7: Close the Case Only When Actions Are Verified
Closure should mean more than “the lot was sorted.” A case should close only when containment is complete, disposition is approved, required investigation tasks are finished, and the record shows who verified the outcome. If a plant closes cases too early, quality issue tracking becomes misleading because it measures paperwork completion rather than operational resolution.
For the connector issue, closure requires confirmation that all affected units were accounted for, the fixture problem was corrected or ruled out, and the line resumed under verified conditions. The quality engineer should also confirm that the same defect code has not reappeared in the immediate follow-up period. That final verification step is essential because a closed case without evidence of control is only an archived problem.
Prevent Stalled Cases With Status Rules and Notifications
The simplest way to keep quality issue management moving is to define a small number of status rules that match real decisions. Typical statuses include Open, Under Containment, In Triage, Under Investigation, Pending Disposition Approval, Action in Progress, Verification, and Closed. Each status should have a clear entry condition, a responsible role, and an expected response time, so no case sits in “open” status for three days with no movement.
This is also the point where a デジタルワークフロー helps. With Jodoo, manufacturers can build a no-code quality issue workflow that routes cases based on severity, assigns tasks by department, requires evidence before status changes, and sends automatic reminders when approvals or investigations are overdue. Instead of managing defect reporting in spreadsheets and chasing updates across chat groups, the plant can configure one traceable flow for production, quality, engineering, maintenance, and supplier-related cases.
How to Prevent Recurrence With Quality Issue Management, Root Cause Analysis, and Visibility
Turn Quality Issue Tracking Into Corrective Action
Once a quality issue is contained and closed operationally, the next question is whether it is truly solved or simply paused. Effective quality issue management links each recurring defect to a 是正措置, an owner, a due date, and a verification step after implementation. This is where many plants fall short: they log the event, sort the affected stock, and move on without confirming whether the process changed.
A practical rule is to trigger deeper review when the same defect code appears repeatedly within a defined period, shift, machine family, or supplier lot pattern. For example, if an injection molding plant sees the same short-shot defect three times in two weeks on the same press family, that should move from routine defect reporting into structured corrective action. The goal is not to escalate everything, but to distinguish isolated noise from repeat failure modes that are starting to form a trend.
Use Root Cause Analysis at the Right Threshold
Root cause analysis should match the severity and recurrence of the issue, not become a paperwork exercise for every defect. Minor one-off cosmetic defects may only need operator retraining or a parameter correction, while repeated test failures or supplier-driven dimensional variation may require a 5 Whys review, fishbone analysis, or a formal カパ investigation. A useful threshold is to require documented root cause work when a defect affects multiple lots, drives customer risk, or keeps returning after a previous fix.
Prioritize With Defect Pareto Analysis
Not every manufacturing quality issue deserves the same prevention effort, so prioritization matters. Defect Pareto analysis helps quality and production teams focus on the small number of defect types causing the largest share of scrap, rework, downtime, or customer complaints. In many factories, 20% of defect categories can drive 80% of quality losses, making Pareto review one of the fastest ways to target improvement resources.
A metal stamping plant may record dozens of defect types each month, but a Pareto review could show that burrs, hole misalignment, and surface scratches account for most rejected parts. That changes the weekly quality meeting from a broad discussion into a focused action plan around tooling condition, die setup checks, and material handling controls. The value of quality issue tracking is not the volume of records collected, but the ability to rank what matters most.
Monitor Recurrence With Dashboards and Weekly KPIs
Dashboards help plants see when a closed issue is quietly returning in another line, shift, or supplier batch. Useful KPIs include repeat defect rate, top recurring defect codes, first-pass yield by line, cost of poor quality, open corrective actions past due, supplier defect rate, and average closure time for major nonconformance cases. When these metrics are reviewed weekly, teams can catch drift before it becomes a customer-facing failure.
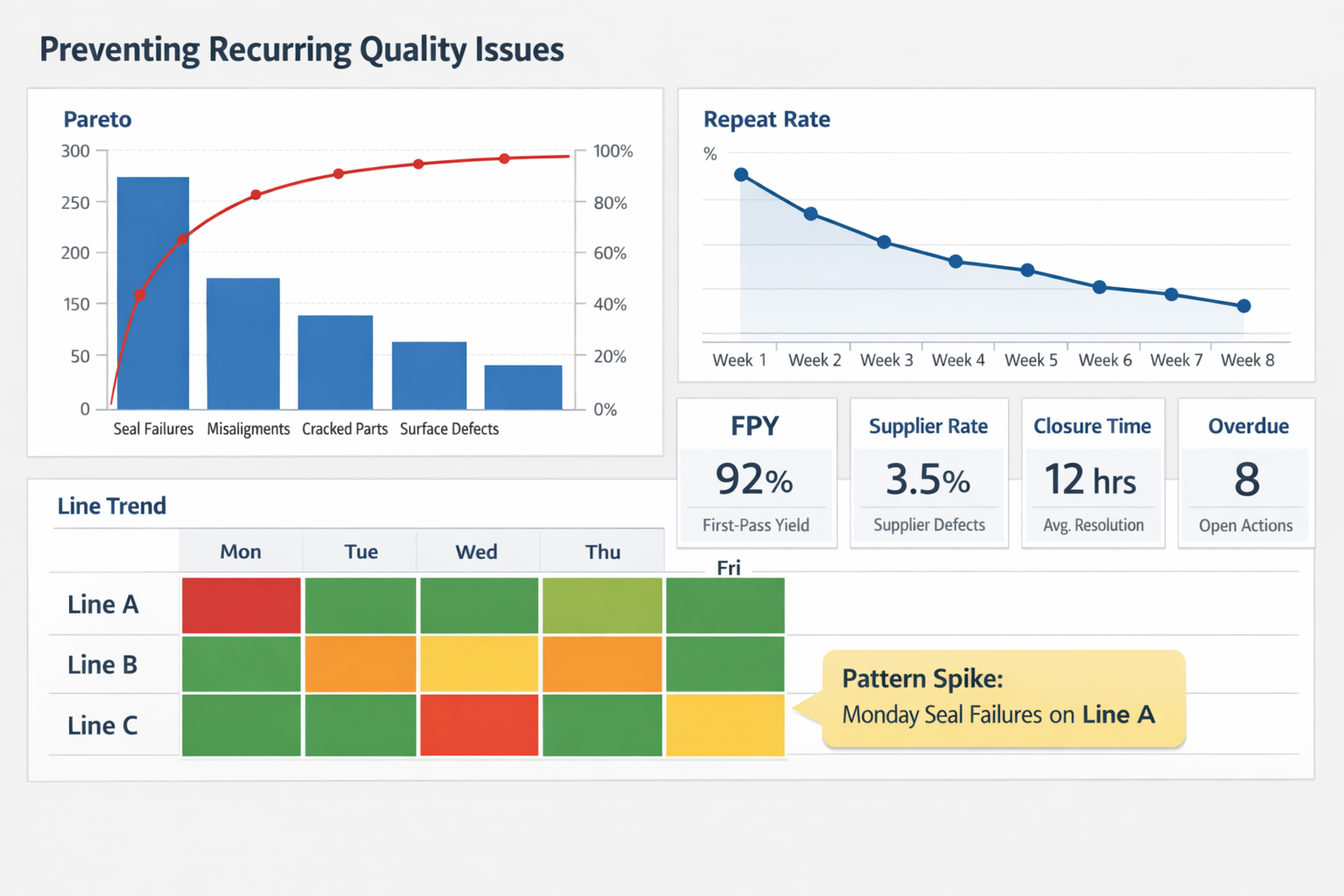
For example, a packaging manufacturer may notice that seal integrity failures remain low overall but spike every Monday on one line after weekend maintenance. That pattern would be easy to miss in isolated reports but obvious on a trend dashboard segmented by day and line. This is why visibility matters: it turns scattered quality issue workflow data into a prevention signal.
Track Supplier Trends Separately From Internal Process Drift
Supplier-related nonconformance management should be analyzed on its own track because the prevention levers are different. Internal defects may require machine control, training, or process changes, while supplier issues often require incoming inspection adjustments, supplier CAPA requests, tighter specifications, or revised approval controls. If both are mixed, plants can misread where the real source of variation sits.
An automotive parts manufacturer, for example, may see rising assembly torque failures and initially focus on tool calibration. Trend analysis then shows the failures are concentrated in one incoming fastener batch from a single supplier. In that case, better quality issue management prevents wasted internal troubleshooting and speeds up supplier containment and corrective action.
Close the Loop With CAPA Verification
Corrective and preventive action only works if the plant verifies that the action changed the outcome. That means checking the defect rate after the fix, confirming that the new control is actually being followed, and documenting whether recurrence dropped to an acceptable level. A カパ should not be considered complete just because an action item was marked done.
This is also where auditability becomes important. If a recurring issue returns three months later, the team should be able to see what was previously changed, who approved it, and whether effectiveness was ever verified. In mature quality issue management systems, closure is tied to evidence such as reduced ppm, stable first-pass yield, completed training records, or a passed validation run.
Build Review Habits, Not Just Records
Continuous improvement depends less on having more data and more on reviewing the right data consistently. A short weekly review that covers repeat issues, overdue corrective actions, supplier trends, and top defect movements is often more effective than a monthly meeting packed with historical detail. The strongest plants use quality issue tracking as a management routine, not just as documentation for audits.
Conclusion: Standardize Quality Issue Tracking Faster With Jodoo
A manufacturing quality issue is only manageable when your team can move from detection to action without delay. In practice, that means using one consistent process to capture the issue, assign ownership, escalate by severity, document containment, and verify that corrective action actually worked. Plants that still rely on paper forms, chat messages, and disconnected spreadsheets often struggle with slow response times, missing evidence, and repeat defects that should have been prevented earlier.
Jodoo gives manufacturers a practical way to standardize that process without waiting for custom software development. As a no-code lean manufacturing platform, it helps you build mobile defect reporting forms, route cases through approval and escalation workflows, trigger notifications to the right people, and track trends on live dashboards. This is especially useful in factories where quality workflows change frequently by product line, customer requirement, or audit finding.
If you want to replace manual quality issue tracking with a faster, traceable workflow, you can 無料トライアルを開始する または デモを予約する Jodooを使って。.


