
Introduction: Why Quality by Design Matters in Modern Manufacturing
A large share of quality costs never shows up as scrap alone. It appears in rework hours, line stoppages, delayed shipments, customer complaints, and extra inspection labor. In many factories, quality by design matters because final inspection finds problems too late, after material, machine time, and labor have already been consumed.
For manufacturers, quality by design is a prevention-first operating approach: define the right process conditions, standardize the work, place controls at the points where defects can start, and capture reliable data while production is still running. That shift matters because inspection can detect defects, but it cannot recover lost capacity or protect throughput once the process has drifted.
This article explains what quality by design looks like on the factory floor, the core elements of a practical quality by design system, and how manufacturers use in-process controls to prevent defects before they spread. It also examines why many quality plans fail in daily execution when records, approvals, and inspections are managed through paper or disconnected spreadsheets—and what stronger workflow control looks like in practice.
What Quality by Design Means on the Factory Floor
공장 작업장에서, quality by design means the process is built so operators can make good products consistently, not just sort bad products at the end. In practical terms, that means clear work standards, known critical parameters, defined checks, and fast response rules when something moves out of spec. For most manufacturers, this is more about built-in quality, repeatability, and control at the point where value is created.
Quality by Design Principles in Manufacturing
The core quality by design principles are straightforward in manufacturing operations. First, define what matters to the customer and convert that into measurable product requirements such as dimensions, torque, fill weight, seal strength, or surface finish. Second, identify which process conditions directly affect those requirements, then control them through machine settings, operator methods, material controls, and in-process checks. Then, reduce process variation before defects appear. That includes fixture design, poka-yoke devices, setup verification, control limits, and standard reaction plans. In this sense, QbD manufacturing is not a separate quality program; it is a way of designing production so quality outcomes are more predictable.
Prevention vs. Detection: The Real Shift
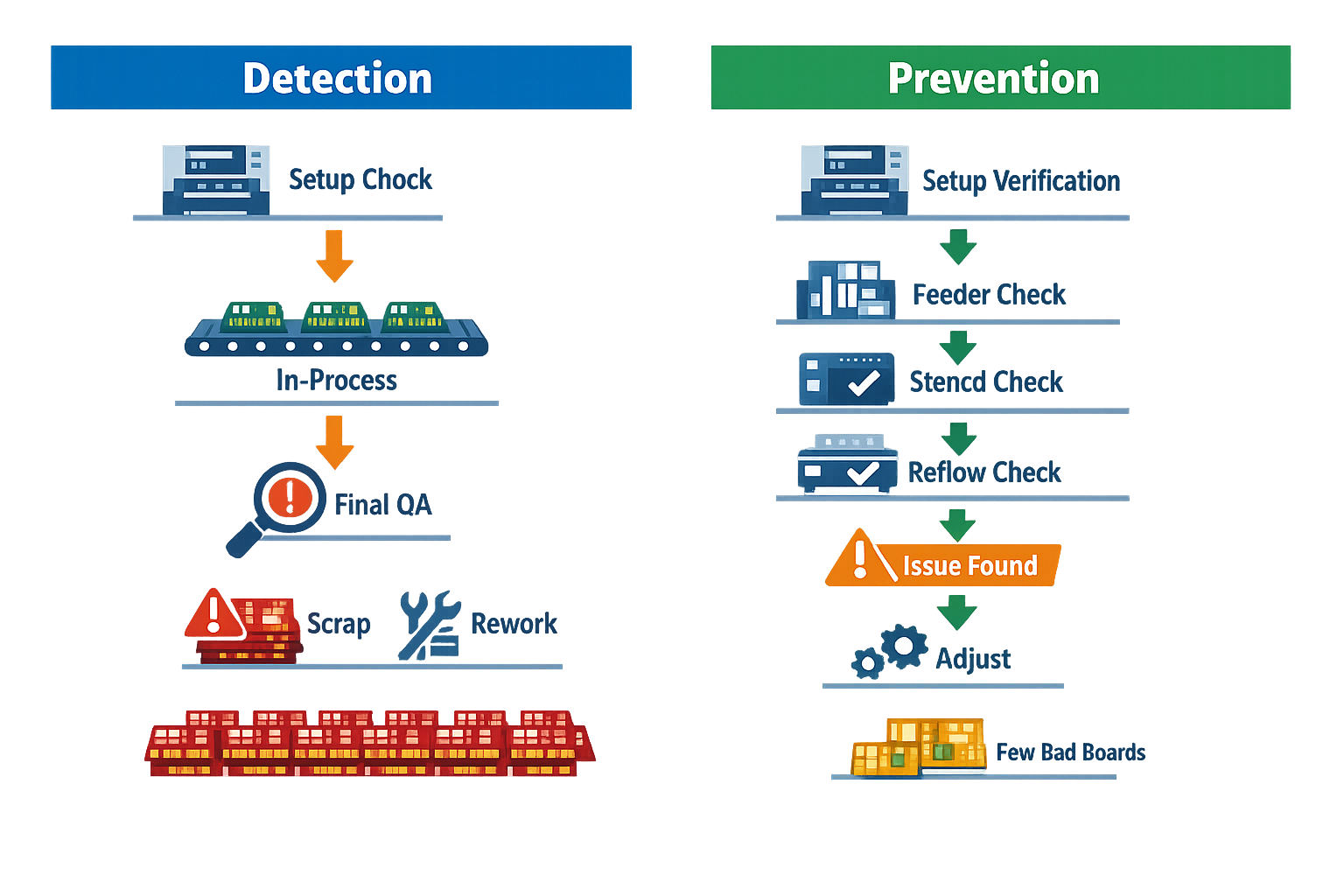
A useful way to understand quality by design is to compare 방지 ~와 함께 발각. Detection-based systems rely heavily on final inspection to find defects after time, labor, and material have already been consumed. Prevention-based systems place controls earlier, where the process can still be corrected before nonconforming output grows.
For example, a metal stamping plant can inspect finished parts for burrs and deformation at the end of the shift, or it can control die condition, press force, lubrication, and first-piece approval before drift causes scrap. The second approach usually reduces both defect rates and hidden costs such as line stoppages, sorting labor, expedited replacement orders, and customer complaints. This matters because poor quality often costs manufacturers 15%에서 20%의 매출, according to industry estimates from ASQ and related quality studies.
Built-In Quality Is a Process Discipline
Built-in quality does not happen because a team says quality is important. It happens when process discipline is strong enough that the right action is easier than the wrong one. That includes standard work instructions, controlled setup steps, approved material versions, calibrated tools, and clear criteria for when production must stop and escalate.
This is why experienced plant managers treat quality and operations as tightly linked. If a process depends on tribal knowledge, memory, or individual judgment without clear boundaries, quality performance will vary by shift, by operator, and by line. Quality by design reduces that variability by making expectations explicit and executable.
Quality Planning Starts Before Production Begins
In practice, quality planning in manufacturing starts well before the first batch or production order runs. Teams need to review product requirements, understand failure risks, define key control points, and decide how conformity will be verified during production. That planning stage is where many future defects are either prevented or unknowingly designed into the process.
A simple example is an assembly line launching a new product variant with one fastener length changed. If engineering updates the drawing but the work instruction, kitting method, and torque verification step are not revised, the line may build defects into the process on day one. Quality by design requires those controls to be aligned before release, not corrected after rejects appear.
Where a Process Control Plan Fits
A process control plan is one of the most practical tools for turning quality by design into daily execution. It links product requirements to production steps, identifies what must be controlled, defines how it will be checked, and clarifies what to do if results fall outside limits. On the shop floor, that creates a shared operating logic between engineering, production, and quality.
At this stage, it is enough to understand the control plan as the bridge between design intent and process execution. It tells the team not only what good output looks like, but also which process conditions must stay stable to produce it repeatedly. The next sections will look more closely at the specific control elements and how teams use them to prevent defects in real operations.
The Core Elements of a QbD Manufacturing System
A quality-by-design system becomes practical only when product requirements are translated into shop-floor controls. In QbD manufacturing, that means defining exactly how each step will be performed, what will be checked, what limits apply, and what happens when something goes wrong.
To make that concrete, use one running example: a printed circuit board assembly line producing control modules for industrial equipment. On this line, built-in quality depends less on final testing alone and more on controlling solder paste printing, component placement, reflow, and functional verification as the process runs.
Process Standards
The first building block is a clear process standard for every critical operation. In the PCB assembly example, it includes solder paste thickness range, stencil cleaning frequency, feeder setup verification, reflow oven temperature profile, and electrostatic discharge handling rules. If these standards are vague, operators and technicians fill the gaps differently, and variation enters the process before any inspection point can catch it.
Good quality planning in manufacturing also distinguishes between standard work and critical-to-quality conditions. For example, torqueing a fixture clamp may be routine, but solder paste height on fine-pitch components may directly affect bridging and insufficient solder defects. Quality by design principles require teams to identify those process characteristics early, then document them in a way that production, engineering, and quality can all execute consistently.
Critical Checkpoints
Not every step needs the same level of control, so a QbD manufacturing system defines critical checkpoints where risk is highest. In the PCB line, typical checkpoints include first-board setup approval after changeover, solder paste inspection before component placement, reflow profile confirmation at startup, and first-pass functional test review. These checkpoints create structured control points inside the process rather than leaving risk to end-of-line detection.
The value of a checkpoint depends on timing and purpose. A first-article check confirms the line is set correctly before volume production begins, while an in-process paste inspection checks whether the process remains stable after startup. This is how defect prevention works operationally: the control is placed where the failure can still be contained, corrected, or stopped before it spreads across a batch.
Specific Inspection Methods and Control Limits
Each checkpoint needs a defined inspection method, not just a general instruction to “check quality.” On the PCB line, solder paste may be verified with SPI data, component placement with AOI, oven stability with logged temperature readings, and functional output with a programmed tester. The method matters because different tools detect different failure modes, and vague inspection instructions usually lead to inconsistent judgment between shifts.
Control limits are equally important because they separate acceptable variation from abnormal conditions. A reflow peak temperature window, solder paste volume tolerance, or maximum allowable false call rate on AOI gives the team an objective basis for action. Without these limits, even experienced teams may debate whether a process is drifting, which weakens built-in quality and slows response time.
Process Control Plan
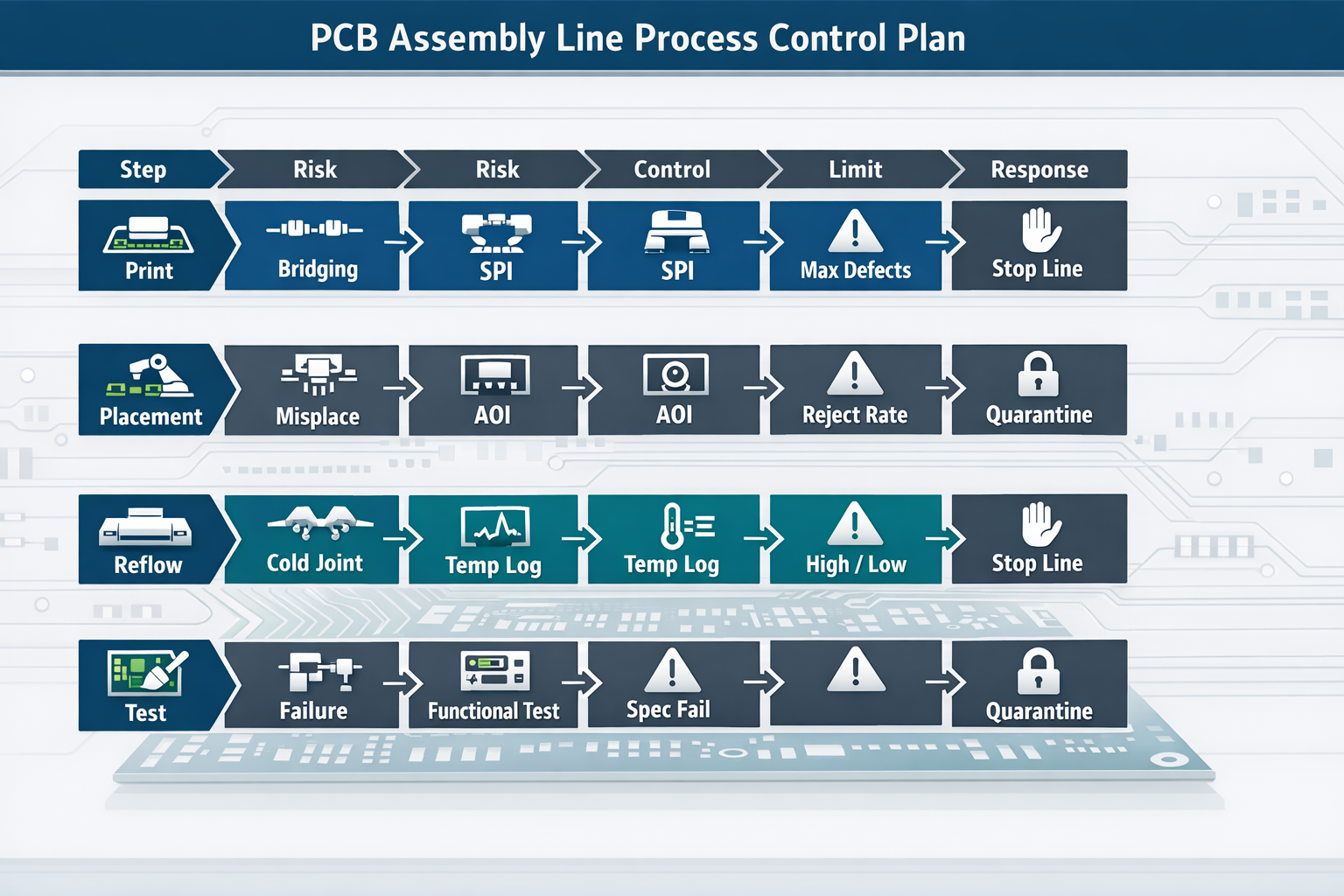
그만큼 process control plan is where these elements come together. For each production step on the PCB assembly line, it should show the product requirement, the main risk or failure mode, the control method used in the process, the sampling or frequency rule, the control limit, and the reaction plan if the result falls outside the standard. This makes the process control plan one of the most practical tools for applying quality by design principles on the factory floor.
For example, the solder paste printing step may link the requirement for proper joint formation to the risk of insufficient paste or bridging, with SPI as the control method, 100% panel inspection as the frequency, a defined paste volume tolerance as the limit, and a response that stops the line, quarantines affected boards, cleans the stencil, and re-verifies setup. At the reflow step, the risk may shift to cold solder joints or component damage, with oven profile logging and startup validation as the control method. In this way, the process control plan connects each production step to a risk, a control method, and a defined response rather than treating quality as a separate activity.
Reaction Plans
A control without a reaction plan is only a measurement system. In practice, every critical checkpoint should define who is responsible, when production must stop, what material must be contained, and what approval is required before restart. On the PCB line, if SPI shows repeated out-of-limit paste deposits on a fine-pitch connector, the reaction plan may require immediate line stop, segregation of boards since the last good check, technician adjustment, and quality sign-off before release.
This matters because many factories document checks well but leave the response to tribal knowledge. The result is inconsistent escalation: one shift may continue running while another stops immediately. In a strong QbD manufacturing system, reaction plans are standardized so that the response to an abnormal condition is as controlled as the process itself.
Traceable Records
The final building block is traceable records that prove the controls were executed and show what happened when variation occurred. For the PCB assembly line, that includes setup approvals, SPI results, oven profile records, defect codes, containment actions, and restart authorization. These records support audits, customer investigations, and engineering analysis, but more importantly, they let the factory see whether the designed controls are actually reducing defects over time.
Traceability also closes the loop between product requirements and process performance. If a recurring solder defect appears in the final test, the team should be able to trace it back to a specific process step, shift, machine condition, or missed checkpoint. That visibility is what turns quality by design from documentation into an operating system for defect prevention.
How Manufacturers Use Quality by Design to Prevent Defects
Start Before the Line Starts
In practice, quality by design works only when the team treats the startup as a control point, not a formality. Take an electronics assembly line producing industrial control boards: before volume production begins, engineering, production, and quality align the work instruction, tooling settings, component revision, solder profile, and inspection criteria against the process control plan. This is where built-in quality starts, because the line is being prepared to run correctly rather than being left to “prove itself” through later inspection. On many lines, a single setup error can affect hundreds of units within one shift, so the cost of weak startup discipline is high.
First-article verification turns that preparation into evidence. The first board off the line is checked against critical dimensions, polarity, solder joint quality, barcode readability, and functional test requirements before the batch is released. In higher-risk sectors such as medical device supply, first-article approval is often tied to documented sign-off because process drift at the beginning of a run can create compliance risk, not just scrap. This step reflects core quality by design principles: confirm that the process can produce the required result before scale amplifies any error.
Control Quality Inside the Process
Once the line is running, defect prevention depends on in-process control at the moments where failure is most likely to occur. On the electronics line, operators and line leaders do not wait until final QA to discover missing components or poor solder wetting; they check feeder loading, stencil cleanliness, placement accuracy, and reflow performance at defined intervals. That reduces the chance that one abnormal condition turns into a full-blown problem. A prevention-based approach in QbD manufacturing puts the control near the cause, where the team can still act quickly.
End-of-line inspection still matters, but it is a weak primary defense if earlier controls are missing. By the time final inspection finds recurring solder bridges, the defective units have already consumed material, labor, machine time, and test capacity. In contrast, prevention-based control catches the process shift earlier, often after a few units instead of a few hundred. That is the operational difference between relying on detection and designing for built-in quality.
Define What Happens When a Check Fails
A quality check prevents defects only if failure triggers a clear response. On this same line, if solder paste height falls outside the approved limit or AOI finds repeated misalignment at one placement head, the reaction plan should specify who stops the line, who confirms the issue, what product is quarantined, and what conditions must be met before restart. This is where quality planning in manufacturing becomes executable, because the team is not improvising under pressure. The control is tied to a decision path, not just a recorded result.
Strong plants also separate product disposition from process correction. Suspect boards may be tagged and moved to hold status while maintenance or engineering investigates nozzle wear, program offset, or material variation. That prevents two common failures at once: shipping questionable product and restarting the process without fixing the root cause. A process control plan is effective only when each abnormal signal has a predefined containment and escalation rule.
Close the Loop From Abnormality to Corrective Action
The best defect prevention systems do not stop at containment. If the line records three similar misalignment events across two shifts, the issue should move into formal corrective action with evidence such as machine logs, defect images, time stamps, operator, lot number, and affected feeder position. That closed-loop path connects shop-floor abnormalities to root cause analysis, corrective action, verification, and update of the standard. Without that loop, teams keep “handling” the same problem instead of removing it.
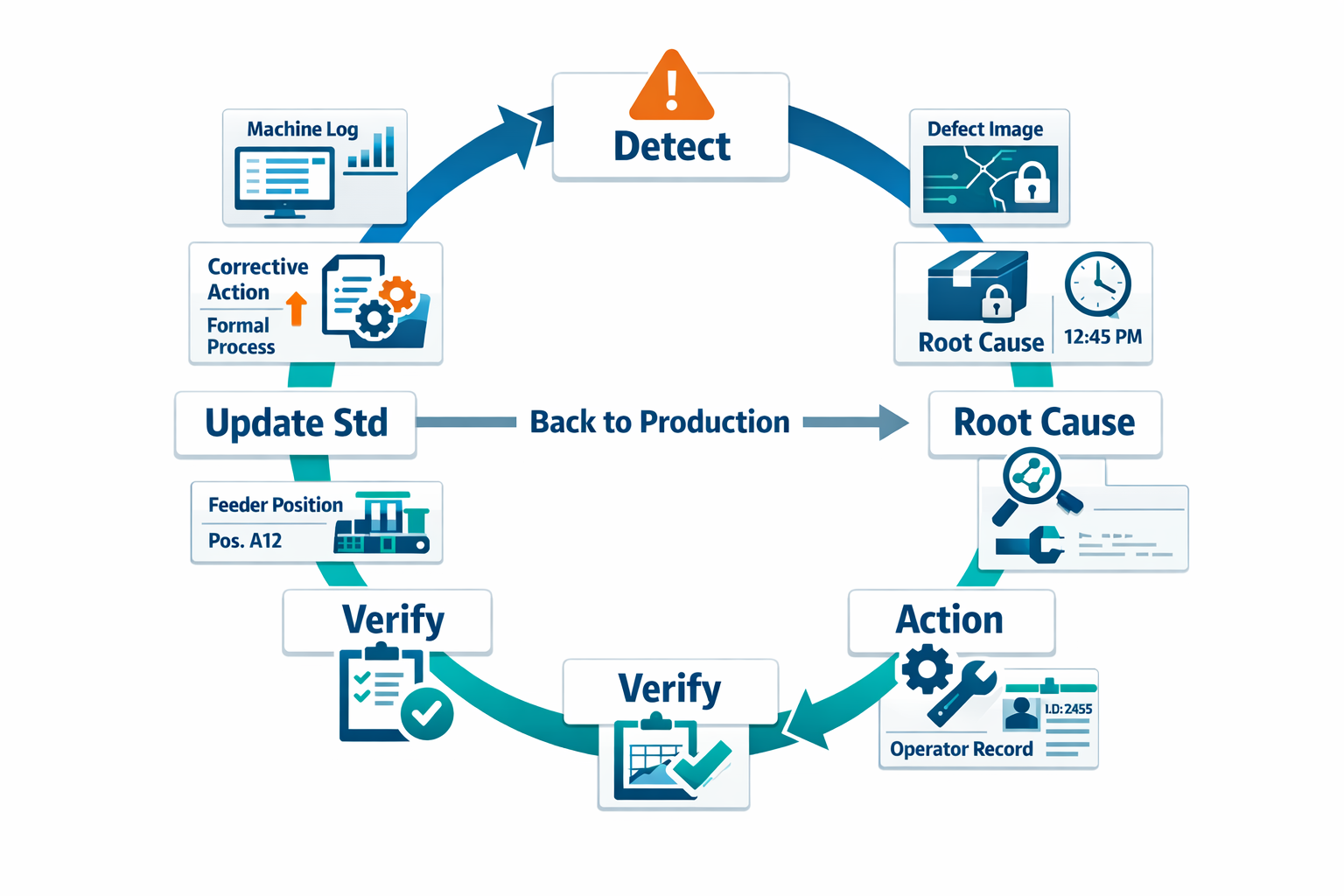
On the electronics line, the investigation may show that a feeder changeover step was unclear, allowing the wrong tape width setting during product change. The correction is then more than rework; it may include revising setup verification, adding a second check at changeover, retraining operators, and updating the control frequency for the next three runs. This is how QbD manufacturing improves over time: every meaningful abnormality becomes input for a stronger process. In mature operations, this approach can materially reduce repeat defects, and many manufacturers report that poor quality costs 5%에서 15%의 매출, making even small reductions operationally significant.
Use Trend Data to Strengthen the Next Production Run
Continuous improvement is where quality by design becomes self-reinforcing. If first-pass yield drops after specific product changeovers, or if one SMT line consistently shows higher defect rates on fine-pitch components, the team can adjust the control plan before the next run starts. That may mean tighter setup verification, more frequent in-process checks, or revised acceptance criteria at critical steps. The point is not to inspect more everywhere, but to control smarter where risk is proven.
This is also why traceable records matter in daily execution. When quality data is organized by line, shift, operator, machine, material lot, and defect mode, engineers can see patterns that are invisible in isolated inspection sheets. The result is a practical form of defect prevention: each production cycle feeds the next with better controls, faster response, and fewer repeated mistakes. That is how manufacturers turn quality by design from a quality function initiative into a routine operating discipline.
Why Quality by Design Often Breaks Down Without Digital Workflow Control
The Execution Gap Between Designed Controls and Daily Work
Most factories do not struggle because they lack a process control plan. They struggle because the plan is not executed the same way on every shift, line, and product changeover. A control point may exist on paper, but if operators use outdated forms, supervisors approve exceptions by chat, and inspection records are filed later, quality by design principles weaken at the point of execution. That is where built-in quality starts to fail.
In practice, the gap usually appears in small operational breakdowns rather than a major system failure. A packaging plant may update filling tolerances in a revised SOP, yet one line continues using an older checklist printed last month. A metal fabrication shop may require first-piece approval, but the sign-off is delayed until after several batches are already running. When execution depends on paper handoffs and manual follow-up, QbD manufacturing becomes inconsistent even when the process design is sound.
Why Paper and Spreadsheets Undermine Process Discipline
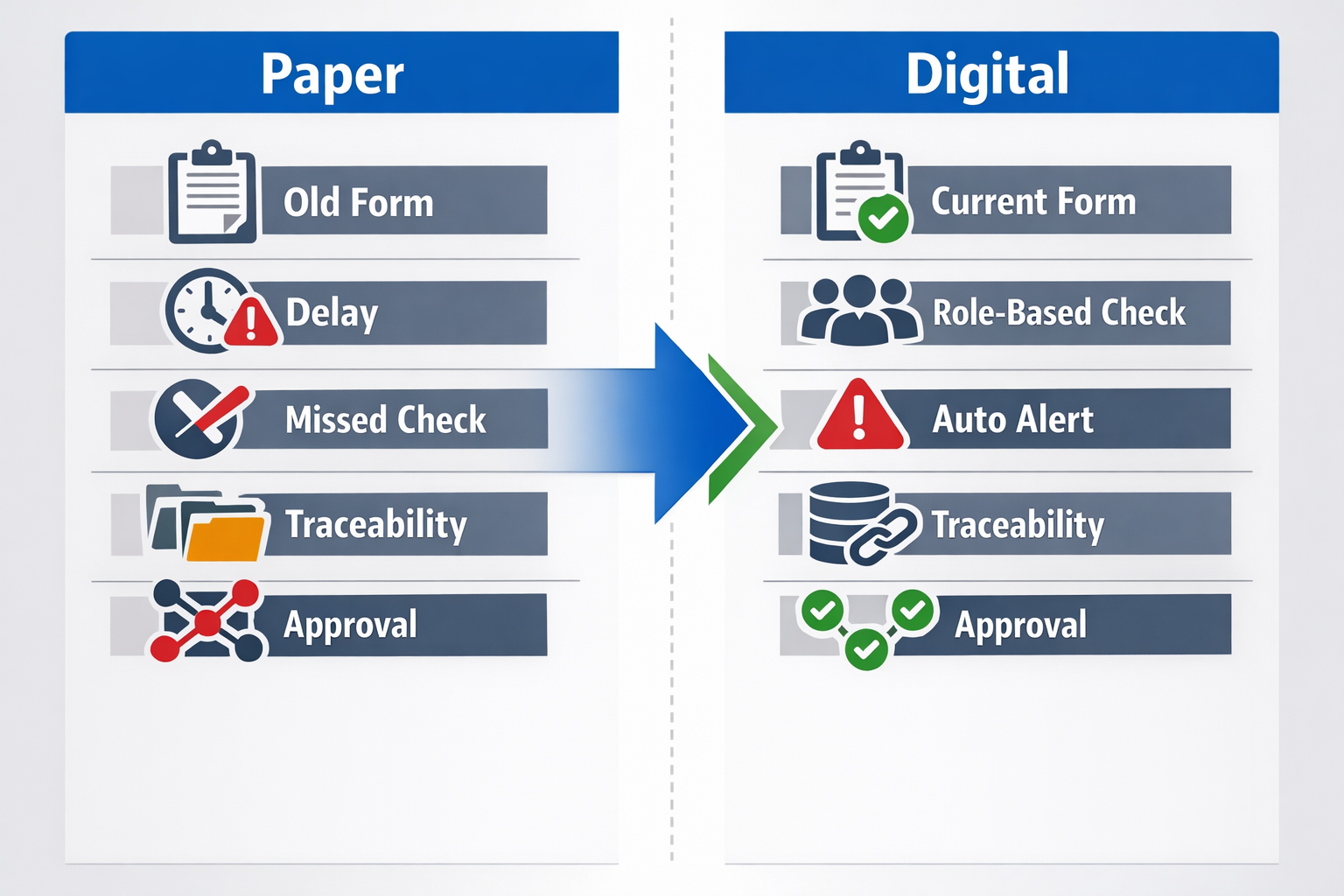
Paper forms are familiar, but they are hard to control in fast-moving production environments. Forms can be photocopied, edited informally, or completed after the fact, which weakens traceability and makes reaction timing unclear. In many plants, manual data entry also creates a lag between what happened on the machine and what quality leaders can actually see.
Spreadsheet-based inspection logs solve some storage problems but create others. Data is often split across files by line, shift, or product family, with no reliable link back to the actual process step, operator, or lot. That makes quality planning in manufacturing harder to sustain because deviations are documented, but not consistently routed, reviewed, or closed. A defect may be recorded, yet the response remains outside the system.
Weak Approval Control Slows Defect Prevention
Quality by design depends on fast, consistent decisions when conditions move outside control limits. If material substitutions, setup deviations, or nonconformance reviews are handled through email, messaging apps, or verbal approvals, plants lose auditability and response discipline. The issue is not only compliance risk; it is delayed containment on the shop floor.
For example, an injection molding plant may detect flash on a cavity during in-process inspection and request a parameter adjustment. If that decision waits for a supervisor to review a paper slip at the next round, the line may continue producing borderline parts for another hour. In a defect prevention model, the approval path must be defined in advance so that abnormal conditions trigger the right review immediately.
What Digital Workflow Control Needs to Standardize
To support QbD manufacturing, digital control must do more than replace paper with a screen. It should enforce the latest version of work instructions and inspection forms, assign checks by role, time, product, or process step, and prevent incomplete records from being submitted. This turns quality by design principles into repeatable execution rules rather than optional habits.
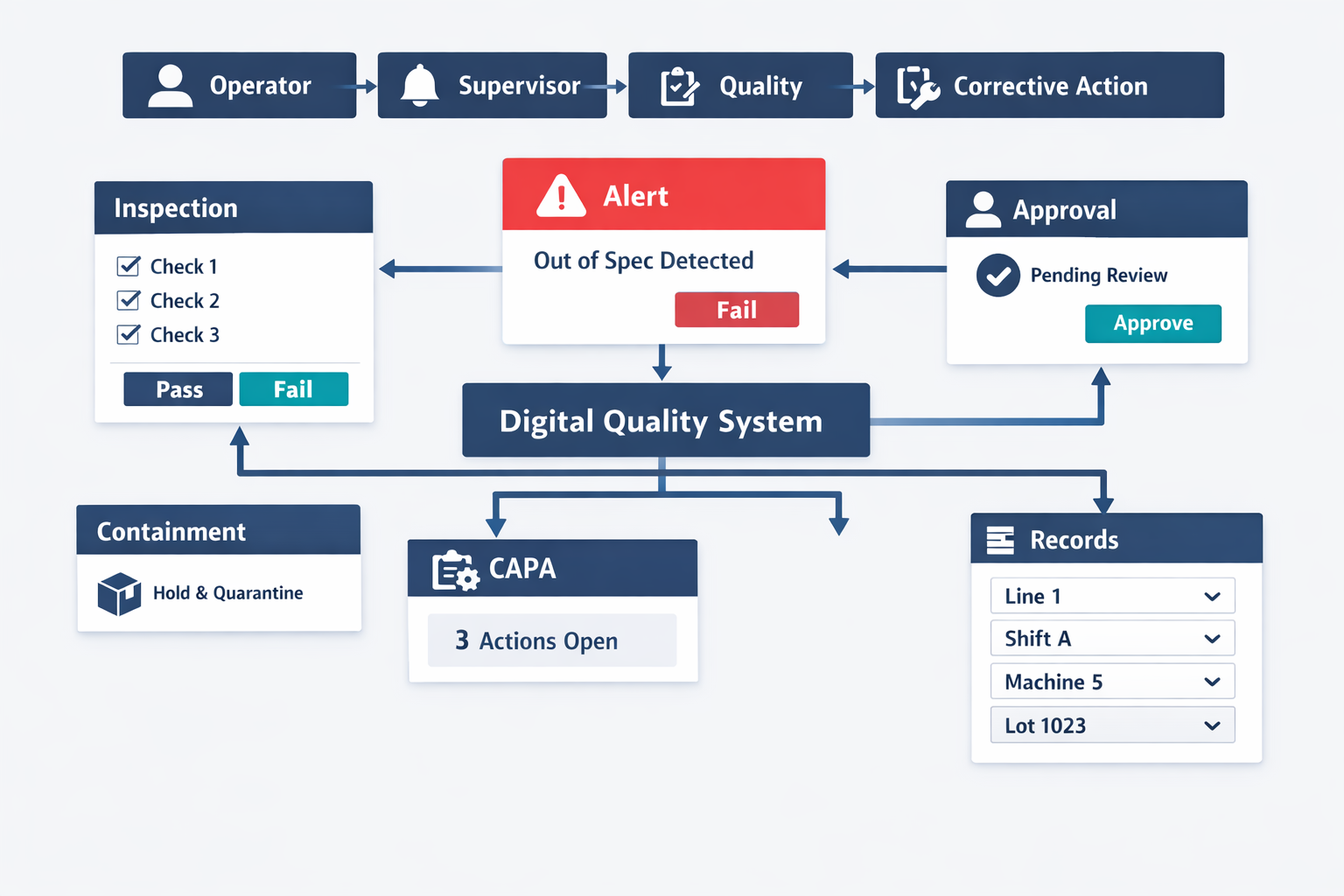
A useful workflow also connects inspection results to action. If a measured value exceeds a control limit, the system should trigger the correct response path, such as line hold, engineering review, re-inspection, or CAPA initiation. This is especially important when a process control plan defines different reactions for different risks. Without that logic, teams still rely on memory and escalation by experience.
Real-Time Traceability Is What Makes Built-In Quality Sustainable
Sustainable built-in quality requires a live record of what was checked, by whom, against which standard, and what happened next. Real-time traceability lets quality managers see whether required checks were completed on time, whether recurring deviations are concentrated on one line, and whether reaction plans are actually being followed. That is a much stronger operating model than reviewing static reports at the end of the week.
The operational criteria are straightforward. A system should link records to product, batch, machine, operator, and revision level; route exceptions automatically; and preserve a clear history of approvals and changes. When those controls are in place, quality planning in manufacturing becomes executable at scale instead of being dependent on individual discipline alone.
Conclusion: Turning Quality by Design into Executable Workflows with Jodoo
Quality by design works when quality is built into daily execution, not left to final inspection. For manufacturers, that means standard work, reliable in-process checks, clear reaction plans, and records that can be traced back to the exact shift, line, machine, or lot. When those controls are inconsistent, even a well-designed quality plan starts to break down on the shop floor.
Jodoo helps manufacturers turn quality by design into an operating system that people can actually follow. With no-code forms, workflow automation, and centralized records, teams can digitize inspection plans, assign role-based checks, route nonconformance approvals, and keep audit-ready histories without relying on paper or disconnected spreadsheets.
If you want to make built-in quality more consistent across your factory, Jodoo is a practical no-code lean manufacturing platform to evaluate. You can 무료 체험을 시작하세요 또는 데모 예약하기 to see how it fits your quality workflow.


