
Введение: Почему технология SMED важна для современного производства
Длительная переналадка приводит не только к остановке одного станка. Она снижает доступную мощность, задерживает выполнение заказов, увеличивает сверхурочные работы и затрудняет прибыльную организацию мелкосерийного производства. Вот почему СМЕД SMED по-прежнему имеет значение в современных производственных цехах. Одноминутный обмен игральных костей, это бережливый метод, позволяющий сократить время на переналадку и переналадку.
Для руководителей производства, специалистов по бережливому производству, управляющих заводами, инженеров-технологов и ремонтных бригад сокращение времени переналадки напрямую влияет на общую эффективность оборудования (OEE), соблюдение графика, использование рабочей силы и время реагирования на изменения спроса. Давление ощущается во многих отраслях: автомобильные заводы нуждаются в более быстрой смене моделей или деталей, упаковочные линии сталкиваются с частыми изменениями артикулов, заводы электроники работают с более короткими производственными циклами, а предприятия пищевой промышленности должны быстро перенастраивать оборудование без ущерба для качества или гигиены. Даже сокращение времени переналадки на 10-20 минут может вернуть часы производственной мощности каждую неделю на линиях с широким ассортиментом продукции.
В этой статье объясняется, что СМЕД В нем рассказывается о том, как работает процесс SMED и почему разделение внутренней и внешней настройки является основой для более быстрой переналадки. Также показано, как производители могут поддерживать улучшение процесса переналадки с помощью стандартизированного цифрового выполнения, а не за счет разовых достижений в рамках концепции «кайдзен».
Что такое SMED: внутренняя и внешняя настройка
Внутренняя настройка останавливает линию; внешняя настройка — нет.
Основная логика СМЕД Все просто: нужно отделить подготовительные работы, которые необходимо выполнить во время остановки станка, от работ, которые можно выполнить до или после остановки. При замене штампов за одну минуту..., внутренняя настройка Включает в себя такие задачи, как снятие формовочного кольца, замена запаечных губок или регулировка направляющих, которые физически требуют остановки упаковочной линии. Внешняя настройка Включает в себя получение следующего рулона пленки, подготовку инструментов, проверку рецептуры, предварительный нагрев компонентов и подготовку этикеток, пока текущий товар еще находится в производстве.
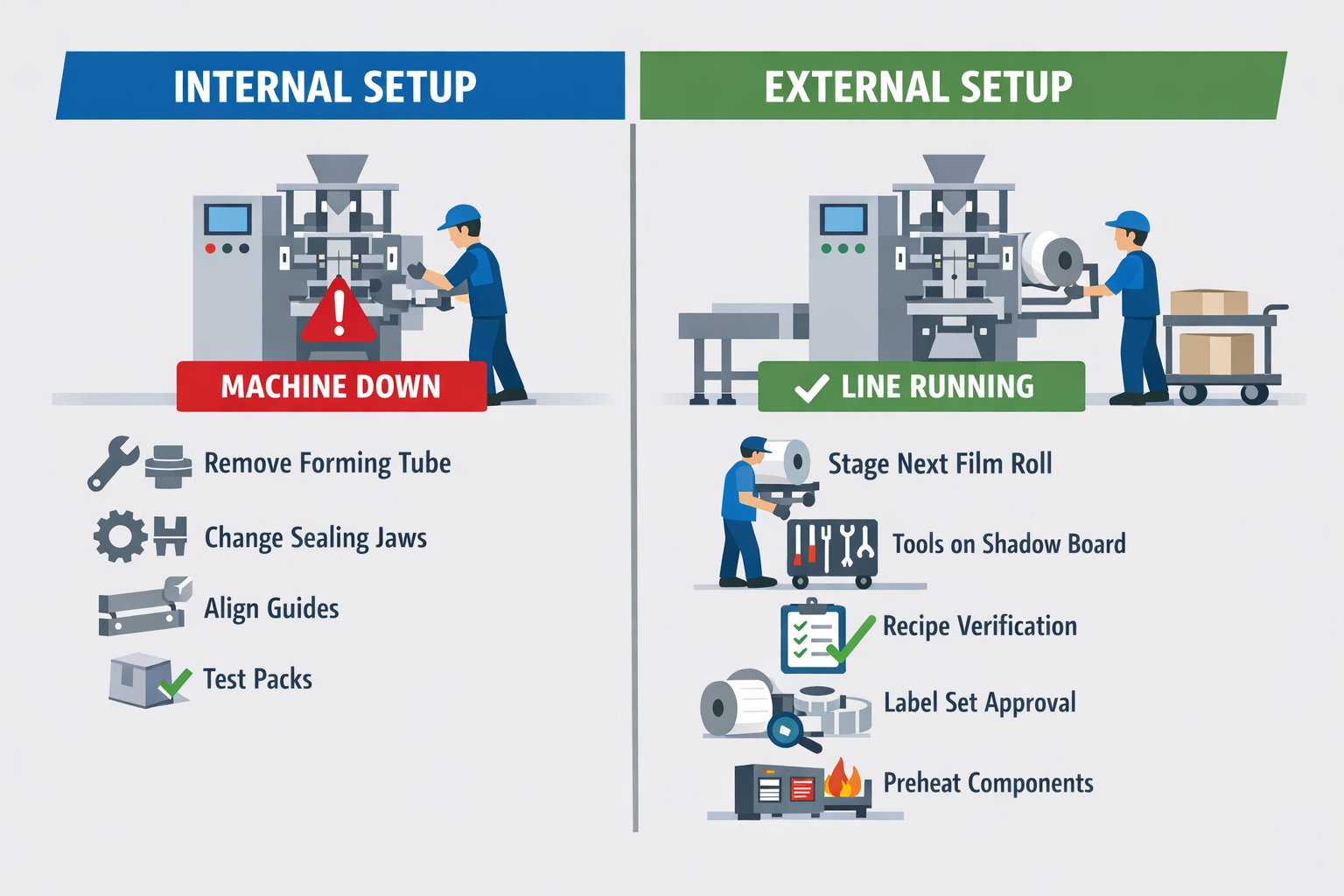
Это различие важно, потому что многие предприятия рассматривают всю переналадку как простой оборудования, даже если большая часть работы этого не требует. На практике операторы часто ждут инструменты, ищут детали, проверяют материалы или запрашивают разрешение только после того, как с конвейера сойдет последняя исправная упаковка. Именно поэтому первый прорыв в процессе SMED заключается не в ускорении работы с ключами, а в обеспечении того, чтобы ненужное ожидание больше не скрывалось за простоем оборудования.
Пример упаковочной линии: где действительно теряется время.
Рассмотрим линию по упаковке в пакеты, где происходит переход от упаковки закусок в 200-граммовые пакеты к семейным упаковкам в 500-граммовые. Команда фиксирует 42-минутный процесс переналадки, но лишь часть этого времени уходит на внутреннюю настройку. При наблюдении за процессом переналадки они обнаруживают, что 11 минут уходит на поиск нужного рулона пленки, образцов для совмещения печати, сменных деталей и динамометрических инструментов, и все это после того, как машина уже остановилась.
Ещё 7 минут теряются из-за того, что оператор дважды идёт в зону склада, техническая служба вызывается поздно для регулировки направляющей, а проверка качества новой этикетки проводится только после её установки. Ни одна из этих задач по своей сути не требует остановки линии. Именно поэтому примеры SMED часто демонстрируют быстрые результаты на ранних этапах: потери обычно связаны с плохим разделением, а не просто с медленным выполнением.
Как команды преобразуют внутреннюю работу во внешнюю
В примере с упаковкой команда начинает с того, что задает практический вопрос для каждой задачи: Необходимо ли для этого остановить машину? Если ответ отрицательный, задачу следует перенести за пределы окна переналадки. Следующая пленка подготавливается к работе на линии, необходимые инструменты размещаются на монтажной доске, рабочий заказ для следующего артикула проверяется заранее, и отдел контроля качества утверждает комплект этикеток до окончания текущего тиража.
Одно только это изменение может сократить время простоя производства на несколько минут без замены самого станка. Задача, подобная “найти правильный комплект зажимных губок”, превращается в “проверить и подготовить комплект зажимных губок перед остановкой”. Задача, подобная “дождаться подтверждения от руководителя”, превращается в “подтвердить следующий продукт и запланировать его производство до завершения последней партии”. Это основа сокращения времени наладки. СМЕД: сначала выполните основную работу, а затем улучшите оставшуюся.
Что остается внутри и почему это нужно упростить
Некоторые задачи всегда будут оставаться внутренними, поскольку требуют прямого доступа к оборудованию во время остановки. На упаковочной линии это включает в себя снятие существующей формовочной трубки, установку новых сменных деталей, выравнивание направляющих и запуск первых тестовых упаковок. После того, как эти задачи будут выделены, команда сможет улучшить их за счет упрощения методов крепления, четких правил последовательности действий и параллельной работы оператора и техника.
Именно здесь многие усилия по сокращению времени переналадки становятся более дисциплинированными. Вместо того чтобы один оператор выполнял все действия последовательно, один человек меняет траекторию пленки, а другой меняет направляющие и проверяет настройки. Даже небольшие изменения в конструкции, такие как быстросъемные зажимы вместо болтовых креплений, могут значительно сократить внутреннее время; исследования внедрения SMED часто сообщают о Сокращение времени настройки с 30% до 70%, особенно когда предприятия сначала переносят подготовительные работы за пределы предприятия, а затем оптимизируют оставшуюся работу в период простоя.
Почему растения упускают простые возможности для получения прибыли от SMED?
Большинство упущенных возможностей возникают из-за слабых стандартов подготовки, а не из-за сложных инженерных ограничений. Если инструменты не распределены, детали не подготовлены, рецептуры не проверены, а обязанности не ясны, команды впитывают этот беспорядок во время простоя. Остановка оборудования становится хранилищем всех непринятых решений, недостающих элементов и недостающей передачи информации.
В сценарии упаковки первоначальный 42-минутный период переналадки сокращается, потому что команда перестает рассматривать настройку как единый временной блок. Они определяют, какие этапы являются внешними, преобразуют их до остановки линии и оставляют в рамках временного окна только необходимую работу, не требующую обслуживания оборудования. Именно это делает практической эффективность бережливой переналадки: не погоня за лозунгом “одна минута”, а его применение на практике. СМЕД таким образом, чтобы поэтапно сокращать потери времени.
Процесс SMED: пошаговая инструкция по сокращению времени переналадки
Практическое СМЕД Процесс следует четкой последовательности: наблюдение за текущим переходом, документирование каждой задачи в порядке ее выполнения, разделение внутренней и внешней работы, перевод как можно большего объема работы, приостановленной на внешнюю подготовку, оптимизация оставшихся внутренних задач, а затем стандартизация нового метода.
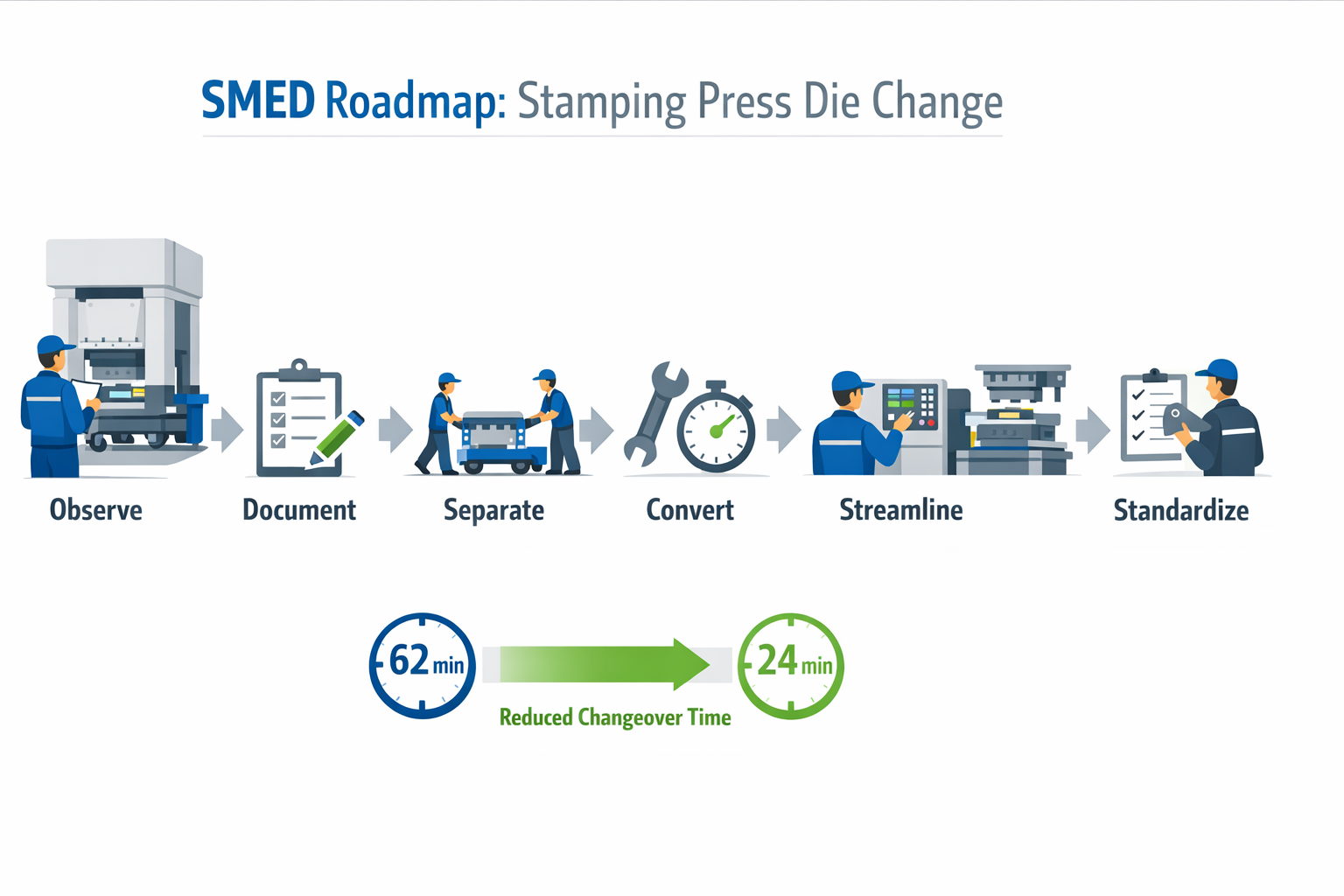
На большинстве предприятий наибольшую выгоду можно получить за счет мелких деталей выполнения, а не за счет масштабной перестройки, таких как предварительное распределение ролей, предварительная подготовка инструментов, использование видео для выявления неэффективных движений и незамедлительное подтверждение получения первой качественной детали. В приведенном ниже примере металлообработки, на линии прессования, переходящей от одного штампованного кронштейна к другому, используется именно эта последовательность действий для поэтапного сокращения потерь при переналадке, вместо того чтобы полагаться на метод проб и ошибок.
Отслеживайте текущий переход в режиме реального времени.
Начните с непосредственного наблюдения за фактической переналадкой, а не с предполагаемого метода, описанного в стандартной операционной процедуре. Запишите все событие на видео, зафиксируйте временные метки и отметьте, кто что делал от последнего удачного участка предыдущего запуска до первого удачного участка следующего запуска. Исследования программ по улучшению настройки оборудования неизменно показывают, что команды недооценивают потери времени, ожидания и поиска, пока не проанализируют переналадку покадрово.
В примере с прессовой линией команда снимает 62-минутную смену штамповочного пресса на 400-тонном прессе. На видео показано, как оператор ждет погрузчик, идет за зажимами и делает паузу, пока технический персонал ищет нужный динамометрический ключ. Ни одна из этих задержек не приносит пользы, но все они увеличивают потери производственного времени.
Документируйте каждый шаг и назначайте ответственных.
После того как процесс переналадки зафиксирован, разбейте его на отдельные задачи с указанием точного времени, необходимых инструментов и ответственных лиц. Избегайте общих обозначений, таких как “подготовка штампа” или “настройка станка”, поскольку они скрывают источники задержек, которые имеют значение при переналадке штампов, занимающей всего одну минуту. Хорошая схема процесса SMED показывает последовательность, продолжительность, ответственных лиц и необходимость остановки станка для каждой задачи.
Для прессовой линии команда перечисляет более 30 действий, включая извлечение следующей матрицы, ослабление зажимов, удаление отходов с опорной плиты, очистку направляющих поверхностей, подключение воздушных линий, ввод настроек рецептуры и проведение пробных испытаний. Такой уровень детализации позволяет легче увидеть, где операторы, персонал инструментального цеха и обслуживающий персонал могут работать параллельно, вместо того чтобы ждать друг друга. Это также выявляет задачи, которые повторяются только потому, что никто четко не отвечает за их выполнение.
Отдельная внутренняя и внешняя настройка.
Следующий шаг — правильная классификация каждого вида деятельности. Внутренняя работа может выполняться только при остановке оборудования, в то время как внешняя работа может выполняться до остановки или после перезапуска без влияния на производительность. СМЕД На этом этапе примеры заходят в тупик, потому что команды слишком свободно классифицируют задачи и оставляют подготовку в рамках временного промежутка.
В примере со штамповкой, извлечение следующей матрицы, проверка ее состояния, сбор зажимов и загрузка параметров следующей программы — все это перенесено во внешнюю подготовку. Фактическое извлечение матрицы, ее установка, фиксация зажимов и окончательная проверка безопасности остаются внутри, поскольку требуют остановки пресса. Уже одно это разделение уменьшает путаницу и создает основу для реального сокращения времени переналадки.
Преобразуйте задачи, приостановленные на определенный момент времени, во внешнюю подготовку.
После классификации проверьте каждую внутреннюю задачу, задав простой вопрос: действительно ли станок должен быть остановлен на этом этапе? Если нет, перенесите его за пределы временного окна остановки с помощью предварительной подготовки, автономной подготовки или параллельной технической поддержки. Именно здесь обычно ускоряется сокращение времени наладки, поскольку многие минуты уходят впустую, не меняя при этом сам станок.
На линии прессования следующая матрица доставляется на промежуточную точку перед завершением последней производственной партии, а все необходимые зажимы, болты и калибры размещаются на специальной тележке для переналадки. Перед остановкой пресса технический персонал проверяет гидравлические фитинги и точки смазки, а оператор предварительно загружает необходимую программу обработки деталей и лист контроля качества. То, что раньше происходило во время простоя, теперь происходит во время выполнения текущей задачи.
Оптимизировать оставшиеся внутренние задачи
После завершения внешней организации работ улучшите внутренние задачи, которые нельзя перенести. Сосредоточьтесь на уменьшении движений, ускорении затяжки, сокращении количества регулировок и улучшении координации между людьми. К распространенным улучшениям относятся быстросъемные зажимы, установочные штифты, предварительные упоры, цветовая кодировка соединений и параллельная работа по принципу распределения обязанностей, вместо того чтобы один человек выполнял все задачи последовательно.
В примере с металлообработкой завод заменяет обычные болты быстродействующими зажимами и размечает стандартные положения штампов для сокращения времени выравнивания. Теперь на внутреннем этапе параллельно работают два человека: оператор занимается заменой штампов и настройкой станка, а техник по техническому обслуживанию подключает коммуникации и проверяет момент затяжки зажимов. Проверка качества первой готовой детали также повышается за счет использования заранее определенного контрольного листа, поэтому команда не тратит лишние минуты на обсуждение того, завершена ли настройка.
Стандартизировать новый метод и подтвердить правильность первого этапа.
Последний шаг — закрепить усовершенствованный метод в ежедневном выполнении. Необходимо задокументировать наиболее эффективную последовательность действий, целевое время, списки инструментов, контрольные точки и распределение ролей, чтобы результат не зависел от одного квалифицированного оператора. Без стандартизации улучшение процесса переналадки в рамках бережливого производства часто сходит на нет в течение нескольких недель, поскольку команды возвращаются к старым привычкам.
Для штамповочного пресса новый стандарт определяет, кто подготавливает штамп, когда должны быть завершены внешние проверки, точную внутреннюю последовательность действий и критерии подтверждения первой годной детали. После внесения изменений время настройки сокращается с 62 минут до 24 минут, а количество брака при запуске также уменьшается, поскольку настройки и этапы контроля стали более согласованными. В этом и заключается настоящая цель стандарта. СМЕД Процесс: это не просто быстрая переналадка один раз, а повторяемый метод, обеспечивающий стабильный результат каждый раз.
Как измерить и поддерживать улучшения в области SMED
Четко определите часы переключения.
Если ты хочешь СМЕД Чтобы результаты оставались стабильными после завершения цехового производства, необходимо точное правило синхронизации. На большинстве предприятий начальной точкой должна быть последняя исправная деталь предыдущего цикла или момент начала остановки линии для переналадки, а конечной точкой — первая исправная деталь, выпущенная на стандартной скорости для следующего цикла. Последнее условие имеет значение, поскольку машина, которая перезапускается медленно или производит преждевременные дефекты, не завершила полную переналадку с точки зрения производственных процессов. Другими словами, замена штампов за одну минуту — это не просто время механической замены; это восстановление стабильного производства.
Это определение должно быть единообразным для каждой линии, семейства продуктов и смены. Если один руководитель останавливает отсчет времени на этапе “машина работает”, а другой — на этапе “первая утвержденная деталь”, ваши данные будут завышать сокращение времени переналадки. Например, машина для розлива продуктов питания и напитков может быстро перезапуститься, но ей все равно потребуется проверка этикеток, проверка герметичности и подтверждение веса, прежде чем продукция станет действительно пригодной для продажи. Без общего стандарта времени сравнение результатов бережливой переналадки между различными этапами или предприятиями становится затруднительным.
Отслеживайте правильные метрики SMED после внедрения.
Среднее время переналадки важно, но само по себе этого недостаточно. После улучшения процесса с помощью SMED следует отслеживать как минимум среднее время переналадки, медианное время переналадки, время в наилучшем случае, вариации по сменам, время изготовления первой качественной детали, брак при запуске, влияние на соблюдение графика и основные причины перерасхода. Эти показатели позволяют отличить истинные возможности процесса от отдельных достижений в ходе недели кайдзен и показывают, воспроизводим ли новый метод в нормальных условиях эксплуатации.
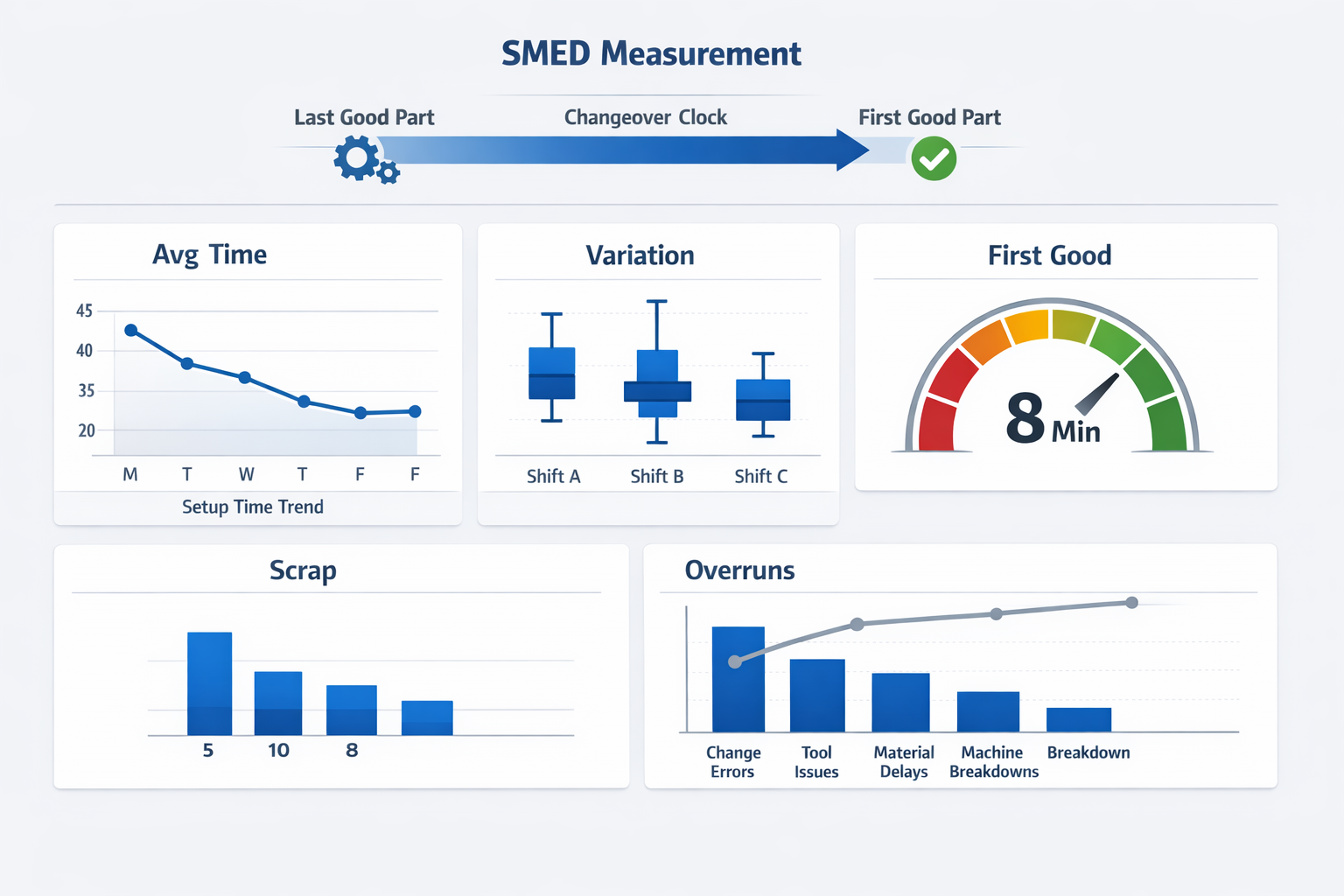
Вариация Часто это говорит о большем, чем просто среднее значение. Если линия поверхностного монтажа электроники сокращает среднее время переналадки с 42 минут до 28 минут, но при этом оно всё ещё колеблется от 22 до 41 минуты в зависимости от доступности оператора и питателя, значит, процесс ещё не контролируется. Напротив, линия, которая сокращает время переналадки с 40 минут до стабильных 30-32 минут, может принести больше пользы планированию, поскольку планирование производства, распределение рабочей силы и сроки поставки становятся более предсказуемыми. Для руководителей предприятий снижение вариативности часто так же ценно, как и более быстрое усреднение.
Раздельное улучшение скорости и улучшение устойчивости
Во многих примерах SMED основное внимание уделяется заголовочному показателю, игнорируя его. последовательность. Команда может сообщить о сокращении времени переналадки на 301 TP3T, но если половина достигнутых результатов исчезает в ночную смену или при работе со сложными артикулами, то улучшение показателей предприятия будет лишь на бумаге. Именно поэтому сокращение времени наладки следует оценивать по типу продукции, бригаде, комплекту инструментов и состоянию оборудования, а не как единое среднее значение. Цель состоит в разработке метода, который будет работать в нормальных заводских условиях, а не в одноразовой демонстрации.
Это особенно важно в тех случаях, когда контроль качества на начальном этапе имеет большое значение. В пищевой упаковке быстрая смена формата может привести к значительным потерям на начальном этапе, если настройки температуры смещаются, выравнивание пленки нарушено или требуется переделка кодировки. В электронике замена подающего устройства может быть механически завершена, но выход годной продукции с первого раза все равно может снизиться, если проверка компонентов проводится в спешке. В обоих случаях реальным показателем сокращения времени переналадки является стабильная производительность, а не просто сокращение времени простоя.
Почему достижения SMED часто сходят на нет после проведения мероприятия Kaizen?
Наиболее распространенная причина неудач при внедрении улучшений SMED заключается не в технических трудностях, а в слабый контроль После внедрения. Команды вносят разумные изменения во время мероприятия, а затем возвращаются к исходным данным, потому что стандартные рабочие процедуры неясны, правила подготовки не проверяются, и никто не отвечает за отслеживание повторяющихся задержек. Со временем инструменты теряются, тележки не пополняются, контрольные списки игнорируются, а “новый метод” становится необязательным. В результате процесс SMED существует на слайдах презентаций, но не в повседневной практике.
Дисциплина кодирования причин — один из самых простых способов предотвратить откат назад. Когда каждая переналадка, превышающая целевые показатели, помечается конкретной причиной, такой как отсутствие штампа, ожидание подтверждения качества, перерасход на регулировку, задержка очистки или проблема с техническим обслуживанием, работа по улучшению становится фактической, а не анекдотической. Через несколько недель обычно быстро выявляются закономерности: одна машина, одно семейство SKU или одна точка передачи являются причиной большей части потерянного времени. Именно в этот момент улучшение процесса переналадки в соответствии с принципами бережливого производства становится управляемым.
Внедрите принципы устойчивого развития в повседневное управление.
Для закрепления результатов переналадки предприятиям необходимы стандартизированные рабочие процессы, которые должны быть прозрачными, поддающимися аудиту и связанными с ответственностью. Обычно это означает документированную последовательность переналадки, распределение задач между сотрудниками, целевые сроки выполнения ключевых этапов и многоуровневые проверки для подтверждения соблюдения метода. Короткие циклы проверки также помогают: руководителям не следует ждать ежемесячного совещания по бережливому производству, чтобы выяснить, почему фактическое время отклонилось от нормы на прошлой неделе. Чем быстрее цикл обратной связи, тем легче исправлять мелкие ошибки до того, как они станут новым стандартом.
Практический подход к проверке заключается в ежедневной проверке каждого исключения, еженедельном анализе повторяющихся причин и пересмотре стандартных рабочих процедур только тогда, когда это оправдано имеющимися данными. Это создает замкнутый цикл между измерением и действием, что отличает устойчивую эффективность SMED от кратковременного энтузиазма. Когда предприятия хорошо справляются с этим, выгода оказывается шире, чем просто ускорение переналадок: повышается надежность графика, снижается давление сверхурочной работы, а техническое обслуживание, контроль качества и производство начинают работать на основе одних и тех же данных.
Как оцифровать SMED для ежедневного выполнения операций
Превратите процесс SMED в контролируемый ежедневный рабочий процесс.
После того как ваша команда усовершенствует метод физической смены штампов, следующим шагом станет обеспечение его повторяемости. На практике многие инициативы по быстрой смене штампов за одну минуту теряют темп, поскольку новая последовательность хранится на ламинированном листе, в блокноте руководителя или является коллективной практикой одной смены. Оцифровка этого процесса СМЕД Этот процесс помогает превратить улучшение процесса переналадки в рамках концепции бережливого производства из разового события в контролируемую операционную процедуру, охватывающую линии, бригады и заводы.
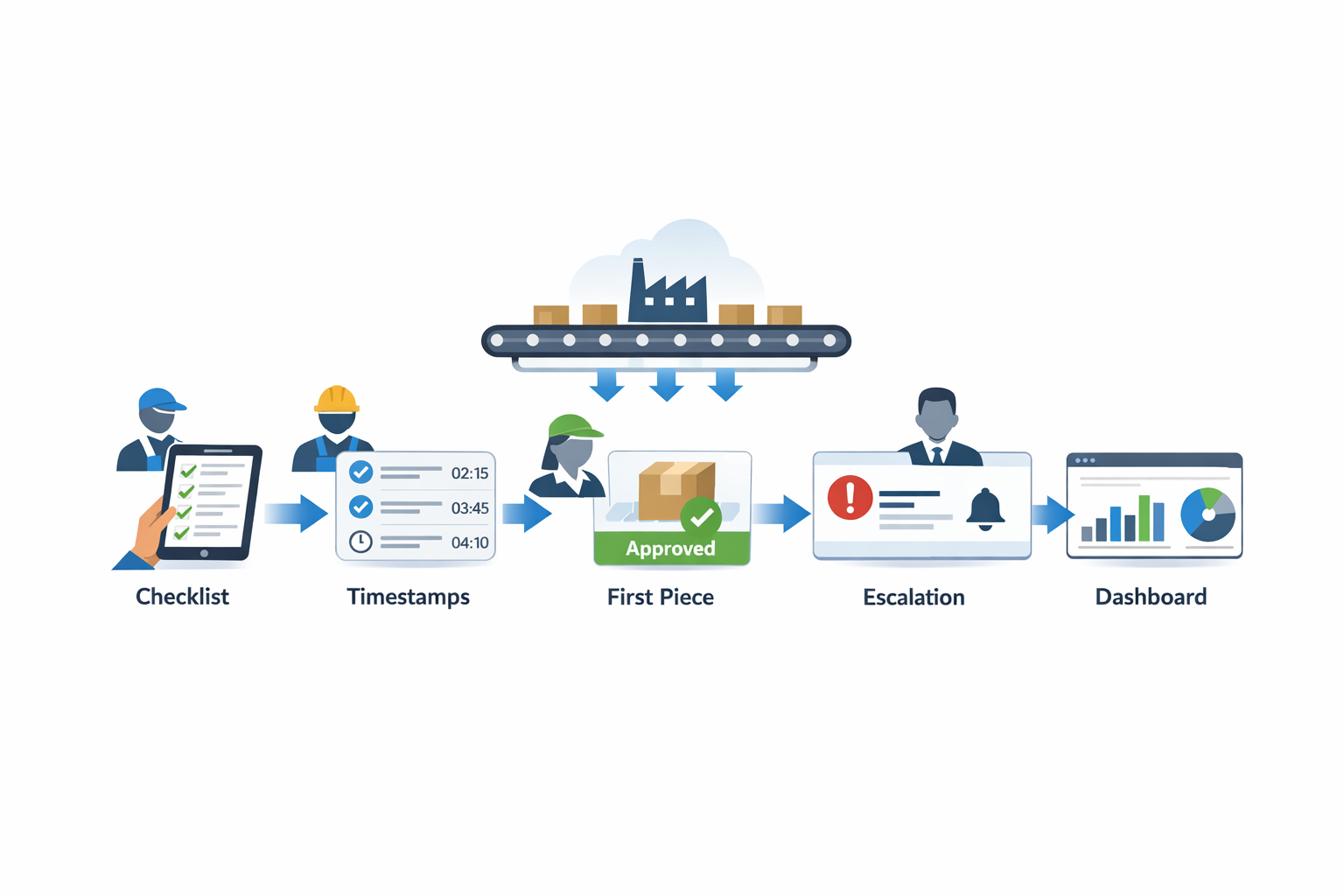
Цифровой рабочий процесс должен охватывать весь путь выполнения: подготовка к переналадке, выполнение задач по ролям, фиксация временных меток для ключевых этапов настройки, подтверждение первого изделия, обработка исключений и последующая отчетность. Это важно, поскольку сокращение времени настройки редко теряется из-за одной серьезной неисправности; обычно оно теряется из-за небольших задержек, таких как отсутствие инструментов, неполная очистка, задержка с подготовкой материалов или нечеткое подтверждение качества. Когда эти этапы регистрируются в режиме реального времени, руководители могут видеть, где происходит замедление сокращения времени переналадки, и быстрее вмешиваться.
Стандартизируйте контрольные списки по ролям, машинам и семействам продуктов.
Хороший цифровой контрольный список SMED — это не просто бумажная форма на планшете. Он должен отражать фактическую последовательность работ по типу оборудования, типу переналадки и ответственным лицам, чтобы операторы, специалисты по техническому обслуживанию, инструментальный персонал и сотрудники отдела контроля качества видели задачи, которые к ним относятся. Это сокращает количество пропущенных шагов и предотвращает ситуацию, когда команды рассматривают каждую настройку как идентичную.
В цифровом виде можно сделать эти задачи условными, так что в строке будут отображаться только необходимые шаги для данного переключения. Это ускоряет выполнение рабочего процесса и позволяет получить более чистые данные для последующего анализа SMED.
Сбор данных о времени непосредственно в источнике.
Если вам нужны достоверные данные о сокращении времени переналадки, операторам не следует восстанавливать временные метки в конце смены. Мобильное приложение для отслеживания выполнения задач позволяет подтвердить каждый этап работы в момент ее фактического завершения, автоматически регистрируя время остановки станка, снятия инструмента, завершения очистки, проверки переналадки, пробного запуска и утверждения первой готовой детали. Это обеспечивает гораздо более точную запись, чем ручные журналы, особенно на предприятиях, где часто проводятся короткие переналадки.
Именно здесь на помощь приходит платформа без кода, подобная этой. Jodoo становится полезным. Предприятие может создавать формы переналадки, специфичные для каждой линии, списки задач на основе ролей и экраны ввода данных для мобильных устройств, не дожидаясь завершения индивидуального проекта MES. Операционные группы могут корректировать поля, логику и пути утверждения по мере развития метода SMED, что важно, поскольку стандартизированная работа по переналадке обычно улучшается в течение нескольких итераций, прежде чем стабилизируется.
Свяжите утверждение первого образца с записью о переналадке.
Многие заводы измеряют время окончания переналадки слишком рано, например, когда механики заканчивают регулировку, а не когда производство достигает стадии изготовления первой утвержденной детали. Цифровая проверка первой детали устраняет этот пробел, напрямую связывая проверки при запуске с записью о переналадке. В рамках одного рабочего процесса отдел качества может проверять размеры, целостность уплотнения, крутящий момент, точность совмещения печати или другие важные параметры, с присвоением статуса «пройдено/не пройдено» и комментариями к событию.
Эта связь особенно ценна, когда потери при запуске высоки. Если линия постоянно соответствует целевым показателям механической настройки, но при этом теряет от 10 до 15 минут в ожидании подтверждения качества, предприятие может увидеть, что узкое место — это не только механическая работа, но и процесс утверждения. Другими словами, цифровая реализация SMED помогает предприятиям управлять всем окном настройки, а не только временем, затрачиваемым на ремонт.
Используйте правила эскалации и информационные панели для поддержания постоянного улучшения.
Практический цифровой рабочий процесс SMED не должен заканчиваться после отправки контрольного списка. Если фактическое время переналадки превышает целевое, если пропущен критически важный шаг или если не пройдена проверка первого образца, система должна автоматически запускать задачи проверки для соответствующего руководителя, инженера или старшего специалиста по техническому обслуживанию. Это обеспечивает подотчетность без необходимости вручную отслеживать каждое исключение.
Jodoo Это можно реализовать с помощью рабочих процессов без программирования, которые направляют запросы на согласование, отправляют оповещения, собирают коды причин и отображают информацию на панелях мониторинга в режиме реального времени. Менеджер производства может отслеживать запланированное и фактическое время переналадки по станкам, артикулам, сменам и командам, а специалисты по техническому обслуживанию и контролю качества могут выявлять повторяющиеся причины задержек в той же среде данных. Со временем это дает предприятиям более прочную основу для примеров SMED, подкрепленных ежедневными данными о работе, а не отдельными результатами кайдзен.
Например, многолинейное предприятие по упаковке пищевых продуктов может использовать Jodoo Замена бумажных листов переналадки мобильными контрольными списками, привязанными к каждой смене артикула. Операторы записывают плановое и фактическое время настройки, отдел качества проводит утверждение первой детали в рамках того же рабочего процесса, а любое превышение целевого времени переналадки автоматически запускает проверку руководителем с кодом задержки, таким как перерасход на очистку, проблема с инструментом или несоответствие материала. Это дает предприятию практичный способ стандартизации процесса SMED во всех сменах, одновременно создавая полезный набор данных для постоянного совершенствования процесса переналадки в соответствии с принципами бережливого производства.
Почему отсутствие кода важно для развертывания многострочных приложений
Для большинства производителей задача состоит не в разработке единой цифровой формы. Задача состоит в масштабировании стандарта без привязки каждой производственной линии к одному и тому же жесткому шаблону, поскольку оборудование, персонал и требования к утверждению различаются в зависимости от процесса. Слой без кода позволяет производственным группам стандартизировать основные элементы управления SMED, одновременно адаптируя контрольные списки и рабочие процессы для разливочных машин, картонажных машин, штамповочных прессов, ячеек с ЧПУ или сборочных станций.
Такая гибкость важна, когда предприятиям требуется более быстрое внедрение, чем это могут обеспечить традиционные программные проекты. Jodoo, Команды могут создать взаимосвязанную систему для выполнения контрольных списков, фиксации временных меток, маршрутизации согласований и формирования отчетов на панели мониторинга в единой среде, а затем дорабатывать ее по мере выявления операторами и руководителями недостатков. Для предприятий, серьезно настроенных на сокращение времени переналадки, это делает цифровое управление более практичным, чем использование электронных таблиц, переписки по электронной почте и разрозненных бумажных документов.
Заключение: Разработка практической программы SMED.
СМЕД Это работает, потому что превращает улучшение процесса переналадки в повторяемый метод, а не в результат разового семинара. Последовательность проста: понять, что происходит во время настройки, разделить внутреннюю и внешнюю работу, максимально перевести время простоя оборудования на подготовительную работу, а затем упростить оставшиеся внутренние этапы. Когда команды дисциплинированно следуют этой последовательности, они сокращают потери производственного времени, повышают гибкость графика и создают дополнительные мощности без добавления оборудования.
Следующая задача – поддержание. Быстрое переключение на новую систему сохраняется только в том случае, если четко определены временные точки, отслеживается фактическая производительность, исследуются перерасходы и новый метод закреплен в стандартизированных рабочих процедурах. Предприятия, которые успешно справляются с этим, обычно сосредотачиваются не только на среднем времени переналадки, но и на вариативности, качестве запуска и повторяющихся причинах задержек в разных сменах и линиях.
Если вы хотите упростить внедрение SMED в масштабах предприятия, Jodoo Предлагает практичный способ оцифровки процесса без использования кода. Вы можете создавать контрольные списки переналадки, фиксировать временные метки настройки, направлять запросы на утверждение первой детали, назначать последующие действия и отслеживать результаты в производстве, техническом обслуживании, оснастке и контроле качества в одной системе. Если вы готовы превратить бережливое улучшение процесса переналадки в контролируемый ежедневный процесс, вы можете начать бесплатную пробную версию или заказать демонстрацию Сегодня я провел время с Джоду.


