บทนำ: เหตุใดการทำแผนที่กระแสคุณค่าจึงยังคงมีความสำคัญในอุตสาหกรรมการผลิตสมัยใหม่
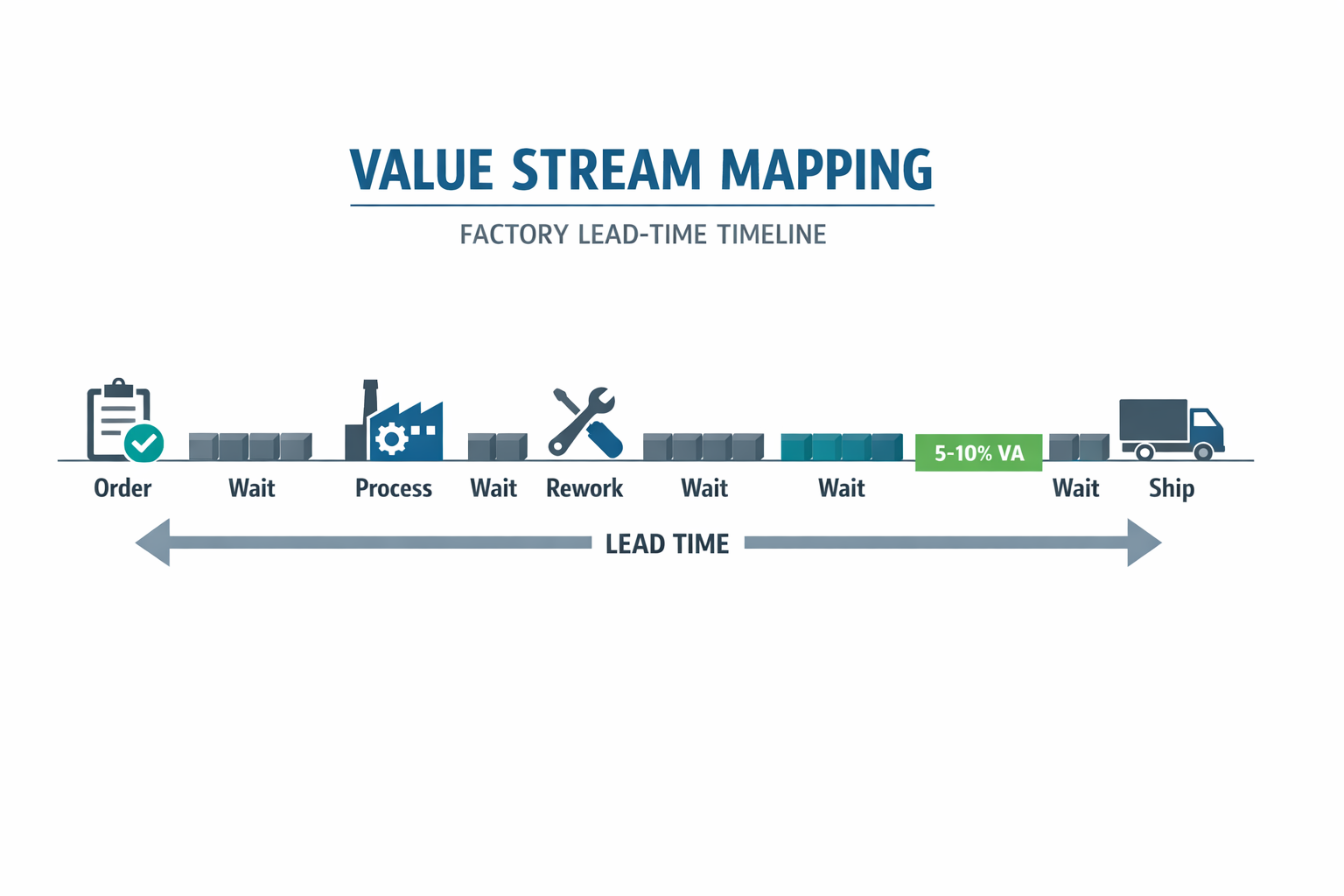
โรงงานอาจบรรลุเป้าหมายผลผลิตรายวันได้ แต่ก็ยังอาจเสียเวลาไปกับการรอคอย การเร่งงาน และการทำงานซ้ำที่ไม่จำเป็น ในโรงงานหลายแห่ง มีเพียง... 5% ถึง 10% ส่วนหนึ่งของระยะเวลานำส่งทั้งหมดนั้นถือเป็นมูลค่าเพิ่มอย่างแท้จริง ในขณะที่ส่วนที่เหลือเสียเวลาไปกับคิว การขนส่ง การอนุมัติ และความล่าช้าในการกำหนดตารางเวลา นั่นคือเหตุผลว่าทำไม การทำแผนที่กระแสคุณค่า สิ่งนี้ยังคงมีความสำคัญ: มันช่วยให้วิศวกรและผู้จัดการโรงงานที่เน้นการออกแบบอย่างมีประสิทธิภาพได้เห็นว่าวัสดุและข้อมูลเคลื่อนที่อย่างไรตั้งแต่คำสั่งซื้อของลูกค้าจนถึงการจัดส่ง ไม่ใช่แค่เพียงขั้นตอนที่ควรจะเป็นบนกระดาษเท่านั้น.
สำหรับผู้ผลิตแบบแยกชิ้น การนี้มีความสำคัญ เพราะของเสียมักไม่ได้อยู่แค่ในเครื่องจักรหรือแผนกเดียว ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่เห็นประสิทธิภาพโดยรวมของอุปกรณ์ (OEE) ที่ยอมรับได้ในแต่ละสายการผลิต แต่คำสั่งซื้อของลูกค้ายังคงจัดส่งล่าช้าเพราะสินค้าคงคลังระหว่างการผลิต (WIP) สะสมมากขึ้นระหว่างการปั๊มขึ้นรูป การกลึง และการตรวจสอบขั้นสุดท้าย รายงานมาตรฐานอาจแสดงการใช้ประโยชน์และผลผลิต แต่รายงานเหล่านั้นมักมองข้ามอุปสรรคที่ซ่อนอยู่ในการส่งต่อ การวางแผนที่ไม่ชัดเจน ความล่าช้าของล็อตการผลิต และการแบ่งปันข้อมูลด้วยตนเอง.
บทความนี้อธิบายว่าการทำแผนที่กระแสคุณค่าคืออะไร วิธีการสร้างแผนที่สถานะปัจจุบัน สิ่งที่ควรสังเกตคือของเสีย และวิธีการเปลี่ยนการวิเคราะห์กระแสคุณค่าให้เป็นการปรับปรุงโรงงานที่ใช้งานได้จริง.
การทำแผนที่กระแสคุณค่า (Value Stream Mapping) ในการผลิตแบบลีนคืออะไร?
การทำแผนที่กระแสคุณค่า (Value stream mapping) เป็นวิธีการผลิตแบบลีนที่ใช้ในการแสดงภาพว่าวัสดุและข้อมูลเคลื่อนที่อย่างไรตั้งแต่คำสั่งซื้อของลูกค้าจนถึงผลิตภัณฑ์สำเร็จรูป ในทางปฏิบัติ, การทำแผนที่กระแสคุณค่า นอกจากจะแสดงลำดับขั้นตอนการทำงานแล้ว ยังเชื่อมโยงความต้องการ ขั้นตอนการผลิต เวลาในการรอคอย สินค้าคงคลัง การส่งต่อ และสัญญาณการวางแผนเข้าไว้ในมุมมองเดียว เพื่อให้ทีมของคุณสามารถเห็นภาพรวมการทำงานของระบบทั้งหมด ไม่ใช่แค่การทำงานของเครื่องจักรหรือสายการผลิตเพียงอย่างเดียว.
A กระแสคุณค่า คือชุดกิจกรรมทั้งหมดที่จำเป็นในการส่งมอบผลิตภัณฑ์ในกลุ่มเดียวกัน ซึ่งรวมถึงทั้งงานที่เพิ่มมูลค่าและขั้นตอนที่ไม่เพิ่มมูลค่า ซึ่งรวมถึงกระบวนการผลิต การขนส่งภายใน การตรวจสอบ การวางแผน และการไหลเวียนของข้อมูลที่บอกให้ผู้คนทราบว่าต้องผลิตอะไรและเมื่อไหร่ การผลิตแบบลีน VSM, จุดประสงค์คือเพื่อทำความเข้าใจกระบวนการทั้งหมดตั้งแต่ต้นจนจบในมุมมองของลูกค้า เริ่มตั้งแต่ความต้องการสั่งซื้อจนถึงการจัดส่ง.
แผนผังสายงานคุณค่า (Value Stream Map) แตกต่างจากแผนผังกระบวนการพื้นฐาน (Process Flowchart) อย่างไร
ผังงานพื้นฐานจะบอกลำดับขั้นตอนต่างๆ เช่น การผสม การบรรจุ การติดฉลาก และการห่อหุ้ม แต่แผนผังกระแสคุณค่า (Value Stream Map) จะไปไกลกว่านั้นมาก โดยเพิ่มข้อมูลการดำเนินงานในแต่ละขั้นตอน เช่น เวลาในการผลิตแต่ละรอบ เวลาเปลี่ยนกะ เวลาทำงานต่อเนื่อง สินค้าคงคลังระหว่างการผลิต จำนวนผู้ปฏิบัติงาน และระยะเวลารอคอย ทำให้แผนผังกระแสคุณค่าเป็นเครื่องมือสำหรับ... การวิเคราะห์กระแสคุณค่า, เพราะมันแสดงให้เห็นว่าเวลาถูกใช้ไปที่ส่วนใดบ้างในระบบ.
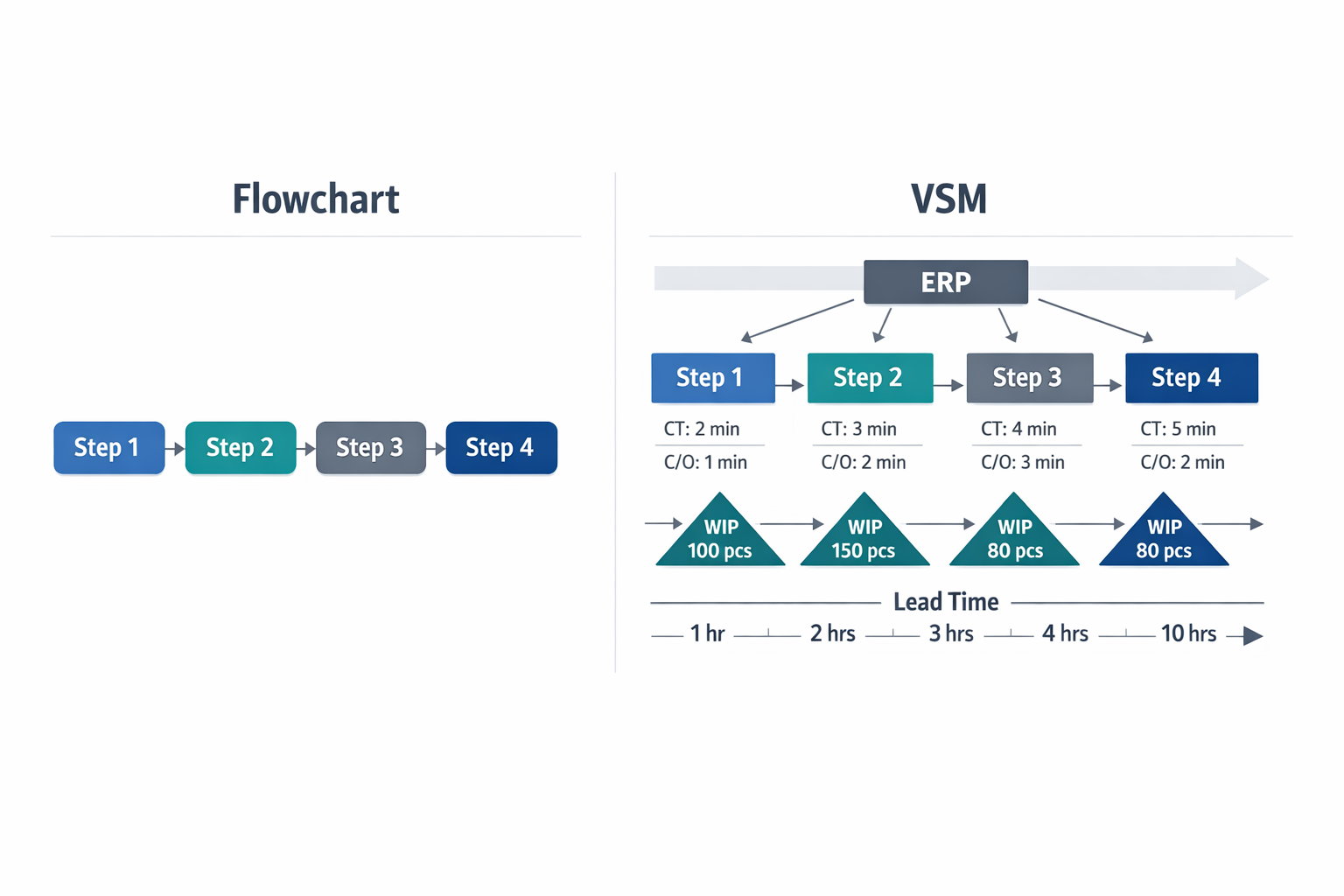
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานบรรจุอาหารที่ผลิตซอสบรรจุขวดสำหรับลูกค้าปลีก แผนผังกระบวนการอาจแสดงให้เห็นถึงการรับวัตถุดิบ การปรุง การบรรจุ การปิดฝา การติดฉลาก และการจัดเรียงบนพาเลท แต่แผนผังกระแสคุณค่าจะแสดงให้เห็นเพิ่มเติมว่า ขวดที่ผลิตเสร็จแล้วต้องรอแปดชั่วโมงก่อนการติดฉลากเนื่องจากตารางการผลิตเป็นชุด การเปลี่ยนเครื่องจักรในการบรรจุใช้เวลา 45 นาที และการอัปเดตแผนจะถูกส่งจากระบบ ERP ไปยังสายการผลิตวันละครั้ง ชั้นข้อมูลเพิ่มเติมเหล่านี้เองที่เปลี่ยนแผนภาพธรรมดาให้กลายเป็นเครื่องมือในการตัดสินใจ.
สิ่งที่ทีมต่างๆ พยายามจะเห็นจาก VSM
ทีมต่างๆ ใช้การทำแผนที่กระแสคุณค่า (Value Stream Mapping) เพื่อเชื่อมโยงสามสิ่งที่มักได้รับการตรวจสอบแยกกัน: ความต้องการของลูกค้า ประสิทธิภาพของกระบวนการ และการไหลเวียนของข้อมูล. ตัวอย่างเช่น หากความต้องการของลูกค้ากำหนดไว้ที่ 900 หน่วยต่อกะ แต่ขั้นตอนการตรวจสอบเพียงขั้นตอนเดียวรองรับได้เพียง 700 หน่วย ช่องว่างนั้นจะปรากฏให้เห็นชัดเจนทันทีบนแผนที่ หากฝ่ายวางแผนเผยแพร่ตารางการทำงานรายสัปดาห์ แต่สายการผลิตมีการเปลี่ยนแปลงลำดับความสำคัญถึงสองครั้งต่อวัน ส่วนแสดงการไหลของข้อมูลบนแผนที่จะแสดงให้เห็นว่าเหตุใดการไหลเวียนทางกายภาพจึงไม่เสถียร.
นี่จึงเป็นเหตุผลว่าทำไมทีมลีนส่วนใหญ่จึงสร้างทั้งสองอย่าง แผนที่สถานะปัจจุบันและสถานะในอนาคต. แผนผังสถานะปัจจุบันแสดงให้เห็นว่ากระบวนการทำงานจริงในปัจจุบันเป็นอย่างไร โดยใช้ข้อมูลจริงจากหน้างาน ส่วนแผนผังสถานะในอนาคตจะกำหนดว่ากระบวนการควรทำงานอย่างไรหลังจากมีการเปลี่ยนแปลงที่กำหนดเป้าหมาย เช่น ระบบดึงสินค้าของซูเปอร์มาร์เก็ต การลดขนาดล็อตการผลิต การปรับสมดุลสายการผลิตให้ดีขึ้น หรือการอัปเดตข้อมูลที่รวดเร็วยิ่งขึ้นจากขั้นตอนการวางแผนไปจนถึงการผลิต.
องค์ประกอบพื้นฐานทั่วไปของแผนผังกระบวนการสร้างมูลค่า
แผนผังสายงานคุณค่าส่วนใหญ่สร้างขึ้นจากองค์ประกอบมาตรฐานไม่กี่อย่าง ส่วนบนสุดจะแสดงลูกค้าและซัพพลายเออร์ รวมถึงความถี่ในการสั่งซื้อและความคาดหวังในการส่งมอบ ตรงกลางจะแสดงขั้นตอนกระบวนการหลักและวางกล่องข้อมูลไว้ใต้แต่ละขั้นตอนเพื่อบันทึกตัวชี้วัดต่างๆ เช่น เวลาในการผลิตต่อรอบ เวลาเปลี่ยนงาน เวลาการทำงานต่อเนื่อง อัตราของเสีย และเวลาทำงานที่ใช้ได้.
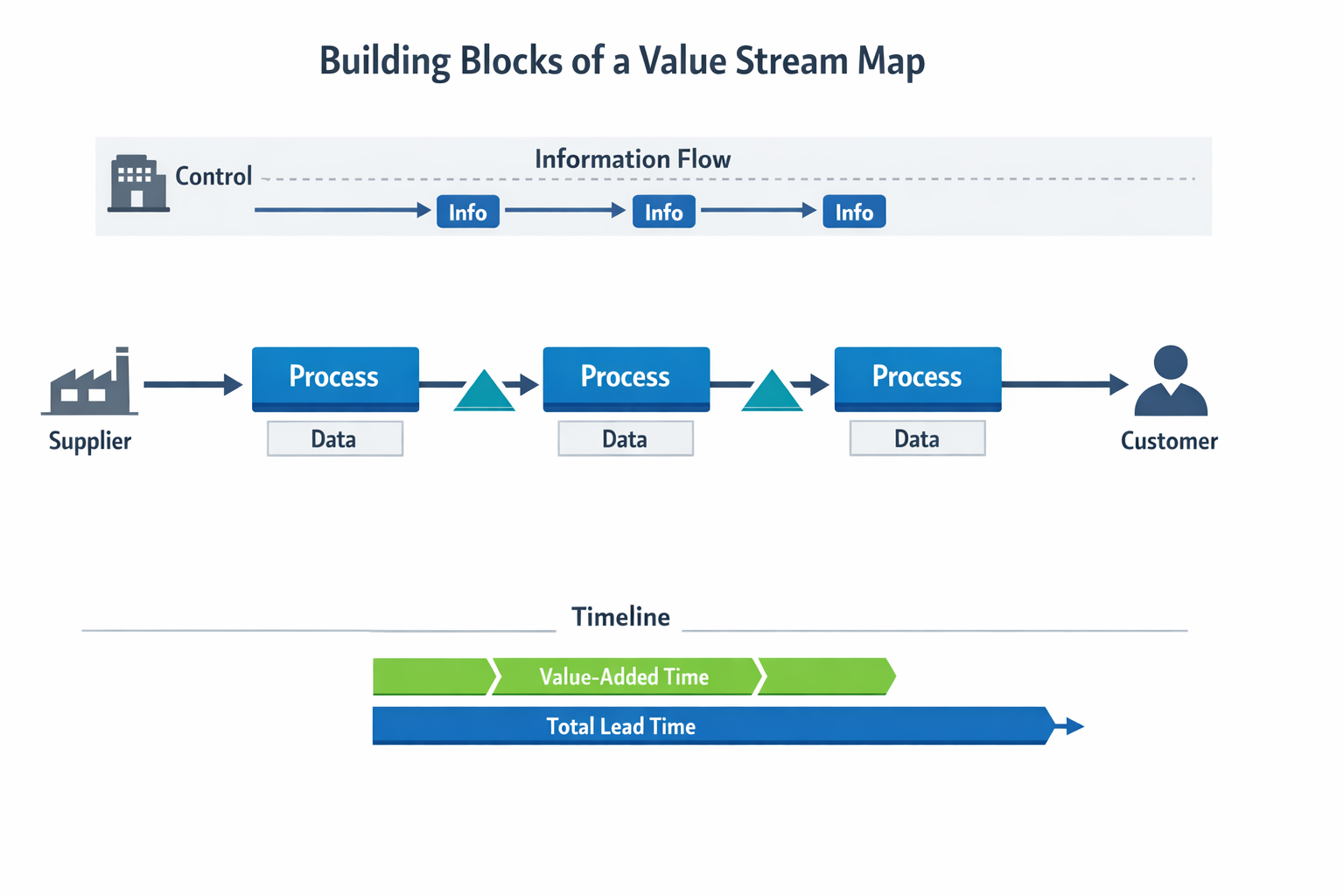
ระหว่างกระบวนการต่างๆ คุณจะเพิ่มจุดสินค้าคงคลังหรือจุดรอคิวเพื่อแสดงว่าวัสดุกำลังรออยู่ที่ใด เหนือหรือข้างๆ กระแสการไหลของวัสดุ คุณจะวาดกระแสการไหลของข้อมูล เช่น การควบคุมการผลิต การอนุมัติ MRP การกำหนดตารางเวลาด้วยตนเอง สัญญาณคันบัน หรือการเรียกประชุมการผลิตประจำวัน โดยทั่วไปแล้วที่ด้านล่าง คุณจะเพิ่มไทม์ไลน์ที่แยกเวลาที่เพิ่มมูลค่าออกจากเวลานำทั้งหมด ซึ่งมักเป็นจุดที่ให้ข้อมูลเชิงลึกมากที่สุด.
A แม่แบบแผนผังสายงานคุณค่า ช่วยให้โครงสร้างนี้เป็นมาตรฐานมากขึ้น ทำให้ทีมไม่ต้องวาดแบบใหม่ตั้งแต่ต้นทุกครั้ง ตัวอย่างเช่น โรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่จัดทำแผนผังสายการผลิตแผงวงจรพิมพ์ อาจใช้แม่แบบเดียวกันกับผลิตภัณฑ์หลายกลุ่ม โดยเปลี่ยนเฉพาะข้อมูลกระบวนการและรายละเอียดเส้นทางการผลิตเท่านั้น ความสม่ำเสมอนี้ทำให้การเปรียบเทียบระหว่างสายการผลิตทำได้ง่ายขึ้นมากในระหว่างการวางแผนไคเซ็น.
สัญลักษณ์ VSM ที่สำคัญที่คุณควรรู้จัก
คุณไม่จำเป็นต้องจำสัญลักษณ์ทุกตัวก่อนเริ่ม แต่คุณควรเข้าใจหลักการพื้นฐาน สัญลักษณ์ VSM ใช้กันในโรงงานส่วนใหญ่ กล่องกระบวนการแสดงถึงขั้นตอนการผลิตหลัก ในขณะที่กล่องข้อมูลด้านล่างจะบันทึกตัวเลขที่สำคัญสำหรับการวิเคราะห์ รูปสามเหลี่ยมมักใช้สำหรับตำแหน่งสินค้าคงคลังหรือคิว และลูกศรแสดงทิศทางการเคลื่อนย้ายวัสดุระหว่างขั้นตอนต่างๆ.
การไหลของข้อมูลใช้สัญลักษณ์ภาพที่แตกต่างจากการไหลของวัสดุ ลูกศรตรงมักใช้แทนการสื่อสารด้วยมือ ในขณะที่ลูกศรรูปสายฟ้ามักใช้สำหรับข้อมูลอิเล็กทรอนิกส์ เช่น การปล่อยกำหนดการจาก ERP หรือ MES ไอคอนสำหรับลูกค้า ซัพพลายเออร์ การจัดส่ง และการควบคุมการผลิต ช่วยให้เห็นภาพรวมของแต่ละกระบวนการในระบบปฏิบัติการที่กว้างขึ้น แทนที่จะมองการผลิตเป็นสายการผลิตที่แยกต่างหาก.
เมื่อคุณสร้างในภายหลัง แผนที่สถานะปัจจุบันและสถานะในอนาคต, สัญลักษณ์เหล่านี้จึงมีประโยชน์อย่างยิ่ง เพราะช่วยให้ทุกคนอ่านแผนที่ได้อย่างรวดเร็ว ตั้งแต่วิศวกรอุตสาหกรรมไปจนถึงหัวหน้างานและนักวางแผน เป้าหมายไม่ใช่ความสมบูรณ์แบบทางศิลปะ แต่เป้าหมายคือการสร้างภาษาภาพร่วมกันที่ช่วยให้ทีมพูดคุยเกี่ยวกับขั้นตอนการทำงาน เปรียบเทียบทางเลือก และตกลงกันว่าควรเปลี่ยนแปลงอะไรก่อน.
ตัวอย่างที่เป็นรูปธรรมจากหน้างาน
ลองพิจารณาโรงงานผลิตเสื้อโปโลสำหรับส่งออกดู สายการผลิตอาจดูมีประสิทธิภาพเมื่อมองทีละขั้นตอน แต่แผนผังกระบวนการผลิตจะเผยให้เห็นว่า ชิ้นส่วนผ้าที่ตัดแล้วต้องรอครึ่งวันก่อนที่จะนำมามัดรวมกัน ผลผลิตจากการเย็บถูกส่งไปยังขั้นตอนการตรวจสอบเป็นจำนวนมาก และการตกแต่งสำเร็จจะได้รับการจัดลำดับความสำคัญใหม่เฉพาะตอนสิ้นสุดกะการทำงานเท่านั้น เมื่อสร้างแผนผังแล้ว ทีมงานจะสามารถมองเห็นเส้นทางทั้งหมดตั้งแต่สัญญาณสั่งซื้อจนถึงกล่องบรรจุ และสามารถออกแบบสถานะในอนาคตด้วยการถ่ายโอนสินค้าเป็นล็อตเล็ก ๆ และตัวกระตุ้นการจัดตารางเวลาที่ชัดเจนยิ่งขึ้น.
นั่นคือคุณค่าในทางปฏิบัติของ การทำแผนที่กระแสคุณค่า ในกระบวนการผลิตแบบลีน (Lean Manufacturing) มันช่วยให้ทีมของคุณมีวิธีการที่เป็นระบบในการบันทึกระบบปัจจุบันและนำไปปรับใช้ การวิเคราะห์กระแสคุณค่า, และเตรียมพร้อมสำหรับการปรับปรุงโดยใช้วิธีการมองเห็นที่เป็นมาตรฐาน ในขั้นตอนต่อไป จะใช้ส่วนประกอบพื้นฐานเหล่านั้นและ สัญลักษณ์ VSM สิ่งเหล่านี้จะเป็นรากฐานสำหรับการสร้างแผนที่ที่สะท้อนให้เห็นถึงสิ่งที่เกิดขึ้นจริงในโรงงานของคุณ.
วิธีการสร้างแผนผังกระแสคุณค่าสถานะปัจจุบัน
1. เลือกกลุ่มผลิตภัณฑ์หนึ่งกลุ่มก่อน
เริ่มต้นของคุณ การทำแผนที่กระแสคุณค่า การมุ่งเน้นไปที่กลุ่มผลิตภัณฑ์เดียวกันที่มีเส้นทางการผลิตคล้ายกัน ใช้เครื่องมือคล้ายกัน และตอบสนองความต้องการที่ชัดเจน จะช่วยให้แผนผังยังคงใช้งานได้ หากคุณพยายามรวมผลิตภัณฑ์หลายแบบเข้าด้วยกันมากเกินไป แผนผังสถานะปัจจุบันและสถานะในอนาคตก็จะกลายเป็นนามธรรมมากเกินไปจนไม่สามารถนำไปปรับใช้ในสายการผลิตได้.
ลองนึกภาพผู้จัดการฝ่ายผลิตที่... โรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ ซึ่งเป็นผู้ผลิตแผงควบคุมสำหรับโครงการของลูกค้าสามราย แทนที่จะวางแผนผังสายการผลิต PCB ทุกสายพร้อมกัน ทีมงานเลือกตระกูลแผงวงจรพิมพ์ (PCB) ที่มีขั้นตอนการวาง SMT การใส่ชิ้นส่วนด้วยมือ การทดสอบ และการบรรจุหีบห่อที่เหมือนกัน ซึ่งทำให้พวกเขามีพื้นฐานที่ชัดเจนสำหรับ การวิเคราะห์กระแสคุณค่า โดยไม่นำกระแสการไหลที่แตกต่างกันมากมาผสมไว้ในแผนภาพเดียวกัน.
2. กำหนดจุดเริ่มต้นและจุดสิ้นสุด
ถัดไป ให้กำหนดขอบเขตงานให้ชัดเจนก่อนที่ใครจะเริ่มลงมือเขียนแบบ ตัดสินใจว่ากระแสคุณค่าเริ่มต้นและสิ้นสุดที่ใด: ตั้งแต่การรับวัตถุดิบขาเข้าจนถึงการจัดส่งสินค้าสำเร็จรูป หรือตั้งแต่การประกอบชิ้นส่วนจนถึงการบรรจุหีบห่อขั้นสุดท้าย ในโรงงานหลายแห่ง วินัยในการกำหนดขอบเขตงานคือสิ่งที่ทำให้งานที่มีประโยชน์แตกต่างออกไป การผลิตแบบลีน VSM แบบฝึกหัดจากโปสเตอร์ติดผนังที่ไม่มีใครใช้.
ตัวอย่างเช่น ใน การผลิตอาหาร สำหรับโรงงานผลิตซอสบรรจุขวด ทีมงานอาจกำหนดกระบวนการผลิตตั้งแต่การชั่งน้ำหนักวัตถุดิบ การผสม การบรรจุ การปิดฝา การติดฉลาก การบรรจุลงกล่อง และการจัดเตรียมสินค้าสำเร็จรูป โดยไม่รวมการผลิตจากซัพพลายเออร์ต้นน้ำและการขนส่งจากผู้จัดจำหน่ายปลายน้ำในขั้นตอนแรกนี้ ขอบเขตที่แคบลงนี้ทำให้การเก็บรวบรวมข้อมูลเร็วขึ้นและทำให้แผนผังตรวจสอบความถูกต้องได้ง่ายขึ้น.
3. จัดตั้งทีมงานข้ามสายงาน
แผนผังสถานะปัจจุบันที่มีประสิทธิภาพไม่ควรสร้างขึ้นโดยฝ่ายวิศวกรรมอุตสาหกรรมเพียงอย่างเดียว ควรครอบคลุมถึงฝ่ายผลิต ฝ่ายวางแผน ฝ่ายคุณภาพ ฝ่ายบำรุงรักษา ฝ่ายคลังสินค้า และหากเป็นไปได้ ควรมีหัวหน้างานจากแต่ละขั้นตอนหลักของกระบวนการด้วย ฝ่ายต่างๆ จะมองเห็นส่วนต่างๆ ของกระบวนการ โดยเฉพาะอย่างยิ่งเมื่อการส่งต่อข้อมูลมีความสำคัญพอๆ กับการเคลื่อนย้ายวัสดุ.
ควรจำกัดขนาดทีมให้เล็กพอที่จะเคลื่อนไหวได้อย่างรวดเร็ว โดยปกติแล้ว 4 ถึง 8 คน. ในทางปฏิบัติ คนหนึ่งทำหน้าที่สังเกตและจับเวลาของกระบวนการ คนหนึ่งบันทึกข้อมูลสินค้าคงคลังและคิว และอีกคนหนึ่งบันทึกกฎการวางแผนและการจัดตารางเวลา โครงสร้างนี้ช่วยทำให้แผนผังเป็นมาตรฐานและลดข้อโต้แย้งในภายหลังเกี่ยวกับลักษณะ "กระบวนการที่แท้จริง".
4. ทบทวนกระบวนการตั้งแต่การจัดส่งย้อนกลับไป
ในแบบคลาสสิก การทำแผนที่กระแสคุณค่า, โดยทั่วไปแล้ว ทีมงานมักจะตรวจสอบกระบวนการตั้งแต่การจัดส่งสินค้าให้ลูกค้า ย้อนกลับไปยังการรับวัสดุเข้าใหม่ วิธีนี้ช่วยให้มองเห็นความต้องการของลูกค้าได้อย่างชัดเจน และช่วยให้เห็นว่าจุดไหนที่กระบวนการทำงานติดขัดระหว่างขั้นตอนต้นน้ำและปลายน้ำ นอกจากนี้ยังช่วยป้องกันไม่ให้ทีมงานติดอยู่กับรายละเอียดระดับเครื่องจักรมากเกินไปตั้งแต่เนิ่นๆ.
ขณะเดิน ให้ใช้มาตรฐาน สัญลักษณ์ VSM สำหรับกล่องกระบวนการ สามเหลี่ยมสินค้าคงคลัง การไหลของข้อมูล การจัดส่ง และกล่องข้อมูล สัญลักษณ์เหล่านี้มีความสำคัญเพราะทำให้แผนที่สามารถอ่านได้ทั่วทั้งฝ่ายงานและโรงงาน หากทีมของคุณใช้ระบบดิจิทัลอยู่แล้ว แม่แบบแผนผังสายงานคุณค่า, ตรวจสอบให้แน่ใจว่าสัญลักษณ์และช่องข้อมูลมีความสอดคล้องกัน เพื่อให้ทุกกระบวนการได้รับการบันทึกในรูปแบบเดียวกัน.
5. บันทึกกระบวนการทำงานจริง ไม่ใช่เวอร์ชันตามคู่มือปฏิบัติงานมาตรฐาน (SOP)
บันทึกสิ่งที่เกิดขึ้นจริงในพื้นที่การผลิตระหว่างกะการทำงานปกติ ไม่ใช่แค่สิ่งที่ระบุไว้ในคู่มือการทำงานมาตรฐานเท่านั้น จดบันทึกว่าการผลิตหยุดชะงักที่ใด ชิ้นส่วนรอการตรวจสอบอยู่ที่ใด พนักงานได้รับแจ้งการเปลี่ยนแปลงตารางงานอย่างไร และวัสดุเคลื่อนย้ายระหว่างสถานีต่างๆ อย่างไร แผนผังสถานะปัจจุบันจะมีประโยชน์ก็ต่อเมื่อสะท้อนสภาพการทำงานจริงเท่านั้น.
สิ่งนี้มีความสำคัญอย่างยิ่งสำหรับสภาพแวดล้อมการทำงานแบบใช้แรงงานคนและกึ่งอัตโนมัติ ตัวอย่างเช่น ในโรงงานตัดเย็บ การตัดอาจปล่อยมัดผ้าออกมาวันละสองครั้ง การเย็บอาจดำเนินการตามลำดับความสำคัญของแบบ และการตกแต่งอาจเก็บชิ้นงานไว้จนกว่าการตรวจสอบคุณภาพจะเสร็จสมบูรณ์ รายละเอียดเหล่านี้อาจไม่ปรากฏในขั้นตอนการผลิตอย่างเป็นทางการ แต่มีผลต่อระยะเวลานำส่งและสินค้าคงคลังในแต่ละวัน.
6. รวบรวมข้อมูลตัวชี้วัดหลักด้านการผลิต
ช่องข้อมูลใต้แต่ละกระบวนการควรประกอบด้วยตัวชี้วัดการดำเนินงานที่สำคัญที่สุดสำหรับการไหลเวียนของงาน อย่างน้อยที่สุด ควรบันทึกข้อมูลต่อไปนี้ เวลาวงจร, เวลาเปลี่ยนผ่าน, เวลาทำงาน, จำนวนผู้ปฏิบัติงาน ขนาดของชุดการผลิต และผลผลิตในรอบแรก ล้วนมีความสำคัญ ตัวชี้วัดเหล่านี้บอกให้ทราบว่าแต่ละกระบวนการทำงานอย่างไร ไม่ใช่แค่ชื่อที่ระบุไว้ในเอกสารกำหนดเส้นทางการผลิตเท่านั้น.
คุณควรระบุปริมาณด้วย กำลังดำเนินการ, เวลาที่รอคอย, และทั้งหมด ระยะเวลานำส่ง ระหว่างขั้นตอนต่างๆ ในโรงงานหลายแห่ง ระยะเวลานำส่งส่วนใหญ่เป็นเวลารอคิวมากกว่าเวลาในการประมวลผล เกณฑ์มาตรฐานของสถาบัน Lean Enterprise Institute และกรณีศึกษาในอุตสาหกรรมมักแสดงให้เห็นว่าเวลาที่เพิ่มมูลค่าอาจน้อยกว่า ระยะเวลานำส่งทั้งหมด 5% ในสภาพแวดล้อมการผลิตแบบดั้งเดิม การวัดสถานะปัจจุบันที่ดีจึงมีความสำคัญอย่างยิ่ง.
7. คำนวณ Takt Time และเปรียบเทียบกับกำลังการผลิตของกระบวนการ
แผนที่แสดงสถานะปัจจุบันจะไม่สมบูรณ์หากขาด... เวลาแทคท์. เวลาแทคท์ (Takt time) คือเวลาการผลิตที่มีอยู่หารด้วยความต้องการของลูกค้า และเป็นตัวกำหนดจังหวะการทำงานในกระบวนการผลิต เมื่อทราบเวลาแทคท์แล้ว ให้เปรียบเทียบเวลาในแต่ละรอบการทำงานของกระบวนการกับเวลาแทคท์ เพื่อระบุจุดที่การไหลของกระบวนการมีแนวโน้มที่จะติดขัด.
ตัวอย่างเช่น หากสายการผลิตอิเล็กทรอนิกส์มี มีเวลาใช้งานได้ 450 นาที ต่อกะและความต้องการของลูกค้าคือ 900 หน่วย, เวลาแทคต์คือ 30 วินาทีต่อหน่วย. หากการทดสอบดำเนินการที่ 42 วินาที ในขณะที่การจัดวางกำลังดำเนินการอยู่ 24 วินาที, ข้อจำกัดนั้นปรากฏให้เห็นอยู่แล้วในแผนที่ นี่เป็นการอภิปรายที่มีประโยชน์มากกว่าการแค่ระบุว่าสถานีใดสถานีหนึ่ง "พลุกพล่าน"“
8. จัดทำแผนที่การส่งต่อข้อมูลอย่างระมัดระวังเช่นเดียวกับการจัดการการไหลของวัสดุ
โรงงานหลายแห่งทำแผนผังเครื่องจักรอย่างละเอียด แต่กลับมองการวางแผนและการสื่อสารเป็นเรื่องรอง ในความเป็นจริง การส่งต่อข้อมูลมักเป็นตัวกำหนดว่าการผลิตจะดำเนินไปอย่างราบรื่นหรือไม่ ควรแสดงให้เห็นว่าคำสั่งซื้อถูกปล่อยอย่างไร การเปลี่ยนแปลงตารางเวลาถูกสื่อสารอย่างไร สัญญาณการเติมสินค้าทำงานอย่างไร และจุดใดที่การอนุมัติหรือการป้อนข้อมูลด้วยตนเองทำให้การตอบสนองช้าลง.
ในโรงงานผลิตอาหาร ฝ่ายผลิตอาจได้รับแผนงานประจำวันจากระบบ ERP จากนั้นจึงอาศัยการอัปเดตข้อมูลจากสเปรดชีต เอกสารบันทึกการผลิตที่พิมพ์ออกมา และกลุ่มข้อความสำหรับการเปลี่ยนแปลงระหว่างกะการทำงาน การส่งต่อข้อมูลแต่ละครั้งควรปรากฏบนแผนที่ เพราะแต่ละครั้งส่งผลต่อเวลาในการตอบสนอง การตรวจสอบย้อนกลับ และความเสถียรของตารางการผลิต นี่คือจุดสำคัญ การวิเคราะห์กระแสคุณค่า กลายเป็นมากกว่าแค่แบบฝึกหัดการจัดวาง.
9. ใช้แม่แบบแผนผังกระบวนการสร้างมูลค่า (Value Stream Map Template) เพื่อกำหนดมาตรฐานการเก็บรวบรวมข้อมูล
โครงสร้าง แม่แบบแผนผังสายงานคุณค่า ช่วยให้ทีมหลีกเลี่ยงการตกหล่นข้อมูลสำคัญ และทำให้แผนที่เปรียบเทียบระหว่างสายการผลิตหรือโรงงานต่างๆ ทำได้ง่ายขึ้น เทมเพลตควรประกอบด้วยชื่อกระบวนการ CT C/O เวลาทำงาน จำนวนผู้ปฏิบัติงาน WIP เวลารอคิว แหล่งข้อมูล ความถี่ในการกำหนดเวลา ความถี่ในการจัดส่ง และหมายเหตุเกี่ยวกับข้อยกเว้น การกำหนดมาตรฐานมีความสำคัญเมื่อหลายแผนกส่งข้อมูลมาในหลายวัน.
เทมเพลตดิจิทัลมีประโยชน์อย่างยิ่งเมื่อคุณต้องการอัปเดตซ้ำๆ มากกว่าผลลัพธ์จากการจัดเวิร์คช็อปเพียงครั้งเดียว ด้วยแพลตฟอร์มที่ไม่ต้องเขียนโค้ดอย่างเช่น Jodoo, ทีมงานสามารถสร้างแบบฟอร์มเพื่อบันทึกข้อมูลเวลาการทำงานในสายการผลิต จำนวนสินค้าคงคลัง และจุดตรวจสอบการไหลเวียนของข้อมูลแบบเรียลไทม์ จากนั้นจึงส่งข้อมูลเหล่านั้นไปยังแดชบอร์ดเพื่อตรวจสอบ ซึ่งจะทำให้การเปลี่ยนผ่านจากสถานะปัจจุบันไปสู่สถานะในอนาคตเร็วขึ้น เนื่องจากข้อมูลพื้นฐานของคุณมีโครงสร้างและสามารถแบ่งปันได้แล้ว.
10. ตรวจสอบความถูกต้องของสถานะปัจจุบันก่อนออกแบบสถานะในอนาคต
ก่อนที่จะเริ่มออกแบบสถานะในอนาคต ให้ทบทวนแผนผังกับหัวหน้างานและผู้ปฏิบัติงานที่เป็นเจ้าของกระบวนการ ตรวจสอบให้แน่ใจว่าเวลา ขนาดคิว รูปแบบการทำงาน และกฎการจัดตารางเวลา สะท้อนถึงการปฏิบัติจริง แผนผังสถานะปัจจุบันสู่สถานะในอนาคตจะใช้ได้ผลก็ต่อเมื่อ "สถานะปัจจุบัน" นั้นได้รับความไว้วางใจจากผู้ที่คาดว่าจะทำการปรับปรุงมัน.
กฎปฏิบัติง่ายๆ คือ ถ้าทีมไม่สามารถอธิบายการคำนวณระยะเวลานำตั้งแต่วัตถุดิบจนถึงสินค้าสำเร็จรูปได้ แผนผังก็ยังไม่เสร็จสมบูรณ์ เมื่อตรวจสอบความถูกต้องของแผนงานพื้นฐานแล้ว คุณสามารถใช้มันเพื่อระบุวงจรการไหล ซูเปอร์มาร์เก็ต กระบวนการควบคุมจังหวะ และสัญญาณดึงในสถานะในอนาคต นั่นคือจุดเริ่มต้น การทำแผนที่กระแสคุณค่า เริ่มเปลี่ยนการสังเกตให้เป็นการปรับปรุงที่วัดผลได้.
วิธีการใช้การวิเคราะห์กระแสคุณค่า (Value Stream Analysis) เพื่อระบุความสูญเปล่าและออกแบบสถานะในอนาคต
อ่านแผนที่สถานการณ์ปัจจุบันราวกับเป็นเรื่องราวการปฏิบัติการ
แผนที่แสดงสถานะปัจจุบันจะมีประโยชน์ก็ต่อเมื่อคุณมองมันมากกว่าแค่แผนภาพ ใน การทำแผนที่กระแสคุณค่า, จุดประสงค์ของแผนผังคือการแสดงให้เห็นว่าวัสดุและข้อมูลเคลื่อนที่ผ่านโรงงานอย่างไร เวลาถูกใช้ไปที่ใด และการไหลเวียนหยุดชะงักที่ใด นั่นคือเหตุผลที่แผนผังนี้มีความสำคัญ การวิเคราะห์กระแสคุณค่า แผนภาพนี้พิจารณาลำดับขั้นตอนทั้งหมดร่วมกัน ได้แก่ เวลาในการดำเนินการ เวลาในการรอคอย ระดับสินค้าคงคลัง การเปลี่ยนงาน การอนุมัติ การขนส่ง และวงจรป้อนกลับ เมื่อคุณอ่านแผนภาพในลักษณะนี้ คุณจะเห็นความสูญเปล่าในบริบทโดยรวม แทนที่จะเป็นปัญหาที่แยกส่วน.
เริ่มจากไทม์ไลน์ที่ด้านล่างของแผนที่ แล้วเปรียบเทียบระยะเวลานำส่งทั้งหมดกับเวลาในการดำเนินการจริง ในโรงงานหลายแห่ง ช่องว่างนั้นค่อนข้างใหญ่: การศึกษาแบบลีนมักแสดงให้เห็นว่าเวลาที่เพิ่มมูลค่าอาจน้อยกว่า 5% ของระยะเวลานำทั้งหมดในสภาพแวดล้อมการผลิตแบบเป็นชุดแบบดั้งเดิม หากโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์มีระยะเวลานำ 2.5 วัน แต่มีเวลาสัมผัสเพียง 18 นาที แผนผังก็จะบอกคุณแล้วว่าโอกาสอยู่ที่ไหน ปัญหาไม่ค่อยเกิดจากเครื่องจักรที่ทำงานช้าเพียงเครื่องเดียว แต่โดยปกติแล้วเกิดจากการสะสมของเวลาที่รอคอย การส่งต่อ เวลาในการรอคิว และการปล่อยงานที่ไม่สม่ำเสมอ.
ระบุขยะโดยการมองหารูปแบบ ไม่ใช่เหตุการณ์เฉพาะเจาะจง
เมื่อตรวจสอบ แผนที่สถานะปัจจุบันและสถานะในอนาคต, มองหารูปแบบที่เกิดขึ้นซ้ำๆ ของความสูญเปล่า รูปสามเหลี่ยมของสินค้าคงคลังระหว่างสองสถานีอาจบ่งชี้มากกว่าแค่การสะสมสต็อก มันอาจแสดงให้เห็นว่าผลผลิตต้นน้ำไม่สอดคล้องกับความต้องการปลายน้ำ วงจรการทำงานซ้ำ วงจรการตรวจสอบ และการอนุมัติซ้ำๆ มักชี้ให้เห็นถึงความสามารถของกระบวนการที่ไม่เสถียรหรือมาตรฐานการปฏิบัติงานที่ไม่ชัดเจน การผลิตแบบลีน VSM, รูปแบบเหล่านี้มีความสำคัญ เพราะมันแสดงให้เห็นว่าการไหลเวียนถูกขัดจังหวะอย่างเป็นระบบที่จุดใดบ้าง.
โดยปกติแล้ว จุดที่เป็นปัญหาคอขวดมักจะเป็นจุดแรกที่ทีมงานมองหา แต่ไม่ควรเป็นจุดสนใจเพียงอย่างเดียว ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานบรรจุภัณฑ์อาหารที่วางแผนเส้นทางตั้งแต่การผสม การบรรจุ การปิดผนึก การบรรจุลงกล่อง และการจัดเรียงบนพาเลท เครื่องบรรจุอาจดูเหมือนเป็นอุปกรณ์ที่ทำงานช้าที่สุด แต่แผนงานยังแสดงให้เห็นถึงสินค้าสำเร็จรูปที่รอการตรวจสอบคุณภาพ บันทึกการผลิตที่เขียนด้วยมือซึ่งถูกป้อนลงในสเปรดชีตอีกครั้ง และคิวพาเลทที่สะสมก่อนการจัดส่ง ในกรณีนั้น ข้อจำกัดส่วนหนึ่งเกี่ยวข้องกับอุปกรณ์ แต่ภาพรวมของความสูญเปล่าทั้งหมดนั้นรวมถึงความล่าช้าของข้อมูลและความล่าช้าในการอนุมัติด้วย.
สิ่งที่ควรสังเกตบนแผนที่
ใช้ช่องข้อมูลและ สัญลักษณ์ VSM เพื่อตรวจสอบสัญญาณต่อไปนี้:
- ปัญหาคอขวด: กระบวนการหนึ่งมีรอบเวลาการทำงานที่ยาวที่สุด เวลาใช้งานต่ำที่สุด หรือมีคิวรอมากที่สุดก่อนหน้านั้น
- ขั้นตอนที่ไม่ก่อให้เกิดมูลค่าเพิ่ม: การตรวจสอบ การขนส่ง การนับ การป้อนข้อมูลด้วยตนเอง หรือการอนุมัติซ้ำๆ ที่ไม่ได้เปลี่ยนแปลงตัวผลิตภัณฑ์
- สินค้าคงคลังส่วนเกิน: รูปสามเหลี่ยม WIP ที่เติบโตขึ้นระหว่างขั้นตอน โดยเฉพาะอย่างยิ่งก่อนเครื่องจักรที่ใช้ร่วมกันหรือจุดปล่อยผลิตภัณฑ์
- ปรับปรุงลูป: ลูกศรที่ย้อนกลับไปยังสถานีก่อนหน้าเนื่องจากข้อบกพร่อง ข้อผิดพลาดในการติดฉลาก ความแปรผันของน้ำหนักบรรจุ หรือส่วนประกอบที่ขาดหายไป
- การผลิตมากเกินไป: กระบวนการต้นน้ำที่ผลิตตามตารางเวลาหรือขนาดล็อตแทนที่จะเป็นความต้องการที่แท้จริง
- ช่องว่างในการสื่อสาร: กระดานกำหนดตารางเวลาแบบแมนนวล การส่งต่อข้อมูลทางอีเมล เอกสารติดตามงาน หรือการรายงานการผลิตล่าช้า
ควรมีการวัดปริมาณปัญหาเหล่านี้ให้ได้มากที่สุดเท่าที่จะเป็นไปได้ ตัวอย่างเช่น หากสายการผลิตบรรจุภัณฑ์หนึ่งผลิตสินค้าเป็นชุดๆ ละ 10,000 ชิ้น ในขณะที่การขนส่งปลายทางรับคำสั่งซื้อแบบผสมผสานวันละ 2,000 ถึง 3,000 ชิ้น การผลิตเกินความต้องการไม่ใช่เพียงแค่ทฤษฎี แต่เห็นได้ชัดเจนจากจำนวนวันสินค้าคงคลังและการเคลื่อนย้ายสินค้าในคลัง หากการแก้ไขงานทำให้ต้องส่งฉลากที่พิมพ์แล้วจำนวน 41,000 ตันกลับไปแก้ไข วงจรดังกล่าวควรปรากฏอยู่ในแผนผังและแผนการปรับปรุง วิธีที่ดีที่สุดคือ แม่แบบแผนผังสายงานคุณค่า คือข้อมูลที่รวบรวมข้อเท็จจริงเหล่านี้ได้อย่างชัดเจนเพียงพอเพื่อให้ทีมสามารถนำไปปฏิบัติได้.
ออกแบบสถานะในอนาคตโดยคำนึงถึงการไหลเวียนและความต้องการ
เมื่อมองเห็นความสูญเปล่าแล้ว แผนงานในอนาคตควรตอบคำถามเชิงปฏิบัติ: เราจะทำงานต่อไปได้อย่างไรโดยมีการหยุดชะงักน้อยที่สุด ในขณะที่ยังคงตอบสนองความต้องการของลูกค้าได้? นี่คือจุดที่หลายทีมทำผิดพลาด โดยการวาดแผนที่ในอุดมคติที่สมมติว่ามีทรัพยากรไม่จำกัด การอนุมัติทันที หรือความน่าเชื่อถือของเครื่องจักรที่สมบูรณ์แบบ การออกแบบแผนงานในอนาคตที่ดีกว่านั้นควรอยู่ใน... การทำแผนที่กระแสคุณค่า มุ่งเน้นไปที่การเปลี่ยนแปลงที่ทำได้จริง ซึ่งจะช่วยลดความล่าช้า ทำให้การตัดสินใจง่ายขึ้น และปรับปรุงการควบคุมการไหลเวียนของงาน เป้าหมายไม่ใช่ความสมบูรณ์แบบบนกระดาษ แต่เป็นแบบจำลองการดำเนินงานที่สามารถทำได้จริง.
เริ่มต้นด้วยการปรับจังหวะการผลิตและความต้องการให้สอดคล้องกัน หากความต้องการของลูกค้าต้องการ 480 หน่วยต่อกะ แต่กระบวนการต้นน้ำปล่อยสินค้าออกมาครั้งละ 800 หน่วยวันละสองครั้ง สถานะในอนาคตควรพิจารณาความถี่ในการปล่อยสินค้า ขนาดล็อต และกฎการสำรองสินค้า คุณอาจนำระบบซูเปอร์มาร์เก็ต ช่องทาง FIFO การปรับระดับแบบเฮจุนกะ หรือสัญญาณการเติมสินค้ามาตรฐานมาใช้ ขึ้นอยู่กับกระบวนการ จุดสำคัญคือการปรับสมดุลงานให้สอดคล้องกับความต้องการที่แท้จริง แทนที่จะปล่อยให้แต่ละแผนกปรับผลผลิตของตนเองอย่างอิสระ.
สร้างสถานะอนาคตที่สมจริงทีละขั้นตอน
แผนงานในอนาคตที่ใช้งานได้จริงมักจะรวมการปรับปรุงที่มุ่งเน้นหลายๆ อย่างเข้าด้วยกัน มากกว่าการออกแบบใหม่ครั้งใหญ่เพียงครั้งเดียว ตัวอย่างเช่น ในสายการผลิตรับจ้างผลิตชิ้นส่วนอิเล็กทรอนิกส์ แผนงานปัจจุบันอาจแสดงเวลาการรอคิวก่อนการผลิตแบบ SMT การอนุมัติชิ้นงานตัวอย่างแรกที่ล่าช้า และการถ่ายโอนข้อมูลข้อบกพร่องด้วยตนเองจากสถานี AOI ไปยังรายงานแยกต่างหาก แผนงานในอนาคตอาจลดขนาดล็อตการผลิต เปลี่ยนเส้นทางการอนุมัติให้เป็นระบบดิจิทัล เชื่อมต่อข้อมูลคุณภาพโดยตรงกับการติดตามการผลิต และสร้างช่องทาง FIFO ระหว่างการผลิตแบบ SMT และการประกอบขั้นสุดท้าย การเปลี่ยนแปลงแต่ละอย่างมีความเฉพาะเจาะจง วัดผลได้ และเชื่อมโยงกับแหล่งที่มาของความล่าช้าที่มองเห็นได้บนแผนงาน.
นี่คือจุดที่เครื่องมือดิจิทัลเข้ามาช่วยเปลี่ยนแปลงสิ่งต่างๆ แผนที่สถานะปัจจุบันและสถานะในอนาคต นำไปสู่การปฏิบัติจริง ด้วยแพลตฟอร์มที่ไม่ต้องเขียนโค้ดอย่างเช่น Jodoo, โรงงานสามารถแปลงแบบฟอร์มการตรวจสอบให้เป็นดิจิทัล สร้างระบบแจ้งเตือนอัตโนมัติเมื่อสินค้าคงคลังเกินขีดจำกัด กำหนดมาตรฐานขั้นตอนการอนุมัติสำหรับการเปลี่ยนสายการผลิตหรือการปล่อยผลิตภัณฑ์จากฝ่ายควบคุมคุณภาพ และสร้างแดชบอร์ดแบบเรียลไทม์สำหรับการบรรลุเป้าหมายการผลิต ระดับคิว และแนวโน้มของข้อบกพร่อง สิ่งเหล่านี้มีความสำคัญเพราะการไหลเวียนของงานในอนาคตขึ้นอยู่กับข้อมูลที่ทันท่วงที ไม่ใช่แค่การพูดคุยในเวิร์คช็อปที่ดีขึ้นเท่านั้น เมื่อข้อมูลเคลื่อนที่เร็วขึ้น วัสดุก็มักจะเคลื่อนที่เร็วขึ้นเช่นกัน.
จัดลำดับความสำคัญของการเปลี่ยนแปลงโดยพิจารณาจากผลกระทบและความง่ายในการดำเนินการ
ไม่ใช่ว่าทุกช่องว่างบนแผนที่จะต้องกลายเป็นโครงการในคราวเดียว โครงการที่ดีควรเริ่มต้นจากจุดที่เหมาะสม การวิเคราะห์กระแสคุณค่า แบ่งการปรับปรุงออกเป็นผลลัพธ์ที่เห็นได้ชัดในระยะสั้น การเปลี่ยนแปลงที่ใช้ความพยายามปานกลาง และการแก้ไขโครงสร้างในระยะยาว การลดจำนวนลายเซ็นในการอนุมัติเอกสารเป็นชุดจากสี่ลายเซ็นเหลือสองลายเซ็นอาจใช้เวลาหลายสัปดาห์ ในขณะที่การย้ายอุปกรณ์หรือการเพิ่มขีดความสามารถในการทดสอบอาจต้องใช้เงินลงทุนและเวลาวางแผนหลายเดือน การจัดลำดับความสำคัญช่วยให้สถานะในอนาคตสอดคล้องกับความเป็นจริงในการดำเนินงาน.
วิธีการที่มีประโยชน์อย่างหนึ่งคือการจัดอันดับการปรับปรุงแต่ละอย่างตามปัจจัยสามประการ ได้แก่ ศักยภาพในการลดระยะเวลานำส่ง ความยากในการดำเนินการ และการพึ่งพาซึ่งกันและกันระหว่างฝ่ายต่างๆ สมมติว่าโรงงานผลิตเครื่องดื่มแห่งหนึ่งระบุการเปลี่ยนแปลงห้าอย่าง ได้แก่ ลดระยะเวลาการอนุมัติคุณภาพ ลดขนาดล็อตการผลิตน้ำเชื่อม กำหนดมาตรฐานรายการตรวจสอบการเปลี่ยนกะการทำงาน บันทึกเวลาหยุดทำงานโดยอัตโนมัติ และเพิ่มสายพานลำเลียงพาเลทอีกหนึ่งชุด การเปลี่ยนแปลงสี่อย่างแรกอาจให้ผลลัพธ์ที่เร็วกว่าและใช้เงินลงทุนน้อยกว่าโครงการสายพานลำเลียง แม้ว่าสายพานลำเลียงจะดูน่าสนใจในแผนผังก็ตาม นี่คือวิธีที่การออกแบบสถานะในอนาคตกลายเป็นแผนการเปลี่ยนแปลงแบบเป็นขั้นตอน แทนที่จะเป็นเพียงแบบฝึกหัดลีนเชิงทฤษฎี.
เปลี่ยนแผนที่แสดงสถานะในอนาคตให้เป็นแผนปฏิบัติการ
ขั้นตอนสุดท้ายคือการเชื่อมโยงองค์ประกอบแต่ละอย่างในแผนงานในอนาคตเข้ากับผู้รับผิดชอบ ไทม์ไลน์ ตัวชี้วัดประสิทธิภาพ (KPI) และรอบการตรวจสอบ หากแผนงานแสดงช่องทางแบบ FIFO ให้กำหนดขีดจำกัดของช่องทางและผู้ที่จะรับผิดชอบเมื่อเกินขีดจำกัดนั้น หากแผนงานแสดงการจัดตารางแบบดึง ให้กำหนดสัญญาณกระตุ้น กฎการเติมสินค้า และการมองเห็นบนแดชบอร์ด หากไม่มีกฎการปฏิบัติงานเหล่านี้ แม้แต่แผนงานที่วาดอย่างดีก็ยังคงอยู่ในระดับโรงงานและไม่เปลี่ยนแปลงการจัดการในแต่ละวัน.
แผนงานสำหรับอนาคตที่ดีควรระบุด้วยว่าความสำเร็จมีลักษณะอย่างไรในเชิงตัวเลข ซึ่งอาจรวมถึงการลดระยะเวลานำส่งจาก 3.2 วันเหลือ 1.8 วัน และลดปริมาณงานระหว่างดำเนินการ (WIP) ลง 30%, ลดงานแก้ไขลงจาก 4.5% ถึง 2%, หรือการปรับปรุงการปฏิบัติตามตารางเวลาจาก 78% ถึง 92%. เมื่อคุณใช้โครงสร้าง แม่แบบแผนผังสายงานคุณค่า, มาตรฐาน สัญลักษณ์ VSM, และด้วยการกำหนดเป้าหมายประสิทธิภาพที่ชัดเจน แผนผังสถานะในอนาคตจึงกลายเป็นเครื่องมือในการบริหารจัดการ นั่นคือคุณค่าที่แท้จริงของมัน การผลิตแบบลีน VSMมันช่วยให้คุณมีวิธีการที่เป็นระบบในการเปลี่ยนจากการสังเกตไปสู่การลงมือปฏิบัติ.
Jodoo ช่วยให้ผู้ผลิตนำแผนผังกระแสคุณค่าไปสู่การปฏิบัติได้อย่างไร
การทำแผนที่กระแสคุณค่า (Value Stream Mapping) จะสร้างคุณค่าได้ก็ต่อเมื่อการดำเนินการปรับปรุงนั้นเกิดขึ้นจริงในสายการผลิต ทีมงานหลายทีมทำแผนที่สถานะปัจจุบันและสถานะในอนาคตในเวิร์กช็อป บันทึกไฟล์ แล้วก็ประสบปัญหาในการแปลงข้อมูลเชิงลึกนั้นให้เป็นการปฏิบัติงานประจำวัน นั่นคือจุดที่ Jodoo แตกต่างออกไป: แทนที่จะหยุดอยู่ที่แผนภาพแบบคงที่ ผู้ผลิตสามารถใช้มันเพื่อสร้างแบบฟอร์ม เวิร์กโฟลว์ แดชบอร์ด และเส้นทางการอนุมัติที่จำเป็นสำหรับการดำเนินงานติดตามผล ในทางปฏิบัติ นั่นหมายความว่า... การทำแผนที่กระแสคุณค่า ผลลัพธ์ที่ได้จะกลายเป็นระบบปฏิบัติการที่มีชีวิตสำหรับการปรับปรุงอย่างต่อเนื่อง แทนที่จะเป็นเพียงเอกสารที่ใช้เพียงครั้งเดียว.
จากการวิเคราะห์กระแสคุณค่าสู่เวิร์กโฟลว์ที่นำไปปฏิบัติได้จริง
ในโรงงานส่วนใหญ่ การวิเคราะห์กระแสคุณค่า (Value Stream Analysis) จะระบุรายการการดำเนินการที่ชัดเจน เช่น ลดเวลาการเปลี่ยนงาน กำหนดมาตรฐานการเติมวัสดุ แก้ไขปัญหาการหยุดทำงานซ้ำซาก หรือปรับปรุงผลผลิตในครั้งแรกของขั้นตอนการผลิต Jodoo ช่วยให้คุณแปลงการดำเนินการเหล่านั้นเป็นแอปพลิเคชันแบบไม่ต้องเขียนโค้ด ซึ่งตรงกับกระบวนการจริงของโรงงานของคุณ โดยมีช่องสำหรับสายการผลิต สถานี ประเภทข้อบกพร่อง สาเหตุการหยุดทำงาน เจ้าของ วันครบกำหนด ผลการตรวจสอบ และรูปภาพประกอบ แทนที่จะพึ่งพาเทมเพลตแผนผังกระแสคุณค่าทั่วไปที่อยู่ใน PowerPoint หรือ Excel ทีมของคุณสามารถบันทึกงานปรับปรุงในระบบที่มีโครงสร้างซึ่งเชื่อมโยงกับข้อมูลการผลิตจริงได้ ซึ่งมีประโยชน์อย่างยิ่งใน การผลิตแบบลีน VSM โครงการที่มีเป้าหมายไม่เพียงแค่การตรวจพบขยะ แต่ยังรวมถึงการกำจัดขยะอย่างเป็นระบบด้วย.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตอาหารบรรจุภัณฑ์ที่ได้วางแผนผังกระบวนการตั้งแต่การสั่งซื้อจนถึงการบรรจุ และพบว่ามีจุดล่าช้าซ้ำๆ ระหว่างการผสมวัตถุดิบและการบรรจุ ด้วยการใช้ Jodoo ทีมงานสามารถสร้างบันทึกการดำเนินการแบบดิจิทัลสำหรับแต่ละจุดที่เป็นปัญหา มอบหมายการดำเนินการแก้ไขให้กับฝ่ายควบคุมคุณภาพ ฝ่ายซ่อมบำรุง และหัวหน้างานฝ่ายผลิต และกำหนดให้ต้องมีหลักฐานการปิดงานก่อนที่จะทำเครื่องหมายว่างานเสร็จสมบูรณ์ เนื่องจากเวิร์กโฟลว์สามารถกำหนดค่าได้โดยไม่ต้องเขียนโค้ด โรงงานจึงสามารถปรับกฎการกำหนดเส้นทางได้เมื่อกระบวนการในอนาคตมีความเสถียรมากขึ้น ความยืดหยุ่นนี้มีความสำคัญเมื่อลำดับความสำคัญในการปรับปรุงเปลี่ยนแปลงไปในแต่ละสัปดาห์.
แปลงข้อมูลการเก็บรวบรวมข้อมูลในสายการผลิตให้เป็นระบบดิจิทัลหลังจากสร้างแผนที่เสร็จแล้ว
เมื่อทีมของคุณตกลงกันเกี่ยวกับแบบแผนการออกแบบในอนาคตแล้ว ขั้นตอนต่อไปคือการบันทึกข้อมูลอย่างเป็นระบบ แบบฟอร์ม Jodoo สามารถใช้งานได้บนแท็บเล็ตหรือโทรศัพท์ในสายการผลิต เพื่อให้ผู้ปฏิบัติงานและหัวหน้างานสามารถบันทึกเวลาที่รอคอย การหยุดเล็กน้อย เหตุการณ์การทำงานซ้ำ และการขาดแคลนวัสดุในขั้นตอนการผลิตที่ระบุไว้ในแผนผังได้อย่างแม่นยำ นอกจากนี้ คุณยังสามารถเพิ่มช่องข้อมูลอ้างอิงที่เชื่อมโยงกับรายการกระบวนการของคุณ ซึ่งจะทำให้ข้อมูลมีความสอดคล้องกับรายการกระบวนการ สัญลักษณ์ VSM และขั้นตอนต่างๆ ที่ทีมของคุณได้กำหนดไว้แล้วในระหว่างการทำแผนที่ ผลลัพธ์ที่ได้คือข้อมูลการติดตามที่ชัดเจนยิ่งขึ้นและการตรวจสอบสาเหตุที่แท้จริงที่รวดเร็วยิ่งขึ้น.
ตัวอย่างเช่น โรงงานบรรจุเครื่องดื่มสามารถสร้างแบบฟอร์มง่ายๆ สำหรับบันทึกการหยุดทำงานของเครื่องบรรจุ โดยระบุรหัสสาเหตุ ระยะเวลา กะการทำงาน และ SKU หากการหยุดทำงานเกินเกณฑ์ที่กำหนด Jodoo สามารถแจ้งเตือนการบำรุงรักษาโดยอัตโนมัติและสร้างงานติดตามสำหรับวิศวกรที่รับผิดชอบ เมื่อเวลาผ่านไป ข้อมูลเหล่านั้นจะช่วยตรวจสอบว่าการปรับปรุงที่เสนอในแผนผังสถานะในอนาคตช่วยลดระยะเวลารอคอยและความถี่ของการหยุดชะงักหรือไม่ นอกจากนี้ยังช่วยให้วิศวกรแบบลีนมีฐานข้อมูลที่แข็งแกร่งกว่าการจดบันทึกบนกระดานไวท์บอร์ดด้วยมืออีกด้วย.
วางแผนและดำเนินการต่างๆ ทั่วทั้งฝ่ายผลิต ฝ่ายบำรุงรักษา และฝ่ายคุณภาพ
การดำเนินการปรับปรุงจากแผนผังกระบวนการสร้างมูลค่ามักข้ามขอบเขตแผนกต่างๆ ซึ่งเป็นเหตุผลว่าทำไมการส่งอีเมลและการใช้สเปรดชีตร่วมกันจึงมักทำให้การดำเนินการช้าลง เวิร์กโฟลว์ของ Jodoo สามารถกำหนดเส้นทางการทำงานโดยอัตโนมัติตามสายการผลิต สถานี ประเภทปัญหา หรือระดับความรุนแรง เพื่อให้มั่นใจว่าทีมที่เกี่ยวข้องจะได้รับการดำเนินการที่ถูกต้องโดยไม่ต้องติดตามด้วยตนเอง นอกจากนี้ยังสามารถเพิ่มขั้นตอนการอนุมัติได้เมื่อการดำเนินการแก้ไขจำเป็นต้องได้รับการอนุมัติจากฝ่ายวิศวกรรม ฝ่ายคุณภาพ หรือผู้บริหารโรงงานก่อนที่จะปิดงาน ซึ่งจะช่วยสร้างมาตรฐานการกำกับดูแลโดยไม่ต้องเพิ่มงานธุรการที่ไม่จำเป็น.
ตัวอย่างที่ดีมาจากกระบวนการประกอบชิ้นส่วนอิเล็กทรอนิกส์ ซึ่งปัญหาคอขวดมักเกิดขึ้นที่สถานีเฉพาะเจาะจงมากกว่าตลอดทั้งสายการผลิต หลังจากที่ผู้ผลิตชิ้นส่วนอิเล็กทรอนิกส์ขนาดกลางได้ทำการวางแผนผังสายการผลิตแล้ว ก็ได้ใช้ Jodoo ในการบันทึกปัญหาคอขวดตามสถานีต่างๆ ส่งต่อการแก้ไขปัญหาไปยังฝ่ายผลิตและฝ่ายซ่อมบำรุง และติดตามงานที่ค้างอยู่บนแดชบอร์ดที่ใช้ร่วมกัน สิ่งนี้ทำให้หัวหน้างานสามารถมองเห็นภาพรวมของงานที่ยังไม่เสร็จ งานที่ค้างอยู่ และสถานะการตรวจสอบได้อย่างชัดเจน ช่วยให้ทีมสามารถรักษาผลลัพธ์จากการวิเคราะห์กระแสคุณค่าได้ แทนที่จะต้องกลับมาแก้ไขปัญหาเดิมๆ ทุกเดือน มันเปลี่ยนผลลัพธ์จากการประชุมเชิงปฏิบัติการให้กลายเป็นกระบวนการจัดการประจำวันที่ใช้งานได้จริง.
แสดงความคืบหน้าของการปรับปรุงได้อย่างชัดเจนด้วยแดชบอร์ดแบบเรียลไทม์
ทีม Lean ต้องการมากกว่าแค่แผนผังที่เสร็จสมบูรณ์ พวกเขาต้องการมองเห็นภาพรวมว่าการดำเนินการต่างๆ เสร็จสมบูรณ์หรือไม่ และประสิทธิภาพของกระบวนการดีขึ้นจริงหรือไม่ แดชบอร์ดของ Jodoo สามารถแสดงคอขวดที่ยังไม่ได้รับการแก้ไข การดำเนินการที่ล่าช้า ปัญหาที่เกิดขึ้นซ้ำๆ ตามสถานี เวลาเฉลี่ยในการปิดงาน และแนวโน้มของเวลาหยุดทำงานหรือจำนวนข้อบกพร่องที่เชื่อมโยงกับแต่ละพื้นที่การปรับปรุง นี่คือจุดที่เทมเพลตแผนผังกระแสคุณค่าแบบคงที่ล้มเหลว เพราะมันแสดงเฉพาะการออกแบบกระบวนการ แต่ไม่ได้แสดงระเบียบวินัยในการดำเนินการที่อยู่เบื้องหลัง แดชบอร์ดแบบเรียลไทม์จะช่วยเติมเต็มช่องว่างนั้นได้.
สำหรับวิศวกรอุตสาหกรรม นี่เป็นการสร้างสะพานเชื่อมที่ใช้งานได้จริงระหว่างสถานะปัจจุบันและแผนที่สถานะในอนาคต รวมถึงความรับผิดชอบในแต่ละวัน คุณสามารถตรวจสอบสถานะการดำเนินการระหว่างการประชุมระดับต่างๆ เปรียบเทียบความคืบหน้าของการปรับปรุงในแต่ละสายการผลิต และเน้นย้ำถึงข้อผิดพลาดก่อนที่จะส่งผลกระทบต่อการบรรลุเป้าหมายตามกำหนดเวลาหรือการส่งมอบสินค้าให้ลูกค้า ในโรงงานที่ดำเนินการมาอย่างยาวนาน แดชบอร์ดเหล่านี้ยังสามารถสนับสนุนการทบทวนไคเซ็นรายเดือนได้ด้วยการแสดงให้เห็นว่าการดำเนินการใดส่งผลกระทบที่วัดได้ และการดำเนินการใดที่ต้องมีการยกระดับแก้ไข ซึ่งทำให้ การทำแผนที่กระแสคุณค่า เป็นส่วนหนึ่งของการควบคุมการดำเนินงาน ไม่ใช่แค่การวิเคราะห์.
เหตุใดเรื่องนี้จึงสำคัญต่อการปรับปรุงอย่างต่อเนื่อง
โปรแกรมการผลิตแบบลีน VSM ที่แข็งแกร่งที่สุดไม่ได้จบลงเมื่อการอบรมเชิงปฏิบัติการสิ้นสุดลง แต่จะสร้างวงจรที่ทำซ้ำได้: วางแผนกระบวนการ ระบุความสูญเปล่า มอบหมายการดำเนินการ ตรวจสอบผลลัพธ์ และปรับปรุงมาตรฐาน Jodoo สนับสนุนวงจรนี้โดยการมอบแพลตฟอร์มที่ปรับแต่งได้สำหรับผู้ผลิต เพื่อการเก็บรวบรวมข้อมูล การจัดการเวิร์กโฟลว์ การอนุมัติ และการรายงานในที่เดียว สำหรับโรงงานที่พยายามขยายแนวทางการผลิตแบบลีนไปทั่วหลายสายการผลิตหรือหลายไซต์ ความสม่ำเสมอเช่นนี้มักเป็นสิ่งที่แยกความแตกต่างระหว่างความสำเร็จที่เกิดขึ้นเป็นครั้งคราวกับการปรับปรุงที่ยั่งยืน.
หากทีมของคุณรู้วิธีสร้างแผนผังกระบวนการสร้างมูลค่า (Value Stream Map) ที่มีประสิทธิภาพอยู่แล้ว ขั้นตอนต่อไปคือการทำให้แน่ใจว่าทุกการกระทำมีผู้รับผิดชอบ มีกำหนดเวลา และมีผลลัพธ์ที่มองเห็นได้ Jodoo ช่วยให้คุณทำเช่นนั้นได้โดยไม่ต้องรอโครงการซอฟต์แวร์แบบกำหนดเอง ทำให้โรงงานของคุณสามารถเปลี่ยนจากการวิเคราะห์ไปสู่การดำเนินการได้เร็วขึ้น กล่าวอีกนัยหนึ่งคือ ช่วยเปลี่ยนกระบวนการทำงานให้เร็วขึ้น การทำแผนที่กระแสคุณค่า จากกิจกรรมเชิงปฏิบัติการไปสู่ระบบปฏิบัติการที่มีการจัดการ.
สรุป: จากแม่แบบแผนผังกระบวนการสร้างมูลค่าสู่การปรับปรุงอย่างต่อเนื่องด้วย Jodoo
การทำแผนที่กระแสคุณค่าจะให้คุณค่าสูงสุดเมื่อมันทำมากกว่าแค่บันทึกกระบวนการในปัจจุบัน ในโรงงานจริง แผนที่นี้ควรกลายเป็นเครื่องมือการจัดการที่ใช้งานได้จริง ซึ่งช่วยให้ทีมของคุณเปลี่ยนจากการวิเคราะห์สถานะปัจจุบันไปสู่การดำเนินการในอนาคต นั่นหมายถึงการทำความเข้าใจ การทำแผนที่กระแสคุณค่า ในบริบทของการผลิตแบบลีน การสร้างแผนผังโดยอิงจากกระแสการไหลของวัสดุและข้อมูลจริง การใช้สัญลักษณ์และตัวชี้วัด VSM อย่างถูกต้อง และการเปลี่ยนสิ่งที่พบว่าเป็นของเสียให้เป็นการดำเนินการปรับปรุงที่เฉพาะเจาะจง.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่พบว่ามีช่วงเวลารอคอยนานเกินไประหว่างขั้นตอน SMT และการตรวจสอบขั้นสุดท้าย การจัดอบรมเชิงปฏิบัติการนั้นมีประโยชน์ แต่ผลประโยชน์ที่แท้จริงมาจากการมอบหมายงาน ติดตามวันที่แล้วเสร็จ และวัดผลว่าระยะเวลารอคอย สินค้าคงคลังระหว่างการผลิต และผลผลิตรอบแรกดีขึ้นจริงหรือไม่ หลักการเดียวกันนี้ใช้ได้กับชิ้นส่วนยานยนต์และการผลิตอาหารเช่นกัน ซึ่งการติดตามผลที่ล่าช้ามักทำให้การอบรมเชิงปฏิบัติการ VSM ที่ดีนั้นสูญเปล่าไปหลังจากนั้น.
นี่คือจุดที่ Jodoo สามารถช่วยได้ ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด Jodoo ช่วยให้คุณแปลงรายการดำเนินการ การตรวจสอบ การอนุมัติ ขั้นตอนการแก้ไขปัญหา และแดชบอร์ด KPI ให้เป็นดิจิทัลได้โดยไม่ต้องพัฒนาด้านไอทีอย่างหนัก หากคุณต้องการให้แผนผังสถานะในอนาคตของคุณกลายเป็นระเบียบวินัยในการปฏิบัติงานประจำวัน คุณก็สามารถใช้ Jodoo ได้ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่า Jodoo สนับสนุนการปรับปรุงอย่างต่อเนื่องในสายการผลิตได้อย่างไร.